
Abstract
Nanoclay has been a popular kind of nanofiller for polymer-based nanocomposites in industries since adding a small amount of it can effectively enhance the mechanical properties of polymer. In the present study, a suitable sonication time was first found for manufacturing nanoclay/epoxy adhesive. Then, the lap joint shear strengths of nanoclay/epoxy adhesives with different nanoclay content (0, 1, 3, 5 wt%) conditioned at both room temperature and cryogenic temperature environment were investigated. The main failure mechanism of all samples was interfacial failure between the first layer of glass fiber and adhesive due to peeling. Results showed that 1 wt% was the optimal nanoclay concentration for cryogenic temperature. Scanning electron microcopy was used to examine the fracture surfaces of samples. Good exfoliation and dispersion were found in samples containing 1 wt% of nanoclay. Adding nanoclay into epoxy did not greatly affect the lap joint shear strength at room temperature but significantly influence the strength at cryogenic temperature. This was due to a clamping force induced on nanoclay by negative thermal expansion during conditioning from room temperature to cryogenic temperature. With good exfoliation and dispersion, the clamping force can be evenly distributed. Hence, 1 wt% nanoclay/epoxy adhesive is suitable for bonding composite lap joints, which will be servicing at low temperature environment.
Introduction
Polymer-based nanocomposites have been widely used in the aerospace engineering industry as their mechanical and chemical properties are remarkably better than their neat polymer. A newly-developed bonding method for fiber-reinforced polymer (FRP) composite plates, the adhesive bonding method, utilizes nanocomposites as the adhesive. 1 Using adhesives, instead of mechanical fasteners, can reduce the weight of aerospace structures, distribute load over a larger area, avoid stress concentration built by undercuts and eliminate air gaps in joints. 2 One of the main challenges of applying nanocomposite adhesives in aerospace structural components is the extreme temperature condition (from −170℃ to 2000℃) which will be encountered during their service in the tropopause and low earth orbit. 3 According to a technical report published by National Aeronautics and Space Administration (NASA), FRP composites, with adhesive bonding, will also be used for fabricating cryogenic fuel tanks for next-generation launch vehicles. However, experimental results showed that epoxy adhesive significantly degrades at cryogenic temperatures (CTs). 4 Therefore, it is crucial to improve its mechanical performance. Using epoxy-based nanocomposites as adhesives may be a way out.
Among all kinds of nanofillers, nanoclay is one of the most attractive types for researchers.5–9 Adding only a small amount, usually less than 5 wt%, of it into epoxy can lead to a substantial improvement of mechanical properties. The outstanding properties of nanoclay, including high intercalation chemistry, high aspect ratio, and thermal stability, make nanoclay/epoxy a promising type of nanocomposite. 7 It is also relatively cheaper and more readily available than many other kinds of nanofillers like carbon nanotubes and graphene. Although the mechanical properties of nanoclay/epoxy adhesive are popular topics for researchers, very few studies focus on their behaviors at CT. 10
The clay concentration in nanoclay/epoxy composites plays an important role in the property enhancement effectiveness. The optimal weight percentage varies in different mechanical tests. Ho et al. 11 demonstrated that the hardness of nanoclay/epoxy composite increased as clay concentration increased until an optimal weight percentage of 5%. Continuously increasing the concentration led to a reduction in hardness. However, Zhang et al. 9 reported an optimal clay content of 3 wt% for enhancing the impact strength and tensile strength of epoxy. The most suitable nanoclay concentration depends on the design requirement of the application so there is a need to find out the optimal percentage for each situation.
The improvement of mechanical performance by nanoclay/epoxy composites also depends on the processing method. Ultrasound sonication is a common technique for exfoliating and dispersing nanoclay. A previous study demonstrated that it is essential to control the sonication duration since improper control may adversely affect the mechanical properties of nanocomposites. 12 Wang and Qin 13 found that the stiffness of samples sonicated for 3 h was lower than that sonicated for 1 h as clay became loose after long sonication time. Hence, special attention should be paid on this issue.
The current study aims at investigating the lap joint shear behavior of nanoclay/epoxy adhesive at both room temperature (RT) and CT, which is a topic that has not yet been studied elsewhere. A suitable sonication time for manufacturing nanoclay/epoxy adhesive samples was first found. After that, the optimal nanoclay concentration and the behavior of nanoclay/epoxy adhesive under lap joint shear test at both RT and CT were investigated to explore how and why nanoclay affected epoxy adhesives’ bonding strength, especially at extremely low temperature condition.
Experimental
Sample preparation
Lap joint shear test samples were prepared according to ASTM D5868-01. The organomodified nanoclay (DK3 series) used in the current study was purchased from Zhejiang FengHong Clay Chemical Co. Ltd. The mean diameter, density, and moisture content were less than 25 mm, 0.25–0.35 g/cm3, and 96–98%, respectively. Different weight percentages of nanoclay (1, 3, 5 wt%) were first added to epoxy (Araldite GY251) in a beaker and stirred mechanically for 3 min. The mixtures were then sonicated in an ultrasonic cleaner (Branson 2510) for different durations (10 min, 30 min, or 60 min). After sonication, hardener (Aradur HY956) was added with the ratio of epoxy to hardener being 5:1. The mixtures were stirred thoroughly and degassed in vacuum for 15 min before applying to the adherent.
The adherent, Glass fiber/epoxy composite plates were prepared by hand layup. Eight layers of woven glass fiber fabric were used to obtain a 2.5-mm thick composite plate. The aforementioned epoxy and hardener were also used as the matrix for adherent. Taps were stack onto the ends of the plates to ensure proper loading direction. The bonding area was roughened by sand paper and cleaned by ethanol before applying the adhesive. The curing time was 24 h and the temperature was 23℃. To obtain an adhesive thickness of 0.7 mm, 250 g weights were placed on top of the bonding area of each sample during curing. The final bonding area was 25.4 mm × 12.7 mm. Figure 1 shows a schematic diagram of a lap joint shear test sample.
Schematic diagram of a lap joint shear test sample.
Before performing lap joint shear test, the samples were conditioned at both RT (295 K) and CT (77 K). To achieve CT, samples were immersed in liquid nitrogen in a vacuum flask for at least 25 min before conducting the tests. Tests were performed immediately after conditioning.
Experimental setup
Lap joint shear tests were conducted by a tensile test machine, MTS Alliance RT/50. The crosshead speed was 1.27 mm/min. For each sample group, six samples were tested. The fracture surfaces were observed under a scanning electron microscope (SEM, Jeol 6490) to study the nanoclay clusters and their distribution.
Results and discussion
The effect of sonication time
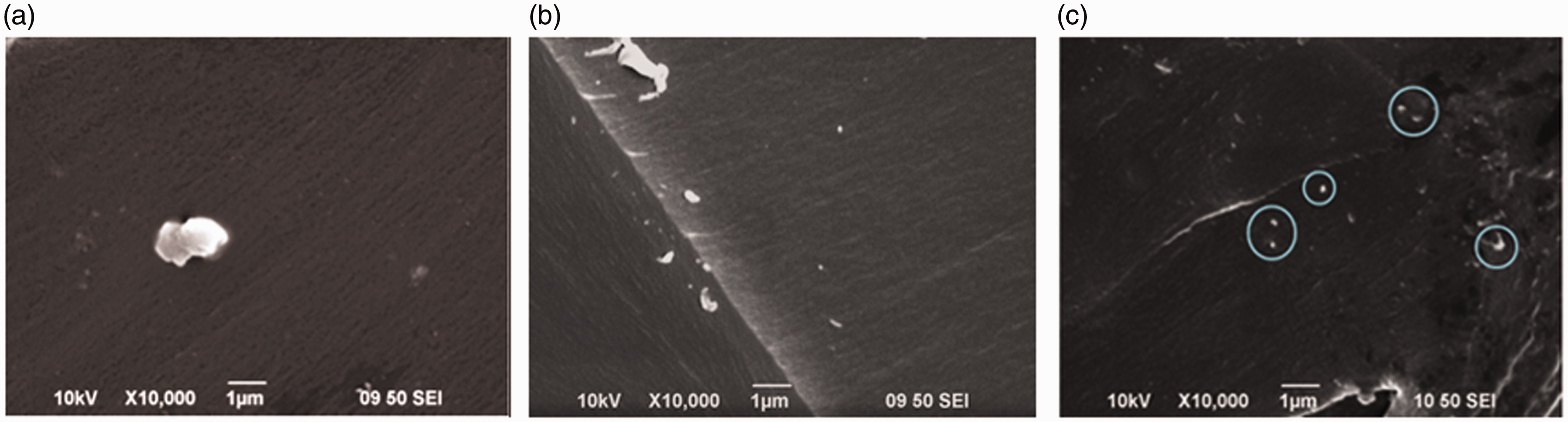
The lap joint shear strength of nanoclay/epoxy adhesive with different sonication time (10 min, 30 min, and 60 min) were first investigated. Figure 2 shows the mean lap joint shear strength of samples with different weight percentages and sonication time at RT (295 K). As sonication time increases, the lap joint shear strength increases for all weight percentages of nanoclay. A longer sonication time increased the degree of dispersion and exfoliation of nanoclay platelet to form a more homogenous mixture. A SEM was used to examine the fracture surfaces of 1 wt% nanolcay/epoxy adhesive with 10 min, 30 min, and 60 min sonication (Figure 3(a)–(c)). With 10-min sonication, the diameter of cluster is nearly 2 µm. It reduces as the sonication time increases and the distance between clusters is smaller too. When 60-min sonication was used, only nano-size clusters (with diameter ≤100 nm) can be found on the fracture surface and the distance between clusters is greater, which are evidences of good dispersion. Hence, it can be concluded that among the three choices, 60 min was the best sonication duration for fabricating nanoclay/epoxy adhesives for lap joint shear test. This duration was used for manufacturing all other samples in the current study.
Lap joint shear strength of nanoclay/epoxy adhesive with different weight percentages and sonication time at 295 K. SEM fracture surfaces of 1 wt% nanoclay/epoxy adhesive sonicated for (a) 10 min, (b) 30 min, and (c) 60 min.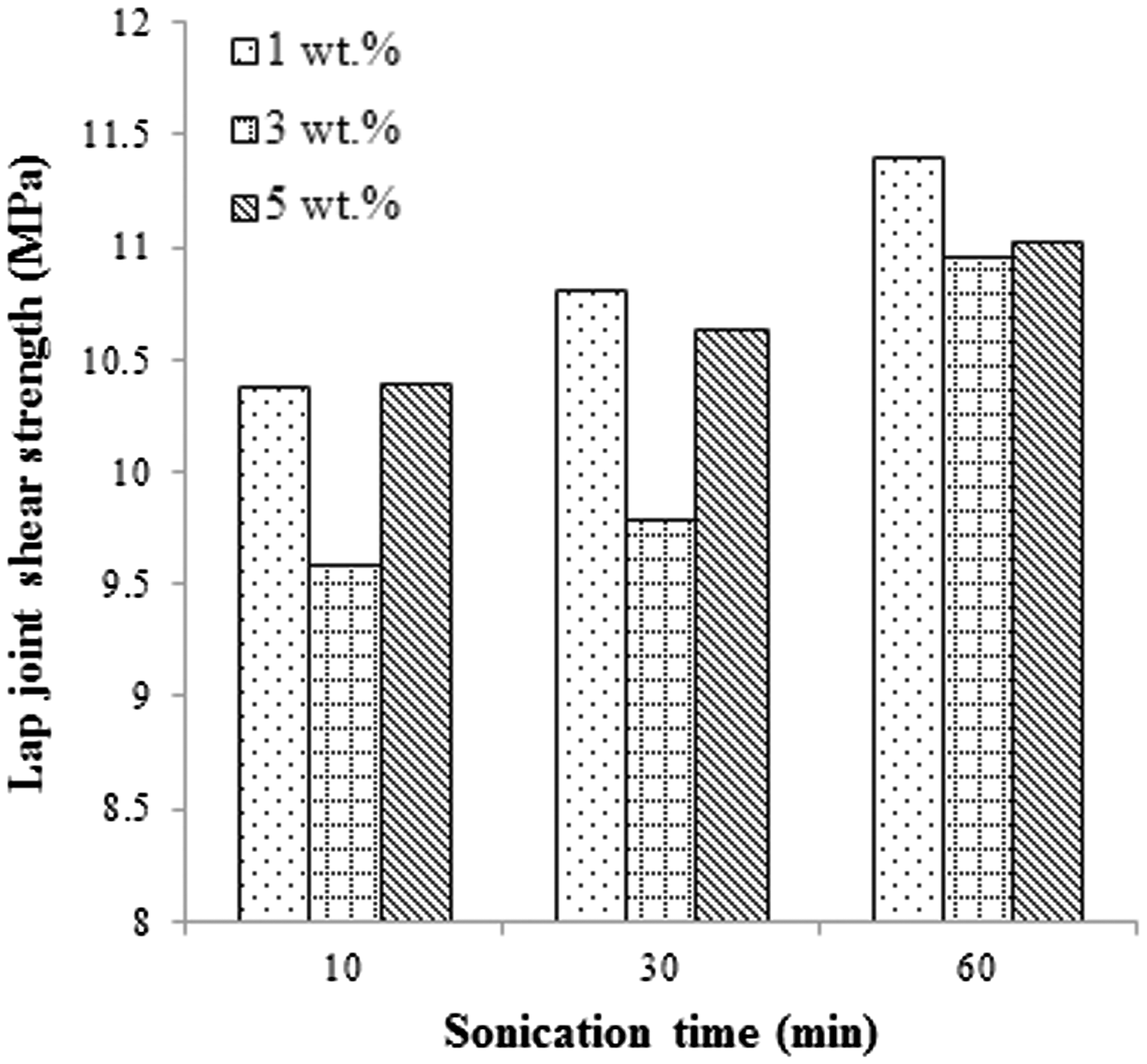
The effect of low temperature
Mean lap joint shear strength of samples.
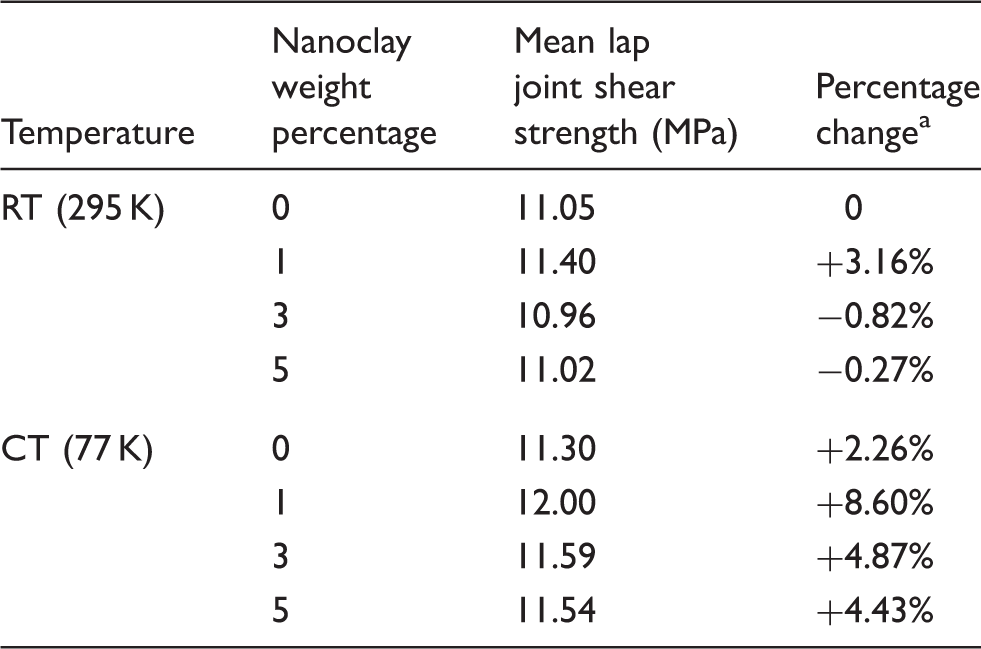
CT: cryogenic temperature; RT: room temperature.
Percentage change as compared to neat epoxy (0 wt% of nanoclay) at RT.
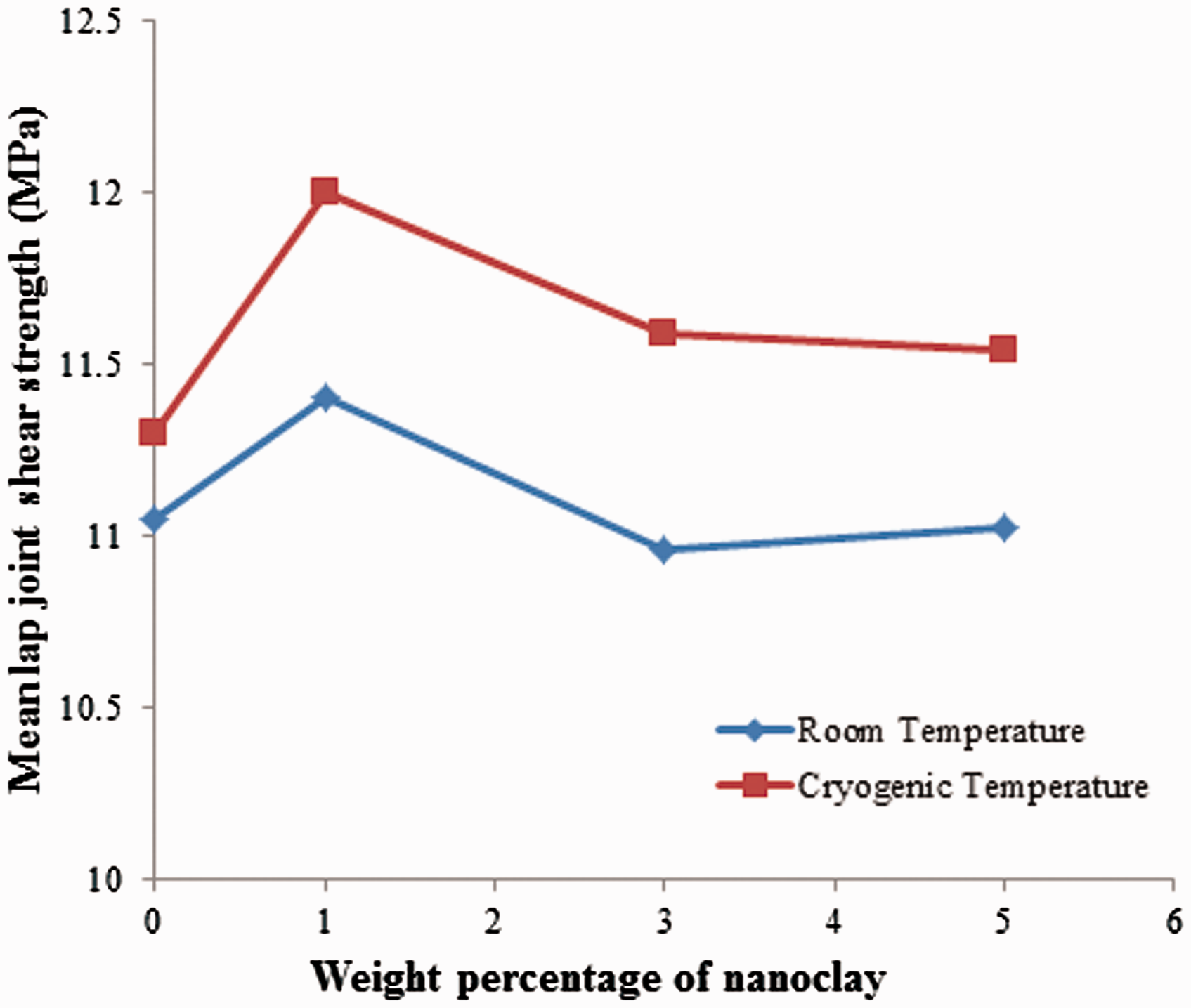
Mean lap joint shear strength of different weight percentage of nanoclay at both RT and CT.
During a lap joint shear test, the adhesive first experiences shear deformation, then peeling from the adherent. Figure 5(a) to (d) shows the fracture surfaces of neat epoxy and 1 wt% nanoclay/epoxy adhesives at RT and CT. In all samples, failure occurs in the adherent. The first layer of glass fiber is clearly visible on the fracture surfaces, so the main failure mechanism is interfacial failure between glass fiber and the adherent’s epoxy. It also means that the bonding between adhesive and adherent was excellent. As all samples show similar fracture surfaces, it can be concluded that both temperature and nanoclay content had no effect to the failure mechanism of joints.
Fracture surfaces of (a) neat epoxy at RT, (b) 1 wt% nanoclay/epoxy at RT, (c) neat epoxy at CT, and (d) 1 wt% nanoclay/epoxy at CT.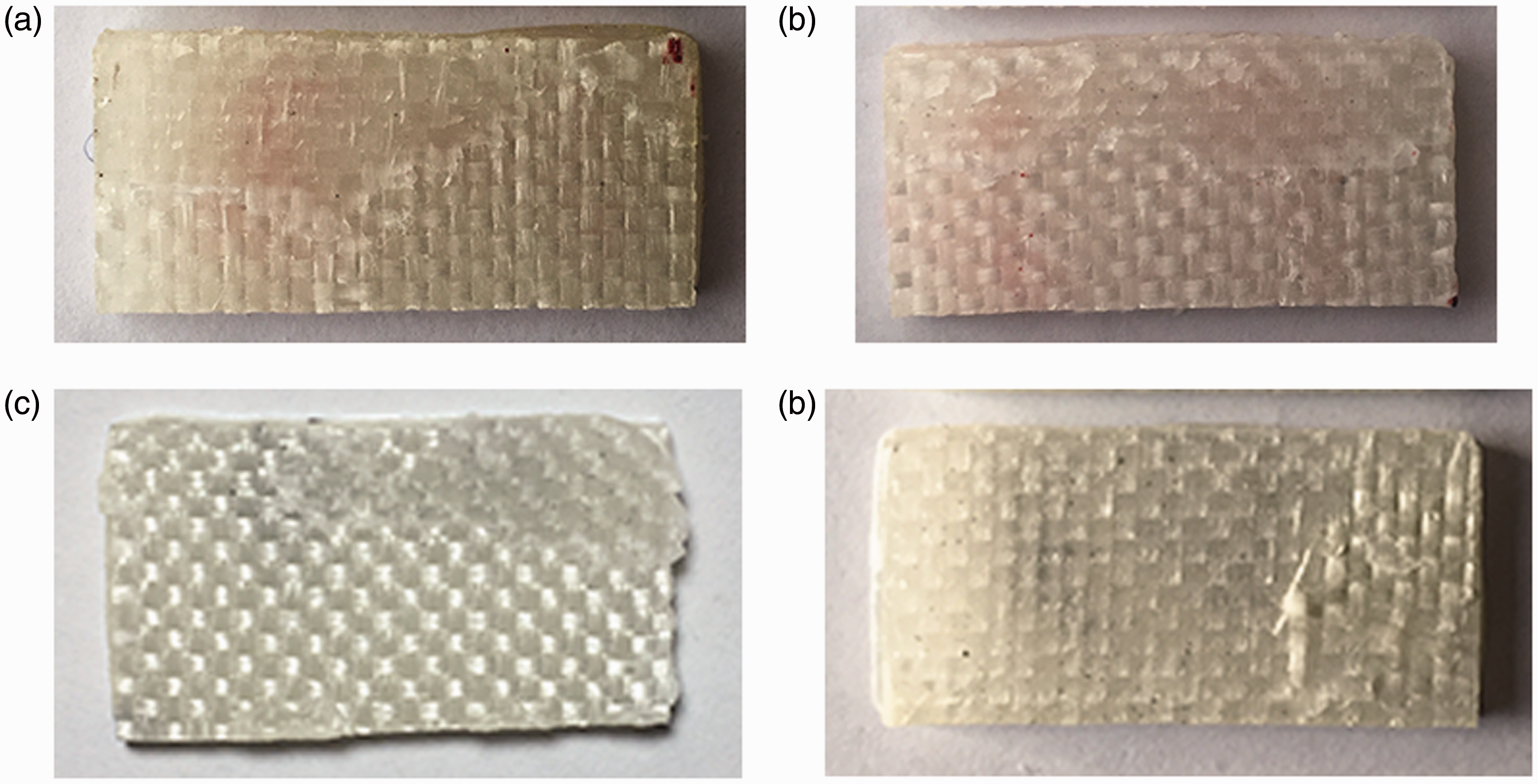
The effect of nanoclay concentration
By referring to Table 1 and Figure 4, the effect of nanoclay concentration can also be studied. At both RT and CT, the mean lap joint shear strength of nanoclay/epoxy adhesive first increases to an optimum, 1 wt%, and then drops as the nanoclay content increases. However at RT, adding nanoclay did not greatly affect the lap joint shear strength of epoxy. With the addition of 1 wt% nanoclay, the percentage increase is only 3.16%. It is not large enough to be significant. In fact, previous research studies demonstrated that nanoclay reacts with epoxy to form a chemical bond. 15 Yet, this bonding is weak. Stress cannot be effectively transferred from epoxy to nanoclay during loading, so the results were more or less the same.
At CT, the addition of nanoclay substantially affects the results. The optimal nanoclay concentration was 1 wt%. It leads to an 8.6% increase in lap joint shear strength when comparing to neat epoxy at RT. As mentioned in the previous session, a clamping force due to negative thermal expansion will be induced on nanoclay during conditioning from RT to CT. The compact interface leads to effective stress transfer from epoxy to nanoclay during loading so the interlocking and bridging effects in nanoclay/epoxy composites become significant. 16 Crack propagation in epoxy was also hindered by nanoclay clusters. For these reasons, nanoclay/epoxy adhesive can withstand a greater load before failure at CT.
Figure 6(a) to (d) shows the SEM fracture surfaces of samples with different weight content conditioned at CT. For the sample with 1 wt% of nanoclay (Figure 6(b)), nanoclay clusters with diameter in nano-size are found on the surface and the distance between clusters is relatively large. This is an evidence of good exfoliation and dispersion. Well-dispersed small nanoclay clusters allow the clamping force to be evenly distributed and resist crack propagation in the adhesive. Thus, the adhesive had greater toughness. On the contrary, stress concentration tends to build up around large clusters (Figure 6(c) and (d)) and cracks will be initiated easily as their sizes are similar to the critical crack size of polymer.
10
Besides, nanoclay obstructs the curing of epoxy. The greater the nanoclay content, the longer the curing time so the degree of cure for adhesives with high nanoclay content were lower.
4
Therefore, their lap joint shear strengths were low.
SEM fracture surfaces of samples with (a) 0 wt%, (b) 1 wt%, (c) 3 wt%, and (d) 5 wt% of nanoclay conditioned at cryogenic temperature.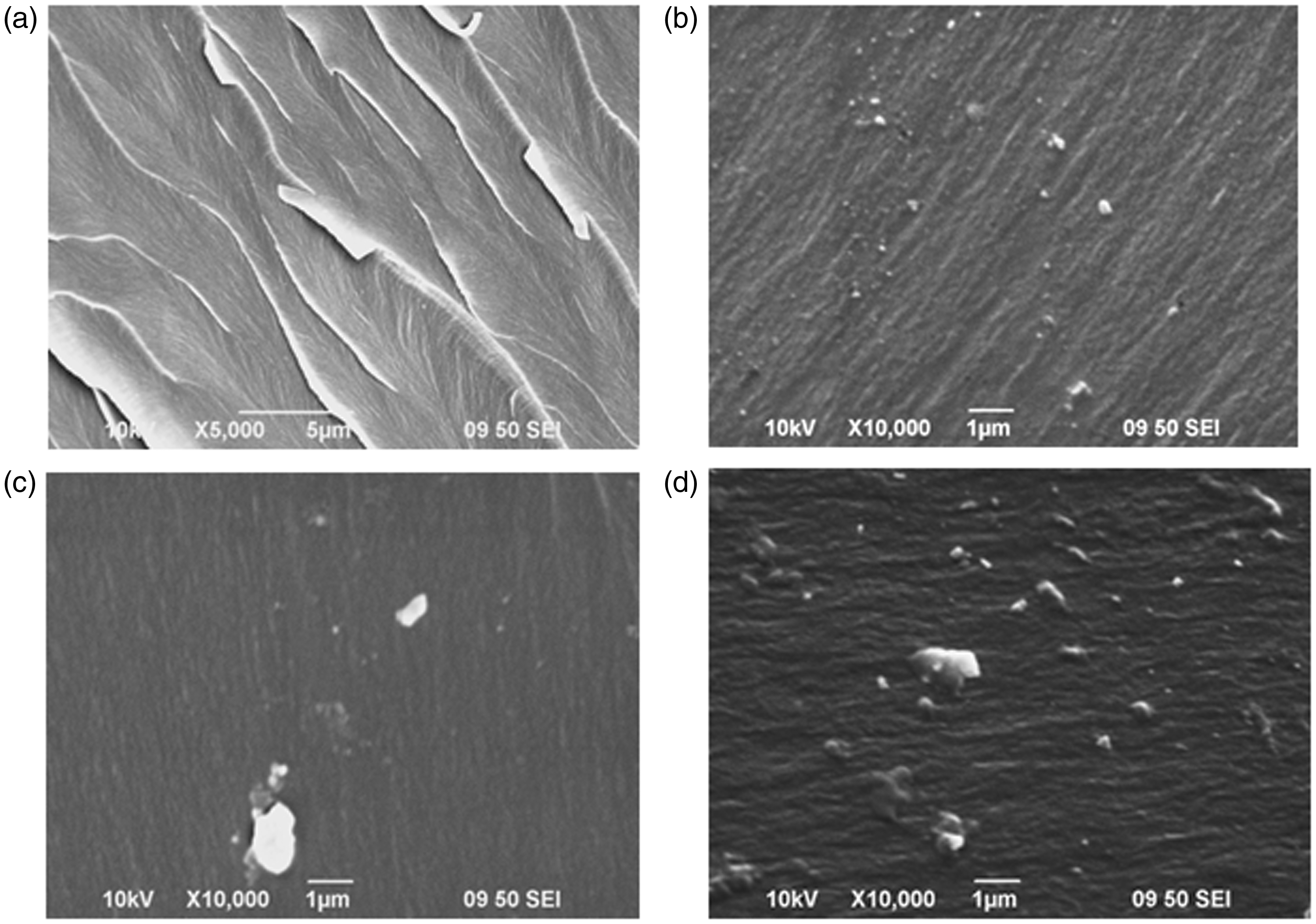
Conclusion
In the current study, a suitable sonication time of 60 min was first found by experiment for manufacturing nanoclay/epoxy adhesive. Lap joint shear test samples were then fabricated accordingly. The lap joint shear strengths of nanoclay/epoxy adhesives with different nanoclay content (0, 1, 3, 5 wt%) conditioned at RT and CT environment were investigated. The main failure mechanism of all samples was interfacial failure between the first layer of glass fiber and adhesive due to peeling. Experimental results showed that 1 wt% was the optimal nanoclay concentration for CT environment. SEM was used to examine the fracture surfaces of samples. Good exfoliation and dispersion were found in samples containing 1 wt% of nanoclay. Adding nanoclay into epoxy did not greatly affect the lap joint shear strength at RT, but significantly influence the strength at CT. The clamping force induced on nanoclay by negative thermal expansion during conditioning from RT to CT led to the increase in strength. With good exfoliation and dispersion, the clamping force can be evenly distributed. Hence, 1 wt% nanoclay/epoxy adhesive is suitable for bonding composite lap joints, which will be servicing at low temperature environment.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for the support provided by the Hong Kong Polytechnic University Grant and Swinburne University of Technology Research Grant on this project.