
Abstract
This research investigates the mechanical characteristics of a novel hybrid composite material, which combines bio-epoxy reinforced with sisal fiber and integrated with fly ash nano-fillers. The study focuses on exploiting the environmentally friendly attributes of natural fiber composites and reducing reliance on synthetic materials. In this study, sisal fiber serves as the reinforcement, and a bio-epoxy matrix is utilized to create the composite. To further enhance its properties, fly ash, a byproduct of coal-fired power plants, is incorporated as a nano-filler. The experimental findings reveal significant improvements in the mechanical properties of the composite due to the inclusion of fly ash nano-fillers. The tensile strength shows a notable enhancement of up to 6.3%, flexural strength experiences an impressive increase of 68%, impact strength demonstrates a remarkable boost of 28%, and scratch hardness elevates by 17% which were all achieved at 20% fiber weight fraction and 5% fly ash weight fraction. The considerable potential of this hybrid sisal fiber reinforced bio-epoxy composite, integrated with fly ash nano-fillers, as an eco-friendly alternative to traditional synthetic composites is evident from these results. Such enhancements make the composite suitable for a wide range of engineering applications, including the manufacturing of automotive components, construction materials, and consumer goods. By adopting this bio-composite, industries can actively contribute to sustainable practices while maintaining optimal performance in their products. This research offers valuable insights into a promising solution for eco-conscious engineering applications, with both quantitative and qualitative evidence demonstrating the achievement of superior mechanical properties in this innovative hybrid material.
Introduction
The utilization of hybrid composites comprising natural fibers and nanofillers has gained popularity in recent times because of the rising demand for sustainable materials and the necessity for ecologically sound substitutes to synthetic materials.1,2 Natural fiber composites are often combined with other materials, including natural and synthetics to improve their mechanical properties. 3 By incorporating nanofillers, like clay, graphene, and carbon nanotubes, into these composites, their characteristics can be further enhanced, rendering them appropriate for various uses, such as in the automotive, construction, and packaging industries. 4 A study by Ibrahim et al. 5 showed that the incorporation of clay nanofillers to sisal fiber composites improved their mechanical characteristics, such as tensile strength and modulus. According to the researchers, the inclusion of clay resulted in superior fiber dispersion and improved bonding between the fibers and the polymer matrix. As a result, they inferred that natural fiber composites augmented with nanofillers hold immense potential for utilization in a range of applications, including load-bearing constituents and packaging materials.
Another study by Nor et al. 6 studied the mechanical properties of bamboo fiber composites with carbon nanotube (CNT) nanofillers. The results revealed that the incorporation of CNTs significantly enhanced the tensile strength and modulus of the composites. The researchers also found that the CNTs had a reinforcing effect on the composites and that their presence enhanced the thermal stability of the materials. They concluded that bamboo fiber composites with CNT nanofillers could be used for a wide range of applications, including automotive parts, building and construction materials, and electrical and electronic components. In a recent study by Sairy et al., 7 researchers investigated the influence of graphene nanofillers on the characteristics of jute fiber composites. They found that the addition of graphene significantly enhanced the tensile strength, modulus, and thermal stability of the composites. They also found that the graphene had a reinforcing effect on the composites, which improved their overall performance. They concluded that jute fiber composites with graphene nanofillers have great potential for use in various applications, including lightweight structural components and packaging materials.
Due to its low cost, high strength, and excellent mechanical properties, sisal fiber is among the most commonly employed natural fibers in composite applications.8,9 The mechanical properties of sisal fiber reinforced epoxy composite have been extensively studied in recent years. Bahja et al 10 examined the effects of various treatments on the morphological characteristics of sisal fibers used as an ecological reinforcement in composites, as well as the impact of incorporating these fibers in cement mortar. The fiber's exterior underwent morphological alterations post-treatment, as revealed by scanning electron microscopy. The introduction of sisal fibers, accounting for 4% of the cement mass, caused a reduction in density and a rise in porosity. Though there was a decline in compressive and flexural strength, the elastic modulus of the composite that incorporated treated sisal fibers and was immersed in paraffin oil yielded satisfactory outcomes. Kim et al. 11 conducted a study on sisal fiber, which revealed that the fracture stress and Young's modulus of composites augmented for mercerized fibers. However, the enhancements observed in the tensile properties of composites with mercerized fibers were inferior to the improvements observed in fiber tensile properties for hand-fabricated composites, where the perfect alignment of fibers could not be attained, and uniform tension on all fibers during mercerization was unfeasible.
To overcome some of the limitation of sisal fiber based composites, the addition of nano-fillers has been suggested as a solution12,13 Fly ash, which is generated as a by-product of coal combustion, exhibits great potential as a nano-filler owing to its high aspect ratio, extensive surface area, and commendable mechanical properties. 14 The studies have shown that the incorporation of fly ash nano-filler to the composite enhances its mechanical characteristics, such as tensile strength, flexural strength, and impact strength.15–17 The tensile strength, flexural strength, impact strength and hardness increase with the increase in fly ash nano-filler content, reaching a maximum value and then declining. 18 This decline in mechanical characteristics is attributed to the agglomeration of fly ash nano-filler particles, which reduces the effective surface area of the filler and leads to a decrease in the mechanical characteristics of the composite. 19 According to the literature review, there is a significant amount of research on using either fly-ash or sisal fibers as reinforcing agents in polymeric composites. Nonetheless, there exists a dearth of research examining the amalgamation of fly ash and sisal fibers as reinforcements in such composites. The current research aims contribute to the advancement of sustainable technologies by promoting the utilization of natural fibers, bio-based resins, and waste materials (fly ash) to create high-performance composite materials. Thus, this study seeks to conduct an extensive evaluation of the mechanical properties of a hybrid bio-epoxy composite, reinforced with sisal fibers and featuring varying levels of fly ash nano-fillers for potential application in door panels and trim parts.
Materials and methods
Materials
The sisal fibers, sourced from the Agave sisalana plant, were gathered in Selebi Phikwe, a town located in the northeastern region of Botswana. The fly ash, which was placed in plastic bags, was procured from the Morupule A power station located in Palapye, Botswana. The bio-epoxy resin utilized in this study, Surf Clear Epoxy Resin (Bio-based) UV Stable, was purchased from Aerontec, Cape Town, South Africa.
Sisal fiber
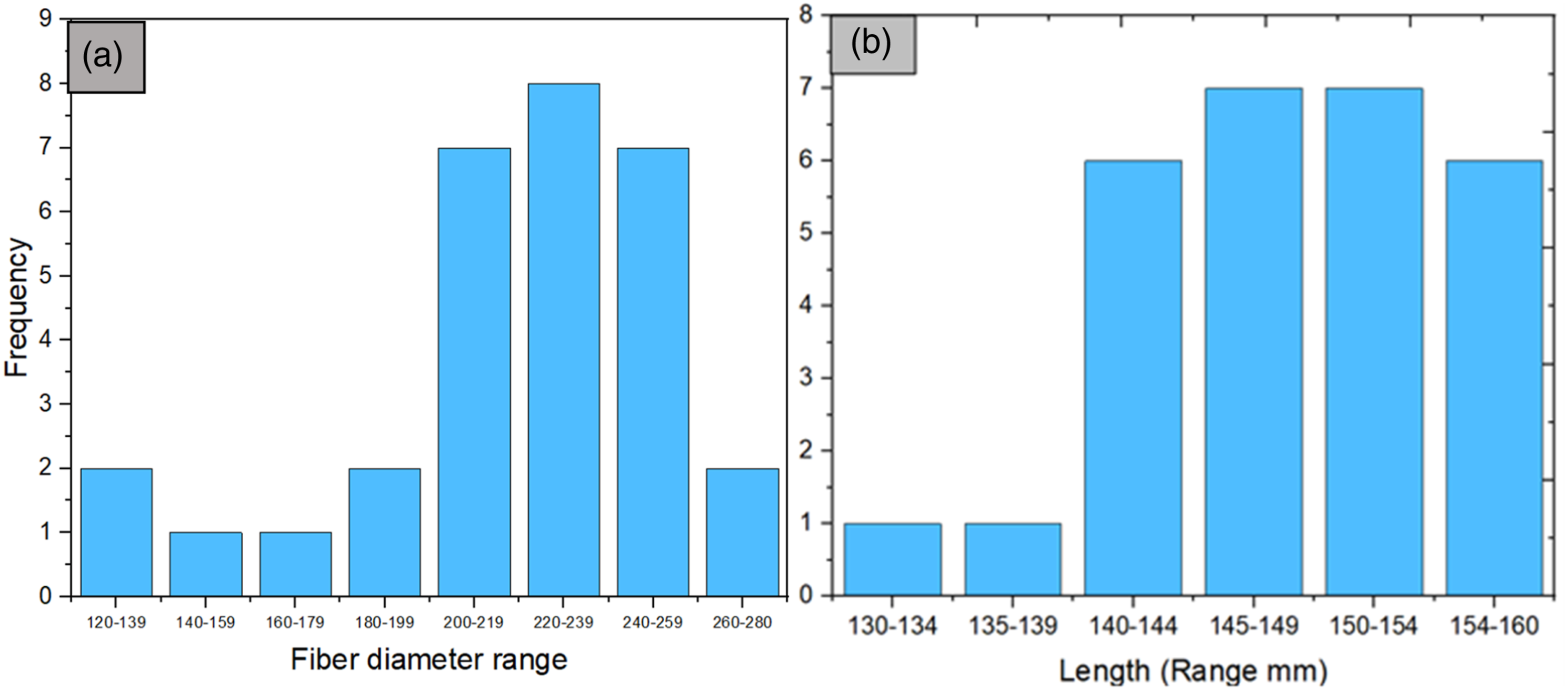
The fibers were obtained by means of scraping, following which they were washed thoroughly with water and left to dry under the sun for 5 days. The initial lengths of the fibers after extraction ranges from 100 mm to 150 mm. The fibers were then chopped to approximately 6 mm to produce short fibers. This process of extraction and the resulting short fibers are depicted in Figure 1. The characteristics of the sisal fiber are presented in Table 1. The sisal fibers under study had a diameter range of 120 to 280 μm, with a mean diameter of 235 μm and a standard deviation of 32 μm. The diameter and length distribution of the sisal fibers are depicted in histograms in Figure 2(a) and (b), respectively. Sisal fibers (a) fiber extraction by hand scrapping, and (b) extracted fibers strands and chopped fibers. Characteristics of sisal fiber. Histogram of sisal fiber (a) diameter and (b) length.

Fly ash nano-content
The initial step in refining fly ash involved removing impurities using a 90 μm sieve set. Next, a planetary ball mill was utilized to reduce the size of the fly ash to the nanoscale, resulting in particles with either a spherical or non-uniform shape. The ball-milled fly ash was then sieved to less than 90 µm and less than 53 µm. The particle size analysis revealed that the average particle sizes for less than 90 µm and less than 53 µm were 20.3 µm and 18.5 µm, respectively. In this study, despite all the chemical constituents of fly ash being present in oxide form, its chemical properties were estimated in elemental form using the XRF analyzer. The results, shown in Figure 3, indicated that silica, alumina, calcium, and iron oxides were the major chemical constituents of fly ash, with concentrations of approximately 7.0%, 4.5%, 4.3%, and 3.1%, respectively. Additionally, trace amounts of elements such as Zn, Pb, Mn, Nb, Ta, and Sr were also detected. XRF analysis data of fly ash composition.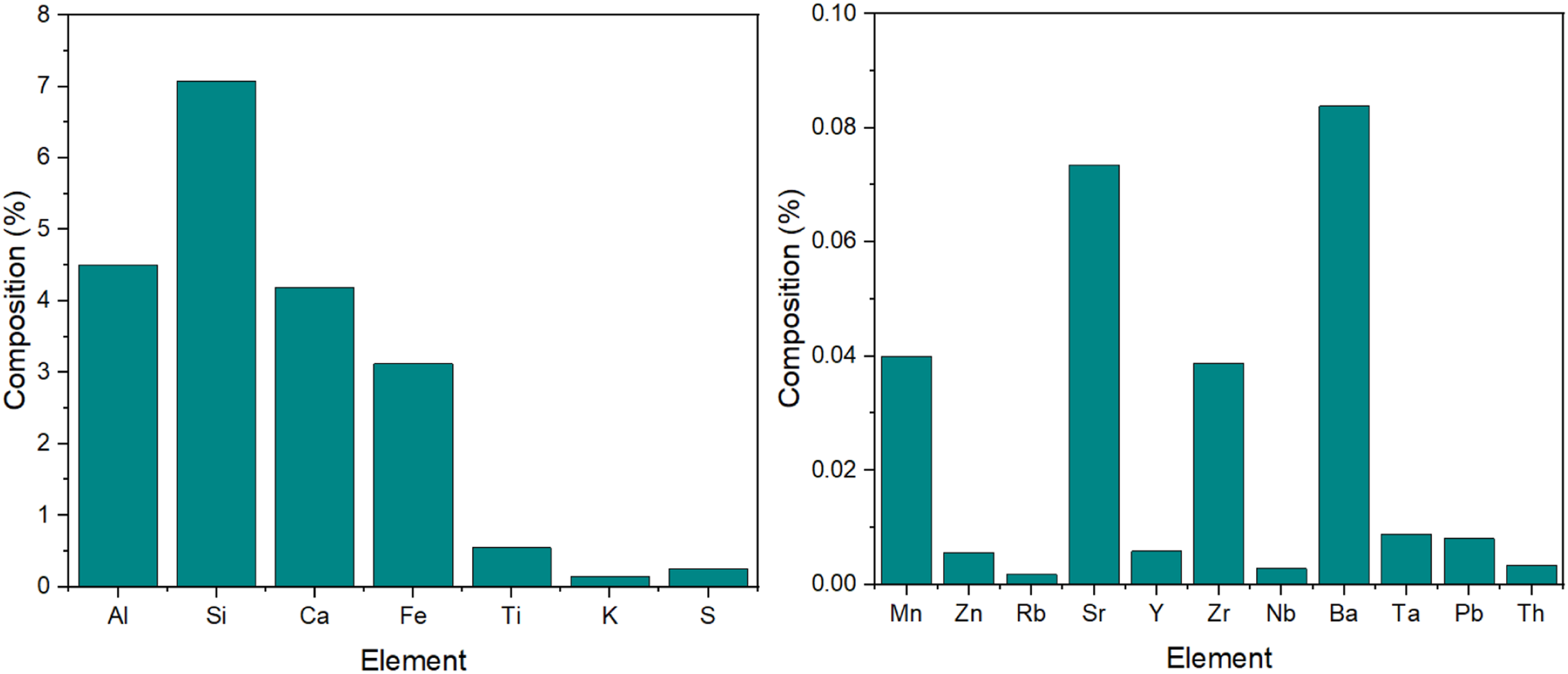
Figure 4 shows a SEM image of fly ash depicting a wide range of particle sizes. The fly ash consists of both fine particles (micron or submicron-sized) and larger particles (tens of microns or more). The distribution of particle sizes is essential to understand the ash's potential applications and behavior in different applications. Some fly ash particles appear spherical or nearly spherical in shape. This is characteristic of fly ash obtained from the combustion of coal, especially when high-temperature combustion processes are involved. Furthermore, fly ash particles often contain glassy phases due to the rapid cooling of molten particles during combustion. These glassy particles might appear smooth and featureless in the SEM image. In addition to glassy particles, the SEM image also reveals various mineral phases present in fly ash which are non-spherical. These minerals may include silica, alumina, iron oxides, calcium, and other compounds that were originally present in the coal. Some agglomerate or clusters can also be observed due to the high-temperature conditions and particle interactions during combustion. These agglomerates can influence the bulk properties of the fly ash, such as flowability and reactivity. Depending on the combustion process and post-combustion treatment, fly ash might contain surface contaminants or unburnt carbon particles. These contaminants can slightly be observed in the SEM image and may have implications for certain applications in particular composite fabrication. Fly ash SEM.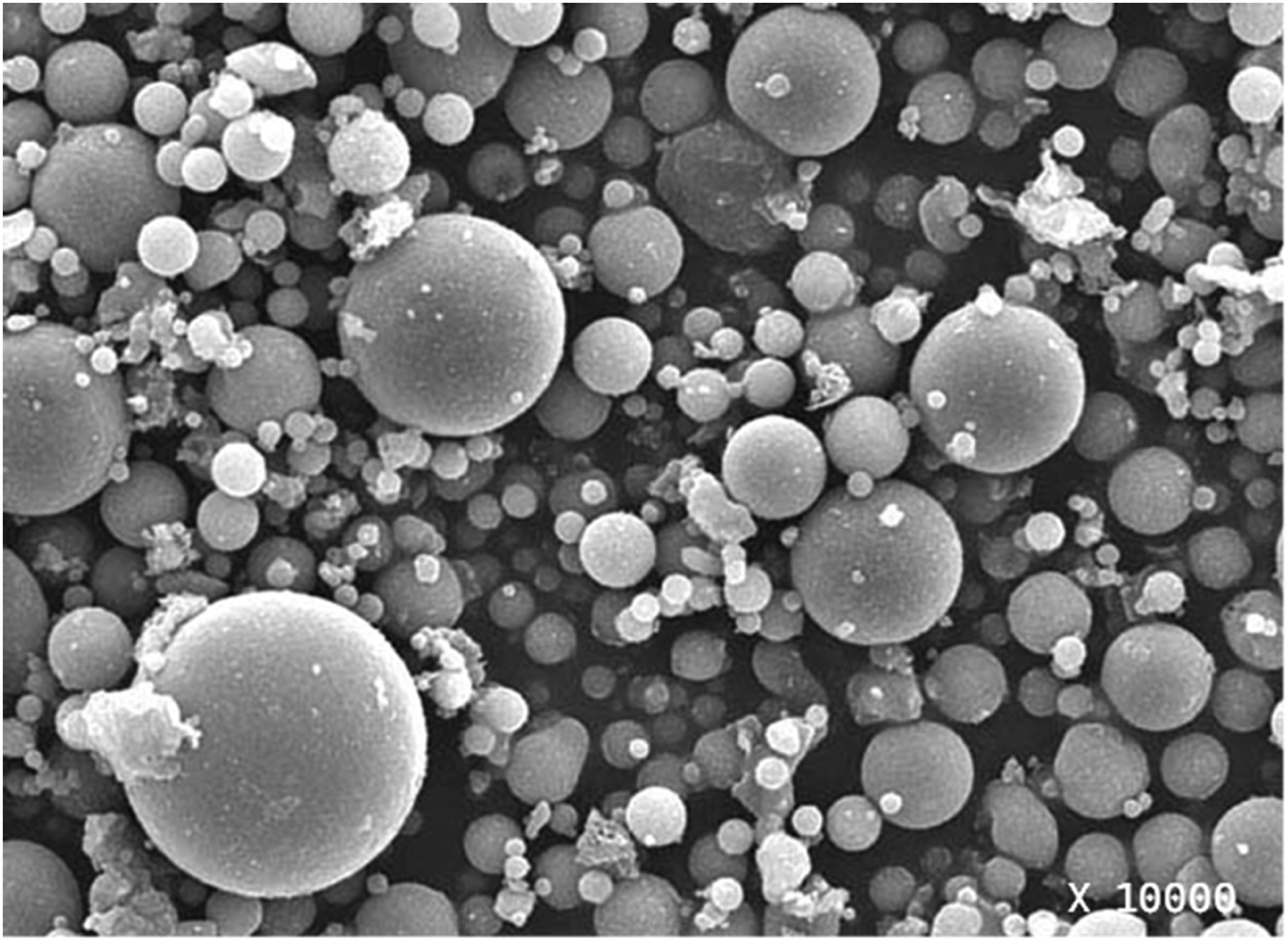
Bio-epoxy resin
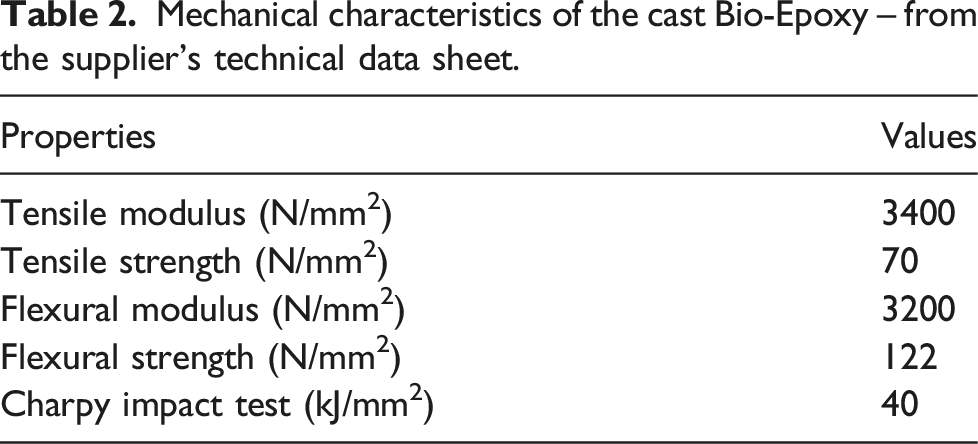
Mechanical characteristics of the cast Bio-Epoxy – from the supplier’s technical data sheet.
Hybrid composite fabrication
Rectangular acrylic molds were created using an adhesive and placed on a flat surface. The molds measured 240×120×3 mm, allowing for the extraction of multiple specimens with the same fiber, fly ash, and resin composition. Composites were prepared using various fiber weight fractions (10, 20, 30, 40, and 50 wt%) with randomly arranged short sisal fibers. The fly ash nano-filler was also added in weight fractions of (5, 10, 15, and 20%) for each fiber weight fraction. Before the fabrication process, a releasing agent was applied to the molds to facilitate the removal of cured specimens from the acrylic mold. The short fibers were thoroughly mixed by hand with the epoxy resin before adding the fly ash. During the hand layup process, the mixture was poured into the molds. The specimens were left to cure at room temperature for 24 hrs while under a load of 100 N. After curing, the specimens were removed from the acrylic mold and subjected to post-curing in a hot air oven at 100°C for 3 hrs. Figure 5 presents the schematic diagram of the acrylic mold and the fabricated molds. (a) Acrylic mold and (b) final fabricated specimens of sisal fiber/fly ash/bio-epoxy composite.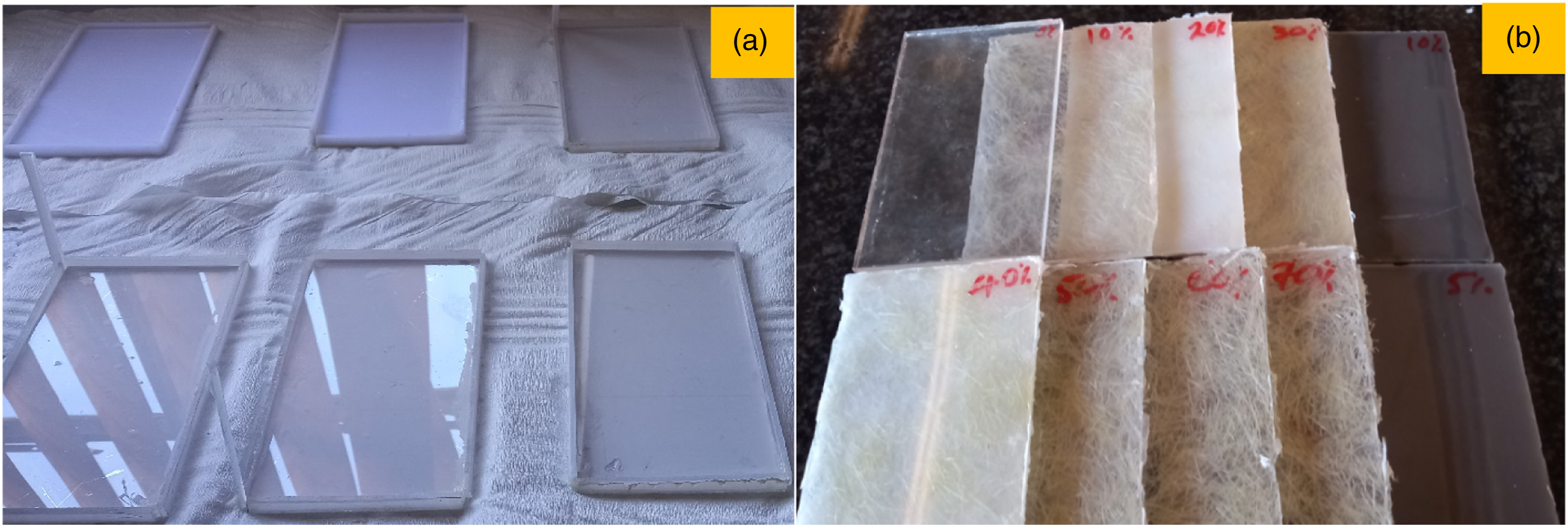
The mechanical properties and microstructure of the bio-epoxy composites reinforced with sisal fiber, fly ash, and epoxy were tested. Tensile testing was carried out following the ASTM D3039 standard, using the Tinius Olsen H50KT universal testing machine, with the gauge length and cross-head speed determined according to the ASTM standards, and the average value obtained from testing five specimens in each case. Flexural strength was assessed using the three-point bend tests following the ASTM D790-10 standard, also on the Tinius Olsen H50KT machine. The specimens were subjected to impact testing using the Tinius Olsen-supplied Izod machine in accordance with the ASTM D256-10 standards. Scratch hardness tests were performed using the Rtech Instrument Tribometer as per the ASTM G171-03 standard. The microstructure of the fractured surfaces was examined using a Scanning Electron Microscope (SEM) model JSM-7100F, with the micrographs recorded at 50× magnification.
The aim of this study is to investigate the impact of different ratios of fly ash nano-filler on the mechanical properties of the sisal fiber reinforced bio-epoxy matrix. Through this analysis, the study aims to optimize the hybrid bio-composite for real-world applications and enhance the existing understanding of the mechanical behavior of composites reinforced with natural fibers. The mechanical properties that will be assessed comprise tensile strength, flexural strength, impact strength, and hardness, which are critical in determining the composite's viability for diverse engineering applications, including transportation and construction.
Results and discussion
Tensile properties
The tensile strength and modulus of the sisal fiber/fly ash/bio-epoxy hybrid composite were evaluated according to the ASTM D3039 standard.
20
Rectangular specimens measuring 150 × 25 mm were extracted from the molds and subjected to testing using a universal testing machine. The crosshead speed was fixed at 2 mm per minute, while the gauge length was set to 80 mm. The outcomes of the tensile tests have been presented in Figures 6 and 7. The results show that the tensile strength and modulus of pure bio-epoxy resin were 16.1 MPa and 0.6 GPa, respectively. The maximum tensile strength and modulus of the short sisal fiber/bio-epoxy composite were 35.6 MPa and 1.65 GPa at a fiber weight fraction of 30%. The addition of fly ash to the pure bio-epoxy resin resulted in a maximum tensile strength and modulus of 31.2 MPa and 1.63 GPa, respectively, which was low compared to the sisal fiber reinforced/bio-epoxy composite. The tensile strength and modulus of the hybrid composite were evaluated Based on Figures 5 and 6, it can be seen that the addition of sisal fibers to the pure bio-epoxy resin improved the tensile properties until a fiber weight fraction of 30%, after which the properties decreased. This observation suggests that there might be an optimal fiber weight fraction for achieving the best mechanical performance in the composite. Tensile strength properties of hybrid sisal short fiber/fly ash/bio-epoxy composites. Tensile modulus properties of hybrid sisal short fiber/fly ash/bio-epoxy composites.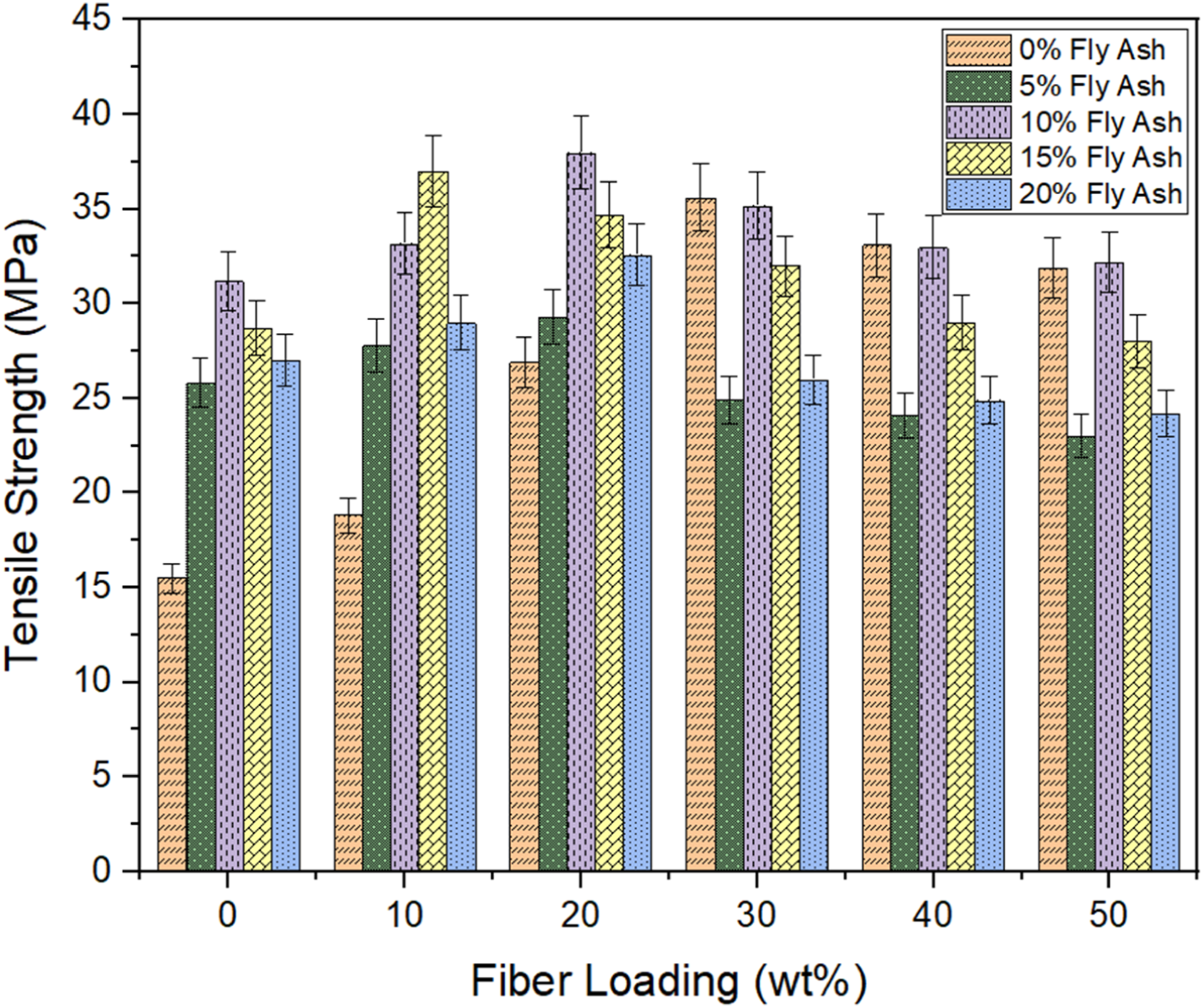
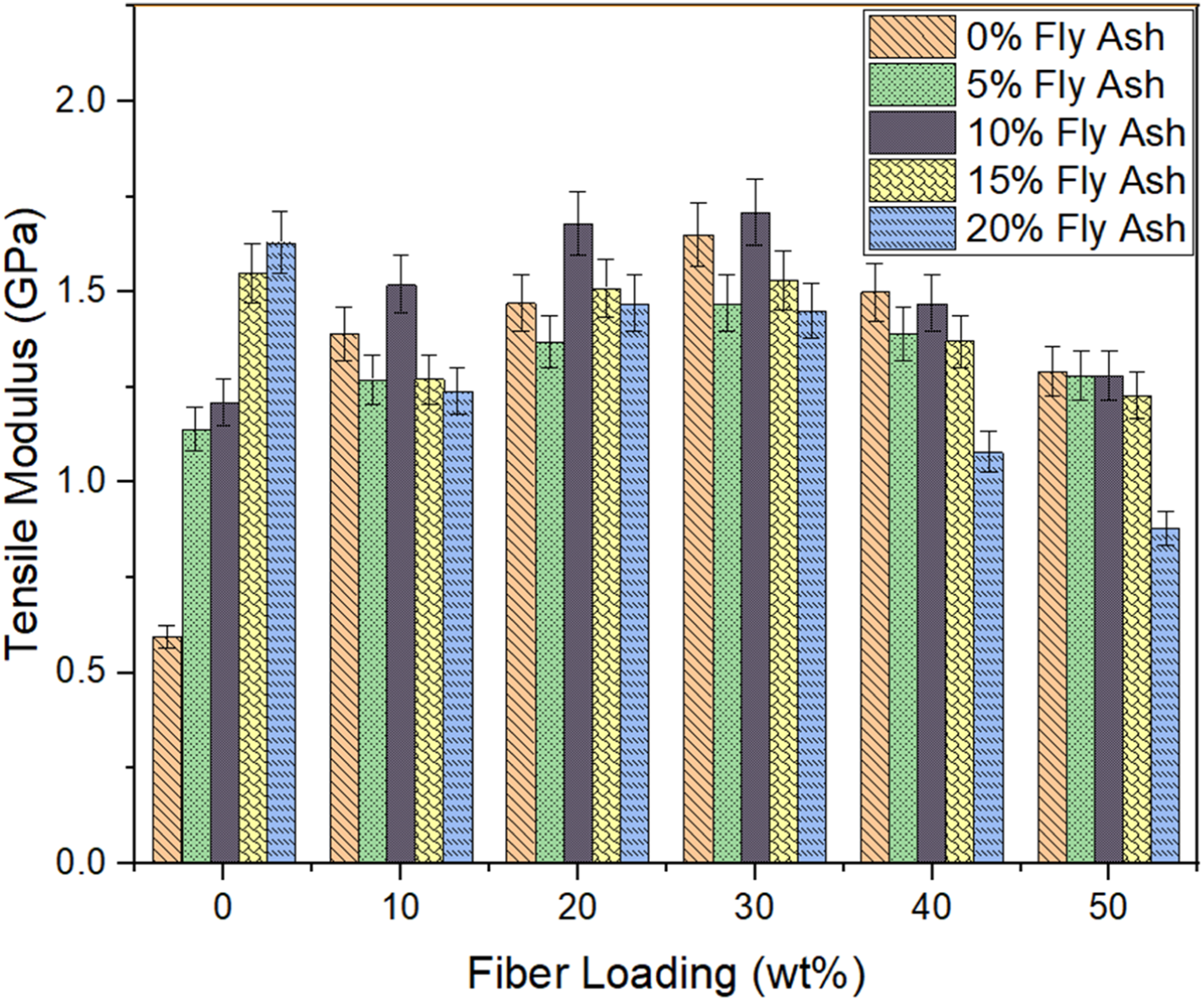
The hybrid composite showed the highest tensile strength of 38.0 MPa at 20% fiber weight fraction and 10% fly ash weight fraction, while the highest tensile modulus was 1.71 GPa at 30% fiber weight fraction and 10% fly ash weight fraction. These results indicate that the combination of sisal fibers and fly ash had a synergistic effect on enhancing the mechanical properties of the pure bio-epoxy resin. The presence of sisal fibers and fly ash nano-fillers increased the tensile strength and modulus of the pure bio-epoxy resin as also reported by Pappu et al. 21 It was also evident that the addition of fly ash nano-fillers improved the tensile properties of the hybrid composite up to 10% fly ash weight fraction, but beyond that, the properties decreased. Tensile testing revealed that the addition of sisal fibers and fly ash nano-filler increased the overall tensile strength of the composite by 130% while the tensile modulus increased by 183% as also observed by Kamaraj et al. 22 This result is due to the reinforcement provided by the sisal fibers and the improvement in the mechanical properties brought by the fly ash nano-filler. The combination of sisal fibers and fly ash nano-filler in the composite also resulted in increased resistance to cracking and improved toughness compared to traditional epoxy composites without these reinforcements. From the tensile tests, the optimal amount of fly ash nanofiller varies based on the tensile strength and tensile modulus. A higher fly ash nanofiller content is observed to enhance the composite's stiffness and strength, but there's a limit to the extent that the fly ash nanofiller can improve these properties. Going beyond the optimal amount may cause agglomeration or a weakening of the matrix, leading to reduced performance.
Flexural properties
The flexural properties of the hybrid short sisal fiber/fly ash/bio-epoxy composite were tested as per ASTM D790 standard.
23
A rectangular specimen with dimensions of 125 x 12.7 mm was obtained by cutting the fabricated molds, and a universal testing machine was utilized to perform the tensile tests at a crosshead speed of 2 mm per minute. Figure 8 shows that the pure bio-epoxy resin had a flexural strength of 218.0 MPa. The addition of short sisal fibers improved the flexural strength significantly, reaching a maximum of 610 MPa at a 20% fiber weight fraction. However, beyond this fiber weight fraction, the flexural strength of the composite decreased. This trend indicates that there is an optimum fiber weight fraction for achieving the highest flexural strength. In Figure 9, it is shown that the pure bio-epoxy resin had a tensile modulus of 13.8 GPa. When short sisal fibers were incorporated into the resin, the flexural modulus increased considerably, reaching a maximum of 63.0 GPa at a 50% fiber weight fraction. Again, similar to the flexural strength, there seems to be an optimal fiber weight fraction for attaining the highest flexural modulus. The addition of fly ash to the pure bio-epoxy resin resulted in a hybrid composite with a maximum flexural strength of 393.0 MPa. However, this value was lower than the flexural strength of the short sisal fiber/bio-epoxy composite (610 MPa). On the other hand, the incorporation of fly ash nano-fillers into the hybrid composite improved both the flexural strength and modulus which is similar to what was observed by Mohan et al.
24
Flexural strength of hybrid short sisal fiber/fly ash/bio-epoxy composites. Flexural modulus of hybrid short sisal fiber/fly ash/bio-epoxy composites.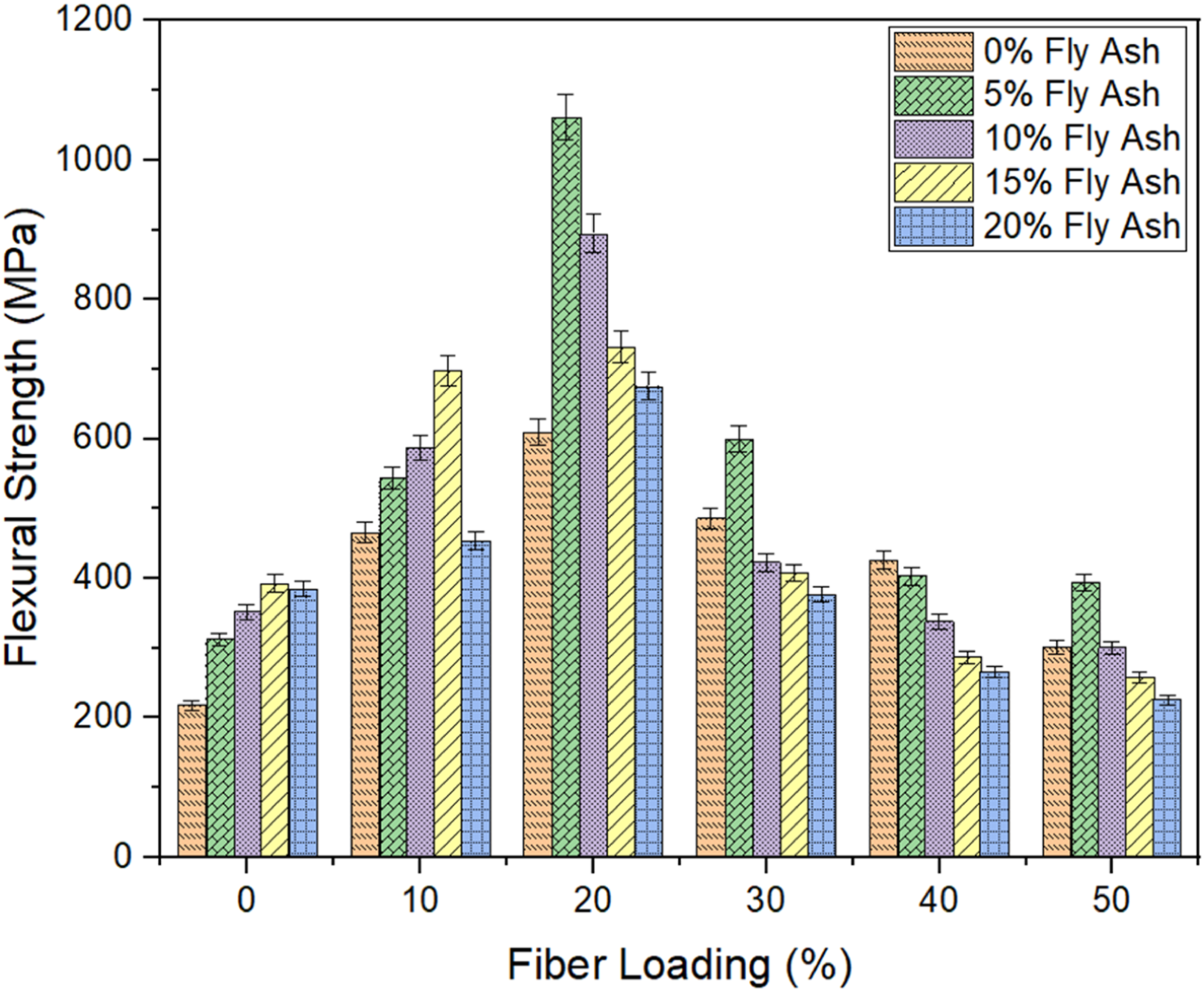
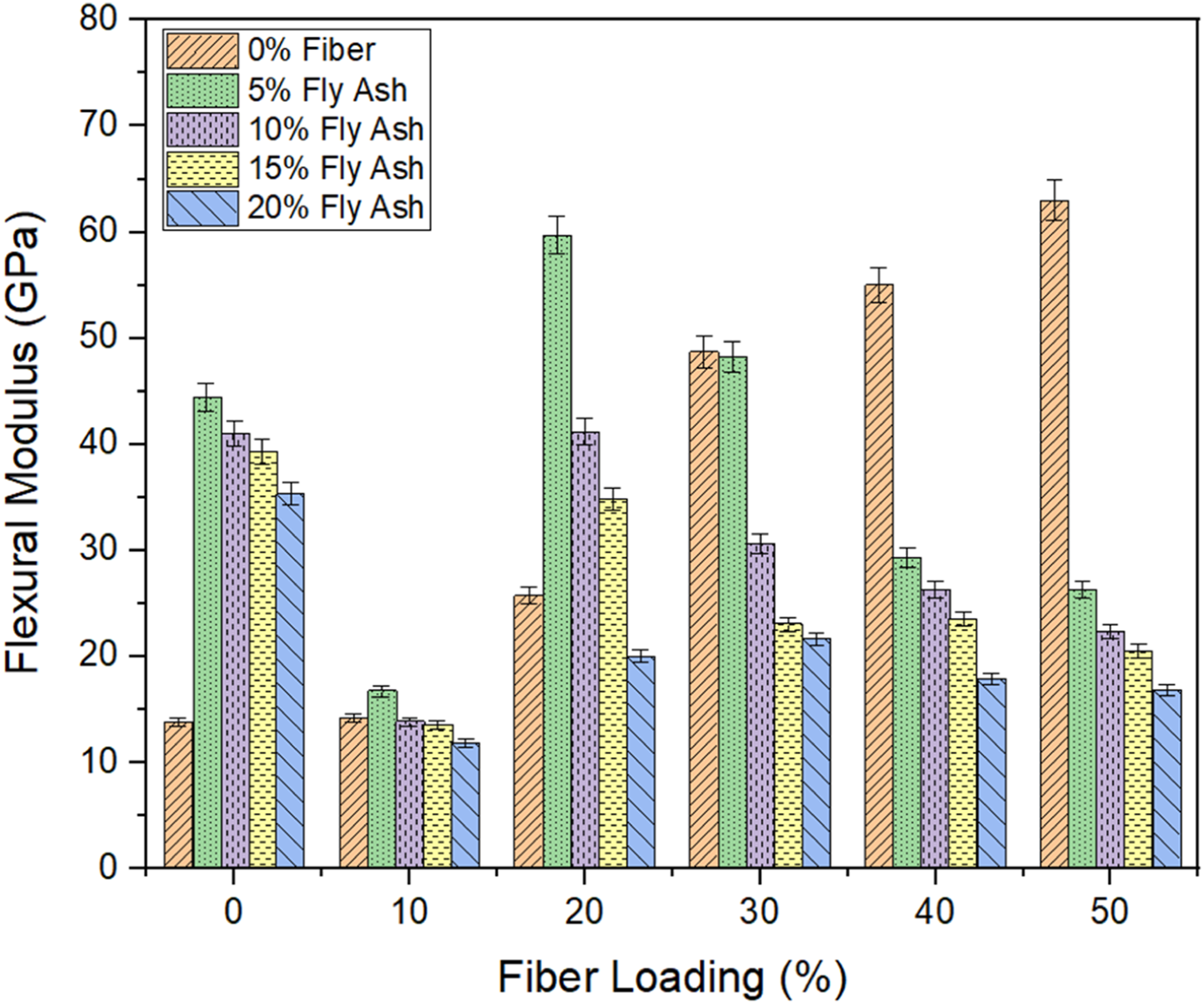
The highest values of flexural strength (1062 MPa) and flexural modulus (59.7 GPa) were obtained at a fiber weight fraction of 20% and a fly ash weight fraction of 5%. The findings from Figures 8 and 9 suggest that the presence of short sisal fibers improved the flexural strength up to a certain fiber weight fraction, beyond which it declined. However, the flexural modulus continued to increase with increasing fiber weight fraction up to 50%.The combination of short sisal fibers and fly ash in the hybrid composite led to further enhancements in both flexural properties compared to the pure bio-epoxy resin. However, it is noteworthy that the flexural strength of the hybrid composite was still lower than that of the short sisal fiber/bio-epoxy composite, indicating that the sisal fibers played a more significant role in improving flexural strength compared to the addition of fly ash. Additionally, the data suggests that the incorporation of fly ash nano-fillers contributed to an overall increase in the flexural properties of the hybrid composite, but there was an optimal fly ash weight fraction (5%) for achieving the highest performance. The flexural strength of the hybrid composite was also found to be significantly higher compared to pure bio-epoxy composites by 386% as similarly observed by Karmo et al. 25 This increase in flexural strength can be attributed to the addition of sisal fibers and fly ash nano-filler, which improved the composite's overall stiffness and resistance to bending. The optimal fly ash nanofiller content for flexural tests varies from the tensile test in the sense that lower fly ash nanofiller content is preferred to promote flexibility and prevent brittle failure while excess fly ash nanofillers can hinder the matrix's ability to deform, leading to premature cracking.
Impact properties
The impact resistance of the hybrid short sisal fiber/fly ash/bio-epoxy composite was evaluated using the ASTM D256 Izod test standard.
26
Samples in the form of rectangular pieces, measuring 64 x 12.7 x 3.2 mm, were cut from the molded material. A 22.5 V-notch was created in all specimens. The impact test was conducted using an Izod testing machine that utilized a swinging pendulum. Figure 10 shows the impact strength results, and it is evident that the pure bio-epoxy resin had an impact strength of 1.42 kJ/m2. The addition of short sisal fibers to the pure bio-epoxy resin initially increased the impact strength, reaching a maximum of 2.15 kJ/m2 at a 30% fiber weight fraction. However, beyond this fiber weight fraction, the impact strength of the composite decreased. This trend indicates that there is an optimal fiber weight fraction for achieving the highest impact strength. On the other hand, Figure 11 presents the impact energy results. The pure bio-epoxy resin had an impact energy of 0.0851 J. When short sisal fibers were integrated into the resin, the impact energy increased significantly up to a 30% fiber weight fraction. Beyond this point, the impact energy started to decrease, indicating the existence of an optimal fiber weight fraction for maximizing the impact energy. The incorporation of fly ash into the pure bio-epoxy resin resulted in a hybrid composite with a maximum impact strength of 2.17 kJ/m2, which is higher compared to that of the short sisal fiber composite. This implies that the addition of fly ash contributed to enhancing the impact strength of the hybrid composite compared to the composite with only short sisal fibers which is similar to what was observed by Saba et al.
27
However, the maximum impact energy obtained for the hybrid composite (0.173 J) was lower in comparison to that of the short sisal fiber composite (0.189 J). Despite the increase in impact strength, the addition of fly ash seemed to have a slight negative impact on the impact energy of the hybrid composite. Impact strength of hybrid short sisal fiber/fly ash/bio-epoxy composites. Impact energy of hybrid short sisal fiber/fly ash/bio-epoxy composites.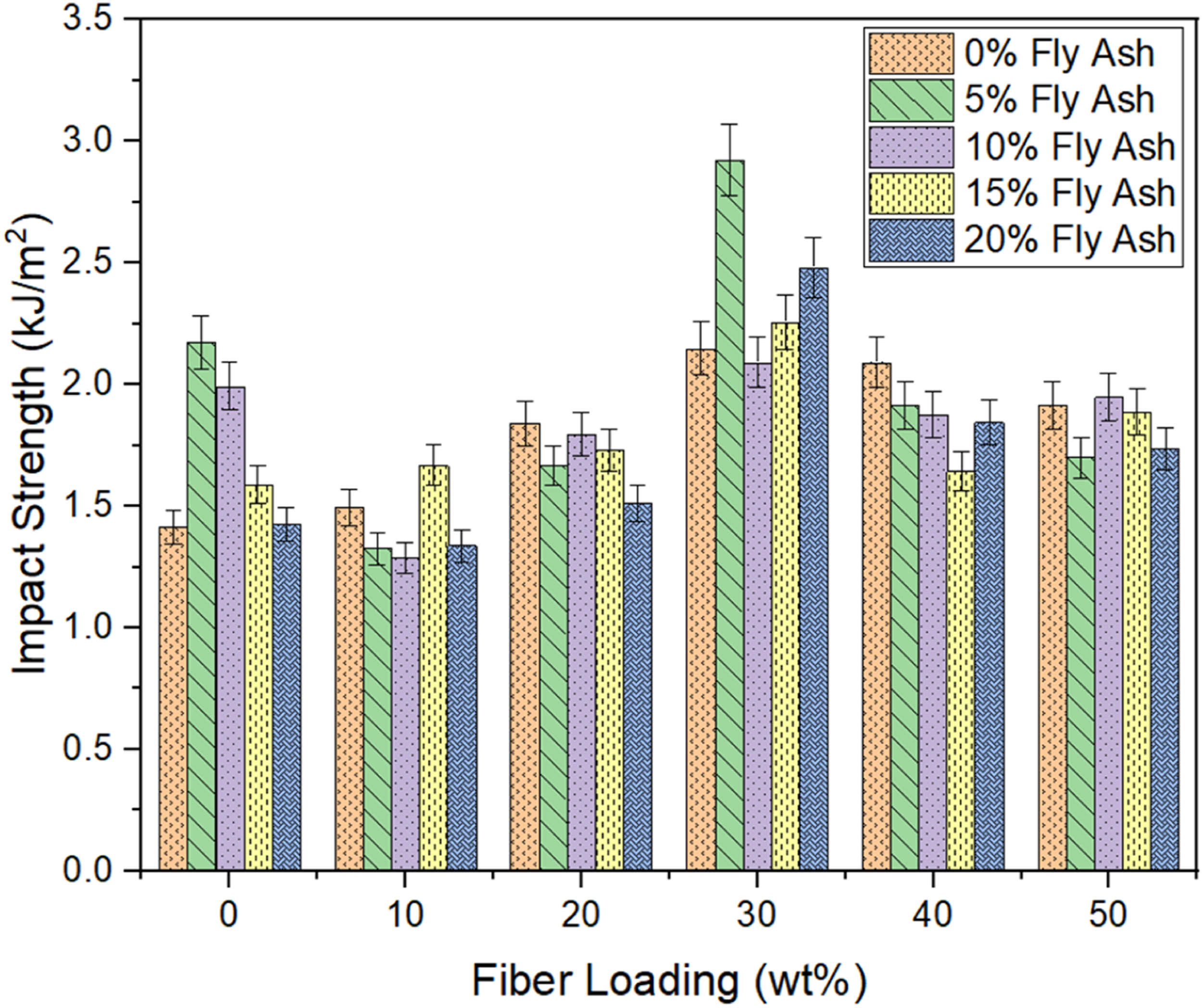
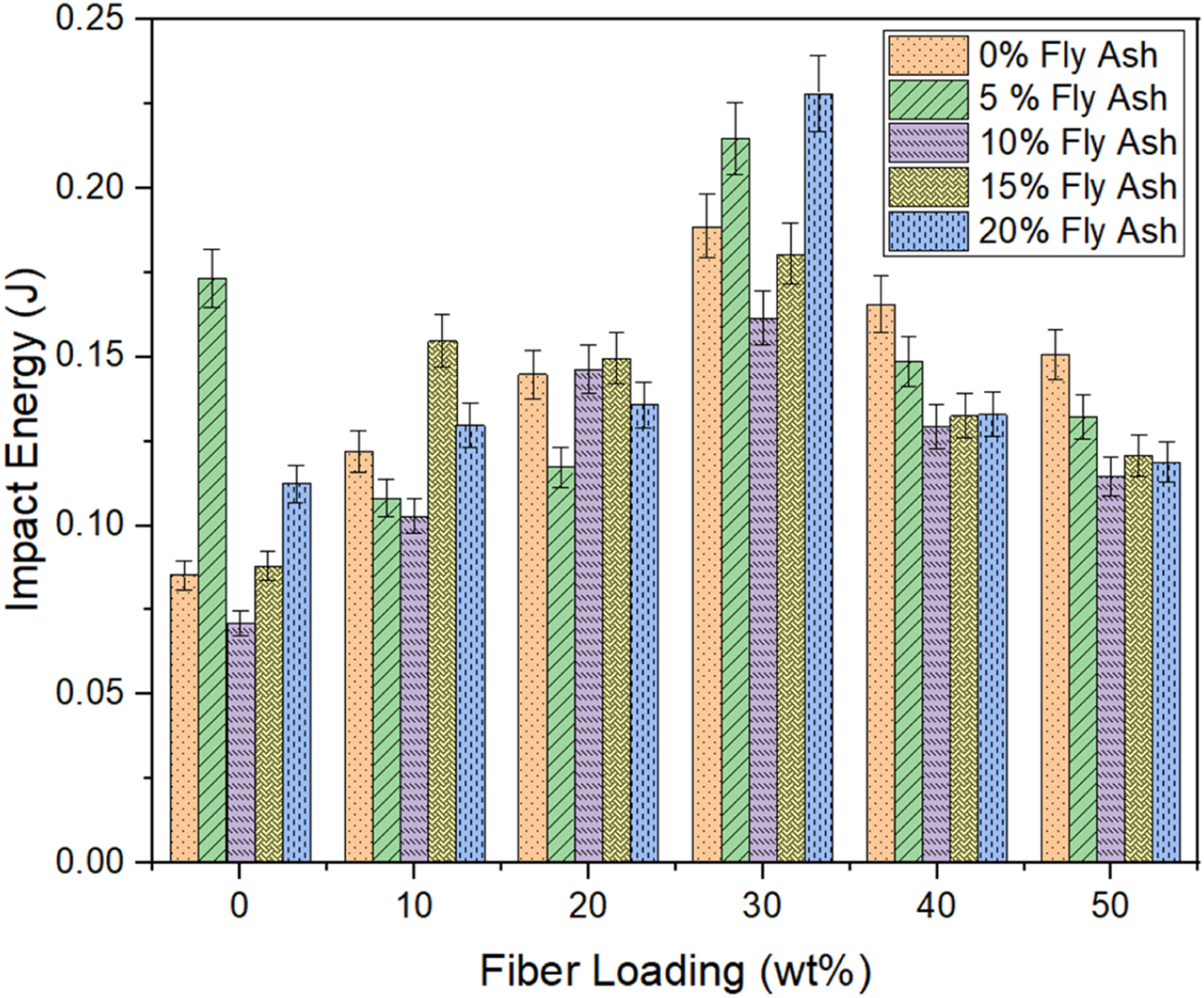
From the data in Figure 10, it is apparent that the integration of short sisal fibers initially led to an increase in impact strength up to a 30% fiber weight fraction, after which the impact strength declined. Similarly, from Figure 11, it is evident that the integration of short sisal fibers into the pure bio-epoxy resin elevated the impact energy up to a 30% fiber weight fraction, beyond which the impact energy started to decrease. These observations suggest that there might be a critical fiber weight fraction where the reinforcement effect of the sisal fibers is most prominent. In the hybrid composite, the highest impact strength (2.92 kJ/m2) was achieved at a fiber weight fraction of 30% and a fly ash weight fraction of 5%. This combination appears to optimize the impact strength of the hybrid composite, potentially due to the synergistic effect of sisal fibers and fly ash in absorbing and dissipating impact energy. Similarly, the highest impact energy (0.228 J) was obtained at a fiber weight fraction of 30% and a fly ash weight fraction of 20%. This finding suggests that the presence of both sisal fibers and fly ash at specific weight fractions may lead to improved energy absorption and toughness in the hybrid composite. The inclusion of fly ash nano-filler had a positive impact on the impact properties of the hybrid composite, resulting in an increase in both impact strength and energy as observed by Satapathy et al. 15 Furthermore, it is evident from both Figures 10 and 11 that beyond 30% fiber weight fraction, the impact properties generally decline, indicating that 30% fiber weight ratio is the optimum for impact strength of the current composite. Similarly, 20% fly ash weight fraction is the optimum for the hybrid composite. Impact testing showed that the hybrid composite had an improved ability to absorb impact energy compared to traditional epoxy composites by 17%. The incorporation of sisal fibers and fly ash nano-filler increased the composite's ability to deform and absorb energy, resulting in a higher resistance to impact damage. The impact strength of a composite depends on its ability to absorb energy during sudden impacts. The optimal fly ash nanofillers content differs from tensile and flexural testing because impact strength can be influenced by various mechanisms such as crack bridging, energy dissipation, and toughening. An intermediate fly ash nanofiller content could be favored to achieve the right balance between toughness and strength.
Scratch hardness properties
The hardness characteristics of the hybrid short sisal fiber/fly ash/bio-epoxy composite were evaluated according to the ASTM G171-03 standard.
28
Square specimens with a size of 8 x 8 mm were cut from the molded materials. The hardness was tested using a Universal Tribometer machine with a diamond stylus tip having an angle of 120° and a radius of 200 μm. The sample was positioned on a rotating platform, 3 cm away from the center to ensure the linearity of the scratch track. To make the results reliable, each sample was scratched three times under the same conditions, with a normal force of 10 N, a sliding speed of 20 mm/min, and a distance of 10 mm. After the test, the scratch track profile was scanned using a non-contact optical profilometer. Figure 12 displays the hardness values obtained for the hybrid short sisal fiber/fly ash/bio-epoxy composite. The pure bio-epoxy resin exhibited a scratch hardness of 58.63 N/mm2. When fly ash nano-filler and short sisal fibers were incorporated into the resin, the scratch hardness increased. The highest scratch hardness values were achieved when the pure bio-epoxy resin was combined with fly ash nano-filler (94.90 N/mm2) and short sisal fibers (98.29 N/mm2), both at 20% fly ash weight fraction and 50% sisal fiber weight fraction. Scratch hardness properties of hybrid short sisal fiber/fly ash/bio-epoxy composites.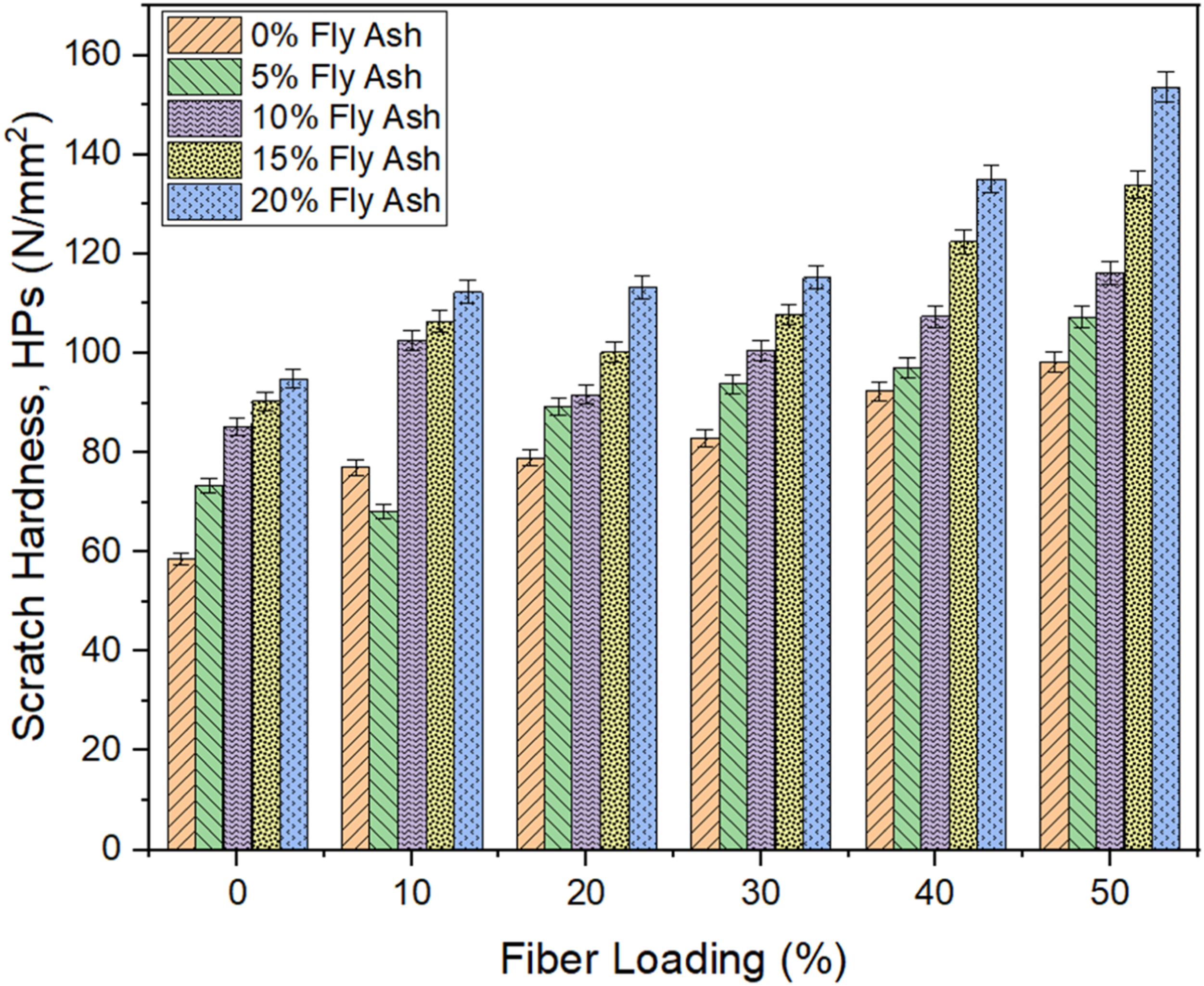
The hybrid composite, which included both fly ash nano-filler and short sisal fibers, demonstrated the highest scratch hardness value of 153.73 N/mm2 at the same 20% fly ash weight fraction and 50% sisal fiber weight fraction. The results suggest that the addition of fly ash nano-filler and short sisal fibers contributed to an increase in scratch hardness, enhancing the material's resistance to surface scratching. This improvement in scratch hardness can be attributed to the reinforcing effect of both sisal fibers and fly ash nano-fillers. Sisal fibers are known for their high strength and stiffness, which can provide additional mechanical support to the composite, making it more resistant to scratches. Fly ash nano-fillers, on the other hand, can act as reinforcement at the nanoscale, helping to fill gaps and voids in the composite's microstructure and improving its overall hardness. The combination of these two reinforcing components in the hybrid composite likely led to a synergistic effect, resulting in the highest scratch hardness value among all the tested materials which is what was also concluded by Hosseini et al. 29 The hybrid composite's scratch hardness was observed to be 35% higher than that of the pure bio-epoxy composites. This significant improvement further supports the positive impact of incorporating both sisal fibers and fly ash nano-fillers into the bio-epoxy resin.
Surface Morphology
The SEM results on fractured hybrid sisal fiber/fly ash/epoxy bio-composite samples revealed the morphology of the short sisal fibers, the fly ash particles, and distribution of the particles within the matrix, and the presence of any defects or inhomogeneities. The SEM analysis has been conducted on four specific samples that showed optimal results in all the mechanical properties tests that have been conducted. It is evident that the fractured surface of the hybrid composite revealed a rough surface (Figure 13) because of the fly ash inclusion while the sisal fiber/bio-epoxy composite (Figure 14) revealed a smooth surface. The rough surfaces in both the micrographs of Figures 13 and 14 suggest that the fly ash nano-fillers are well dispersed throughout the composite. Fiber pullouts are visible in the micrographs of both the hybrid composite and the sisal fiber/bio-epoxy composite. The microstructural analysis of the fractured samples also show that the sisal fibers were well-distributed but however showed poor bonding with the bio-epoxy resin as depicted in Figures 13 and 14 with the presence of fiber pull outs being one the predominant mode of failure mechanism. The even distribution of fibers with the matrix suggests that the sisal fibers effectively reinforced the matrix and enhanced the mechanical characteristics of the composite. Figure 15 shows the brittle failure the short fibers within the matrix which are highlighted by the fiber breakages. Based on the micrographs, it can be concluded that the predominant mode of failure was mainly fiber pullouts and fiber breakage as also observed by Prasob et al.
30
SEM micrographs ((a) x2500 and (b) x1500) of hybrid sisal fiber/fly ash/bio-epoxy composite showing fiber pullouts. SEM micrographs ((a) x1500 and (b) x2500) of sisal fiber/bio-epoxy composite without fly ash showing fiber pullouts. SEM micrographs ((a) x2500 and (b) x1500) of hybrid sisal fiber/fly ash/bio-epoxy composite showing fiber breakage.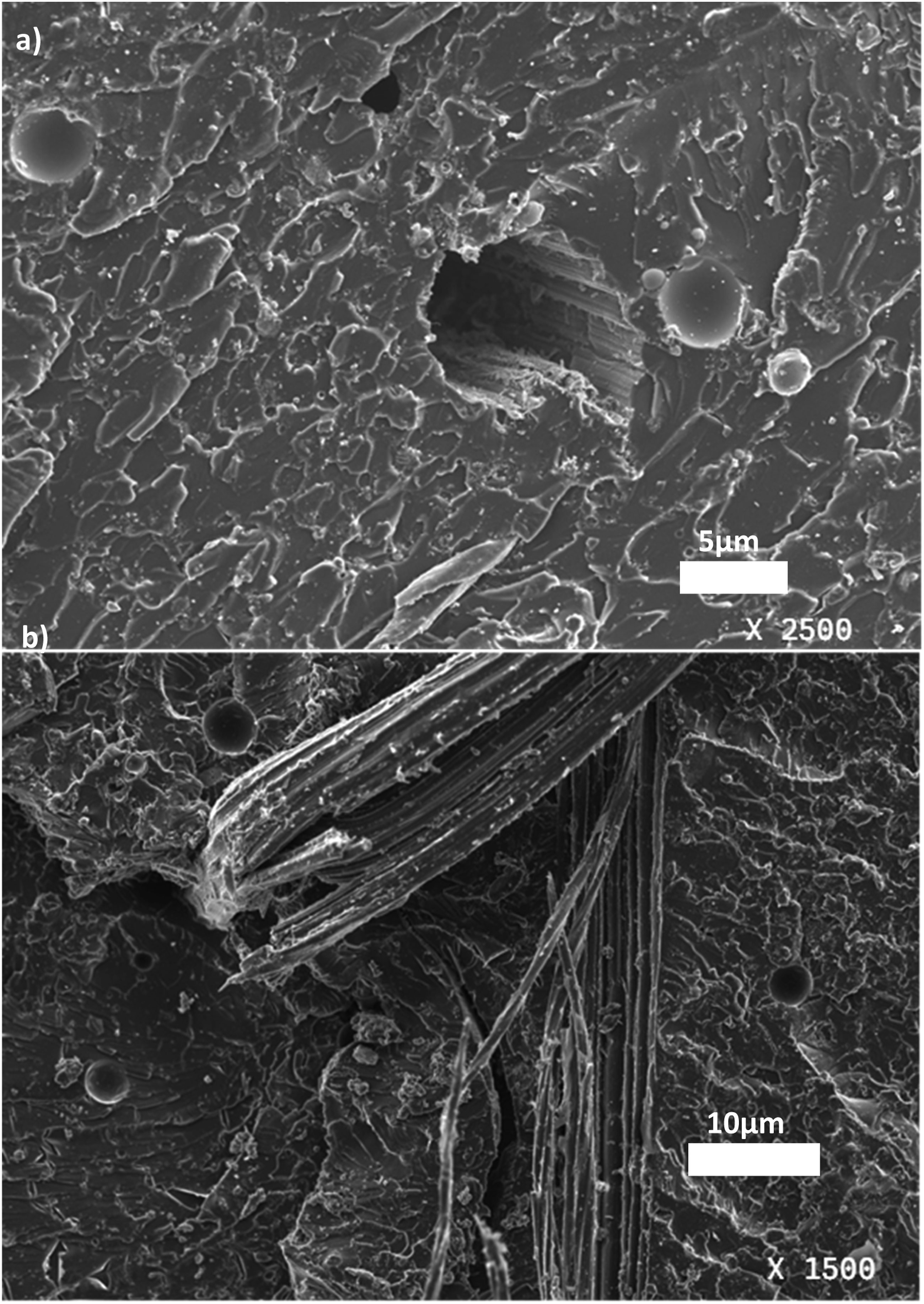
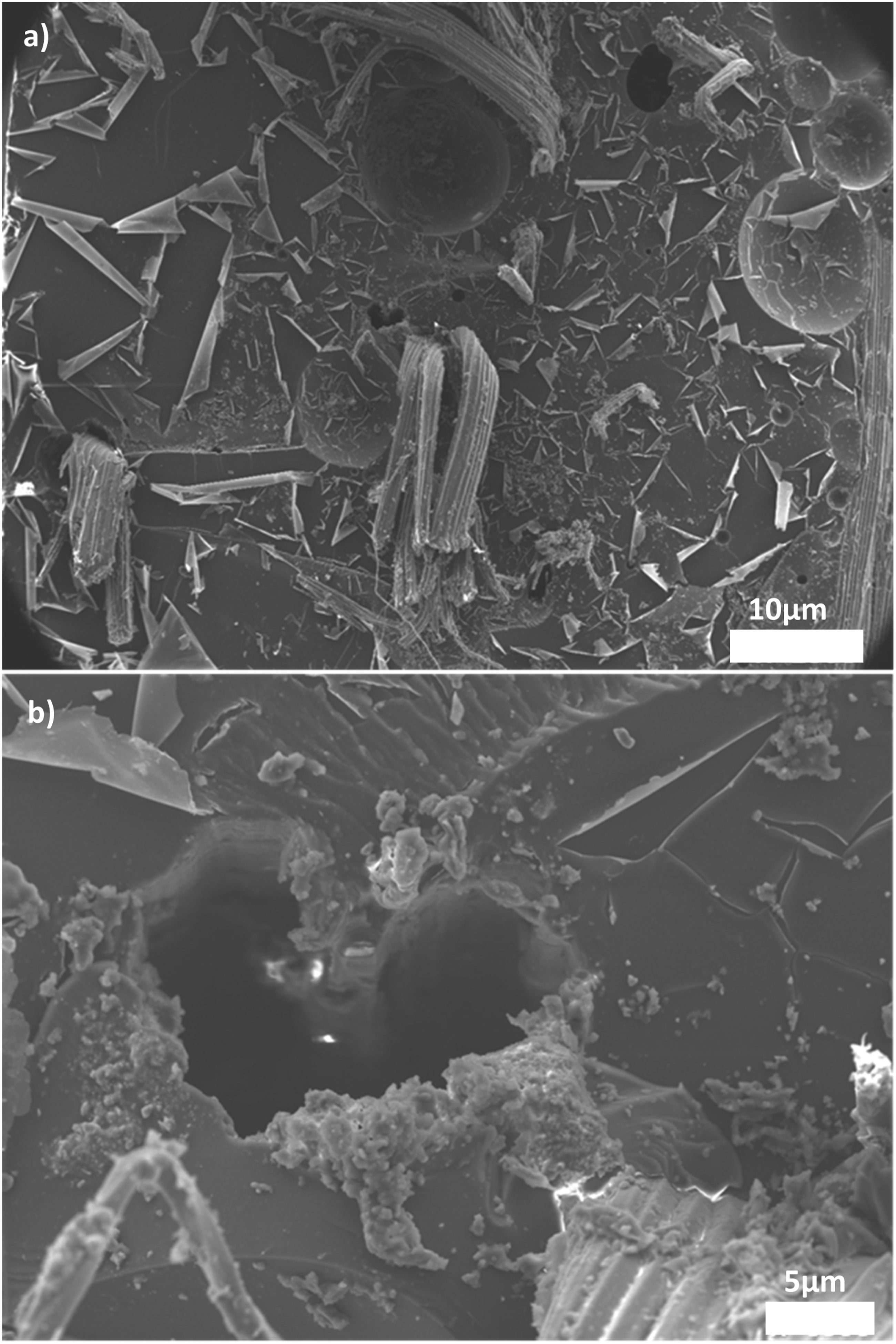
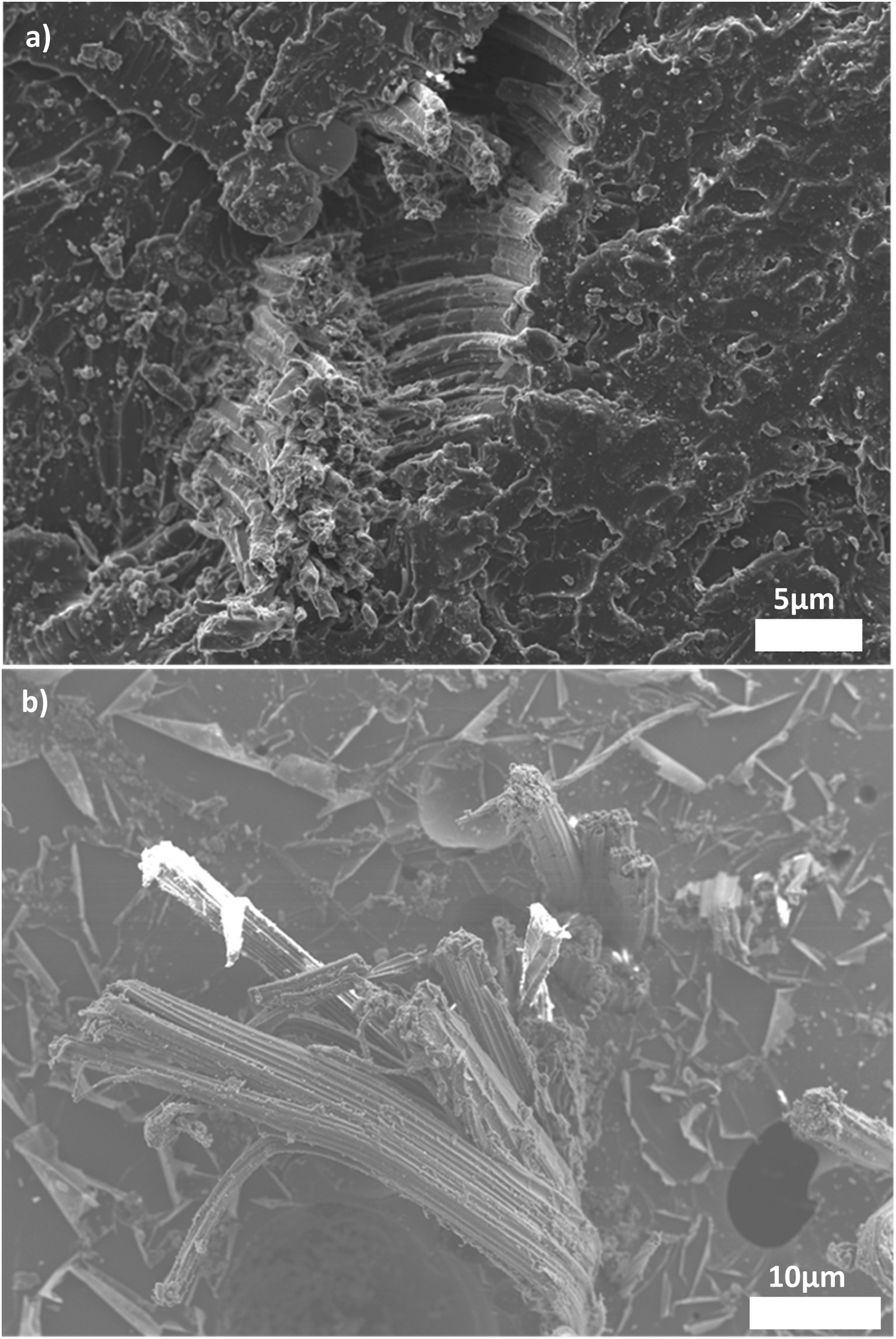
All the micrographs show the presence of voids which may have limited the mechanical characteristics of the hybrid composite, such as its strength and stiffness, as they can create stress concentrations and weaken the bond between the fibers and the matrix. The presence of voids can also decrease the fatigue resistance and durability of the material by providing sites for crack initiation and propagation. For example, if the voids are located at the interface between the different materials, they can create interfacial debonding and reduce the effectiveness of hybridization. This can result in a decrease in the overall mechanical characteristics of the material, particularly its interlaminar shear strength. The analysis of the composite's microstructure with hybrid sisal fiber, bio-epoxy, and fly ash nano-filler content provided significant insights into the composite's composition and structure. It can be concluded that the hand layup process of composite fabrication was effective in the effective mixing of the fly ash nano-fillers with the sisal fibers and bio-epoxy resin as observed on Figures 13 and 15. The uniform distribution of the fly ash nano-fillers resulted in improved mechanical characteristics, such as increased strength and stiffness, as the nano-fillers acted as effective reinforcement to the matrix which is similar to what was concluded by Venkateshwa et al. 31 Through microstructural analysis, it was demonstrated that the incorporation of both sisal fibers and fly ash nano-fillers in the bio-epoxy composite effectively enhanced its mechanical properties. The results of this study highlight the potential of using hybrid composites in various engineering applications, as they offer improved mechanical performance while also being environmentally friendly.
Conclusions
The present study demonstrates the significant improvement in mechanical properties and toughness of hybrid sisal fiber reinforced bio-epoxy composites upon the addition of fly ash nano-filler. The hand lay-up technique was utilized to fabricate the composites and ASTM standards were followed for the testing. The effect of fly ash nano-filler on various properties, such as tensile, flexural, impact, and hardness, of short sisal fiber/bio-epoxy composites was evaluated for different fiber and filler weight ratios. The results suggest that the optimal fiber loading lies between 20% and 30%, beyond which a decline in properties was observed. This study provides valuable insights into the optimization of fiber loading and filler content, leading to the development of sustainable and environmentally friendly composite materials. The use of fly ash nano-filler presents a cost-effective solution for enhancing the mechanical properties of composites, offering a promising alternative to conventional materials. This makes sisal fiber epoxy composites with fly ash nanofiller hybridization cost-effective for low-end engineering applications like door panels and trim parts. The implications of this study are significant for the composite materials field and the advancement of sustainable technologies. Future studies may explore the potential of fly ash nano-filler in unidirectional or woven sisal fiber composites and investigate the impact of fiber length, treatment, and aspect ratio on the mechanical properties of the composite. Furthermore, to minimize the negative effects of voids on hybrid composite materials, it is important to ensure that the manufacturing process is well controlled to prevent the formation of voids. Techniques such as vacuum bagging, autoclaving, and resin infusion can be used to reduce the amount of voids in the final product. Authors also recommend utilizing a two-factor ANOVA in this study to evaluate the impact of the loading percentage of sisal fiber and fly ash. By employing this statistical analysis, the results obtained will provide a more reliable basis for the discussion of each property section. ANOVA will help identify the individual contributions of the two factors and their potential interactions, allowing for a more comprehensive understanding of the mechanical properties of the Sisal Fiber/Bio-Epoxy/Fly-Ash reinforced hybrid composites.
Footnotes
Acknowledgments
The authors are grateful to Botswana International University of Science and Technology and the ABSA F.G. Mogae Scholarship Fund for financial support of this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Botswana International University of Science and Technology (S000302) and ABSA F.G. Mogae Scholarship Fund.
Data Availability Statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.