
Abstract
The bamboo fiber preforming is an important process in the liquid composite molding for fabricating fiber reinforced composites with non-planar geometric shapes. This study investigated the deformation and spring back behaviors of the single bamboo fiber and bamboo fiber mat under a simple bending preforming test. The effects of the heating temperature and moisture content of bamboo fibers were studied during the tests. The result showed that the [0/90] bamboo fiber mats could be perfectly preformed without spring back after bending under the conditions of a wet and high temperature conditions. The internal structure of bamboo fiber with moisture tends to expand and soften, which makes the fibers to deform plastically under external stresses. The single bamboo fiber preforming test and stress relaxation test were conducted to study its formability. Higher heating temperature and moisture content for the bamboo fibers during preforming process can reduce the spring back effect after preforming.
Introduction
In recent years, the carbon and glass fibers were used widely in the composite industry. For many complex-shaped composite components in the aerospace and automobile industry, the liquid composite molding (LCM) like resin transfer molding (RTM) and vacuum-assisted resin transfer molding (VARTM) were commonly used for the fabrication.1–3 In the LCM process, the fiber preforming is an important step which can influence the strength and final shape of composites.4–6 In the fiber preforming step, Potter et al. 7 presented a taxonomy of fiber defect states that impact on the performance of composite parts. These defects were focused on the irregularity in the material or structure that causes the deviation from its specifications.
Currently, the synthetic fibers were widely used for composites in many applications. However, those synthetic fibers all have the problem of being not eco-friendly products. According to Green Alliance's report, 8 the carbon fiber's recycling has become an urgent problem. So many researchers studied natural fibers for possible replacement of synthetic fibers. Natural fibers are low cost, biodegradable, low density, recycling, and low energy consumption.9–13 The natural fibers were successfully used to fabricate green composites by the RTM process.14–17 Bamboo fiber was one of the natural fibers, which was considered as the reinforcement for green composites. In addition to the advantages of natural fibers, bamboo fiber has the benefits of fast growth rate and high specific strength. Therefore, it is also called ‘natural glass fiber’. 18 However, fewer studies were reported regarding the bamboo fiber preforming. Most of the reported studies investigated the mechanical properties of bamboo fiber and bamboo fiber reinforced composite. Therefore, this paper aims to conduct experiments of the bamboo fiber preforming and evaluate the formability of bamboo fibers and the effects of related process parameters.
In the natural fibers, the cellulose and hemicellulose of the natural fibers have excellent hydrophilicity, so they will exhibit the behaviors of expanding and softening by wetting and heating.19,20 This phenomenon may affect formability upon the natural fiber preforming. 21 Gu et al. 1 indicated that higher temperature and pressure can promote the fiber's permanent deformation. Liu and Zhou 22 heated and bent the bamboo strips at 160℃, which was conducted under a humid environment. After that, the bamboo strips were dried to the moisture content less than 10%. The results showed that the bamboo strips needed to be hydrated and heated before bending to achieve a good shaping effect.
Hao and Liu 23 indicated that the softening of bamboo strips was an important step in forming bamboo strips. Softening can increase the shaping ability of bamboo strips. When the moisture content of the bamboo strips excesses 90%, the softening effect is the best. Water can expand the volume of amorphous region, and supply space for plastic deformation. In bending of the wetted bamboo strips, the temperature and bending velocity are important factors that affect plastic deformation. Mbakop et al. 21 indicated that the heating temperature and moisture content of flax fibers are the important factors to fabricate the complex 3D preform with permanent deformation. Higher temperature and moisture content can increase creep phenomena and soften fiber, lignin, and hemicellulose.
The purpose of this study is to understand the feasibility of making curved geometric shape of bamboo fiber preform for composites. Current literatures have fewer researches on the bamboo fiber preforming. Therefore, this study will focus on bamboo fiber preforming by learning the effects of related process parameters as heating temperature, heating time, and moisture content in bamboo fibers. These results will identify the key parameters for making complex geometric shape of bamboo fiber preform for composites.
Experiment
Bamboo fiber preparation
The bamboo fibers were extracted from thorny bamboo by mechanical cutting in this study. The equivalent diameter and length of bamboo fibers are 400–600 μm and 150 mm respectively, as shown in Figure 1. The bamboo fibers were soaked into the 5 wt.% NaOH solution at room temperature for 2 h. This process is done to remove the lignin, hemicellulose, and other impurities of bamboo fibers and increase the interfacial shear strength between the bamboo fibers and matrix. Finally, the bamboo fibers were placed in the oven at 80℃ for 8 h to remove the moisture.
Bamboo fibers.
Unidirectional bamboo fiber mats
The bamboo fibers were set on the fixture with parallel grooves and were fixed by tapes at the ends to form a unidirectional bamboo fiber mat, as shown in Figure 2. The fixture was made of aluminum plate with a dimension of 180 × 180×12 mm3. Several parallel grooves with a cross section of 0.7 × 0.7 mm2 were machined on the surface of the plate and each groove is 3 mm apart. This fixture has totally 159 grooves. The bamboo fiber mat has the dimension of 150 × 150 mm2.
Bamboo fibers framed on a fixture.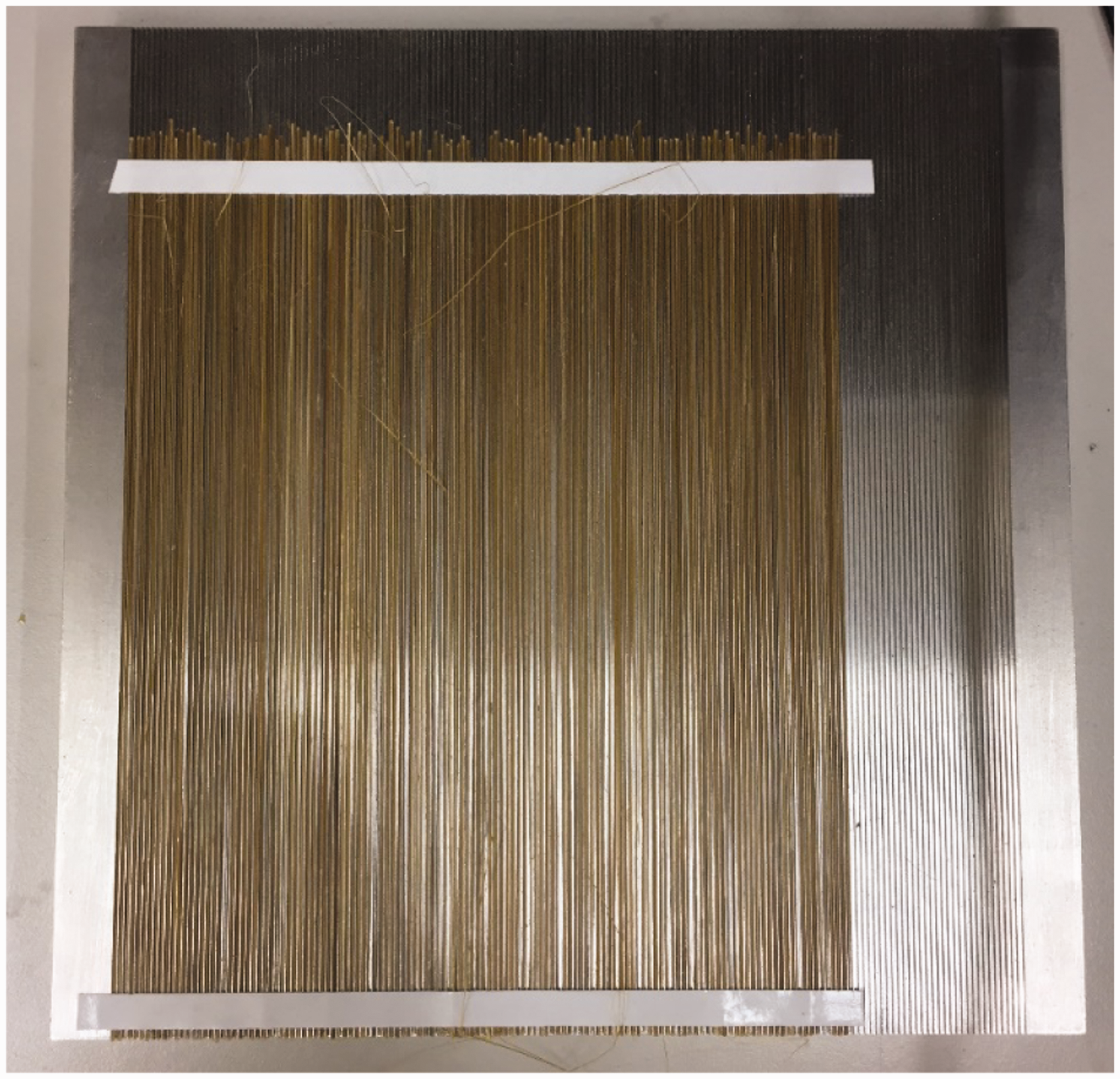
Moisture absorption and dehumidification test of bamboo fibers
The purpose of the moisture absorption test is to understand the hygroscopic characteristic of bamboo fiber. Since the moisture content of the bamboo fiber is one of the key parameters during the preforming process, control of the moisture content in a bamboo fiber is necessary. Therefore, experiments on moisture absorption of bamboo fibers were conducted by soaking bamboo fibers into water for different durations. Firstly, by measuring the weight of the dry bamboo fibers after the alkali treatment. Secondly, the dry bamboo fibers were soaked into the water with the soaking time of 5, 10, 20, 30, 40, 50, 60, 70, 90 or 120 min, respectively. Finally, the weight of the wet bamboo fibers was measured.
The purpose of dehumidification test is to understand the variations of the moisture contents of wet bamboo fibers during the oven drying at 80℃. Because the moisture content will decrease the tensile properties of bamboo fibers, it is necessary to minimize the moisture content of the bamboo fiber before the fabrication of the composites. The dry bamboo fibers were weighed first. Then, they were soaked into the water for 1 h, and their weights were measured after soaking. The wet bamboo fibers were placed in an oven and dried at 80℃, and their weights were measured every 30 min. The moisture content of bamboo fibers was calculated as follows

Bidirectional bamboo fiber mats preforming
Two unidirectional bamboo fiber mats were stacked in a laminate sequence of [0/90] to form a bidirectional bamboo fiber mat. The unidirectional bamboo fiber mats were glued with each other by the spray adhesive (Super77, 3M corporation) and tapes, as shown in Figure 3. In the following experiments, the bamboo fiber preforming process was divided into four different samples. The first sample is to soak bamboo fiber mat into the water for 30 min. The second sample is to soak bamboo fiber mat into the water for 1 h. The third sample is to use water spray to wet the bamboo fiber mat for about a minute. The moisture content of the bamboo fiber mat after the water spray is about 58%. The final sample is employing the dry bamboo fiber mat directly.
[0/90] bamboo fiber preform.
For the bamboo fiber preforming experiments, a simple cylindrical shape forming die was designed and constructed as shown in Figure 4. A half cylindrical shape forming head was attached to the upper die. The forming head has a radius of 29.2 mm and length of 200 mm. A half cylindrical shape cavity was machined on the lower die with a radius of 30 mm and length of 200 mm. A square cavity of 150 × 150×1 mm3 was cut on the surface of the lower die for the placement of the mat as shown in Figure 4(a).
(a) Bamboo fiber preform on the lower die and (b) preforming of the bamboo fiber.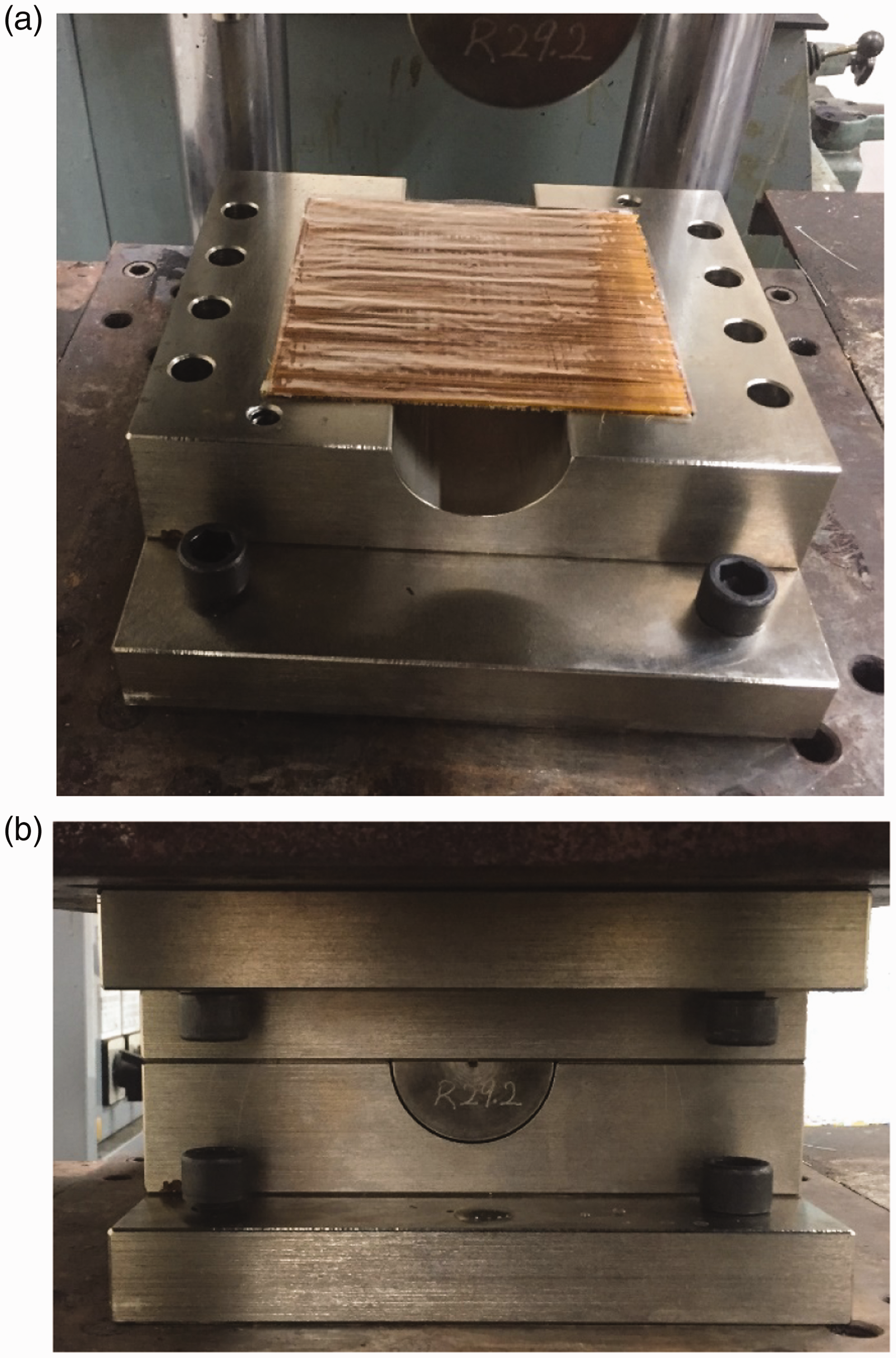
After preparing the samples, the samples were covered with release film and placed on the preheated lower die with a temperature of 140℃, as shown in Figure 4. The top and lower die were closed gradually and pressurized for 1 h as shown in Figure 4. After heating, the dies were kept closed for 12 h until they were cooled down to the room temperature. After preforming, the radius of curvature of each sample was measured.
Wet single bamboo fiber tensile test
The 5 wt.% alkali-treated bamboo fibers were cut into length of 5 cm and they were soaked into water for 5 min. The moisture content of wet bamboo fiber can reach about 58%. The two ends of wet bamboo fiber were glued on the paper tabs to produce a tensile sample, as shown in Figure 5. The paper tabs were used to prevent the damage from bamboo fibers during the clamping. The bamboo fiber sample was gripped on a micro tensile test machine, and the tensile speed was 0.3 mm/min.
The wet bamboo fiber tensile sample.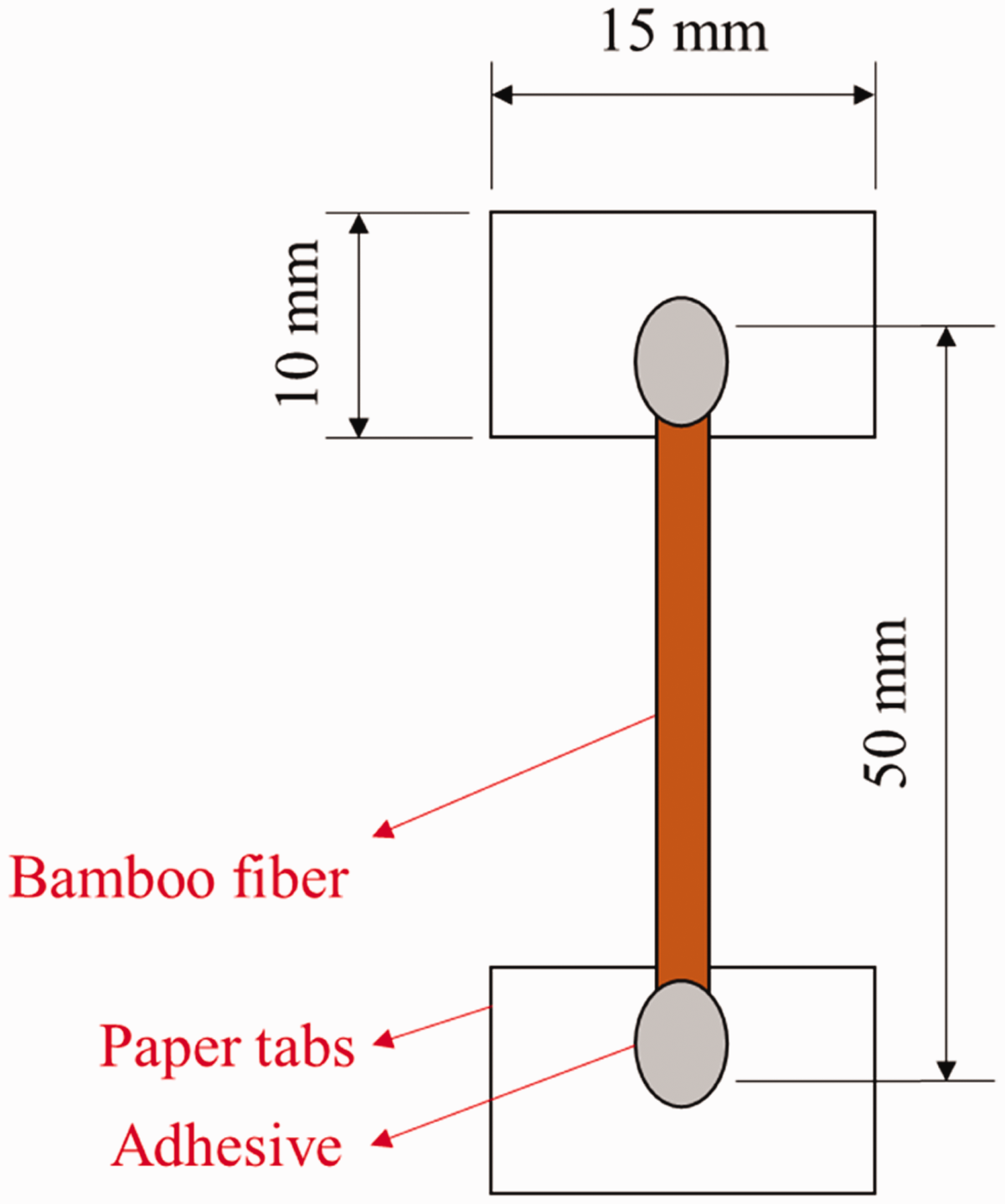
Single bamboo fiber preforming test
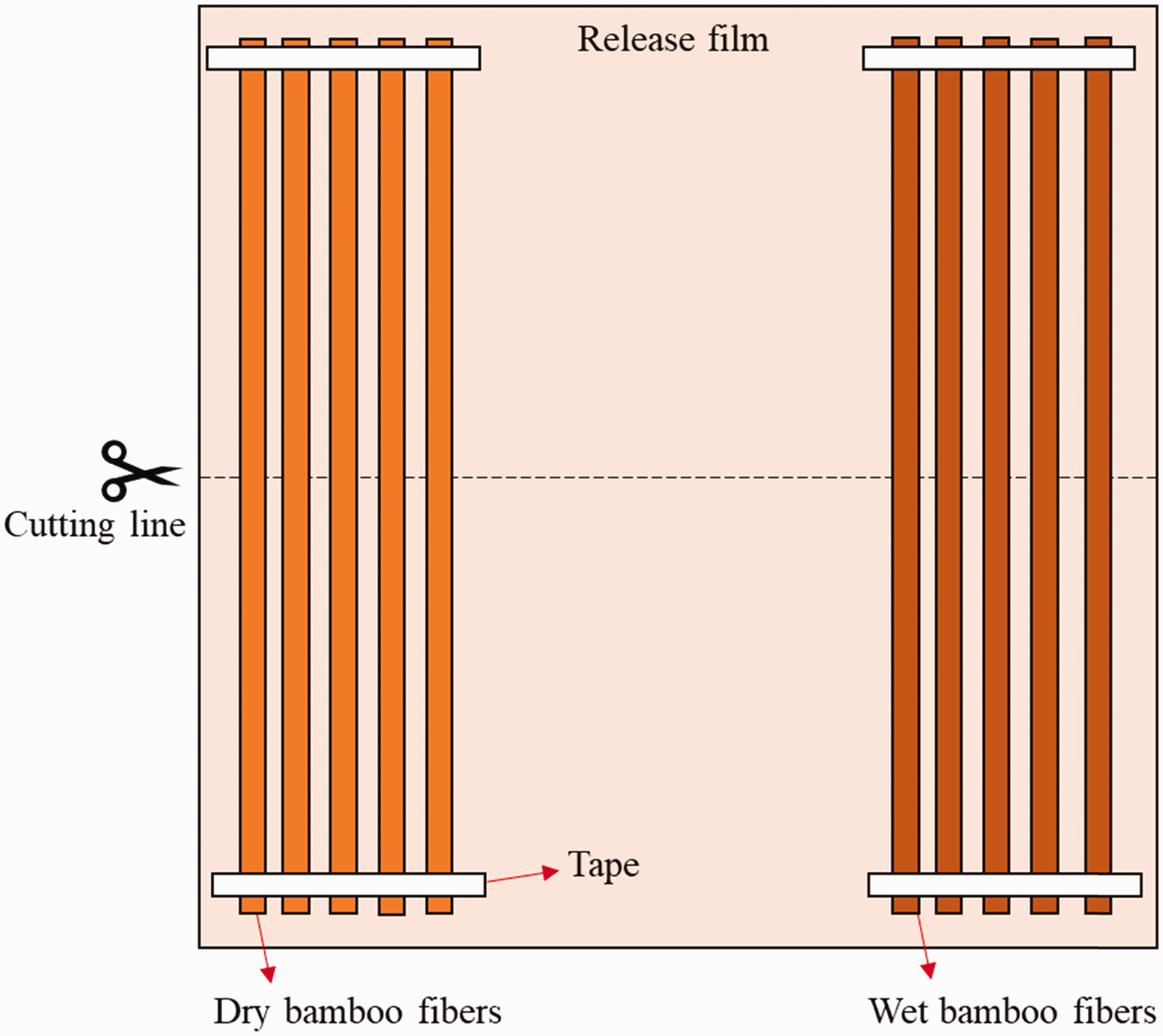
In order to understand the formality of the bamboo fibers, single fiber preforming tests were conducted under different forming conditions. Alkali-treated bamboo fibers were prepared in three different sizes of 0.45 × 0.5 × 150 mm3, 2.0 × 0.5 × 150 mm3 and 4.0 × 0.5 × 150 mm3, respectively, as shown in Figure 6. The forming conditions are listed in Table 1. All samples in different sizes and in wet or dry conditions were attached on a release film as shown in Figure 7. This bamboo fiber set was placed on the preheated die mounted on a hot press. The forming temperatures were set to room temperature at 80℃ or 140℃. The preforming process was about 1 h. After that, the die was kept closed for 12 hat room temperature for natural cooling. The radius of curvature of each bamboo fiber after preforming was measured.
Bamboo fiber sample. Wet and dry bamboo fiber samples. Experimental conditions of a single bamboo fiber bending test.
Besides the temperature and moisture content, the preforming time is also an important forming parameter. In our experiments, only the wet bamboo fibers were used and the moisture content was set to 58% for study of the forming time effect. The forming temperature was fixed to 140℃. The preforming processes were conducted for different times as 60, 30, 10, 5, and 1 min. After preforming, the radius of curvature of each formed bamboo fiber was measured.
Stress relaxation test of bamboo fiber
Bamboo fibers were reported to swell and soften under the wet and heating conditions, and they had better formability under this circumstance. To understand the plastic deformation of a bamboo fiber by effects of moisture content and temperature, creep tests were performed for a single bamboo fiber. Alkali-treated bamboo fibers were cut into a length of 50 mm, and they were glued on the paper tabs to make the samples as shown in Figure 7. The test samples were divided into two different types. The first type was wet bamboo fiber (moisture content = 58%), and the second type was dry bamboo fiber (moisture content = 0%). A constant strain of 0.002 was applied on the tensile sample, and the variations of the stress were recorded. The stress relaxation test of the bamboo fiber was conducted at two temperatures: at the room temperature and 140℃, respectively. A ring heater was used in the tensile testing machine to control the temperature of the bamboo fiber, as shown in Figure 8.
Stress relaxation test of bamboo fiber.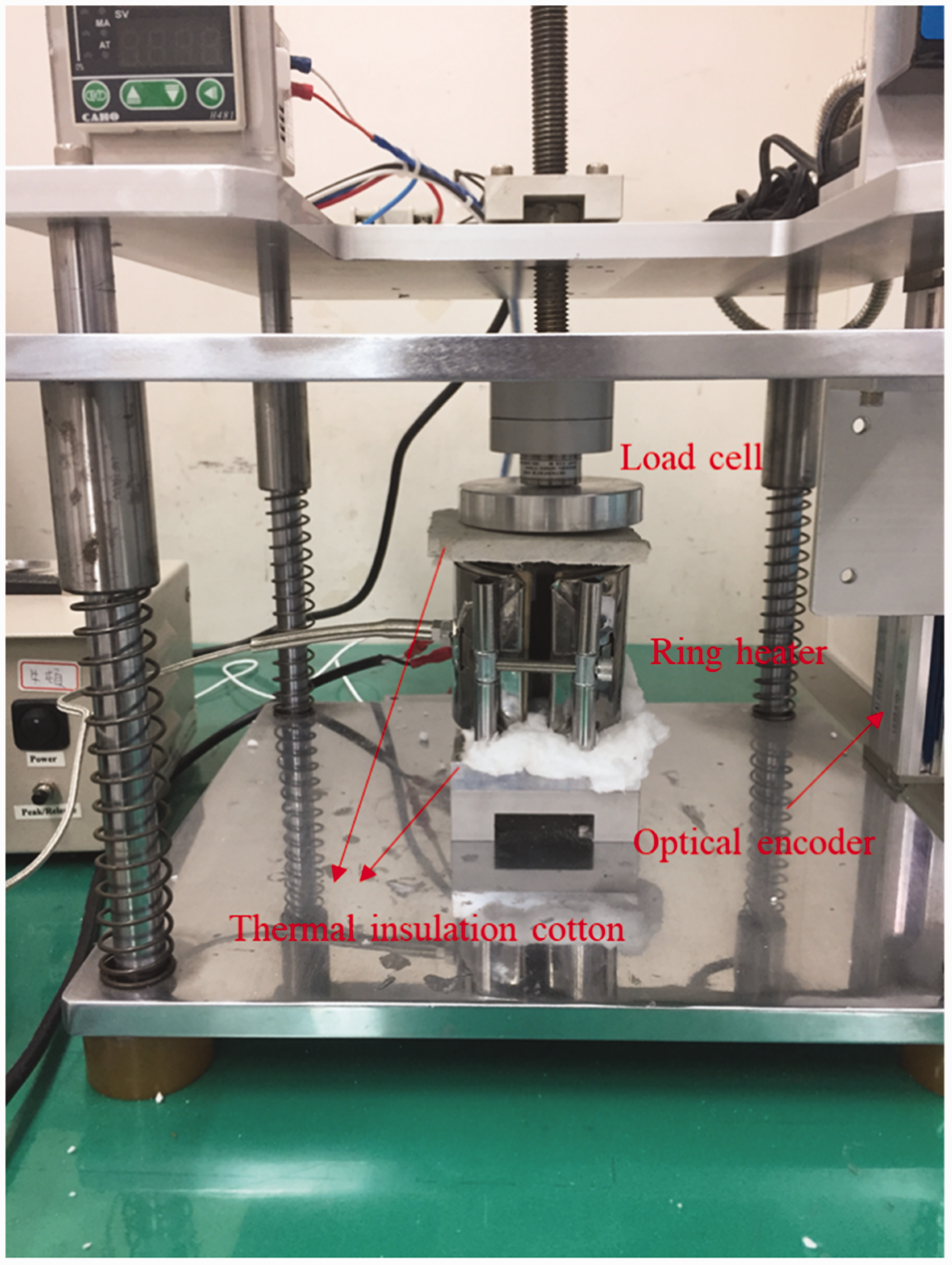
Results and discussion
Moisture absorption and dehumidification
The result of moisture absorption test is shown in Figure 9. The moisture absorption of bamboo fibers is significant. As the bamboo fibers are soaked in the water for 5 min, the moisture content of bamboo fibers reaches 58%. After 10 min, the absorption rate decreases gradually. When the soak time is up to 30 min, the moisture content of bamboo fibers reaches about 90%. It takes about 1 h for the bamboo fibers to reach the moisture content near 99%. This also suggests that the minimum soaking time to derive a completely wet bamboo fiber is about 1 h. Note that the wetting process was conducted under a room temperature.
Moisture absorption characteristics of bamboo fibers.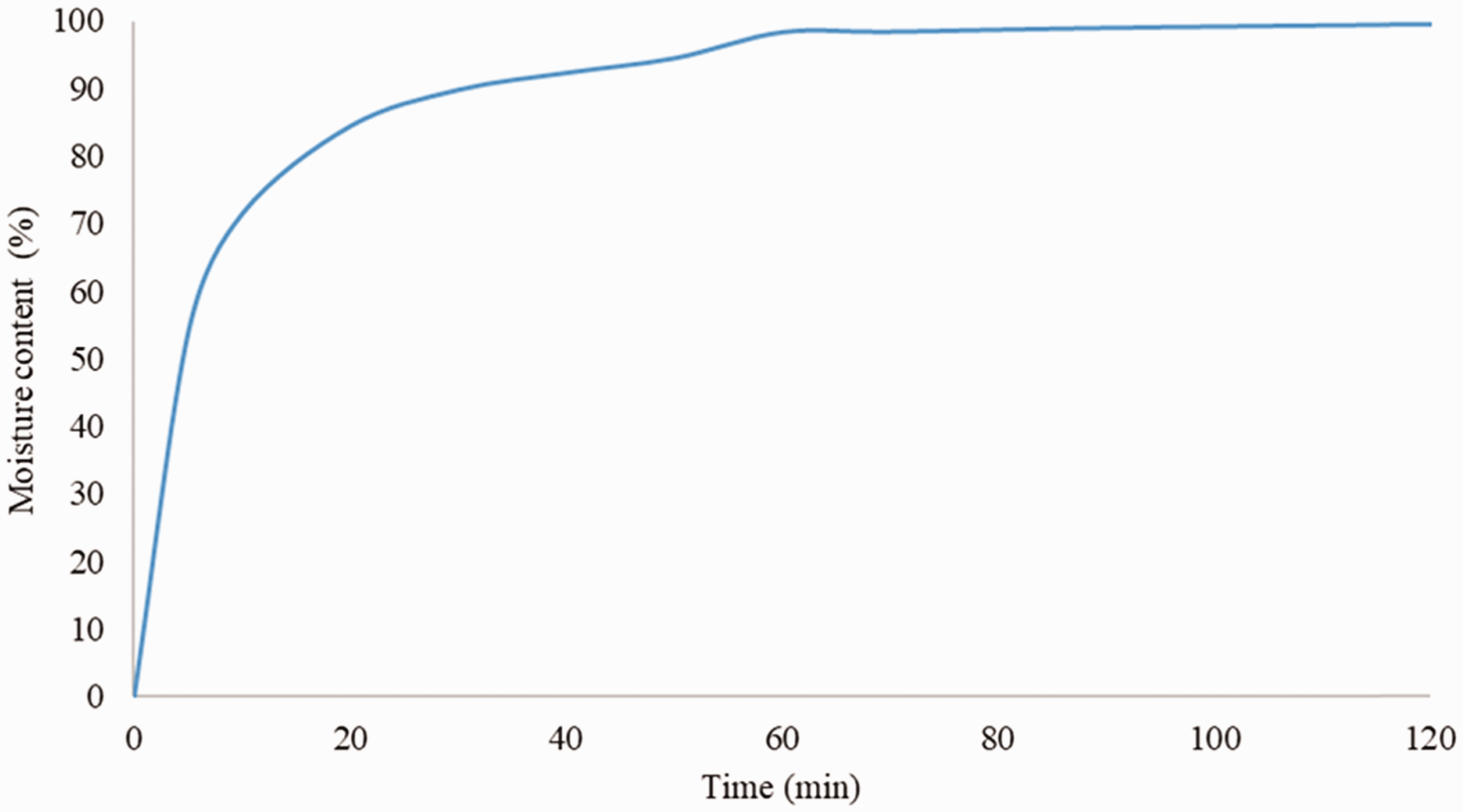
The result of dehumidification test is shown in Figure 10. When the bamboo fibers are dried at 80℃ for 30 min, the moisture content of the bamboo fibers decrease significantly from 99% to 6%. It took about 3.5 h for the bamboo fibers to reach the moisture content of near 0%. The bamboo fibers are completely dried under this circumstance.
Dehumidification characteristics of bamboo fibers.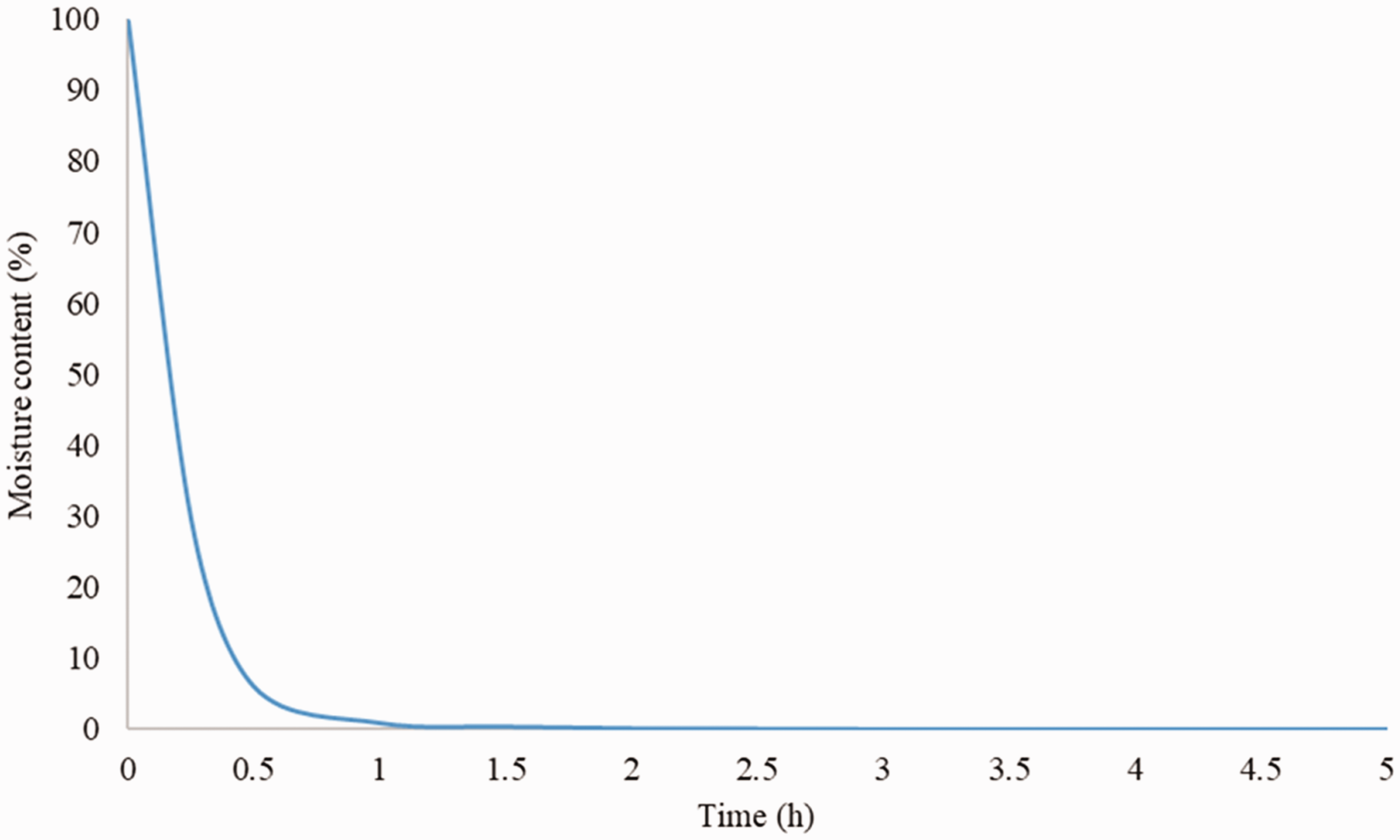
Bidirectional bamboo fiber preforming
In preforming of the bidirectional bamboo fiber mats, the moisture contents of samples were controlled by four different procedures as mentioned in the ‘Experiment’ section. For the first two, the mats were soaked into the water for 30 min or 1 h to reach the moisture content of 90% or 98%. In the water spray, the moisture content of the fiber mat reaches about 58%.
Radius of curvature of [0/90] bidirectional bamboo fiber preforms.
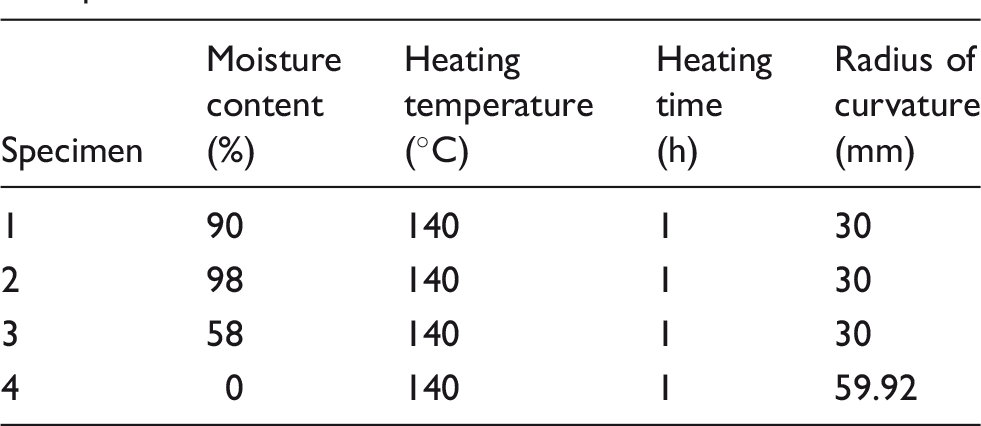
Figure 11 shows the photographs of preforms from forming the dry and wet bidirectional bamboo fiber mats. In the figure, the moisture content of the wet bamboo fiber mat before preforming is 58% (by water spray), and the radius of curvature of the preform is 30 mm, showing no spring back after preforming. For the dry bidirectional bamboo fiber mat, the radius of curvature is about 60 mm, showing large spring back after the preforming process. Both sides of the preform are tilted at an angle due to the spring back.
The [0/90] dry and wet bamboo fiber preforms after forming.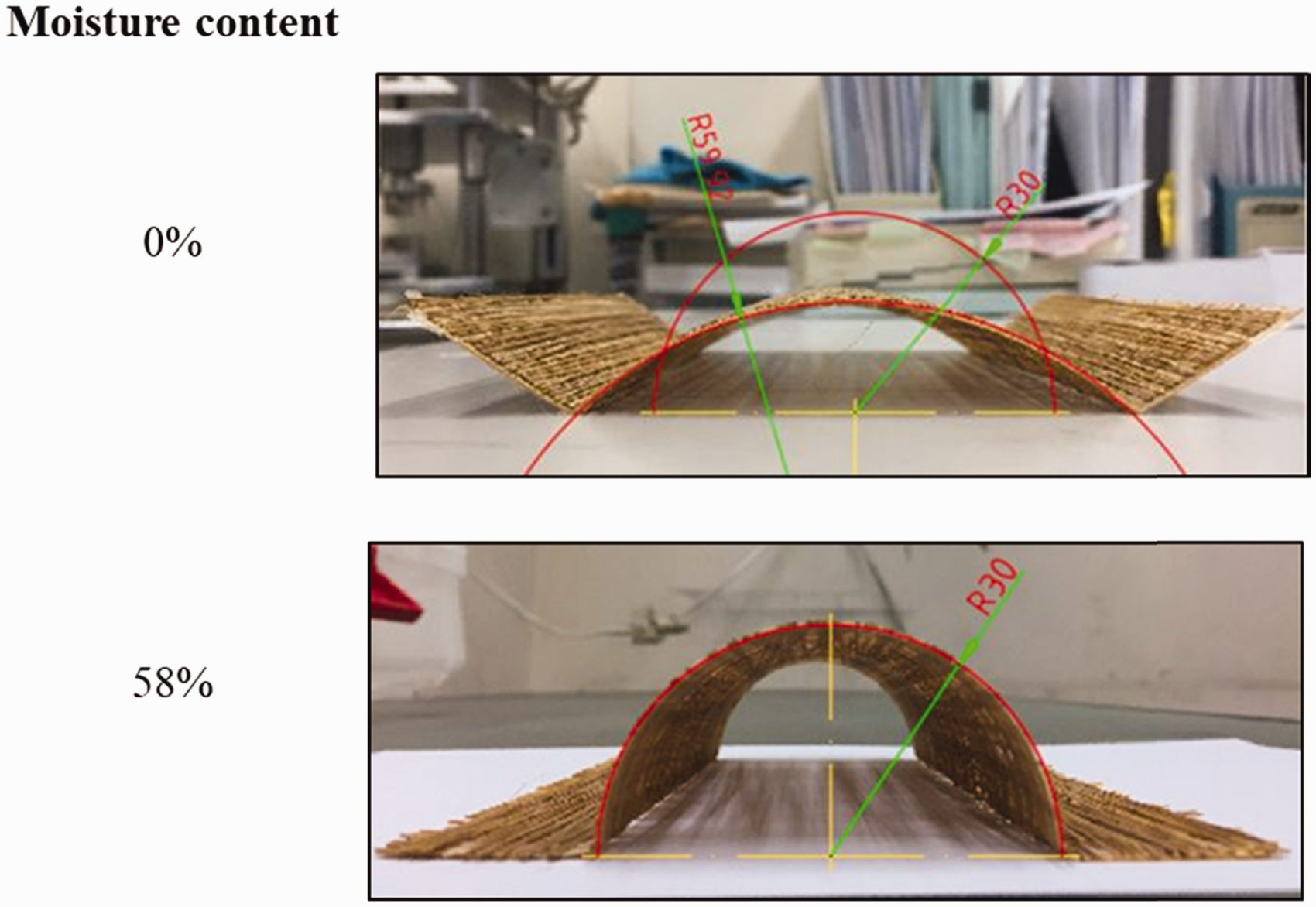
Characteristics of a single bamboo fiber
In the forming of the bidirectional fiber mats, it was found that the moisture content and temperature would facilitate the plastic deformation of the bamboo fibers. The fiber deformation in the bidirectional fiber mat might be affected by the adhesives or interactions between the fibers. Therefore, study on the forming behaviors of a single bamboo fiber was conducted to characterize the formability of the bamboo fibers.
Tensile properties
Tensile tests were conducted for the bamboo fiber either in wet or dry conditions. Table 3 shows the tensile properties of the alkali-treated bamboo fibers in a moisture content of 0% or 58%. The 58% moisture content was acquired by water spray for 1 min. The result shows that the tensile strength of wet bamboo fiber is only 56% of that of the dry bamboo fiber. The decrease of Young's modulus of the wet bamboo fiber means that it is easier to deform than the dry bamboo fiber. Figure 12 shows the corresponding stress–strain curves of tensile tests. The dry bamboo fiber has the brittle fracture behavior. The wet bamboo fiber shows more ductility due to the softening of the cellulose, the hemicellulose, and lignin.
The stress strain diagrams of 5 alkali treated bamboo fibers. Tensile properties of bamboo fibers with different moisture content.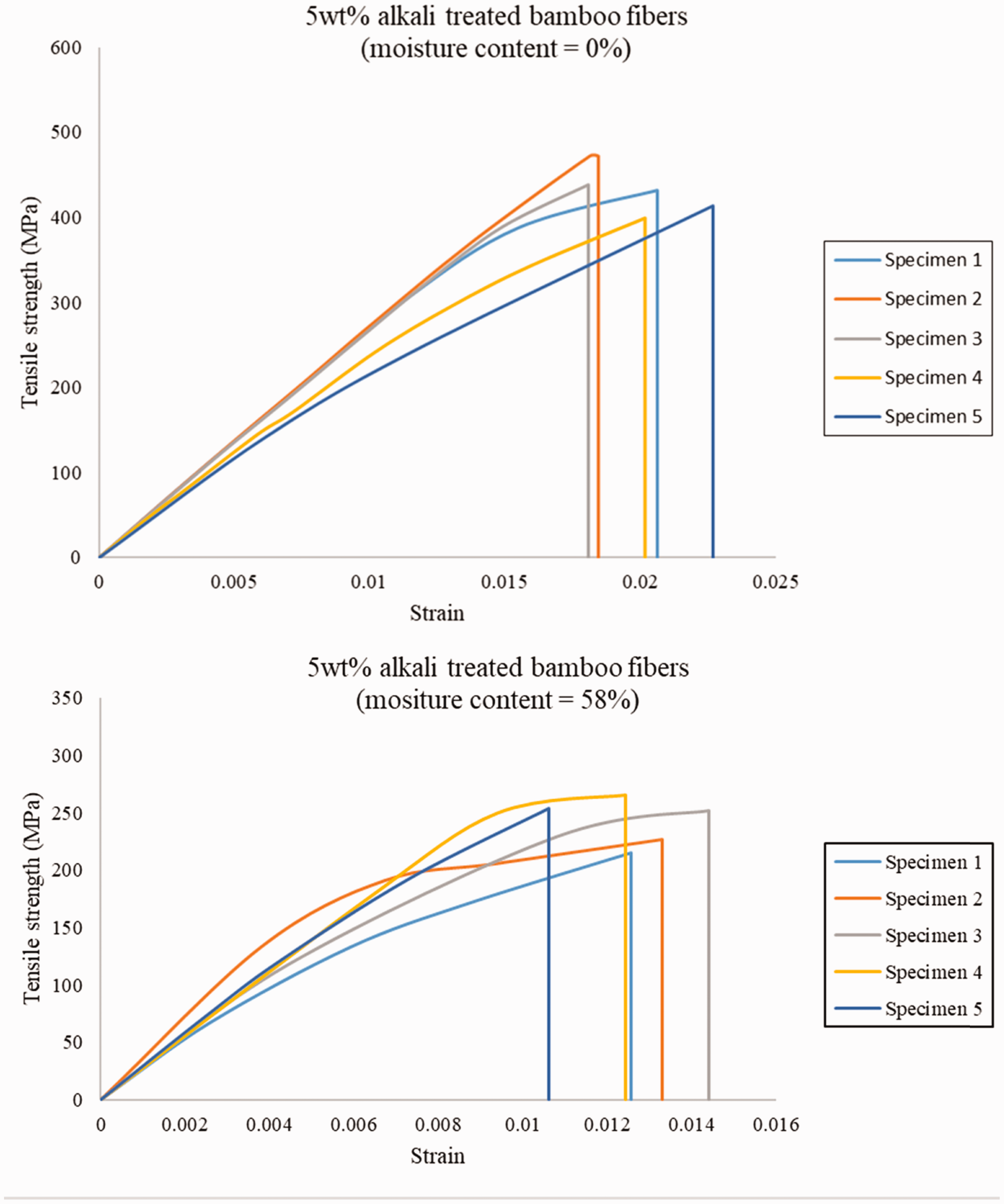

Preforming of a single fiber
Radius of curvature of a single bamboo fiber.
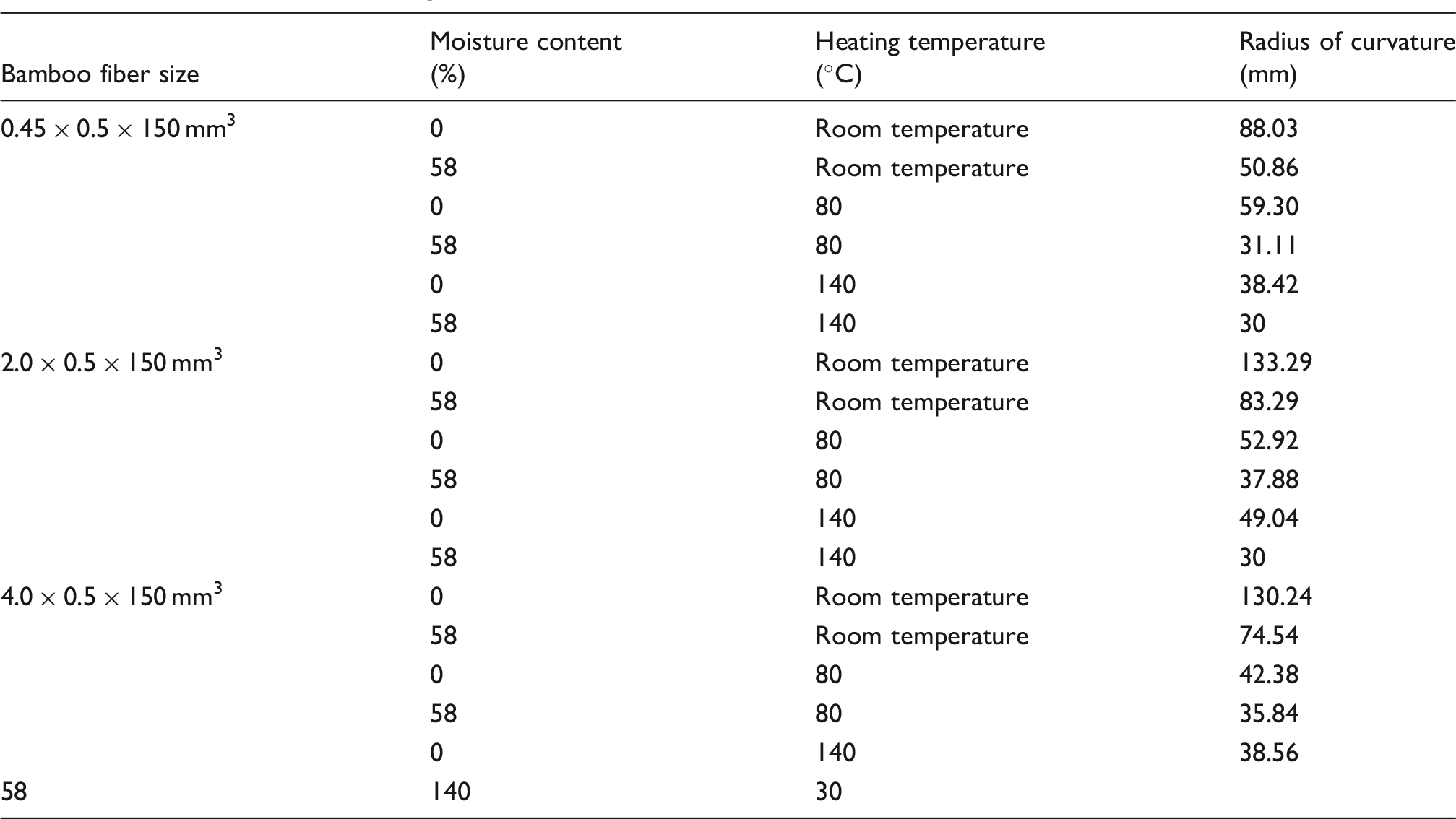
The corresponding photographs of the single bamboo fiber formed under 140℃ are shown in Figure 13. At a high temperature, the wet bamboo fiber has better formability than the dry fiber for all sizes, showing no spring back after forming.
Radius of curvature of single bamboo fiber.
Radius of curvature of single bamboo fiber (0.45 × 0.5 × 150 mm3).
However, the above conclusion may only suit the single bamboo fiber forming process. For the complex structure of bamboo fiber mats, the forming time may be longer in order to have a suitable forming result. For the case of bidirectional bamboo fiber mat, the transverse bamboo fiber may obstruct the bending motion of the longitudinal bamboo fiber during the forming process. This point can be illustrated by the data from Tables 2 and 4. Table 2 shows the forming result for dry bidirectional bamboo fiber mat under 140℃. The radius of curvature after forming is 59.92 mm. The radius of the curvature of a single fiber after forming is 38.42 mm under 140℃ as shown in line 5 of Table 4. Therefore, longer forming time may be necessary for complex bamboo fiber mats as compared to a single bamboo fiber.
Relaxation
According to the above discussions, the heating temperature and moisture content of the bamboo fiber are the major factors that affect the plastic deformation during the forming process. A relaxation test was also conducted to study the stress relaxation of a single bamboo fiber under a constant applied strain of 0.002, as shown in Figure 14. Both the dry and wet fibers in room temperature or 140℃ were tested. At the room temperature, the wet bamboo fiber shows faster stress relaxation and reaches a constant residual stress of about 36 MPa. The dry fiber has the relaxation behavior as well, but with less rate. Both the wet and dry fibers do not relax completely and have a residual stress after about 60 min. If the testing temperature was raised to 140℃, the stress will decrease to zero for both the wet and dry fibers. The wet fiber also has the faster relaxation rate. At high temperature, the plastic deformation is obvious, which compensates the applied strain and causes the stress to decrease.
Stress relaxation of a single bamboo fiber under a constant strain.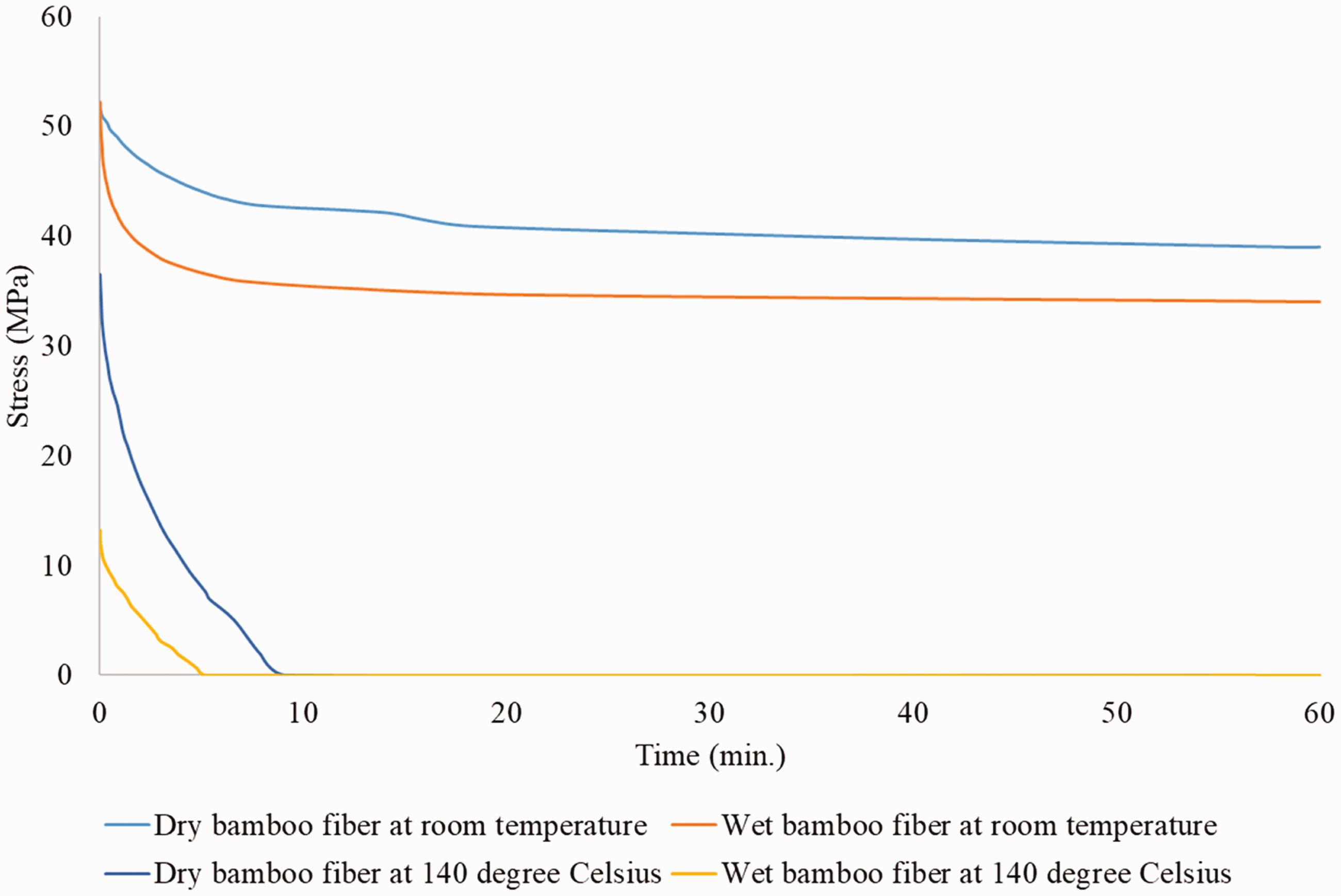
For the bamboo fibers at high temperature, the Young's modulus is lower than that in the room temperature. Therefore, upon loading, the bamboo fiber acquires lower stress at higher temperature, which can be relaxed completely with certain amount of plastic deformation. The amount of plastic deformation may be associated to the moisture content of the bamboo fiber.
It is noticed that the dry fiber has a complete relaxation at the high temperature under a 0.002 applied strain as shown in Figure 14. This is opposite to the result of the single fiber preforming where the dry bamboo fiber will spring back due to the residual stress after forming at high temperature. It was discussed previously that the formability will increase with the forming temperature for both the dry and wet fibers. Therefore, the allowed plastic deformation of the dry bamboo fiber will increase with the forming temperature as well. Figure 15 shows the stress relaxation of the dry bamboo fiber under different applied strains. As the applied strain is higher than 0.004, a residual stress will appear due to the insufficient relaxation. For our preforming experiment of the single fiber, the induced strain around the circular shape is around 0.007. Thus, a spring back will occur in the forming process. It is difficult to perform experiments for stress relaxation of the bamboo fiber at a high temperature and wet conditions due to the variation of the humidity. However, under the wet and high temperature conditions, the bamboo fiber is expected to have higher formability and allow more plastic deformation.
Stress relaxation of a single bamboo fiber under different applied strains.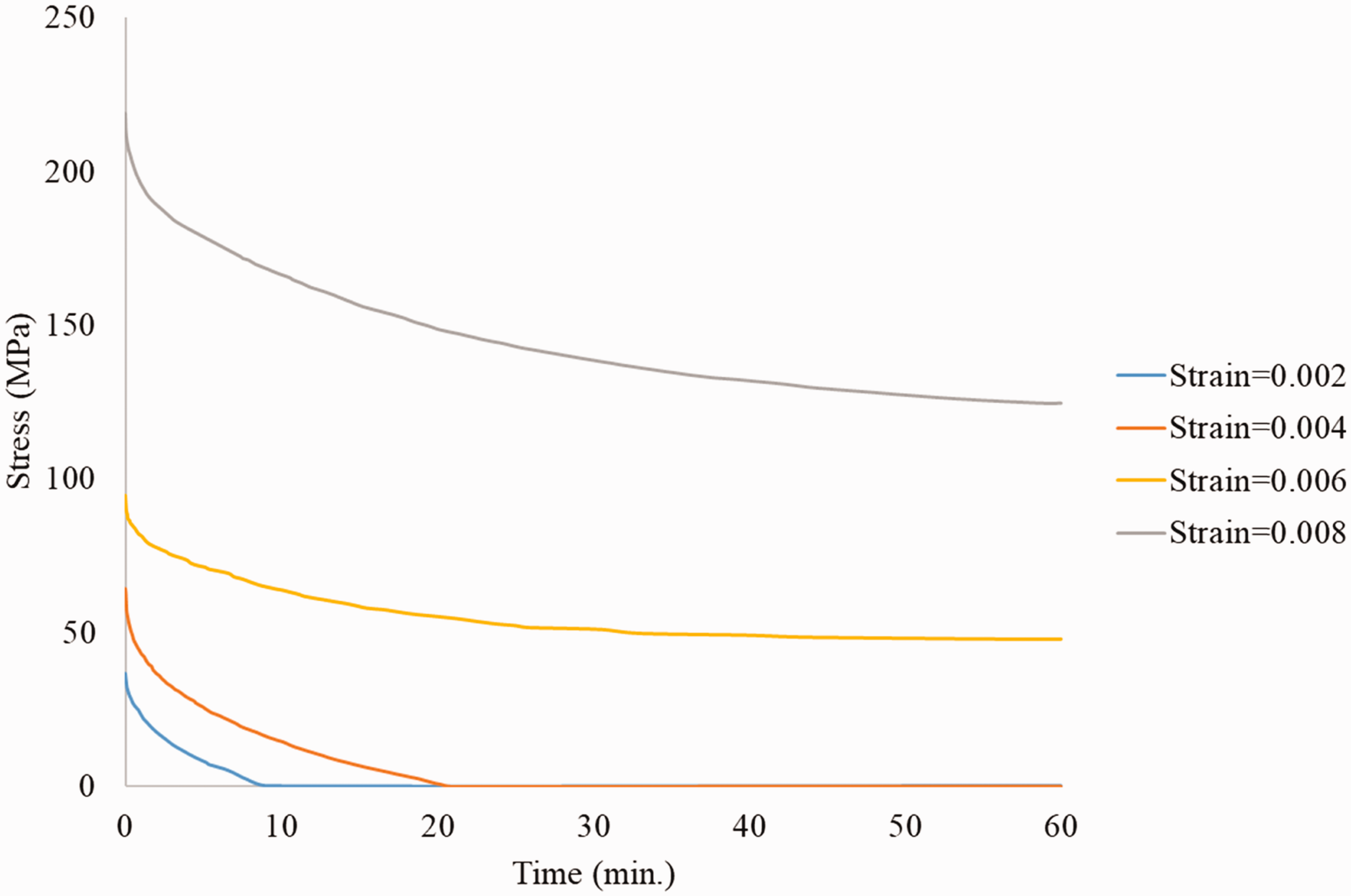
Conclusions
In this study, the bamboo fiber preforming was carried out, and the factors that affected the plastic deformation of the bamboo fiber were investigated. The bidirectional bamboo fiber mat can be successfully formed without spring back at a moisture content of 58% under the temperature of 140℃. It was noticed that the wet bamboo fiber has better formability than the dry bamboo fiber. For a single bamboo fiber, 1-min water spray on the fiber can allow it to reach a moisture content of about 58%. Under this moisture content, the wetted fiber can be formed to a half circular shape with a radius of 30 mm under 140℃ in only 1 min. It was also found that the size of the bamboo fibers does not affect the forming results. The result of the stress relaxation test showed that the wet bamboo fiber can have large plastic deformation under an external load. According to the results of stress relaxation tests, heating of the bamboo fibers will facilitate the plastic deformation and allow the complete stress relaxation while under a certain prescribed strain. However, dry bamboo fibers only have limited strain relaxation at the temperature of 140℃. A bamboo fiber under the heat and wet conditions can have a larger relaxation strain that will allow the plastic deformation during the preforming process.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank for the financial support from Ministry of Science and Technology in Taiwan under the contract number of MOST 107-2221-E-006-120.