
Abstract
The aim of this study was to recovery carbon fiber present in composite materials with epoxy resin matrix using a thermochemical recycling way. A full factorial design was proposed with two factors: the degradation temperature (DT) and the number of thermal baths (NB), which were evaluated in a range of 600°C–650°C and 0–2 baths, respectively, for 30 min. The responses were burn-off degree (BO) and tensile strength. The BO indicated that the temperature as well as the number of thermal baths have positive effects and, therefore, contribute to the degradation of the epoxy resin. Regarding the tensile strength, higher DT promotes a more pronounced effect in that response, but its interaction with NB causes greater damage to the surface of the carbon fiber. A new recycling condition was evaluated and compared with commercial carbon fiber. The results of tensile strength indicated it is possible to test similar applications for both recovered fiber and commercial fiber. The morphological characterizations showed that recycled materials preserved their physical structure, and all surface groups were removed throughout the thermochemical degradation process. In addition, the SEM analyzes indicated the preservation of the wefts after recycling, although residual matrix and the beginning of sizing destruction were observed. Thermochemical recycling proved to be an effective and better way to reuse carbon fiber instead of landfill and incineration.
Introduction
Composite materials with polymeric matrix and reinforced with fibrous materials have shown a significant increase in their production due to wide demand and use, especially in the aeronautics and automobile industries, acting as a substitute for metallic structures. The increase in its production and global consumption is due to its good mechanical properties, such as lower metal weight, high durability, high strength, and high flexibility in shape. 1
Carbon fiber has been used as reinforcement to the polymeric matrix of composite materials mainly due to its high modulus of elasticity and tensile strength. Furthermore, it is noteworthy that the high strength of this type of fiber is due to its filaments being of reduced size, which ensures a reduction in defects and a smaller area, increasing its resistance capacity. 2 In addition, carbon fiber has excellent properties, such as lightness, flexibility, resistance to fatigue and heat, insulating against electromagnetic radiation, and low thermal expansion.1,3,4Thus, the carbon fiber technology has gained prominence in recent years. However, production residues and parts of composites reinforced with carbon fibers at the end-of-life (EoL), or in non-conformity, do not have a sustainable destination, and usually, these materials are sent to landfills or incinerators. 5
The processes of recycling and reusing fibers from composite materials are still developing fields within the industries. However, as it is a material with a high market value, carbon fiber is a material that has a great interest in being recovered via recycling, and this becomes viable since there are no significant changes in its mechanical characteristics, such as a modulus of elasticity and tensile strength. Therefore, the recycled carbon fiber reuse is viable because it is a noble material that can be obtained at a much lower cost than the original fiber, enabling its use in applications that do not support the use of new fiber due to its high cost. 6 The waste management policy of the European Union (EU) proposed reducing impacts caused by waste on the environment and promoting the use of waste as a resource. In this way, the disposal becomes the last treatment resource, prioritizing prevention, reuse, and recycling, as well as other forms of recovery. The more conventional waste treatments applied, such as the disposal of composite waste in landfills and incinerators, the more they are restricted under various legislative measures. 7 Therefore, there is a significant increase in research aimed at recycling and reusing components present in composites, mainly because future legislations will prevent incineration and landfill for composite waste. However, so far, it has not been possible to transform the recycling of composite materials on an industrial scale.8–11
There are predominantly two different ways to recover fibers from composite materials: thermal or chemical recycling. In fiber recovery processes, aggressive thermal or chemical processes are generally used to destroy the matrix. At the end of the process, the fibers are collected, and the matrix can be recovered in terms of energy released during the process. Due to carbon fibers’ high thermal and chemical stability, composites reinforced with these fibers are suitable for fiber recovery processes, as they do not present significant degradations in terms of their mechanical properties. 12 In some instances, it is possible to obtain recovered fibers with clean surfaces and mechanical properties comparable to virgin fibers of the same class. However, some surface defects, such as residual matrix, or mechanical degradation, occur depending on the recycling condition. 13 After recovery, the development of new forms of application for recycled fiber is also a challenge, as few studies have been carried out on the subject. However, by obtaining a recovered fiber with good mechanical qualities, applications can take the most varied possible forms, as parts for the industry that produced the waste, such as the aeronautical industry, which could use recycled fibers to produce parts less mechanical responsibility in the aircraft or tools for the assembly of aircraft. 12
The composite thermal degradation by pyrolysis is a recycling process generated by exposing the material to high temperatures, which pyrolyzes the polymer matrix and releases volatile compounds. Furthermore, as with chemical degradation, clean fibers are obtained after recovery with long lengths and reduced environmental damage compared to the usual treatment methods. In addition, due to the polymer composition having predominantly hydrocarbons, such gases have a high calorific value and can be reused to supply energy for the process. However, the pyrolysis process can also generate polluting residues, as the thermal degradation process of polymers (in general phenolic resins) can release harmful molecules to health and the environment.13,
14
used a fixed bed reactor to pyrolyze composite waste of carbon fibers and polybenzoxazines resin, which exhibited mechanical properties comparable to the virgin carbon fibers. Besides, they activated the recovered carbon by oxidation with steam, and a surface area of
There were not found works studying the thermal bath as a significant factor to the physical phenomena in the recycling. Because of that, it was evaluated the thermal bath effect in the thermochemical stage. Thus, this research work aimed at the recovery of carbon fiber present in composite materials from the aeronautical industry using a thermochemical route. In addition, the fiber recovered was characterized to evaluate its mechanical and morphological properties. Finally, a comparison between the recycled material and commercial carbon fiber was carried out.
Experimental
Materials
Carbon fiber-reinforced epoxy-resin (CFR) from the aeronautical industry was supplied by the Embraer S/A (São José dos Campos, SP, Brazil). It was used as raw material in the form of useless pieces already precast and cut. The carbon fiber content of this material is around 35% (m/m).
An oven, a water system with temperature control, and a steel support were used in the thermochemical recycling stage. Finally, the materials used in the remanufacturing setting were vacuum pump, hoses, vacuum reservoir, peel ply, porous film, epoxy resin and cure agent (Redelease®), vacuum bagging, glass mold, and release wax.
Thermochemical recycling
A thermal bath was used to perform thermal shocks during the isothermal stage of the thermochemical recycling process. It was considered that the temperature of the bath has the potential to be a significant factor in the process, and it can influence the recovery of the carbon fiber. It should be noted that the bath temperature was kept constant (T ≅ 25°C).
Recycling was carried out at temperatures above 600°C, because on preliminary tests, the materials recycled at temperatures below 600°C showed low malleability preventing resin penetration and good adhesion between fiber and resin layers in the remanufacturing process. Further details regarding the high temperature were discussed in the Thermochemical recycling of the PPF. A full factorial design 22 with central point was used to evaluate the effect of variables degradation temperature (DT) and thermal baths (TB) on responses burn-off (BO) and tensile strength.
The thermal baths aim to intensify the oxidation of the CFR when it returns to the reaction system contributing to resin decomposition. Besides, it promotes a contraction and expansion effect on the recycled material. Finally, the TB cleans the surface of the material, in which carbonization processes may form.
Factors used in the experimental design and their respective levels.
Remanufacturing
To perform the tensile tests of the recycled material composite, plates were manufactured by manual lamination, followed by partial curing of the resin under vacuum and total curing at room temperature and without humidity.
The use of porous film in the lamination process aimed to retain the excess resin applied throughout the manual lamination so that only the minimum necessary remains in the reinforcements. Peel ply is located between the laminate and the breather, with three main functions: to prevent the laminate from sticking to the porous film since its nature promotes non-stick characteristics; allow excess resin to flow into the absorbent; and to promote a certain roughness on the surface that is in contact, favoring the following tensile tests, after total cure.
Tensile tests
The tensile strength represents one of the most important parameters to characterize the preservation of the mechanical property of carbon fiber. The tensile tests were performed in triplicate, and they were performed using an adaptation of the 17 due to a limitation in the dimension of the prepreg samples used in the recycling process. Six specimens for each test were cut into squares of 10.5 cm side. As required by the standard, the specimens had balanced and symmetrical fiber orientation. The dimensions of the specimens were 500 mm × 100 mm × 2 mm.
A universal traction machine (DL 10,000, Emic, Brazil) was used for the tests, with a load cell of 100 kN. The claw arranged has roughness inside, making it easier for the specimens to not slip during the test. Also, as previously mentioned, the peel ply conferred a certain roughness to the material, facilitating non-slippage during the tests. As a result, it was unnecessary to prepare the specimens’ tabs to prevent slippage as recommended by the standard.
Characterizations
The characterizations consisted of quantifying and evaluating the carbon fiber recovered under different recycling conditions. Process mass balances were used to assess the recycling process and analytical techniques were performed to characterize recycled fiber’s morphological and surface structure and were compared with prepreg fiber.
Burn-off (BO) can be defined as the fraction of the initial mass-consumed of the raw material (CFR) during the thermochemical decomposition process, i.e., the consumption of the prepreg constituents concerning its initial mass, and it was calculated by equation (1):
X-ray diffraction (X´Pert-MPD, Philips Analytical X Ray, Germany) was used to evaluate the physical structures of prepreg fiber and recovered carbon fiber. The 2θ range used was 5°–50°, with a KαCu radiation source of 0.1541 nm, an electrical current of 200 mA, and a voltage of 40 kV. The step was 0.02°, speed 0.02°/s, and time per step 1 s. 18
Scanning Electron Microscopy (SEM) (K450, Sputter Coater EMITECH, United Kingdom) was used to assess the morphology of the prepreg fiber and the recovery of carbon fiber. The Scanning Electron Microscopy—Energy Dispersive Spectroscopy (SEM-EDS) (Quattro S, Thermo Fisher Scientific, Brazil) aimed to obtain a semiquantitative microanalysis of chemical elements present in the samples. The samples were then metalized with gold by standard procedure A voltage of 15 kV, spot 3, with a secondary electron detector was applied for the SEM. Two fields were obtained in each sample, with a magnification of 50, 200, 500, 2000, 5000, 10,000, and 20,000 times. A voltage of 20 kV, a spot of 5.5, and a magnification of 1000 times in three regions of each sample were used for the EDS.
Fourier Transform—Infrared Spectroscopy (FT-IR) (Nicolet 6700, Thermo Scientific, Madison/USA) was used to obtain the infrared spectrum of the samples in the ATR mode, with Germanium crystal, using the Smart Omni Sampler accessory. The range used was
Results and discussion
Preliminary characterization
Initially, the characterization of the prepreg fiber was performed through immediate analysis in dry basis according to the ASTM D678 standard. The volatile, fixed carbon, and ash content were 35.17 ± 1.77%, 0.32 ± 0.14%, and 64.25 ± 0.97%, respectively.
The volatile content was consistent with classes of composites applied in the aeronautical industry, in which the resin mass percentage is in the range of 35%–40%. Therefore, assuming that the volatile material present is equivalent to the resin content present in the FPI, it is possible to estimate its grammage—the ratio between the mass of the carbon fiber and its area. With the mass values after characterization of volatiles, their areas (width x length) were measured, and the grammage value obtained was approximately 400 g/m2.
The low ash content value is expected in composites because the reinforcement is constituted with high carbon contents. Therefore, these values can initially help determine thermochemical degradation conditions that do not exceed 35% for the degree of burn-off.
Thermochemical recycling of the PPF
The experimental design was proposed with the following factors: degradation temperature and thermal baths. Once that isotherm time was not a significant variable according to previous work (data non shown).
It’s worth noting that although the chosen degradation temperature range is relatively high in industrial pyrolysis processes, it has become necessary due to the malleability requirements of carbon fiber. Preliminary experiments (data non shown) revealed that at lower temperature ranges (350°C–550°C), the recycled fiber did not exhibit good malleability. This would significantly impact resin penetration stage through the fiber weaves, rendering remanufacturing impractical. Moreover, fibers with limited or no malleability would require fragmentation, thereby reducing the range of potential reuse applications. Besides, higher temperatures (as selected in the experimental design) ensured good malleability and resin penetration during the remanufacturing stage (as presented in the results section regarding the remanufacturing of the recycled fiber). Consequently, the recycled material has greater potential for reuse in various applications, such as: reinforce various automotive parts, aircraft interiors, wings, and fuselage parts, production of sporting equipment, wind turbine blades, etc.
Due to the tensile tests requiring the remanufacture of the composite using five layers of lamination, five repetitions were used for each condition. Therefore, the full factorial design 22 methodology was used with five repetitions for all conditions to generate enough material to make adequate laminates for the tensile test.
22 factorial design matrix, BO and tensile strength responses.
Degree of burn-off
The degree of burn-off informs the level of degradation of the material throughout the process. The BO response showed values in the range of 38.20%–40.98% (Table 2).
Statistical analysis to assess the significance of the estimated effects and their interactions was investigated (Appendice A). Pareto Diagram presents the magnitude of the effects in a graphical mode, and it shows where the dashed line represents the significance limit with 95% confidence. The results indicate that the degradation temperature (7.331) and the number of baths (5.145) were significant variables to the burn-off response. Moreover, the interaction between temperature and bath is not statistically significant (−0.9327), and this lack of interaction could be caused by the degradation of the composite, and subsequent variation in the degree of burn-off, occurs by different mechanisms for each variable. While the temperature promotes thermal degradation of the matrix, the bath can cause effects of contraction and expansion of the sample. Therefore, one variable does not interfere with the other.
Degradation temperature is the most significant effect with a positive effect in respect to burn-off which indicates that increases from a lower level to a higher level in the degradation temperature promote increases in the degree of BO, i.e., within limits studied, the higher the temperature, the higher the BO level. Two factors can explain this effect, first, higher temperatures accelerate pyrolysis, which further disrupts the resin’s molecular structure, which can initiate degradation of the carbon fiber itself or in some cases the sizing layer of the fiber. Second, at higher temperatures, volatile gases released into the system can react with the surface at a higher rate, causing increased conversion levels of the composite to recovered carbon fiber. That indicates the reaction mechanisms can influence the degradation, mainly in an atmosphere rich in volatiles from the polymer matrix, as is the case of the experimental reaction system used. In addition, it is noteworthy that preserving the strength characteristics of carbon fibers requires temperature control. Therefore, the increase in the Burn-Off Degree can lead to a destruction of the mechanical properties of the fibrous reinforcement.
The number of thermal baths has a minor effect compared to degradation temperature. However, it also has a positive effect and indicates that increases from the lower level to the higher level promote increases in the BO response. The thermal bath has three primary purposes that may be related to the increase in this response when at higher levels: first when immersing the composite in water, the difference of temperature between the material and the water at room temperature promotes a sudden contraction and expansion in the material, which can facilitate the breaking of the linkage between the matrix and the fiber. The second purpose of the bath is about the oxidation effect that water can present after inserting the material into the reaction system, leading to increases in the conversion of the recycled material. Finally, the bath helps clean the surface of the recycled material, removing inorganic carbon and ashes formed during thermochemical degradation due to the overheating of volatiles inside the reaction chamber that in contact with the material surface can condense. Additionally, cleaning the surface increases the contact area available to occur autocatalysis between the volatiles and the material surface and facilitates three-dimensional diffusion.1,19
Comparison of the tensile and modulus of elasticity test for samples F650B0, F625B1 and F700B0.
Tensile strength
The recycled carbon fibers under different thermochemical conditions showed stress values ranging between 170.9 MPa and 168.30 MPa (Table 2). The statistical analysis of the estimated effects (Pareto Diagram) shown in Appendice C indicates that the temperature, the thermal bath, and the interaction between the bath and the temperature are statistically significant.
The results of the statistical analysis indicate the most significant effect is the degradation temperature, with has a positive effect on the tensile strength of 18.750. Overall, this factor positively affects the change in tensile strength as it moves from a lower level to a higher level. That effect may be associated with the fact that higher thermochemical processing conditions result in lower amounts of polymer residues and resin degradation products in the recycled material. This effect allows the resin to penetrate more efficiently between the fiber layers during vacuum lamination of the recycled samples for tensile testing, ensuring good adhesion in the remanufactured composites. However, in lower-level thermal conditions, it was observed that recycled fibers are less permeable at the time of lamination, not producing a composite per se, given that the layers were not efficiently adhered to each other. Therefore, in this condition, only a single layer was probably ruptured in the tensile test.
On the other hand, the thermal bath presents a negative effect on the tensile strength (−4.880) but is the smallest effect among the factors evaluated. As the level of the thermal bath increases, there is a tendency to reduce the tensile strength response of the remanufactured composite. That is possibly related to thermal contraction and expansion during the bath, affecting the weft of carbon fibers cloth causing a major misalignment of the threads during the thermochemical treatment, reducing their mechanical tension characteristic.
Furthermore, the statistical analysis revealed a significant effect (−7.477) of the interaction between the evaluated factor and temperature on the curvature of the data. This indicates a negative relationship between temperature increases and thermal bath on the tensile strength of the fibers. Specifically, higher temperatures and thermal bath levels result in fibers with lower tensile strength compared to the combination of higher temperature and lower bath levels. The observed interaction may be attributed to thermal expansion/contraction and oxidation effects occurring during the two-bath cycle, leading to partial destruction of the fiber braids or degradation of the sizing agent, ultimately causing a decrease in tensile strength of the recycled carbon fiber material.
A study of the marginal means was carried out to demonstrate which was the best recycling condition at the investigated levels (Appendice D). The results of the analysis show it is possible to see that material obtained in the central point has the best stress result, with an average value of approximately 170 MPa. Besides, the recycling condition performed with the temperature at the upper level and the thermal bath at the lower level presented an average stress value of 153 MPa. Because of that, both recycled materials were compared to a new thermochemical recycling condition.
Because the interaction between thermal bath and the degradation temperature shown a maximum response for tensile strength between 600°C and 650°C, a new thermochemical recycling condition at 700°C without a bath was evaluated just to evaluate the effect of temperature, and how the recycled material at 700°C tensile strength behaves. The result at this condition was compared with the results of the DOE.
New recycling condition and tensile strength of commercial carbon fiber
For the BO response, the results are shown in Table 3 where it can be possible to see a significant difference between the material produced at 700°C and the material produced at lower temperatures. According to, 19 conditions close to 700°C are not recommended for thermochemical recycling because the carbon fiber starts its decomposition and, therefore, if kept long enough in this temperature, its degradation will occur in all the carbon present in its composition, and it is not possible to recover the carbon fiber from it. However, in 30 min of recycling with an atmosphere rich in volatiles, it was possible to recover the carbon fiber, although it has greater malleability after recycling and more significant material loss due to loosened braids at the end.
The remanufacture of the recycled fiber at 700°C was carried out under the same conditions as the other of the DOE performed, and the specimens were submitted to the tensile test. In addition, a commercial virgin carbon fiber manufactured by Release© with a bidirectional weft and 200 g/m2 weight was used to compare tensile strength results. Since the information on the carbon fiber used by Embraer is confidential, it is impossible to obtain all its characteristics accurately. Therefore, the comparison was made with a fiber readily available on the market and widely used in various applications.
Given that the modulus of elasticity is directly proportional to the material’s tensile strength, the comparison of the modulus of elasticity between the samples was made. The results were obtained in triplicate for samples of the DOE that had bigger tensile stress (F625B1 and F650B0) and the samples produced at high temperature (F700B0) and the commercial carbon fiber (FPURE). The results of this comparison are shown in Table 3.
The recycling at 700°C produced a material with similar tension to the recycled material at 650°C. That indicates that, although the superior heat treatment has degraded the carbon fiber more, it was not enough to promote a significant change in characteristic relative to tensile strength. Thus, sample F625B1, recycled at the central point condition, was the recycled material that best preserved the main mechanical characteristic among all levels studied.
Comparing the best recycling condition with Redelease’s carbon fiber, the mechanical characteristics of the recycled correspond on average to 65% of pure commercial fiber. The reported retention indicates that the ratio of tensile strength between the recycled and commercial fibers was 0.65. As mentioned above, the weight of the commercial fiber is 200 g/m2, while the estimated value for carbon fiber from EMBRAER was approximately 400 g/m2. Higher weight is indicative of more robust materials. Also, both wefts are bidirectional and perpendicular to each other, with diagonal loops. However, the angulation of the diagonal lines of the overpasses moves with different slopes, as seen in Figure 1. According to,
20
the inclination is more significant when there are more warp cables on the screen, with more excellent proximity between the intertwining points of the cables and more great packaging. This slope ensures good material strength. Another difference is that the diagonal of pure fiber runs from the lower right to the upper left, classified as left-hand diagonal fabric. In contrast, recycled fiber runs from the lower left to the upper right, called the right-hand diagonal fabric. These differences give distinct mechanical properties to the final material.
21
Comparison between the angulation of the wefts in commercial carbon fiber (left) and recycled fiber (right).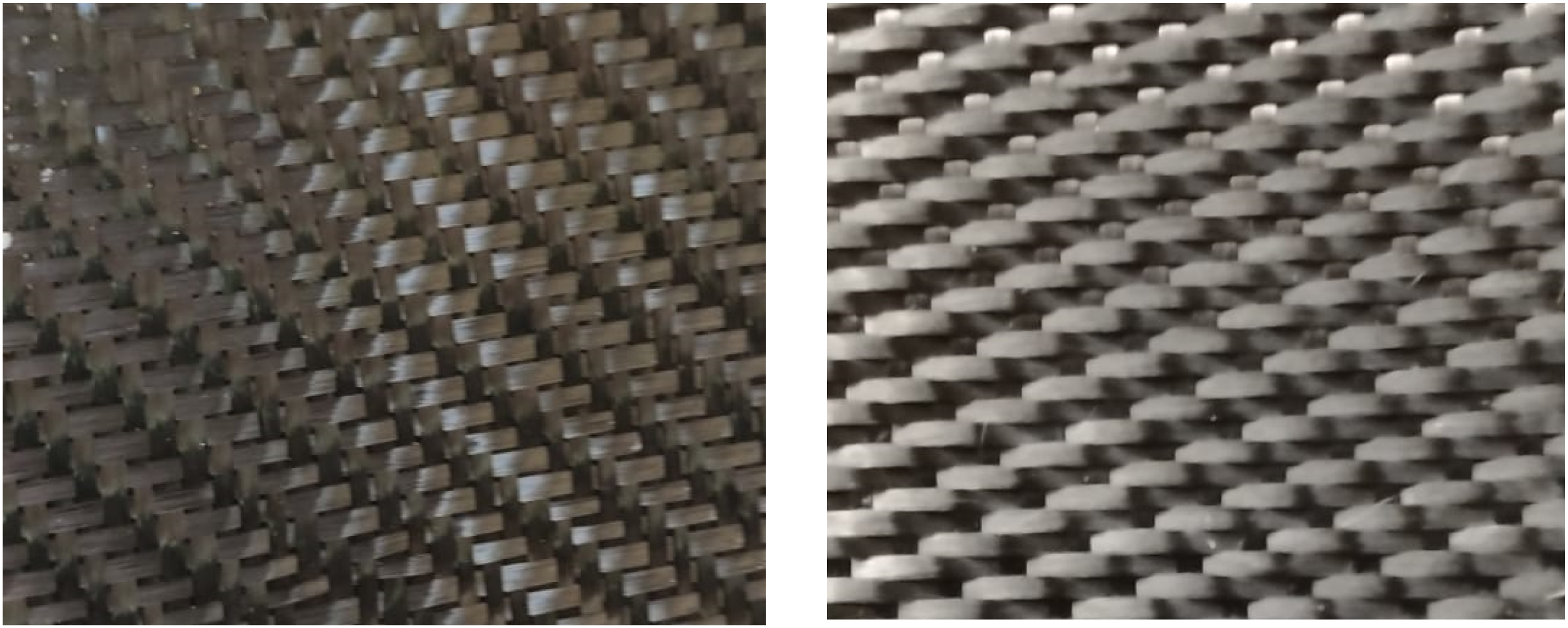
Sample F700B0 has a higher modulus of elasticity. However, the deviation of 8.6% indicates that the uncertainty range comprises values obtained for samples F650B0 and F625B1. Commercial carbon fiber (FPURE) had the highest modulus of elasticity value. There was proportionality between the tensile strength and the modulus of elasticity, considering that the sample F625B1 has 65% of the modulus of elasticity of the FPURE.
The mean stress-strain curves obtained experimentally for each material (Appendice E) have a linear behavior throughout the tensile tests, showing a slight change in inclination in the region close to the failure of the composite. The curves follow the expected behavior for a composite. In stage one, the fiber and the matrix have elastic deformations, usually with a linear behavior. In stage II, there is a curve with a lower slope than the previous stage, which is associated with the interaction between the matrix and the fiber, considering that while the latter continues to stretch elastically, the matrix presents flow and plastically deforms. Finally, composite failure starts when there are fiber fractures. However, this failure is not catastrophic, as the fibers do not fail simultaneously, and the matrix remains intact, plastically deforming, and containing fibers that have not failed yet. 16
In general, after recycling, there was damage to the carbon fiber, reducing its main mechanical characteristics. However, it still can be reused in the production of continuous non-structural components, with tensile strength value in an acceptable range for similar applications that of commercial carbon fiber.
Comparative characterizations between recycled carbon fibers and prepreg fiber
X-ray diffraction
X-ray diffraction allows to see if the physical structure of samples recycled at 650°C and 625°C were preserved by comparing these samples with the original pre-impregnated carbon fiber. Figure 2 shows the diffractogram of these samples. X-ray diffraction spectra for PPF (red) and recycled F650B0 (green) and F625B1(blue) samples.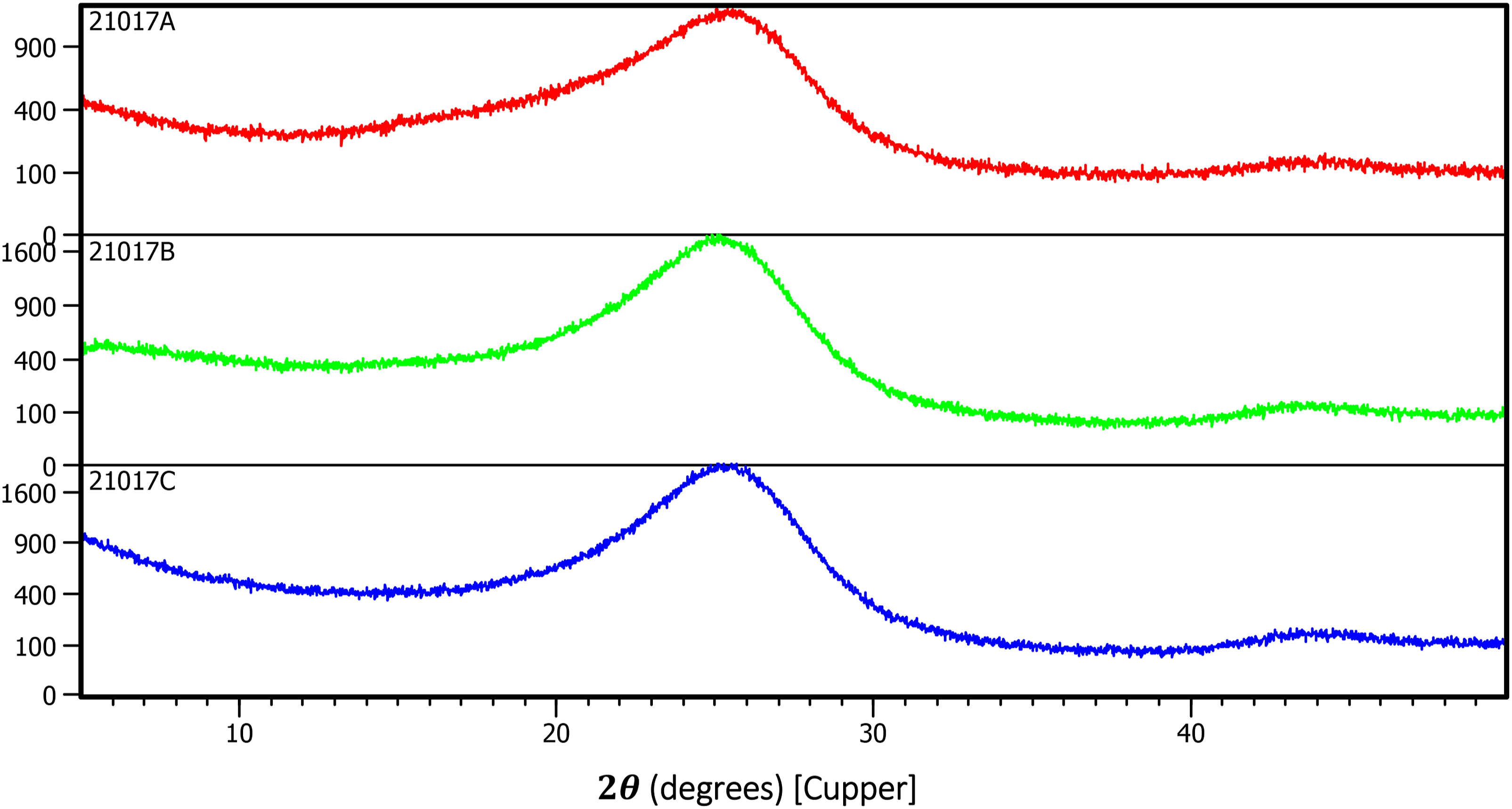
For all samples, the X-ray diffraction profiles showed the same pattern, increasing intensity with a maximum of around 25° for all samples, which is a characteristic of carbon-rich materials. The highest intensity peak obtained is related to the spacing be tween the layers of the samples. No other peaks were found in the studied range (
Morphological analysis—SEM
Samples of prepreg fiber and carbon fiber recycled under conditions of 625°C with one thermal bath (F625B1) and 650°C with no bath (F650B0) were analyzed Scanning Electron Microscopy (SEM) and the micrography are shown in Figures 3. SEM of prepreg (left), F650B0 (center) and F625B1 (right) samples with magnitude of 50x (top) and magnitude of 200x (bottom).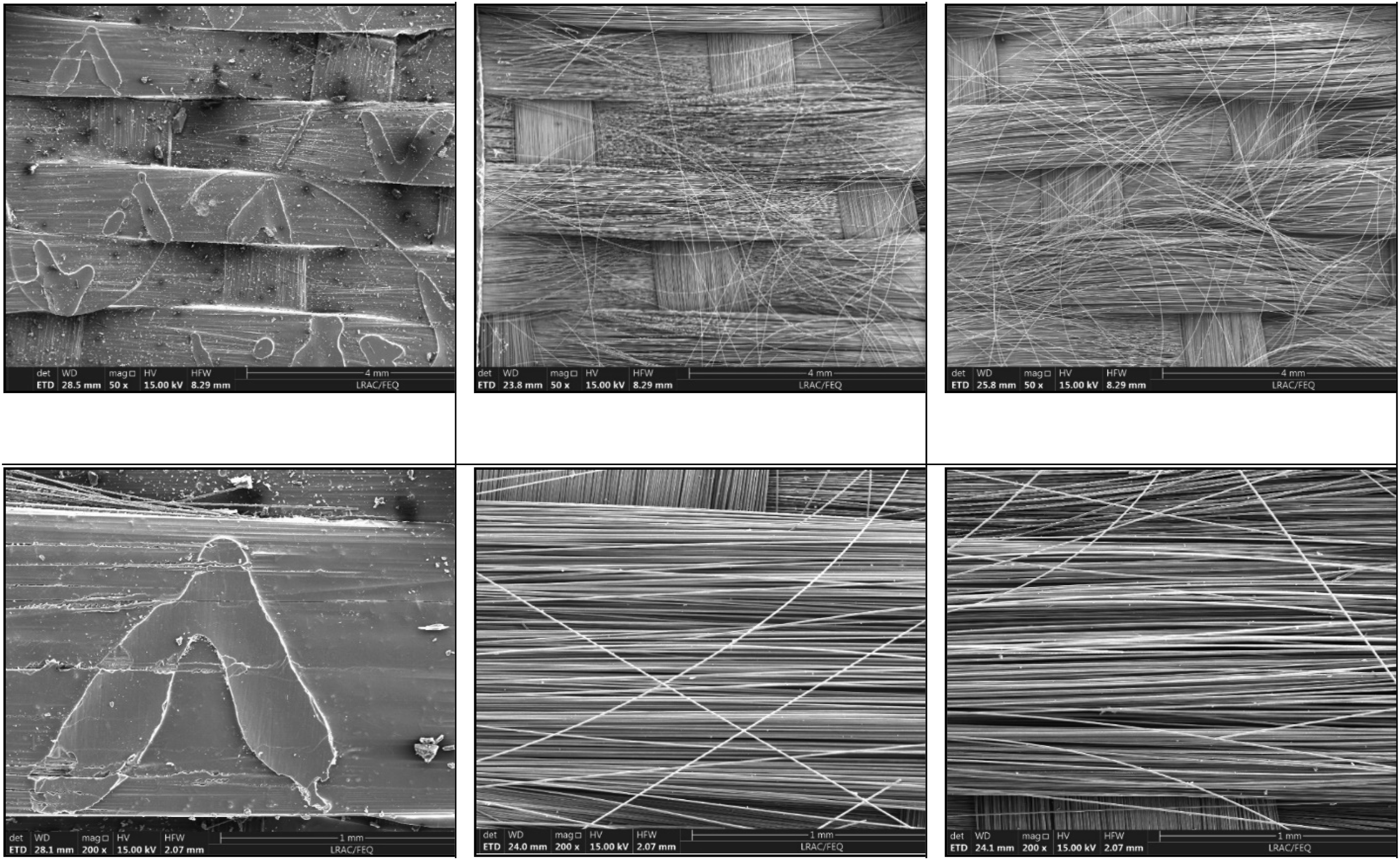
It can be noted, at the magnitude of 50x, that the prepreg samples have a bundle of fixed fibers due to the presence of resin on its surface. At the magnitude of 200x, it is possible to see that the carbon fiber thread is covered by a layer of resin, holding it together, and there are areas with some excesses of resin in its surface, probably associated with the failure in the curing process, which led to the disposal of such composite.
At the magnitude of 200x, it is showed changes in the surface structure after the thermochemical treatment due to the degradation of the resin, leaving only the carbon fiber weft. The geometry of the weft was maintained (bilateral 0°–90°). However, some threads have come loose from the weft, probably due to the release of components pre-sent in the resin during its decomposition, which ends up disorganizing part of the arrangement of the wefts. With the magnification of 200x, it is more evident that the recycled fibers do not have a considerable presence of resin on their surfaces. As for the comparison between the two recycling conditions, there are no significant differences in this degree of magnification and therefore, both recycling conditions kept the wefts cohesive, which is one of the desirable characteristics during recycling. Figure 4 compares recycled fibers in magnitudes of 5000x, 10000x, and 20,000x. Comparison of SEM between sample F650B0 (images on the left) and F625B1 (images on the right) in magnitudes of 5000x (top), 10000x (center) and 20000x (bottom).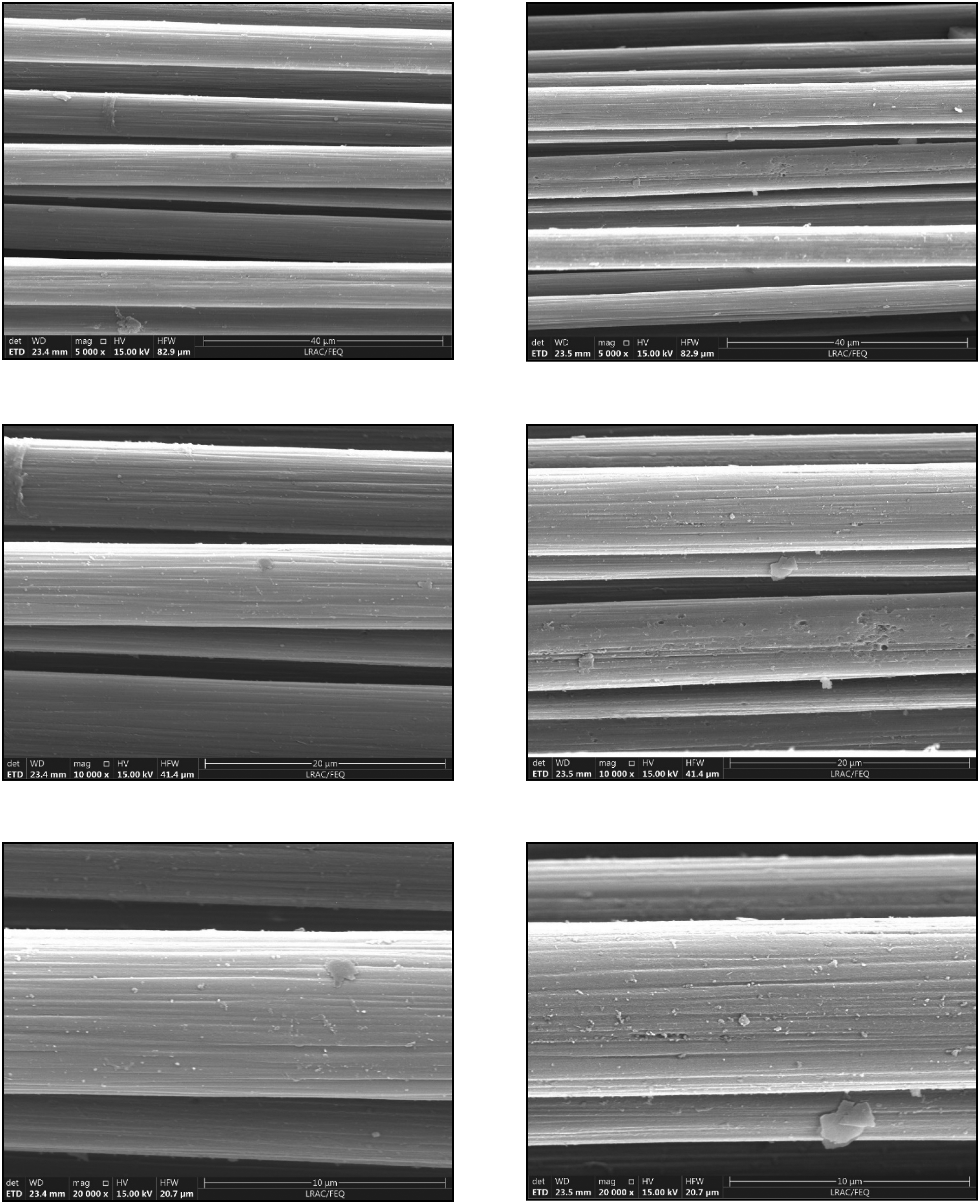
At 5000x magnification, it is possible to observe that both recycled samples have substances randomly deposited on their surfaces. That indicates a residual matrix after treatment, confirmed in the immediate analysis by detecting volatile contents in recycled materials. In general, F625B1 has a surface with more pronounced hollow areas, probably due to the use of a thermal bath in the recycling process, generating regions with some signs of wire destruction, as can be seen in the 10,000x magnification.
As the magnification increases, the presence of some damage to the surface of the fiber can be noted, which may be associated with the partial removal of the sizing, that is, the reinforcement interface of the fiber with resin which promotes bind the threads together in a cohesive way. If the covering had been completely removed, the recycled color was likely darker, indicating the predominant presence of only carbon on its surface. This is an indication that the sizing layer is not destroyed by the thermal treatment giving the carbon fiber recycled a desirable quality, considering that the sizing interface is one of the essential steps in the manufacturing process of the composite.
Finally, it was possible to estimate the average diameter of the recycled fiber strands from the magnification of 20,000x, by measuring the diameter of the fiber in five different regions, resulting in an average diameter for the FIB625B1 of 7.3 μm ± 0.1 μm and for the FIB650B0 was 6.9 μm ± 0.1 μm. The difference between these two samples can be associated with the loss of sizing, which indicates that the higher thermal conditions have a higher tendency to destroy the carbon fiber interface when compared to the conditions that use a thermal bath.
Energy dispersion X-ray spectroscopy
The aim of using EDS to analyze the surface of the recycled carbon fiber and the raw material is to determine the inorganic chemical elements present and evaluate which ones were removed by the recycling process. In addition, this analysis facilitates the determination of characteristic peaks in infrared spectroscopy analysis and helps find the type of matrix used in prepreg fiber. Appendice F presents the results of samples PPF, F650B0, and F625B1 obtained by EDX. All the analyses were carried out in triplicate.
The results showed that the surface of the PPF is primarily constituted by carbon, nitrogen, and oxygen, in addition to a small amount of silicon and chlorine. The carbon percentage agrees with the order of magnitude of the result obtained for the fixed carbon content in the immediate analysis. The presence of nitrogen and oxygen is due to the composition of the resin used as a matrix. The amount of silicon might be associated with some powder used on the surface during the spinning process. Finally, chlorine can come from a catalyst/hardener or some contamination.
In contrast, the recycled samples had only carbon and silicon in their compositions, with the same order of magnitude for carbon content obtained in the immediate analysis. From this, it is possible to say that practically all the resin was removed during the recycling process. However, due to the accuracy limits of the analysis equipment, especially for nitrogen and oxygen, probably the sample may present in the surface very small amount of these elements, considering that resin matrix residues were observed in the SEM analysis of the recycled samples.
The presence of nitrogen element in the FPI composition is a very good indication of which class of functional groups was used in the matrix of the original composite, allowing better identification of compounds in the infrared spectrum and predict which type of epoxy resin was used as a matrix.
ATR-FT-IR analysis
Figure 5 shows the infrared spectrogram from the ATR-FT-IR analysis, which shows the relationship between wavenumber and transmittance. The components indicated in each of the peaks were confirmed from the characteristic spectrogram peaks corresponding to distinct functional groups. Appendice G shows the wavenumber corresponding to each group detected for samples FPI, F650B0, and F625B1. Infrared spectroscopy on prepreg fiber (top) and on recycled F650B0 and F625B1 (bottom).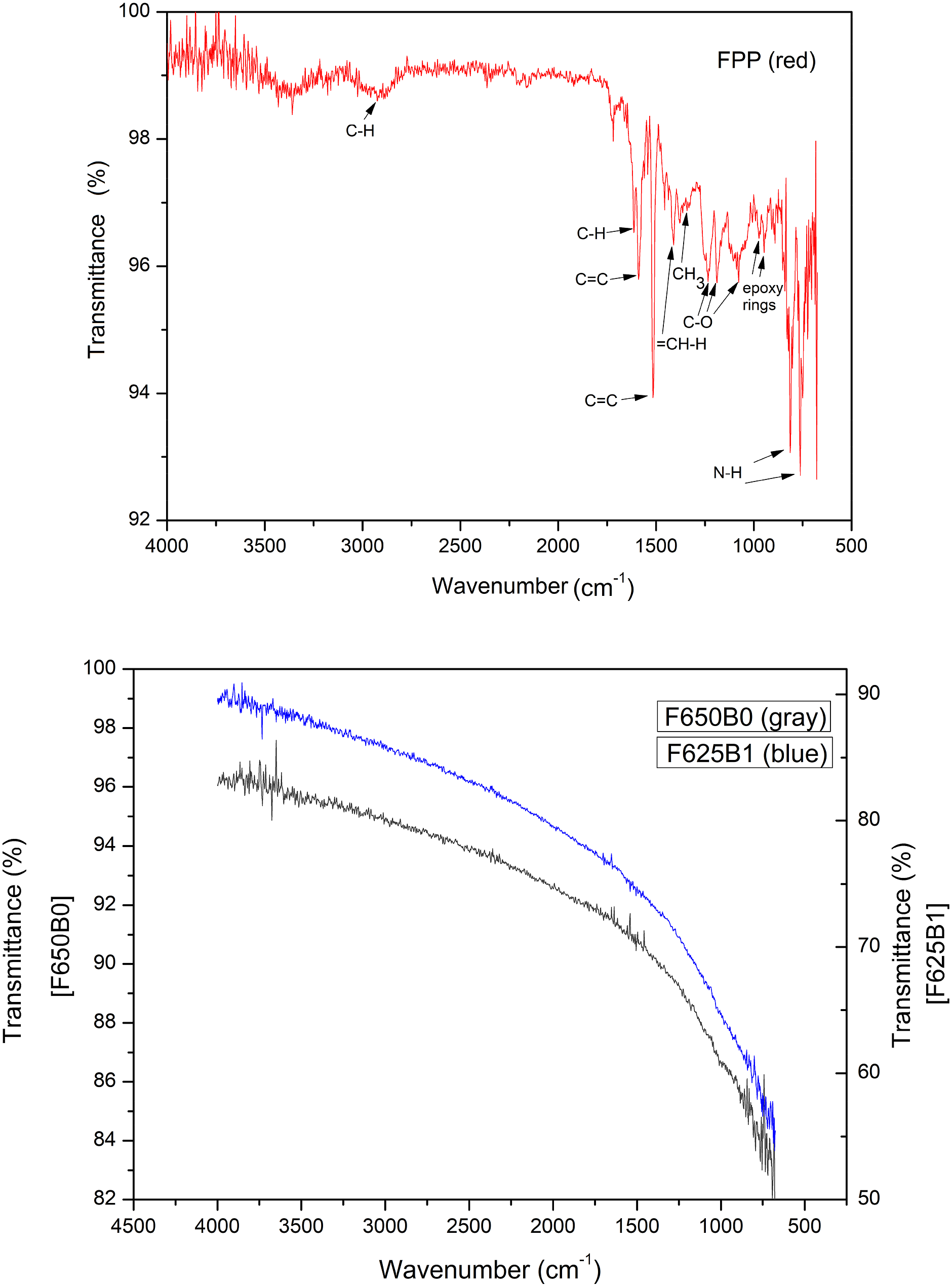
The spectrogram obtained for the FPI sample is quite similar with results obtained by, 22 which indicates that the matrix of the FPI used in this work is an epoxy resin. The presence of the N-H group in the range of 810 cm−1 and 765 cm−1 was also a find in the EDS analysis, which leads to the conjecture that the type of epoxy resin used in the pre-impregnation step probably contains NH groups, such as the tetraglycidyl methylene dianiline resin (TGMDA) (Appendice H), which is a common resin used in the aerospace industry. 18
In wavenumbers greater than 3000 cm−1, there were no detectable peaks because of the noises in the equipment. Comparing the spectrograph of the recycled carbon fiber samples to the spectrograph of the IPF it is possible to evaluate that all groups present in the IPF were significantly removed, considering that there was no detection of these peaks. That is a desirable feature of the recycling process because, without resin components, the recycled carbon fibers are more flexible and more likely to get better adhesion to a new matrix in the remanufacturing process.
Also, there is a difference in transmittance of the recycled samples, with the F650B0 having a transmittance that varies between 99% and 82%, while the F625B1 transmits energy in the range of 90% to 55%. As in the case of the F650B0 sample, a more intense transmittance signal means less energy absorption throughout the analysis, which indicates that the sample has a more significant number of free electrons on the surface. That makes the sample have a greater tendency to be more reactive and probably higher thermal and electrical conductivity.
Conclusions
Regarding the study of thermochemical degradation, it was possible to determine operating conditions for the recycling process to remove the prepreg fiber matrix and recover the carbon fiber. Also, it was observed by preliminary experiments with temperature below 600°C, that it is possible use this process to obtain a fiber with slight malleability that can be used for example as a filler in civil engineering applications. On the other hand, if the purpose is to remanufacture the fiber and apply it to new continuous components, high malleability is required to ensure good resin permeability in the vacuum lamination step. Therefore, recycling above 600°C is required.
As for the mechanical strength of the recycled material, the thermal bath has a statistically significant effect on the recovery of carbon fiber, preserving part of its tensile strength. At higher temperatures, such as 650°C, the influence of temperature becomes more pronounced. Its interaction with the thermal bath has a negative effect, causing more significant damage to the surface of the carbon fiber. Based on the recycled tensile strength, the best recycling condition at the levels studied was obtained with 30 min at 625°C with one cycle of thermal bath.
All recycling conditions promoted a BO degree higher than the content of volatile matter in the original prepreg. That indicates the carbon fiber probably suffer damage by the thermochemical degradations, which explains the effects obtained on the results of mechanical strength of the samples produced. Recycling conditions at temperatures below 600°C could not be mechanically tested due to a significantly rigidity of the fiber produced in this temperature, making it unworkable to prepare a sample test by vacuum lamination. However, the tensile strength of the recycled fiber in the best-studied condition allows tests to be carried out and be compared with commercial carbon fiber.
Regarding the characterizations SEM-EDS and FT-IR, the recycled materials tested shows that their physical structure was preserved, and all surface groups were removed throughout the thermochemical degradation process. Furthermore, the SEM analyzes allowed to observe the preservation of the weft after recycling. However, residual matrix on the surface of the recycled fiber and the beginning of sizing destruction were observed, which may be responsible for the loss of the mechanical characteristic of the material, considering that the coating favors the curing stage of resin, the strength of the composite in its remanufacturing.
After recycling the composite, the fibers kept their wefts, which is of great importance for carbon fiber reuse for continuum processes. Other recycling methods, such as mechanical recycling, do not have this advantage. That makes thermochemical recycling attractive in terms of reuse and remanufacturing. Furthermore, in qualitative terms, the recycled fiber fabric has malleability similar to the commercial fiber used in this study, which ensures its use in similar processes.
The temperature influences the energy needed to remove the epoxy resin, and it allows the volatile gases to interact with the composite contributing to the recycling process. Although thermochemical recycling releases gases that can be toxic, proper collection of such gases ensures that this process is more environmentally viable than disposing or incinerating composites. On the other hand, the bath also contributes to resin removal, but its interaction with temperature reduces the tensile strength. Thus, a future study could seek an optimization condition within the range studied.
Supplemental Material
Supplemental Material - Thermochemical recycling of epoxy resin composites reinforced with carbon fiber
Supplemental Material for Thermochemical recycling of epoxy resin composites reinforced with carbon fiber by Gabriel Nicolai, Augusto PV Bôas, Manoel OA Méndez and Osvaldir P Taranto in Journal of Composite Materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank the Unicamp Scholarship Program, the financial support provided by CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico, Process 130993/2019-0), and the Mechanics Laboratory of the University of Sorocaba.
Data availability statement
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.