
Abstract
The high cost of mineral-based fillers and their processing difficulties have necessitated the search for alternative and cheaper filler materials, usually agro-waste materials such as coconut shells. The coconut shells were carbonized, pulverized, and sieved into four particles sizes, namely; 63 μm, 150 μm, 300 μm, and 425 μm. The carbonized coconut shell particles of each particle size were used as fillers in the preparation of polypropylene-filled composites at filler loadings of 0, 10, 20, 30, and 40 wt. %. The control was the neat polypropylene of 0% filler addition. The polypropylene/carbonized coconut shell particles composites were prepared via melt blending of polypropylene and the filler in an injection molding machine to obtain composite sheets. The influence of filler loading on the mechanical properties was evaluated. The addition of fillers was found to improve the yield strength, tensile strength, tensile modulus, flexural strength, flexural modulus, and hardness of polypropylene as these mechanical properties increased with increase in filler loading. The elongation at break and modulus of resilience of the prepared polypropylene/carbonized coconut shell particles composites were, however, observed to decline with an increase in the filler loading. Compared with the neat polypropylene, the filler showed enhanced mechanical properties in the prepared composites. SEM revealed good filler–matrix interaction because of good interfacial adhesion. The incorporation of more filler resulted in the formation of more spherulite-producing nuclei, reduction of pore sizes, and enhanced particle size distribution with improved mechanical properties. Experimental data modeling showed the addition of more than 48% carbonized coconut shell particles to polypropylene would compromise property enhancement.
Introduction
Fillers are incorporated into thermoplastic materials to enhance the mechanical properties at a reduced cost. The high cost of mineral-based fillers and their processing difficulties have necessitated the search for alternative and cheaper filler materials, usually agro-waste materials. The past three decades or more have witnessed tremendous much interest in the use of bio-fillers in the making polyolefin composites. The incorporation of fillers into thermoplastic polyolefins such as polypropylene (PP) and polyethylene (PE), or other thermoplastics like polystyrene and polyvinyl chloride (PVC) is common because the thermoplastics soften upon heating and harden when cooled. These characteristics permit other materials known as fillers to be blended or mixed with the plastic to form a composite product.1–4 Plastics are compounded with natural minerals (inorganic substances) such as talc, glass, or mica to enhance or modify their properties. A prominent goal of filler addition is for the enhancement of mechanical properties at a reduced cost.2,4,5 The high cost of compounding mineral-based composites and the need to diversify the use of different materials as fillers in the plastic industry have led to the continued search for filler material to be used in compounding PP and other polyolefins. Excellent reports exist in the literature on PP composites. For example, an addition of wood, kenaf, and sago fibers on the processing and mechanical properties of PP has been investigated.6–8 PP-montmorillonite nanocomposite as a function of clay content has been studied.9,10 The effect of coconut fiber on PP composite has also been investigated. 11
The plastic industry has traditionally used inorganic fillers such as talc, calcium carbonate (CaCO3), mica, and glass or carbon fibers to alter the performance of filled polymers.4,12 Mineral fillers are known to provide rigidity and temperature resistance (flame retardant behavior).6,13 However, inorganic fillers are expensive and abrasive to the processing equipment. Again, the use of inorganic materials in synthetic polymers constitutes a grave concern to the environment after their useful lives. The products derived from the combination are the primary sources of municipal solid wastes as they are not biodegradable.
The difficulties associated with the use of inorganic fillers have led to the search for alternative filler materials. The use of organic fillers derived from animals or plants as alternative replacements to the traditional fillers has won the attention of researchers. They include bones, shells of mollusks (periwinkle, snail, etc.), shells of nuts (coconut, palm kernel, etc.) wood dust, coconut husk fiber, corncob, etc. 14 These substances are the major components of global municipal solid wastes, which constitute a nuisance to the environment and pose serious harm to humans. When burnt, they pollute the air; when dumped, they pollute the environment and harbor breeding ground for mosquitoes, cockroaches, and rodents. Hence, there is a need for conversion of these plant and animal wastes to useful products. One of the ways to tackle this menace is to incorporate them as fillers in plastics. 4 Organic fillers are renewable and available, less expensive, and biodegradable but have low moisture resistance. Also, the plant-based organic fillers may be less compatible with the synthetic polymers and may require some surface treatment, chemical modification, or the use of coupling agents or compatibilizers. Organic fillers are increasingly finding application in the manufacture of polymer composites because of their low density, low cost, and non-abrasiveness.14–16 This trend is propelled by their availability throughout the world, the possibility of high filling levels, low energy consumption, and high specific properties. 17
Organic filler derived from agro-wastes are becoming popular in thermoplastic composites. In these materials, natural filler fibers or particles (such as wood flour/fiber, hemp, sisal, snail shell, etc.) are mixed with thermoplastics such as PE, PP, PVC, etc.4,7 Compared with the traditional synthetic fillers, natural fillers present lower density, less abrasiveness, lower cost, renewability, and biodegradability.18,19
Virtually every agricultural process has the potential to generate a waste material that can be converted as filler in plastics. While some organic fillers appear naturally compatible with the host polymer matrix, others require some surface treatment or modification or even the use of coupling agents (compatibilizers). Organic fillers are competing favorably with traditional inorganic fillers; and in some cases, are showing better promise regarding property enhancement, processability, and eco-friendliness. 20
The effect of filler loadings of particles of different size ranges on the mechanical and end-use properties of the resulting PP composites was investigated. The mechanical properties studied include yield strength, tensile strength, tensile modulus, elongation at break, flexural strength, modulus of resilience (elastic toughness), and hardness. The coconut shell filler used in this work was carbonized.
This study is justified by the need to expand the utilization of coconut shells beyond their use as fuel for domestic cooking. In most cases, coconut shells are disposed of in refuge dumps where they constitute an environmental menace. Rainwater collects in coconut shells and forms the breeding ground for mosquitoes. Coconut shells can also harbor rodents and cockroaches. Dry coconut shell powder (CSP) or particles can be useful as fillers in plastic resins, glues, and mosquito coils.21,22 Activated carbon can be produced from a carbonized coconut shell.23,24 The authors hoped that this study would convert coconut by-product or wastes to useful and cheaper engineering material.
Coconut shells are structurally composed of cellulose, hemicellulose, and lignin (which are carbonaceous constituents) in addition to moisture and ash. 25 Although very small, the ash comprises oxides of mainly Na, K, Al, Si, Ca, and Mg.26,27 During carbonization, a thermochemical reaction occurs which expels the volatile matter in the carbonaceous content of coconut shells leaving behind a highly porous char or carbon containing very little ash. The conversion of coconut shells to carbon is achieved by heating the shells in an inert environment or within a closed container to a high temperature to dry and burn off the volatiles in the material.26–28
Three major products derived from the coconut shell are CSP, coconut shell charcoal, and coconut shell activated carbon. Muthukumar and Lingadurai 29 used CSP as filler in epoxy resin, and the mechanical properties were enhanced. Udhayasankar and Karthikeyan 20 undertook a review of the potential applications of coconut shell and fiber in polymer composites. Coconut shell charcoal is obtained by burning the shell of fully matured coconuts in a limited supply of air so as to reduce burning away to ash but to yield only carbonized products—coconut shell charcoal, a raw material required for the manufacture of activated carbon. And the activated carbon produced has certain specific advantages as the raw material and can adsorb certain molecular species. 24
In the present study, the carbonized coconut shell particles (CCSP) were used as reinforcing fillers in the PP composites. The addition of the CCSP to the PP matrix produced a composite with improved properties in the study. Hence, the carbonization of the coconut shells is innovative since this treatment attempted to reconcile the seeming shortcomings of low moisture resistance and less compatibility, thereby eliminating the need for compatibilizers, without sacrificing the useful properties and biodegradability of the resultant composite material. And to the best of our knowledge, no work has been done using CCSP to fill PP matrix via an injection molding technique.
Materials and methods
Materials
The matrix material is virgin PP homopolymer (HPP) with a melt flow index of 25 g/10 min at 230℃ and density of 0.9 g/cm3. The HPP was produced by Indorama Eleme Petrochemical Company Limited, Nigeria. Coconut shells were obtained as wastes from local farmers and traders within Owerri Metropolis, Imo State, Nigeria. These shells were processed (water-washed, sun-dried, carbonized, pulverized, and sieved) and used as filler in the PP matrix. Figure 1 shows the dehusked coconut shells without the kernels and CCSP.
(a) Dehusked coconut shell without the kernels and (b) carbonized coconut shell particles.
Production of PP/CCSP composites
Water-washed and sun-dried coconut shells were carbonized in an electrothermal oven (model MCEEg DHG) at 200℃ inside a sealed aluminum vessel for 2 h. The resulting char was subsequently ground to fine particles and sieved into four mesh size ranges, namely, −63 μm (particles passing through 63 μm sieve down to submicron or nanoparticles), −150 to + 63 μm (particles passing through 150 μm sieve but retained on 63 μm sieve), −300 to + 150 μm (particles passing through 300 μm sieve but retained on 150 μm sieve), and −425 to + 300 μm (particles passing through 425 μm sieve but retained on 300 μm sieve), respectively. For the sake of simplicity, these size ranges are subsequently referred to as 63, 150, 300, and 425 μm, respectively. That is, 63-μm filler particles are undersize of the 63 μm sieve, 150-μm particles represent the oversize of 63 μm sieve plus the undersized of the 150 μm sieve, 300-μm particles represent the oversize of 150 μm sieve plus the undersized of the 300 μm sieve, while 425-μm particles are oversize of 300 μm sieve plus the undersized of the 425 μm sieve. In other words, all the oversize of 425 μm sieve were rejected while the undersize was used as filler in a PP matrix.
The PP composites of carbonized coconut shell at the particle sizes described were prepared by thoroughly mixing 200 g of PP with appropriate filler quantities, namely, 10%, 20%, 30%, and 40% loadings. The PP was melted and homogenized with the filler in an injection-molding machine. The resulting composites were extruded as sheets. No coupling agents were used in this work since the dispersed phase or filler (CCSP) bonded well with the PP matrix. The manufacturing process is shown in Figure 2.
Manufacturing process of the PP/CSSP composites sheets. PP: polypropylene; CCSP: carbonized coconut shell particles; CCS: carbonized coconut shells.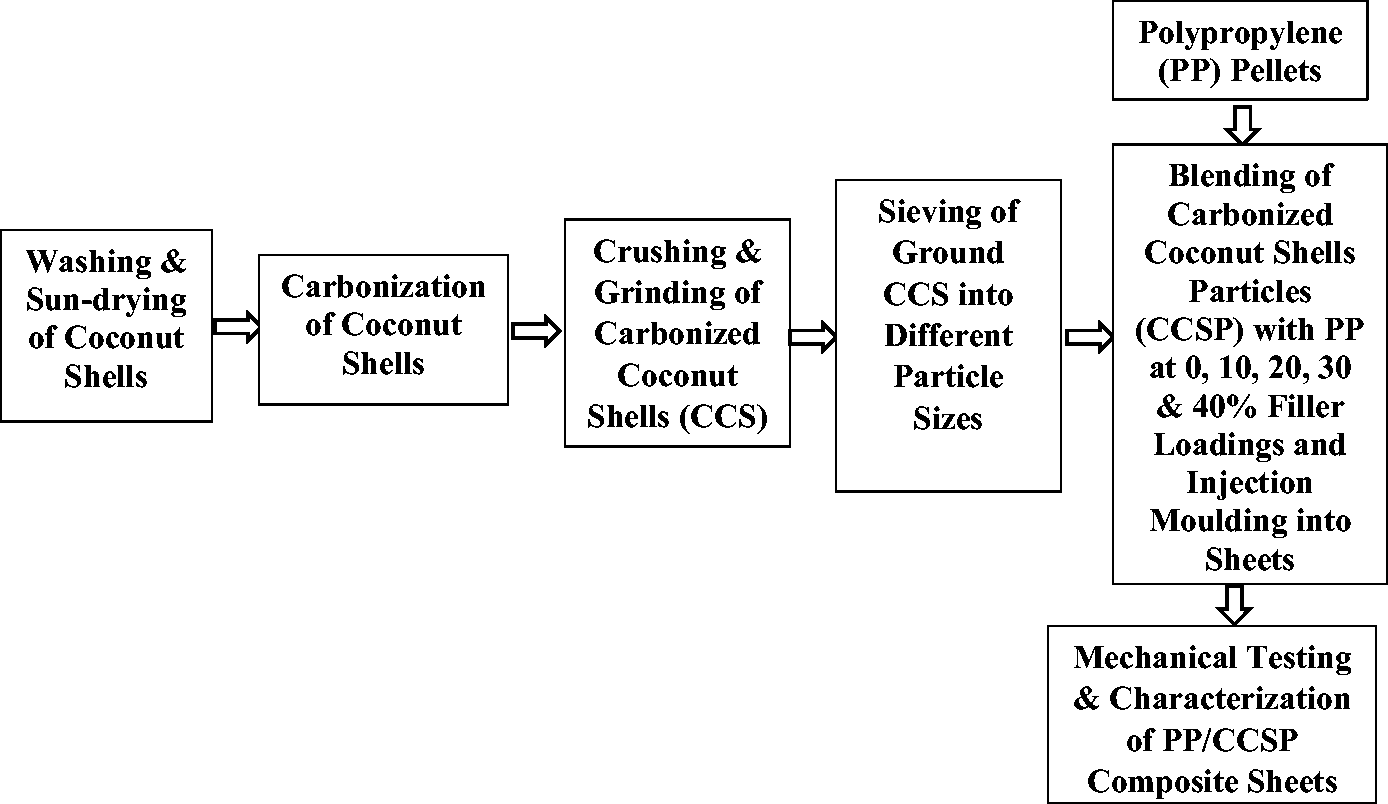
The injection molding operation was carried out at an injection pressure of 100 kgf/cm2 (∼10 MPa) with the nozzle and hopper temperatures maintained at 260℃ and 195℃, respectively. The cycle time to melt and homogenize a batch of PP and filler and mold the sheet of size (150 × 150 × 3) mm3 was 35 s. Each batch yielded from 3 to 5 sheets, the number depending on the quantity of filler blended with the PP. With 200 g of 100% PP (no filler addition), three sheets measuring 150 × 150 × 3 mm were produced, while 200 g PP blended with 80 g (40%) CCSP as filler yielded five sheets.
Mechanical testing
Specimens from the resulting composite sheets were subjected to tensile, flexural, and hardness tests. Tensile tests were carried out to determine the yield strength, tensile strength, elongation at break, tensile modulus, and modulus of resilience of the PP composites. The tensile testing of the prepared PP composites was carried out using a Monsanto Tensometer Tensile Testing Kit, model TEK/2/11140. 30 Tensile test specimens were prepared from the composite sheets by the shape and dimensions recommended by ASTM D638 and ISO 527-1 standards. Each specimen was stretched in the testing machine at a uniform rate of 26 mm/min, and the force on the specimen and corresponding extension was simultaneously measured until the specimen broke. From the machine-generated plot, the yield point, maximum point, or breaking point and the corresponding force, stress, and strain were noted.
The three-point flexural test was carried out to determine the flexural strength and flexural modulus of the PP/CCSP composites. The test was done using the flexural test accessories of the Monsanto Tensometer. Each specimen or test bar was loaded as a simple beam supported near each end with the load applied at the center of the bar (i.e., the three-point bend test) until it broke at the middle of the span length. The span or length (L), width (w), and thickness or height (h) of each specimen were, respectively, 50 mm, 10 mm, and 3 mm. Thus, the span to thickness ratio was approximately 16 in accordance with the ASTM standard (D790).
Loads and deflections were measured simultaneously until fracture. The crosshead position measured specimen deflection, while a load scale recorded the loads or forces applied.
The hardness of each test specimen was determined using a LabTech Hardness Tester (Model RBHT, Serial Number S–39) which has 15 Rockwell scales, namely, A, B, C, D, E, F, G, H, K and L, M, P, R, S, V. This machine specifies scale L for plastic materials using a load of 60 kg and a steel ball indenter of ¼ inch (6.35 mm) diameter. The testing machine was set at 60 kgf for this test. Each sample was placed on the steel anvil (test platform) and the anvil with the sample was raised until the ¼–inch steel ball indenter was pressed into the sample. It continued as the dial moved from rest point beyond the zero marks and until stiff resistance was felt. The test was discontinued, and the hardness number indicated by the dial was noted after the dial returned backward to a steady position. The hardness was read from the constant position of the dial on the dial gauge having noted the initial rest position. All the tests were carried out in triplicates and the average results obtained.
Scanning electron microscopy
The scanning electron microscopy (SEM) test was done using a Phenom Desktop SEM (Phenom ProX model). Five representative specimens were scanned, namely, the unfilled PP which served as control (Sample
Results and discussion
In general, all the mechanical properties of the filled PP composites are higher than those of the unfilled PP except for elongation at break and modulus of resilience. The yield strength, tensile strength, tensile modulus, flexural strength, flexural modulus, and hardness increased with filler loading. The behavior means that the filler had a strengthening or hardening effect on the PP, which also reduced the flexibility or elongation (increased brittleness) and lowered the resilience or elastic toughness of the composites.
Yield strength
The variation of the yield strength of the PP composites with filler loading is illustrated in Figure 3 in which the yield strength increased from 34.5 MPa for the unfilled PP (0% filler loading) and rose with filler loading at all particle sizes. The composites filled with 63 µm particles maintained the highest yield strengths at all filler loadings, while those filled with 425 µm filler particles recorded the lowest values of yield strength at all filler loadings.
Effect of filler loading on the yield strength of carbonized coconut shell-filled polypropylene composites.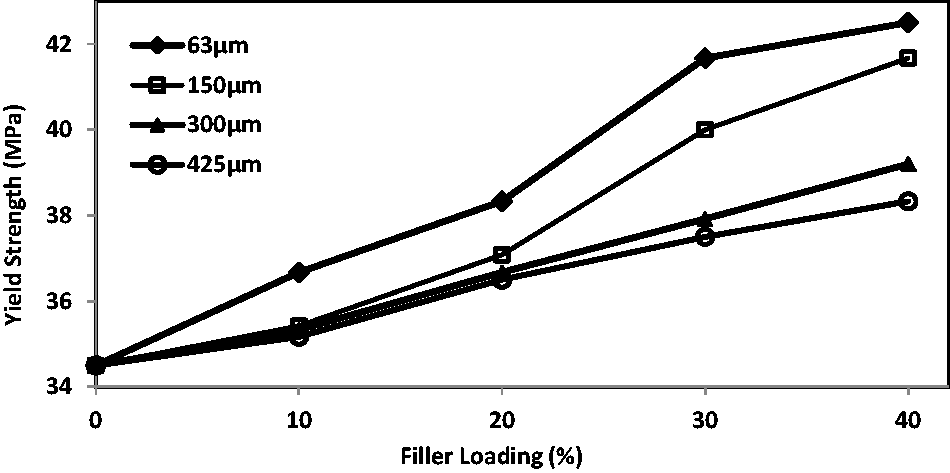
The justification for this observation could be that fine particles are better distributed within the matrix and form better adhesion with the PP than coarser particles. Increasing the filler loading of fine particles also resulted in better reinforcement of the matrix compared to the strengthening effect of coarse particles. The use of CSP or coconut coir fiber as filler in polymer composites with increasing strength on filler addition has been reported.29,31–34
Tensile strength
Figure 4 presents the effect of filler loading on the tensile strength of CCSP-filled PP composites. It is seen that the tensile strength of the PP composites increased with an increase in the filler loading and are all higher than the tensile strength of unfilled PP (35.42 MPa). It is observed that the smaller the particle size of the filler, the higher the tensile strength of the PP composites at any filler loading investigated. Thus, the 63 µm size filler particles gave the optimum tensile strength at all filler loadings.
Effect of filler loading on the tensile strength of carbonized coconut shell-filled polypropylene composite.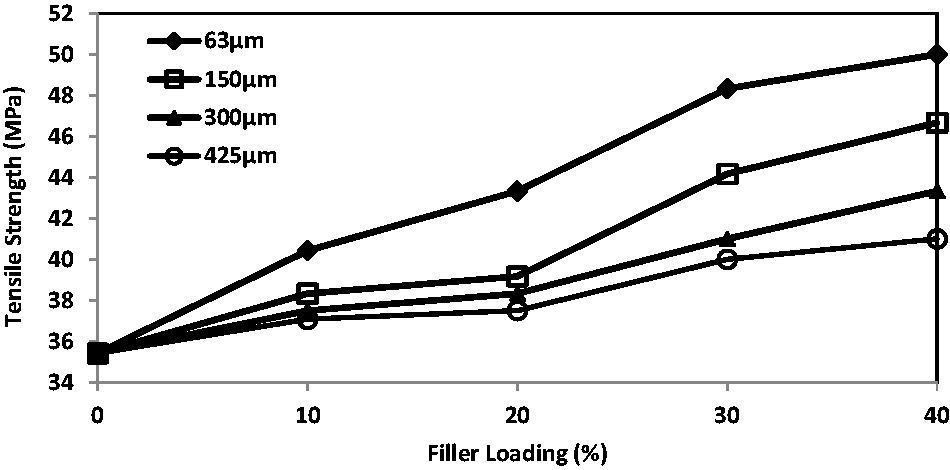
The better dispersion and enhanced filler–matrix interaction of tiny filler particles may be the main factors responsible for the observed trend. Agunsoye et al., 32 Vijayaram, 33 and Muthukumar and Lingadurai 29 in their investigations using CSP or coconut coir fiber as filler in polymer composites have reported similar observations.
Elongation at break
The filler loading effect on the elongation at break of the filled PP composites is shown in Figure 5. It is evident that the elongation at break of the PP composites decreases with an increase in filler loading at any given filler particle size. The lowest values of elongation at break were observed in the case of the 63-µm filler particles at all filler loadings. Hence, it can be deduced that fine particles and high filler loadings permit better distribution and high particle–matrix adhesion, making it difficult for the “rigid structure” to relax and allow for elongation as the material is being stretched. On the contrary, large particle sizes and low filler loadings lead to less distribution and low particle–matrix adhesion, which result in a more flexible structure that can permit elongation upon stretching.
Effect of filler loading on the elongation at break of carbonized coconut shell-filled polypropylene composite.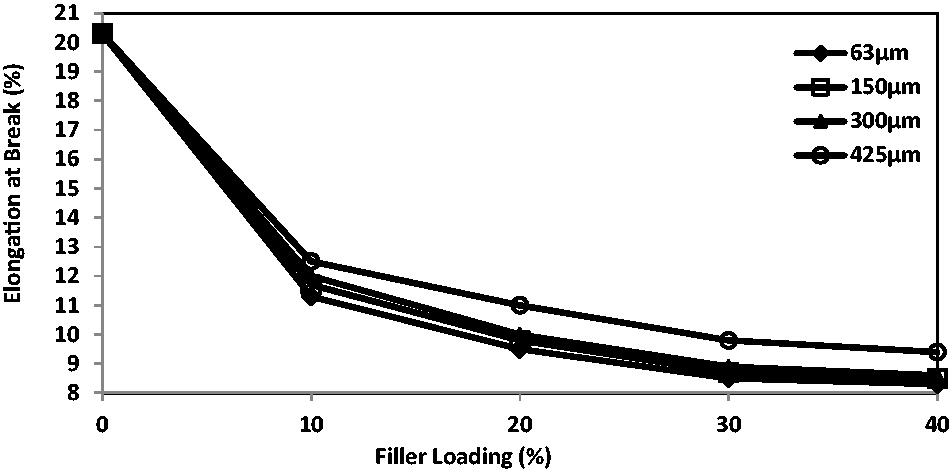
The neat PP had the highest elongation (20.3%), reduced as the filler is introduced into the polymer. This result agrees with the findings of Agunsoye et al., 32 Ramaraj and Poomalai, 22 who reported the decrease in elongation at break with an increase in filler loading when CSP and coir fiber were used as fillers in different polymers. Furthermore, this result shows that the CCSP introduced some brittleness in the PP and this effect increased as strength and hardness increased. The results indicate that CCSP-filled PP at high filler loading would not be suitable for any application where high flexibility is of the essence.
Tensile modulus
Figure 6 displays the effect of filler loading on the tensile modulus or stiffness of CCSP/PP composites. As shown, the tensile moduli of the composites were higher than that of the neat PP. There is an increase in the tensile modulus with an increase in the filler loading at all particle sizes investigated. The composites filled with 63 µm filler particles had the highest stiffness at all filler loadings. Since stiffness or tensile modulus is a function of both strength and elongation within the elastic limit (i.e., the ratio of stress to strain), it implies that tiny filler particles and high filler loadings produced higher strengths and lower elongations, which resulted in the high stiffness observed at small filler particle sizes and high filler loadings.
Effect of filler loading on the tensile modulus of carbonized coconut shell-filled polypropylene composite.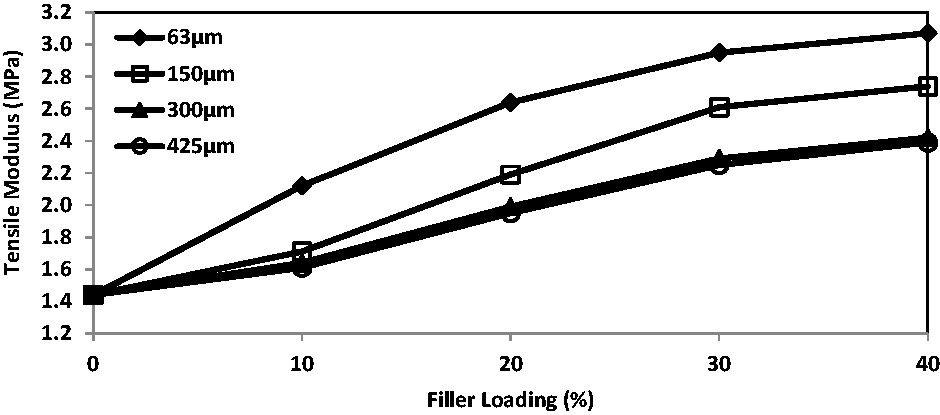
The high dispersion of small particles within the matrix and improved particle–matrix interaction at high filler loads explain this observation, which highlights the fact that the incorporation of CCSP filler into polymer matrix enhances the stiffness of the resulting composites. These observations agree with the results reported by Onuegbu and Igwe, 19 Obasi, 35 Nwanonenyi et al., 36 and Nwanonenyi et al. 37 in their investigations on the effects of other fillers in polymers. When CSP or coir fiber used as fillers, Rozman et al., 38 Lai et al., 39 Ramaraj and Poomalai, 22 and Aguele et al. 34 reported increasing trend, while Ishizaki et al., 40 and Agunsoye et al. 32 reported a decreasing trend of stiffness (tensile modulus) with filler loading.
Modulus of resilience
Figure 7 is the plot of modulus of resilience or elastic toughness of the composites against filler loading at different filler particle sizes. It is seen that the neat PP (0% filler load) had the highest observed resilience of 0.414 MJ/m3 or 0.000414 J/mm3, and the resilience decreased with increase in filler loading at all particle sizes. The tiniest filler particle size (63 µm) produced the lowest values of resilience at all filler loadings investigated. Since resilience or toughness within the elastic region depends on the product of strength and strain (elongation that is not expressed in percentage), it means that the strengthening achieved with tiny filler particle sizes and high filler loads was more than compensated for by the low elongation produced, resulting in falling resilience or elastic toughness. Thus, the energy required to stretch the composites to the elastic limit decreased as filler content increased and as filler particle size decreased.
Effect of filler loading on the modulus of resilience of carbonized coconut shell-filled polypropylene composite.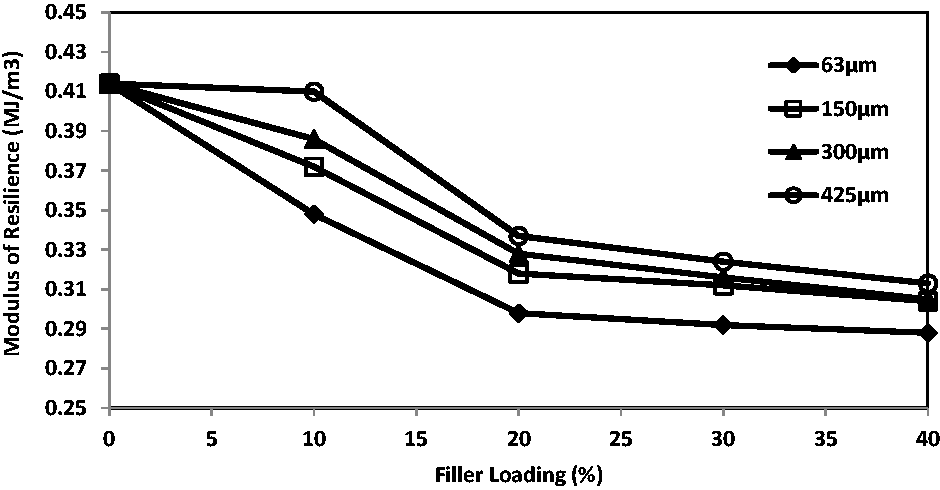
Flexural strength
Figure 8 shows that the flexural strength of the PP composites increased with an increase in filler loadings for all particle sizes. Thus, filling the PP with CCSP was observed to enhance the flexural strength of PP composites compared to the unfilled PP. Better dispersion of tiny filler particles and improved filler–matrix interaction of such particles at high filler loads may be the main factors responsible for the observed trend in flexural strength. These observations are corroborated by Onuegbu and Igwe,
19
Igwe and Onuegbu,
41
Nwanonenyi et al.,
36
and Nwanonenyi et al.
37
in their investigations of effects of other fillers in polymers. Muthukumar and Lingadurai
29
also reported that CSP increased the flexural strength of epoxy resin.
Effect of filler loading on the flexural strength of carbonized coconut shell-filled polypropylene composites.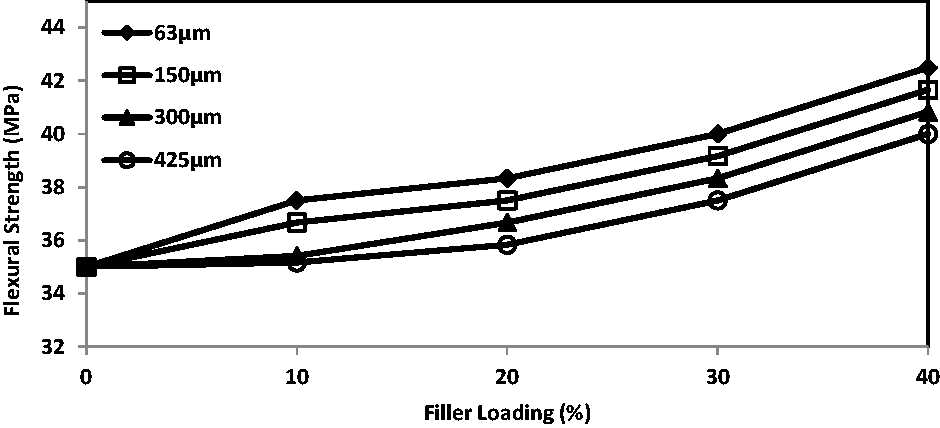
Flexural modulus
The plot of flexural modulus of filled PP/CCSP composites is illustrated in Figure 9. In all cases, the flexural moduli of the composites were higher than the modulus of unfilled or neat PP (192.9 MPa or 0.193 GPa). The increase in flexural modulus with an increase in filler loading at all particle sizes had been studied. The composites filled with 63 µm filler particles had the highest flexural modulus at all filler loadings. Since flexural modulus depends on the ratio of flexural force and deflection within the elastic limit, composites that deflect small at high forces will have high flexural modulus. Composites filled with tiny filler particles at high filler loadings gave lower deflections resulting in high flexural modulus. The high dispersion of small particles within the matrix and improved particle–matrix interaction at high filler loads explain why such composites had high flexural modulus. Ishizaki et al.,
40
Lai et al.,
39
Leblanc et al.,
42
and Rozman et al.
38
also reported an increasing trend of flexural modulus with CSP or coir fiber-filled composites.
Effect of filler loading on the flexural modulus of carbonized coconut shell-filled polypropylene composites.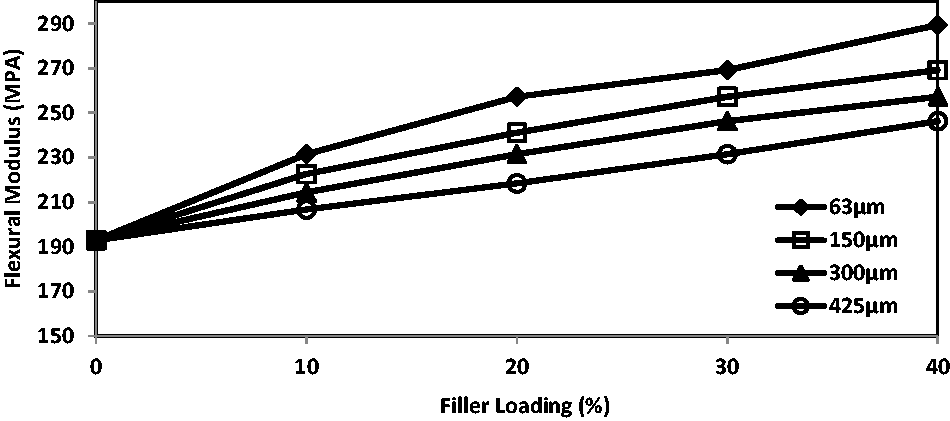
Hardness
Figure 10 shows that the filled PP had superior hardness compared with the unfilled PP. At all particle sizes investigated, the hardness increased with an increase in filler loading. While the unfilled PP had a hardness of 24 HR, the filled PP composites had hardness values ranging from 26 to 34 HR depending on filler loading and particle size. The composites having 63 µm filler particles recorded the highest hardness at all filler loadings. The reason for this observation could be attributable to the ease with which fine particles are distributed within the matrix and form better adhesion with the PP than coarser particles. Increasing the filler loading of fine particles also resulted in better reinforcement of the matrix compared to the strengthening effect of coarse particles. With coconut-based fillers, Lai et al.,
39
Ramaraj and Poomalai,
22
Agunsoye et al.,
32
and Aguele et al.
34
also observed an increasing trend in hardness.
Effect of filler loading on the hraradness of carbonized coconut shell-filled polypropylene composites.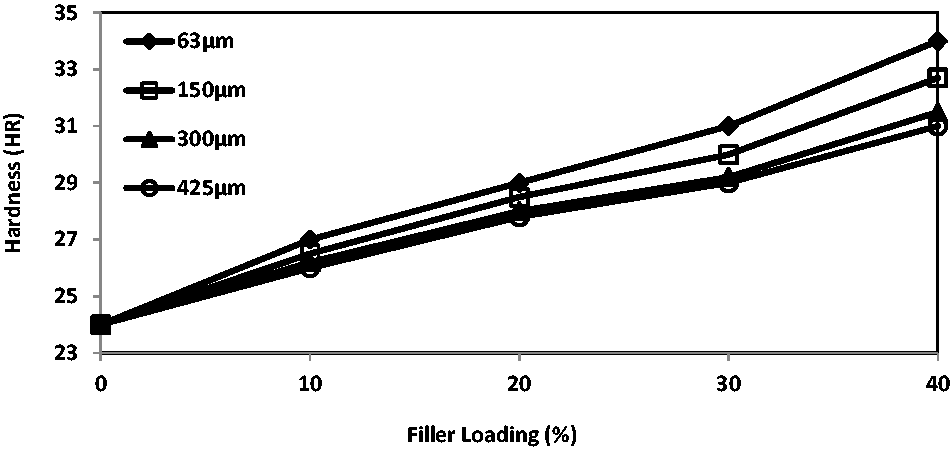
SEM micrographs analysis
The SEM micrographs of five representative samples are shown in Figure 11(a) to (e). The micrograph for the unfilled PP (sample A) at 2000 × magnification is shown in Figure 11(a). It could be seen that the detection of filler particles in the unfilled PP was difficult as the micrograph shows the absence of spherulitic structure due to very few nucleation sites during solidification from the melt. However, it appears that an inclusion (unintentional foreign substance) found its way into the PP, as shown by the bright portion in Figure 11(a). A micrograph (2000×) for the PP filled with 63 µm particles up to 10% filler loading (Sample B) is shown in Figure 11(b). The incorporation of filler into the PP matrix increased the number of spherulites in the structure because of the increased number of nucleation sites. Thus, more spherulites can be observed in the filled PP than in the unfilled. Again, the micrograph for the filled PP appears darker compared to the neat PP due to the darkening effect of the CCSP. Similarly, Figure 11((c) to (1e)) are micrographs (2000×) for PP filled with 63 µm particles up to 20%, 30%, and 40% filler loading (Samples (c) to (e)). It is seen that the incorporation of more filler into the PP matrix increased the number of spherulites in the structure because of the increased number of nucleation sites. However, the spherulites are inhibited from growing large due to the amount involved. Spherulite growth stops as soon as it encounters another growing spherulite. More spherulites can be observed in the PP filled up to 20% compared to that filled up to 10%. Again, more spherulites can be observed in the PP filled up to 30% compared to that filled up to 20% or 10%. However, the spherulites are smaller in size because their population inhibits their growth. Consequently, at the highest filler loading in this study (40%), the most numerous numbers of spherulites were formed and they are of small sizes (Figure 11(e)). The scenario is because the number of nucleation sites had increased significantly. Hence, more spherulites are observed in the PP filled up to 40% compared to that filled up to 30%, 20%, or 10%.
SEM images of PP/CSSP composites: (a) unfilled PP, (b) 10% CSSP, (c) 20% CSSP, (d) 30% CSSP, and (e) 40% CSSP.
Spherulites are essential in the crystallization and properties of polymers. They are spherical semi-crystalline regions inside non-branched linear polymers. 43 Their formation is linked with crystallization of polymers from the melt and it is controlled by several factors such as the number of nucleation sites (induced by impurities, plasticizers, fillers, dyes, and other substances added to improve the properties of the polymer), structure of the polymer molecules, cooling rate, and so on.2,44 When spherulites are composed of highly ordered lamellae, density, hardness, as well as brittleness are enhanced compared to what is obtainable with the disordered polymer. The lamellae are connected by amorphous regions which provide some elasticity and impact resistance. Creation of spherulites affects many properties of the polymer material; crystallinity, density, tensile strength and Young's modulus of polymers increase because of sterilization.2,44 The micrographs of the filled PP samples (Figures 11(b) to (e)) when compared to the unfilled or the control (Figure 11(a)) revealed that there is enhanced spherulization owing to the presence of nucleation sites offered by the incorporation of fillers.
Conclusion
The mechanical properties of PP filled with CCSP were investigated at filler loadings of 0%, 10%, 20%, 30%, and 40% using filler particles passing 63, 150 (but retained on 63), 300 (but retained on 150), and 425 (but retained on 300) µm sieves. SEM revealed the structure (filler–matrix interactions) of the PP/CCSP composites, as well as the filler particle size and pore size distributions. Incorporation of fine particles resulted in better matrix–filler interaction, while incorporation of more filler (high filler loading) resulted in the formation of more spherulite-producing nuclei, closure or reduction of pore sizes, and enhanced particle size distribution. In general, the results of mechanical properties showed that the incorporation of CCSP as filler into PP improved the yield strength, tensile strength, tensile modulus, flexural strength, flexural modulus, and hardness over and above the corresponding values for the control (neat or unfilled PP having 0% filler loading). These properties were found to increase with an increase in filler loading at all particle sizes studied. However, elongation at break and modulus of resilience were found to decrease with increase in filler loading, and this is justified because strengthening and hardening are accompanied by corresponding loss of flexibility and toughness. Thus, the CCSP-filled PP can be used in applications where strength and hardness are essential, such as plastic seats, storage boxes, cabinets, plastic pails, wastebaskets, etc. The use of CCSP as filler in PP darkened the composites, eliminating the use of colorants while promoting the applicability of the PP/CCSP composites to situations where a dark color is either desirable or not disadvantageous. The compatibility of the CCSP filler with the PP matrix showed that the use of the coupling agent would have little or no effect. It is, therefore, concluded that CCSP are suitable as a filler in PP for improving the strength, hardness, and modulus of the resulting PP.
Footnotes
Acknowledgements
The authors are thankful to the Federal University of Technology, Owerri for providing the facilities for the mechanical tests. The unknown reviewers are also acknowledged for their helpful comments.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.