
Abstract
In this study, the effect of graphene nano-sheets (GNSs) on mechanical and corrosion properties of AZ61 and AZ91 based composites was investigated, detail. GNSs have been successfully produced by the liquid phase exfoliation (LPE) method and then, added AZ61 and AZ91 matrix with 01, 0.2, and 0.5 wt% GNSs for the production of the composites. The composite compacts were produced by powder metallurgy technique and sintered for 2 h at 500 °C under Ar atmosphere. The composite characterizations were carried out by scanning and transmission electron microscopes (SEM, TEM), electron dispersive spectroscope (EDS), Raman spectroscopy, and X-ray diffraction. The mechanical properties and corrosion behaviors of the composites have been compared with compression tests and potentiodynamic scanning (PDS) techniques, respectively. The results showed that the compressive strength of the composites increased with increasing GNS amount in both the AZ61 and AZ91 matrix alloys. The most susceptible composites to corrosion for both AZ61 and AZ91 matrix were observed in the 0.5 wt% GNS containing structures. However, there is a certain ratio of GNS in the Mg matrix to achieve good corrosion resistance.
Introduction
Magnesium (Mg) alloys are the materials having a great potential to be used in structural applications in many sectors such as automotive and aerospace due to their high specific strength and ability to cause lightweight. 1 , 2 Therefore, poor wear resistance and low corrosion resistance of magnesium alloys are disadvantageous features that reduce their industrial application potential.3–5 Thus, the metal matrix composite (MMS) approach is an alternative way to solve the problems of magnesium alloys. 6 , 7
Many different materials were used as reinforcements such as oxides, silicate, borides, carburizes, oxide fibers, glass fiber or carbon fiber, etc. for the production of MMC materials. Each of these reinforcing phases led to the development of one or more properties of the matrix in different ways.7–10
Graphene is called as the material made of the 2 D hexagonal crystal lattice of carbon atoms connected to each other by sp2 bonds. 11 In other words, graphene is the name given to a single layer of graphite having a hexagonal structure. Thus, graphene has a high potential to be used in many advanced technology products. Graphene is a superior material with very high surface area, excellent thermal conductivity, high electron mobility, and mechanical strength beyond conventional materials12–15 and it is a good candidate in many metals, polymers, and even ceramic matrix composites as a reinforcing material. Briefly, a GNS single layer has approximately 1 TPa Young’s modulus, 5000 W·mK−1 thermal conductivity, 200000 cm2·v−1·s−1 high intrinsic mobility, 2630 m2·g−1 specific surface area, 97.7% optical transmittance, and -1x 10−6 K−1 thermal expansion in the in-plane direction.16–18
The main changes in the matrix with graphene addition can be listed as follows: i) yield and tensile strengths can be increased significantly, 19 , 20 ii) directional properties can be easily changed by proper orient of the graphene reinforcement, 21 iii) the appropriate ratio of graphene reinforcement increases the electrical and thermal conductivities of the matrix, 22 , 23 iv) multi-layer graphene provides lubrication to the matrix and increases its wear resistance, 24 v) graphene reinforcement increases the corrosion resistance of the matrix. 25 By the way, it should be noted that the graphene is relatively expensive and, its homogeneous distribution in the matrix is very difficult compared to other reinforcing elements. The main factor underlying the non-homogeneous distribution of the graphene layers; they tend to agglomeration due to π-π interaction between the layers. However, the problem can be overcome with surface modifications of graphene. 26
Graphene has been used as a reinforcing material in many studies for the development of new generation magnesium matrix composites.27–29 Many of the studies have focused on the properties of graphene on the strength of magnesium and/or magnesium alloy. The common point of the studies is increasing strength with the increasing amount of graphene in the matrix although the production methods of composite in the studies are different from each other.
Many different production methods such as casting, 30 powder metallurgy, 31 friction stir, 32 wire electric discharge machining, 33 thixomolding, 34 or in-situ process 35 , 36 have been used to reinforcing the nanomaterials to magnesium alloys. Therefore, the most preferred technique is powder metallurgy (PM), undoubtedly. Since the PM is a cheaper and simpler method than the others and, provides homogeneously distribution of nanophases in the matrix, successfully. However, produced parts by the PM have relatively limited dimensions. The usage of other novel methods is very limited due to their costs and needing specific/difficult processing steps.
The addition of 3 wt% GNS to the pure Mg matrix by PM technique increased its elastic modulus, yield strength, ultimate tensile strength (UTS), and Vickers hardness for 10.6%, 5%, 8%, and 19.3%, respectively. 27 Especially, the UTS value of pure Mg increased from 219 MPa to 238 MPa after GNS addition. Similarly, Munir et al. 37 reported that the ultimate compressive strength value (113 MPa) of 0.3 wt% graphene nanoplates reinforced magnesium matrix composite was 14% higher than its pure Mg (99 MPa) counterpart. By the way, Du et al. 28 have produced an ultra-high strengthed Mg alloy (ZK 60) composite with a very low GNS ratio (0.05 wt %) by facile melt stirring and hot extrusion processes. The UTS of the composite increased from 282 MPa to 336 MPa. The above studies revealed that the GNS has increased mechanical properties of the Mg or its alloys but the amount of the increase depends strictly on the production method and GNSs ratio.
Recently, some studies on the effect of graphene on the corrosion resistance of magnesium have been published.38,39 Rashad et al. 39 reported that the addition of graphene nanoplatelets (GNPs) into AZ31 and AZ61 matrix decreased the corrosion resistance of the composites due to the galvanic effects of GNPs compared to their unreinforced alloys. Also, the corrosion currents of the composites increased with increasing GNPs fraction in the matrix. However, the corrosion resistance of AZ61 matrix composites was higher than that of AZ31 matrix composites due to the high content of aluminum in the AZ61 alloy. Because the addition of GNPs to matrix alloy increases the dislocation density at the matrix/GNPs interfaces and it triggers the crevice corrosion attacks at where.
In this study, the effect of graphene nano-sheets (GNSs) on mechanical and corrosion properties of AZ61 and AZ91 based composites was investigated in detail.
Experimental procedures
Synthesis of graphene nano-sheets (GNSs)
The liquid phase exfoliation (LPE) method was used to produce GNSs. Hexagonal graphite powders (Merck, 10 µm) were used as the starting material. 0.05 gr hexagonal graphite was added into 100 ml N-Methyl-2-pyrrolidone (NMP) and the mixture was stirred in an ultrasonic homogenizer (Sonics VCX 750) for 2 hours. The mixture was centrifuged at 5000 rpm for 3 hours and NMP-GNSs mixture was separated from each other. GNSs precipitated at the bottom of the sample tube were washed with ethanol. Then, the microstructure of the obtained GNSs was investigated using a transmission electron microscope (TEM) (JEOL JEM-1011). The produced GNSs were characterized using Raman spectroscopy (WITech alpha 300 R).
Production of AZ61 and AZ91 matrix composites reinforced with GNSs
Both matrix alloys and composite compacts were prepared by using the same mechanical milling process. Firstly, starting matrix powders were weighted in the stoichiometric ratio and put in the grinding chamber for obtaining AZ61 and AZ91 alloys. Then, the mixing was made by a planetary mill (Fritsch premium line 7) for 90 min at 200 rpm to make a homogeneous mixing of the powders. Finally, GNSs were added into mixed powders and continued for 15 min the milling process. The process was repeated for obtaining AZ61 and AZ91 compacts reinforced with 0.1, 0.2, and 0.5 wt% GNSs in the matrix alloys. By the way, the steel ball/powder ratios were selected as 20/1 during the milling. The chemical compositions of the prepared alloys were presented in Table 1. The powders were cold-pressed in a 12 mm diameter die under 500 MPa pressure and the preparing pellets were sintered for 2 h at 500 °C. All production steps of the samples were carried out in a glove box under the Ar atmosphere. Samples were 12 mm in diameter and 6 mm in thickness (Figure 1).
Chemical compositions of AZ61 and AZ91 matrix alloys (wt%).
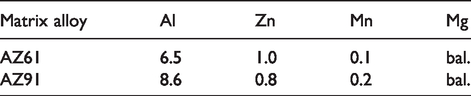
A macro-scale image of the produced composite.
Characterization of the composites
Microstructural observations were carried out by using a scanning electron microscopes (SEM, Hitachi SU3500) and a transmission electron microscope (TEM, Jeol JEM 1010). An X-ray diffractometer (XRD, RIGAKU Miniflex600) and energy dispersive spectroscopy (EDX, Oxford AZtech) were used for elemental identification and quantitative compositional information of the composites. In addition, a Raman spectroscopy (WITech alpha 300 R) was used to characterize the graphene nano-sheets (GNSs).
Mechanical tests
Uniaxial compression tests were carried out on the composites for determining the mechanical properties of the unreinforced alloys and composite materials. The compression tests were performed using a Shimadzu universal (AG-X 10 kN) tension-compression test system with a crosshead speed of 2 mm/min at room temperature. The ultimate compression strength (UCS) and yielding strength and strain values of the samples were calculated from the curves. Three tests were conducted for each sample group to obtain an optimum average value.
Corrosion tests
Corrosion tests were carried out for determining the effect of GNS fraction on the corrosion resistance of the AZ61 and AZ91 matrix composites. The electrochemical investigations of the composites were carried out by potentiodynamic scanning (PDS) technique in 3.5% NaCl aqueous solutions. A saturated Ag/AgCl and platinum (Pt) wire electrodes were used as a reference and auxiliary electrodes, respectively. Firstly, the specimens were immersed in the electrolyte until reaching a steady-state open circuit potential (Eocp) before the PDS tests. After equilibration, polarization started with a rate of 1 mV·s−1 from the cathodic overpotential of -300 mV vs. Eocp. The scan was stopped when the composites reached an indicated current density (> 50 mA.cm−2). The area of the corroded composites was about 1.13 cm2 and all data have been normalized according to the surface area. The composite surfaces were prepared by grinding with from 400 to 1200 grit papers and polished with 3 and 1 m diamond pastes before the corrosion tests, respectively. Finally, the corroded surfaces were cleaned ultrasonically for removed corrosion products after the corrosion tests.
Results and discussion
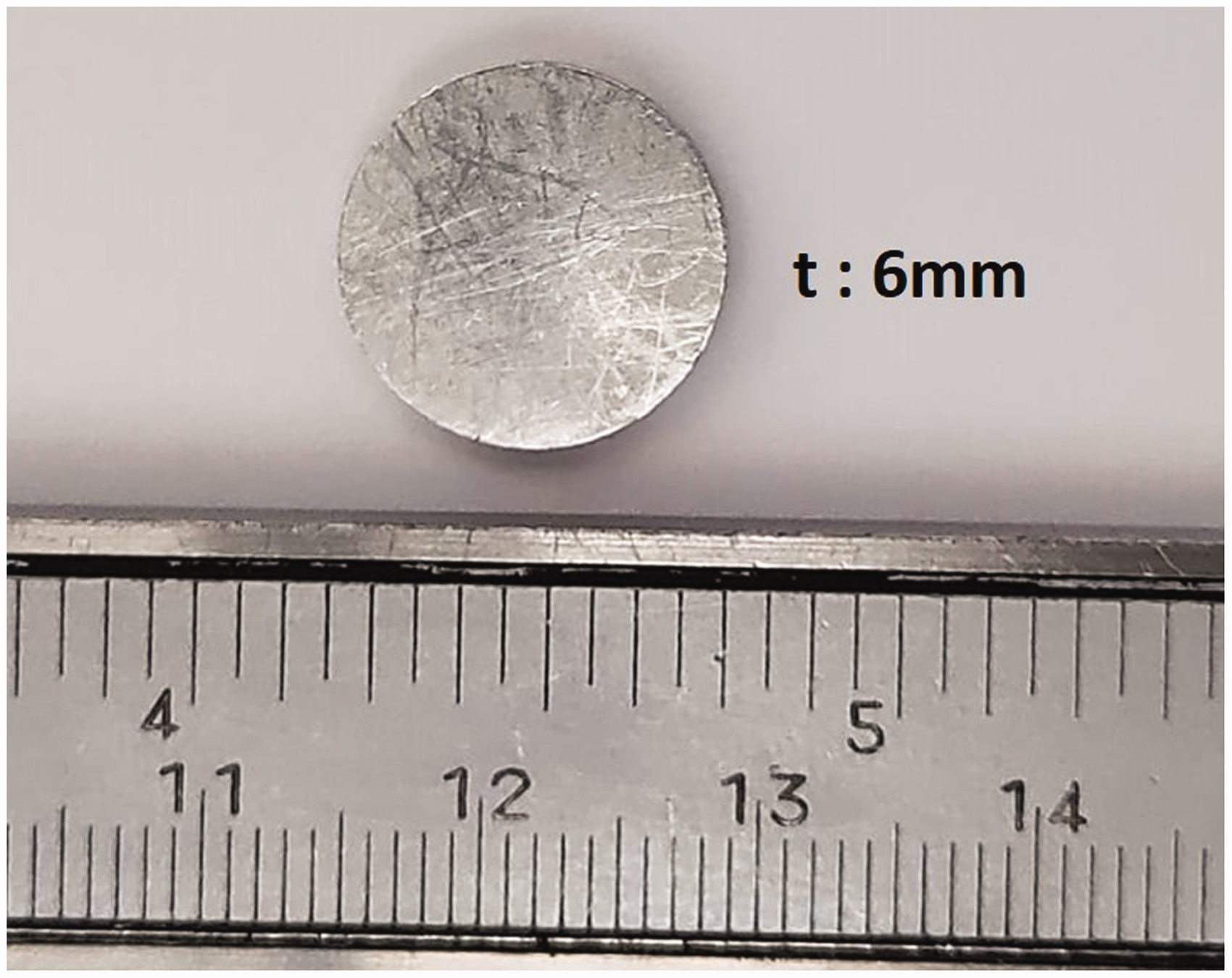
The GNSs were produced by using the liquid phase exfoliation method in this study. It is well known that the liquid phase exfoliation method is based on the mixing of hexagonal graphite powders in a solvent and separation of the layers from each other by the penetration of solvent atoms into graphite layers. The solvent atoms cause the breakdown of the Van der Waals bonds between the layers. More detailed information about the production process can be found in our previous study. 40 Figure 2 shows the TEM image and Raman spectra of GNSs produced by using the liquid-phase exfoliation method.
Raman spectra of the synthesized GNSs and its TEM image.
It was found that the width of the layer is greater than 200 nm. The G-band is at about 1577 cm−1 and is due to E 2g mode at the Γ-point. G-band arises from the stretching of the C = C bond in graphitic materials and is common to all sp2 carbon systems. In the case of having multi-layered graphene in the structure, the peak of the G band is more intense and sharper; whereas, the 2 D peak gives a less intense and wider peak. If a single layer is dominant in the structure, the opposite is true. However, both G and 2 D peaks were intense as seen in Figure 2. Thus, it can be asserted that both monolayer and multilayer graphene were present in the structure.
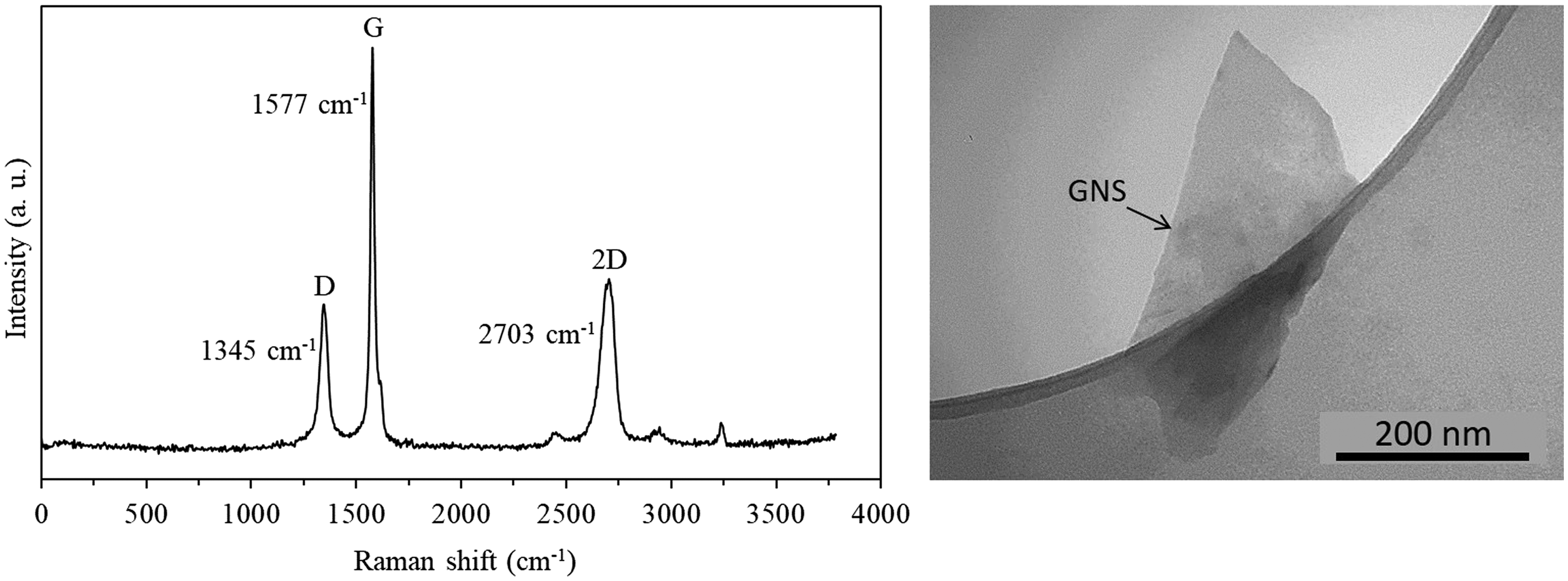
Figure 3 shows the XRD analysis of the unreinforced alloys and composites. Two intense peaks were remarkable in AZ61 and AZ91 alloys. The peak at ∼34° showed the
XRD analysis of the unreinforced alloys and composites.
Ball milling was used for homogeneous reinforcement of GNSs. GNSs were embedded into the soft Mg matrix during the process. Therefore, SEM images were obtained by examining the interface upon breaking from the sintered bulk sample cross-section.
Figures 4 and 5 show the SEM images of the unreinforced alloys and their composite counterparts reinforced with GNSs. The figures showed that the GNSs are embedded in the AZ61 and AZ91 matrix structures, successfully. The presence of GNSs in composite structures was also confirmed by EDX analysis taken from the Figures 4(d) and 5(d). Characteristic carbon Kα peak at 0.277 eV was seen on the figures.

Cross-section SEM images of a) the unreinforced A61 matrix alloy and the composites reinforced with b) 0.1, c) 0.2 and d) 0.5 GNS wt%.

Cross-section SEM images of a) the unreinforced A91 matrix alloy and the composites reinforced with b) 0.1, c) 0.2 and d) 0.5 GNS wt%.
Figure 6 shows the EDX mapping results of GNS in Figure 4(d). The sample has the highest GNS rate. It has also been confirmed that alloying elements in the structure are distributed homogeneously and GNSs are embedded in the matrix alloy. By the way, similar results were seen in other samples although EDX was taken from all samples. So the results are not presented in the article.
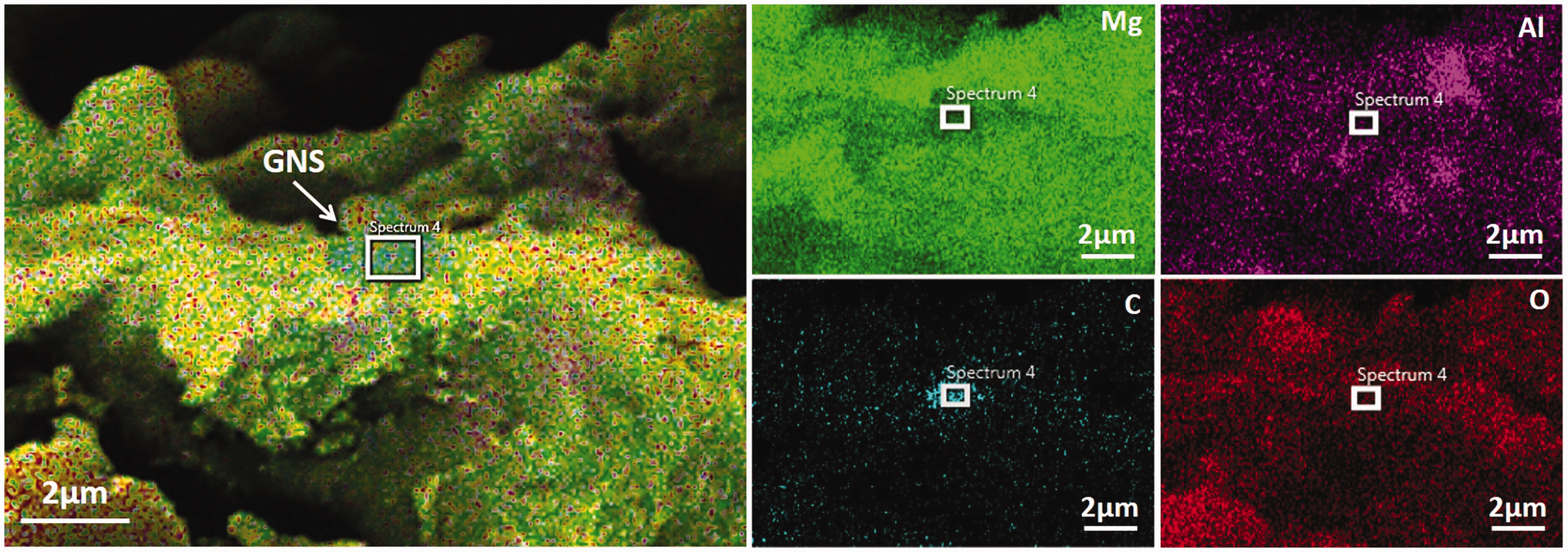
EDX mapping results of GNS in the Figure 4(d).
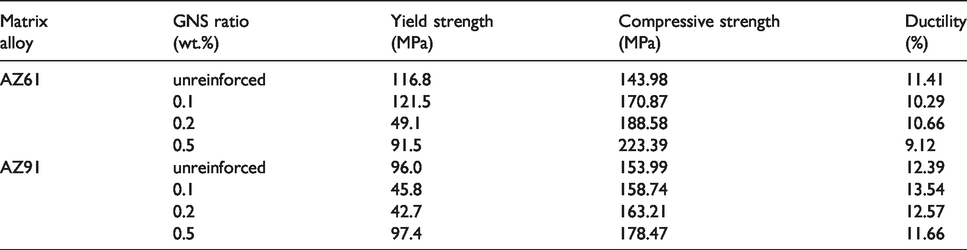
Figure 7(a) and (b) display the compression stress-strain curves of the unreinforced alloys and their composite counterparts. Some important mechanical properties obtained from these curves are collected in Table 2. The compressive strength of the samples increased with increasing GNS amount in both the AZ61 and AZ91 matrix alloys. While an increase of 18% was observed in compressive strength with 0.1 wt% GNS reinforcement in the AZ61 series, there was a decrease of 9.8% in the ductility. The rates were calculated as 55% and 20% in 0.2% GNS reinforced composites, respectively. However, the results showed that the effect of GNS reinforcements on the AZ91 series led to a limited change in the properties. The compression strength of the AZ91 alloy increased from 154 to 178 MPa (∼16 increments) by increasing the GNS reinforcement rate to 0.5 wt% (Figure 7(c)).
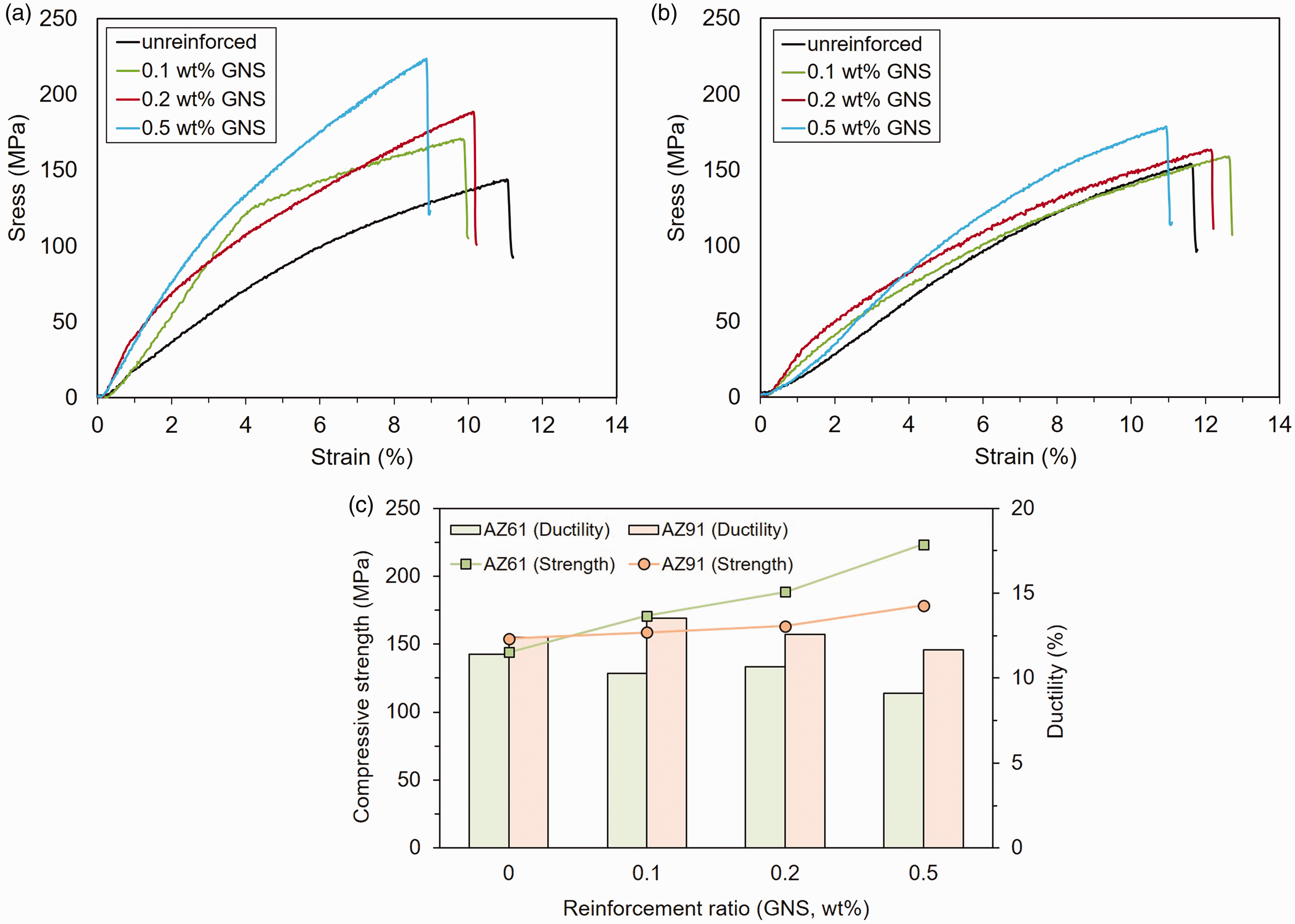
Compression stress-strain curves of a) AZ61-based and b) AZ91-based composites and unreinforced alloys and c) compressive strength and ductility as a function of GNS ratio in the matrix.
Mechanical properties of AZ61 and AZ91-based composites and unreinforced alloys.
The strength increase in Mg alloy/GNS composites can be explained with four mechanisms: i) load transfer between the matrix and GNS, ii) differences in the thermal expansion coefficient of the components, iii) grain refinement and, iv) Orawan looping. 27 , 28 The matrix extends under a load and the shear stresses on the matrix reinforcing interface is transferred from the elongated matric to the reinforcement. Then, the reinforcement resists against fracture. The effectiveness of reinforcement against fractures depends on the reinforcement distribution, the volume fraction, the interface wettability, and the orientation of the reinforcement in the matrix. Graphene nanosheets which are regularly dispersed into the matrix are aligned under the tensile load in the tensile direction and elongated even more. While graphene nanosheets elongating in the tensile direction cause strength increase, graphene sheets placed perpendicular to the tensile direction do not elongate and have a little contribution to the strength. Al alloying element is added into reinforcement to facilitate the load transfer from pure Mg matrix to GNSs. 41 The thermal expansion coefficients (CTE) of Mg and GNS are 26 × 10−6 K−1 and 1 × 10−6 K−1, respectively. This difference in the CTE values causes the hindering of dislocation moving between the matrix/GNS interfaces. So the strength of the composite increases with increasing dislocation density due to the strain hardening. As well known that Orowan looping is an effective strength increasing mechanism in such metal matrix composites. The GNSs in the Mg alloy matrix causes the formation of residual dislocation loops around the reinforcing phases. Dislocations begin to move under the effect of the load and their movements are inhibited by GNSs and dislocations are bent. These bent dislocations create back stress and lead to an increase in the flow strength of the composite. By the way, some dislocations can by-pass GNSs by making bow movement. At this point, the loops known as Orowan looping are formed. These loops cause high work hardening. 29
In this study, the strength increase in GNSs reinforced AZ61 and AZ91 magnesium alloys were achieved by the above-described mechanism. The strength values obtained in this study may show some differences compared to the literature.34,42,43 Because the samples were produced by using the powder metallurgy method in this study, a secondary deformation process such as extrusion or forging was no applied to the obtained samples and no additional process was conducted on the surfaces of the reinforced GNSs. For example, an extrusion process to be made on the samples will minimize the pore amount coming from the powder metallurgy in the samples and allow the GNSs to be arranged in one direction. This will cause an increase in strength. Nevertheless, the obtained results are compatible with the literature. 29 , 44 The main issue to be explained here is that even though GNSs improved considerably the mechanical properties of AZ61 alloy, why did this improvement not take place in AZ91 series? Many studies have been conducted on the interfaces of the composites obtained with the addition of carbon nanostructures into the AZ series magnesium alloys.45,46 The formation of the Al2MgC2 phase in the AZ61/CNT composite structures has been reported by Fukuda et al. 45 Besides, this phase improves the mechanical properties if it is present at a certain level. It can be concluded that lower strength values of the AZ91 series may be related to the formation of a lower amount of Al2MgC2 in the structure. However, the formation of the Al2MgC2 phase was not be verified by XRD analysis due to the lower content of GNSs (max. 0.5 wt% in this study) in the matrix. Of course, Al amount in AZ91 series alloys is at least 3% higher than the AZ61 series. However, XRD results showed that a major amount of Al was linked by the formation of β-phase in the AZ91 matrix. Another disadvantage of having a higher amount of Al in AZ91 series is as follows; the co-existence of the Al-graphene couple causes the formation of Al4C3 carbide at the interfaces and this negatively affects the strength values of carbide.47,48 Also, it has been reported that the dislocation intensity at the Al/graphene interface decreases with the increasing amount of Al4C3. 48 In this study, there are many intense defects on the surfaces of GNSs synthesized with the LPE method. During synthesis, high-power ultrasonic homogenizer layers increase the quantity of defects. These defects promote even more the carbide formation at the Al-graphane interfaces.
The potentiodynamic polarization (PDS) curves of the corroded samples and some important corrosion parameters calculated form the curves have been presented in Figure 8 and Table 3, respectively.
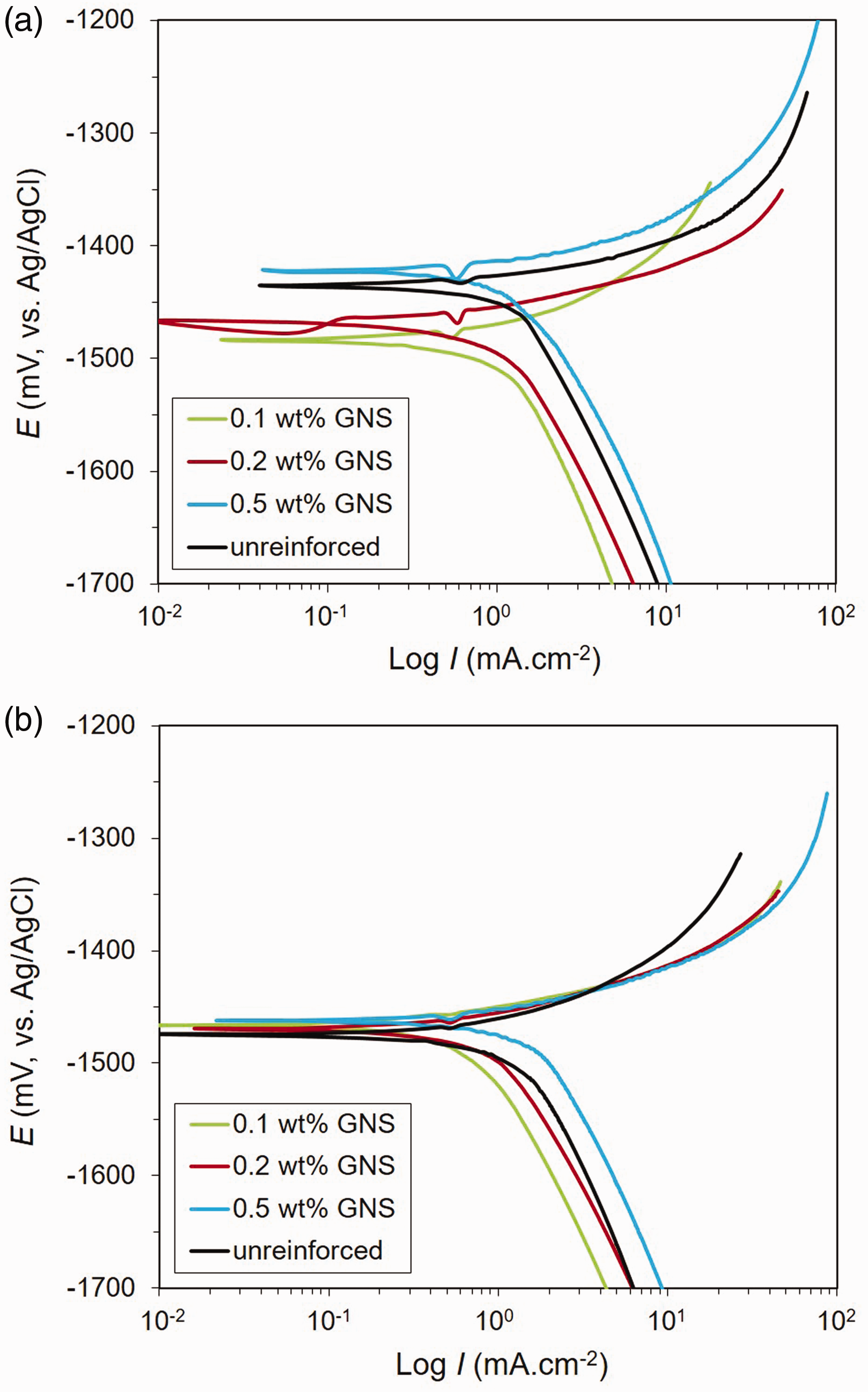
Potentiodynamic polarization (PDS) curves of a) AZ61-based and b) AZ91-based composites and their unreinforced alloys.
Corrosion properties of AZ61 and AZ91-based composites and unreinforced alloys.
The highest corrosion current density (Icorr) values and corrosion rates were obtained in the AZ91 matrix composite reinforced with 0.5 wt% GNSs as 1.97 and 1.66 mA·cm−2, respectively. Besides, the most resistive composites to corrosion were 0.2 wt% GNSs containing structures (Table 2). The polarization resistance (Rp) of these composites were also high relative to others. The results showed that the composites reinforced with lower GNSs (such as 0.1 or 0.2 wt%) had better corrosion resistance than both unreinforced alloys and high GNSs (such as 0.5 wt%) phase containing structures. In can be said that there is a susceptible GNS rate in terms of corrosion for the composites.
The SEM images of corroded surfaces and their x-ray elemental mappings are presented in Figure 9.

The corroded surfaces and their X-ray mapping images of a, c) AZ61/0.5 wt% GNS and b, d) AZ91/0.5 wt% GNS composites in 3.5% NaCl electrolyte.
It is well known that the Mg alloys are very sensitive to the NaCl aqueous solutions and corrosion takes place very quickly at its 3.5% content. So the PDS curves did not show typical pitting attacks like Al alloys and the composites showed a complete dissolution (anodic branches in Figure 8). The anodic reaction of the AZ matrix (Mg + 2e− → Mg+2-) is balanced by cathodic reaction (2H+ + 2e− → H2) in NaCl electrolyte and, aggressive Cl− and OH− anions are formed localized dissolution sites in the surfaces (Figure 9).
By the way, the microporosity contents of the composites were calculated using the differences between the theoretical and experimental density outcomes as described in refs.34,38 The amount of the porosity increased with increasing GNS weight percentage in the matrix due to the lacking wettability of GNSs (Table 3). Since the samples were produced using the powder metallurgy method, it is ordinary to have micropores in the structure. Similar results have also been observed in graphene-reinforced magnesium matrix composites by Kavimani et al. 38 The microstructural observation showed that volcano-like corrosion products (marked with white dashed circles on the AZ91 mapping in Figure 9) formed around the porosities. It can be said that the boundary of the porosity in the composites acts as corrosion nucleation points in the early stage of polarization. The high corrosion rate of the AZ91/0.5 GNS sample may be attributed to this phenomenon.
The composite surfaces were completely covered with a corrosion oxide layer (Mg2+ + OH− → Mg(OH)− + OH− → Mg(OH)2) in the extensive stage of polarization (Figure 10(a) and (b)). However, the oxide film is porous and has a partial protective structure due to the occurrence of breaks and unprotected nature of the film.49,50 It was observed that the layers have different surface roughness at higher magnification (Figure 10(c) and (d)). It is known that Cl− ions of saline solution enter through the formed cracks and imperfections in the oxide layer and corrode the material surface due to difficult oxygen transfer under the layer.41,49,51 The beginning of the destructive of the oxide layer is shown in Figure 10(e) and (f).

SEM morphologies of corroded surfaces of a, c) AZ61/0.5 wt% GNS and b, d) AZ91/0.5 wt% GNS composites in 3.5% NaCl electrolyte at various magnifications.
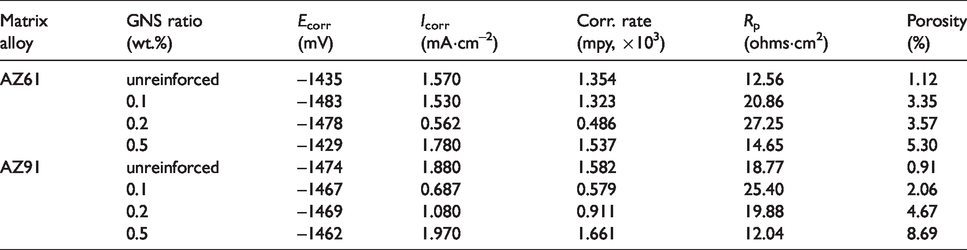
During the detailed observations, two different microstructure have been noticed in all corroded surfaces after polarization tests (Figure 11). Generally, it was observed that AZ61-based composites have a flake-like structure while AZ91-based composites were a needles-like microstructure. In other words, the needles-like structure content was much higher in the AZ91 matrix due to the probably higher amount of β-phase (Figure 3) and its discontinuous lamellar structure.41,52 It was reported 41 that the β-Mg17Al12 and MnAl2 secondary phases affect highly the corrosion resistance and its morphology of the Mg-Al alloys. In the early stages of corrosion, localized corrosion begins at the interfaces α-Mg matrix and these phases. In other words, corrosion paths are propagated around the cathodic networks (Figure 11). According to Table 3, the relatively low corrosion resistance of AZ91-based composites compared to AZ61 matrix composites can be related to the high amount of β-phase in these composites.
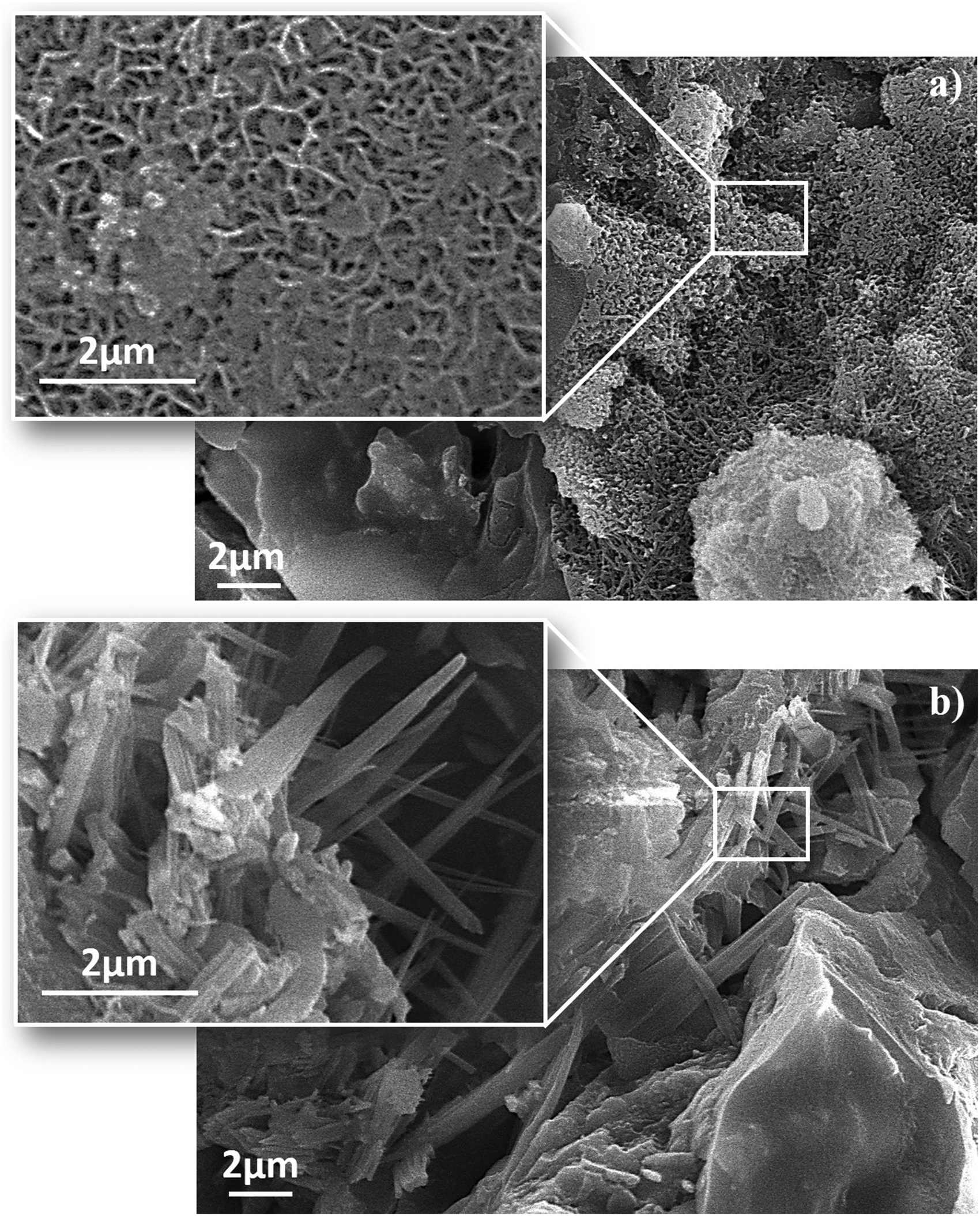
a) The flake-like structure in AZ61/0.5 wt% GNS and b) needles-like microstructure in AZ91/0.5 wt% GNS composites.
Consequently, the UCS of both AZ61 and AZ91 matrix was increased with increasing GNS amount as expected. The results agree with published literature. Mechanical properties of the AZ61 matrix are further improved with graphene addition than AZ91 matrix composites. The UCS values showed that AZ series (aluminum and zinc) Mg matrix composites reinforced with GNS can also be an alternative candidate for Al-GNP 53 or Al-SiC-GNPs 10 hybrid composites. It can be thought that matrix material may have been a great effect on the physical properties of the graphene containing composites. Besides, it seems that the low GNS (≤ 0.2 wt% GNS) addition and high Al content (∼9% in AZ91) in an Mg matrix are decreased the corrosion susceptibilities of the composites.
Conclusions
In this study, the liquid phase exfoliation (LPE) method was used for the production of graphane nano-sheets (GNS). Then, the GNSs were embedded into AZ61 and AZ91 alloys by using the ball-milling process with different percentages. The powder compacts were compacted by the powder metallurgy technique and sintered for the production of composite structures. The compressive strength of the composites increased with increasing GNS amount in both the AZ61 and AZ91 matrix alloys. The results showed that the compression strengths of the AZ61 and AZ91 alloys increased from 143 and 154 to 223 and 178 MPa by increasing the GNS reinforcement rate to 0.5 wt %, respectively. In other words, the effect of GNS reinforcements on the AZ91 series led to a limited change in the properties due to the high amount of secondary phases in the AZ91 series.
The electrochemical results showed that the composites reinforced with lower GNSs had better corrosion resistance than both unreinforced alloys and high GNSs phase containing structures. In can be said that there is a susceptible GNS rate for the composites in terms of corrosion. Therefore, the microstructural observation confirmed that AZ61-based composites have a flake-like structure while AZ91-based composites were a needles-like microstructure, mostly. Briefly, the weight percentage of GNSs in the matrix, lacking wettability between the GNS/matrix, the microporosity content of the matrix, secondary phases, and oxide microstructure are the main factors that emerged these behaviors.
Footnotes
Acknowledgments
The authors would like to acknowledge the financial support of the Mersin University Department of Scientific Research Projects (Project No. 2018-3-TP2-3043).
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.