
Abstract
This study deal with the development and investigation of a novel hybrid nano-shell plant fiber biocomposite. Nano-calcium carbonate CaCO3 ranging from 1 to 5 wt% and 20 wt% banana fiber-filled hybrid biocomposite were prepared using a hand lay-up process followed by applying load on a closed mold. Nano-CaCO3 of near-uniform size and shape was synthesized from Achatina Fulica through a mechanochemical technique. The effect loading fiber of uniform 30 mm size on the mechanical, physical, thermal properties of greenpoxy composite was investigated. The influence of nano-CaCO3 loading (1 to 5 wt%) on banana fiber-filled greenpoxy composite, dynamic mechanical properties, tensile, flexural, impact strength was further investigated. The result showed that the loading of banana fiber improved mechanical properties and negatively affected temperature dependence storage modulus, loss modulus, and tan δ. Better load carrying and stress distribution capacity of the fiber within the biocomposites can be attributed to the high strength and stiffness observed for these series. The poor thermal properties of banana fiber can be ascribed to a decrease in the temperature dependence properties. The loading of nano-CaCO3 improved most of the banana-filled greenpoxy biocomposite, and hybrid composite with 2 wt% nano-CaCO3 offered superior properties. Uniform dispersion, excellent matrix/nano-CaCO3/banana fiber adhesion provided a strong structure, resulting in improved mechanical and temperature-dependant properties.
Keywords
Introduction
The intensification of environmental awareness, ecological concerns, and new legislation in recent decades increased global attention on the development of bio-fiber-reinforced plastic composites.1–5 Biocomposite materials, developed from a combination of matrix and reinforcement of natural fibers such as banana, jute, and coir, have significant advantages over synthetic-based composite.6–8 Advantages of composites reinforced with natural fibers include but are not limited to developing materials that are low-cost, low-density, and eco-friendly. Moreover, the high specific properties of these materials make them one of the most suitable materials for potential applications in automotive, mass transit, and marine industries.9–11 Correspondingly, composite materials based on renewable agricultural waste are gradually employed in the industries mentioned above, as these products significantly offset the disadvantages of fossil fuels and conventional petroleum-based materials. 12
Additionally, the use of low-cost fibers has been considered an alternative way to develop biocomposites to meet people's daily needs. 13 The bio-based composites are also used in as diverse fields as sports equipment, household furniture, textile, flooring, and lightweight car components.10,14 Even though several efforts are directed to developing biocomposite materials with enhanced performance for several applications, the plant stem regarded as waste is not still being utilized. 10 In particular, banana fiber, known as lignocellulosic fiber, obtained from the banana plant's pseudo-stem (Musa sepientum), has relatively good mechanical properties but is not fully exploited. 15 This fact has generated numerous studies, and the experimental results obtained from investigations confirmed that banana fiber offers suitable reinforcement properties for improving the mechanical strength of polymer composites.16–19
Since composite is a combination of two or more materials, another material needs to be combined with banana fibers to achieve a biocomposite formulation and structure. Polymeric materials, either synthetic or naturally sourced, have been used as a binder material for combining several strands of fibers to produce a composite. Banana fibers were commonly used as chopped strands, often incorporated to enhance the strength of polymeric materials. The critical lengths of fibers and the fiber volume contents are essential factors in determining the load-bearing capacity of composites. Several studies have incorporated different quantities in terms of weight percentages of banana fibers into the polymeric materials to produce composite materials with improved mechanical and thermal properties.5,14,20,21 Ramesh et al. 3 processed and evaluated the mechanical properties of banana fiber reinforced polymer composites with a fiber volume content of 40–60% and compared the results with glass fiber reinforced composites with a fibre content of 50% by volume. The experimental results showed that composite materials with 50% banana fiber and 50% epoxy exhibited excellent load-carrying capacity than other combinations of fibers/epoxy. It was further suggested that the banana fibers might be used as an alternate material for conventional fiber-reinforced polymers, which may be the choice of material for the interior parts of vehicles, including the interiors of aircraft.
In the research work reported by Joseph et al., 22 the mechanical properties of glass fiber and banana fiber reinforced phenol-formaldehyde composites were determined and compared. The optimum fiber length for higher tensile strengths of glass fibers and banana fibers was achieved at 40 mm and 30 mm, respectively. Significant increases of up to 400% and 320% were observed in the tensile strength and stiffness, respectively, as compared to the corresponding values for neat resin with a 48% volume content of banana fibers. In like manner, Paul 23 prepared and characterized a biocomposite derived from the banana plant stem. The biocomposites were fabricated with fiber reinforcements ranging from 20% to 50%, and the maximum values of mechanical and thermal properties were observed at banana fiber volume contents of 30% with a standard banana fiber size of 30 mm. Given the information provided above, it could be concluded that the reinforcements using banana fibers are an effective way of enhancing the properties of composite materials. However, the studies differ on the optimum volume contents of the reinforcements concerning achieving higher strength and stiffness. Inconsistences in the experimental results may be due to high amounts of natural fibers used to reinforce matrix materials. For example, the amount of matrix available at the fiber interface could be limited, leading to weak bonding, resulting in poor mechanical properties.24,25 These challenges need to be addressed and overcome to produce materials with properties comparable to conventional composite materials.
It is noted that there is a limited amount of literature on hybrid biocomposites and, in particular, on incorporating biobased nanofillers in polymers and on banana fiber-reinforced thermoset polymers. Present study indicates that these challenges can be overcome by reducing the banana fiber reinforcement percentages and introducing biobased nanoparticles and green thermosetting polymers. The information in the available literature indicates that the optimal percentage of banana fibers has not been determined so far as there is no uniform effect of banana fiber reinforcement on composite materials at a given percentage weight. Some authors reported that composites with 30% banana fiber content exhibited superior mechanical properties in one study, 23 and in another study, it was stated that 40% by volume reinforcement with a constant fiber critical length of 30 mm provides superior properties. 22 The present study develops a novel nano-shell, and plant-fiber reinforced greenpoxy hybrid biocomposite by reducing the amount of reinforcement of 30 mm banana fibers to 20% and incorporating different reinforcement percentages of nano-calcium carbonate synthesized from Anchantina Fulica snail shell. The effect of the volume of the reinforcements for banana fiber-filled biocomposite was investigated against static, dynamic and thermal properties.
Experimental details
Raw materials collection, preparation, and synthesis
Aerontec (Pty) Limited South Africa supplied bio-based GreenPoxy, and catalyst with the trade name of SR 33 and SD 4775 used as a binder. The GreenPoxy resin is produced with a high content of carbon from plant origin. The banana fiber used for this study was sourced from India. An in-house synthesizing nano-CaCO3 from Achatina Fulica shell through mechanochemical techniques was used as a nanofiller. The nanoparticle size used for the study ranges from 25 nm to 63.68 nm.
Process of obtaining nano-calcium carbonate
The milling process of snail shell to nanoparticle involves dry and milling. In this process, 30 g of dried Achatina Fulica snail shells were measured and dry-milled in a planetary ball mill (Retsch® PM 100, Germany) to obtain a fine particle.26,27 The milling set-up comprises 50 stainless steel balls of 10 mm diameter and a 500 mL stainless steel jar (inner diameter of 100 mm). The snail shells were milling at 450 rpm for 30 minutes in a clockwise direction. After the milling process, shell particles were sieved using a mechanical sieving shaker (Retsch, AS 200 basics, Germany) to the particle size of ≤50 µm. Snail-shells powder collected was wet-milled to achieve nanoparticles. Subsequently, 30 g of snail-shells particle size of ≤50 µm was measured into the 500 mL stainless steel jar; Then, 100 mL of solvent was added and wet-milled at 450 r/min for 258 min in a clockwise direction. Afterward, the mixture of fine particles and solvent was separated by removing the fluid layer, free of a precipitate using the decantation method. Settled particles were washed by adding distilled water and separated using the decantation method to totally removal solvent remnants. This process was repeated five times to ensure the cleanness of fine particles. Then, particles were dried in the oven at 35°C for 72 h. The fine powders obtain thereafter were used as fillers for nanocomposite fabrication.
Preparation of biocomposite and hybrid
Biocomposite was prepared using a hand lay-up process followed by applying load using a closed mold. A uniform thickness mat was prepared from the banana fiber of uniform critical length (30 mm) and placed in an open and close mold. The fibers were chopped to a critical length of 30 mm to provide biocomposite with loading carrying capacity, enhancing mechanical strength and stiffness. Before cutting, banana fiber was chemically treated using sodium hydroxide (NaOH) to enhance the adhesion and interfacial bonding of fiber and matrix.28–36 The fiber was soaked in 6% sodium hydroxide (NaOH) solution for a day, washed under running water, dried for 24 h, and after that dry in an oven at 60°C for 1 h to remove moisture remnants. Simultaneously, nano-CaCO3 was dispersed in the GreenPoxy using a magnetic stirrer with a hotplate. To enable nano-CaCO3 dispersion in the greenpoxy and reduce greenpoxy viscosity, 100 wt% of GreenPoxy resin was measured into the beaker using a digital electronic scale with 0.1 g. The beaker was placed on a hotplate and heated up to 50°C. The temperature of the matrix in the beaker was monitored with the aid of a temperature probe. Later, nano-CaCO3 (1–5 wt%) was slowly incorporated into the matrix and mixed using a mechanical stirrer at 500 r/min for 1 h to ensure homogeneous dispersion.
Nano-CaCO3 and GreenPoxy mixture was taking off the stirrer and was allowed to cool down to room temperature. Then, the catalyst was added to the biocomposite at a mixing ratio of 100-27 wt%. The releasing agent (wax) was applied to the inner surface of the mold, and the fiber mat was positioned. After that, the amalgamation was poured on the fiber mat, placed in the mold, and spread using a wooden spatula. The mold was closed, and 92 N load was applied on the mold have a composite panel and allowed to cure for two days. After 15 mins, the fiber mat was repositioned in the mold, then nano-CaCO3/GreenPoxy/catalyst mixture was poured. The cured hybrid biocomposite was removed from the mold after 24 h and post-cure at 80°C for 4 h. The mechanical strength of the fabricated nanocomposite panel was investigated after 15 days.
Testing
Tensile
The tensile strength and Young’s modulus of biocomposite were determined according to ASTM 3039 test standard. The test was carried out using a Lloyd universal testing machine (Model 43) fitted with a 30 kN load cell manufacture by MTS, United States of America. Tensile of 250 mm × 25 mm × 3 mm, in length, width, and thickness by dimensions, were cut from the neat greenpoxy and the biocomposite laminate samples using a CNC machine. Five samples were tested at ambient temperature, and the constant cross-head speed of testing used was 0.85 mm/min. The mean value of the five samples was reported.
Flexural
The flexural strength and stiffness of unfilled greenpoxy, banana fiber-filled greenpoxy biocomposite, and nano-CaCO3 and greenpoxy nanohybrid biocomposite were determined according to ASTM D790-02 standard specifications. The investigation was conducted using a Lloyd universal testing machine MTS UTM Tensile Tester (Model LPS 304 – 424708 series) manufacture by Lloyd Ltd. Bognor Regis, West Sussex, UK, fitted with a 30 kN load cell. The test technique made use of a simply supported beam of 16:1 span-to-thickness ratio, with center loading support span. The samples' span length was 48 mm, and the nominal thickness was 3 mm, while the width was maintained at 12.7 mm. Five flexural specimens were investigated, and the average values of flexural strength obtained for all five specimens were reported. The constant cross-head speed of testing used was 0.85 mm/min.
Hardness
The resistance to indentation (hardness property) of the hybrid biocomposite was determined using Barcol hardness tester (Shenyang TX Testing instrument, China), commonly used to determine the hardness property of composite materials. The investigation was conducted according to ASTM D 2583 test standard. A standard impressed with steel truncated cone (6.82 height and a tip diameter of 0.55 mm) was used at an angle of 26˚. This intender was positioned on the hybrid biocomposite panel's top-flat surface, and a uniform downward press was applied by hand, and readings were collected directly from the dial gauge. Twenty indentation readings were randomly collected on each specimen, and the means values were used for graphical illustration and discussion.
Impact
The Charpy test was performed according to ASTM D6110-10 at room temperature using an Unnotched Izod impact machine manufactured by Tensometer Ltd., Croydon, England. Five biocomposite test specimens were investigated, and the mean value was considered for results and discussion. This investigation was conducted to determine the resistance of biocomposite to shock
Scanning electron microscope
Biocomposite fracture surfaces were sputter-coated using a Quorum K550x gold sputter coater. The fractured surfaces coated at 25 mA were observed on the Phenom Pharos Desktop SEM (Thermo Fisher Scientific, South Africa). Images were captured at an accelerating voltage of 10 kV. This investigation was carried to determine the fracture mechanism.
Dynamic mechanical analysis (DMA)
DMA measurements were carried on unfilled, banana fiber-filled biocomposite, and nano-shell and plant fiber-filled hybrid biocomposite at a frequency of 100 Hz in a 3-point bending mode (TA instruments model Q800, New Castle, DE, USA) from 20°C to 200°C under atmospheric conditions. This measurement determined the temperature dependant storage modulus, loss modulus, and tan δ peaks of the developed biocomposite. The specimen size of 5.5 cm × 1.2 mm × 0.35 cm was investigated.
Results and discussion
Tensile strength and stiffness
The tensile strength and the tensile modulus of unfilled, fiber-filled biocomposite, and nano-shell and plant fiber-filled hybrid biocomposite are presented in Figures 1 and 2. Figure 1 shows that the inclusion of fibers increased the tensile strength of the greenpoxy composite (control) from 73.3 MPa to 102.7 MPa, which is about an increase of 40% compared to the unreinforced case. This improvement in strength can be attributed to reinforcement properties and the load-carrying capacity of the fibers. The improvement can also be related to fiber and matrix compatibility as greenpoxy is developed from plant extract. This finding is consistent with available literature where the inclusion of banana fibers improved tensile strength.3,9,18,37 It was further observed that the inclusion of nano-CaCO3 increases the strength and stiffness of hybrid nano-shell and plant fiber-filled biocomposite irrespective of reinforcement ratio. However, a significant linear increase in hybrid biocomposite strength and stiffness was obtained at adding nano-CaCO3 up to 2 wt%, and a reduction of this percent was seen afterward. This trend is consistent with the available literature results where a low concentration of loading nano-CaCO3 synthesized from a natural source such as a shell improves biocomposite strength. 38 The addition of nano-CaCO3 enhanced hybrid biocomposite strength from 102,7 MPa to 116,7 MPa to 180 MPa and afterward decreased to 111 MPa to 119 MPa to 121.9 MPa at 3 wt% to 5 wt% nano-CaCO3 loading, respectively.
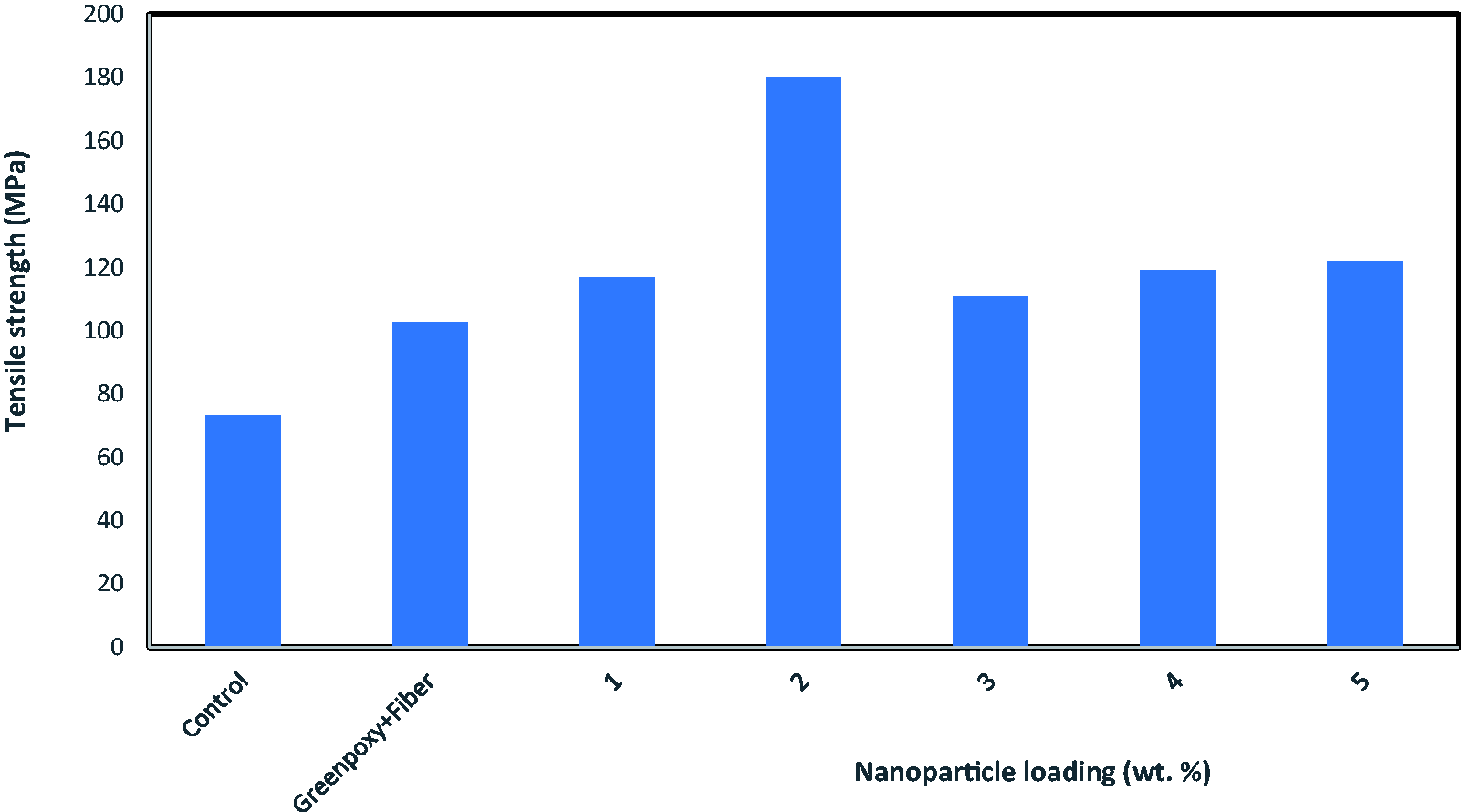
Graph showing tensile strength of unfilled greenpoxy, banana filled greenpoxy composite, and hybrid nano-shell plant fiber biocomposite.
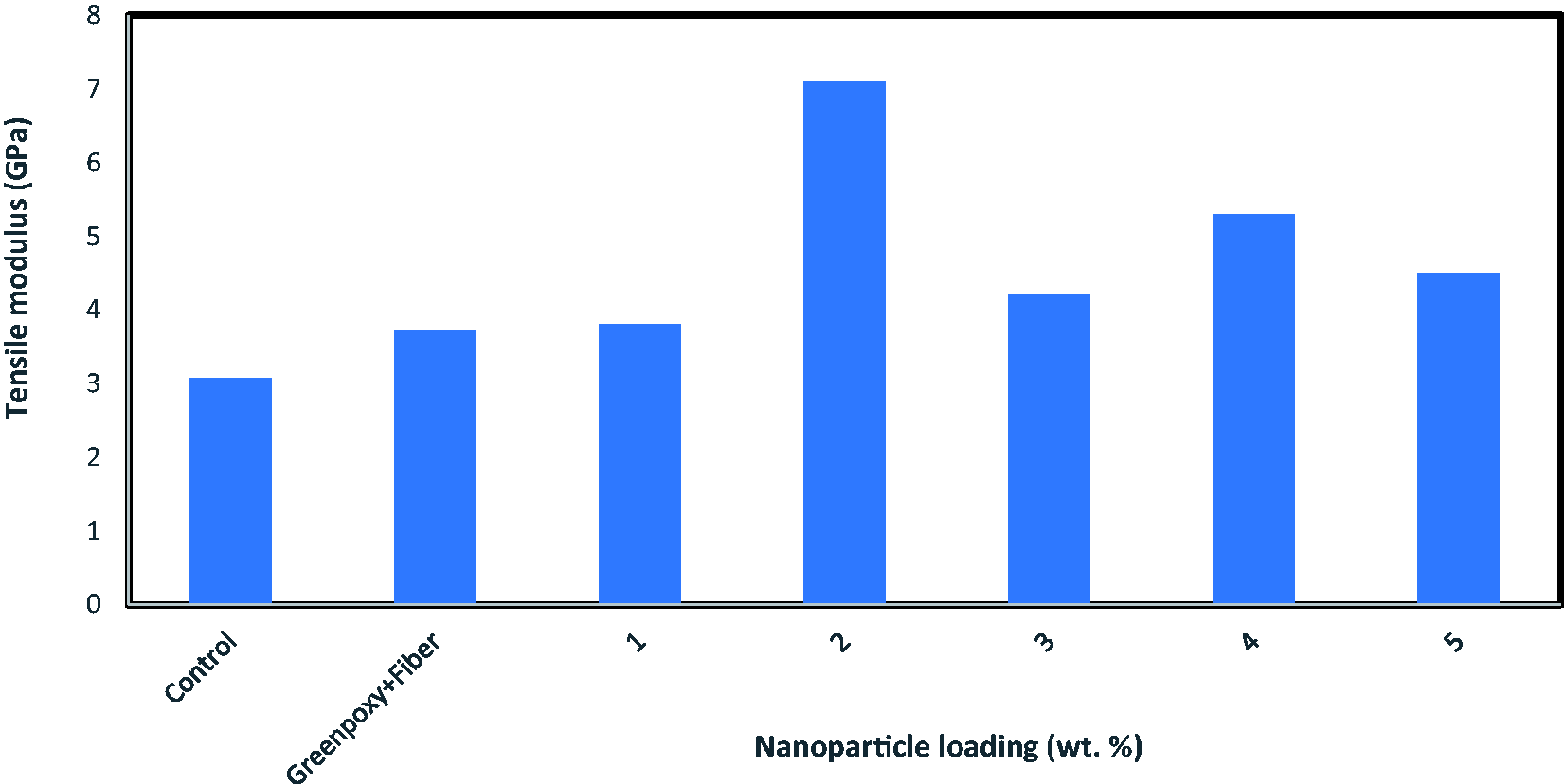
Graph showing tensile modulus of unfilled greenpoxy, fiber-filled biocomposite, and hybrid nano-shell and plant fiber-filled hybrid biocomposite.
To be specific, the pulling strength of the banana fiber-reinforced composite was improved by 13.6% and 75.3% as nano-CaCO3 loading increased from 1 wt% to 2 wt%. As the loading of nano-CaCO3 increased from 3 wt% to 5 wt%, the biocomposite strength increased by 8%, 15%, and 18%. This output proved that the hybrid biocomposite with a lower concentration of nano-CaCO3 offered higher strength than the hybrid biocomposite with higher nanoparticle loading. This performance depicts nanoparticles' reinforcement potential at a lower concentration, which allows homogeneous dispersion of grains in a polymer composite, which eventually resulted in improved tensile strength. The loading of nanoparticle modified hybrid biocomposite structural formation by forming a synergistic interlocking effect with the incorporated fiber and matrix, producing a more robust structure with excellent resistance to external pulling forces. A sharp decrease in strength at nano-CaCO3 loading above 2 wt% may be attributed to the agglomeration of reinforcement in greenpoxy biocomposite. 39 Particle agglomerated in matrix functions as a micro-level particle with a lesser surface area, which eventually reduces stress transfer and load-carrying capacity. The agglomerated particle in biocomposite often wearying adhesion at the incorporated filler and fiber interface, forming a stress concentrated area that contributed to the decreased strength. 38 For the stiffness, the result represented in Figure 4 shows that the loading of banana fiber is not the only way of improving strength but also an effective way of improving the toughness and stiffness of greenpoxy biocomposite. It was observed that the inclination of the graph illustrated in Figure 3 for tensile strength and Figure 4 for tensile is almost matching.
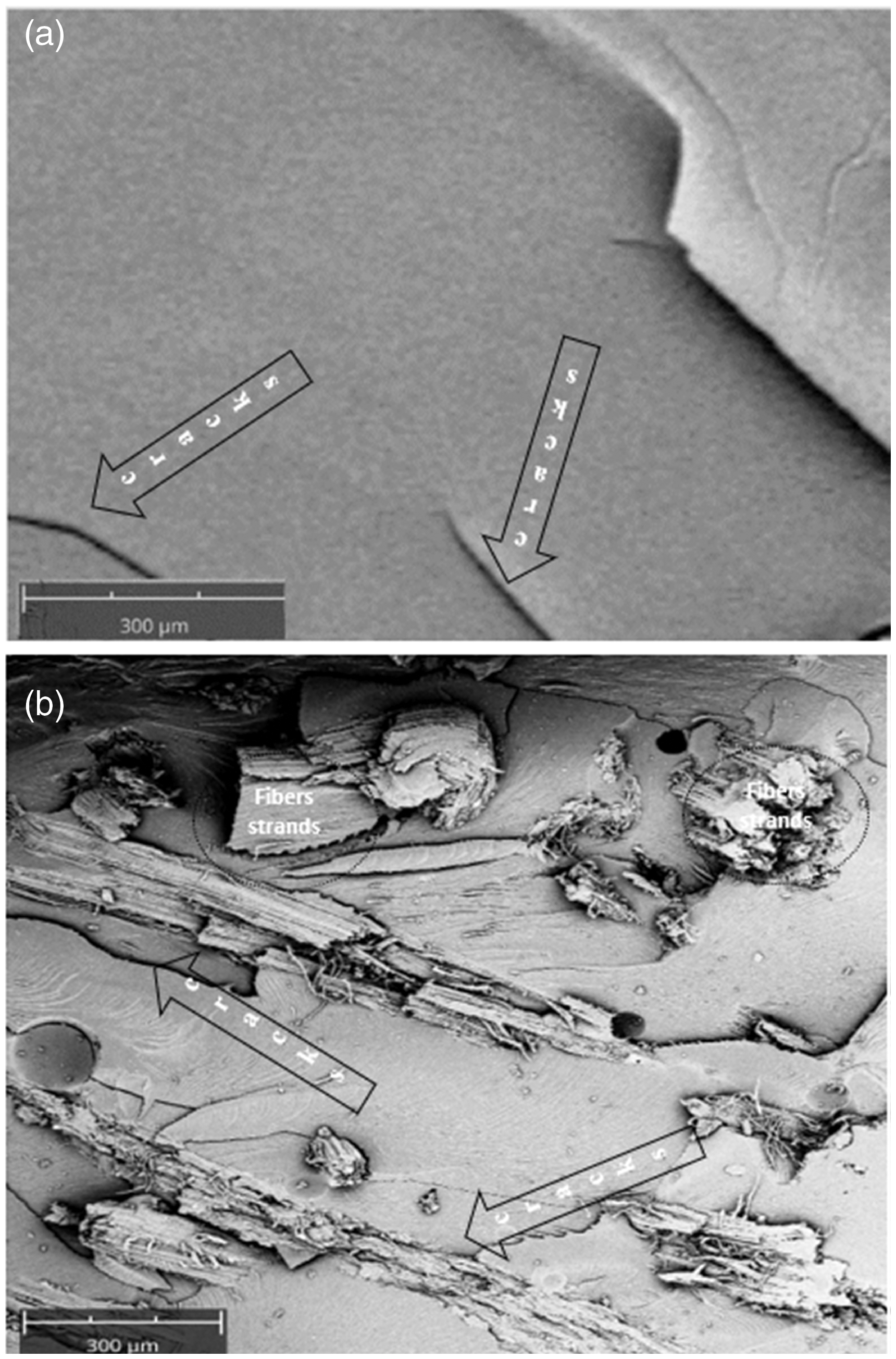
SEM micrographs showing tensile fractography of (a) neat greenpoxy, (b) greenpoxy + fiber, (c) greenpoxy + fiber + 1 wt% nano-CaCO3, (d) greenpoxy + fiber + 2 wt% nano-CaCO3, (e) greenpoxy + fiber + 3 wt% nano-CaCO3, (f) greenpoxy + fiber + 4 wt% nano-CaCO3, (g) greenpoxy + fiber + 5 wt% nano-CaCO3 biocomposite.
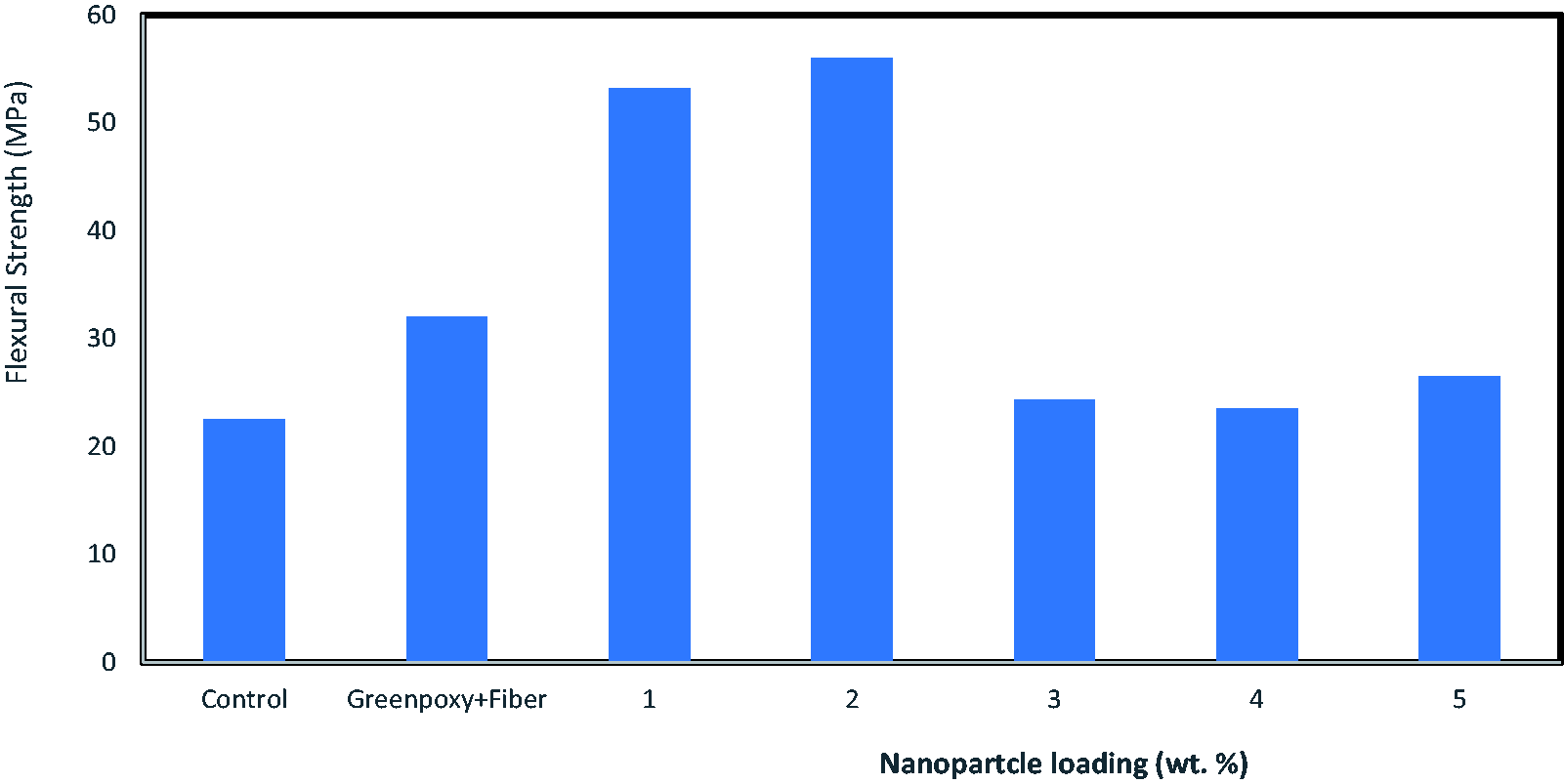
Graph showing flexural strength of unfilled greenpoxy, banana filled greenpoxy composite and hybrid nano-shell plant fiber biocomposite.
The modulus of banana fiber-filled greenpoxy biocomposite with nano-CaCO3 loading up to 2 wt% is higher than neat greenpoxy and banana fiber-filled greenpoxy biocomposite series with nano-CaCO3 loading above to 2 wt%. This performance showed the synergistic reaction between the fiber and nanoparticle incorporated, formed interconnectivity that provided a stiffer structure that produced a stiffer material. The alkali chemical treatment of fiber and nano-CaCO3 provides superior adhesion of filler/fiber, resulted in high stiffness observed.35,40–42 A significant increase in stiffness of about 90% was observed with 2 wt% loadings of nano-CaCO3 and dropped afterward. This trend was comparable to the strength values shown in Figure 1. The dropped in material stiffness of hybrid biocomposite with nano-CaCO3 above 2 wt% may be attributed to reinforcement agglomeration, causing a stress concentration area that aids crack propagation and reduce stiffness. 38 It is possible that up to 2 wt% loading of nano-CaCO3 serves as a resistance medium to propagate crack due to the homogenous dispersion and adhesion, which eventually improved stiffness. The high loading of nano-CaCO3 may also encourage brittles failure due to stress concentration around the particle agglomerated area, reducing plastic deformation. However, the uniform dispersion and good fiber/filler/material interface adhesion of hybrid biocomposite at lower loading up to 2 wt.% may have provided pinning and induce crack arrester at the initial stage of crack propagation, resulting in elongation increase.
Scanning electron microscopy was later conducted at 500X magnification to determine the fracture mechanism. Figure 3 shows the fracture surfaces of neat greenpoxy, fiber-filled biocomposite, and nano-shell and plant fiber-filled hybrid biocomposite. Fracture structures such as fiber breakage, sturdy surface with cleavages, homogeneous distribution of fiber firmly bonded with the matrix, cleavages, tighter with a relatively smooth surface, and crack structures were observed. The fracture surface of neat greenpoxy in Figure 3(a) shows relatively smooth and cleavage structures with cracks, signifying a brittles fracture. Accordingly, the incorporation of the banana fiber changes the structural formation of the matrix.
Consequently, on the fracture micrograph, incorporating the banana fiber changes the structural formation of biocomposite, as shown in Figure 3(b). Homogeneous fiber distribution firmly bonded with the matrix, cleavages, a tougher with a relatively smooth surface, and crack structures were observed on the micrograph of banana filled greenpoxy. This structural formulation may be attributed to increased neat greenpoxy strength after banana fiber was incorporated. Fracture surfaces of banana-filled biocomposite with 1 wt% and 2 wt% nano-CaCO3 (Figure 3(c) and 3(d)) loading appears smoother with a uniform dispersion of nano-CaCO3; however, a tiny crack was also observed on the fracture surfaces. Possibly, the small loading of nano-CaCO3 might have stopped the propagation of crack and avert the direction of crack propagation. The loading of nano-CaCO3 might have provided an interlocking structure that induces higher strain and bears an extra load, resulting in increased strength, elongation, and reduced water uptakes of banana-filled biocomposite.
Even though nano-CaCO3 is included in this hybrid biocomposite series, it is tough to see the fracture surfaces' particles, suggesting uniform nanoparticle dispersion. It was also observed that the amount of crack on fracture surfaces increased as the loading of nano-CaCO3 from 3 wt% and 5 wt%. This structural formation may be attributed to a sharp drop in strength and modulus observed. The fracture surfaces of these hybrid biocomposites show a degraded surface with cracks, and particle agglomeration becomes visible. Cracks initiated and propagated by particle agglomeration with a rough surface structure were seen as fracture surfaces of the hybrid composite with 5 wt% loadings of nano-CaCO3 shown in Figure 3(g). The agglomeration and microcracks may be high-loading nano-CaCO3, causing debonding of filler/fiber/matric at the interface and reducing resistance to strain and stress for external pull force. The agglomeration of nano-CaCO3 might have offered a weaker structure with a stress-concentrated section that encourages crack propagation, harming the strength and stiffness of hybrid biocomposite.
Flexural
The flexural strength and modulus of banana fiber-filled biocomposite and hybrid nano-shell and plant fiber-filled hybrid biocomposite are illustrated in Figures 4 and 5. Notably, the loading of banana fiber increases the strength and stiffness of neat greenpoxy composite. Many studies have reported that loading short banana fiber improves the strength and stiffness of polymeric material.19,44–46
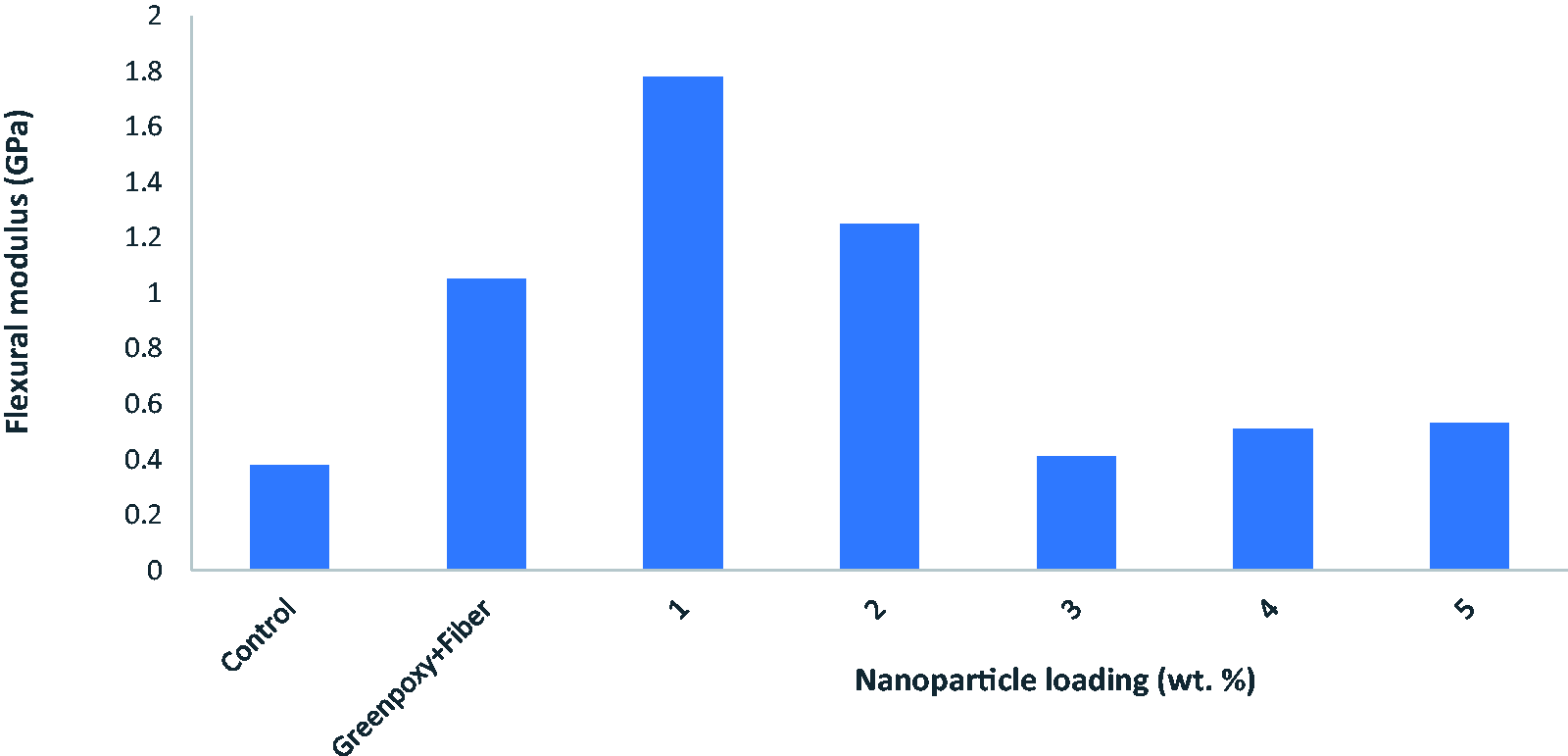
Graph showing flexural strength of unfilled greenpoxy, banana filled greenpoxy composite and hybrid nano-shell plant fiber biocomposite.
As shown in Figure 4, the addition of 2 wt% loadings of nano-CaCO3 improved strength; however, superior stiffness of banana fiber-filled biocomposite was observed at 1 wt% afterward, a drop-in strength was seen. This performance may be attributed to the homogeneous dispersion of small nanoparticles incorporated. Significantly, the loading of 1 wt% nano-CaCO3 increased banana fiber-filled biocomposite by 66%, and a further increase of 5.3% was observed at 2 wt% loadings. This notable improvement depicts the effectiveness of loading nanoparticles at a lower concentration, enhancing the matrix’s homogenous dispersion of nanoparticles. The uniform dispersion helps the interfacial adhesion of the fillers, forming an interlocking structure with the matrix, which in turn improved strength and stiffness 38 —a sharp decrease in the strength of loading above 2 wt% loading.
The decrease in flexural strength of hybrid nano-shell and plant fiber-filled hybrid biocomposite after loading 2 wt% may be due to a higher concentration of nanoparticles. Furthermore, the high loading of nanoparticles often serves at the micro-level, which reduces the filler/matrix adhesion due to the insufficient amount of matrix at fiber/fiber and matrix interface. The reduction at interface adhesion often results in a weak and brittle structure with little strength and stiffness. For modulus, loading of 1 wt% nano-CaCO3 increased stiffness of banana fiber-filled biocomposite significantly, as shown in Figure 5. The stiffness improvement may be attributed to the functional carrying capacity of the fibers, homogeneous dispersion of the nanoparticles, and the more solid interfacial adhesion form by the filler/fiber and matrix, which offered a more stable structure that prevents flexural strain.
The decrease in stiffness may be due to increased loading resulting in particle agglomeration. This kind of agglomeration regularly creates a high-stress concentration area that initiates and propagates cracks. The propagated cracks become more prominent, leading to failure when subjected to external stresses, and this can be attributed to a decrease in the strength and stiffness observed at the loading of nano-CaCO3 above 2% level. Comparing bending and tensile properties of biocomposite, it is noteworthy that biocomposite exhibited high tensile strength and stiffness than resistance to bending stress. This performance could be related to the orientation and fiber sizes used. The chopped fiber strand was used as the primary load-carrying mechanism for this study. Although greenpoxy and nano-CaCO3 were used to bond fiber strand together and enhanced the matrix and fiber interface. However, the fiber is the primary purpose of carrying significant loads. Since the fiber used is not continuous and bending stress is concentrated at the testing sample's specific location, this stress may have dominated at the stressed area, leading to failure without the share of stress along with biocomposite samples. This performance may be why bending properties are lesser than tensile strength and stiffness. The pulling stress is spread through the sample, giving room for other additives to perform their functions effectively by maintaining wholesomeness and providing a resisting synergistic effect, resulting in better tensile strength and stiffness.
Hardness
The hardness properties of unfilled greenpoxy, banana-filled greenpoxy composite and hybrid nano-shell plant fiber biocomposite is shown in Figure 6. The investigation was conducted to determine biocomposite resistance to indentation. A significant increase in the hardness property of greenpoxy of about 37% was observed after incorporating the banana fiber into the matrix material. This performance indicates that the inclusion of banana fibers increases the surface toughness of the biocomposite. This improvement may be attributed to the superior adhesion of the fibers and the matrix due to the fibers' excellent wettability. It was further observed that the reinforcement with nano-CaCO3 increased the hardness property of banana-filled greenpoxy composite insignificantly. However, hybrid biocomposite with 3 wt% of nano-CaCO3 offered a superior hardness property.
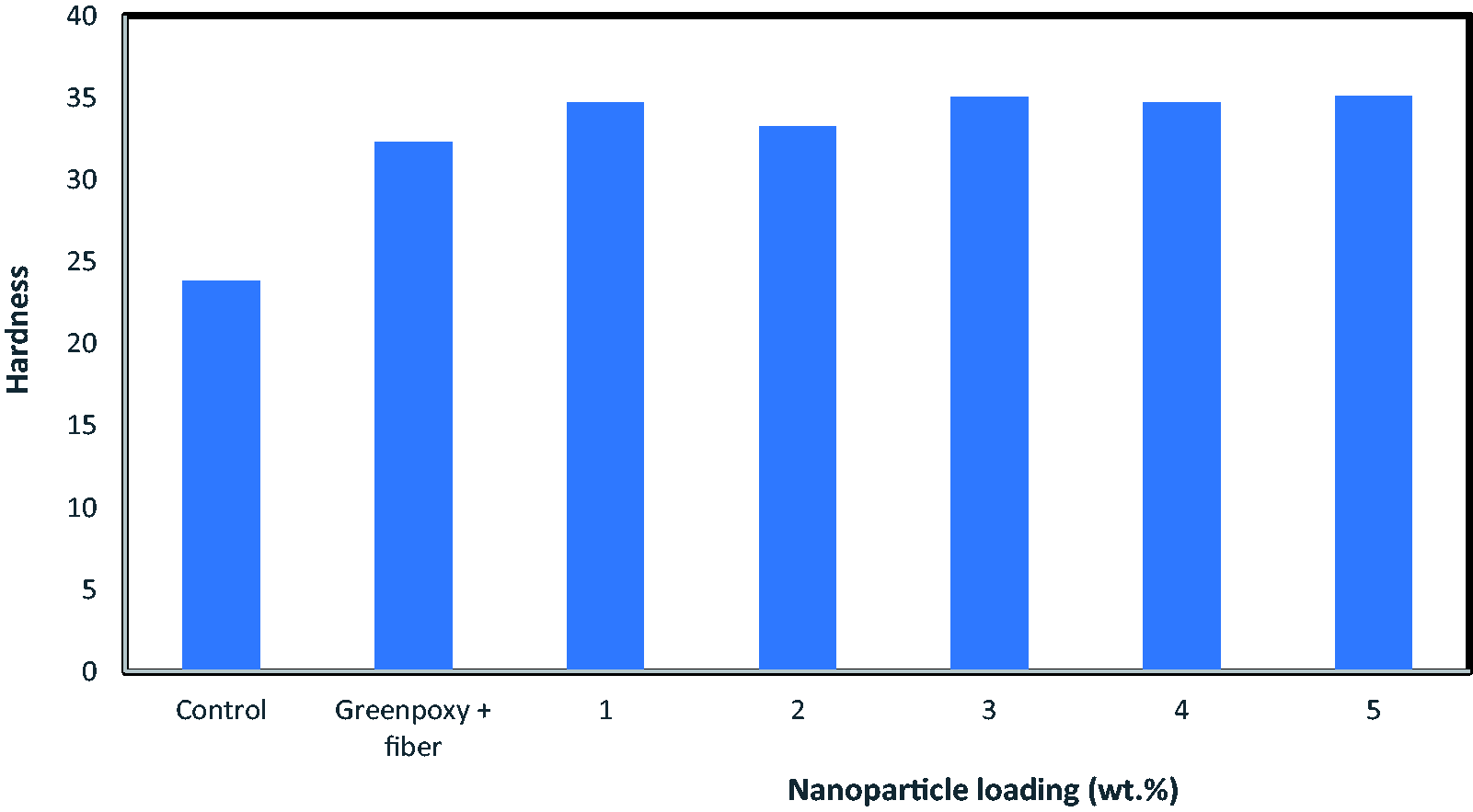
Graph showing hardness property of unfilled greenpoxy, banana filled greenpoxy composite, and hybrid nano-shell plant fiber biocomposite.
A slight increase in the hardness in proportion to the inclusion of nano-CaCO3 may be due to the nanoparticles incorporated with a high hardness index. This trend is consistent with reports where it was observed that the inclusion of fillers enhances hardness property.39,47,48
Impact strength
Figure 7 presents the impact strength of unfilled greenpoxy and banana-filled greenpoxy composite and hybrid nano-shell plant fiber biocomposite. It was observed that the loading of banana fiber increased greenpoxy shock resistance by 11%. This increase in strength may be attributed to solid adhesion at the fiber and matrix interface. Further improvement in the energy absorption property of hybrid nano-shell plant fiber biocomposite was increase with nano-CaCO3 loading.
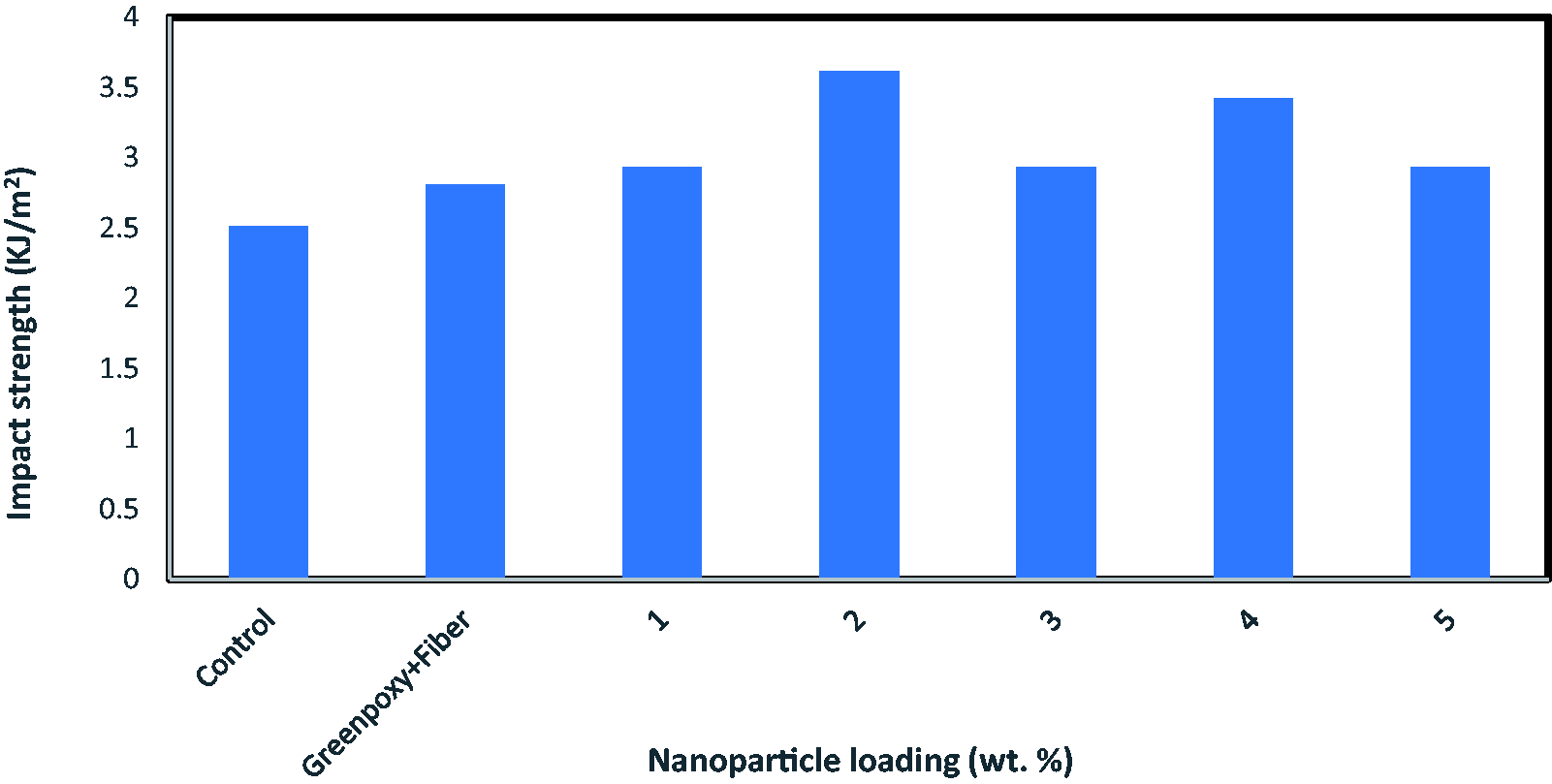
Graph showing impact strength of unfilled greenpoxy, banana filled greenpoxy biocomposite, and hybrid nano-shell plant fiber biocomposite.
Although an increase in shock resistance property banana-filled greenpoxy composite irrespective of volume ratio incorporated, banana-filled greenpoxy biocomposite with 2 wt% nano-CaCO3 offered higher impact strength. Many similar reports of improved impact properties with the loading of nano-CaCO3 were obtained elsewhere.49–51 Notably, the impact strength of banana-filled greenpoxy biocomposite increased by 4.34%, 29%, 4.3%, 22%, and 4,3% after loading of nano-CaCO3, ranging from 1 to 5 wt%. The improvement in the energy-absorption property of hybrid biocomposite may be attributed to homogeneous dispersion and synergistic interlocking structure formed by the reinforcement and matrix. The presence of protein fibers in the Achatina Fulica shell particles may also be attributed to improved impact property.39,52 It is known that fibrous proteins consist of rigid‐folded domains (α‐helix or β‐sheet) together with flexible unfolded structures. Therefore, protein fibers in Achatina Fulica shell particles enhance the toughness of biocomposite, resulted in improved impact strength. It was further observed that the effect of nanoparticle loading is less visible under impact strength than under tensile strength. This performance may be attributed to dynamic effects linked to the viscosity of the matrix.
Furthermore, the test procedures for tensile and impact investigation differ; one is sudden, and the other is gradual. Samples are subjected to shock stress under impact investigation, which happens within seconds, causing sudden stress debonding the sample components, disintegrating the bond at the fibers and matrix interface. In this situation, the difference between the same parent material's impact strength with different formulation maybe not be significantly marginalized because the subject stress was sudden compared with tensile stress that happens for a longer time. Moreover, fiber is the primary load-carrying mechanism in this structure. Polymeric material serves as a binder that binds numerous banana strands with nanoparticles to offer covalent bonding at the interphase of fiber and polymer. However, nanoparticles may not have an aggressive impact on the biocomposite as fiber is the leading load carrying mechanism were chopped strands and not continuous fiber
Dynamic mechanical analysis (DMA)
The result of the DMA investigation conducted on the rectangular specimens cut from pure greenpoxy and the developed biocomposite using dynamic mechanical analysis in tensile mode is as reported in Figure 8. The distinction of temperature dependence storage modulus (E′), loss modulus (E″), and tan δ of samples from unfilled greenpoxy, banana filled greenpoxy composite, and hybrid nano-shell plant fiber biocomposite is as reported in Figures 8(a) to (c). A decrease in storage modulus with a corresponding increase in temperature was observed. Figure 8(a) shows that the loading of banana fiber drastically reduced the E′ of neat greenpoxy at the glassy region, increasing E′ values at the rubbery plateau. This decrease in E′ values at the glassy region may be due to the dilution of the polymer and degree of freedom at the atomic level because free molecular mobility of the polymer chains often breaks the cross-linking existing between the molecular chains. This polymer molecular chain may have led to the disintegration of the matrix at the fiber interface, which eventually resulted in storage modulus reduction. The sharp decrease observed with the introduction of fiber can be directly poor thermal resistance properties of the fiber. As the temperature increase, there may be weakening at fiber and matrix interface, causing debonding and reduction in temperature-dependent storage modulus
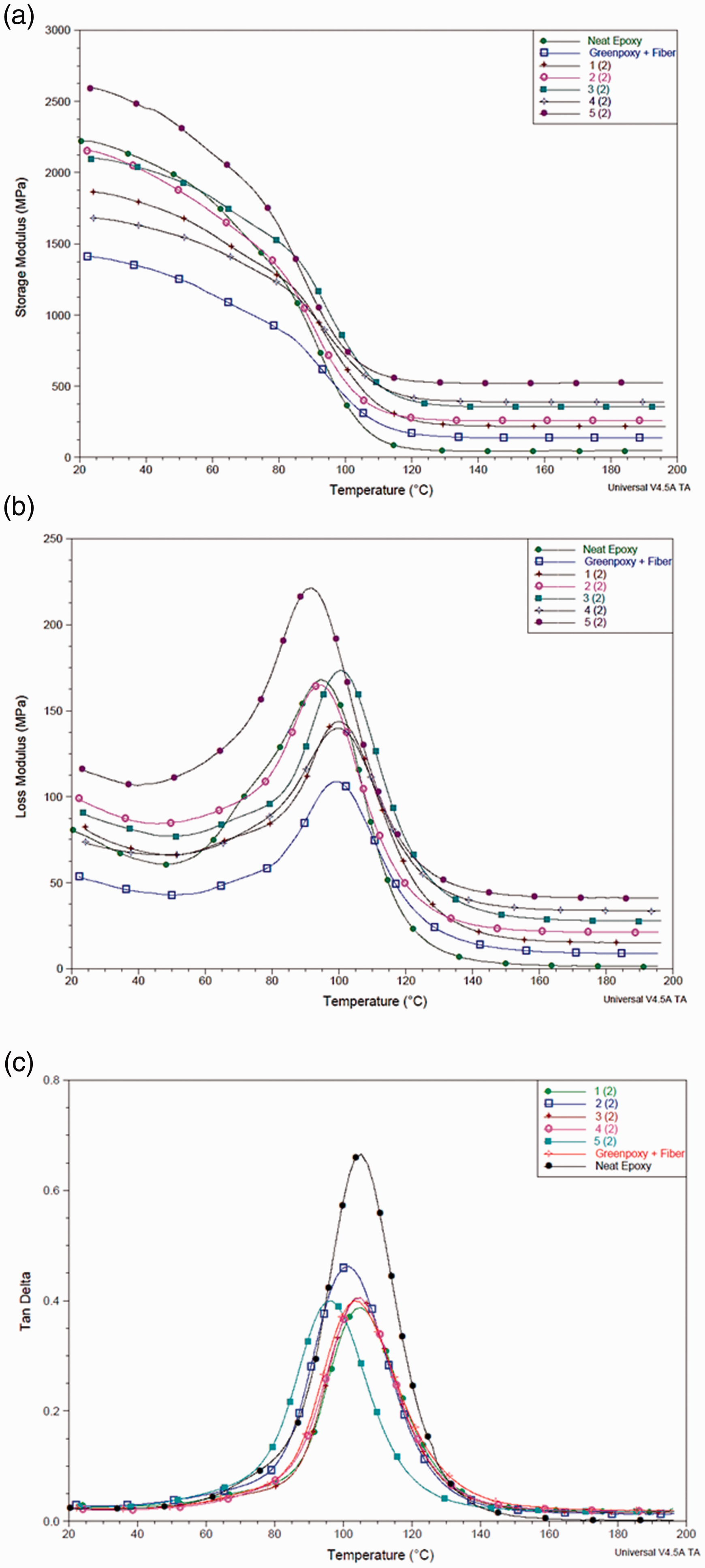
Temperature dependence: (a) storage modulus, (b) loss modulus, (c) Tan δ of unfilled greenpoxy, banana-filled greenpoxy composite, and hybrid nano-shell plant fiber biocomposite.
Furthermore, an increase in E' was observed for composite filled with fiber only in the rubbery region. This performance indicates the effectiveness of loading 20% banana fiber in the composite. This outcome, consistent with the result reported elsewhere.17,53 It was observed that the loading of nano-CaCO3 enhanced the storage modulus of greenpoxy/banana fiber biocomposite in a proportional to a corresponding increase in nano-CaCO3 concentration. This increase in E' of this biocomposite series may be due to the reduction in polymeric chain movement because nanoparticles are harder than greenpoxy and banana fiber, eventually modifying hybrid biocomposites and improving E'.53 A 43% increase in RT storage was obtained after loading 5% wt nano-CaCO3 than greenpoxy and other biocomposite series. The performance may be attributed to the sophisticated interfacial adhesion, stiffness, and excellent thermal properties of nanoparticle and protein molecules in the nano-CaCO3, which modifies greenpoxy/banana fiber biocomposite, resulting in an improved modulus. It may also be attributed to the synergistic effect form by the nanofiller, banana fiber, and greenpoxy matrix that produced a formidable structure that enhanced the stress transfer rate from the matrix to the reinforcement. Furthermore, loading 5 wt.% nano-CaCO3 thickens the blend and reduces viscous motion by replacing polymer-polymer hydrogen bonding with plasticizer hydrogen bonding. The effect of if unloading/reloading sequences are performed during tensile tests shall be done in future work as it is not with this study's scope
Figure 8(b) shows that the loading of banana fiber decreases greenpoxy dissipating heat energy due to limited viscous motions within the fiber and matrix. The decrease in the dissipation of the heat energy capacity of the banana fiber-filled composite may be a result of the softness of the matrix when exposed to heat. An increase in the melt viscosity of banana fiber-filled greenpoxy biocomposite was observed after incorporating nano-CaCO3 with excellent thermal properties, which helps in heat absorption and dissipation. A significant increase in intensity E" at lower processing temperature was recorded at 5 wt% nano-CaCO3 incorporations.
This thermal incident indicates an increased melt viscosity of the biocomposite, which can be attributed to the high loading of nano-CaCO3, which helps the heat energy dissipation due to viscous motions within the mixture. Loading 5 wt% nano-CaCO3 thickens the blend and reduces viscous motion by replacing polymer-polymer hydrogen bonding with plasticizer hydrogen bonding. A decrease in the peak intensity of loss modulus was observed for biocomposite without nano-CaCO3 and biocomposite with only banana fiber having the lowest peak. The fall in the E" of biocomposite with only banana fiber recommends reducing melt viscosity due to weak interface bonding and heat energy dissipation of the natural fiber incorporated. Besides, the bonding process enhances the workability and processability of neat, eventually reduced its viscosity at the processing temperature. The loading nano-CaCO3 of below 5 wt% into banana fiber-filled greenpoxy composite shift the processing temperature and E" of the hybrid biocomposite. A significant increase in the E" and processing temperature of the hybrid composite was actualized at 3 wt% nano-CaCO3 loadings. A swing in processing temperature observed at lower loading of 3 wt% was higher than 5 wt% loadings. This outcome may be attributed to the homogeneous dispersion of the grain and the effectiveness of low concentration loading. This performance depicts that the low incorporation of nano-CaCO3 may significantly increase the viscosity of hybrid biocomposite compositions by acting as excellent plasticizers.33,34
The damping factor (Tan δ) examined for all the samples is as illustrated in Figure 8(c). The Tan δ of unfilled greenpoxy is greater to than all banana-filled greenpoxy composite, and hybrid nano-shell plant fiber biocomposite samples at glassy plateau may be due to more degree of freedom in the atomic levels within the polymer structure. 53 It was observed that the damping factor of greenpoxy was reduced after banana fiber loading. This reduction may be attributed to a deficiency in fiber heat dissipation. An insignificant shift in the damping factor was observed for banana fiber-filled biocomposite with the loading of nano-CaCO3. It was observed that hybrid biocomposite with 2 wt% nano-CaCO3 exhibited a slightly higher tan δ peak (≈0.462) than other biocomposites. Hybrid biocomposite with 1 wt%, 3 wt%, 4 wt% and 5 wt% showed tan δ peaks of 0.388, 0.405, 0.386 and 0.399. The slightly higher damping factor at a lesser degree exhibited by 2 wt% nano-CaCO3 indicates insufficient adhesion within the blend, resulting in high dissipation of energy than other biocomposites. Biocomposite with 1 wt% and 3 wt% nano-CaCO3 showed that strain is applied to blend to an advanced temperature, which eventually led to a more dissipative constituent of the blend. It was also observed that the width damping factor of neat greenpoxy becomes narrow with banana fiber and nano-CaCO3. This thermal incident depicts that the loading of banana fiber and nano-CaCO3 helps in relaxing the original molecular content of pure greenpoxy.
Conclusion
A novel hybrid nano-CaCO3 and banana fiber-reinforced biocomposite were successfully developed and investigated. The loading of Banana fiber of the exact length sizes (30 mm) was kept constant (20%), and various loading of nano-CaCO3 (1–5 wt%) synthesized from Achatina Fulica snail shell was combined with greenpoxy to fabricate a hybrid biocomposite using hand lay-up method. The mechanical, microstructure and dynamic mechanical properties of the hybrid biocomposite were investigated and compared. The results show that the loading of banana fiber increased the mechanical properties of neat greenpoxy and negatively affected the thermal properties of banana-filled greenpoxy biocomposite. Improvement in strength was attributed to reinforcement properties, and the load-carrying capacity and the poor thermal properties of the fiber harmed DMA. The loading of nano-CaCO3 up to 2 wt.% into banana-filled greenpoxy biocomposite further increased the mechanical properties, and higher loading of nano-CaCO3 above 2 wt% decrease the properties. The reduction of mechanical properties observed at the loading of nano-calcium carbonate above 2 wt% can be improved the dispersion and adhesion of nanoparticles in the polymer matrix using suitable innovative processing methods. The DMA results are evidence that the loading of the banana fiber reduces the damping factor greenpoxy. It also indicates that the addition of nano-CaCO3 increases the damping factor of banana-filled greenpoxy biocomposite. The banana fiber loading reduces the storage modulus at the glassy phase; however, an increase in storage modulus was observed at the rubbery phase. The loading nano-CaCO3 affects the storage modulus of banana-filled greenpoxy biocomposite in a glassy phase and rubbery phase. The rubbery phase storage modulus of hybrid biocomposite increased than unfilled greenpoxy and banana fiber-filled composite.
On the contrary, an adverse effect was observed at the glassy phase of the hybrid biocomposite, except for hybrid biocomposite with 5 wt% nano-CaCO3 that exhibited higher storage modulus in the glassy phase. Chemical (Alkaline) treatment given to fiber and nano-CaCO3, and the hydrophobic nature of the nano-CaCO3, was attributed to a reduction in hybrid composite water uptakes. Improved thermal, mechanical properties of hybrid biocomposite suggest material for automobile interior panels. In this research, nano-CaCO3 was incorporated with banana fiber to produce biocomposite. It recommends that incorporating microparticle and banana fiber of different fiber lengths could be explored for future work.
Supplemental Material
sj-pdf-1-jcm-10.1177_00219983211013418 - Supplemental material for Mechanical, microstructure, and dynamic mechanical analysis of nano-shell and plant fiber hybrid biocomposite
Supplemental material, sj-pdf-1-jcm-10.1177_00219983211013418 for Mechanical, microstructure, and dynamic mechanical analysis of nano-shell and plant fiber hybrid biocomposite by OJ Gbadeyan, S Adali, G Bright, B Sithole and Prabashni Lekha in Journal of Composite Materials
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author would like to acknowledge the scholarship support towards the remission of school fees from the University of Kwazulu-Natal and financial support received by CSIR.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.