
Abstract
The aim in this investigation is focused on the evaluation of two distinctive powder size ratios of pure elements (Al, Si and Cu) powders. Heat treatments (T4 and T6) affecting the mechanical strengths of Al/Si/Cu composites are also investigated. The novelty concerns to pure elements to constituting the composites and no melting or stir casting route are used. It is found that the densifications and tensile strengths are similar when distinct powder size ratios are used. It is also found that T4 and T6 treatments increases and decreases the mechanical strengths, respectively. The Si content indicates a deleterious effect in mechanical behavior. The T6 aging provides θ-Al2Cu incoherent with Al matrix, and the compressive strength is decreased. This suggests that the examined Al/Cu composites (using pure powders) are potential materials considering economical and environmentally friendly aspects.
Keywords
Introduction
Aluminum metal matrix composites (AMMCs) is one of the most promised structural materials with automotive and aerospace applications.1–5 A lightweight effect concatenated with corrosion resistance is an important aspect in the industrial sector. The lightweight effect is prominent to overcome fuel efficiency and environmental pollution aspects.3–5 It is well known that distinctive mechanical responses of the AMMCs are intimately associated with the manufacturing route and reinforcement particles used.5–12
It is recognized that the control of operational parameters affecting the properties of the AMMCs constitutes a great challenge. It is reported6–13 that the size ratio and the spatial distribution of the reinforcing particles and Al matrix particles have the important roles in the mechanical behavior. Hafizpour and Simchi 10 have reported that an Al/SiC composite, the densification increases with the decrease of the SiC content. Additionally, it is observed that the densification has an important correlation with the size ratio (r) of the SiC-to-Al matrix particles. Thus, considering an Al/5SiC composite, the densifications correlated with “r” of 1:100 and 1:1000 are approximately of 55% and 50%, respectively. When the “r” attains of about 1:4, an increase in the densification is attained (i.e. ∼60%). 10 On the other hand, when the 1:1 size ratio (r) is considered, a percentage of ∼52% in the densification level is reached. This means that an “ideal” size ratio provides a “better” densification level. Additionally, it is also reported that the brittle or hard particles hinder the densification. This is verified mainly when the hard particles size is considerably lower than the ductile particles; and consequently a percolation is constituted. 10 Bouvard 9 has reported that during compaction, the distinct compressibility characteristics of the ductile and hard particles provide different densification mechanisms. When the fraction of the hard particles is low, the densification mechanism occurs based on the isolated inclusion of the hard particle. Besides, the aggregates are established when the volume of the hard particles are increased. A percolation is reached when the fraction of the hard particle is still higher, and a percolating network is constituted. With this, a complete deformation of this network is required in order to reach certain densification. 9 Also, when these hard particles constitute determined spatial distribution throughout the ductile Al matrix, a distinctive mechanical behavior is provided, as also previously reported.11–13 For instance, when the displacement of hard (brittle) particle is provided, some microcracks at interface between the ductile matrix and the hard particle are induced. When the hard particles (or its cluster) provoke the plastic deformation in Al ductile matrix,11–13 these particles are rolled over; and subsequently pushed aside or pushed downwards of the ductile particles, as previously reported.11–13 Consequently, certain crack propagations are provided and the mechanical behavior is decreased.
The experimental investigations considering elemental powders to constitute Al composite using both ductile and hard particles are scarce.14–19 From those reported studies, some complementary treatments or distinctive routes are considered, e.g. ball mill mixing, hot pressing, stirring and infiltration casting,19–26 severe plastic deformation, and/or high long-term heat treatments (higher than 10 hours). With these additional treatments, an increase in the manufacturing cost is associated. In order to optimize the cost with environmental aspect, the aim of this present investigation is focused on the evaluation of the effects of two distinct size ratios, i.e. 1:8 and 1:30. These powder ranges are within of the industrial range commonly used; and also when previously reported article are considered.9–14
Additionally, in order to verify the effects in the mechanical behavior of the proposed composites, both T4 and T6 tempers are carried out. Both the size ratio and heat-treatments parameters contribute with the manufacturers in order to preprogram the operational parameters. Also, it is remarked that Al, Si and Cu (commercially pure, c.p.) are used. This selection is adopted to demonstrate that the elemental contents provide different mechanical responses when the as-cast alloy powders are used. The novelty associated with the described aims of this study concerns to the fact that pure elements are used. Besides, no melting and stir casting routes are carried out.
Experimental procedure
Materials and specimen preparation
Commercially pure (c.p.) ingot of Al (supplied by Alux and Albrás, which are Brazilian companies) with a 99.8 wt.% Al is used. Their main impurities are 0.11 wt.% Fe, 0.06 wt.% Zn, 0.02 wt.% Mn and other lower than 0.01%. The reinforcement particles are withdrawn from the electrolytic Cu ingot (99.98 wt.% Cu) and Silicon (99.5 wt.% Si, 0.14 wt.% Fe, 0.12 wt.% Sb and other < than 0.15 wt.%). In order to produce the proposed Al/Si/Cu composites, the elemental Al particles with distinct Si and Cu powder contents are blended. A composite containing 2 wt.% Si + 2 wt.% Cu is designated as the Al/2 + 2 sample. Another with 4 wt.% Si + 4 wt.% Cu is named as the Al/4 + 4 sample. These two mentioned composites are proposed due to the Al-Si-Cu alloys (both dilute and concentrated alloys) are widely used.14,21,26,27
It is remarked that a commercial alloy is not used since other elements with higher concentration of impurities can potentially be attained. Additionally, a commercial alloy has dendritic array as the resulting microstructure parameter. Due to the solidification, this array has a solute content distribution varying from the center of Al-rich matrix to the eutectic region.
In order to verify the effect of the absence of Si content and the increase of the Cu content, the Al/0 + 5 and Al/0 + 8 composites containing ∼5 wt.% Cu and 8 wt.% Cu contents are also investigated. Al-Cu alloys (using casting route) with compositions close to these proposed composites are previously reported.28–30 From the commercially pure ingots, both Al and Cu powders are drilled. An agate mortar and pestle (ceramic material) to prepare Si powders are used. The mortar and pestle are also used to mixture mechanically (∼5 min) all portions proposed, as previously shown. 15 Also, no polyvinyl alcohol or similar product is used. 15
In order to verify the effect of particle sizes, the ratio of the average size of the sizes (diameters) of Cu and Si powders to the Al ductile matrix is designated as the “size ratio”, as reported by Hafizpour and Simchi. 10 Also, two distinct sample groups are prepared. A first group (#S1) with the size ratios between Silicon-to-Aluminum (Si:Al) and between the Cu:Al are of about 1:8 and 1.1:1, respectively. Another group named as #S2, both the size ratios of 1:30 and 1.3:1 for ratios between Si:Al and Cu:Al are also prepared. The blended powders of 3 (±0.2) g and of 2 (±0.2) to constitute the specimens for the tensile and the compressive specimens are prepared.
In order to measure the powder masses to prepare (to mixture) the samples and to calculate the densifications attained, an analytical balance with error range <0.025% is used. A single acting hydraulic press to compact the blended powders is used. The experimental compaction pressures of about 150, 250 and 430 (±5) MPa are used. A tempered die material (VC131 similar to AISI D6) with a diameter 10 (±0.2) mm is used (hardness ∼60 (±5) HRc).
Both the green and sintered (or heat treated) densifications are determined by using Archimedes principle (ASTM B311 and B325).14,15,20–22 In order to determine the theoretical densities, the rule of mixtures is used.14,15,20–22 Based on theoretical values associated with the experimental measurements, the densifications are determined, as previously reported.14,15,20–22
Sintering and other heat treatments
After the compaction of the specimens, an argon atmosphere (∼5 L.p.m) with a heating rate of 10°C/min up to reach at 580 (±3)°C during 1 hour is used. At 580 (±3)°C during 1 hour the heat treatment is carried out. It is remarked that the effect of the distinct heat-treatments constitutes a partial aim of this investigation. For this purpose, four composite groups are prepared. All examined sample groups are subjected under 1 h of the sintering at 580°C. This is followed by different heat-treating stages: A first treatment designated as “AR” corresponds with a sintering being associated with solutionizing. After this sintering, the samples are air-cooled. The 2nd and 3rd groups after the sintering, the samples are water-quenched and subsequently the natural aging, designated as T4 (immediately tested) and T4(3m) (examined mechanically after 3 months) are carried out, as previously reported.27–32 The 4th group after water quenching, an artificial aging (designated as T6) at 180 (±3)°C during 3 h is carried out.32–37 The mentioned sintering and aging temperatures and times are adopted since a minimal or optimized treating is intended. Besides, it has been reported that the Al-based composites are commonly sintered under ∼70 and 85% of the melting temperature of the matrix, as also previously reported.6,14–17,20,21,31–39
Mechanical behavior and microstructure characterization
Duplicate of the tensile and compressive tests (ASTM standard E8M/04) after heat treatments is considered. The tensile specimens are produced using a gauge length marked ∼1.5 × 10−2 m and gauge section area of 10 (±0.1) mm2. The examined areas of 688 (±2) and 78.5 (±0.5) mm2 corresponding with the tensile and compressive testing samples are considered. A section area of 10 (±0.1) mm2 for the tensile samples is determined. An area of 78.5 (±0.5) mm2 constitutes the area of the cylindrical (10 ± 0.2 mm2) pellets for the compressive testing. At least a height of about 11.5 (±0.2) mm is considered for the compressive tests (ratio 1.15:1). Two compaction pressures (i.e. 250 and 430 (±5) MPa) are considered in the compressive measurement to confirm the effect of the compaction pressure upon the compressive strength of the samples examined. For all mechanical measurements, a strain rate of about 2 × 10−4 s−1 at 25 (±2)°C; associated with a speed cross head of 0.25 mm/min is adopted.
In order to characterize the powder particles size and distribution, a scanning electron microscope (TESCAN® model VEGA3) is used. Also, an EDS (electron dispersive energy) detector is used to punctual chemical analysis. The resulting phases formed are verified using a PANalytical XPert, model MRD diffractometer, operating with a 40 kV and 30 A in a Cu Kα radiation and wave length of 0.15406 nm.
Results and discussion
Effect of distinct size ratio on densification and tensile strength
Since the size ratio has an important role on the resulting densification, and consequently in the mechanical behavior; two different size ratios (r) are analyzed. As aforementioned, two groups of the composite samples are prepared, i.e. one has a 1:8 size ratio and another 1:30. Typical SEM images (SE-secondary) of the elemental Al, Si and Cu powder particles with the size ratios of 1:8 and 1:30 are shown in Figures 1 and 2, respectively. It is clearly observed that the 2nd group designated as #S2 has powder sizes lower than the group #S1. Figures 1(a) and (b) demonstrate that the group #S1 has the powder sizes ∼45% and ∼32% ranging between 105∼185 µm and 225∼305 µm, respectively. On the other hand, the group S#2 has ∼45% of the powder sizes between 165 and 265 µm, and another percentage of about 38% between 45 and 165 µm, as shown in Figures 2(a) and (b). This indicates that a majority percentage of powder size is limited in the size range. Also, this shows that the group #S2 has Al particles reasonably lower (30 up to 35%) than those characterized Al particles in the group #S1.
Typical SEM images of Al (a), Si (c) and Cu (e) starting powder particles considering 1:8 size ratio between Si and Al powders and its corresponding size distributions (b), (d) and (f), respectively.
Typical SEM images of Al (a), Si (c) and Cu (e) powder particles considering 1:30 size ratio between Si and Al powders and its corresponding size distributions (b), (d) and (f), respectively.
A similar observation is also attained when both Si and Cu size particles between the groups #S1 and #S2 are compared. Considering the Si particle sizes, the #S1 has 56% ranging between 10 and 45 µm, while the predominant Si particles of the group #S2 has a percentage ∼56% varying between 0.3 and 4.5 µm, as shown in Figures 1(c) and (d); and 2(c) and 2(d), respectively. When the Cu particle sizes are analyzed, same observation is attained, i.e. lower size particle of the #S2 than the #S1. A percentage ∼50% is between 165∼245 µm for the group #S1, while the #S2 has ∼35%, in a same size range, and their predominant (76%) size particles between 45 and 165 µm are ranged. This also confirms that the Cu particles measured into the group #S2 is lower than the #S1, as shown in Figures 1(e) and (f), and 2(e) and (f), respectively.
Since the different size ratios between the #S1 and #S2 are established, the densification levels and mechanical strengths are evaluated. Table 1 shows the green (GD) and sintered (SD) densifications of the examined Al/Si/Cu composites. It is clearly observed that the composites containing lower reinforcement contents, i.e. Al/2Si/2Cu (designated Al/2 + 2 for both the groups #S1 and #S2), have their GD and SD values higher than the Al/4Si/4Cu composite sample (i.e. Al/4 + 4), as shown in Table 1. Besides, it is observed that the SD values are lower than the GD. This seems to be intimately associated with the vacancies fraction formed after the sintering. The variation between the interfacial and volumetric energies after the sintering contributes with the densification level attained, as also previously reported.15,32,37 Indistinctive of the considered size ratio (r), similar SD values are verified. The resulting densification levels have demonstrated same magnitudes, as also previously reported when the Al/Si composites are investigated. 10
Experimental results of green (GD) and sintered (SD) densifications of the examined Al/2Si/2Cu (designated as Al/2 + 2 composite) and the Al/4Si/4Cu. (designated as Al/4 + 4 composite) for two distinctive groups varying mainly the Si:Al size ratios, i.e. 1:8 and 1:30, respectively.

Table 2 depicts the corresponding values of the composite samples produced using the size ratios of 1:8 and 1:30. Similar values of ultimate tensile strength (UTS) are clarified. Also, it is observed that the fraction of the reinforcement particle content significantly affects the UTS attained. When the Si and Cu particles are 2 times increased, the resulting UTS values are 2 times increased. However, the individual contribution of the Si and Cu contents is still not confirmed. It is reported 15 that an Al/Si composite using both Al and Si powders, the UTS is increased with the increase of the Si content. Bonatti et al. 15 have shown that an average of UTS is of about 42 (±2) MPa when an Al/7.5 Si composite is investigated. When the Al/5Si and Al/2.5Si composites are analyzed, their corresponding UTS values are 25 and 15 MPa. However, the contribution of the Cu content (that induces to Al2Cu intermetallic compound (IMC) formation) is not discussed. Thus, when the Al/2 + 2 and Al/4 + 4 samples are analyzed, it is still not confirmed the explication for the increase in UTS values (2 times). Also, the effects of Si and Cu for this observation are not confirmed. It is recognized that the portion of Al2Cu intermetallic increases with the increase of Cu content. This Al2Cu formation has an important strengthening effect when the adequate quenching and aging are carried out.14,21,25,33–39 In this sense, it is firstly investigated the effects of each one of the heat treatments on the resulting tensile strengths.
Duplicate experimental results of the ultimate tensile strengths (UTS) and tensile elongations (ε) of the Al/2 + 2 and Al/4 + 4 composite samples considering both the 1:8 and 1:30 size ratios.
Effect of distinct heat-treating on tensile strength
Since it is confirmed that both 1:8 and 1:30 size ratios have similar mechanical responses, the size ratio 1:8 is selected to investigate the effects of the four (04) distinct heat-treatments, i.e. AR, T4, T4(3m) and T6. It is important to remember that there are two (2) main reasons for these heat treatments: (1) to evaluate the effects of the two treatments and (2) to decrease the manufacturing costs.
Table 3 shows the ultimate tensile strength (UTS) and elongation (ε) correlated with the four (04) distinct heat treatments examined. Typical results of the stress vs. strain curves of the examined Al/2 + 2 and Al/4 + 4 composites are shown in Figure 3. The results correlated with the heat-treatments designated as AR (air cooled), T4 (quenched and naturally aged), T4(3m) (quenched and naturally aged during 3 months) and T6 (quenched and artificially aged) are shown in Figures 3(a), (b), (c) and (d) respectively.
Average of the experimental results of the ultimate tensile strengths (UTS) and elongations (ε) of the Al/2 + 2 and Al/4 + 4 composite samples considering four (04) distinct heat-treatments where samples are: air cooled (AR), quenched and naturally aged (T4), quenched and naturally aged during 3 months (T4(3m)), and quenched and artificially aged (T6).
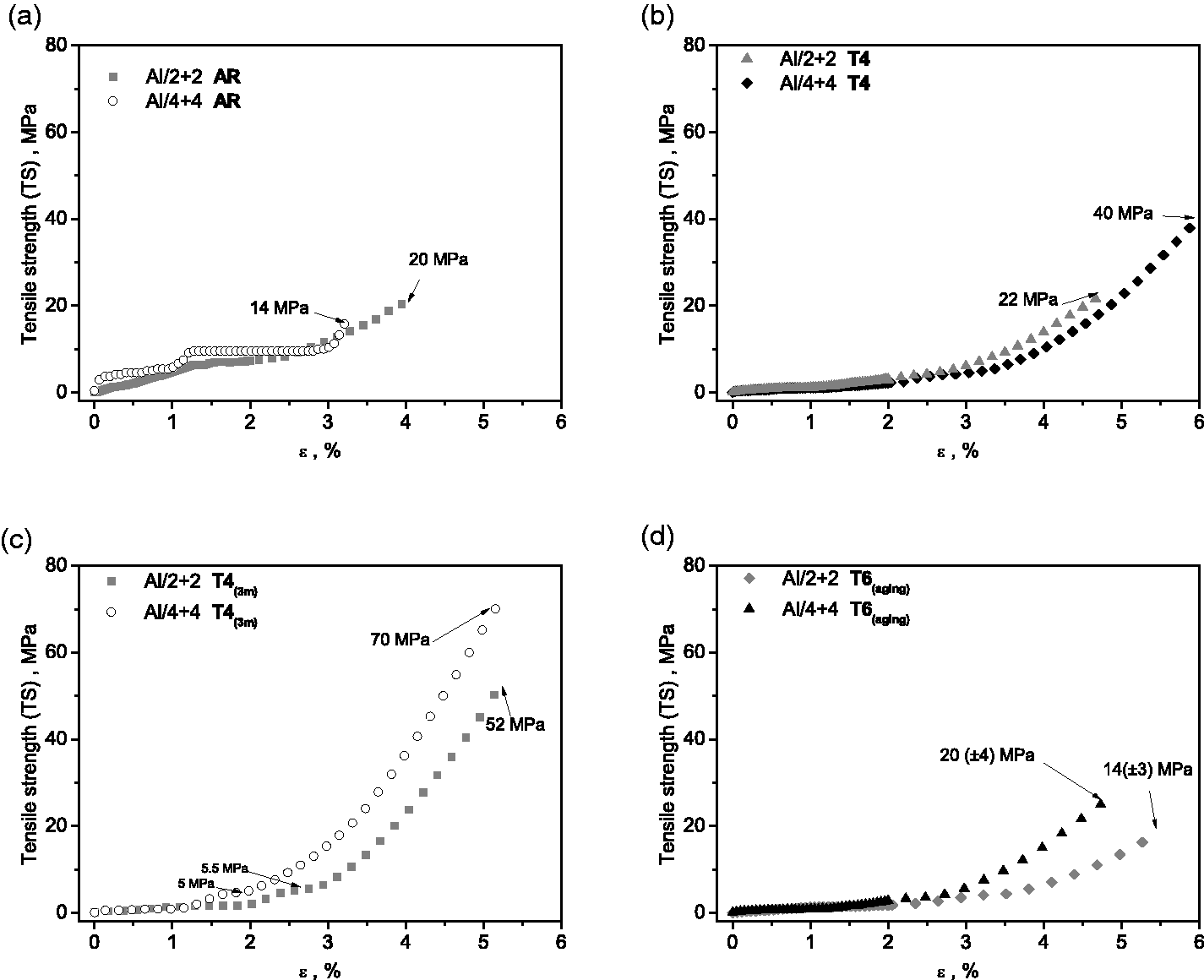
Experimental results of stress vs. strain curves of the Al/2 + 2 and Al/4 + 4 composites after air cooled (AR) treating (a), (b) T4 (quenched and naturally aged), (c) T4(3m) (quenched and naturally aged during 3 months) and (d) T6 (quenched and artificially aged).
Excepting the AR treatment, all other treatments indicate that the values of UTS corresponding with the Al/4 + 4 composites are higher than the Al2 + 2 composites. It is speculated that the AR treatment provides an inverse UTS behavior as a function of the cooling. This is carried out in air condition and a low cooling rate is provided. It is also speculated that Al grains are reasonably increased, as also previously reported. 32 Additionally, the Al2Cu phases are identified when XRD patterns are analyzed. Associated with this, a decrease of the mechanical behavior is provided. A low cooling rate is attained when the AR treatment is carried out. The coherence and incoherence between the Al matrix and Al2Cu phases constitute the main mechanisms inducing to the tensile strength decrease. Additionally, this deleterious effect is intensified when Cu content is increased. With the increase of the Cu content associated with the AR treatment, the incoherent θ phase (Al2Cu) also increases, mainly at (211), (202), (112), (310) and (202) planes, as shown in Figure 4.
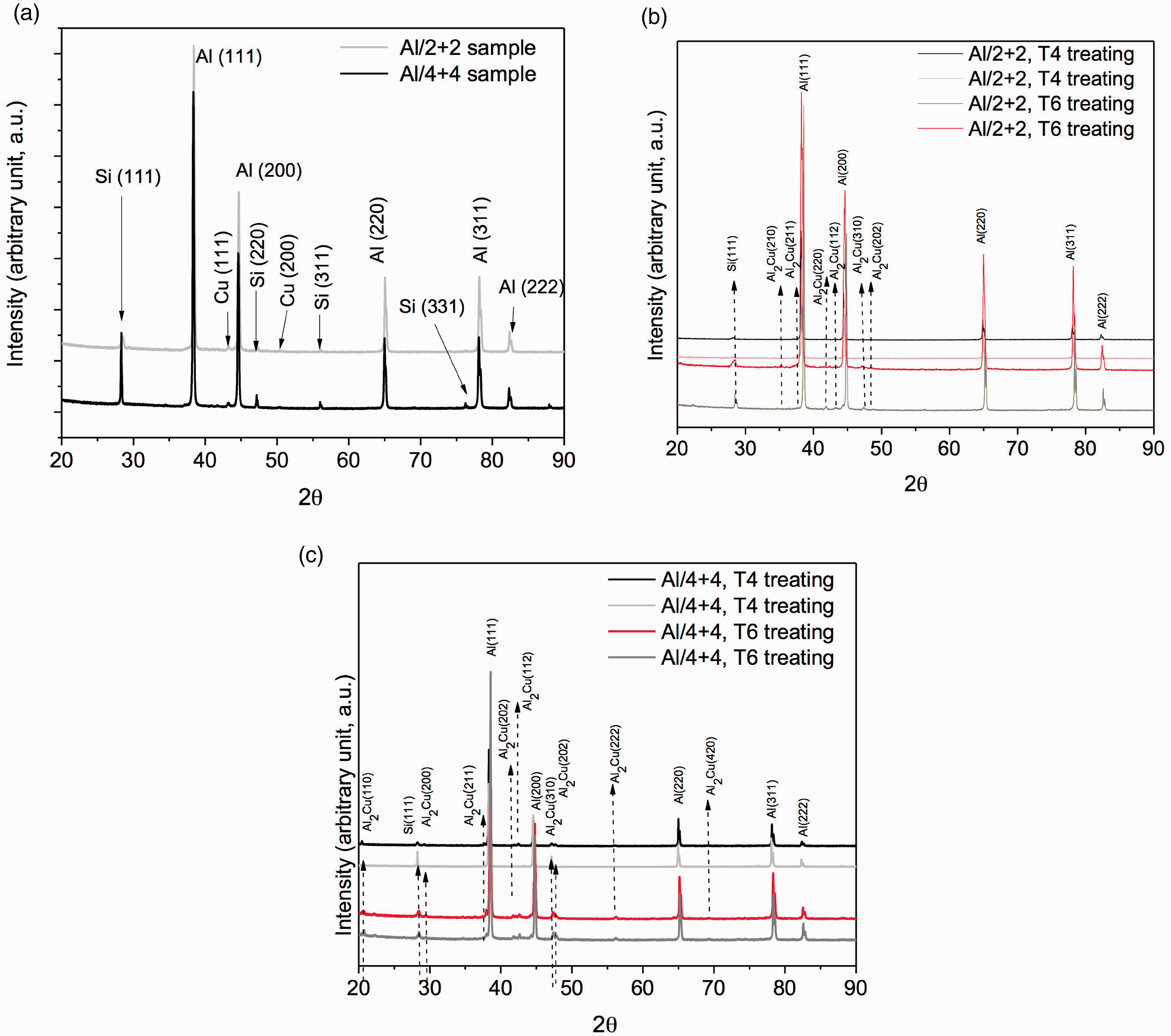
XRD patterns of the Al/2 + 2 and Al/4 + 4 composites samples in: (a) the green compacted condition, (b) T4 and T6 heat-treated Al/2 + 2 composite samples and (c) T4 and T6 heat-treated Al/4 + 4 composite samples.
Typical XRD (x-ray diffraction) patterns of the composites without the heat treatment and those T4 and T6 treatments are shown Figure 4. As expected, the green samples and heat-treated samples show distinct XRD profiles. The main Al reflection peaks corresponding with Bragg planes (111), (200) and (220) are at ∼38, 44° and 64° (JCPDS file number #01-1180). Bragg planes (111), (220), (311), (331) and (422) corresponding with Si are at ∼28°, 48°, 56°, 77° and 88°, as previously reported. 15 As expected, the peaks corresponding with Al2Cu for the Al/2 + 2 and Al/4 + 4 composites in the green conditions (only compacted) are not identified. On the other hand, the peaks associated with the Al2Cu phases are identified when all heat-treated samples are analyzed, as also previously reported.14–17,20,24
Considering the mechanical behavior and correlating with those XRD patterns attained, when the T4 is carried out, it is observed that the UTS of the Al/4 + 4 composite is ∼2 times higher than the Al/2 + 2 composite. Similar magnitudes of the UTS values are also previously reported.15–17,38,39 When a T4 is carried out during 3 months, an increase in the UTS results is observed. However, the highest UTS result is that of the composite with higher reinforcing particles content than the other samples examined.
Additionally, when the T6 is carried out, the highest UTS result obtained is that of the composite, as shown in Table 3. Also, it seems that the T6 treatment is responsible to this occurrence providing a more stable thermodynamic condition with the θ phase (Al2Cu) formation. A similar mechanism has occurred in the air-cooled samples (AR). However, it is remembered that the AR samples are not quenched. Based on these observations, it can be said that the T6 provides an abrupt (∼2×) decreasing in the tensile behavior of the Al/Si/Cu composites. It is reported40–45 that Al-based casting alloys when are aged during 4 h and 5 h, substantial increases in both the hardness and UTS results are attained. On the other hand, when over aging is applied, a significant decrease in the mechanical property is reached. Based on previous studies,42–43 it is reported that an as-cast Al-7Si-3Cu alloy (naturally aged), a substantial increase in the hardness and UTS values is reached. Besides, when the aging treatments during 80 and 100 h are carried out, the hardness is substantially decreased.42–43 Also, it is reported that the Cu content, temperature and time potentially are inducing to the decrease in the mechanical behavior.42–43 This helps to explain the mechanisms of coherence, semi-coherence or non-coherence occurring at interface between the θ ανδ Al matrix and at the θ’ Al2Cu and Al matrix.14,25,39,42,43 Tsao et al 44 that dissolution of the θ′ Al2Cu is concurrent with θ-Al2Cu formation. The combined presence of θ″, θ′ and θ phases at initial period corroborate to the increase of the mechanical behavior. After certain treatment period (over aging), the incoherent θ-Al2Cu phase is a more thermodynamically stable phase, and due to over aging, the mechanical strength is decreased, as previously reported.40–46 Shin et al 45 and Adlakha et al 46 have reported that a coherent interfacial energy of the θ’ or θ” phases (more prevalent at initial treatment) are lower than an incoherent θ phase.
Since it is reasonably confirmed that the T4 treatment provides an optimized cost (time and operational stages) associated with the certain mechanical response, the compressive strengths of each one of the proposed Al/2 + 2 and Al/4 + 4 composites under two compaction pressures (i.e. 245 MPa and 430 MPa) are evaluated. In the next section, the compressive behavior is shown and discussed.
Effect of reinforcing particle contents and T4 heat-treating on compressive strength
As aforementioned, the compressive strengths of the examined composites are increased with the increase of the particle content. Figure 5(a) and (b) show the results (in duplicate) of the compressive strengths of the Al/4 + 4 and Al/2 + 2 samples. The highest ultimate compressive strength (UCS) and yield compressive strength (YS) are those corresponding with the Al/4 + 4 composite sample, i.e. ∼ 330 (±5) MPa and ∼177 (±7) MPa, respectively. These values are approximately 5% and 25% higher than the Al/2 + 2 composite. It is remembered that the same operational conditions are applied, i.e. a compaction pressure of 430 MPa, a sintering during 1 h and applying water quenching and natural aging.
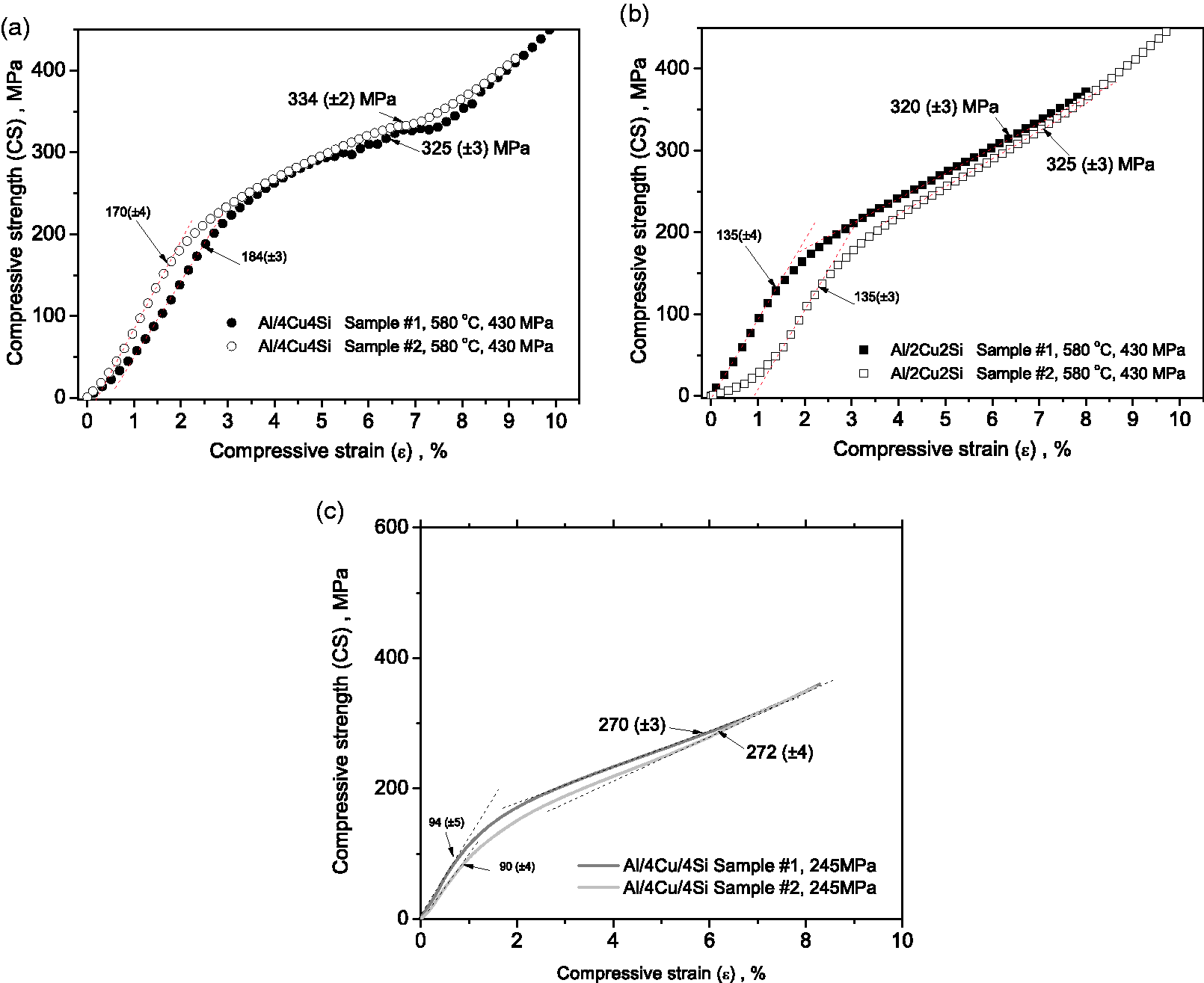
Duplicate experimental results of the compressive behavior of the: (a) Al/4 + 4 and (b) Al/2 + 2 composite samples under a compaction pressure of 430 MPa and sintered at 580°C during 1 h, and (c) duplicate results of the compressive strength of the Al/4 + 4 samples under 245 MPa of compaction pressure and sintered at 580°C during 1 h.
Figure 5 shows the effect of two different compaction pressures on the representative results of the compressive behavior of the Al/4 + 4 composite. Since the highest compressive strength is attained for this mentioned sample, an analysis considering only the Al/4 + 4 composite is provided. It is evidenced that a lower compaction pressure (CP) provides lower UCS and YS values than other higher CP values. When the compaction pressure is decreased of about 1.8x, the UCS and YS are decreased of about 22% and 90%, respectively. Considering the reinforcing particle content, the compaction pressure has evidenced a more deleterious effect in the YS than the UCS results.
Both the tensile and compressive results have evidenced that between the two examined Al/2 + 2 and Al/4 + 4 composites, the best mechanical behavior is that of the composite with higher reinforcing particle content. Associated with this experimental result, it is confirmed that the Al2Cu has an important role on the resulting mechanical properties, as previously reported.14,21,25,40,41
Previous investigations11–13 have reported that the Si brittle particles added in Al powder to constitute composite, the Si clusters are formed. Due to the spatial Si distribution, the micro crack formation is prevalent and the compressive strength is decreased. In this present investigation, it is decided to produce samples without Si content. The Al/4 + 4 composite is used to investigate the effect of Cu content, and consequently, the volume of Al2Cu without Si content. Thus, two Al/Cu composites without Si contents are produced, i.e. Al/0Si + 5Cu (designated as Al/0 + 5) and another Al/0Si + 8Cu (named as Al/0 + 8). In order to compare with previously examined Al/4 + 4 composite sample (Al/4Si/4Cu), the same operational parameters are adopted, i.e. compaction pressure of 430 MPa, sintering for 1 h at 580°C, and following by T4 treatment (quenching and natural aging).
Figures 6(a), (b) and (c) show the compressive behavior of the examined Al/Cu composite samples (in duplicate) varying the Cu content without Si particles, i.e. the Al/0 + 4, Al/0 + 5 and Al/0 + 8 composite samples. From these compressive strengths, the increase in the Cu content, a positive effect is observed.
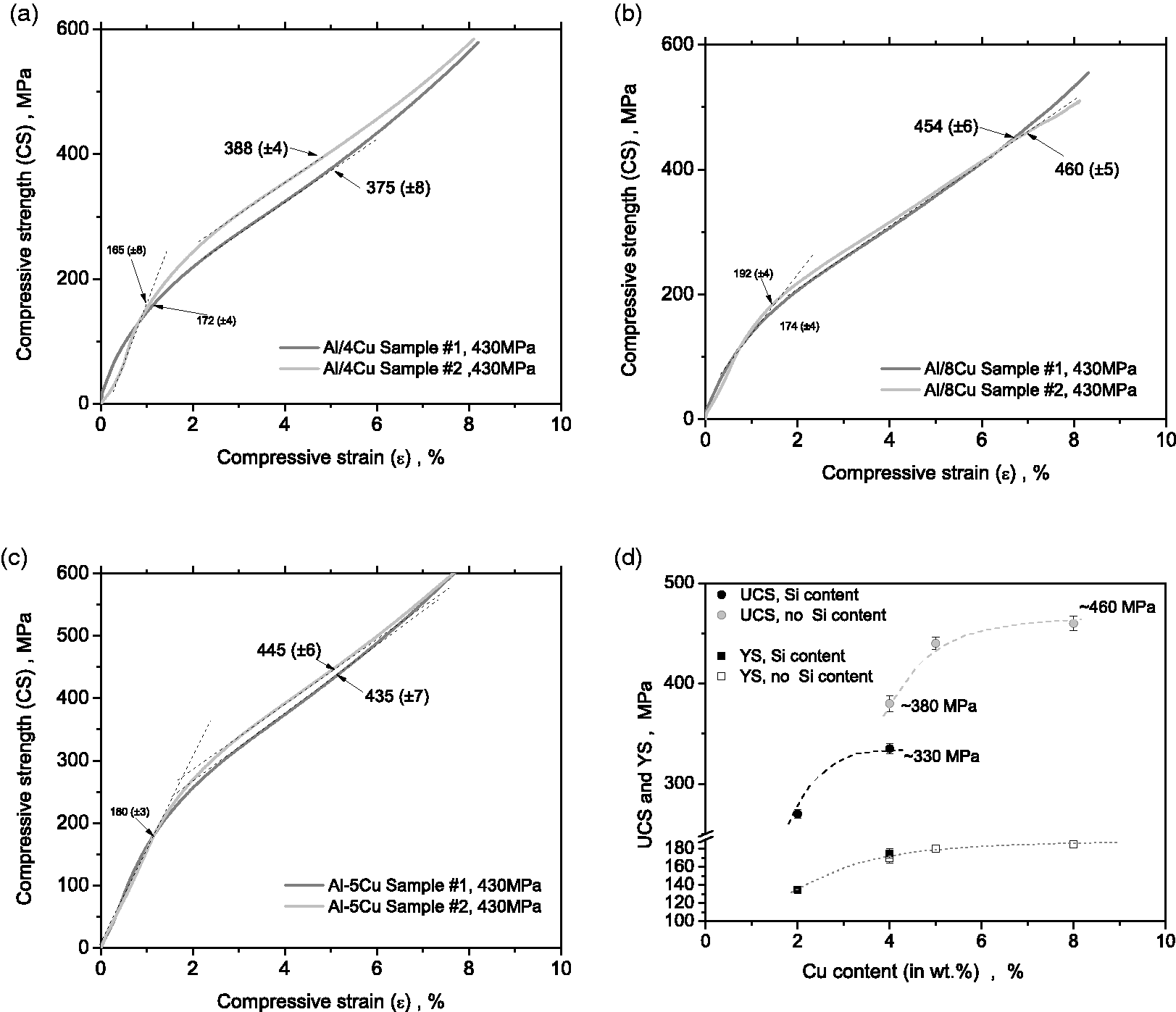
Duplicate experimental results of the compressive behavior of the examined: (a) Al/0 + 4, (b) Al/0 + 5 and (c) Al/0 + 8 composite samples, and (c) a correlation of the UCS and YS values as a function of the Cu content.
A comparison between the Al/4 + 4 composite and the Al/0 + 4 composite sample interestingly reveals that the Al/0 + 4 sample exhibits an UCS (∼380 MPa) with magnitude of about 13% and 15% higher than the value observed for the Al/4 + 4 sample. Considering the YS values (between 170 and 180 MPa), these two mentioned composites demonstrate similar results. Although similar YS values are observed, their corresponding elongations are reasonably distinct, i.e. the Al composite without Si content has a YS ∼170 MPa associated with ε ∼1%. On the other hand, the Al/4Si/4Cu sample shows a YS ∼ 175 MPa associated with ε ∼2%. This is correlated with the amount (volume) of the reinforcing particles (Si + Cu). It is induced that Si content promotes some barriers to propagating slip, which corroborates with the formation of high volume of the dislocations, as also previously reported. 15 This seems to be more prevalent during the elastic regime than the plastic deformation of the samples examined.
When the Cu particle content is increased to 5 wt.% and 8 wt.% without Si content, the increases of the UCS and YS are evidenced, as shown in Figures 6(b) and (c). When the addition of 5 wt.% Cu is considered, the UTS increases approximately 15%, while the YS is increased (∼5%). On the other hand, when the Cu particle content is 2 times increased (i.e. when the Al/8 + 0 sample is considered), the UCS is increased from ∼380 MPa to ∼440 MPa, which means an increase of about 15%. Additionally, the experimental YS results reveal that of about 9% is increased, i.e., from 170 to 185 MPa.
Previous results reported in literature15–20,47–49 indicate that similar compressive strengths are reached. It is remarked that a dendritic spacing as microstructural array is constituted, mainly when the casting route is adopted. Consequently, a distribution profile of Cu content is formed and a microstructure array containing Al2Cu commonly distributed into the interdendritic regions is observed.
Figure 6(d) shows the experimental results of both the UCS and YS as a function of the Cu content variations. Based on these results, the effects of Cu and Si contents in the compressive strengths are perceived.
In order to understand the correlation between the microstructural arrays in the mechanical behavior, typical SEM images are analyzed, as shown in Figures 7 and 8. From the XRD patterns, it is confirmed that the Al2Cu are formed after both the T4 and T6 tempers. Since the sintering is carried out at 580°C during 1 h, it seems that a thermodynamic condition to Al2Cu formation is provided. At 580°C, the diffusion of Cu into Al is ∼10−8 cm2/s. 50 At same temperature, this value is ∼4 decades higher than the diffusion of Cu in Cu (10−16 m2/s) 51 and ∼1.5 decades lower than C into bcc Fe.
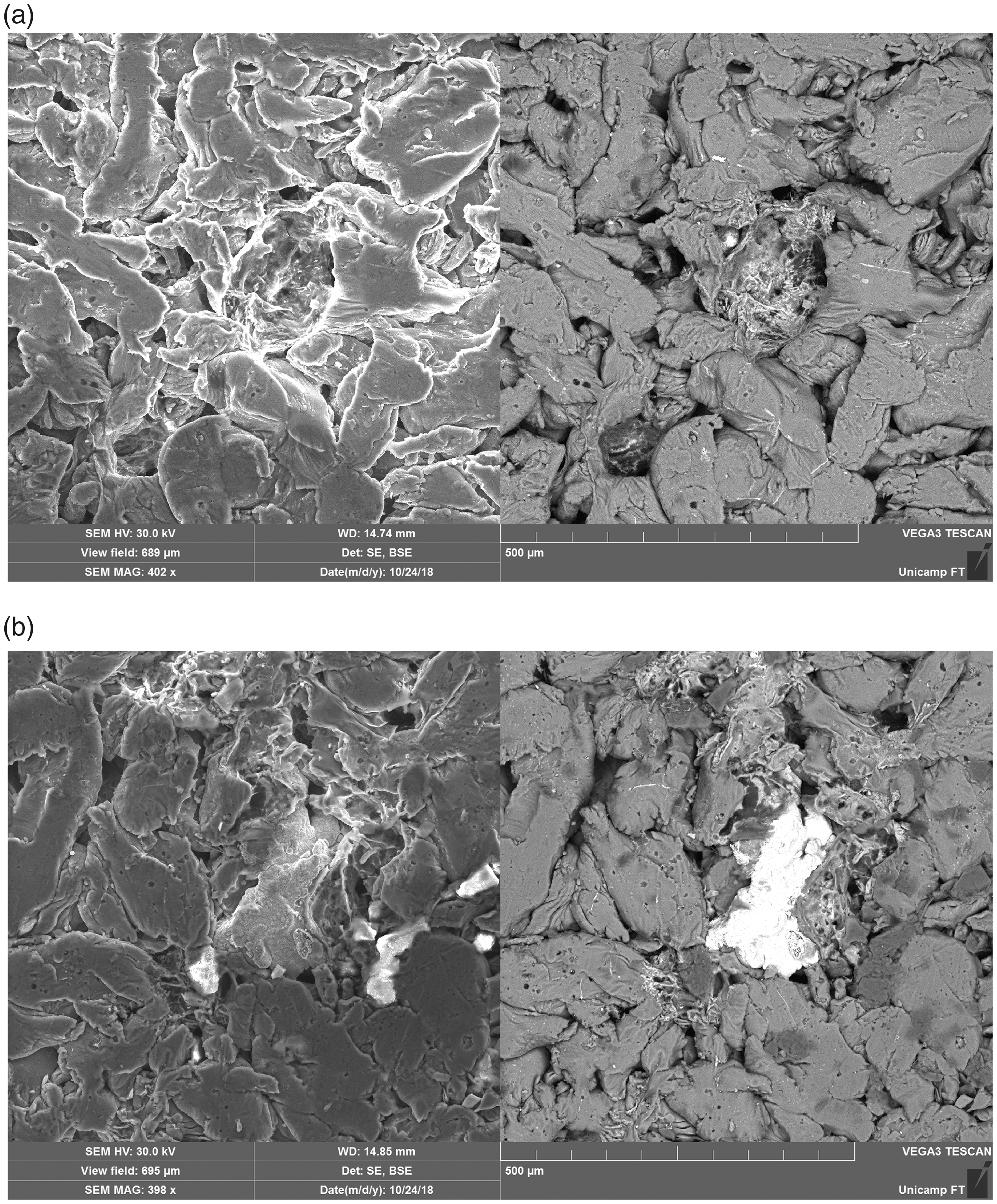
Typical resulting microstructural arrays of the Al/2 + 2 composite sample when: (a) T6 and (b) T4 tempers are carried out.
Typical resulting microstructural arrays of the Al/4 + 4 composite sample when: (a) T6 and (b) T4 tempers are carried out.
There is no sufficient sintering time to provide complete Al to Cu or Cu to Al diffusion constituting monolithic or polycrystalline material and an alloy be constituted (solid solution). Also, the adopted sintering temperature is not enough to provide casting process. In the other cases, when melting and solidification are occurred, an as-cast Al-Cu alloy is constituted. Thus, the dendrite arrangement with a coring solute effect (for instance, Cu concentration is varied) is prevalent.
It is clearly observed that both the T6 and T4 have provided distinctive resulting microstructural arrays, which both microstructures are very distinctive from those as-castings. The XRD patterns have also shown that the intensity of peak correlated with θ phase (more stable Al2Cu phase) is increased.
Typical resulting microstructural arrays after T6 for the Al/2 + 2 and Al/4 + 4 composites are shown Figures 7(a) and 8(a). These are reasonably different from those formed after a T4 treatment, as depicted in Figures 7(b) and 8(b), respectively. The coalesced Al powder particles are evidenced in Figures 7 and 8. This demonstrates that no alloy is formed. No melting point is reached and no coring is observed. Besides, after T4, in two distinct contrasts using BS and BSE images, the Al2Cu are more easer identified.
After T6 treatment, the formed Al2Cu are poorly contrasted, as shown in Figures 7(a) and 8(a). This seems to be intimately associated with the aging (T6) during 3 h, which seems to stabilize the equilibrium phase. For example, it is known that a Ω-phase is completely coherent with Al-matrix and thin hexagonal shaped plates on {111} α family planes are formed. 52 It has been reported that this configuration induces to an improvement of the mechanical property. 52 However, due to the aging or an over aging, some transformation of Ω-phase portion (orthorhombic) in the θ-Al2Cu phase is provided. Consequently, an incoherent condition with matrix is attained; and the mechanical behavior can be decreased.19,34,36,41,42,52,53 In literature, the transformation of the supersaturated solid solution (SSS) to Guinier-Preston (GP) and other metastable phases (partially or fully coherent phases) up to stable incoherent equilibrium (θ) Al2Cu is widely reported.19,34,36,41,42,52,53
Ogel and Gurbuz 19 have also observed that the Al2Cu are formed when portions of Al and Cu powders are mixed, followed by a hot-pressing (∼200 MPa at room temperature + 25 MPa) and sintered (at ∼600°C); and sequentially proceeded by a water-quenched. 19 It is remarked that Ogel and Gurbuz 19 have sintered samples at 600°C, which induces to an Al-Cu alloy formation. This has involved liquid phase (melting) and its solidification with Al matrix and Al2Cu at interdendritic spacings.
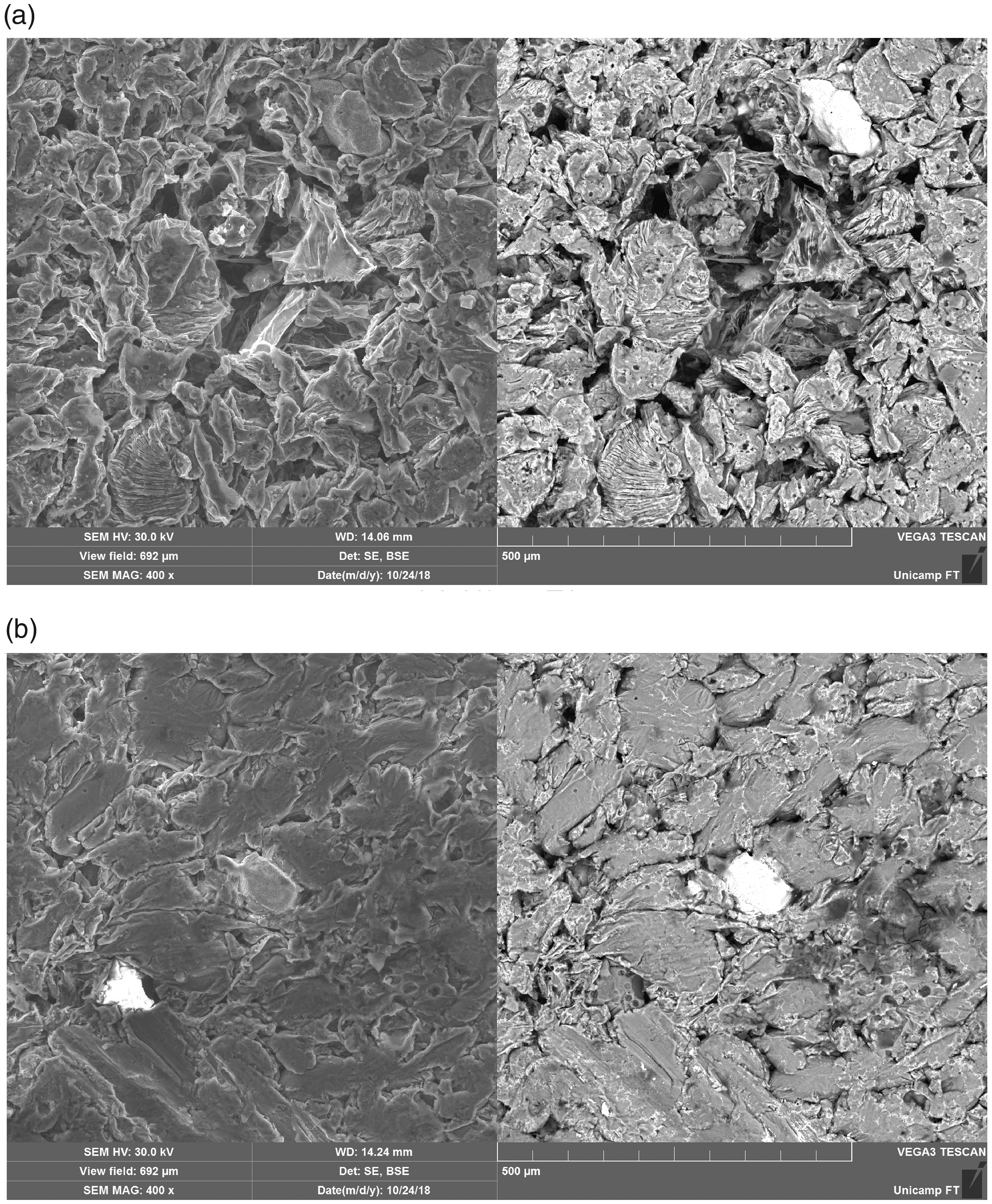
Figures 9 (a) and (b) show typical SEM images of the Al/2 + 2 and A/4 + 4 composites after the T4 treatment and mechanical testing. Although no dimple-like fracture is clearly characterized, it seems that an intergranular ductile fracture is predominant. When the as-cast Al alloys containing intermetallic particles are investigated, both the transgranular brittle and intergranular ductile fracture mechanisms are predominant.19,52,53

Typical SEM images of: (a) T4 heat-treated Al/2 + 2 and (b) A/4 + 4 composites after mechanical test, and (c) SEM images with EDS spot analyses in (d) Si particle and (e) Al-rich particle powder. Al2Cu rich regions in doted black circles are also depicted.
Typical SEM images with EDS points corresponding with Si particle and inside of an Al powder particle are shown in Figures 9(c), (d) and (e). A brittle surface is observed onto the Si particle, while the black dashed circle represents the regions indicating that Al2Cu is formed. Distinctive contrast (more brighter) seems to correspond with different Al2Cu phases, as previously reported.52,53
Figures 10(a) and (b) show typical BSE images of the Al/0 + 5 and Al/0 + 8 composites, respectively. As aforementioned, when the resulting compressive strengths of the Al/4 + 4 and the Al/0 + 8 samples (i.e. Si particles are not added and Cu increased) are compared, the increase of the compressive behavior (∼63%) is attained (i.e. from ∼270 MPa to ∼440 MPa).
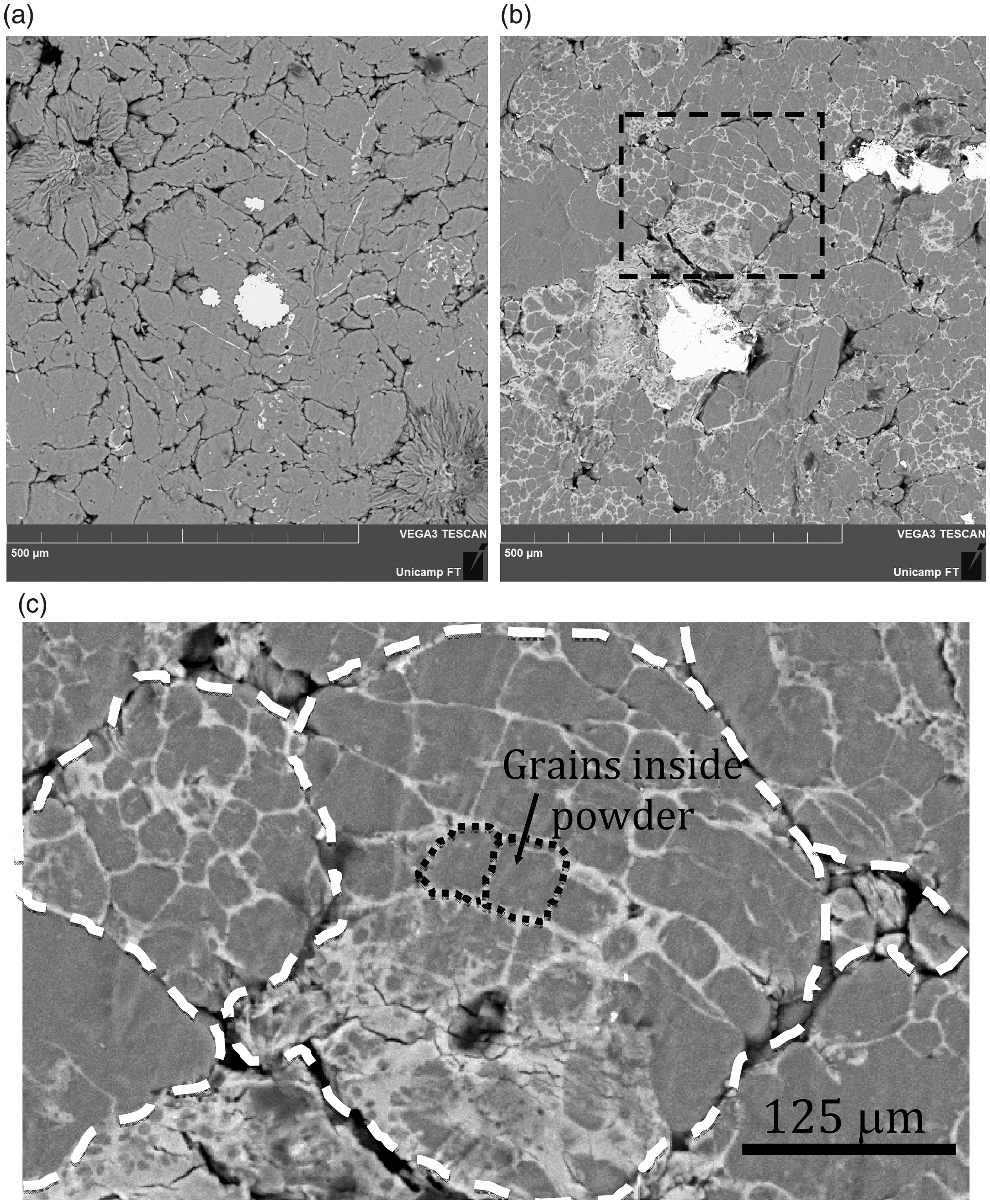
Typical BSE images of the: (a) Al/5Cu (Al/0 + 5) and (b) Al/8Cu (Al/0 + 8) composite samples under 430 MPa of compaction pressure and sintered at 580°C for 1 h and T4 treated. Al grains arrangement inside Al powder evidencing Al2Cu formation at grain boundaries are detailed (c).
Analyzing the SEM image of the examined Al/8 + 0 composite, the formations or segregations of Al2Cu (in bright regions) are observed. When the addition of 8 wt.% Cu content is analyzed, it is evidenced that the Al2Cu is located into the grain boundaries. The grain sizes inside of each Al powders are characterized. Besides, at grain boundaries, the Al2Cu formation is observed, as depicted in Figure 10(c). Ogel and Gurbuz 19 have observed similar microstructure when the hot-pressed Al and Cu powders are investigated. They have demonstrated that the Cu powder particles are remained below the eutectic temperature (i.e. < than 548°C). When the samples are heat-treated at 550°C and 600°C, the melting temperature of Al2Cu is attained, and after solidification, the dendritic arm spacing is constituted. 19
From the metallurgical point of view, an as-cast alloy possesses a dendritic network inside each individual grain. This dendritic array has a solute content varying (coring effect), second phases, and possibly porosities and inclusions, as previously reported. 53 When the solidification of a pure element is considered, differently from a typical alloy, there is no solute concentration content and the dendritic arm spacings are not formed.53,54 In a general way, a solidified pure metal exhibits hexagonal or quasi-hexagonal grains constituting the microstructural array; and their size depends on the cooling rate applied. 55 When Cu particles are blended with Al powders, and no melting point is reached, Cu atoms diffuse to thermodynamically constitute the Al2Cu intermetallic. These are preferentially segregated at grain boundaries. 55 From the mechanical point of view, the Al2Cu located at grain boundaries provides a strengthening effect.
Since the Cu content increases the compressive strength of the Al/Cu composites, a comparison concatenating both the mechanical behavior and the lightweight effect is required. Table 4 shows the compressive strengths per their corresponding densities (i.e. the specific strength, SS), the relative weights and the costs of the examined composites. The corresponding theoretical densities of the Al/2 + 2, Al/4 + 4, Al/0 + 5, Al/0 + 8 are 2.82, 2.93, 3.01 and 3.2 g/cm3, respectively. It is remembered that the designation 2 + 2 corresponds with 2 wt.% Si and 2 wt.% Cu and 0 + 5 and 0 + 8 are those composites containing 5 wt.% Cu and 8 wt.% Cu without Si content, respectively. The average price of Cu, Al and Si are approximately of US$50, 40 and 70 per kilograms, respectively. Although it is recognized that depending of the country and its economy, these values are slightly distinct, the average prices obtained from LME (London metal exchange) and SMM (Shanghai metal markets) are considered.
Experimental results of the compressive strength (UCS), relative weight and cost, and specific strength (SS) of the examined Al/Si/Cu composites varying Si and Cu contents.
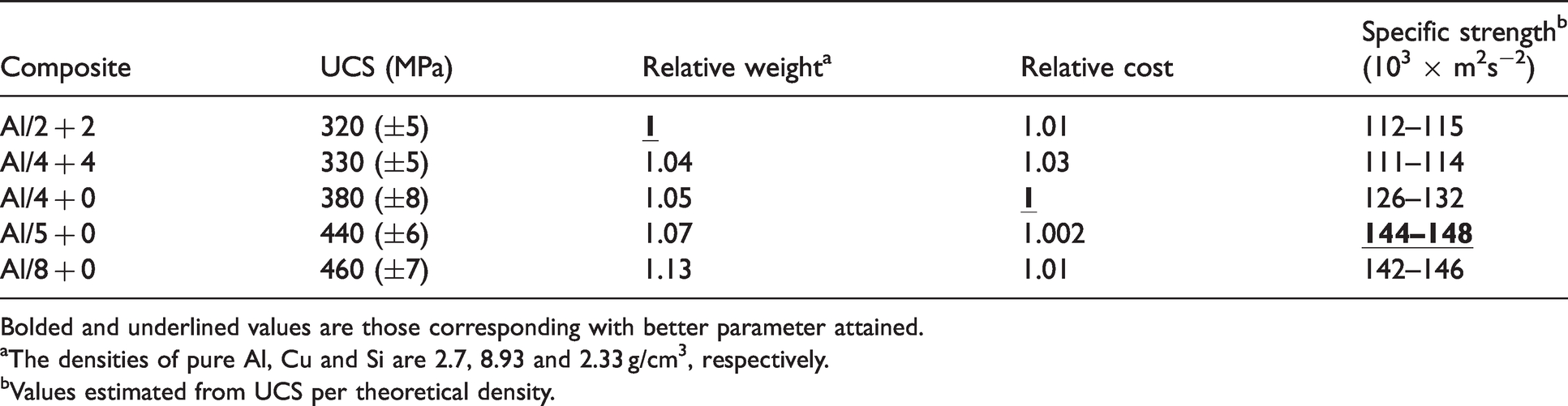
Bolded and underlined values are those corresponding with better parameter attained.
aThe densities of pure Al, Cu and Si are 2.7, 8.93 and 2.33 g/cm3, respectively.
bValues estimated from UCS per theoretical density.
The lowest relative weight is that of the Al/2 + 2 composite. It is induced that the relative weight increases with the increase of the Cu content. Additionally, a range between 1 and 3% of the relative cost of all examined composites is observed. From these, “the lowest” is that of the Al/0 + 4 composite since no Si content is computed. Another interesting analysis concerns to the specific strength values (SS) examined. The SS parameter concatenates the compressive strength with the lightweight effect, and it indicates that the highest SS is that of the Al/0 + 5 composite sample. When the SS per relative cost is also analyzed, the Al/0 + 5 composite has a higher SS per relative cost ratio (SS/US$) (i.e., between 135∼138) than the Al/0 + 8 composite (between 126∼129), followed by the Al/0 + 4 composite. The lowest SS/US$ratios are associated with those composites containing Si contents, i.e. the Al/2 + 2 and Al/4 + 4 composites. These two Al/Si/Cu composites have similar SS values, and they are lighter than other examined composites.
Conclusions
Based on the aforementioned experimental results using pure Al, Si and Cu powders to constitute Al/Si/Cu composites, the follow conclusions can be drawn:
Using two distinctive powder size ratios involving Si:Al (i.e. 1:8 and 1:30) and Cu:Al ranging between 1:1.1 and 1:1.3, it is found that similar values of both the sintered densifications and the tensile strengths are attained. When the distinct heat-treatments (air cooled, T4 and T6 tempers) are carried out to verify the effects in the mechanical strengths, an inverse trend in the ultimate tensile strengths (UTS) is attained when the AR samples (air cooled samples without quenching) are considered. It is also revealed that the Al/2 + 2 composite has higher UTS than the Al/4 + 4 composite. All other carried out treatments have indicated that the Al/4 + 4 composite has higher UTS than the Al2 + 2 composite. The Al2Cu is responsible for the obtained mechanical results. This is intimately associated with their coherence and incoherence at interface between Al2Cu portion and Al matrix. When the Al/2 + 2 and Al/4 + 4 composites are subjected to a T4 temper followed by a natural aging during 3 months, an increase of about 2 times in the tensile behavior is provided. When the T6 temper is carried out, the tensile results of the Al/Si/Cu composites are approximately 2 times decreased. This is also associated with coherent theta Al2Cu formation with Al powder, which is predominant when an over aging is made. When the compressive strengths are evaluated and T4 is considered, it is found that better compressive strengths are attained without Si content than those containing Si particles. Also, an increase in the ultimate compressive strengths is attained when the Cu content is increased. Evidently, this has a deleterious aspect in the lightweight effect since Cu is ∼3x denser than Al and Si particles. When the specific strengths (SS) per relative costs of the examined composites are determined, it is suggested that an Al/0Si/5Cu (Al/0 + 5) composite is a potential material for industrial applications. This is based on the compressive strength, and lightweight aspect associated with a competitive cost. Thus, among the examined composites, the Al/8Cu and Al/4Cu composites demonstrate the best results. Additionally, those composites containing Si content, i.e. the Al/2Si/2Cu and Al/4Si/4Cu samples, have the lowest SS per relative cost.
Footnotes
Data availability
The authors also declare that all research data supporting this publication are directly available within this publication.
Acknowledgements
Acknowledgements are provided to Mr. Alexandre Litzberger, manufacturing manager at Alux do Brasil and Mr. Luiz Antonio Garcia due to supplying materials and valuable technical contributions.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge financial support provided by FAEPEX-UNICAMP, CAPES (Grant #1) and CNPq (The Brazilian Research Council, Grants # 304950/2017-3 and # 405602/2018-9).