
Abstract
In this study, accumulative roll bonding (ARB) process was used to produce Al/Al–12%Si multilayered composites at 300℃. Microstructure and mechanical properties of the composites were studied during various ARB cycles by field emission scanning electron microscope (FE-SEM), tensile test, and the Vickers microhardness test. The FE-SEM results revealed that, as the ARB cycle increases the thickness of individual Al and Al–12%Si sheets decreased. After the 5th cycle, Al–12%Si layers were necked, fractured and dispersed in the aluminum matrix. A new intermetallic phase Al3.21Si0.47 was formed at the Al/Al–12%Si interface, indicating that the ARB process could result in a metallurgical bonding. It was observed that the tensile strength of composites improved by increasing the ARB passes, i.e. the tensile strength of the Al/Al–12%Si composite was measured to be about 5.52 and 2.17 times that of the primary 1050-Al and Al–12%Si sheets, respectively. Observations reveal that the failure mode in ARB-processed composites is of the shear ductile rupture type. The microhardness of the Al and Al–12%Si alloys were raised to 110 HV and 121 HV after five cycles.
Keywords
Introduction
Metal matrix composites (MMCs) have played a great part in the materials used in industry for the last several decades. Because of specific properties of aluminum matrix composites such as low density, good electrical and thermal conductivity, wear resistance, and good formability, are commonly used in aerospace, automotive, and structural industries.1–4 Recently, accumulative roll bonding (ARB) has the capability of processing the multilayered composites. ARB is one kind of severe plastic deformation (SPD) process which can produce bulk ultrafine grained and nano-structured materials (UFGNSM).5,6 Also, it should be noted that the majority of the SPD processes require expensive tools and complex processes, limiting their commercial and industrial usages. However, ARB process can be used as a new and suitable way for producing multilayer composites, because of its simplicity and cheaper manufacture process. 7
The ARB process consists of roll bonding of cleaned and stacked sheets using 50% thickness reduction, cutting them into halves, stacking them and then applying roll bonding again. By repeating this procedure, very high strains are introduced successfully into materials, and significant structural refinement is achieved.8–10 Recently, ARB has been utilized to fabricate particulate metal–matrix composites such as Al/SiC, 11 Cu/Al2O3, 12 and Al/Al2O3. 13 It has been shown that a uniform distribution of particles can be achieved after imposing a critical reduction.14,15 ARB has also been employed in order to produce multilayered composite with dissimilar starting materials such as Al/Mg,16–18 Al/Ni,19,20 Al/Cu, 21 Al/Zn, 22 Cu/Ni, 23 and Ti/Al. 24 It has been reported that the hard layer ruptures due to the difference in the flow properties and synchronized deformation of different metals. Applying a high number of ARB runs, hard layer fragments can allocate homogeneously in the matrix and producing reinforcement effect.
The Al–12%Si is a cast alloy with limited strength and ductility as a result of the silicon that is in the form of large plates with sharp edges and corners that leads to premature crack initiation and fracture in tension. 25 This alloy is of great importance to engineering industries as it exhibits high strength to weight ratio, high wear resistance, low density, low coefficient of thermal expansion, etc. 26 However, Al–12%Si alloy usually exhibits low formability at ambient temperatures because of the coarse plate-like nature of the Si phase that leads to premature crack initiation and fracture in tension. 27 On the other hand, commercial purity aluminum often shows a higher ductility and a better formability. 27 Therefore, it is anticipated that the Al/Al–12%Si laminated composites processed by ARB could combine the advantages of both Al and Al–12%Si alloys in producing sheets to be used as light weight material for structural applications. El Mahallawy et al. 28 observed the microstructure of the ARBed Al/Al–12%Si composite prepared at room temperature and identified the intermetallic compounds at the interface between Al–12%Si layer and Al layer, but the number of ARB cycles was limited and the mechanical properties of the composite was not fully investigated.
In this work, the laminated Al/Al–12%Si composites were fabricated by ARB at 300℃ using pure Al and Al–12%Si sheets. The microstructure of the components layers and mechanical properties (tensile strength and hardness) of the ARBed Al/Al–12%Si composites were investigated at the different ARB cycles with 50% reduction in thickness in each cycle. The Al/Al–12%Si produced composite interface was investigated by EDX and X-ray diffraction (XRD) as well.
Experimental procedures
Materials and surface preparation
Specifications of Al and Al–12%Si alloy sheets.
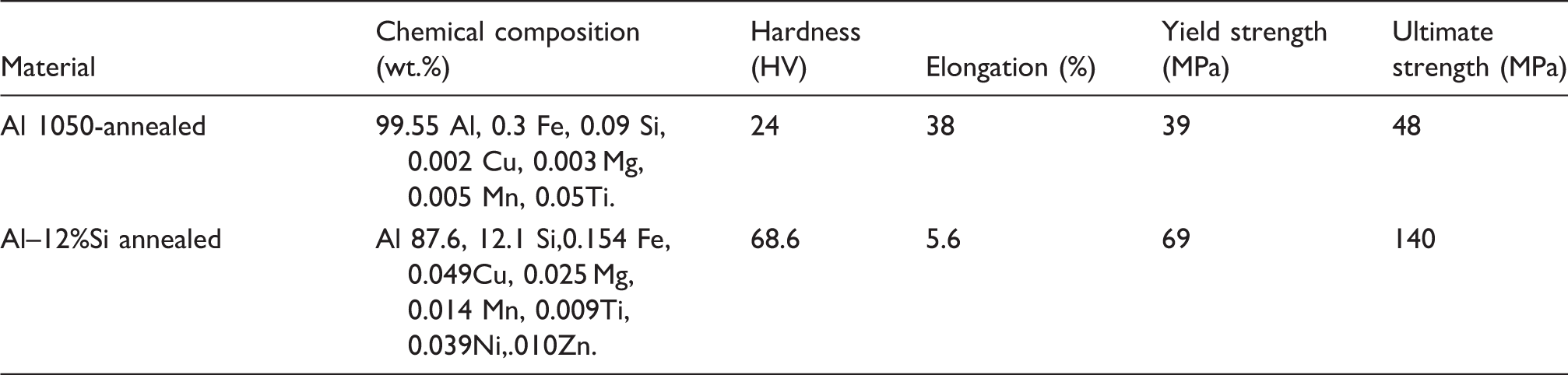
To induce proper metallic contact during rolling, the annealed sheets were degreased by acetone and scratch brushed with a circular stainless steel brush having a 0.3-mm wire diameter. The sheets were stacked so that two Al 1050 layers were at the outer surfaces and one Al–12%Si layer between them. The stacked laminates were riveted from one end to produce a sandwich stack. Finally, this initial stack was preheated to 300℃ and then roll bonded through a 57% reduction in thickness in one pass without lubrication. This step is called zero cycle and gives rise to the so-called primary sandwich.
ARB process
A schematic drawing of the warm ARB experiments is shown in Figure 1. The ARB process was carried out with no lubrication, using a two-high rolling mill with 350 mm roll diameter and a rolling speed of 0.366 m/s. The sheets were cut into two halves, degreased, wire brushed, stacked, and riveted. Prior to roll bonding, the ARB sheets were preheated to 300℃ for 20 min to ensure a uniform temperature throughout, as well as increasing the workability of the material and to enhance the diffusion bonding between the two layers.7,29 The samples were then rolled with a 50% reduction in thickness (this corresponds to a von Misses equivalent strain of 0.8 per cycle). This was repeated for five cycles. The most severe problem in the roll bonding step was small edge cracks. In this study, in order to avoid the propagation of small edge cracks in the subsequent cycles, the edges of the roll-bonded sheets were trimmed off after each ARB cycle.
Schematic illustration of warm accumulative roll bonding (ARB) process for fabrication of Al/Al–12%Si composite.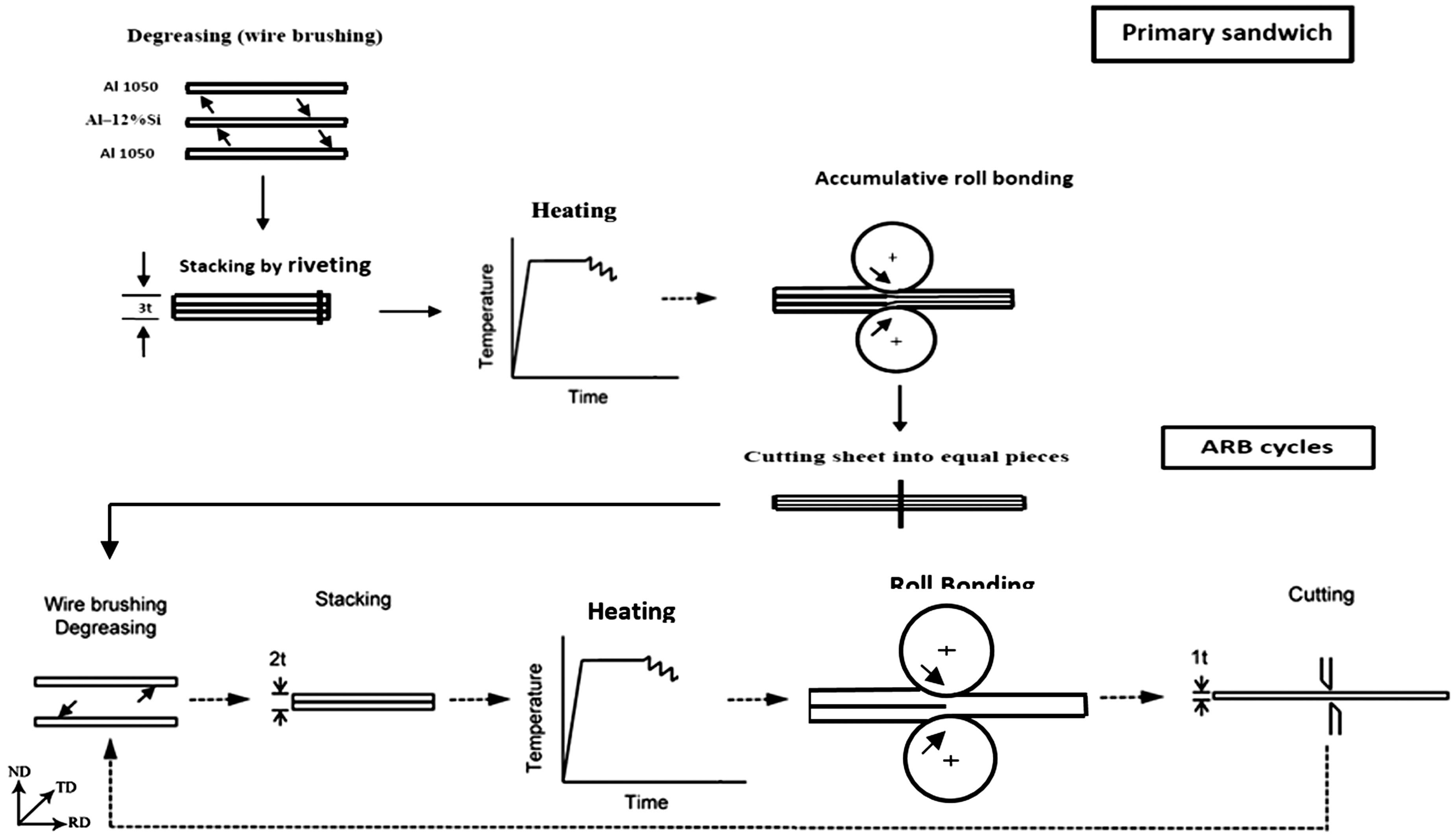
Investigation of structure and mechanical properties
The microstructure of composite sheets was investigated using optical microscopy (OM) and field emission scanning electron microscope (FESEM) equipped with energy-dispersive X-ray spectroscopy (EDS) analyzer on the longitudinal cross-section containing the normal direction (ND) and the rolling direction (RD) plane in which the most characteristic features of the deformation structures in rolled samples can be revealed. These FESEM micrographs were used for image analysis to calculate the layer thicknesses after various ARB cycles by the linear intercept method. Phase identification was obtained using XRD patterns from a diffractometer, operating at 40 kV and 40 mA with Cu Kα radiation. Flat tensile samples were machined from the ARB processed sheets, according to the ASTM E8M standard, 30 with orientation along the RD. The gauge width and length of the samples were 6 mm and 32 mm, respectively. Tensile test was performed at room temperature on an Instron tensile testing machine (100 tons capacity) at a cross-head speed of 1 mm/min, corresponding to a nominal initial strain rate of 5.2 × 10−4 s−1. Vickers microhardness, conducted on a Leitz apparatus, was measured on the longitudinal cross-section of the ARBed samples by the zigzag method using a load of 50 gf for 10 s through the thickness of the samples. Hardness tests were conducted on Al and Al–12%Si layers, separately, on more than six points for each layer.
Results and discussion
Microstructure
Figure 2 shows the FESEM micrographs of the Al/Al–12%Si composite after different ARB cycles. At early stages of ARB (up to second cycle), the interface between the Al–12%Si and Al layers was straight and illustrating good bonding. Deformation of the two constituent metals was almost homogenous till two cycles while a slight waviness in the structure could be observed after three ARB cycles. Finally, after five cycles of ARB process, an aluminum matrix composite with a homogeneously distributed silicon fragments in the matrix was achieved (Figure 2(e)). In addition, necking started at various locations in the microstructure. The Al/Al interfaces introduced by each cycle were also hardly observed, indicating the good interfacial bonding introduced by ARB due to diffusion enhanced by large strains and thermal energy. The alternating contrast between the layers was easily noted at low cycles. The layers became finer and harder to detect after three cycles and became almost indistinguishable after five cycles. Generally, during plastic deformation of dissimilar metals, plastic instabilities caused by different flow properties and differences in mechanical properties of layers caused the emergence of necking and fracture in the harder layer.7,21
Scanning electron microscope (SEM) micrograph of accumulative roll bonding (ARB) processed Al/Al–12%Si composite at rolling direction–normal direction (RD–ND) plane for: (a) primary sandwich; (b) 1st cycle, (c) 2nd cycle, (d) 3rd cycle and (e) 5th cycle.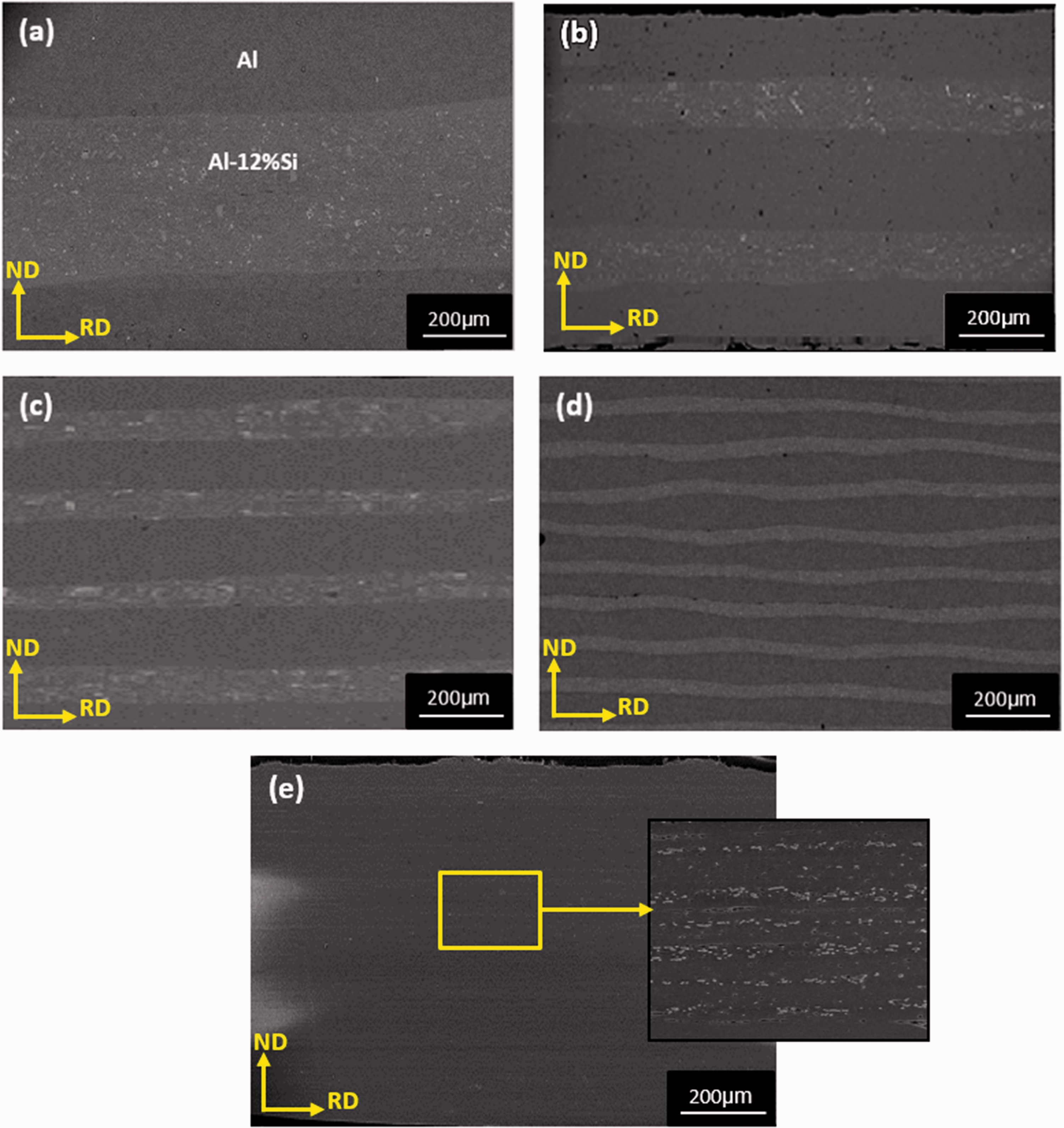
Figure 3 shows the variation of average thickness of Al–12%Si and Al layers versus the number of ARB cycles. It shows a rapid decrease in average thickness of Al–12%Si and Al layers during the initial ARB cycles and leveling off after the fourth cycle. Decrease in Al–12%Si and Al layers thickness leads to strain hardening and the increase in dislocation density as well as accumulation of internal stresses, thus leading to the nucleation of cracks. However, the fracture of Al–12%Si layers after five cycles is caused by reducing the thickness of Al–12% Si. Also, it was also observed that after five cycles of ARB, silicon layers were embedded in the matrix, and a completely uniform distribution of Si particles in Al matrix was achieved.
Variations of Al and Al–12%Si layers thickness versus the number of accumulative roll bonding (ARB) cycles.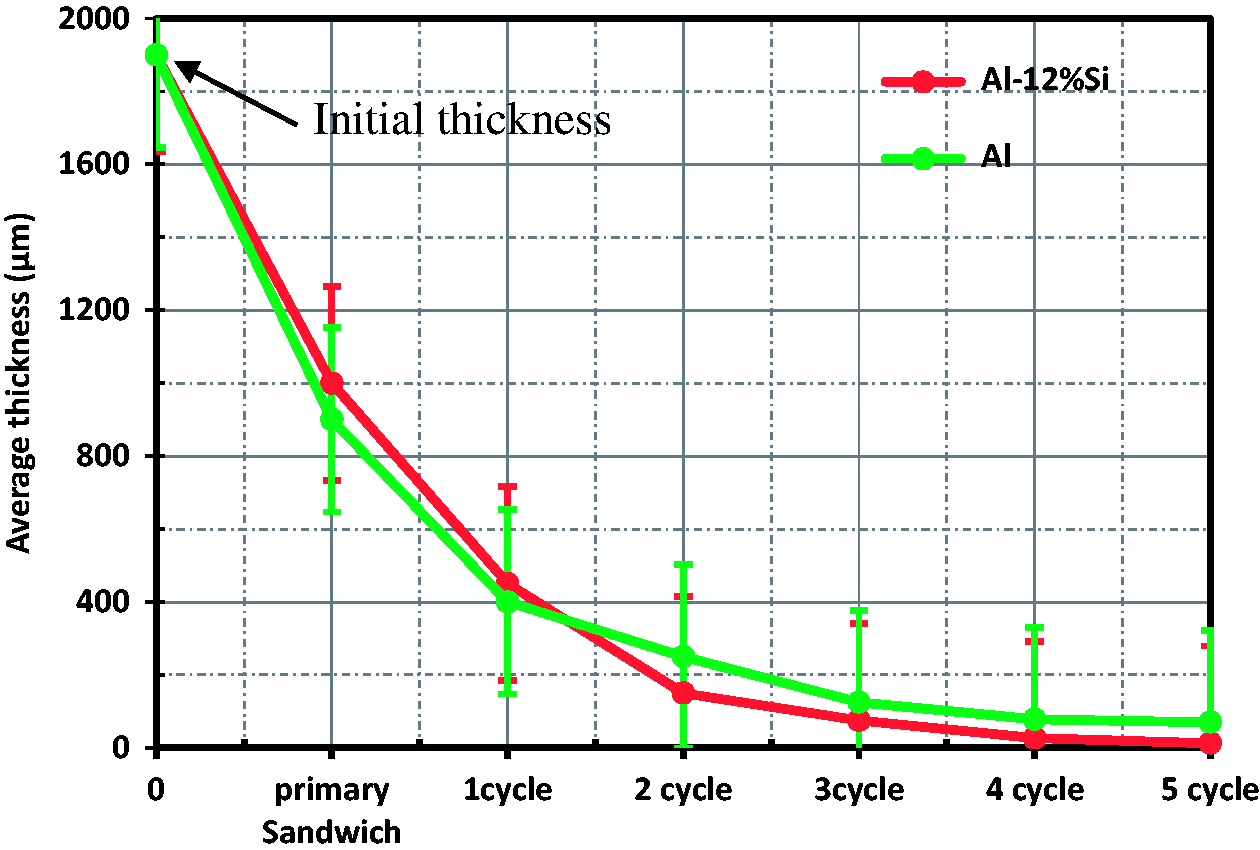
In order to study the effect of deformation process on silicon particles, the microstructure of the silicon particles in the Al–12%Si layer was investigated as shown in Figure 4. It illustrates that the initial silicon particles with acicular or rod like shape were broken down and refined due to SPD. The reason for the refined grain structure was due to the high deformation process along the ARB cycles. Uribe-Restrepo
29
demonstrated the evolutionary morphological changes for silicon particles in (Al–A359/30 vol.% SiCP) composite during hot rolling at 538℃ where the thickness was reduced from 1 in. to 0.25 in.
Optical micrographs showing the fine silicon particles distribution on Al/Al–12%Si composite at rolling direction–normal direction (RD–ND) plane for: (a) 1st cycle, (b) 2nd cycle, (c) 3rd cycle and (d) 5th cycle.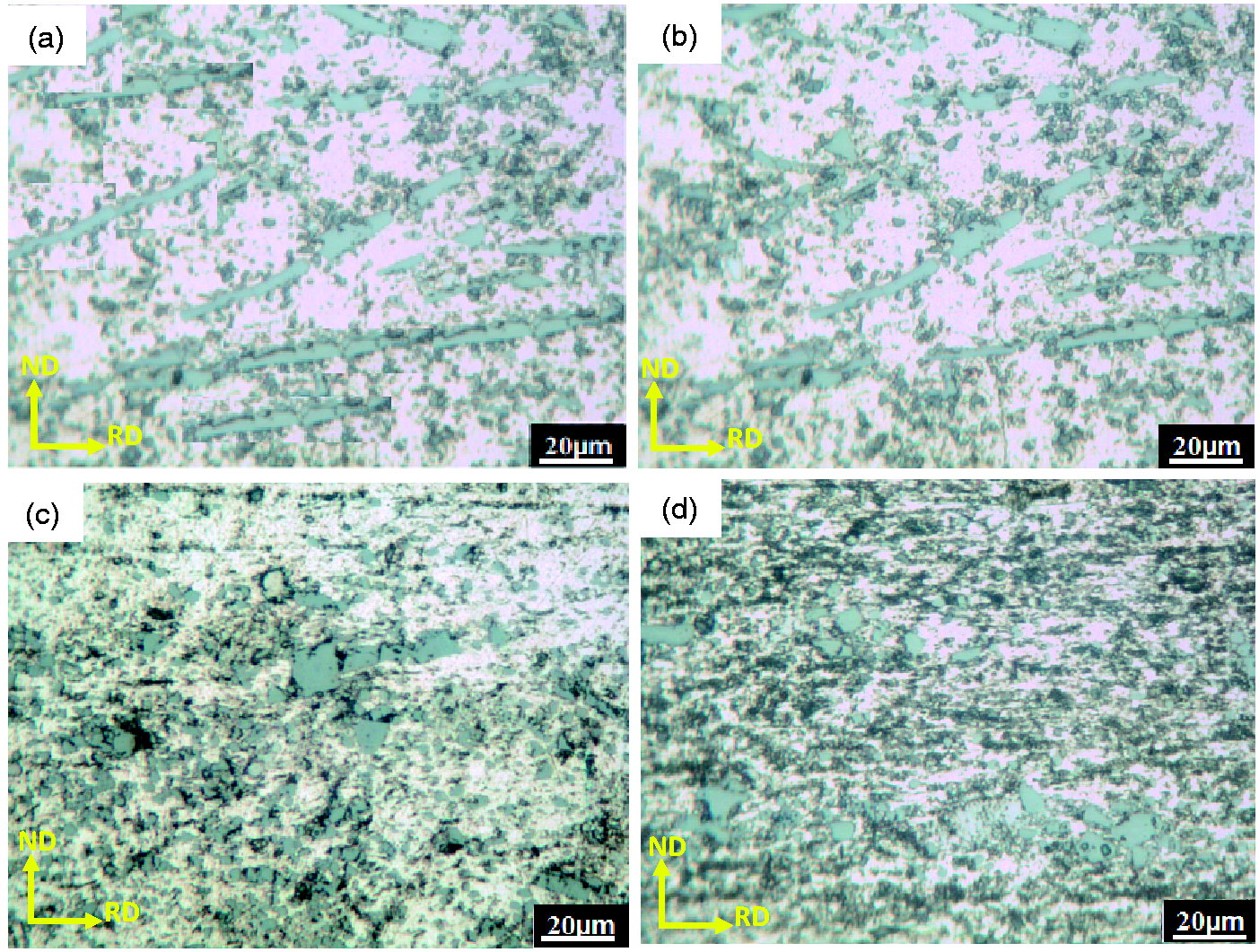
Interface investigation
In order to investigate the interface reaction, the Al/Si interface was studied using SEM after the five cycles of ARB. The result in Figure 5 shows that a new layer was formed on the surfaces of the Si particles after the 5th cycle as indicated by points (1 and 2) in Figure 5(a). The EDS analysis of these points in Figure 5(b, and c), respectively indicates the presence of both Al and Si as a result of the Al reaction with Si on the surface of the Si particles. The results indicate local intermixing occurring at the Al/Al–12%Si interface which resulted in homogenous bonding. This phenomenon is known as a deformation induced inter-diffusion process,5,31 which has also been observed during mechanical alloying process. It consists of three basic mechanisms; mechanically induced atomic displacements, pipe diffusion along dislocations, and SPD induced vacancies.
32
(a) Scanning electron microscope (SEM) microstructure of the Al/Si interface of the Al/Al–12%Si composite accumulative roll bonded (ARBed) for 5 cycles, (b, c) the corresponding energy-dispersive X-ray spectroscopy (EDS) analyzes results of the points 1 and 2 in (a) respectively.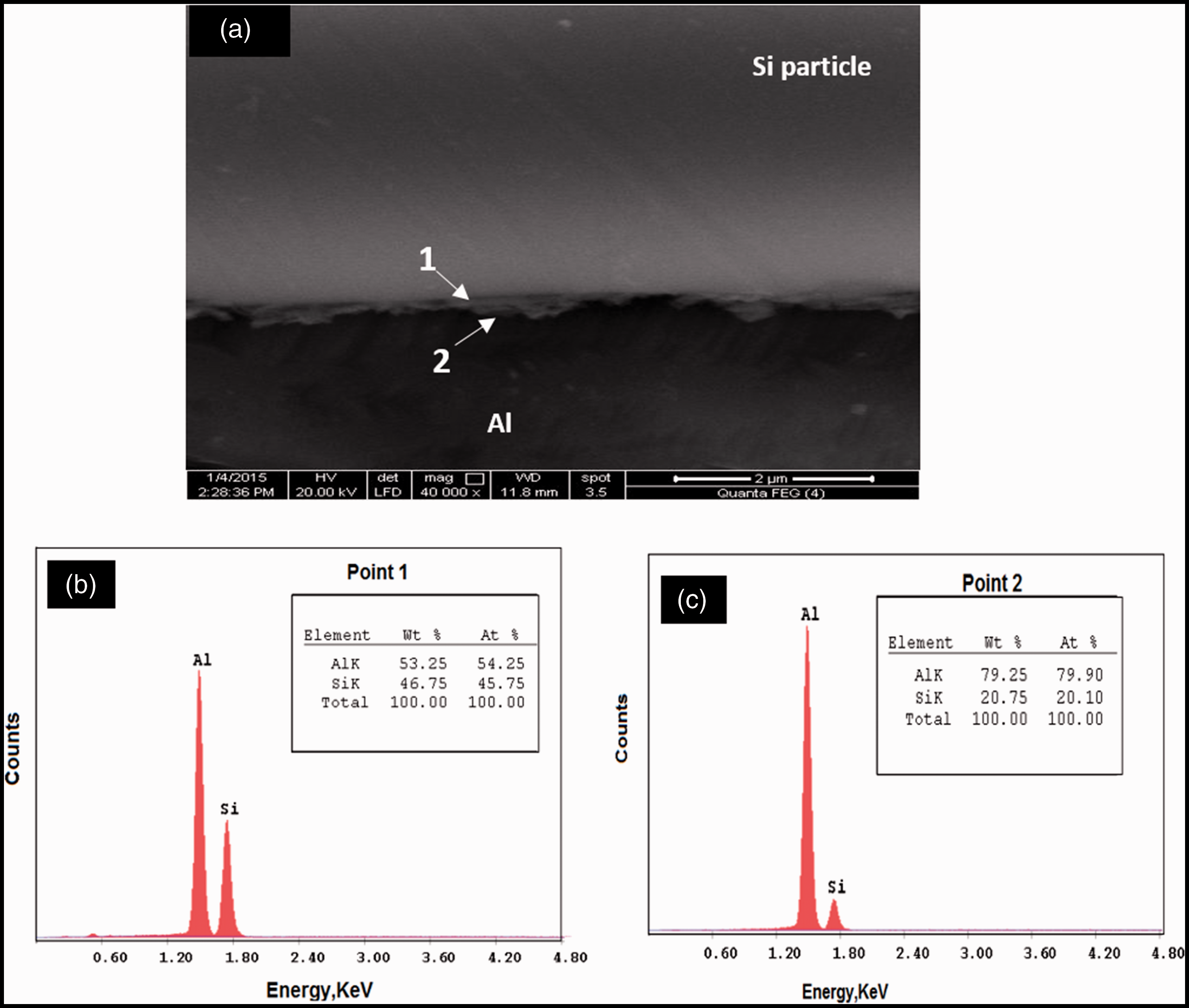
Figure 6 shows XRD pattern of Al/Al–12%Si surface after primary sandwich and five ARB cycles. The XRD pattern for primary sandwich shows two types of peaks that belongs to Al and Si elements, while, XRD pattern after five ARB cycles indicates the presence of Al peaks with an intermetallic Al3.21Si0.47 phase. Besides the annealing temperature and time, rolling strain has also a significant effect on the microstructures, grain size, and new phase formation. High rolling strain promotes the formation of fine grained multilayered composites. This results in an increase in grain boundaries and dislocations, which accelerates the diffusion of each elemental layer and enhances the formation of intermetallic compounds.
33
X-ray diffraction (XRD) pattern of Al/Al–12%Si surface after primary sandwich and five accumulative roll bonding (ARB) cycles.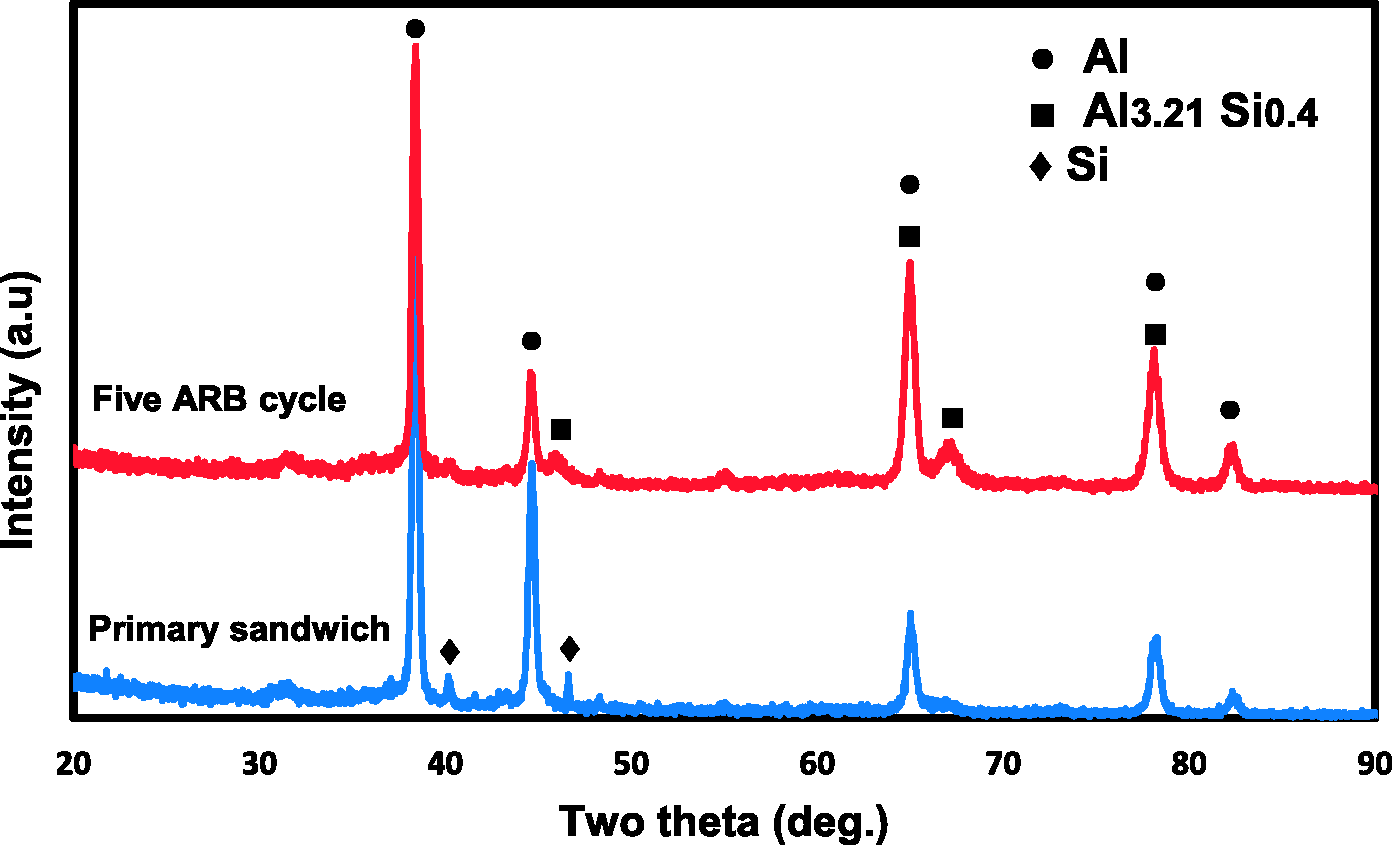
The intermix or the metallic bonding of Al and Si atoms occurred at the interface of layers at five cycles of ARB process and resulted in homogenous bonding. This phenomenon is known as a deformation-induced inter-diffusion process and some of researchers suggested that with the increase of bonding temperature or pressure, the elimination of voids in the interfaces takes place and bonding strength increases. 34 Additionally, it has been widely reported that the large amount of lattice defects and the temperature increase caused by the ARB process can promote the inter-diffusion at the interface between the dissimilar layers of the multilayered composite, which is similar to the mechanical alloying process.19,20,33,35 The phase selection in the early stage of intermetallic phase formation process could be related to the thermodynamics of the alloy system and the kinetics of the reaction process.20,36,37 However, relative research concentrating on the ARBed laminated Al/Al–12%Si sheets is still very limited till now. The formation mechanism of the Al3.21Si0.47 and its crystal orientation relationship with the matrix need further detailed investigations.
Mechanical properties
Figure 7 illustrates the engineering stress–strain curves of the starting materials and Al/Al–12%Si composite after different cycles of ARB process. Tensile properties are summarized as a function of the number of ARB cycles in Figure 8. It shows that yield and tensile strength of composites increased after first cycle of ARB, but fell in second cycle, and then again for next cycles they experienced a rising trend reaching a peak at the fifth ARB cycle. A decrease in the strength of composites in first to second cycle of ARB process is visible which may be because of dislocation annihilating which leads to work softening and decrease of strength in these layers; and for second cycle to up, with increase of dislocation density and grain refinement, strength of composites rises and reaches to maximum value in fifth cycle of ARB process.
Engineering stress–strain curves of the starting materials and Al/Al–12%Si composite after different number of accumulative roll bonding (ARB) cycles. Variation of strength and elongation of Al/Al–12%Si multilayer composite with respect to the number of accumulative roll bonding (ARB) cycles.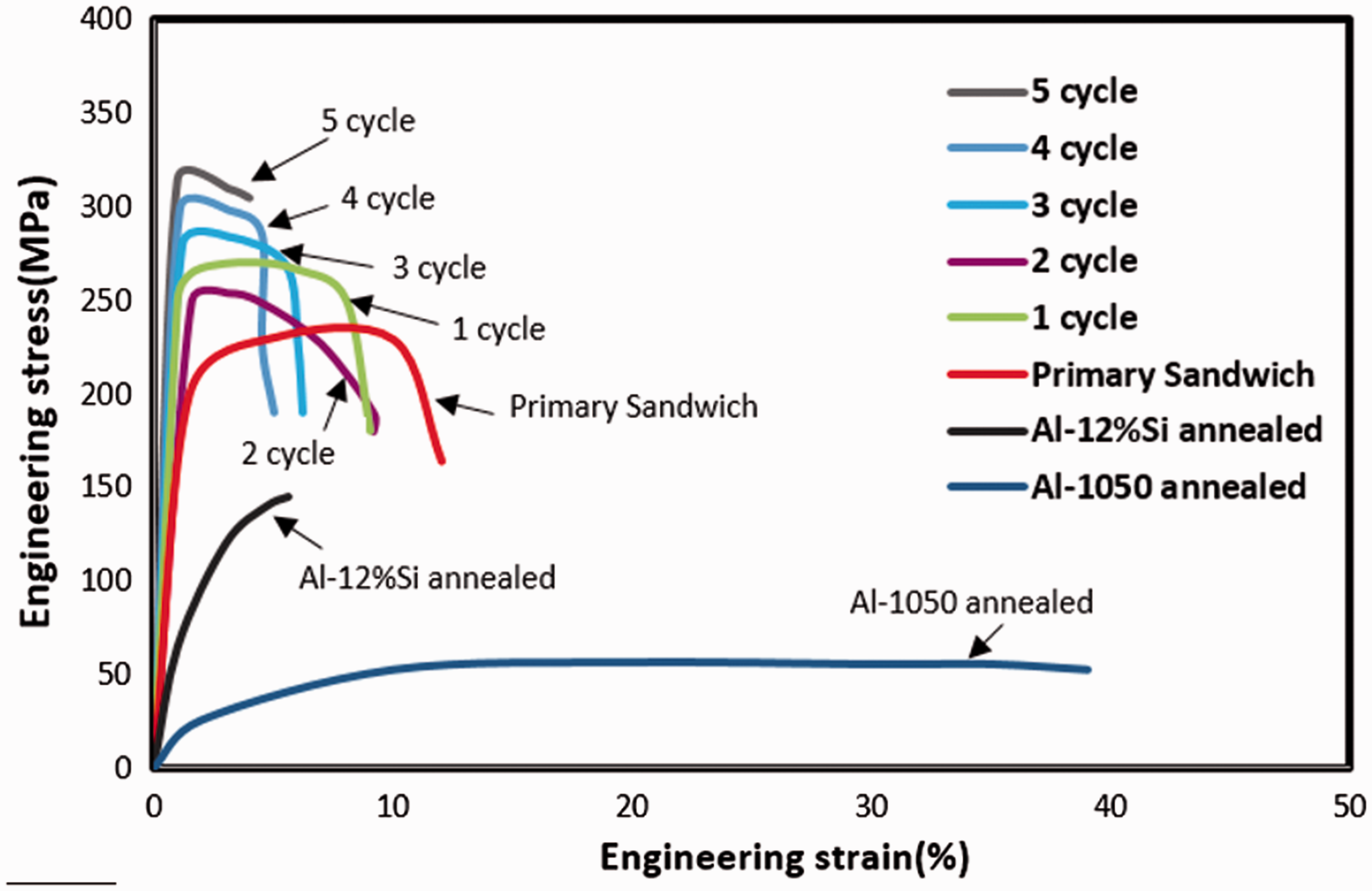
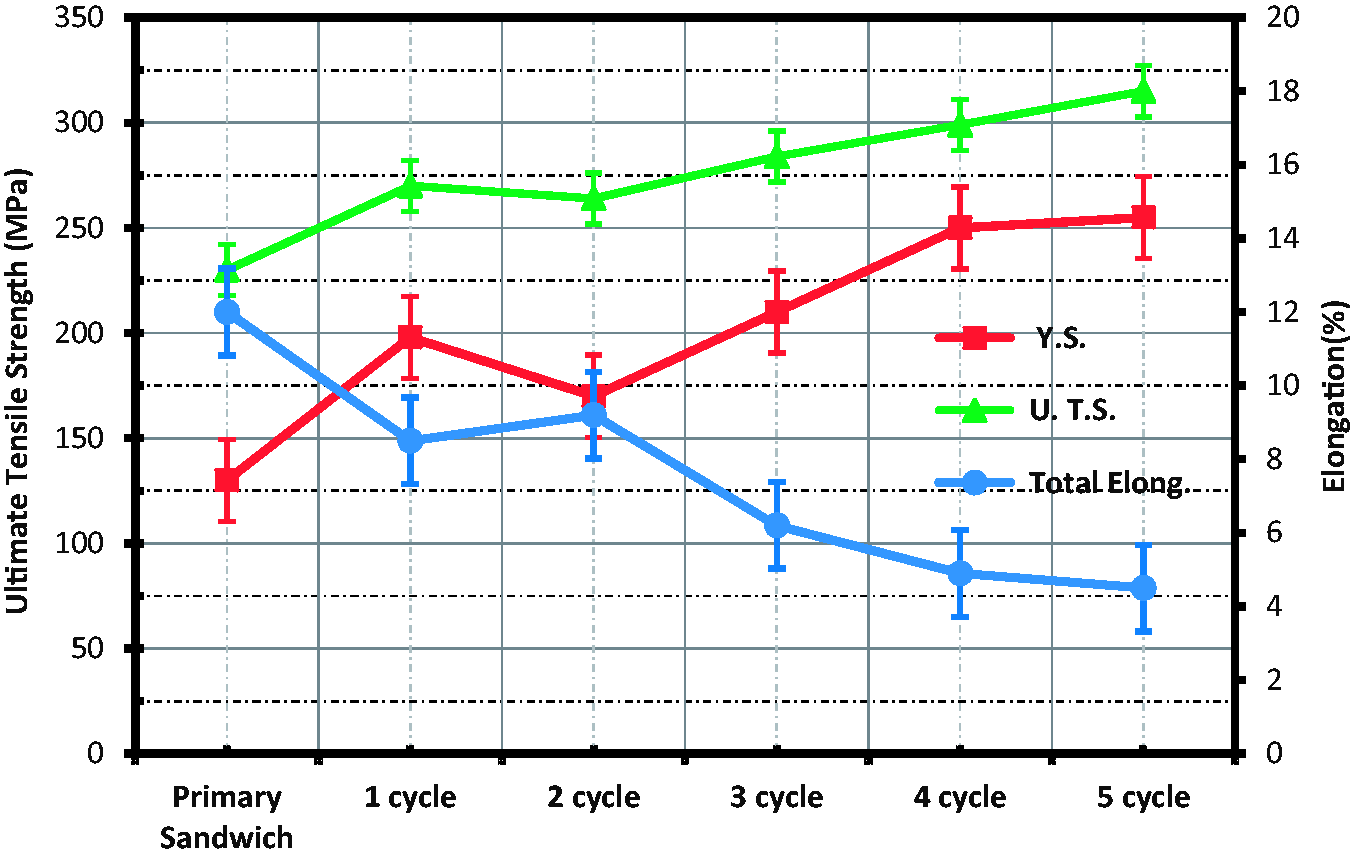
Additionally, elongation of composite after production of primary sandwich was 12% and decreased as ARB process proceeded and reached an amount of 4.5% after five cycles. Also, it shows that strengths of composites at different cycles had considerable difference in comparison with primary sandwich. Yield and tensile strengths become maximum after five cycles, reaching a value of 251 and 315 MPa, respectively. The tensile strength of the five ARB cycles of specimens was 5.52 and 2.17 times higher than that of the primary Al and Al–12%Si sheet, respectively. The strength variation (225–315 MPa) of the Al/Al–12%Si composite in this study is similar to the results which have been widely reported in the researches focusing on the ARBed Cu/Al (230–360 MPa) 21 and (235–365 MPa) Al/Ni sheets. 19
The increase in strength is due to strain hardening resulting from plastic deformation which increases the number of dislocations and grain refinement.22,38–40 The strengthening at least before three cycles is mainly due to strain hardening, 22 since the most of the materials showed conventional sub grain structures with small misorientations. On the other hand, the evolution of the ultrafine grained structure must contribute to the large strength after five cycles, because the strength saturated after the five cycles at which the whole volume in the sample was filled with the ultrafine grains. 22 Anyway, it can be concluded from the present study again that the unusual strengthening of the material by intense plastic straining must relate to the microstructural evolution of the ultrafine grained polycrystals. Also, strength of the ARB processed Al/Al–12%Si multilayer composites (315 MPa) is higher than the ARB processed pure Al/Al (260 MPa) 40 due to the strengthening effect of reinforcing silicon in the composite. It can be explained by increasing the number of cycles, the bonding between Al layer and Si particles become stronger because of the greater rolling pressure. In addition, increasing the number of cycles improves the distribution of Si particles in Al matrix and makes the particles finer.
Variation of percent elongation with ARB cycles (Figure 8) shows that the percent elongation of the multilayer composite decreases by increasing the ARB cycles. Briefly, the decrease in elongation is due to strain hardening that causes the increase in dislocation density and accumulation of internal stresses, leading to the nucleation of cracks. On the other hand the refining of the Si phase and the improvement in its distribution in addition to a good bond at the interface between the layers were expected to improve the elongation, but the effect of the strain hardening had a stronger effect on the elongation, so that the resulting elongation was reduced. The drop of elongation is noticeable after fifth ARB cycles which may be due to the formation of Al3.21Si0.47 and cracking at the layer interfaces.
SEM was used to study the fracture mechanism in the ARB processed Al/Al–12%Si multilayered composite after five cycles (96 layers) as shown in Figure 9. The fracture surfaces of the Al/Si composite taken at higher magnification shows a mixture of ductile and brittle fracture. As seen in Figure 9, the fracture surface includes smooth surfaces as a result of the brittle fracture that occurred in silicon particles. The silicon particle fracture occurs by a mechanism of shear, and depends on local strain, particle size, aspect-ratio and volume fraction.
41
Also, in the surrounding areas of the silicon particles, the appearance of the elongated shear dimples approves that they are produced by a simple shear deformation.
42
Micro-voids form when a high stress causes separation of the metal at grain boundaries or interfaces between the Al–Si compounds. When failure is influenced by shear stress, the voids grow and coalesce into larger cavities and tend to be elongated, resulting in the formation of parabolic depressions on the fracture surfaces. Finally, elongated dimples form in the direction of the shear stresses, which clearly shows that the failure mode is shear ductile rupture. This fracture was observed in several investigations of materials under SPD.
43
The scanning electron microscope (SEM) micrographs of fracture surfaces of Al/Al–12%Si composite at five cycles of accumulative roll bonding (ARB) process.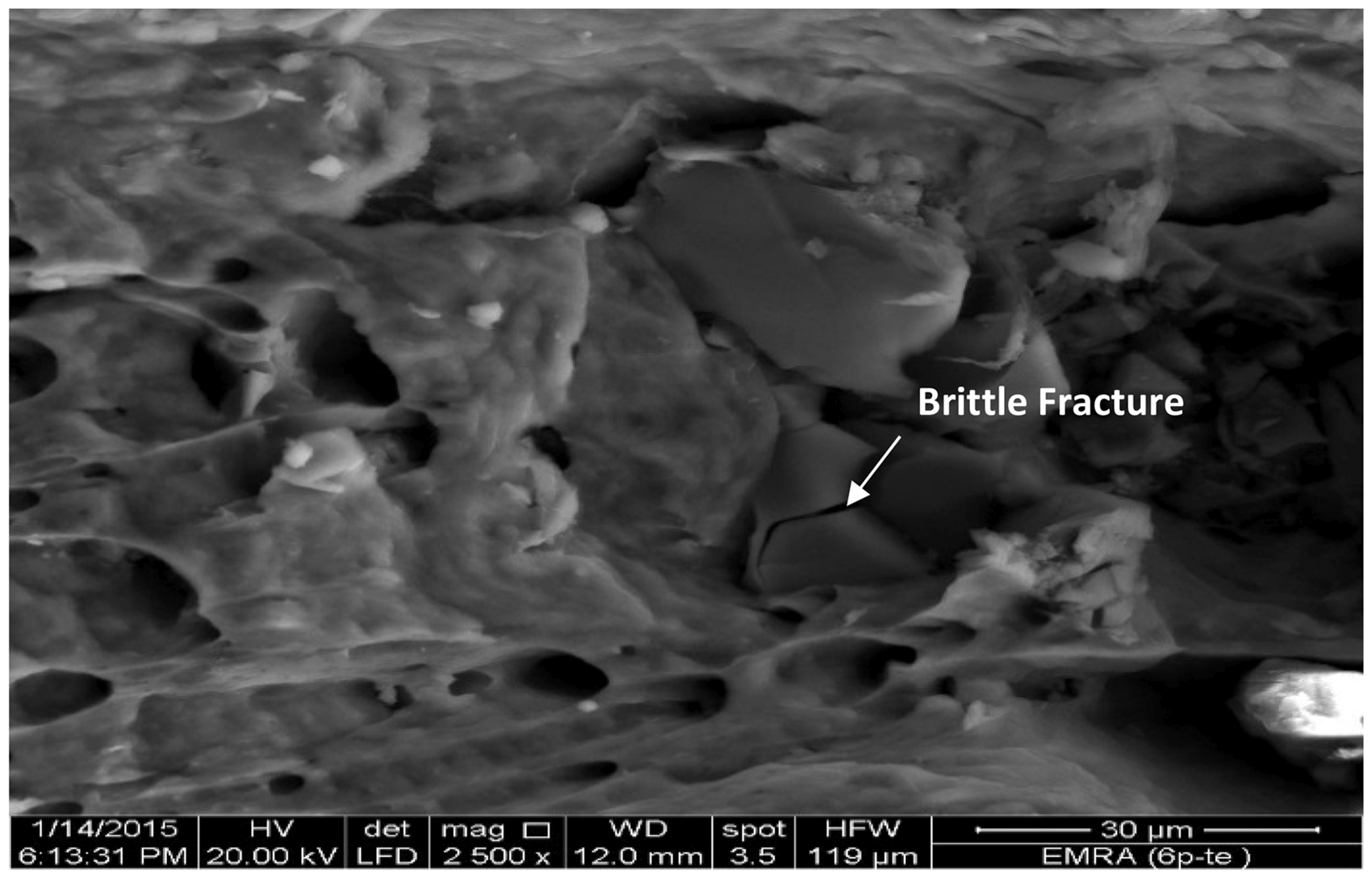
Figure 10 shows microhardness variations of Al and Al–12%Si layers at different cycles of ARB process. Contrary to tensile strength, there is no drop in hardness because hardness measurement is carried out individually for each layer and, thus, the hardness of the layers rises by increasing the ARB cycles, hence, cracking at the interface and rupture of layers did not influence the hardness. It illustrates that, as cycles increased, microhardness of both Al matrix and reinforcing Al–12%Si layers increased. Microhardness of both phases experienced a sharp rise in initial cycles and followed by moderate increase for the following cycles. However, the increase from 24 to 110 (pure Al) and 68.6 to 121 (Al–12%Si) after five cycles. In other words, strain hardening for Al–12%Si layers and Al matrix is effective for the sandwich and first cycles, and does not contribute much in the following cycles of ARB process. Rapid increase in microhardness for rather low strains was attributed mainly to strain hardening effect by the formation of sub grain boundaries and dislocations at the interface of Al and Al–12%Si layers, while grain refinement occurs in the later cycles. The results in Figure 10 show that the grain refinement contributed less in the increase of microhardness than in the strain hardening mechanism.
44
The variations of Vickers microhardness of Al and Al–12%Si layers with increase of accumulative roll bonding (ARB) cycles.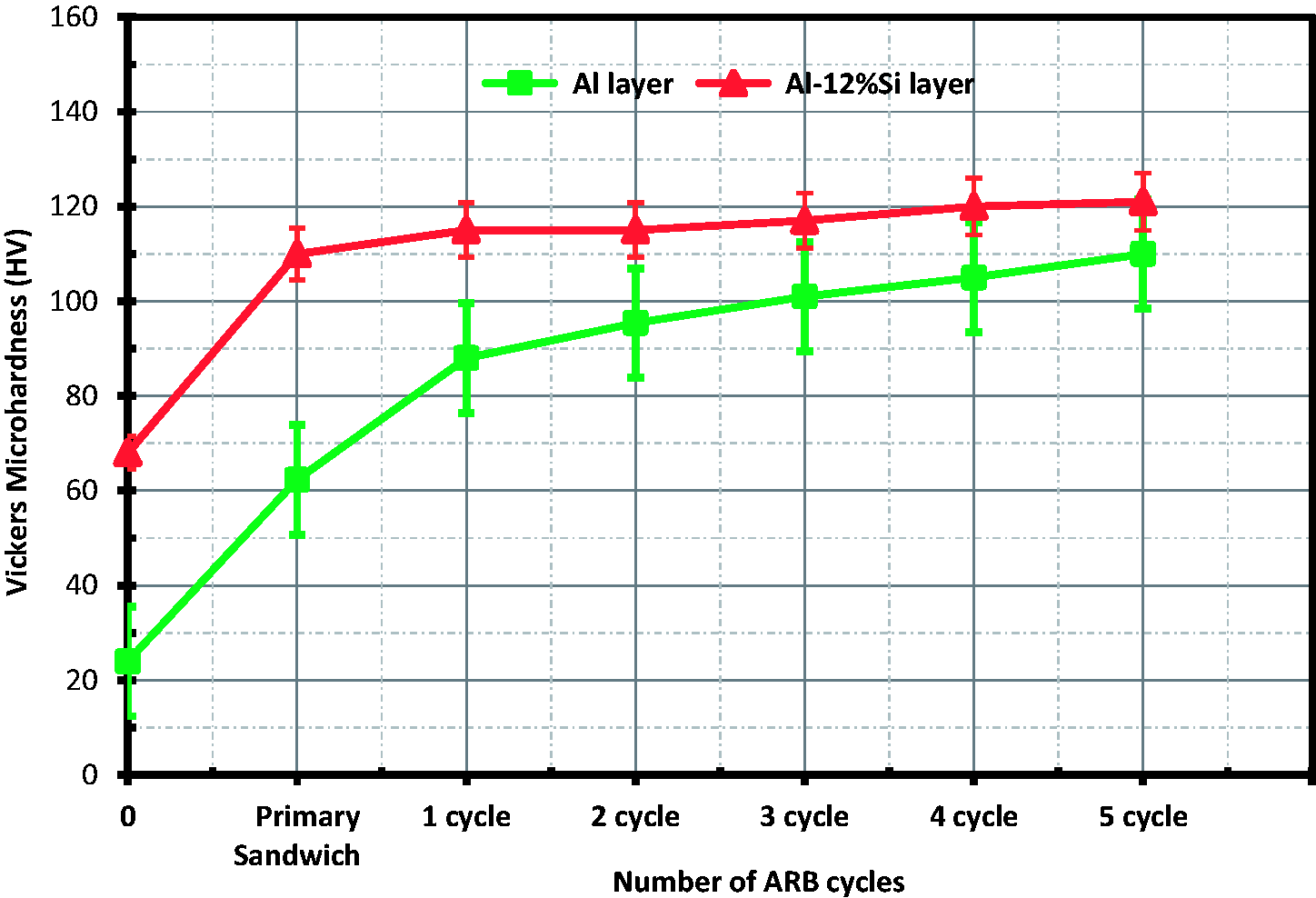
Conclusions
The ARB process was successfully used to produce the Al/Al–12%Si multilayer composites at 300℃ up to five cycles successfully. Thickness of Al–12%Si and Al layers was reduced by increasing the number of ARB cycles. As the ARB cycles increase, Al–12%Si layers were necked, fractured, and dispersed in the aluminum matrix. The strength and microhardness raised by increasing the number of ARB cycles, while elongation decreased with respect to the original values after the production of primary sandwich. Composites exhibited a higher tensile strength than the annealed aluminum sheets so that the tensile strength of the Al/Al–12%Si composite was by 5.52 times higher than that of the annealed aluminum as raw material. The composites exhibited higher microhardness due to strain hardening and grain refinement. The failure mode in ARBed Al/Al–12%Si tensile specimens after the fifth ARB cycle was shear ductile rupture characterized by elongated and shallow shear dimples.
Footnotes
Acknowledgments
The authors would like to thank Eng. Walaa Abdelaziem, Mechanical Design and Production Engineering Dept., Faculty of Engineering, Zagazig University for sample preparation.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.