
Abstract
In this study, wood plastic nanocomposites (WPNC) reinforced with nano magnesium oxide (MgO) were produced in a flat press using the dry blending method. It is aimed to investigate the technological properties of the produced WPNC panels. To achieve this aim, scots pine wood flour, waste polypropylene (PP), maleic anhydride grafted PP (MAPP) and nano MgO were mixed and combined in eight different formulations by dry blending method. The densities, water absorption and thickness swelling, tensile strength, bending strength, modulus of elasticity (MOE), surface roughness and Shore D hardness properties of the obtained WPNC panels were determined. On the other hand, scanning electron microscope (SEM) micrographs were obtained to determine the morphological properties of WPNCs. Nano MgO and MAPP reinforcement positively affected the technological properties of flat-pressed WPNC panels. It was determined that increasing nano MgO ratio and MAPP reinforcement increased the water resistance of WPNC panels. It has been determined that the use of MAPP and nano MgO significantly improves the mechanical properties of WPNC panels. When the SEM micrographs of WPNC panels were examined, it was observed that large voids were formed especially in WPNC panels that without MAPP and nano MgO, and these voids were largely eliminated with the increase of MAPP reinforcement and nano MgO ratio. Following the technological results obtained within the scope of this study, it is recommended to conduct new studies to investigate the biological resistance of nano MgO reinforced WPNCs due to the known antibacterial, catalytic and photocatalytic properties of nano MgO.
Keywords
Introduction
The use of fillers in polymer-based materials provides some important advantages compared to pure polymer systems, such as improving their technological properties and reducing production costs. Over the past three decades, wood plastic composites have seen sharp growth in popularity. Wood plastic composites are a kind of hybrid material that primarily uses renewable resources. The term “wood plastic composites” describes a very broad spectrum of composite materials made from different polymers (PE, PP, PVA, etc.) and fillers like wood flour and natural fibers. Wood plastic composites are commonly used in many aspects of daily life, including window frames, automotive trim, and decking.1–5
The main problem of wood plastic composites, as is well known, is the poor binding of hydrophilic wood flour to hydrophobic polymers. As a result, some mechanical properties decrease. Wood flour tends to form large aggregates that cause poor dispersion in the polymer matrix. In order to improve the adhesion between lignocellulosic fillers and polymer matrix, different approaches are applied to improve the adhesion properties of composites reinforced with lignocellulosic fillers.6,7
The overriding technologies to manufacture wood plastic composites are extrusion to obtain endless profiles and injection molding, which leads to three-dimensional forms. Making wood plastic composites using a flat press is another important option.8,9
The cost of nanocomposites produced in the flat press with the dry-blending method is quite low compared to other methods. In the literature, some properties of composites produced by using lignocellulosic fillers and polymer matrix produced by dry blending method have been investigated.10–14
For the manufacture of wood plastic composites, polypropylene (PP) has been frequently used because of its low density, excellent water and chemical resistance, superior processability, and good cost-performance ratio. Since the PP employed in this study is nonpolar and the surface of wood is polar, coupling agents are frequently used to increase the compatibility of the polymer matrix and wood component. Maleic anhydride-grafted PP (MAPP) has been suggested as a strong candidate for inclusion in wood flour/PP composites.4,5,15,16
To change the mechanical properties of polymer materials, fillers are typically used as reinforcement. Recently, research and industry have become interested in polymer composites reinforced by nanophase. Nano composites develop novel polymer composites that incorporate nanoparticles. Nanomagnesium oxide (MgO) is one of the most commonly utilized nanoparticles in the medicinal and other industries. Most commonly, these materials are utilized as antibiotics and fungicides. It can also be used to increase resistance to photo oxidative effects. Additionally, they are employed in the production of electronics, catalysts, ceramics, oil, color, etc.17–20
Lately, polymeric composites reinforced with nanophase have attracted a lot of attention in some industries and research areas, thanks to the development of nanotechnology in the field of materials science. In reality, nanocomposites have produced new varieties of polymeric composites in which nanoscale materials, such as carbon nanotubes, clay particles, and MgO, are used. One of the most attractive nanoparticles is nano MgO. MgO nanoparticles are suitable for a wide range of applications since they are odorless, nontoxic, biocompatible, and chemically stable. In comparison to copper, zinc, and titanium oxide, MgO is one of the most commonly available metal oxides in the earth’s crust. Additionally, due to their various morphologies, MgO nanoparticles are renowned for their antibacterial, catalytic, and photocatalytic capabilities. For the treatment of dyes and other industrial wastewater pollutants, nano MgO is also utilized as an adsorbent. Numerous industries, including catalysis, ceramics, electronics, coatings, and petrochemical products, use nano MgO. It is applied to polymers and fibers and used as a fire retardant. In the manufacture of high-grade ceramic material, silicon steel sheet, and materials for the electronic industry, it is also utilized as a dehydrating agent. Nano MgO is a good insulating material. In electronics, nano MgO is used in the radio industry. Nano MgO is used in industries for many other purposes. Refractory fibers and refractory materials are utilized together with other materials to improve their properties.21–27
In a study, Samariha et al. (2015) found that the amount of nanoclay had an impact on the MOE. The tensile and bending strengths of the composite were improved by adding 2 wt% more nanoclay. 28 Rathnam et al. (2020) produced nanocomposites using wood flour, various polymers (HDPE, LDPE, PP, and PVA), organomodified nanoclay and titanium oxide nanopowder. 29 It was determined that the addition of 2% nanotitanium oxide and 2% nanoclay increased the bending strength, modulus of elasticity (MOE), tensile strength, and hardness values in nanocomposites. 26 Kaymakci (2020) produced sepiolite clay nanofiber reinforced wood plastic nanocomposites (WPNC) and investigated some of the physical, mechanical, and thermal properties of these nanocomposites. As a result of the study, it was determined that as the sepiolite clay nanofiber ratio increased, the bending and tensile strength increased, and the water absorption and thickness swelling improved. 30 Kiaei et al. 20 (2017) investigated the effects of nano MgO on the mechanical and flammability properties of nanocomposites produced using wood flour and HDPE. In their studies, it was determined that the addition of nano MgO generally increased the bending strength and MOE.
In this study, it was aimed to determine the effects of the use of nano MgO and MAPP on the physical properties of nanocomposites, such as water absorption, thickness swelling, density, and mechanical properties, such as tensile strength, bending strength, MOE in bending, and surface roughness. For this purpose, various nanocomposites were produced by using the dry blending method and a flat press.
Material and methods
Materials supplied for WPNC panels production
Scots pine (Pinus sylvestris L.) was obtained from a local supplier in Kastamonu. For WPNC production, scots pine sapwood was grind using a hammer mill. Wood flour was sieved after the grinding process. It was preferred to use 60 mesh wood flour for manufacturing WPNC panels. Wood flour was dried at 103 ± 2°C for 24 h (TS ISO 13061-1).
Within the scope of the study, PP obtained from urban household wastes was used. Waste PP is first crushed into small pieces (size reduction). Then, in order to obtain quality PP, PP wastes were subjected to washing and flotation, the removal of metal fractions, regrinding, and dedusting processes. Then, PP was dried in a laboratory oven at 100°C for 24 h.
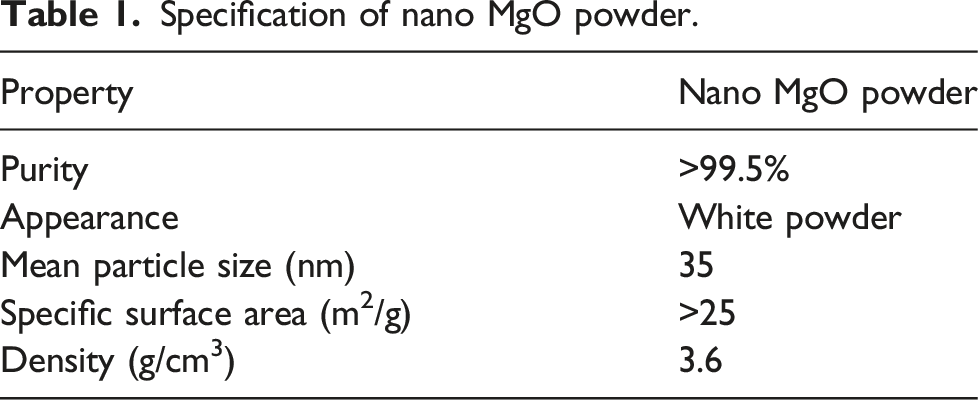
Specification of nano MgO powder.
Production of WPNC panels
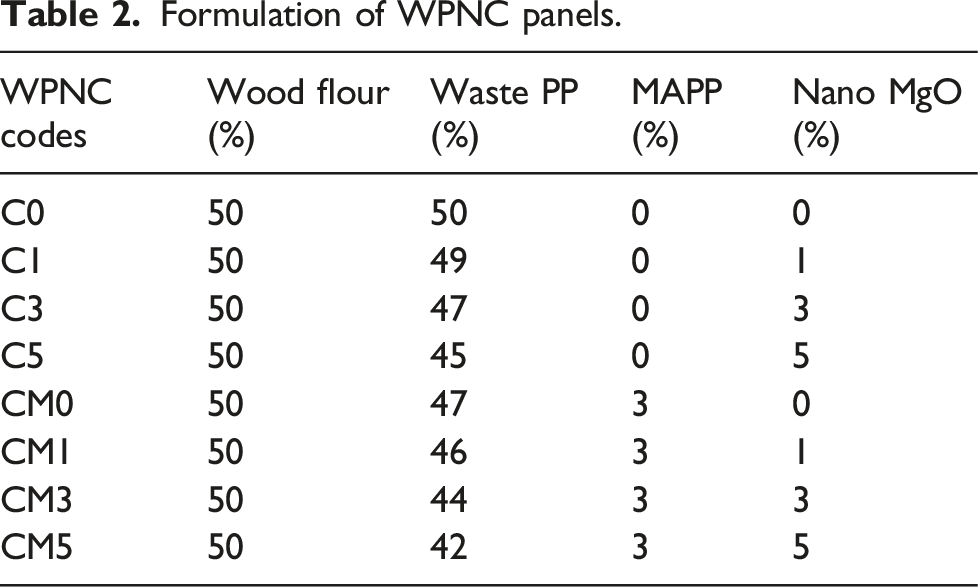
Formulation of WPNC panels.
The mat was pressed with a cold press. After cold pressing, the mat was pressed for 6 min at a temperature of 170°C and a pressure of 3.5 N/mm2 by means of a laboratory type press. After pressing, the WPNC panels were taken out of the press to cool. The WPNC panels produced are 4 × 200 × 200 mm3 in size. A total of 40 boards were produced, five for each WPNC panel. Produced WPNC panels are conditioned at 20°C and 65% relative humidity. Production stages of WPNC panels are shown in Figure 1. Production scheme of WPNC panels.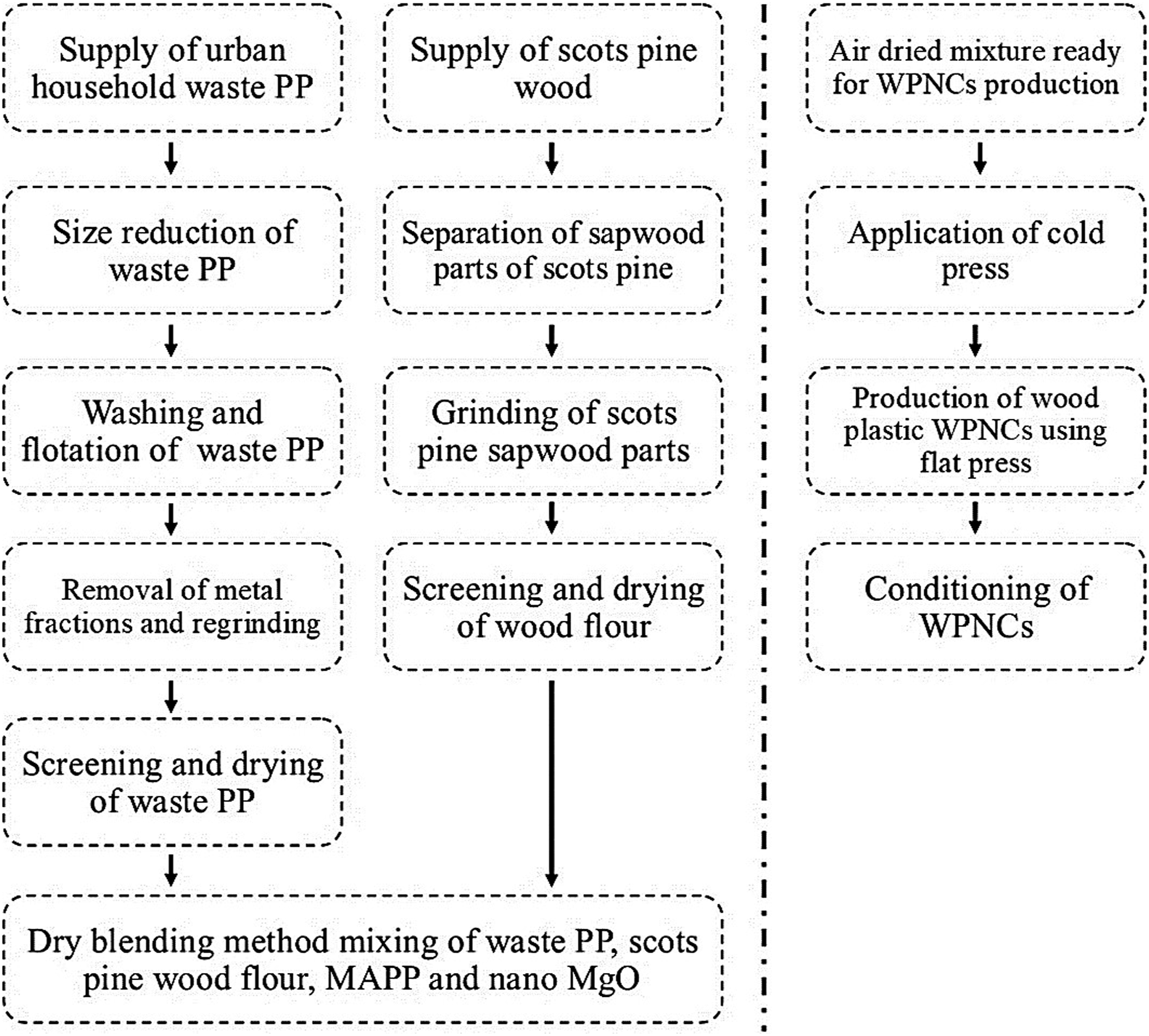
Physical and mechanical properties of WPNC panels
The water absorption (WA) and thickness swelling (TS) tests of WPNC panels were determined according to EN317 standards and their density was determined according to EN323 standards. For each group, 20 samples with 4 × 50 × 50 mm3 dimensions were prepared. The water absorption and thickness swelling rates of the WPNC panels were calculated according to equations (1) and (2), respectively. All samples prepared according to the relevant standards were kept at 20 ± 2°C and 65% relative humidity until their weights did not change.

The tensile strength of nanocomposites was determined according to the ASTM D 638 standard. Tensile strength test specimens were prepared in 4 × 13 × 165 mm3 dimensions, 20 pieces for each nanocomposite group. The test speed was 5 mm/min. Bending strength and MOE in bending were determined according to ASTM D 790 standards. Bending strength test specimens were prepared in 4 × 13 × 120 mm3 dimensions for each nanocomposite group. The test speed was 2 mm/min. The tests were carried out using the Zwick Roell Z050 universal testing machine.
Surface roughness tests were performed with a Tokyo Seimitsu Accretech Handysurf E-35B needle scanning portable surface measuring device. In order to determine the surface roughness properties of the test samples, measurements were carried out in accordance with the ISO 4287 (2015) standard. Measurements were made at room temperature with a measuring speed of 0.5 mm/s, a scanning length of 12.5 mm, and a limit wavelength of λc = 0.25 mm. For each WPNC panel, 10 replicate measurements were performed on 10 samples. Shore D hardness measurements were carried out in accordance with the ASTM D 2240 standard.
FTIR analysis
FTIR analysis was used to determine the chemical interactions between wood flour, PP and nano MgO in WPNC panels. FTIR analyzes of WPNC panels were performed using the KBr (potassium bromide) technique on a Schimadzu S8400 instrument at a resolution of 4 cm−1 (40 scans). In each case, 1% w/w of oven dry WPNC flour was dispersed in a matrix of KBr and pressed to form pellets.
Statistical analysis
In order to evaluate the effect of MAPP and nano MgO ratios on the technological properties of WPNC panels, analysis of variance ANOVA was performed (p < 0.05). Duncan’s multiple range test was used to determine the significant differences between the mean values of the WPNC panels.
Results and discussion
Physical and mechanical properties of WPNC panels.
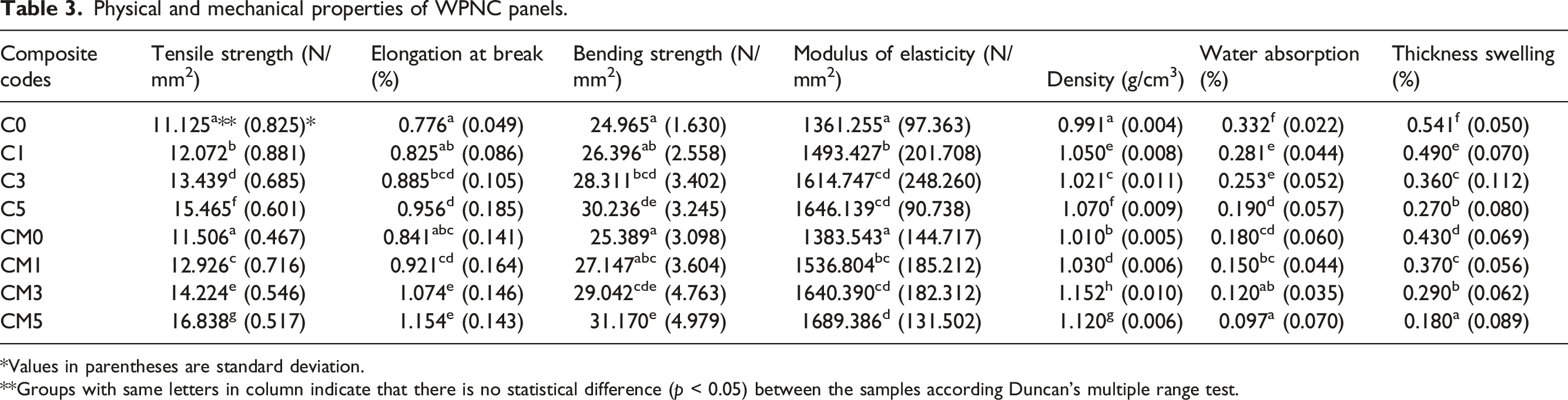
*Values in parentheses are standard deviation.
**Groups with same letters in column indicate that there is no statistical difference (p < 0.05) between the samples according Duncan’s multiple range test.
Air dry densities of WPNC panels range from 0.99 to 1.15 g/cm3. It was determined that the TS and WA of WPNC panels changed with the increase of MAPP and nano MgO ratios (p < 0.05).
WA is one of the most important parameters to be considered for WPNC panel production due to its effect on the dimensional stability and mechanical properties of WPNC panels. WPNC panels produced within the scope of this study had the lowest WA value in CM5 group WPNC panels with MAPP and 5% nano MgO reinforcement (0.09%), while the highest WA value was determined in the C0 group of WPNC panels without MAPP and nano MgO (0.33%). When the TS values were examined, it was seen that they showed a similar trend to the WA values. The lowest TS value was seen in CM5 group WPNC panels (0.18%) and the highest WA value was seen in C0 group WPNC panels (0.54%) (Figure 2). Physical and mechanical properties of WPNC panels.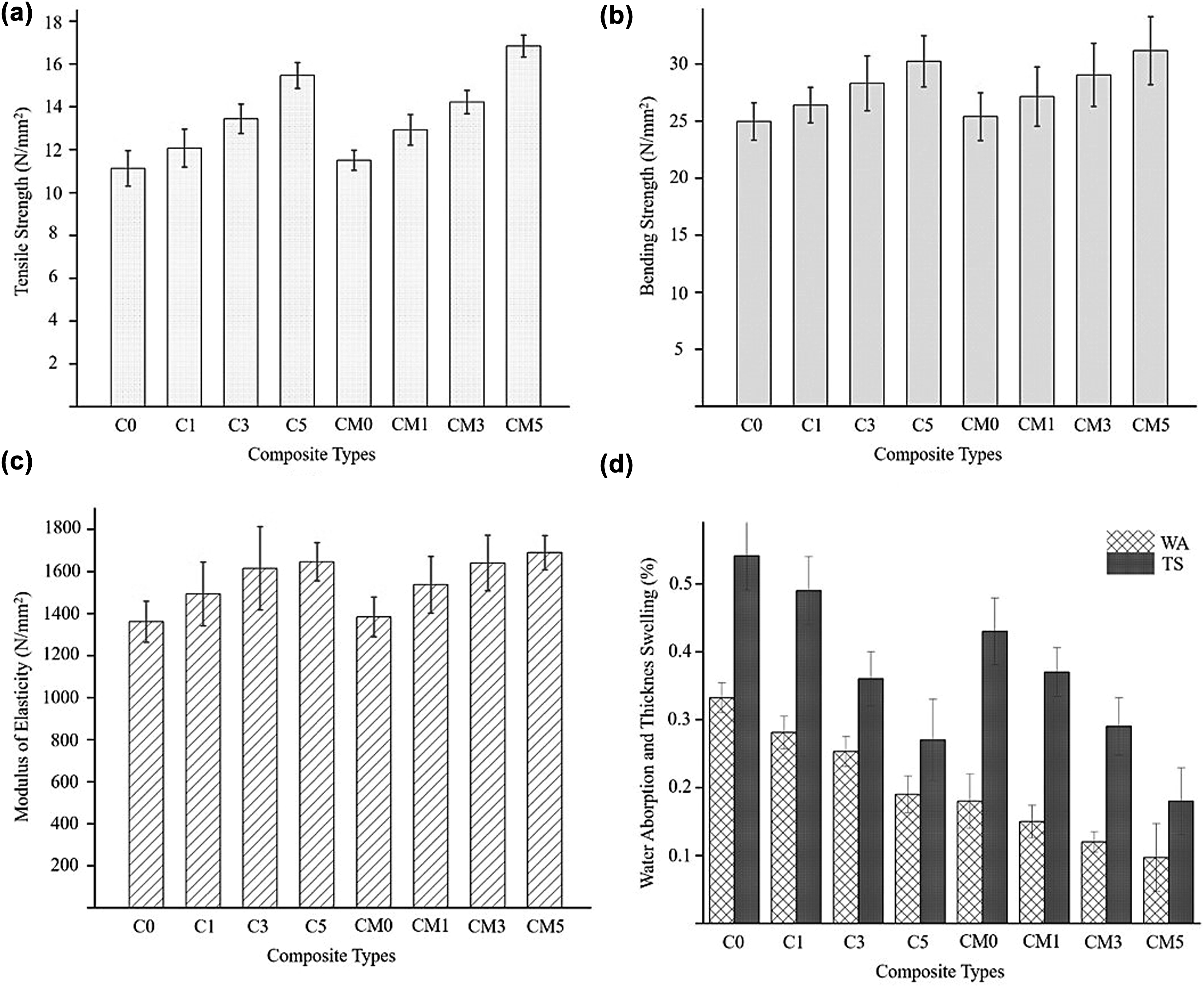
Because wood is hydrophilic, it readily absorbs moisture. This causes wood flour and PP to have poor interfacial adhesion, which ultimately results in the bond dissolving. MAPP, one of the most efficient compatibilizing agents in the wood plastic composites industry, was utilized in the manufacturing of composites to enhance the interfacial adhesion between wood flour and polymer matrix.31–33 The WA of composites is limited by the strong interfacial adhesion between fiber and polymer matrix brought on by compatibilizing agents (MAPP chemically binds with OH groups in the cell wall). Compatibilizing agents improve the adhesion quality between plastics and wood flour to reduce voids in the interface region and block hydrophilic groups. The cell wall’s hydroxyl groups and the anhydride region of MAPP form ester bonds, allowing the long hydrophobic polymer to be integrated into the polymer network. Therefore, MAPP is a functional modifier. As a result of the binding between wood flour and the polymer matrix, the wood plastic composites have improved mechanical characteristics and have a lower moisture absorption rate.8,34 On the other hand, it is seen that WA and TS values decrease with the increase of nano MgO ratio. Because nano MgO particles have a high surface area and are well dispersed in the manufactured WPNC panels, which increases interfacial adhesion and reduces voids and water molecule penetration, they operate as a barrier or water repellent.25,35–38
Some statistically significant differences were found for mechanical properties between WPNC panels. Significant differences are shown with letters in Table 3. When the tensile strength test results of WPNC panels were examined, it was observed that the tensile strength values increased with the increase in the nano MgO ratio in general. It was determined that the addition of MAPP improved the tensile strength values more than the addition of nano MgO. The highest tensile strength value was obtained in the CM5 group (16,838 N/mm2), and the lowest tensile strength value was obtained in the C0 (11.125 N/mm2) group WPNC panels. According to Ashori and Nourbakhsh (2009), the interfacial adhesion between the wood and polymer matrix had a significant impact on the strength of wood plastic composites. Improved interfacial adhesion between the particles and the matrix limits the matrix’s ability to deform in the elastic zone and increases strength. 39
Bending strength and MOE test results of WPNC panels obtained at different nano MgO and MAPP levels are shown in Table 3. When the results are examined, the highest bending strength value is seen in the CM5 group (31.170 N/mm2), and the lowest bending strength value is seen in the C0 group (24.965 N/mm2) of WPNC panels. It has been determined that the reinforcement of WPNC panels with MAPP and nano MgO generally increases the bending strength. Similar to the bending strength, the highest value in MOE values was seen in CM5 group (1689.386 N/mm2) WPNCs, and the lowest value in C0 group (1361.255 N/mm2) WPNCs. It was determined that the MOE value improved with the increased of nano MgO ratio in the WPNC panels, and the MOE results increased more with the addition of MAPP. This supported the findings of other researchers and suggested that improved distribution and homogeneity of fibers in the polymer matrix could improve the interaction between lignocellulose materials and the polymer matrix and, ultimately, improve permissible stress.20,40,41 With the increase of nano MgO ratio, bending strength and MOE increased. The interfacial interaction of organic chains and nanoparticles was reflected in the enhancement of nanoparticles in WPNCs. Additionally, the non-homogeneity and high surface to volume ratio of organic and nano MgO materials had an impact on the ability of nanoparticles to enhance. 42 However, using nanoparticles can improve the strength of the composite. 43 The findings demonstrated that reinforcement with nano MgO improved the bending strength and modulus of wood plastic composites.20,42
Surface roughness properties of WPNC panels.
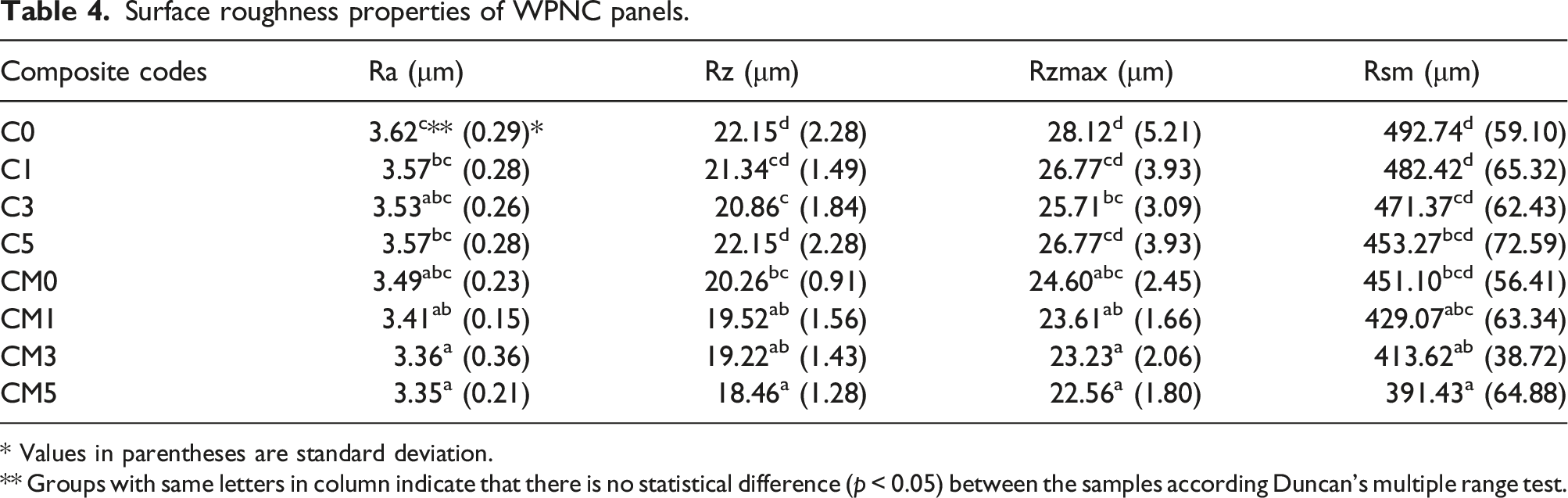
* Values in parentheses are standard deviation.
** Groups with same letters in column indicate that there is no statistical difference (p < 0.05) between the samples according Duncan’s multiple range test.
Shore D hardness values of WPNC panels can be seen in Figure 3. When the Shore D hardness values of WPNC panels were compared, it was found that the highest value was in the C0 group (47.8) and the lowest value was in the CM1 group (42.25). It was determined that nano MgO reinforcement and MAPP addition did not show a statistical difference in Shore D hardness values of WPNC panels. The main reason for the lack of a trend between Shore D hardness values is thought to be due to flat pressing.44–46 The shore D hardness values of WPNC panels.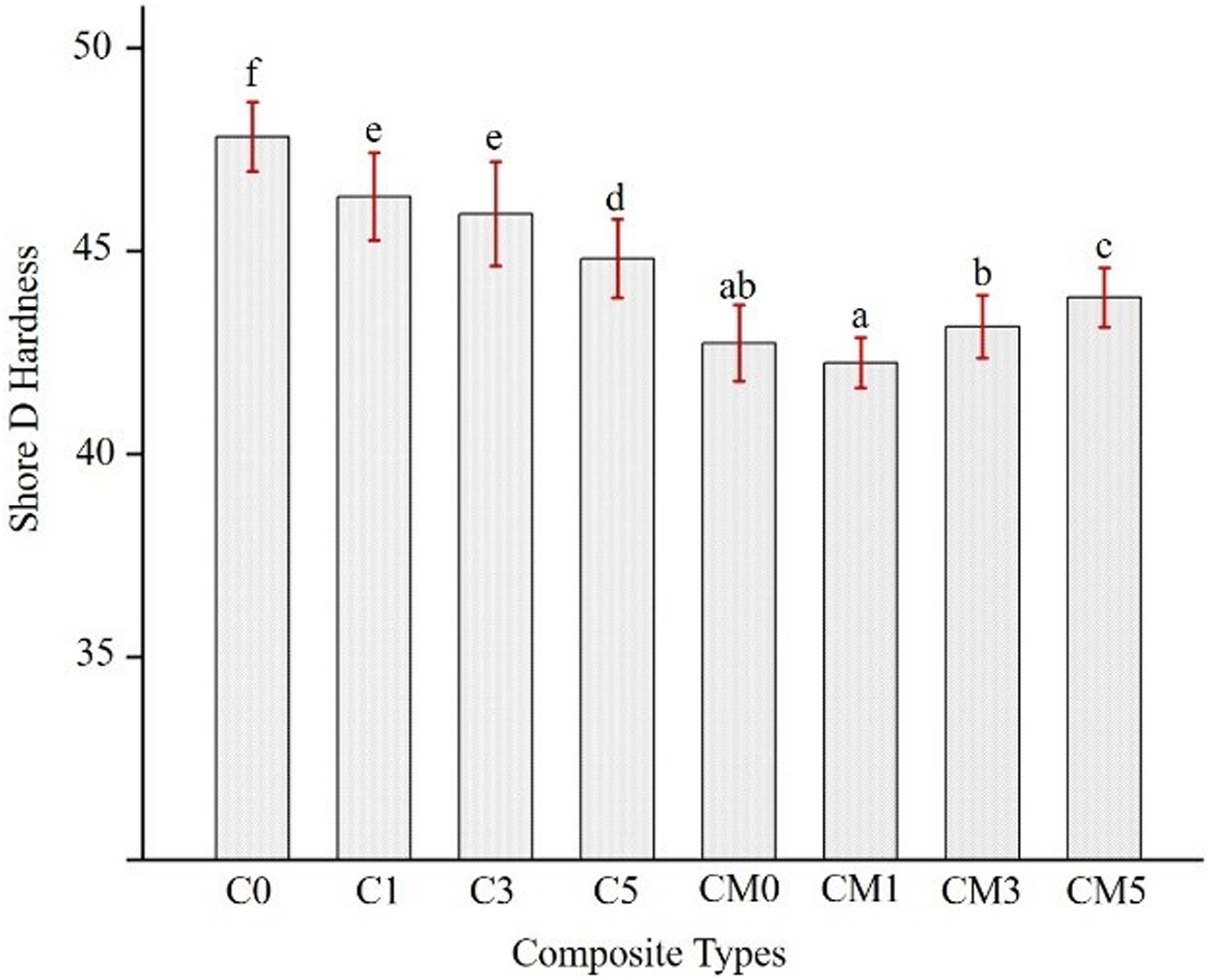
Figure 4 shows the scanning electron microscope (SEM) micrographs taken from the fracture surface of the WPNC panels produced. When the SEM micrographs of WPNC panels are examined, it can be seen that the fracture surfaces of those with reinforced MAPP are smoother than those with nano MgO. In addition, SEM micrographs of some WPNC panels (especially C0 group WPNC panels without nano MgO and MAPP) show large voids marked with arrows. It is stated in the literature that these voids are caused by the incompatibility between wood and plastic and the use of a flat press.2,6,47 According to SEM micrographs, it is understood that the best distribution occurs in C5, CM3, and CM5 group WPNC panels. According to these results, it was understood that SEM micrographs supported the mechanical test results. SEM micrographs of WPNC panels: (a) C0, (b) CM0, (c) C1, (d) CM1, (e) C3, (f) CM3, (g) C5, and (h) CM5.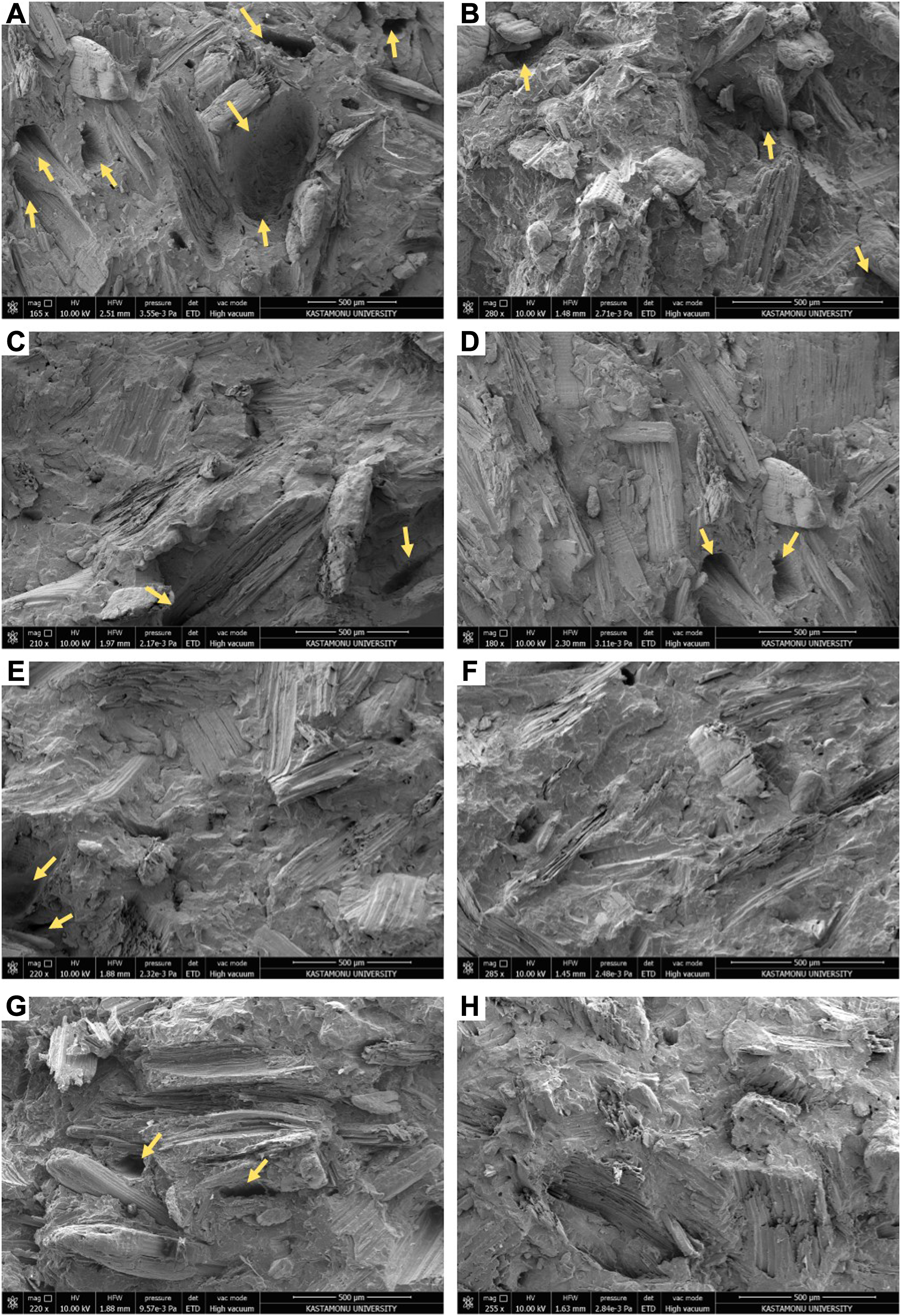
It can be seen that the dispersion of wood flour into the polymer matrix increases linearly with the increase in the ratio of MAPP and nano MgO. When the SEM micrographs of WPNC panels reinforced with nano MgO and MAPP are compared, it can be said that the addition of MAPP to WPNC panels homogenizes the dispersion more effectively than the reinforcement with nano MgO alone. It can be reported that using more than 3% nano MgO ratio makes the distribution between wood flour and PP more homogeneous. Kiaei et al. (2017) proved in a study that the dispersion was improved by increasing the use of nano MgO in the nanocomposites they produced. This shows that the results of the study are compatible with the literature. 20
The FTIR spectra of WPNC panels are shown in Figure 5. In general, an increase in the peak intensity of 3000–3600 cm−1 wavenumber range and 1400 to 1640 cm−1 wavenumber range was observed with the increase of MAPP and nano MgO ratio. The components of the wood material were responsible for the increase in peak intensities in these wavelength ranges.
48
It originates from carbonyl groups and water in the peak wood at a wavelength of 1640 cm−1. In addition, the peak at a wavelength of 3430 cm−1 is due to the –OH stretching of nano MgO.
49
A peak was observed at the wavelength of 1740 cm−1 in the FTIR spectra of the MAPP reinforced WPNC panels. This peak is because of the interaction between MAPP and wood flour. In some studies, two separate peaks have been reported at a wavelength of 1739 cm-1 due to esterification, caused by carboxyl groups and hydrogen bonding, and at a wavelength of 1746 cm-1 due to the ester bond between anhydride groups and cellulose.50,51 According to the FTIR spectra, it was observed that the reinforcement of the WPNC panels with MAPP and nano MgO did not cause a significant change in the chemical structure of the WPNC panels, except for the changes in the peak intensities mentioned above. FTIR analyses of WPNC panels: (a) C0, (b) CM0, (c) C1, (d) CM1, (e) C3, (f) CM3, (g) C5 and (h) CM5.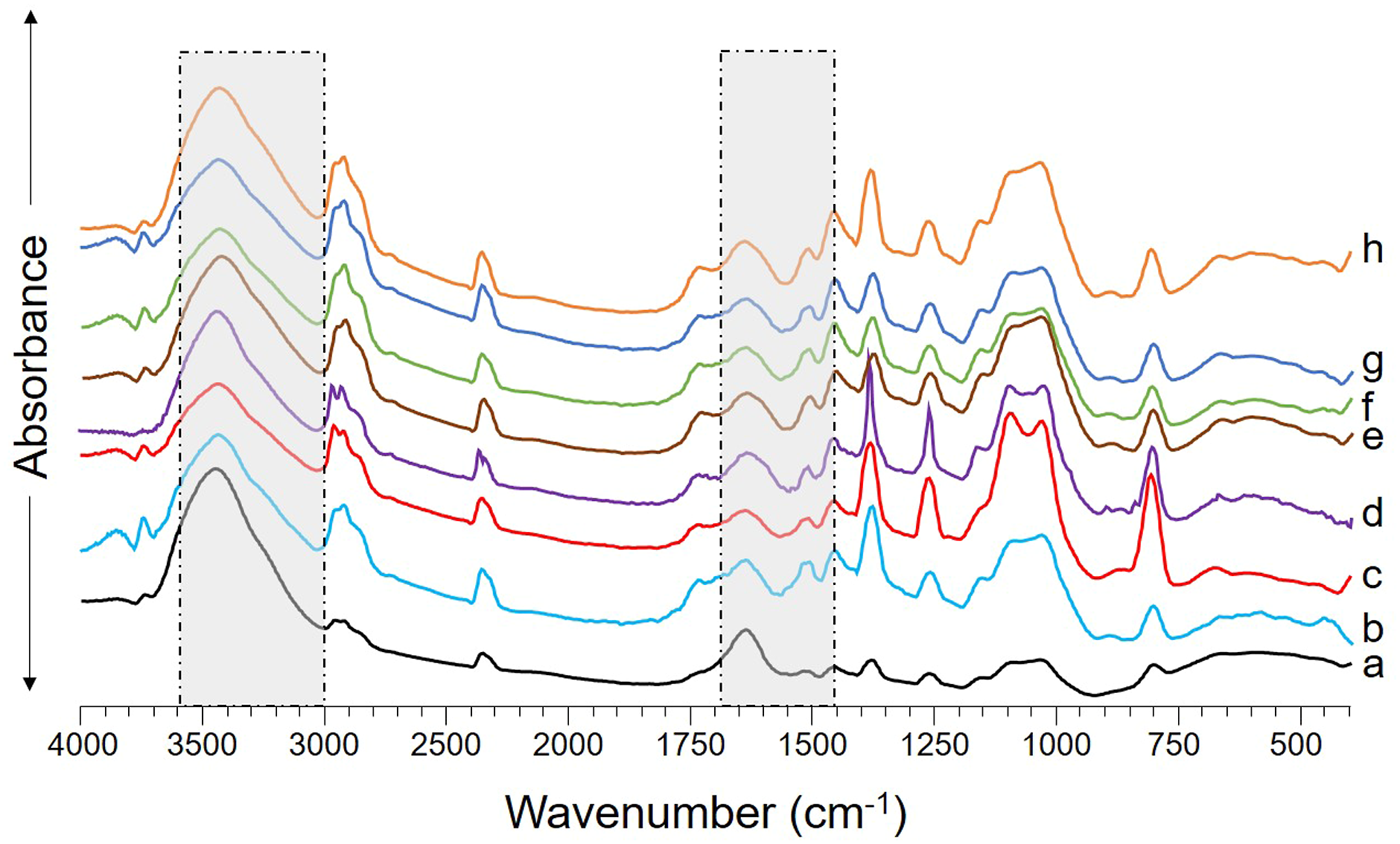
Conclusions
In this study, the effects of nano MgO reinforcement and MAPP addition on the technological properties of WPNC panels produced by using the dry blending method and flat press were investigated.
Nano MgO reinforcement and MAPP addition generally positively affected the technological properties of flat-pressed WPNC panels. Increasing nano MgO ratio reinforcement and MAPP addition increased the water resistance of WPNC panels. This was attributed to the fact that nano MgO and MAPP especially reduced the incompatibility between hydrophilic wood flour and hydrophobic PP.
It has been determined that the use of MAPP in the production of WPNC panels significantly increases the tensile strength. When nano MgO reinforced WPNC formulations were examined, the increase in the nano MgO ratio increased the MOE and bending strength values linearly. MOE and bending strength values of WPNC panels with MAPP and nano MgO reinforcement increased more than those with nano MgO only.
It was determined that the surface roughness of the WPNC panels decreased with the increase in the ratio of MAPP and nano MgO (from 0% to 5%). On the other hand, it was observed that the reinforcement of WPNC panels with MAPP and nano MgO did not make a significant difference in Shore D hardness results. This is due to the use of flat pressing.
When the SEM micrographs of WPNC panels were examined, it was seen that especially in WPNC panels without MAPP and nano MgO, large voids were formed, and these voids were largely eliminated with the increase in MAPP addition and nano MgO raito. It has been seen that SEM micrographs of WPNC panels support their tensile strength, bending strength and MOE results.
The densities of WPNC panels reinforced with nano MgO and MAPP vary between 0.99 g/cm3 and 1.15 g/cm3. It is recommended for future studies to investigate the possibilities of using WPNCs, which combine low density with strong mechanical properties, especially in the automotive industry, which aims to save energy by using lighter and more resistant materials. In addition, due to the known antibacterial, catalytic and photocatalytic properties of nano MgO, it is recommended to conduct studies to investigate the biological resistance of nano MgO reinforced WPNCs.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.