
Abstract
In the present investigation, a continuous wave fiber laser with maximum power of 400 W was used to cut a glass fiber reinforced plastic sheet of 4.56 mm thickness using Nitrogen as assisting gas. The influence processing parameters such as laser irradiance, gas pressure, and cutting speed on the cut surface quality were investigated by using response surface methodology. The different responses of laser cut surface such as upper kerf width, taper percentage along the cut depth, and heat-affected zone on the top surface were measured to analyze the influence of input process parameters on the responses. A statistical analysis on the obtained results was conducted and found that the optimum values of different input process parameters were laser irradiance: 8.28 × 105 watt/cm2, cutting speed: 600 mm/min and assisting gas pressure: 7.84 bar. The corresponding values of responses were upper kerf width: 177.4 µm, taper 0.73%, and heat-affected zone on top surface: 109.23 µm. The confirmation experiments were conducted with the obtained optimum parameter setting and observed that the predicted values and experimental values for upper kerf width, taper percentage and top surface heat-affected zone were within the error limits of 2.52%, 1.84%, and 0.45%, respectively. Furthermore, damages like loose fibers, interlayer fractures, evaporation of matrix material and fiber breakages were observed.
Keywords
Introduction
Fiber reinforced plastics (
Laser beam cutting is a thermal process where material removal takes place by melting and vaporization when a highly collimated laser beam is focused on a localized area. The high laser beam energy helps in melting of the material and the molten material is removed from the cutting zone with a high-velocity co-axial gas jet leaving a clean edge. This process is gaining popularity due to the contactless cutting with no tool wear, controlled machining environment, varied energy density, flexibility in selection of process parameters, ease of automation, minimum heat-affected zone (HAZ), fast processing, and precise cuts. 15 The most common lasers that are used in the industry are neodymium-doped yttrium aluminum garnet (Nd: YAG) laser and carbon dioxide (CO2) laser. But at present, the disk and fiber lasers have been increasingly used to cut composites materials due to their high flexibility and low maintenance cost. 16 In case of laser cutting of FRPs, the cut surface quality can be measured by analyzing the kerf width, the taper percentage of the machined surface, HAZ, microstructure analysis, striation lines, dross formation, etc. Caprino et al. 17 used CO2 laser with multimodal Gaussian power distribution to cut GFRP, i.e. the power is non-axially symmetrically distributed. They further put forth an analytical model that can predict the kerf depth as a relationship with laser beam travel in accordance with the workpiece material. They proposed that the kerf width depends on the spatial distribution of power and fiber distribution in the matrix.
Cenna and Mathew 18 have developed a mathematical model to predict the laser processing parameters for different composites to achieve different responses such as inlet and outlet kerf width, kerf angle, and energy loss through transmission in the kerf. They have validated the model and found out an excellent agreement between the experimental results and the predicted data. However, for GFRP material, their predicted results differ from the experimental results. Hirogaki et al. 19 used a CO2 laser of the maximum power of 100 W to drill blind holes on GFRP with a spot diameter of 0.3 mm. They found considerable surface roughness on the wall of the hole due to the difference in evaporation temperature between resin and fiber. Tuersley et al. 20 machined a composite made up of borosilicate glass matrix and SiC fibers with the help of a pulsed Nd:YAG laser of maximum power of 400 W.They found that the material removal rate (MRR) was greatly affected by maximum laser power and pulse energy had a greater influence than the pulse duration. They have also conducted experiments by using various assist gases with different pressures and suggested to avoid oxygen as assist gas because it oxidizes the molten matrix material. But when the nitrogen is used as the assist gas it improved the situation as it stopped the burning process and allowed the vaporization of material. Yung et al. 21 studied the HAZ of 500 µm holes in printed circuit board made of 1.6-mm-thick GFRP drilled by YAG laser. They proposed that the pulse frequency and laser power are the most important parameters that influence the structure of HAZ formed during drilling. Higher pulse frequency and laser power increase the width as with high temperature the fibers get melted and the resin is vaporized. Some of the melted materials adhere to the hole creating a charcoal-like structure which decreases the quality of the holes. Goeke and Emmelmann 22 conducted experiments to analyze the influence of laser cutting parameters like laser power, cutting feed rate, laser mode or wavelength on carbon fiber reinforced part quality. They found that at constant laser power both kerf width and HAZ significantly decreased with the increase in cutting feed rate. Quintero et al. 23 studied the impact of laser cutting parameters on surface integrity of cut surface during the CO2 laser cutting of phenolic resin with the help of a design-of-experiment (DOE) technique. Besides, investigating the process parameters, they studied the potential hazardous gases that are generated during laser cutting of phenolic resin and found the presence of benzene and formaldehyde in the vapors, which are toxic in nature. The authors have also concluded that like the conventional machining, laser cutting has also some drawbacks due to the heterogeneous reaction of fiber and matrix. It creates charring, uneven evaporation, delamination, and matrix decomposition. Riverio et al. 24 examined the performance of both continuous wave (CW) and pulsed mode CO2 gas laser to cut 3-mm-thick sheets of CFRP composite and investigated the influence of process parameters on the cut surface qualities like taper, kerf width, and HAZ. They observed large HAZ in CW mode in comparison to the pulsed mode and with an increase in laser power, the HAZ increased linearly. Choudhury and Chuan 25 used 500 W CW CO2 laser to cut GFRP with both single-pass and double-pass beam mode to cut the GFRP and access the cut surface quality. They reported that the double-pass laser beam produces much better surface quality than the single-pass beam. They also studied the influence of laser input parameters like nozzle diameter, cutting speed, and material thickness on output parameters like surface roughness and kerf width at the top surface and a bottom surface. Between single-pass and double-pass beam, the former produced better surface finish but the later produced lower kerf width. Moreover, they found the nozzle diameter a significant parameter as better surface finish and lower kerf width is achieved in smaller nozzle diameter. Patel et al. 26 have used artificial neural network (ANN) modeling to predict HAZ for a given laser power, assist gas pressure, and cutting speed during fiber laser cutting of GFRP. They found that the cutting speed is the most influencing parameter that determines the quality and the dimension of HAZ followed by laser power and gas pressure. Shyha et al. 27 have done a comparative study of CO2 laser cutting of both CFRP and GFRP and found that the latter can be easily processed through laser cutting than the former due to the lower melting temperature of glass fibers. They also found that the surface roughness in case of laser cutting GFRP is higher due to the re-deposition of burnt matrix material on the cut surface.
From the literature review, it is observed that investigation on GFRP cutting through Nd: YAG, CO2 lasers have been reported widely. But very limited studies on fiber laser cutting of GFRP have been reported so far. It has advantages like superior beam quality, low cost of operation, compact size, and is easy to use. In a fiber laser, the beam can be focused to achieve a high level of precision and greater intensity with longer processing distances. 28 In the present investigation, a CW fiber laser with maximum power 400 W is used for cutting the GFRP and the influence of the process parameters like laser irradiance, cutting speed, and gas pressure on the cut surface quality has been investigated. The surface quality parameters considered here are upper kerf widths, taper percentage, and top face HAZ. Response surface methodology (RSM) is followed for cutting parameter optimization in which experiments were planned as per the central composite design (CCD) and optimal parameters are searched using the multi-response optimization technique. Additionally, the significance of the developed model has been identified using analysis of variance (ANOVA) and the model is validated by doing confirmation tests. The microstructure, surface integrity analysis has been carried out on the laser-cut surfaces.
Materials and methods
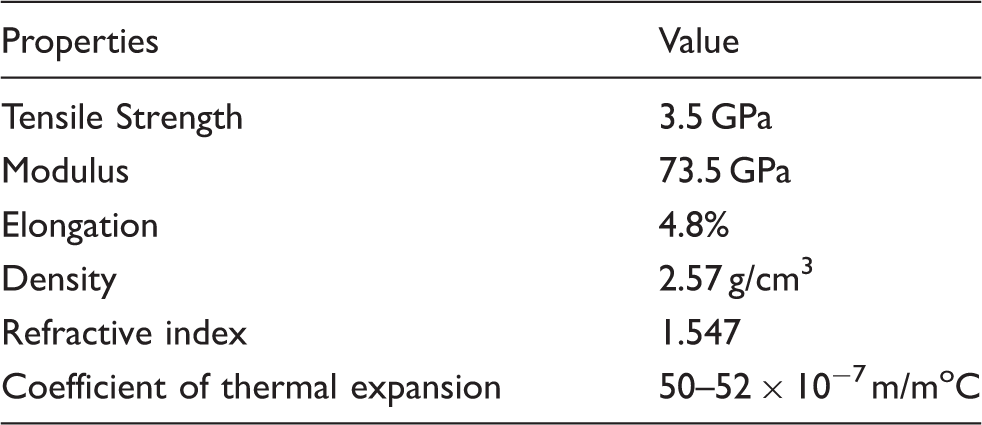
Properties of E-glass fiber.
Input factors and their levels.

Experimental parameter settings and measured responses.
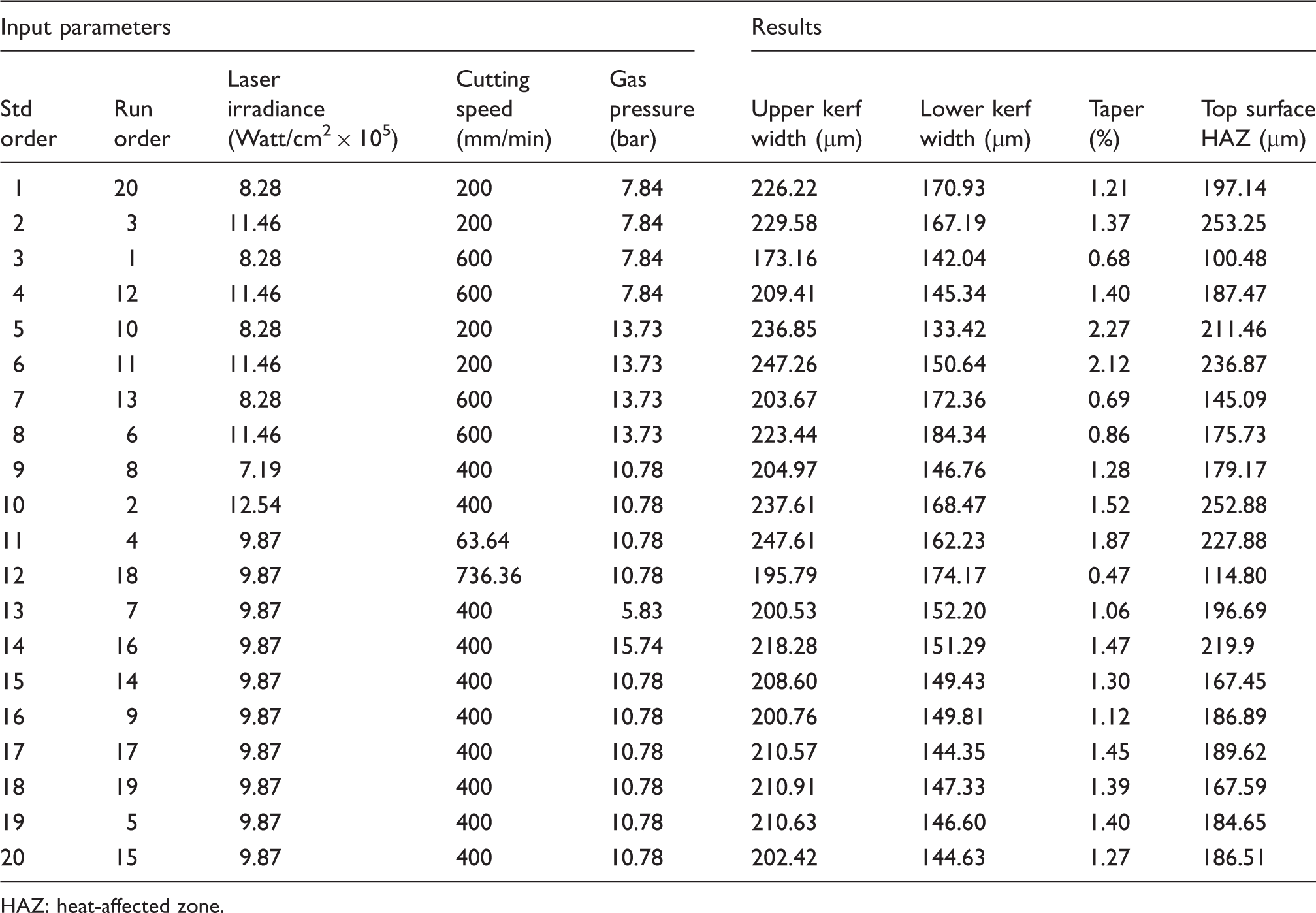
HAZ: heat-affected zone.
For measurement of kerf widths and the HAZ, an optical microscope (Olympus) was used. For each data point, the multiple readings were recorded and the average of all was taken for analysis. The kerf width is the distance between the two faces which are produced due to the melting/burning of material during the laser beam scanning (Figure 2). Here, the upper kerf width i.e. the size of cutting zone at the top surface and lower kerf width i.e. the size of cutting zone at the bottom surface were measured and the taper percentage was calculated with the help of the following formula
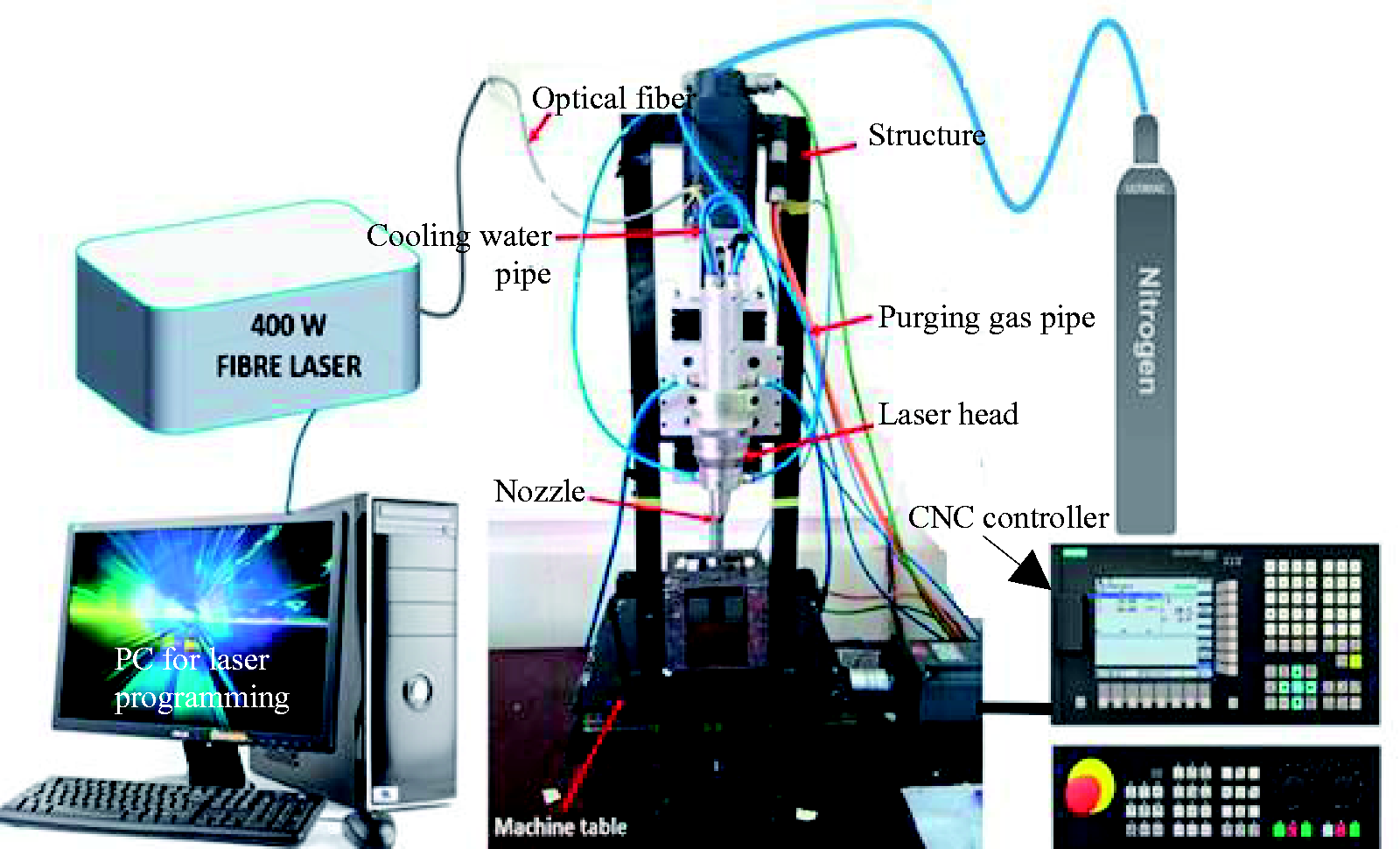
Experimental set-up of fiber laser cutting. Schematic diagram of kerf width, taper angle, and HAZ. HAZ: heat-affected zone.
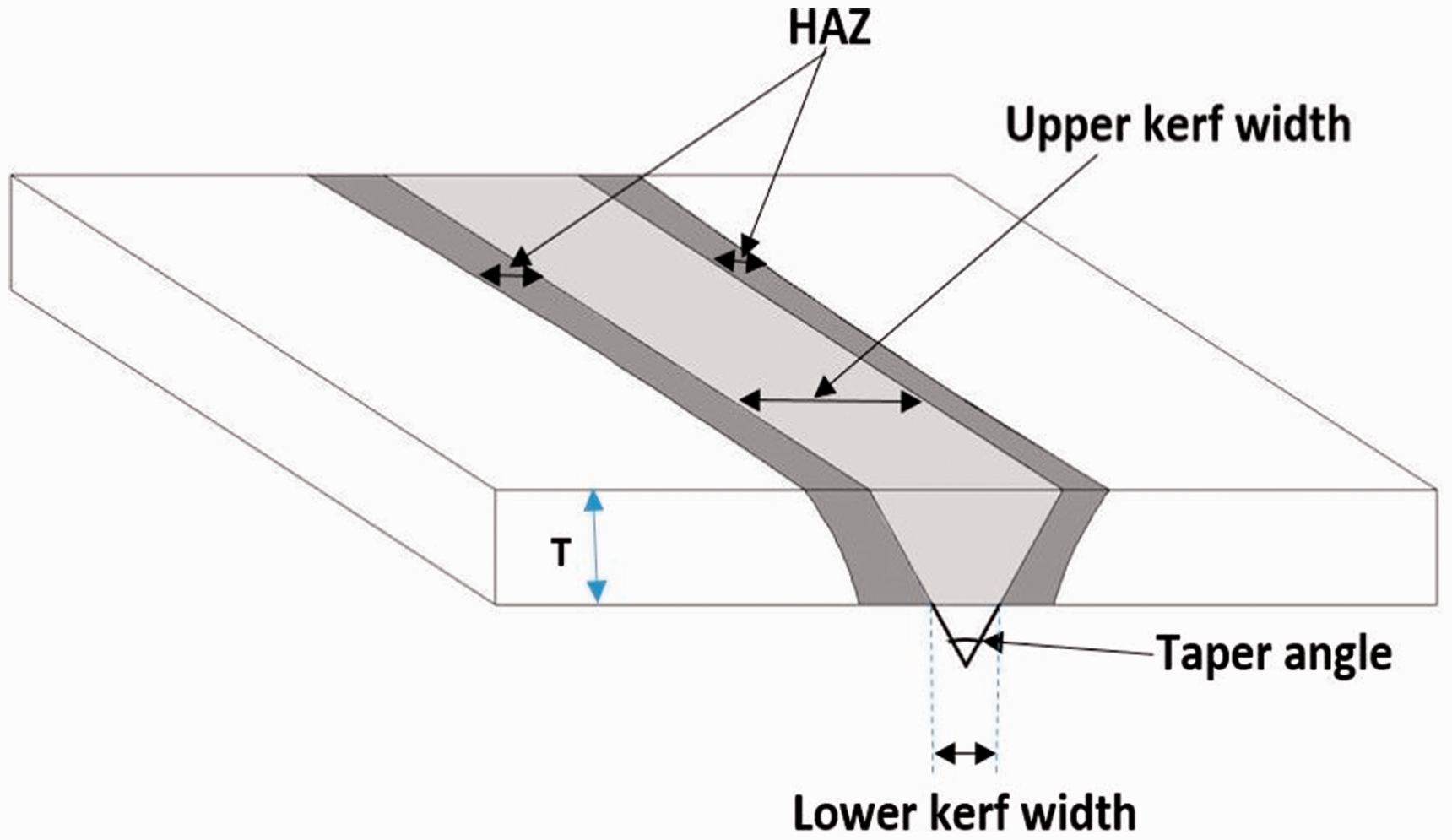
Similarly, the width of the top surface HAZ for each experiment was measured multiple times on both sides of the kerf width and the average value was considered for analysis. The HAZ in composite materials is characterized by thermal damages such as matrix decomposition, matrix recession, and delamination, which produces poor surface quality and reduces the life of the component. Figure 2 indicates the different parameters of the laser cut surface.
Results and discussions
In this study, the experiments were conducted as per the design table (Table 3) and the responses, i.e. upper kerf width, lower kerf width, taper percentage, and top surface HAZ, were measured and entered into the design table for analysis. The image of the laser cut specimen is shown in Figure 3. The ANOVA of the results was carried out to find the significant parameters that are influencing the responses. The parameters of statistical analysis like p values, f values, the sum of square errors, and standard error of estimate were calculated for different parameters and the interpretation of results of statistical analysis was carried out in further sections. Then the optimal parameters for narrow kerf width, low taper percentage, and minimum HAZ were found through multi-response optimization technique with the help of Design Expert software.
Laser cut marks on the GFRP. GFRP: glass fiber reinforced plastic.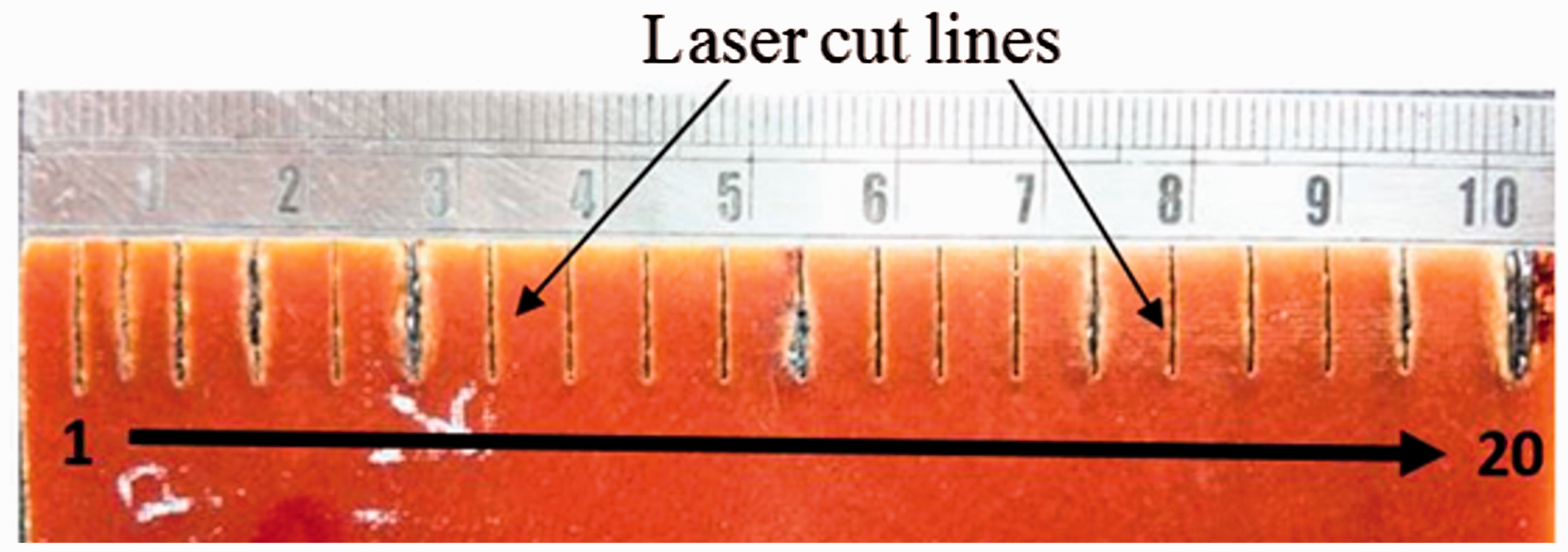
Analysis of kerf width

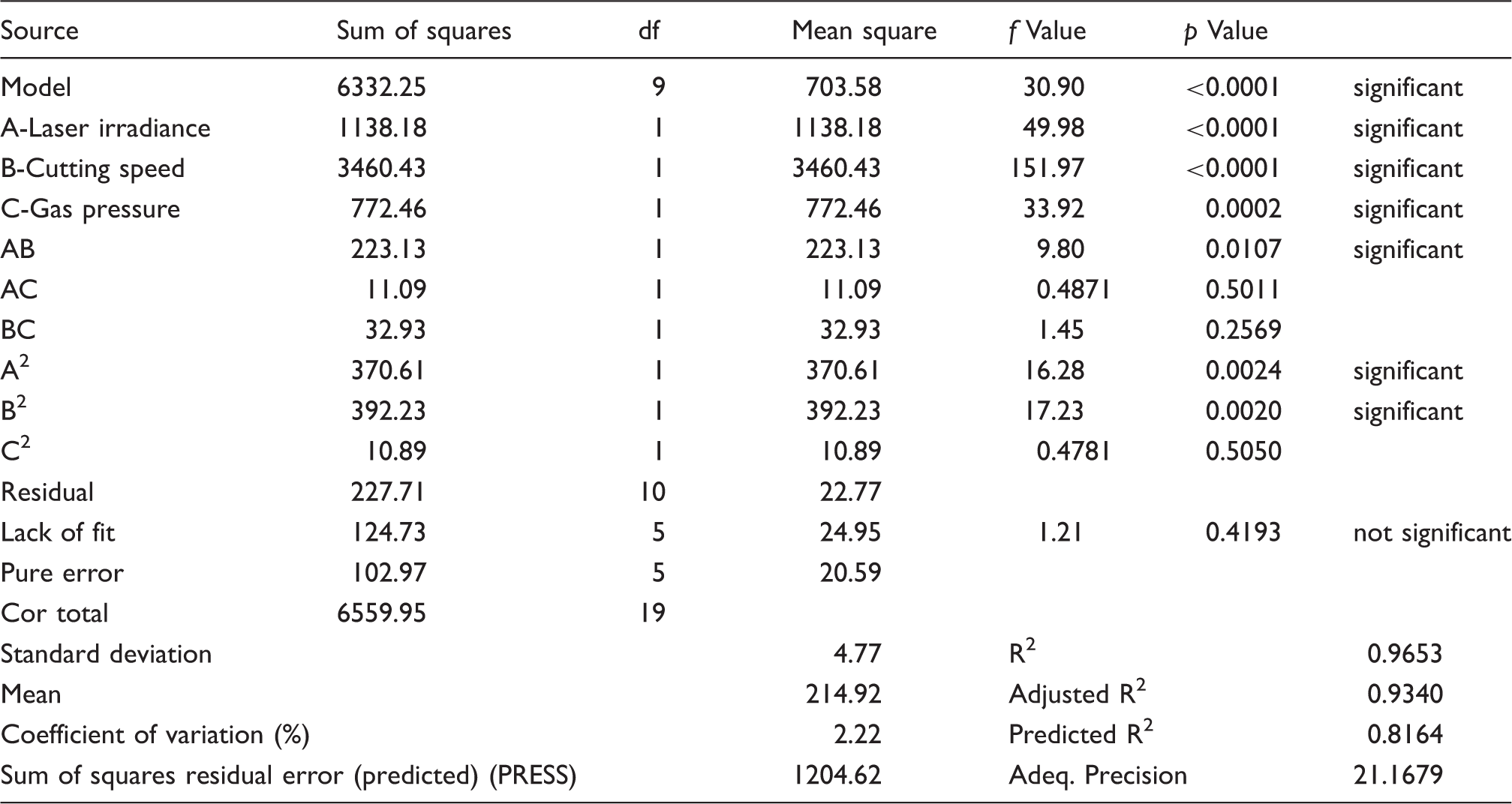
Analysis of variance (ANOVA) for upper kerf width.
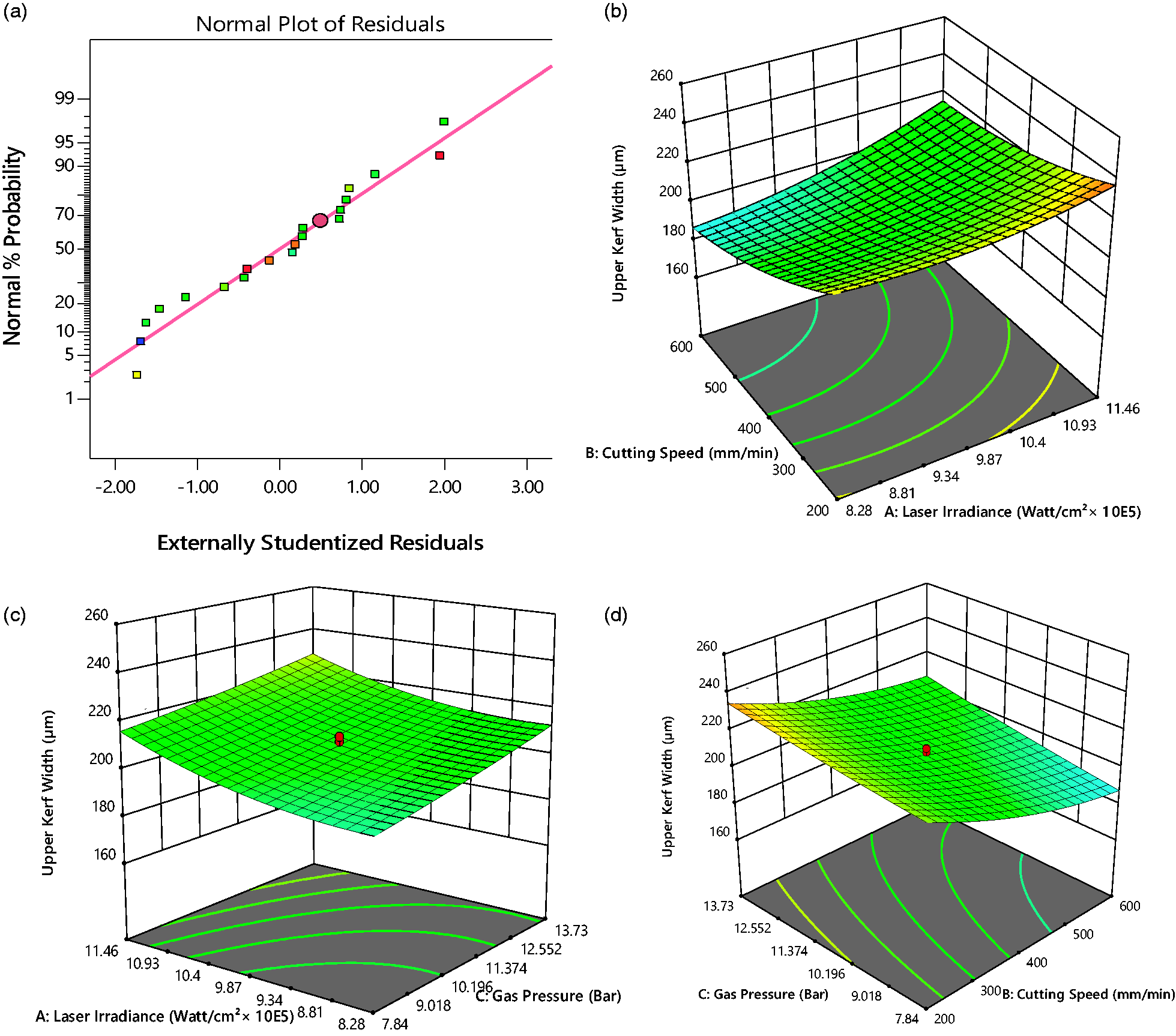
(a) Normal probabilities of residuals for upper kerf width, (b) surface plot of upper kerf width with cutting speed and laser irradiance (at gas pressure :10.78 bar), (c) surface plot of upper kerf width with gas pressure and laser irradiance (at cutting speed 400 mm/min), and (d) 3D surface plot of upper kerf width with cutting speed and gas pressure (at laser irradiance 9.87 W/cm2 × 105).
In any sheet-cutting process, the kerf width is an important parameter as it shows the MRR of the process. The lesser the material removed, i.e. less kerf width, more the surface quality of the material. In laser cutting the material is removed by the high energy generated by a focused laser beam that evaporates the material along the scanning path of the laser. During laser cutting procedure, a higher kerf width at the upper surface is obtained in comparison to the bottom surface because the absorption of laser energy by the material reduces along the depth or thickness of the workpiece. 30
From the ANOVA Table 4, it is found that the individual parameters, i.e. laser irradiance, gas pressure, and cutting speed, are significantly affecting the upper kerf width. Figure 4(b) to (d) represent the 3D surface plots that represent the relationship between different laser cutting parameters and the upper kerf width. The 3D surface plots reveal that the laser irradiance and gas pressure have a proportional relationship with the upper kerf width as higher laser irradiance and gas pressure increases the kerf width. The cutting speed indirectly affects the upper kerf width as it decreases with the increase in cutting speed. As the intensity of the laser beam increases, more energy is absorbed and hence more amount of workpiece material is evaporated causing an increase of kerf width. But, it is observed that a narrow kerf width can be achieved with the increase in cutting speed. As we go on increasing the cutting velocity, the contact time between the laser beam and workpiece would decrease, which tends to the reduction in kerf width.18,25 But high cutting speed may result in less penetration of laser beam onto the workpiece and thus the cutting speed must be chosen appropriately. In laser cutting, the assist gas (in this case Nitrogen) helps in the ejection of molten material from the cutting zone and prevents high thermal damage. 31 Low gas pressure causes no ejection and subsequent solidification of the molten matrix, which hampers the cutting of fibers. Consequently, this may cause cutting process unsuccessful throughout the entire thickness of the material. So, with high gas pressure, the molten material gets ejected out easily, producing a higher kerf width. 32
Analysis of taper percentage

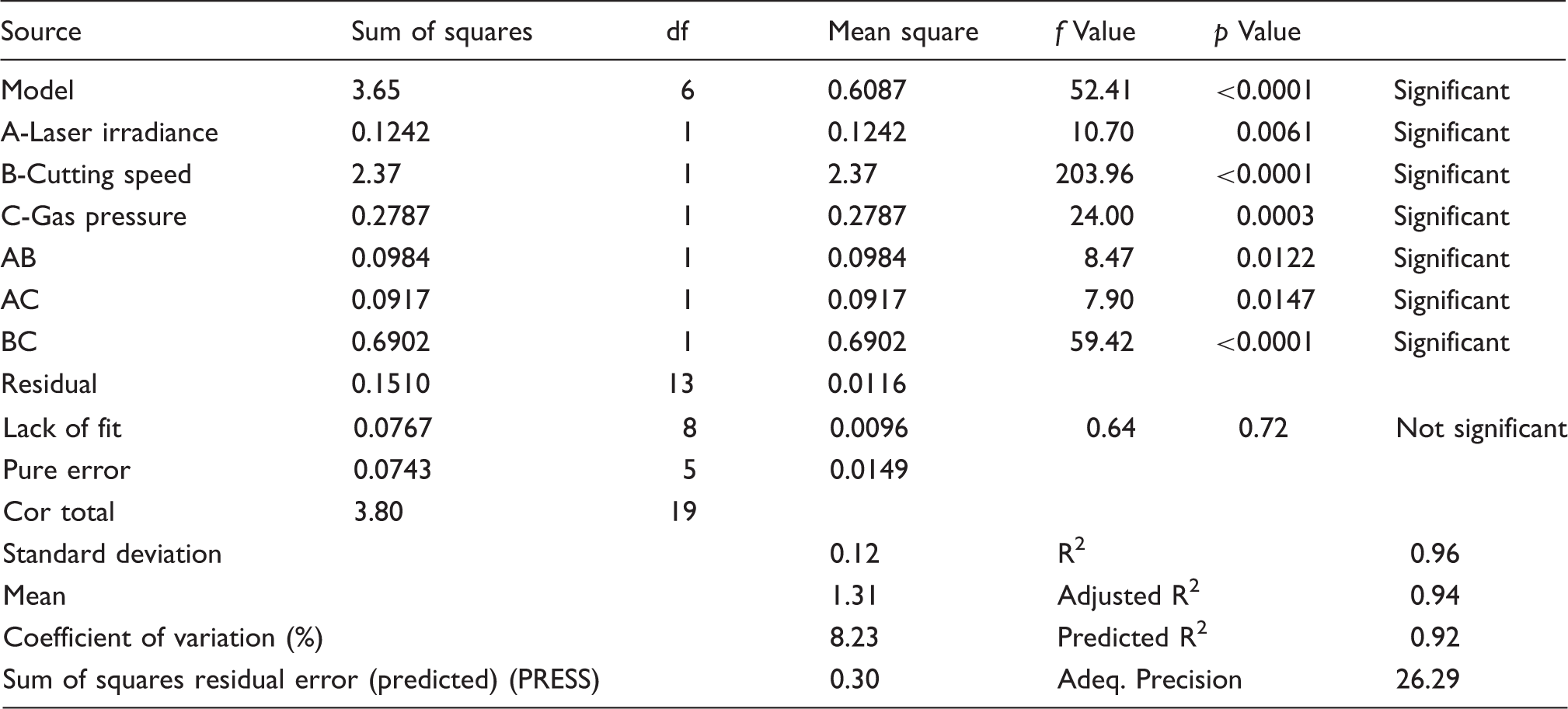
analysis of variance (ANOVA) for taper percentage.
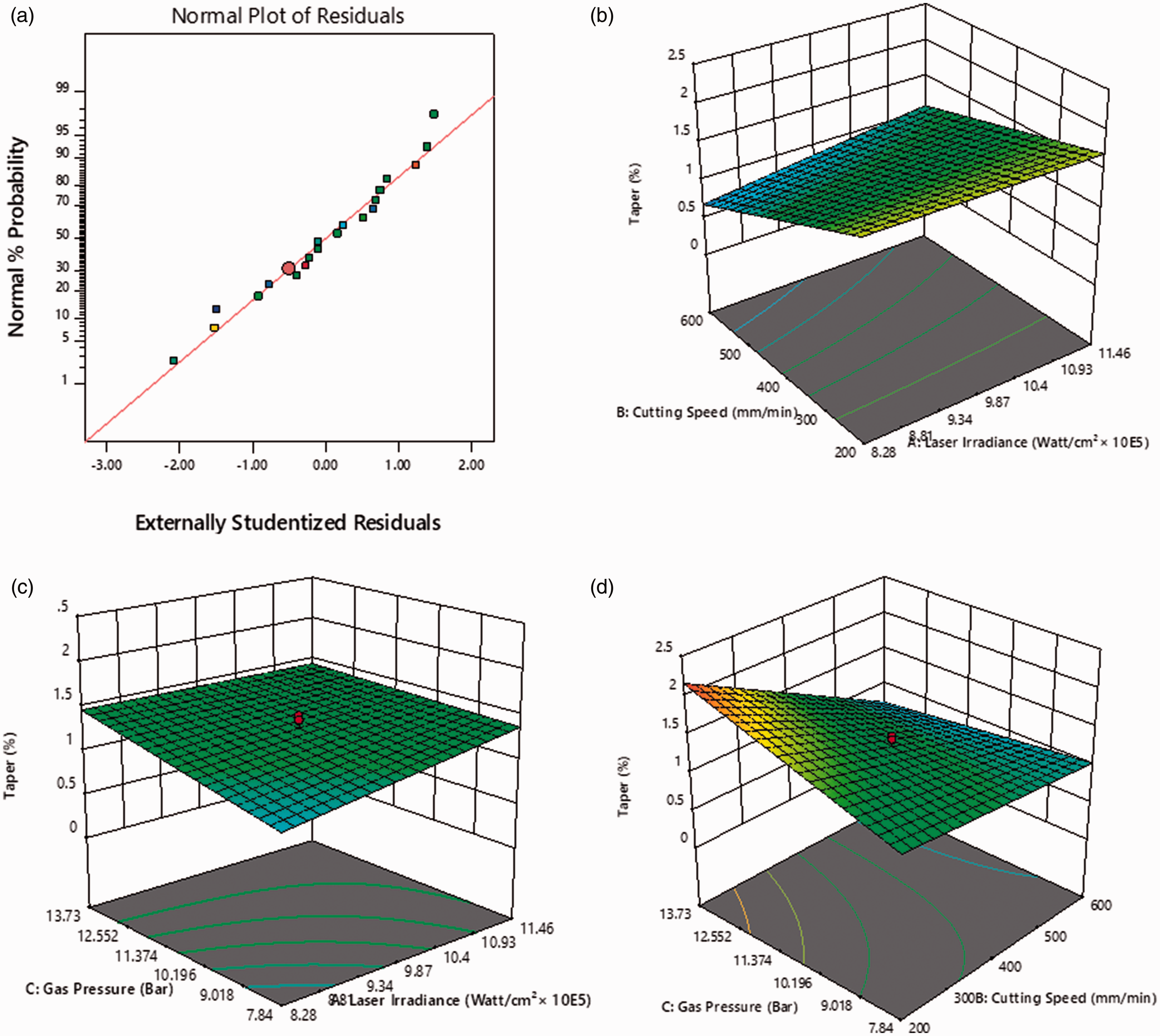
(a) Normal probabilities of residuals for taper percentage, (b) 3D surface plot of taper percentage with cutting speed and laser irradiance (at gas pressure 10.78 bar), (c) 3D surface plot of taper percentage with gas pressure and laser irradiance (at cutting speed 400 mm/min), (d) 3D surface plot of taper percentage with cutting speed and gas pressure (at laser irradiance 9.87 W/cm2 × 105).
The variation of kerf width along the thickness of workpiece after machining is characterized by taper percentage, which gives the geometric accuracy of the machined surface. It is desirable to get a minimum taper percentage for a uniform cut throughout the material thickness. Figure 5(b) to (d) show the response surface plot for variation of taper percentage with respect to different input machining parameters. It is observed that the taper percentage varies proportionally with the laser irradiance and gas pressure whereas it varies indirectly with the cutting speed. As discussed earlier, higher laser irradiance produces larger kerf width at the top surface than the bottom surface, thus producing higher taper percentage. On the other hand, higher cutting speed produces lower taper as at higher cutting speed, the time of exposure of laser beam on the workpiece surface is less in comparison to lower cutting speed. 27 This produces low kerf width at the top surface and hence low taper percentage. Increased gas pressure removes a larger amount of molten material from the top surface producing larger kerf width whereas bottom surface remains unaffected. So larger kerf width at the top surface and smaller kerf width at bottom surface produce higher taper percentage.
Analysis of HAZ

Analysis of variance (ANOVA) for HAZ.

HAZ: heat-affected zone.
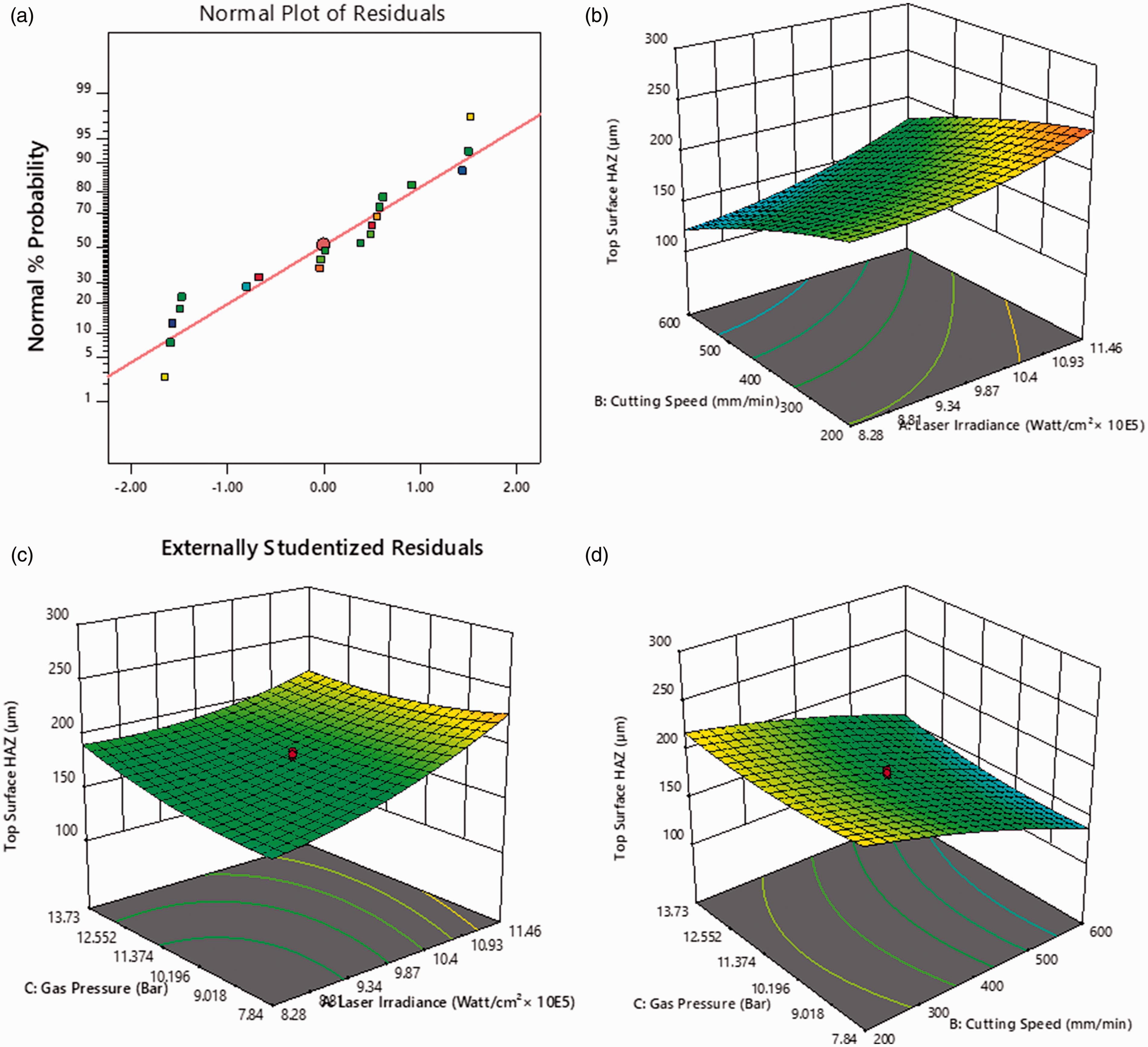
(a) Normal probabilities of residuals for HAZ, (b) 3D surface plot of top face HAZ with cutting speed and laser irradiance (at gas pressure 10.78 bar), (c) 3D surface plot of top face HAZ with gas pressure and laser irradiance (at cutting speed 400 mm/min), (d) 3D surface plot of top face HAZ with cutting speed and gas pressure (at laser irradiance 9.87 W/cm2 × 105). HAZ: heat-affected zone.
HAZ in fiber laser cutting of FRPs is characterized by matrix shrinkage and decomposition, fiber debonding, and delamination and char formation. The same phenomenon is evident from the Figure 7(a) and (b), where HAZ formation has occurred along the irregular region parallel to the laser cut and delamination and char formation are the prominent features. As the melting temperature of both the fiber and matrix are different, laser exposer causes evaporation of matrix material and expose the glass fibers. Also, glass fibers dissipate heat easily in comparison to the resin matrix due to more thermal conductivity.33,34 Figure 6(b) to (d) shows the response surface plot for variation of HAZ with respect to different input machining parameters. It is observed that the HAZ increases linearly with the increase in laser irradiance, as more laser intensity would be absorbed by fibers and matrices causing vaporization of matrices and delamination of fibers. On the other hand, there is a decrease in the top face HAZ with an increase in cutting speed. The high cutting speed results in less interaction time of laser beam, causing less material to melt. Also, due to high cutting speed, the heat conduction by glass fibers and the matrix is reduced, causing less HAZ. ANOVA table shows that there is no significant effect of gas pressure on the top face HAZ, but from the graph, it is having a proportional relationship with the gas pressure.
(a) Illustration of HAZ, kerf width for std order 18 (9.87 × 105 watt/cm2 laser irradiance, 400 mm/min cutting speed and 10.78 bar gas pressure) and (b) Illustration of kerf width, HAZ, and fiber pull-out. HAZ: heat-affected zone. HAZ: heat-affected zone.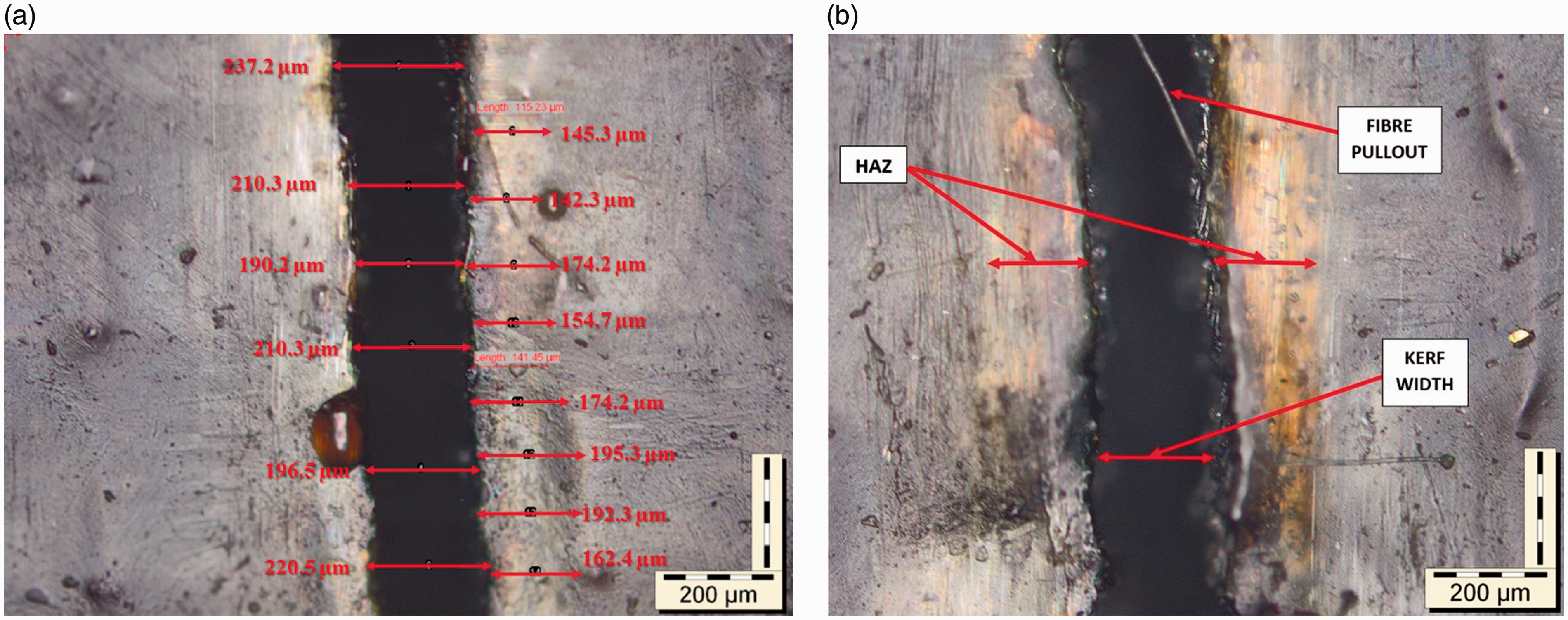
Surface integrity of the cut surface
FESEM images of laser-cut surfaces of GFRP showing various surface damages are illustrated in Figure 8. Due to the high temperature, melting or charring of resin is seen in images. The charred materials adhere to the surface degrading the surface quality. These adhered melted materials are predominantly obtained in low gas pressure which is not enough to remove the molten material during machining, see Figure 8(d). From Figure 8(b), it is observed that at high gas pressure 13.73 bar, there is less molten material adhered to the surface. Also, due to high laser irradiance, maximum material evaporated, giving a clean-cut surface. But this also gives rise to matrix losses, which result in loose fibers and fiber pull-out. Also, evidence of inter-layer fractures is present in the images, which reduce the service life of the component. This may have been due to fast cooling rate after the laser cutting and also due to different thermal properties of matrix and fiber, which agrees with previous research.
27
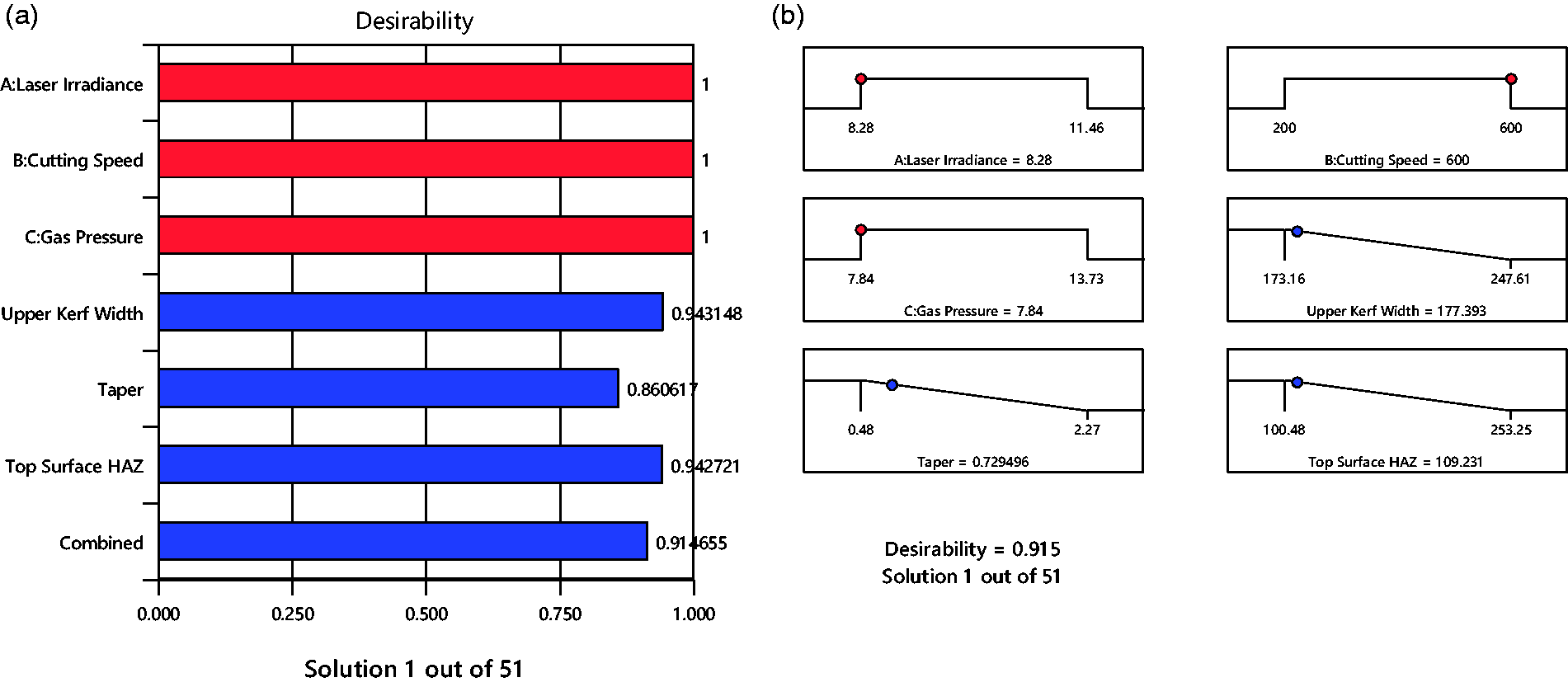
SEM images of surfaces produced at different cutting conditions. (a) Bar histogram representation for desirability and (b) ramp representation for overall desirability.
Multi-response optimization
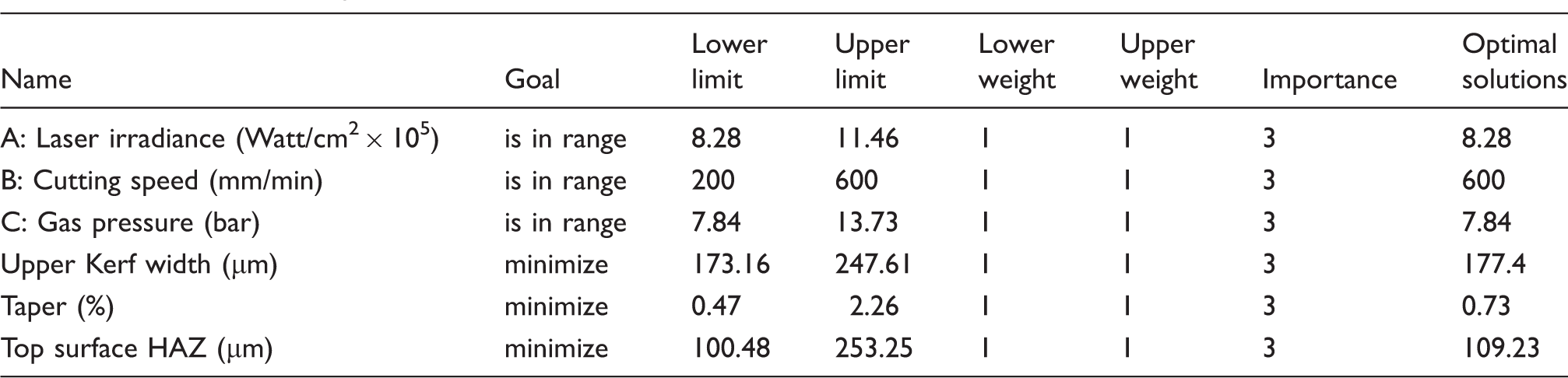
Constraints and optimal solutions.
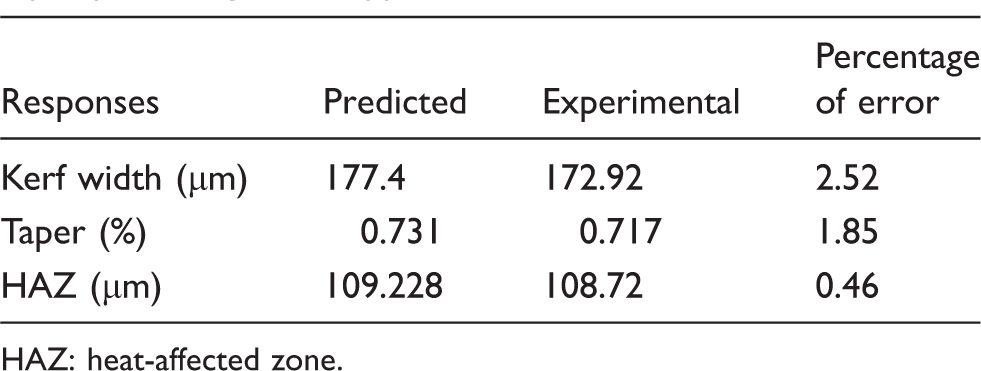
Experimental and predicted values of top face HAZ, taper percentage, and upper kerf width.
HAZ: heat-affected zone.
Conclusions
This study demonstrated the fiber laser cutting of GFRP composite sheet of thickness 4.56 mm. The experimental planning was carried out as per the RSM. The multi-objective optimization of input process parameters, namely laser irradiance, cutting speed, and gas pressure, were performed. The output responses like upper kerf width, taper percentage of cut surface, and top surface HAZ were considered in the investigation. The following conclusions are drawn:
The significant parameters that influence the kerf width at top surface are cutting speed, laser irradiance, and gas pressure. The top surface kerf width varies proportionally with gas pressure and laser irradiance, whereas it reduces with the increase in cutting speed. The lowest kerf width achieved is 173.16 µm. Laser irradiance, assist gas pressure, and cutting speed are the significant parameters for taper percentage. The taper percentage varies proportionally with laser irradiance and gas pressure, but it has an inverse relation with the cutting speed. The lowest taper percentage of the cut surface is 0.47%. The HAZ on the top surface increases proportionally with the laser irradiance, whereas it is inversely proportional to the cutting speed. The minimum width of the HAZ is 100.48 µm. Multi-objective optimization by desirability function has been carried out by defining a goal for each response parameter, i.e. to minimum upper kerf width, taper percentage, and top surface HAZ. The optimal solution of input process parameters is found to be 8.28 Watt/cm2 × 105 laser irradiance, 600 mm/min cutting speed, and 7.84 bar gas pressure and corresponding responses are upper kerf width 177.4 µm, taper 0.73%, and top surface HAZ 109.23 µm. The confirmation experiments were conducted at optimum parameters and the error between predicted values and experimental values for upper kerf width, taper percentage, and top surface HAZ are found to be within 2.52%, 1.84%, and 0.45%, respectively. This indicates the good prediction ability of the developed regression model. The microstructure analysis has been carried out for laser-cut surfaces and different surface damages are identified such as matrix losses, fiber breakages, loose fibers, interlayer fractures, and adhered fibers and matrix materials to the cut surface. However, the minimization surface damages or reconditioning prospects of the damage surfaces need further investigation.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support of Defence Research and Development Laboratory, Hyderabad for this work under the CARS grant.