
Abstract
Concerns about global warming, environmental preservation, overexploitation of raw materials, and the development of new technologies are increasing. This has been attracting increasing interest in composites reinforced with natural fibers, mainly to replace synthetic materials. In this context, the present research work aimed to demonstrate the technical feasibility of the production of polyester-polymeric-matrix composites reinforced with fibers of Luffa cylindrica and a hybrid with fiberglass. The composites' physical properties (density, moisture content, water absorption, and thickness swelling) and mechanical properties (tensile, bending strength, and Rockwell hardness (RH)) were assessed. The composites were produced through cold pressing in a closed mold. The experiment was performed according to an entirely randomized design with two replicates per treatment and the means were compared by the Tukey test at 95% probability. The results demonstrated that the reinforcement with the Luffa fibers promoted a decrease in the density of the composites, with a minimum value of 1.01 g cm−3. In the assays of tensile strength, the reinforced composite presented a value of 10.20 MPa for this property, while for the bending strength, the value was 18.04 MPa. When the Luffa fibers were employed in the hybrid composite, the bending strength reached 105.12 MPa. In general, the composites reinforced with the plant fibers and the hybrid had physical and mechanical properties permitting their employment for several end-uses, according to the characteristics of each one. The new composites are partially biodegradable, sustainable, and light.
Keywords
Introduction
Fiber-reinforced polymer composites have been widely used in industries to replace conventional materials such as metal alloys. Generally, the main types of fibers used in the manufacture of these composites are synthetic, including carbon, fiberglass, and aramid. 1 These fibers are the most conventional in the market and give the composites manufactured good properties of tensile and bending strength, impact resistance, stiffness, and fatigue resistance, contributing to the replacement of traditional materials in structural projects, given that they provide strength and versatility. 2 Petrochemical products, Synthetic fibers, which are petrochemical derivatives, are materials widely used as reinforcement in the manufacture of polymeric composites. Polyester, nylon, acrylic, and glass fibers have been widely used as reinforcement for composites, due to their advantageous properties, such as high strength, chemical resistance, good insulation, and good elasticity. 3 According to, 4 fiberglass-reinforced composites already have a prominent place among the types of materials most used in construction, as these fibers promote good physical and mechanical properties, such as strength compared to steel and thermal conductivity equal to wood. However, synthetic fibers are not biodegradable, and improper disposal can cause pollution and other negative impacts on the environment. 5 According to, 6 consideration of environmental degradation and global warming, are fundamental in the search for new technologies for the production of composite materials from natural fibers. The need to use sustainable and ecologically correct materials has encouraged the replacement of synthetic fibers with natural ones. 7
Despite the good physical-mechanical properties presented by reinforced fiberglass composites, 8 point out that due to economic and environmental factors, as well as the properties of low density and good strength, there was a significant increase in the use of natural fibers as reinforcement in polymeric composites. According to, 9 composite materials can be reinforced individually with fibers from wood, jute, sisal, coconut, banana leaves, and bamboo, or as hybrid composite materials partially replacing industrial synthetic fibers. Products developed from composites reinforced with natural fibers have good mechanical properties considering their final density, making easy the development of components with large and complex geometries, in addition to being renewable, low-cost materials, with low density and high specific stiffness. 9
The characteristics of natural fibers allow their application in the automotive, furniture, textile, and aviation industries. Natural fibers are raw materials of great value for the production of insulating materials in civil construction, gardening products, pulp and paper, cosmetics, and food products. 10 According to, 11 the use of vegetable fibers in the manufacture of polymer composites has advantages such as low density and high specific strength, besides renewability of the material developed. Another interesting feature is the lightness of the resulting composites compared to those reinforced with synthetic fibers. Plant fibers also have applicability in unconventional uses. Since they are inexpensive and have wide diversity, they are ideal for use in artworks and craftworks, and also for the manufacture of nets, packaging, yarn, blankets, and rugs. 12 Other interesting applications, for example, are the manufacture of composites reinforced with kenaf and jute fiber, which are globally used for interior design applications, such as furniture panels. 13
Among fibrous plant species, Luffa cylindrica stands out due to its versatility. According to, 14 fruits are commonly known as vegetable sponges. The plants are grown mainly in tropical and subtropical regions of Asia. Belonging to the Cucurbitaceae family, Luffa cylindrica is also cultivated in Brazil due to its potential applicability in the production of insulating materials, biofuels, and wastewater treatment additives. 15 Furthermore, Luffa fibers are interesting alternatives to be employed as reinforcement in composite materials, since they are light and have a polyporous structure whose surface morphology can afford good adherence to polymeric matrices. 16 The structure of Luffa fibers permits penetration of synthetic resin, favoring the formation of lightweight composites with acceptable rigidity, advantageous in the production of slenderer composite materials. 17 However, there is a strong need to parameterize the effect of Luffa fibers when employed as reinforcement in composites produced with different polymeric matrices.
Vegetable fibers from Luffa cylindrica are a material widely used in everyday applications for personal hygiene, such as bath sponges, sponges for cleaning household items and floors in homes, and also for making handicraft products. Due to being a natural and abundant material, the bushing has been studied for use as reinforcement in polymeric composites. According to, 18 the use of Luffa fibers as reinforcement for the manufacture of composite panels can be a very interesting alternative in the replacement, for example, of fiberglass in aerospace applications and the transport structure, considering that these natural fibers have advantages such as simple process of manufacturing, lower cost, lightweight, high strength, and energy absorption capacity when subjected to compression. 18
In this context, the present work aimed to produce polymeric-unsaturated polyester panels reinforced with Luffa cylindrica fibers and to assess the physical-mechanical properties of the resulting composites. We also examined hybrid composites reinforced with Luffa fibers and fiberglass. Although some published works reported the use of Luffa fibers as single reinforcement in the manufacture of polymeric composites or even in hybrid combinations with other types of fibers, the information on the physical-mechanical properties of these materials is still limited. Therefore, the present work shows as a differential the manufacture of standardized composite panels in the thickness of 4 mm with 3 fixed layers of reinforcements of Luffa fibers, fiberglass, and hybrids, with mass proportions defined according to the quantities necessary to complete each layer of the panels. The article also presents as a novelty the characterization of hardness using the Rockwell test on the R scale, as well as Scanning electron microscopy (SEM) images showing how the interaction of the Luffa fibers and fiberglass reinforcements with the polyester resin matrix after the fracture occurred in the samples during the tensile strength tests. The information obtained is extremely relevant for future studies to increasingly improve the properties of composites reinforced with vegetable bushing.
Material and methods
Collection and preparation of the raw material
To manufacture the composites, fibers from Luffa cylindrica were treated by immersing them in a matrix of polyester. The fruits were collected in the final stage of ripeness, corresponding to the period when they are still attached to the plant but already completely dry and dark yellow-colored. The fruits came from urban and rural areas in the municipality of Governador Dix-Sept Rosado, in Rio Grande do Norte state, Brazil (5° 27’ 32” S and 37° 31’ 15” W) (see Figure 1). In Brazil, the fruits of Luffa plants are commonly known as vegetable sponges or puffs. Fruits of Luffa cylindrica in the final stage of ripeness (yellow circles).
After being collected while still containing peel and seeds, the Luffa fruits were sorted to choose those with the best phytosanitary condition, without mechanical damage or signs of fungal and insect attack. Only the fruits with a minimum length of 20 cm were selected and stored for further processing. Then the peel and seeds were removed, the internal fibrous structure was longitudinally sectioned and the sections were washed in running water. The material dried in a forced-air oven at 60 ± 2°C for 24 h. After drying, they were pressed at 0.2 MPa by using a manual hydraulic press.
Manufacture of the panels and preparation of the test specimens
The polymeric matrix was composed of industrial-grade orthophtalic polyester resin combined with methyl-ethyl-ketone peroxide (2-butanone-peroxide) as the catalyst. A monomer of styrene was added to decrease the viscosity of the polyester resin. The production process of the composites was performed by using cold pressing with the overlap of three alternating layers of release agent (carnauba wax) on the upper and lower surfaces of the lamination mold (one layer every 5 min). The reinforcement material (Luffa fibers) was then weighed and the amounts of resin, catalyst, and styrene monomer were determined and weighed on an analytical scale (accuracy of 0.01 g) (Figure 2(a) to (c)). Next, the recipient containing the resin was placed in a chamber coupled to a vacuum pump and subjected to a negative pressure of 600 mmHg for 30 min to remove the air bubbles (Figure 2(d)). Afterward, the polyester resin was mixed with 1% styrene monomer and 1% catalyst. The lamination was carried out with the assembly of alternating layers of the constituents in the mold: one layer of resin and another of vegetable fibers, until reaching a three-layered composite (Figure 2(e) and (f)). After the composition was concluded, the mold was closed, placed in a manual hydraulic press, and a pressure of 0.15 MPa was applied for 24 h until the resin became rigid (Figure 2(g)). After the resin was cured, the panels were withdrawn from the molds and used to produce the test specimens (Figure 2(h)). The manufacturing process of polyester-matrix composites; weighing of the Luffa fibers (a); weighing of the fiberglass (b); weighing of the polyester resin (c); removal of the air bubbles from the polyester resin (d); Addition of the polyester resin to the mold (e); lamination of the layers of Luffa fibers and fiberglass (f); pressing of the composite (g); removal of the panels from the mold (h).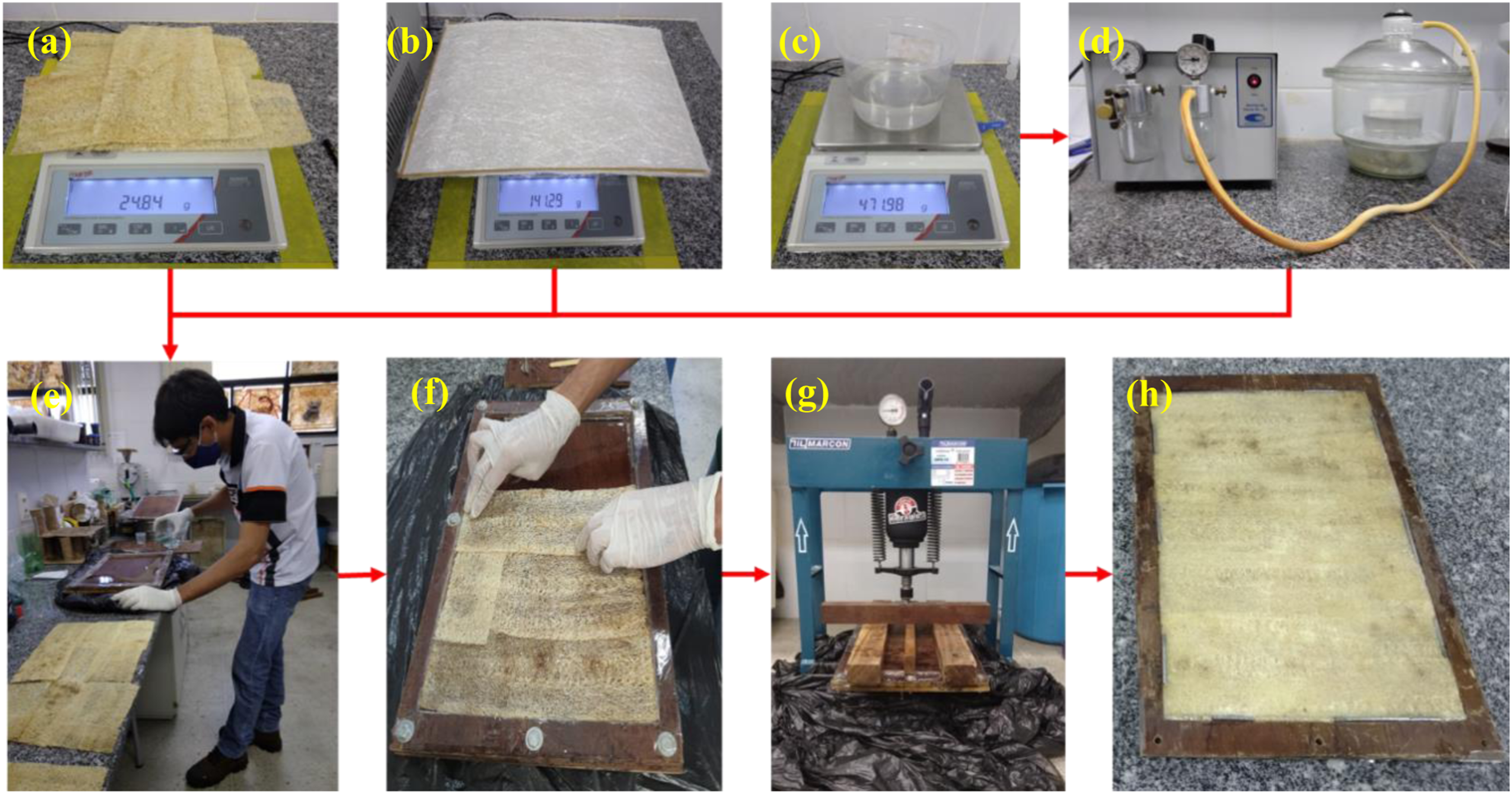
Experimental treatments with the respective compositions employed in the manufacture of the panels.
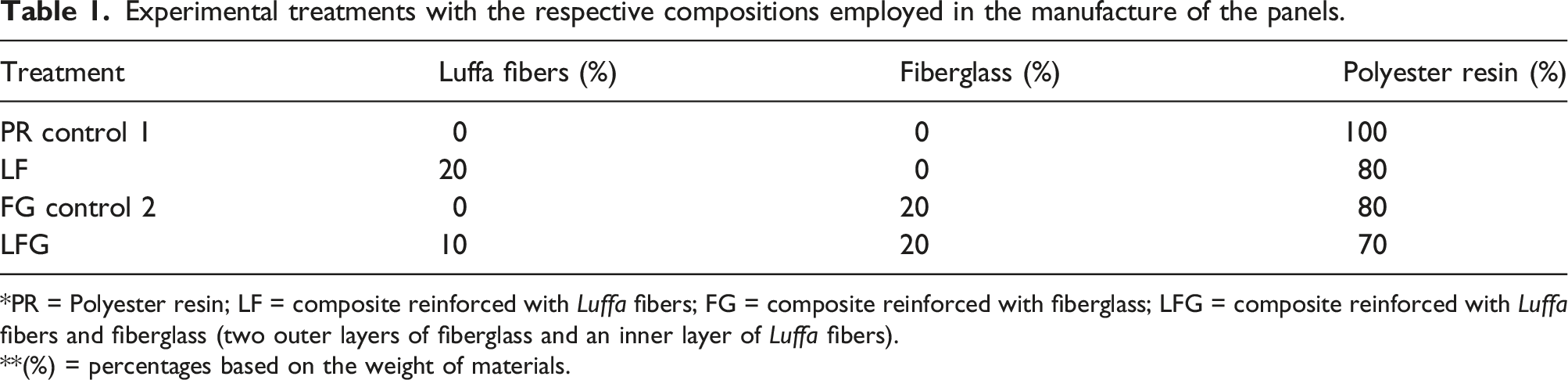
*PR = Polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass (two outer layers of fiberglass and an inner layer of Luffa fibers).
**(%) = percentages based on the weight of materials.
For the preparation of the test specimens, a jig was developed using the Autodesk Inventor and employed to engrave the produced panels. The dimensions of the test specimens were measured according to the standards employed to conduct each assay, as follows, in the next items. After the engravement, the panels were cut using a portable micro-rotary tool (model 7760-10 lite, Dremel Brazil, São Paulo, SP) to obtain the test specimens, which were then finished by sanding them with a sequence of sandpapers with grit numbers 50, 100, 220, 400 and 1200.
Physical-mechanical assays
Basic density and moisture content
The assays to determine the basic density were carried out following the procedures of the standard NBR 14810-2. 19 First, the test specimens were placed in a laboratory oven at 50 ± 2°C for 24 h, under forced air ventilation. After reaching constant weight, the test specimens were weighed (accuracy of 0.01 g) and were measured for length, width, and thickness with a digital pachymeter (accuracy of 0.05 mm). The data were collected and the basic density was calculated. The moisture content was determined according to the procedures recommended by the standard NBR 14810-2. 19 The test specimens were initially weighed to obtain the moisture weight and then placed in a laboratory oven at 50 ± 2°C for 24 h, under forced air ventilation. After drying, the test specimens were weighed, and the dry mass was determined. As the polymeric material used as a matrix presents a slightly melting when subjected to temperatures above 100°C, the drying temperature was defined following the parameters established by the standard D570-98, 20 where the test specimen is recommended that for this sort of material the samples should be oven-dried for 24 h at 50°C (122°F).
Water absorption and thickness swelling
The water absorption test was carried out to evaluate the behavior of composite materials when subjected to conditions where water there is water present, thus verifying if it presents a good performance to be used in practical applications in this type of environment. The tests to determine the water absorption and thickness swelling were carried out following the procedures described in standard D570-98. 20 For thickness measurements, before carrying out the tests, a line in the longitudinal direction and another in the transversal direction of the test specimens were marked with a permanent ink brush. Then the test specimens were placed in a laboratory oven with forced air circulation for 24 h at a temperature of 50 ± 2°C. After that time, the samples were placed in a desiccator for 30 min until reaching room temperature. Subsequently, the samples were weighed and the dry mass values were recorded. Using a digital pachymeter, initial measurements of the thickness of the samples were performed after drying in the regions where the lines were drawn. Next, the samples were completely immersed in a rectangular polypropylene tray with 1500 mL of distilled water at 30 ± 2°C. The choice of using distilled water was established to ensure greater purity and experimental control during the test. The water temperature was defined at the time of the test from measurements performed with a digital thermocouple. After 2 h, the samples were removed from the water and a cotton flannel was used to wipe off the excess water so the wet mass could be determined. Also, thickness measurements were carried out in the marked regions. After weighing and measuring the thicknesses, the samples were placed in the water and the procedure was repeated every 24 h for 8 days. Data were collected and the results of water absorption and swelling thickness were determined according to the equations indicated in the standard.
Tensile strength
The tensile strength tests were carried out employing a universal testing machine (model DL 10000, EMIC, São Paulo, Brazil), equipped with a 100 KN load cell. The assays were conducted following the recommendations of the standard D3039, 21 and the specimens had dimensions of 25 mm width x 4 mm thickness x 240 mm length. All the assays ended after the total fracture of each sample. The experimental data were organized and used to calculate the maximum rupture load and modulus of elasticity (MOE) through the equations indicated in the standard.
Three-point bending strength and rockwell hardness
The bending tests were carried out to characterize the mechanical properties of materials during bending stresses, thus determining the maximum values of rupture stress and MOE that these materials can reach during practical applications. The assays to determine the three-point bending strength were performed according to standard D7264. 22 The Rockwell hardness (RH) test was carried out to verify the material’s resistance to deformation caused by a spherical indenter without destroying the sample, and thus, to evaluate the surface resistance of composite materials. The RH assays followed the recommendations of the standard D785-08,22,23 with this property being determined by using a digital Shore durometer (model HR-300, Mitutoyo, Suzano-SP, Brazil) equipped with a 0.5” spherical steel ball. Before the assays, a digital pachymeter was employed to define the places in the test specimen where the property would be determined, which were marked at a distance of 8 mm from the center of the diameter to the edges, and 8 mm from the center of the diameter between the markings. After the test time, the testing machine provided the hardness result in HR on the R hardness scale. All told, 8 determinations were performed in each sample. The data provided by the durometer were organized in electronic spreadsheets to obtain the RH results on the R scale.
Scanning electron microscopy
After performing the tensile assays, two test specimens of each treatment were selected, and a rotary tool was used to cut the edges of the fracture region for analysis. The cut samples were oven-dried under air ventilation for 24 h at a temperature of 50 ± 2°C. Since the samples were not electron conductors, before performing the microscopic analyses, they were fixed in a metallic sample holder and placed for 8 min in a metallizer (model Q150R ES, Quorum Technologies, Lewes, UK), to apply a 9 nm layer of gold in the fracture region. After metallization, the samples were placed in a chamber inside a scanning electron microscope (Tescan Vega 3 LMU, Kohoutovice, Czech Republic) and then the voltage was adjusted to 10.0 kV. The images of the fracture region were captured at a standard magnification of 150X, except for the hybrid treatment in which the best image was obtained at 90X magnification.
Experimental design and statistical analyses
The experimental design was entirely randomized with four treatments and four replicates, encompassing 16 panels. The experimental data from the physical and mechanical assays were subjected to the Shapiro-Wilk test to verify normal distribution using the XrealStats software. Then, the data were subjected to analysis of variance (ANOVA), and the means were compared by the Tukey test at 95% probability employing the Sisvar software.
Results and discussion
Basic density and moisture content
The results obtained from the basic density tests (Figure 3(a)) showed that the FG treatment presented the highest value of 1.27 g cm−3, but this value did not differ statistically from the LFG treatment. The composite LF was the treatment that presented the lowest density value with 1.01 g cm−3. The higher basic density value presented by the composite FG compared to LF may be due to the higher density of the fiberglass, which has a value of 2.54 g cm−3,
24
while the Luffa fibers have a density of 0.92 g cm−3.
15
Nevertheless, the low density of the Luffa fibers compared to the synthetic ones is one of the most advantageous properties of that material, because when employed in the manufacture of composites, besides allowing a decrease in weight, the material is partially biodegradable.
25
The same authors highlighted that if the composites are applied in the automotive industry, the lower weight of the resulting structure reduces fuel consumption. The vegetable fibers are carbon neutral and environmentally correct, and since they are cellulose-based, the lower weight of the composites is advantageous for their transportation.
9
Basic density (a) and moisture content (b) of the experimental treatments *PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass. **Means followed by different letters are statistically dissimilar by the Tukey test at a 95% of probability.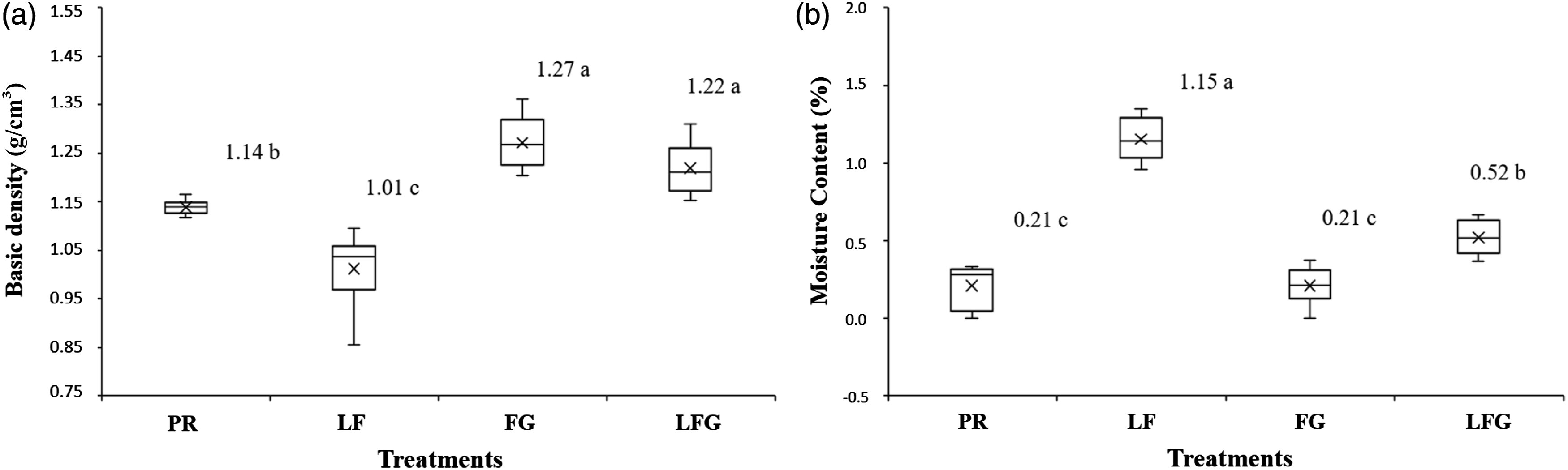
According to the results of the moisture content assays, the composites from the PR and FG treatments had a value of 0.21% (Figure 3(b)), which was the lowest. On the other hand, the composites from the LF treatment had the highest value, at 1.15% (Figure 3(b)). Judging from the results, the addition of Luffa fibers as a reinforcement provided an increase in the absorption of water from the surrounding environment, resulting in higher moisture content afterward. This fact can be explained because the Luffa fibers are rich in holocellulose in their chemical composition, with values around 84%, 26 so they are highly hydrophilic, and the composites made with them have the same affinity, at least partially.
The experimental results of higher moisture content for the samples containing Luffa fibers as reinforcement are in line with the results reported by, 27 who employed natural fibers of jute, ramie, and roselle in the manufacture of composites, and also determined that the higher content of cellulose and hemicelluloses in those materials increased the moisture content mainly due to the high percentage of hydroxyl (-OH) and acetyl groups (C2H3O), which are strongly hydrophilic. The hemicelluloses – the amorphous portions of cellulose, lignin, and the surface of the crystalline cellulose present in the lignocellulosic materials – are mainly responsible for the absorption of moisture from the surrounding atmosphere. This hydrophilic character is passed on to the final composites, which has undesirable effects on dimensional stability and mechanical properties (Sanjeevi et al. 2021). 28
Water absorption and thickness swelling
The curves displayed in Figure 4(a) present the behavior of the panels regarding water absorption as a function of immersion time. As can be observed, the treatments PR, FG, and LFG were statistically similar and had the lowest values of water absorption. The highest value of this parameter was presented by the composites from the LF treatment, at 17.63%. The results clearly show that the addition of Luffa fibers increased the water absorption, although in the hybrid treatment LFG that property was not affected significantly. This can likely be explained because in this treatment the reinforcement with the vegetable fibers is the central layer of the composite, isolated from the exterior by two layers of synthetic fibers. Percentages of water absorption (a) and thickness swelling (b) as a function of the immersion time (hours) *PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass. (Means followed by different letters are statistically dissimilar by the Tukey Test at a 95% of probability).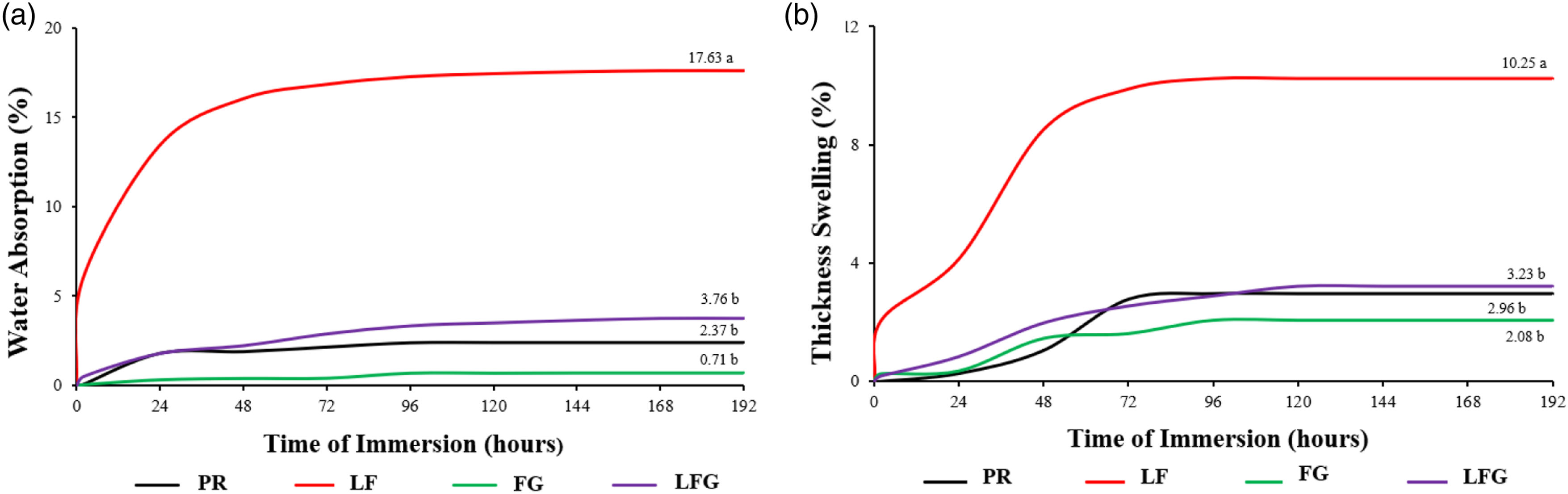
The shape of the curves of water absorption x immersion time of the LF treatment indicates that the absorption reached a maximum and then remained constant from the range of 72–96 h. The PR samples reached equilibrium moisture after around 120 h, followed by the FG (144 h), and the LFG treatment (168 h) (Figure 4(a)). The higher percentage of water absorbed by the composites from the LF treatment follows the pattern reported by, 29 who assessed composites made with polymers reinforced with sisal fibers and found that the higher water absorption presented by the panels was due to the presence of voids in the inner structure with higher quantities of vegetable fibers. In a study involving Luffa fibers, 30 stated that the hydrophilic nature of the fibers, their poor adhesion with the polymeric matrix, and the voids were responsible for the higher levels of water absorption. On the other hand, the low absorption of the composites from the LFG treatment can be explained based on 31 results regarding polymer hybrid composites with fiberglass and curauá (Ananas erectifolius) fibers. They reported that this behavior is related to the good interaction between the synthetic material and the natural fibers and the symmetry in the distribution of the layers. The same authors highlighted that the outer layers of fiberglass act as a barrier protecting the natural fibers from the action of water during immersion. From the analyses, it could be verified that the composite LF is not indicated for applications where water is present, while the composite LFG can be recommended for both dry and wet conditions.
Regarding the thickness swelling (graph displayed in Figure 4(b)), similar to the behavior observed in the water absorption tests, the experimental treatments PR, FG and LFG were statistically equal and also presented the lowest swelling values after immersion. In turn, the LF treatment had the highest value (10.25%) for thickness swelling. Therefore, when employed as a reinforcement, besides providing an increase in water absorption, Luffa fibers in the composites (LF treatment) also positively influence their thickness swelling. According to the curves of thickness swelling as a function of the immersion time, this swelling remained constant at some point. The composites from the PR, LF, and FG treatments reached the point of equilibrium first, at 96 h. The LFG samples took 120 h to reach stability.
The thickness swelling due to water absorption is related to the high porosity and the presence of voids on the surfaces of composites. These parameters combined cause changes in the material’s dimensional stability, as 32 remarked. Other authors have determined the chemical composition of Luffa fibers and stated the following values for this property: 63.0% α-cellulose with 43.0% crystallinity and 57.0% amorphous parts, 19.4% hemicellulose, and 11.2% lignin.33,34 The high proportion of hydrophilic components favored the water absorption and consequently the thickness swelling of the material in which the Luffa fibers were added. In a study of polymeric composites reinforced with jute fibers, 35 also observed an increase in the thickness swelling as a result of the water absorption by the polar hydroxyls present in the structure of cellulose and hemicelluloses, through hydrogen bonds, so that with the accumulation of moisture in the cell walls, they tend to swell. The tendency to absorb water and swell can be reduced in composites reinforced with Luffa fibers. According to, 35 the addition of coupling agents decreases both events by reducing the voids and preventing the interaction of water with the hydrophilic sites of the plant fibers.
Tensile strength and MOE
As presented in Figure 5, the assays of tensile demonstrated that the composites of the FG treatment had the highest value of this property, with a maximum of 93.14 MPa, as well as a higher value for the tenacity modulus, being 2004.30 kJ m−3. The LF composites had the lowest values, 10.29 MPa and 114.05 kJ m−3. The experimental results, therefore, demonstrated that the addition of Luffa fibers as reinforcement in LF composites reduced the tensile strength and energy absorption capacity until rupture, in comparison with the polyester (PR), FG, and LFG composites. According to,
37
poor bonding at the fiber-matrix interface of composites results in a decrease in the tensile tenacity property, however, performing an alkaline treatment on the fiber surface can improve the mechanical properties. Stress x strain curves for the tensile assay for the composites. *PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass. (Stress-strain curve of the samples that obtained the best performance for each treatment).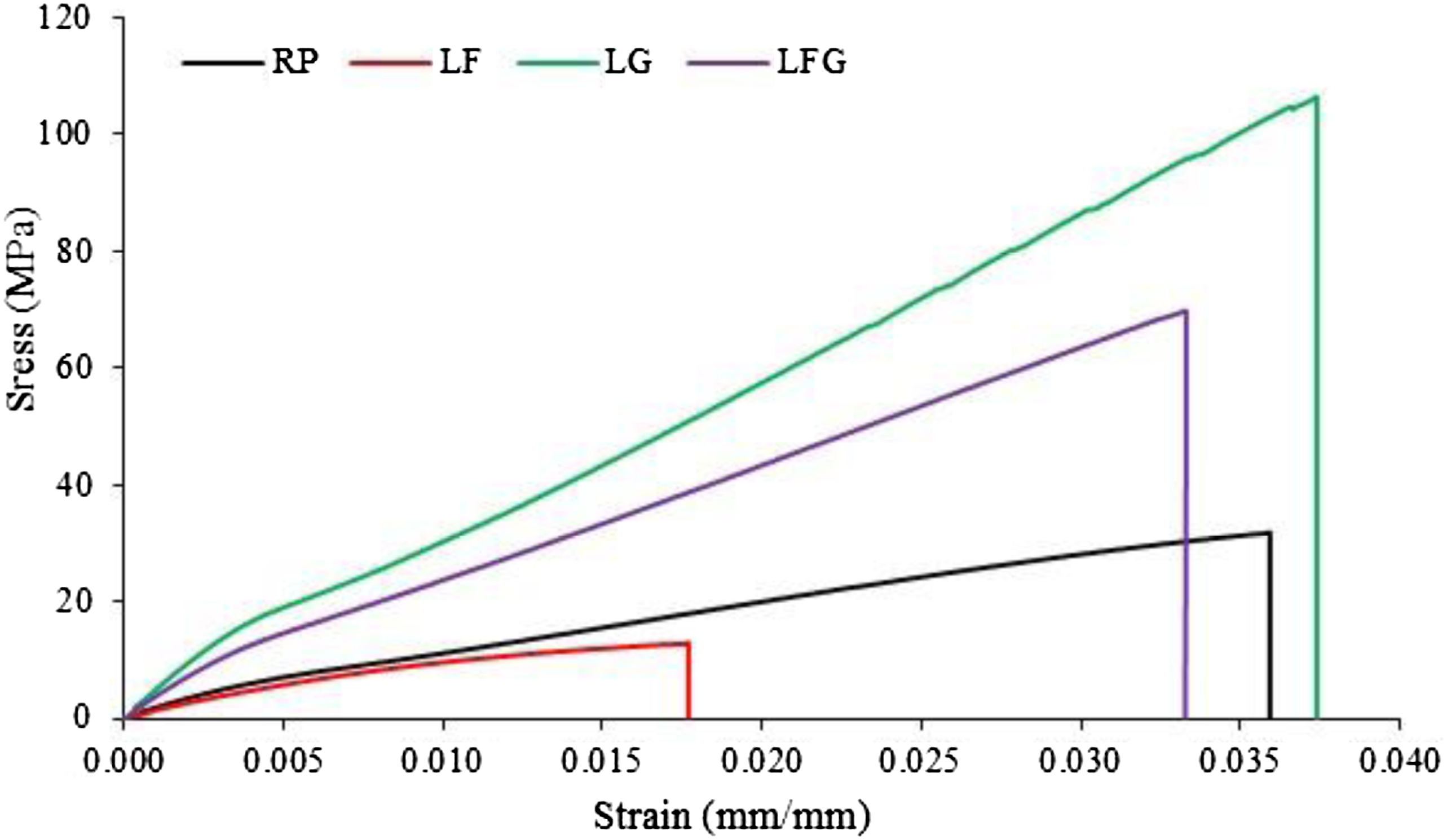
Although the LF composite showed a lower tensile strength result than the other treatments in this work, the value was, for example, higher than 9.79 MPa for the epoxy matrix composite reinforced with coconut/jute fibers obtained by 38 and 7.59 MPa of the short Napier grass reinforced polyester resin composite obtained by. 39 The addition of Luffa fibers in the treatment LFG also resulted in a decrease in the tensile strength and tenacity when compared to the FG composites, but even so, the value for this property was higher than the values determined for the composites from the PR treatment. Although the LFG treatment has a lower tensile strength value than the FG, in situations with strength values lower than or equal to 58.85 MPa, the LFG hybrid material can be a viable alternative both in the economic and environmental scope, because, in addition to reducing the quantities fiberglass, which is a relatively high-cost synthetic material, will still contain a percentage of Luffa fibers, which is a natural, biodegradable, sustainable and low-cost material.
The differences between the tensile strength of the composite reinforced with natural and synthetic fibers are correlated with the structure and chemical composition of the fiber itself and its diameter according to, 11 while according to, 40 the tensile strength of a composite material depends also on the orientation of the fibers, the loads, the MOE, and interface link s between the fiber and the polymeric matrix. 41 described another factor that influences this mechanical property as manual manufacture (lay-up), which favors a higher quantity of bubbles and voids in the material. As stated by, 34 Luffa fibers have a low percentage (3.2%) of extractives (waxes, oils, and resins). The authors reported that the presence of high percentages of extractives can result in poor fiber-matrix adherence, and consequently decrease the strength of composites produced with this type of fiber. 42 also commented that the presence of residues on the surface of the fiber can decrease the fiber-matrix interaction of composites and laminated materials.
Results found for the tensile assays for the composites.
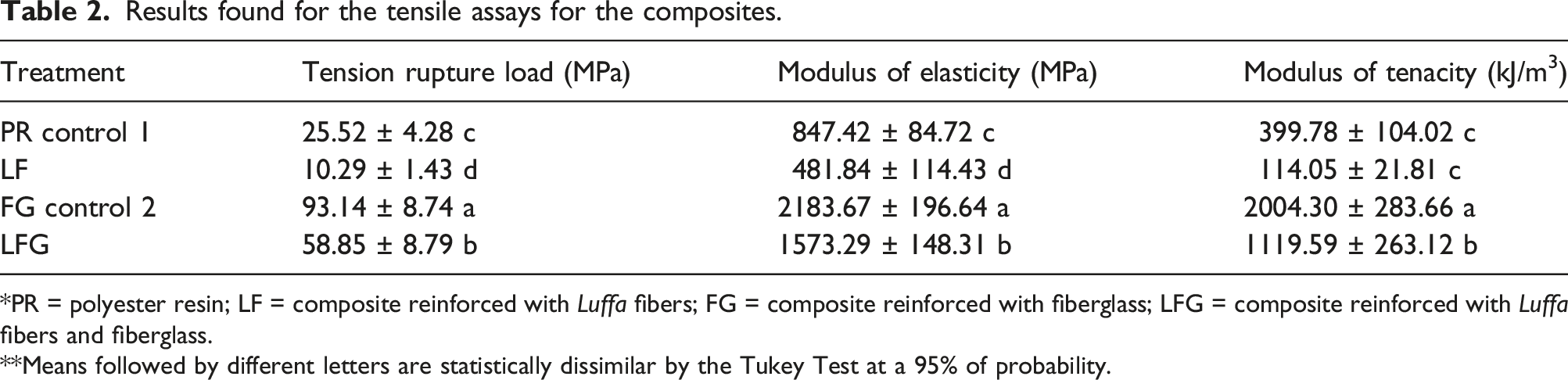
*PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass.
**Means followed by different letters are statistically dissimilar by the Tukey Test at a 95% of probability.
The higher value of stiffness found for the LFG treatment compared to the treatments PR and LF is due to the hybridization employed in its manufacture. As commented by, 44 hybridization when applied in the production of polymeric composites provides better tensile strength and MOE not only because of the chemical composition of the fibers but also due to their internal structure. Knowledge of the anatomy of lignocellulosic fibers is of utmost importance since it provides information on roughness, pore (vessel) size, and fiber length. These factors are directly linked to the adhesion capacity in the interface region (fiber/polymer matrix), and also in the homogenization capacity, and consequently the mechanical properties of the composite. 42
Bending strength and MOE
The bending strength assay of the treatments indicated that the LFG composites presented the highest strength and the highest tenacity modulus, being equal to 105.12 MPa and 1378.99 kJ m−3, respectively (Figure 6), but this did not statistically differ from the values of the synthetic composites from FG (control 2). LF showed the lowest values of rupture and toughness (18.04 MPa and 283.16 kJ m−3), but there was no statistically significant difference in comparison with the PR treatment. When the bending strength result of the LF treatment is compared with other materials found in the literature, it is verified that the value found here is higher than the result of 12.5 MPa of the epoxy composite reinforced with glass/abaca fibers, and the value of 11.9 MPa obtained for a composite of epoxy reinforced with glass/jute fibers, obtained by.
45
When submitted to bending stress, the samples containing Luffa fibers as a reinforcement had good results. Stress x strain curves for the bending assay for the composites. *PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass. (Stress-strain curve of the samples that obtained the best performance for each treatment).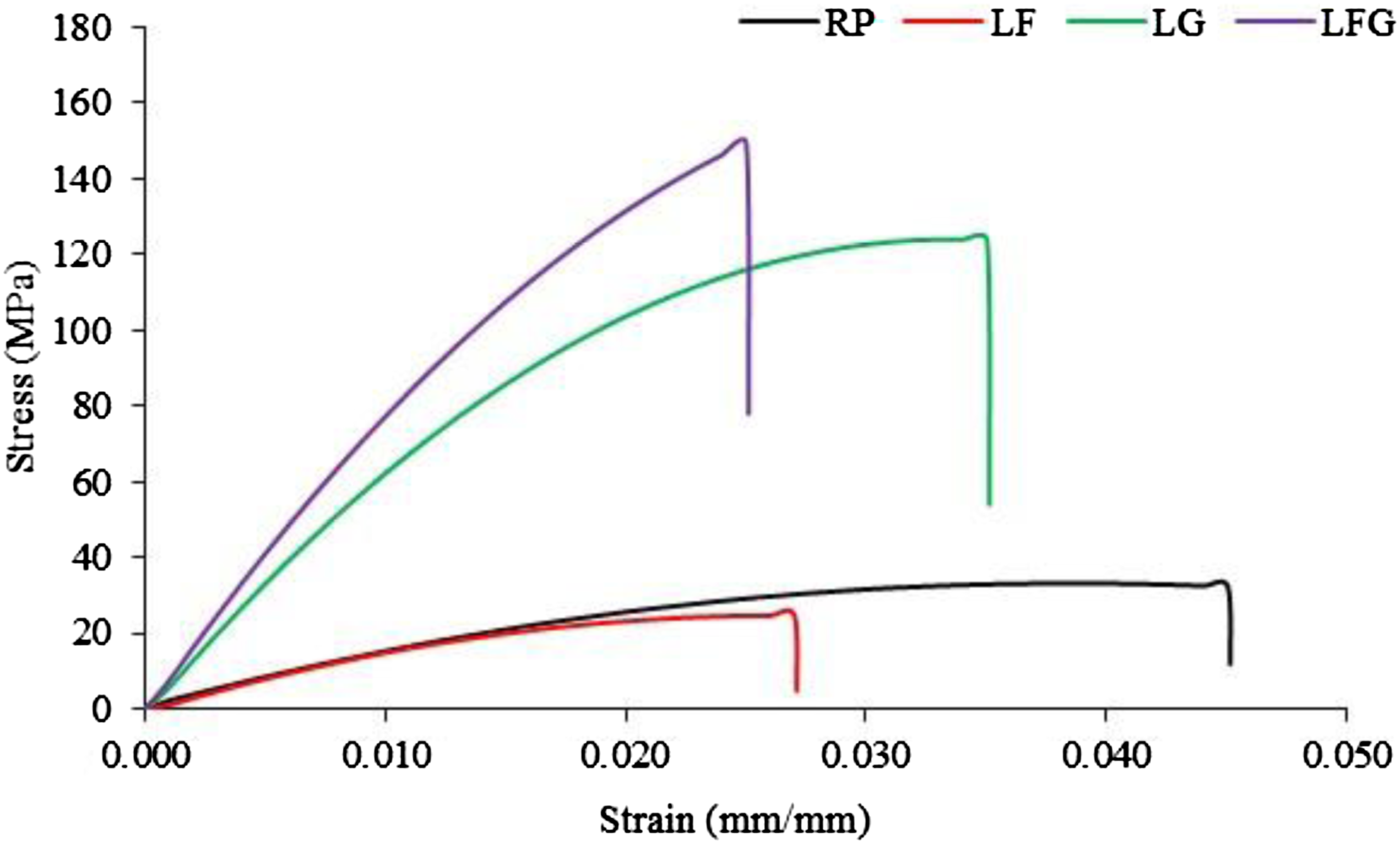
Furthermore, the strength and tenacity modulus of LFG treatment composites did not differ statistically from FG synthetic composites. Vegetable fibers also did not significantly decrease the flexural strength and tenacity of the LF composite compared to samples produced with polyester resin (PR) alone. The value of the bending strength presented by the LFG composites can be attributed to the fact that in these panels, the reinforcement is placed in the middle layer between two other layers of fiberglass. According to, 46 the mechanisms of energy dissipation that promote the highest contribution to increasing the tenacity are the fibers extraction and the interfacial displacement during the propagation of the failure. The high standard deviation presented by some treatments during the tests may be a factor resulting from the manufacturing process that has caused a greater diversity in the quality of the materials produced. 47
In hybrid composites, the type of fibers and the sequence of placement of the layers directly influence the bending strength. The placement of stronger fibers in the outer layers provides higher strength and MOE to the composites since in these regions the fibers are subjected to more significant deformation strains than in the internal layers. 48 The results of the bending assays found in this work are in line with the results reported in the literature since composites containing Luffa fibers clearly showed the potential of this natural material for use as reinforcement in composites produced with polyester resin and also in the composition of hybrid panels with fiberglass. In this sense, according to, 49 the employment of natural fibers presents some advantages in comparison with synthetic and mineral fibers, such as low density, non-toxicity, non-abrasiveness, high specific strength, and specific modulus, and ease of processing, besides being renewable. As stated by, 50 the combined use of two types of fibers (natural/synthetic) in a polymeric matrix permits obtaining a composite more ecologically correct composite with good mechanical properties together with lower specific weight.
Results found for the bending assays for the composites.
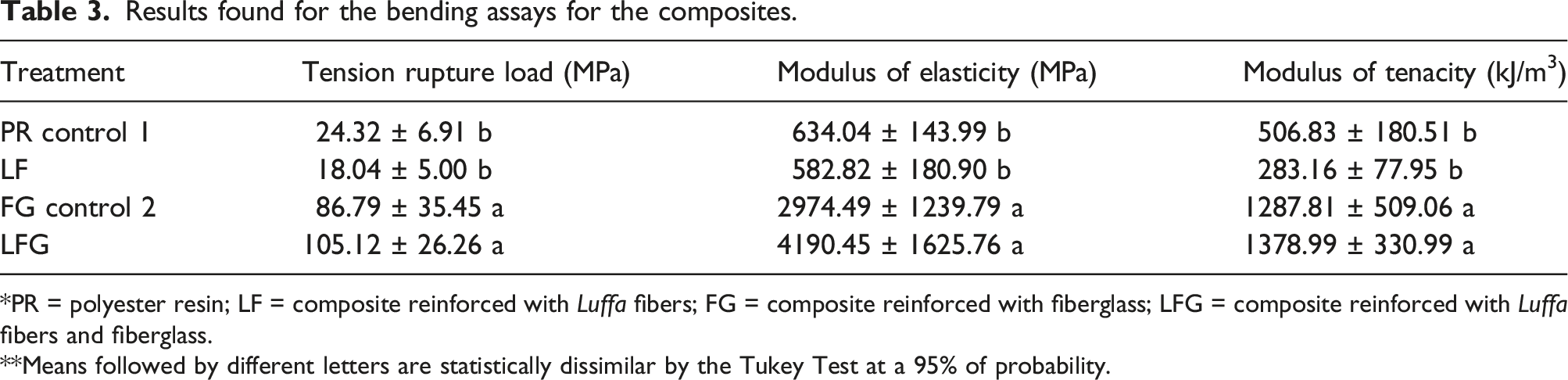
*PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass.
**Means followed by different letters are statistically dissimilar by the Tukey Test at a 95% of probability.
Rockwell hardness
The RH (Figure 7) test is considered one of the simplest and can be applied to nearly all materials with different thicknesses.
53
The RH results indicated that the FG specimens were the hardest (122.01 HRR), while the lowest value was that of the LF composites (75.32 HRR). The high standard deviation determined for the LF treatment may be due to variations in the surface of the material, according to,
54
who pointed out that factors such as the wavy surface of the samples, the dispersion, and orientation of the fibers within the matrix are factors that contribute to the high standard deviation on the surface of the hardness tests. The addition of fiberglass as reinforcement provided an increase in the hardness of the FG composites, while the addition of Luffa fibers promoted a decrease in that property for the LF and LFG treatments. This decrease can be attributed to the plant fibers’ presence and the poor adherence between them and the polyester matrix.
55
found similar behavior of RH in composites reinforced with different volumetric fractions of betel nut husk, pineapple leaf fibers, and coconut fibers. They determined that the increase in the content of vegetable fibers was inversely proportional to the RH of the composites.
56
investigating composites of polyester reinforced with banana tree fibers, verified that the increase in the vegetable fiber content was associated with a decrease in the RH, which as mentioned above was attributed to poor adherence between the fibers and the polymeric matrix. Mean values of Rockwell hardness determined for the composites. **PR = polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass. (Means followed by different letters are statistically dissimilar by the Tukey Test at a 95% of probability).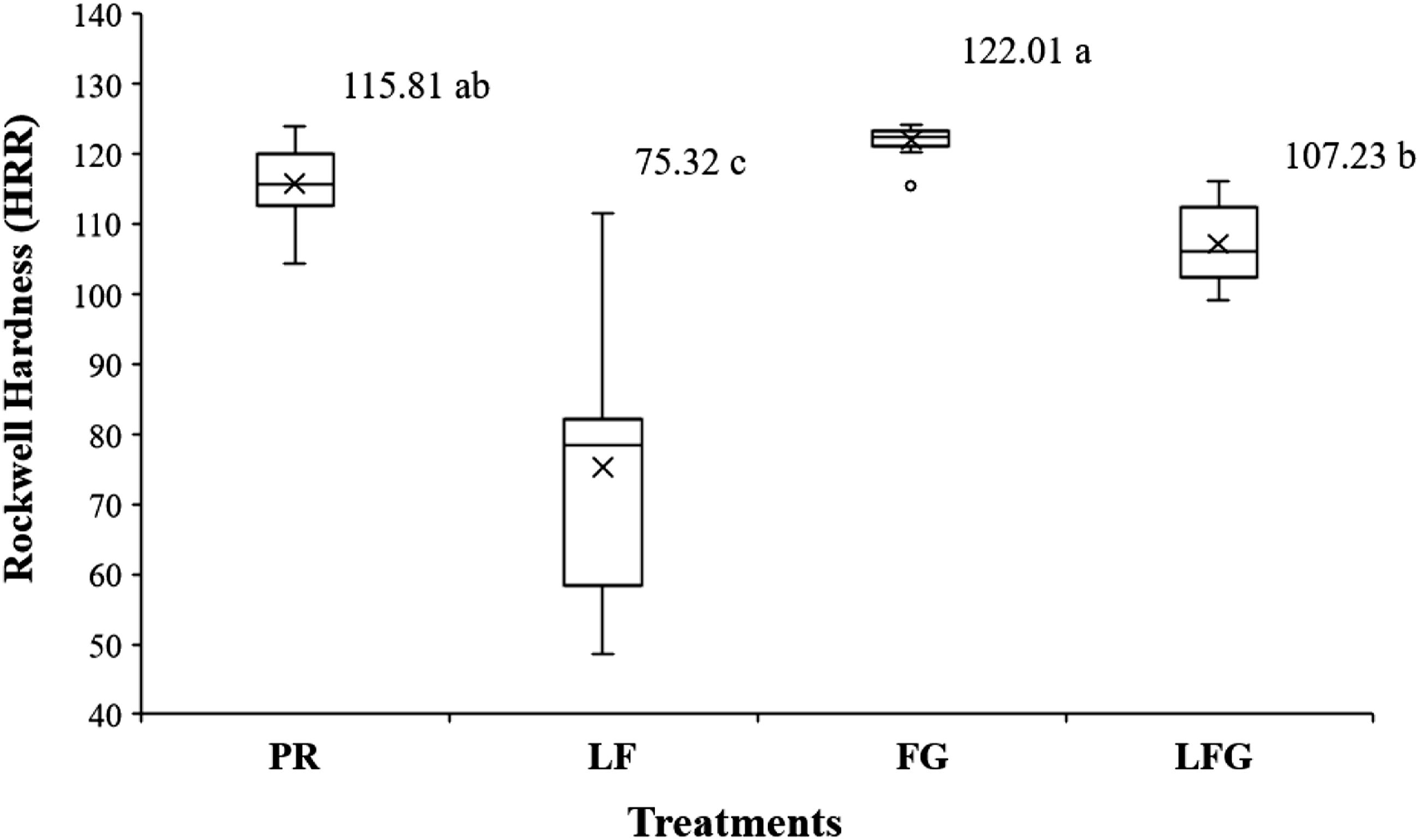
Although the LF composite had an RH value lower than the other treatments, it was higher than the value found by 57 for composites of polypropylene without reinforcement (58.90 ± 6.36) and polypropylene/fiberglass (68.93 ± 4.46). 58 studying hybrid composites reinforced with Luffa and carbon fibers, concluded that the increase in the RH resulted from the higher volume of synthetic carbon fibers combined with the Luffa, contributing to the increase in the stiffness of the composites and consequently higher hardness values.
Characterization of the ruptures by SEM
The image from the rupture region (Figure 8(a)) of a PR composite specimen showed the typical pattern of plastic deformation, as well as the cracks and voids in the microstructure of the material. These flaws are usual in the structure of polymeric resins, and their presence most likely directly influenced the water absorption, thickness swelling, tensile and bending strength, and hardness. However, they are not intrinsic flaws in the polyester matrix, instead of resulting from the manufacturing process.
59
commented that the polymeric matrix is mainly responsible for a uniform transfer of tensions, and the voids inside it are the principal spots where the material has low strength due to structural discontinuity, with or without reinforcement. Microscopic images of the rupture regions of the composites: (a) PR treatment; (b) LF treatment; (c) FG treatment; and (d) LFG treatment. (Magnification of the images is 150X, except for (d), which is 90X. **PR = Polyester resin; LF = composite reinforced with Luffa fibers; FG = composite reinforced with fiberglass; LFG = composite reinforced with Luffa fibers and fiberglass).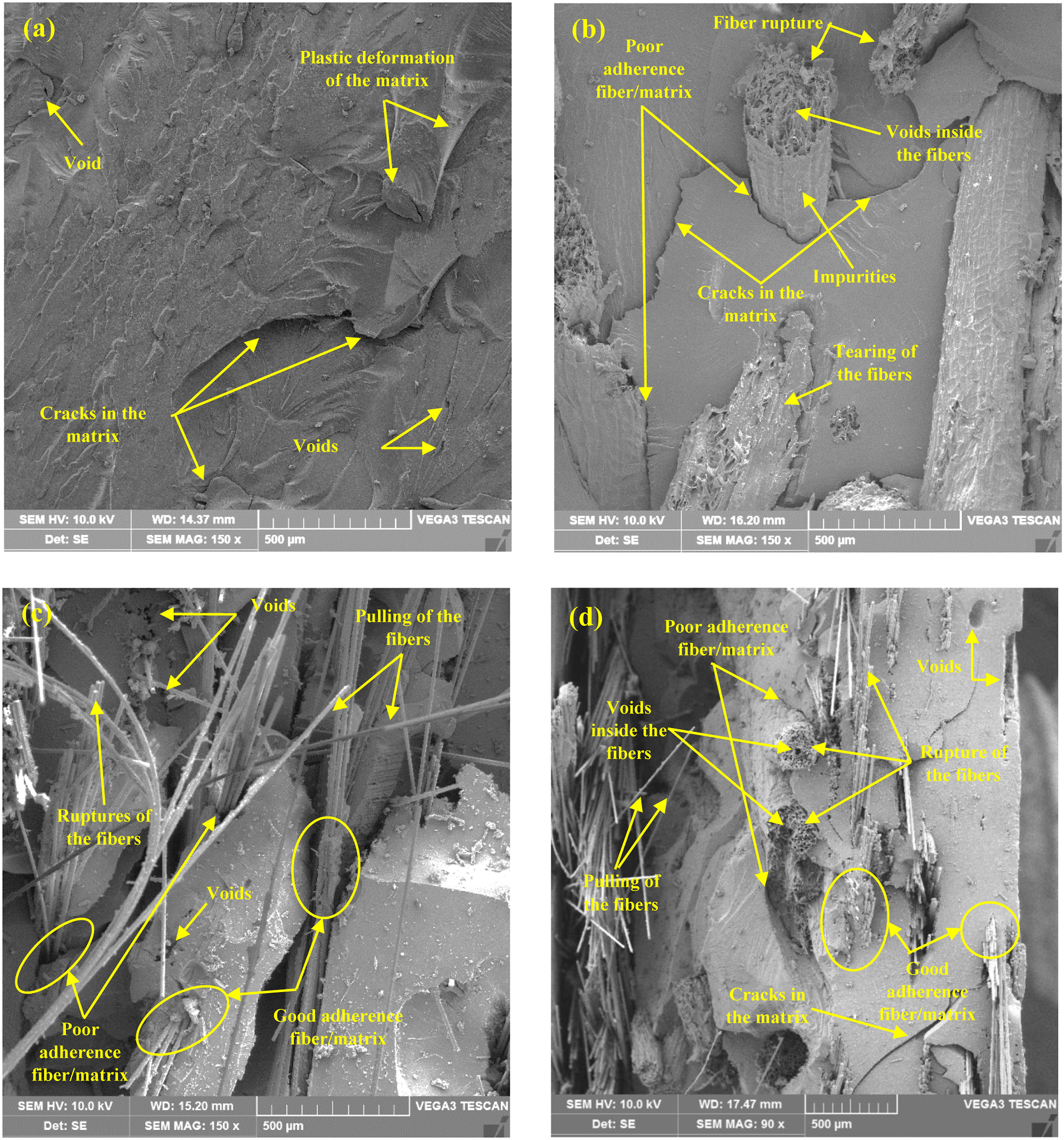
For the LF treatment, the microscopic image of the fracture section revealed phenomena such as pulling and tearing of the Luffa fibers, presence of impurities in the fibers, cracks in the polyester matrix, spots of low fiber/matrix interaction, and voids inside the plant fibers (Figure 8(b)). During the tests performed for the characterization of the LF composites, these factors probably negatively influenced the physical and mechanical properties. The image of the synthetic composite FG in the rupture region revealed fiberglass tearing and fracturing, voids and cracks in the polyester matrix, and both poor and good fiber-matrix interaction (Figure 8(c)). Despite these flaws, the synthetic composites (LF) had high adherence between the fibers and polymeric matrix, which explains their good performance in the physical and mechanical tests. In the rupture region, the hybrid LFG composites had characteristics similar to those of the composites from the LF and FG treatments, such as pulling of the fiberglass, fracturing of the fiberglass and the Luffa fibers, voids inside the vegetable fibers, cracks and voids in the polyester matrix, and regions with poor adherence of the fiberglass and Luffa fibers with the polyester matrix (Figure 8(d)). Despite the presence of these flaws, regions of high adherence were detected in the structure of the hybrid composite reinforced with synthetic fiber. This good adherence is probably the main factor responsible for the good performance of these composites in the physical-mechanical assays.
Since no physical-chemical treatment was applied to the Luffa fibers, differences in polarity can explain the pullout of these fibers that occurred in the LF and LFG treatments. These differences in polarity were recognized by. 41 and were attributed to the presence of waxes, fats, and gums, which tend to decrease the adherence of the vegetable fibers to the polyester matrix. Another factor that can contribute to the poor interaction is the hydrophilic character, cited previously, of the vegetable fibers, which do not combine electrostatically with the low-polarity structure of the synthetic matrix, a fact that implies weakening of the internal parts of the composites, as described by. 60
The performance of an alkaline treatment with sodium hydroxide (NaOH) promotes the removal of elements and impurities present on the surface of the vegetable loofah fibers, which can positively contribute to the improvement of the adhesion between the fiber and the polyester matrix. According to, 61 treatment with NaOH causes the disappearance of granular lignin particles, in addition to promoting the removal of the largest portion of waxy materials, hemicelluloses, and pectin substances that are present on the surface of the fibers. Evaluating polymeric composites of epoxy resin and Phoenix sp fibers, 62 found that fibers treated with 15% (NaOH) promoted good bonding at the fiber-matrix interface, as well as positively contributed to the increase in the mechanical properties of the composite.
Conclusions
The employment of Luffa fibers as reinforcement in the manufacture of polymeric composites with polyester resin resulted in low-density panels, with a value of 1.01 g cm−3. However, the moisture content, water absorption, and swelling thickness increased. Regarding the mechanical properties of the composites, the presence of vegetable fibers resulted in a decrease in tensile strength and hardness. Nevertheless, the good bending strength was observed, with a value of 18.04 MPa, not lower in comparison with the control treatment (synthetic matrix alone).
The addition of Luffa fibers in the hybrid composite promoted an intermediate tensile strength and hardness between the evaluated materials, with values of 58.85 MPa and 107.23 HRR. When subjected to bending stresses, the material presented an excellent performance, with a value of 105.12 MPa. This is higher than the values presented by the polyester matrix without reinforcement and the composite reinforced with glass fibers.
The hybrid polymeric composite (Luffa fibers and fiberglass) has the potential to be used in applications such as craftwork, containers for storage of liquids, packaging, partition panels for indoor and outdoor uses, lining plates, tiles, backrests for furniture, hydraulic fairings and internal components of vehicles. The Luffa fiber is therefore an interesting material to produce polymeric and hybrid composites because it is light, renewable, and biodegradable. Furthermore, its use can promote a decrease in the percentage of synthetic material in composites, meaning lower environmental impact from the disposal.
The use of Luffa fibers as a reinforcement in the formation of polymeric composites still lacks future research aiming at the improvement of the physical properties of moisture content, water absorption, and thickness swelling, as well as the accomplishment of treatments seeking to improve adhesion between the fibers of the vegetable bushing and the matrix of polyester resin, and consequently an increase in the mechanical properties of the composites.
Footnotes
Authors’ contributions
EAO Paula, YL Silva, FR Júnior, and EAO Paula conducted the main experiments and elaborated the manuscript draft in Portuguese; RR de Melo raised funds, supervised all the research steps, and interpreted the statistical analyses; MQ da Silva Hr. provided the reagents and all the infrastructure to conduct the mechanical assays, and revised the manuscript draft; JAG de Souza assisted with the physical-mechanical assays; RR de Melo and RRA de Oliveira performed the statistical analyses; PN de Medeiros Neto assisted with the fundraising and revised the manuscript draft; LCD de Medeiros established the routine to adjust the pH of wood vinegar samples; AS Pimenta revised the original draft and translated the manuscript to English.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The study was financed in part by the Office to Coordinate Improvement of Higher Education Personnel (CAPES), Finance Code 001, and the National Research Council (CNPq).
Ethical approval
The present research work complies with ethical standards. In any part of the study, human or animal subjects were assessed, or where private, protected, or culturally significant research locations were used.
Consent to participate
All authors agree with this submission and declare there does not impede their participation in the authorship of the article and its contents.
Consent to publish
All authors consent to publish the article and its contents in the renowned Journal of Composite Materials.
Data availability
All materials employed and data generated in the present research are properly explicit in the manuscript and are available to be assessed anytime by the reviewers.