
Abstract
The present work presents a new approach to the parameters of the thermoforming process for jute fiber commingled thermoplastic composites based on pressure control. Effect of gradual pressure on the microstructures of jute fiber and their mechanical properties has been investigated. The singeing of Jute yarn and subsequent co-twisting with Polypropylene (PP) was done to make reinforcement. Jute/PP composites were developed using Jute/PP commingled reinforcement. Flexural and Charpy impact tests were conducted to analyze the mechanical performance of composites made using gradual and instant loading on the compression hot press. It is found that application of gradual pressure not only decreases fiber damages, but also increase flexural strength by 82%, impact strength by 43% and impact energy by 93% as compared to composite fabricated using instant pressure. Further, the complete analysis of microstructure of fibers of both type of composites is done to compare the effect of both fabrication techniques.
Keywords
Introduction
Thermoplastic composites have an advantage over the thermoset composites due to their recyclability hence offer longevity if recycled again and again. Adding plant based fibers with thermoplastic matrix is also on rise. The market share of natural fiber-reinforced composites are increasing day by day due to their environmental friendly characteristics, recyclability, and low cost.1–4 Jute is one of the most abundant natural fibers grown in South Asia. 5 Being inexpensive, it is among the preferred natural fibers for natural fiber composites (NFC). Several studies can be found in literature on the use of jute fiber, and investigation of properties of the associated composites.6–12
Jute fibers are generally used with thermoplastic matrices. The thermoplastic composites can be further divided into two major types, the commingled andconventional non-commingled thermoplastic composites.13–17 The use of commingled thermoplastic composites is continuously increasing due to their advantage of behaving like a ready-made dry prepreg18,19 and also being lesser prone to void formation due to the existence of more bleed channels as compared to conventional thermoplastic composites resulting into better wetting out of the fibers. 13
The behavior of thermoplastic composites is entirely different from the thermoset composites. In thermoset composites, the liquid matrix tends to bleed out as soon as the composite is subjected to pressure during compression molding. On the other hand, thermoplastic composites behave differently because the fiber reinforcement and the matrix both are in solid form. At the application of pressure on thermoset composites the pressure helps to bleed out the matrix, on the other hand in thermoplastic composites the stress is both beard by the solid matrix and the fiber reinforcement. 20
There are few research papers discussing the effect of pressure variation on the mechanical properties of thermoplastic composites. Medina et al., 21 investigated the process related mechanical properties of press molded natural fiber composites considering the three major parameters; the molding pressure, temperature and mold pressing time. They also investigated about the maximum amount of pressure to be applied on natural fiber composites without reaching the threshold of fiber damage. They used hemp and kenaf fibers web along with acrylic based green matrix. They used preheated mold at 200°C and did eight experiments using molding pressure of 15, 20, 30, 60, 80, 100, 150 and 200 bars respectively with the pressure holding time being in the range of 40 to 60 s . The tensile strength of the composite produced at 60 bars was maximum, and the strength steadily decreases as the pressure exceeds 60 bars. They found that the values of tensile and flexural modulus and strength were maximum at 60 bars.
They also reported comparison of the composite thickness against different pressures, The flow of heat would surely be quite slow for natural fibers composites which are not very good conductor of heat, 22 hence it will not guarantee the complete melting of matrix throughout the composite within a short-time span of 40 to 60 s in a 200°C preheated mold. It is interesting to note that besides increase of pressure from 80 to 150 bars, the composite thickness again increases (note: pressing time is in the range of 40 to 60 s). This may be due to the reason that pressure is directly proportional to temperature, 23 hence, as the pressure increases beyond 80 bars the time required to reach the melting point (at some localized region inside the composite) is expected to be much lesser than the time required to reach the melting point at pressures <80 bars. This would impart more time provision for the earlier molten matrix to spill out of the way of fibers, to retain their dimensional shape, resulting in to increased composite thickness ever after 80 bar pressure up to 150 bars.
Xie et al., 24 investigated the effect of various molding parameters on the mechanical properties of carbon thermoset composites. They used a ready-made prepreg consistent of T300 12 K Toray woven carbon fabric with 2/2 twill weave with a thermoset matrix content of 40%. The parameters, under the investigation were molding temperature, molding pressure, molding pressure holding time, rate of cooling and mold opening temperature. Molding temperature was used in the range of 140 to 170°C, molding pressure in the range of 400 to 550 bars, molding pressure holding time 10 to 25 min. They found the maximum values of mechanical properties at a molding pressure of 500 bars, molding temperature of 150°C, at 20 min of pressure holding time. Maximum mechanical properties at a pressure of 500 bars had been justified with greater cause of matrix flow along with better impregnation. 25
Lebaupin et al., 20 compared the mechanical properties of a thermoplastic composite made using unidirectional flax fiber and polyamide 11. The authors used three different temperatures (190, 200 and 210°C) along with three different pressure values (35, 65 and 100 bars). They produced two different composite specimens using: (1) Instant loading technique and, (b) Gradual loading technique, in instant loading method, the composite was subjected to an instant load of 65 bars, and for gradual loading the same type of composite was subjected to a molding load of 25 bars for 2 min, then a load of 40 bars for 2 min and last a load of 65 bars (till the end of process for mold opening). Both composites were made under a constant temperature of 210°C. They found the optimum values of mechanical properties at 65 bars.
Michaud et al., 26 investigated glass-matt polypropylene thermoplastic composites. They studied the impregnation behavior of polypropylene matrix on the glass matt with respect to impregnation time. They studied the effect of time on the impregnation of glass fibers and found that with increase of impregnation time the void formation decreases (using different time ranges 60, 900, 3600 s).
The molding pressure mainly depends upon the properties of the natural fiber composites for their end use. If acoustic and damping properties are of more importance then the composites made with lower molding pressure are preferred, with molding pressure as high as 15 bars so that the lumen inside the fiber is not damaged which is necessary for isolation properties of the composites. However, when the mechanical properties of the composites are of greater importance then higher molding pressure values are preferred, as high as 60 bars. 26
In literature, development of composites at different values of loading pressure (constant during thermoforming) has been reported, but none of the authors used the technique of gradual loading during fabrication of thermoplastic composites using thermoforming except Lebaupin et al., 20 using three different pressure values (35, 65 and 100 bars), with 25 bars for 2 min, 40 bars for 2 min and at last 65 bars till process ends. However in this paper even finer pressure gradiant values has been used in 38 small increments. Consequently, the physical, microscopic and mechanical properties of developed composites were investigated. Further, this paper signifies the use of true gradual loading during therforming of natural fiber based thermoplastic composites.
Materials, manufacturing, and mechanical test methods
Materials
The jute yarn used in the current study to make reinforcement had a linear density equal to 2.5 Ne (236.2 Tex). The jute yarn later commingled with polypropylene (PP) yarn having a linear density of 533 Tex and co-twisted with jute yarn as per co-twisted yarn commingling technique.27,28 Before subsequent commingling and weaving, the jute yarn was singed to remove protruding fibers. The yarn singeing and co-twisting was done as per technique mentioned by Asghar et al., 13 which reported an increase of 9.3% in the strength of singed jute yarn as compared to the strength before singeing, this is due to the presence of more amount of lignin (13%) in jute fibers. 29 Jute being a bast fiber (plant stem fiber) needs more lignin for reinforcing the plant stem to stay upright as compared to a fruit fiber like cotton, which has very low lignin content (0.4–1% of dried weight), 30 that’s why the strength of cotton does not increases after singeing and in fact it decreases by 1.4%. 31
Figure 1 shows the composite fabrication route of jute/polypropylene commingled thermoplastic composites. The commingled composites use the reinforcement made with the co-twisted jute/pp yarn. Illustration of composite fabrication route of jute/polypropylene commingled thermoplastic composites.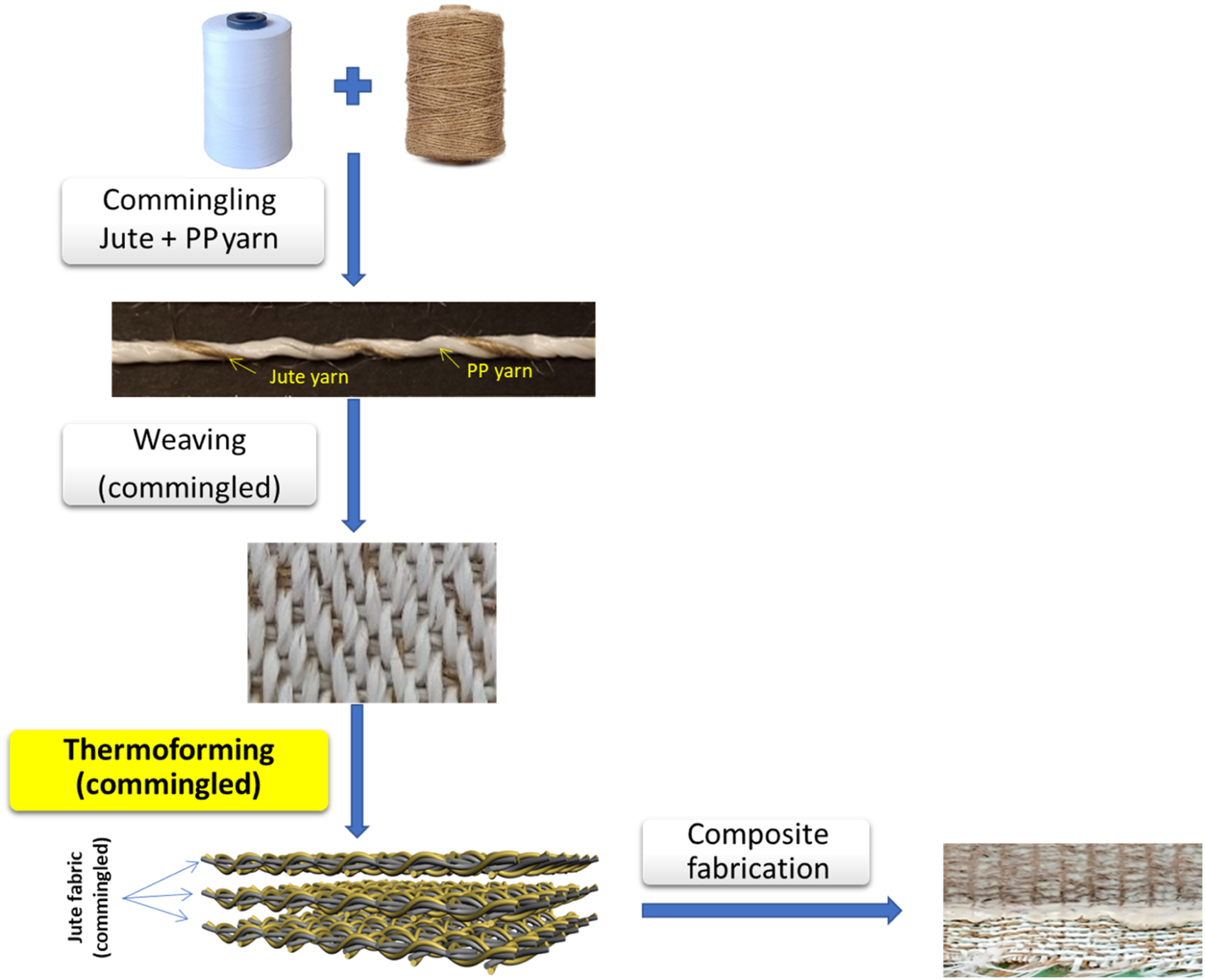
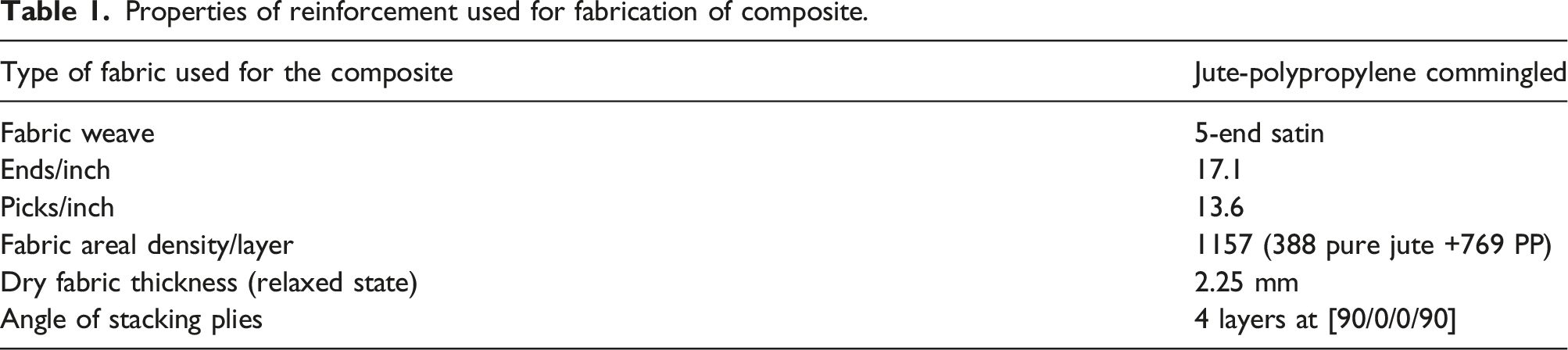
Properties of reinforcement used for fabrication of composite.
Manufacturing process of composites
Figure 2(a) represents the schematic of thermoforming used for jute-PP commingled composite manufacturing, while (b) showing the compression hot press used for composite fabrication (a) Schematic of thermoforming (b) compression hot press used for composite fabrication.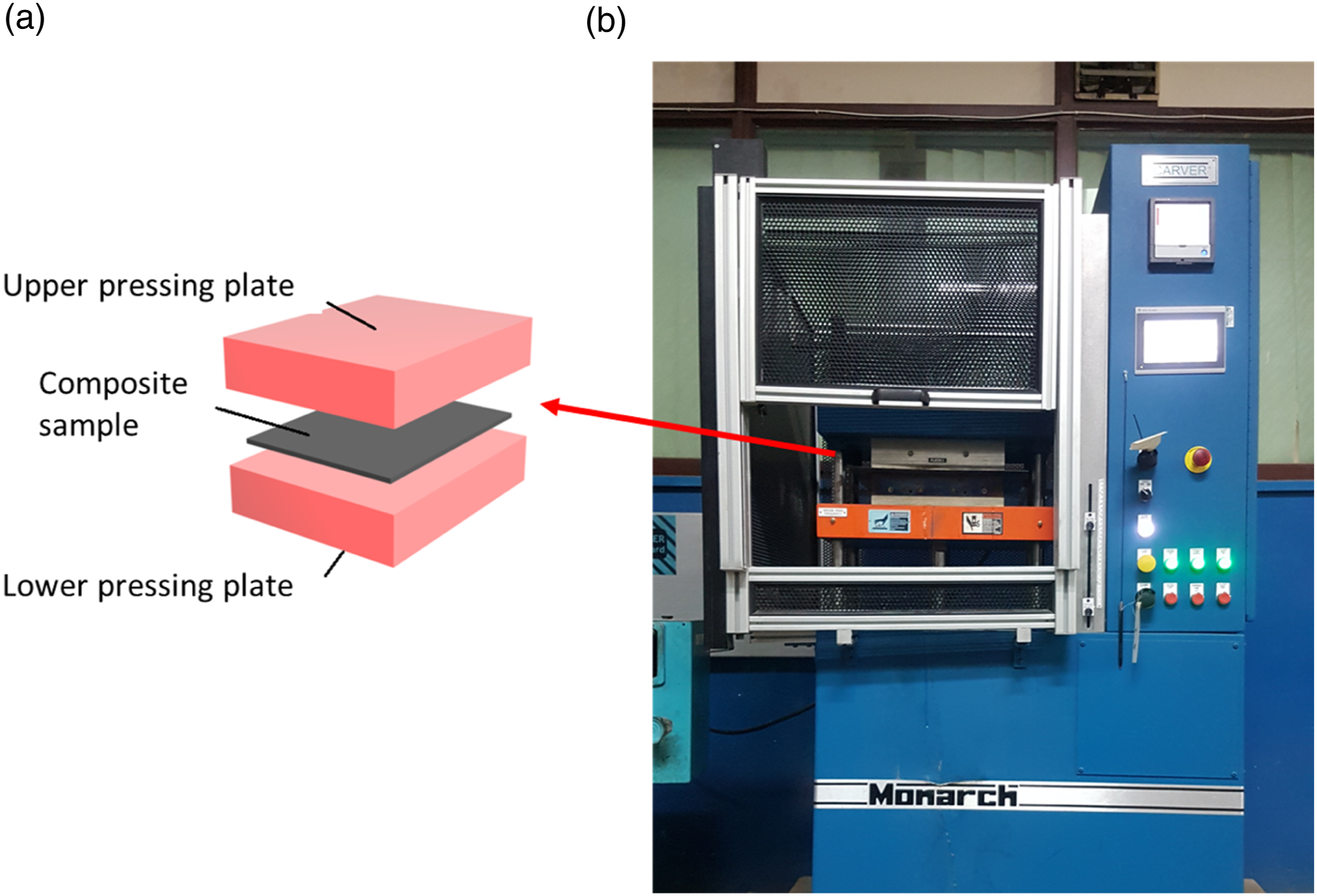
In order to fabricate the composite using instant loading, the jute-polypropylene thermoplastic composite was subjected to a predetermined pressure of 15 bars as shown in Figure 3(a). The pressure was applied instantaneously at a temperature of 100°C, which is well under the melting point of polypropylene matrix.
32
This resulted into severe and sudden pressure on commingled yarns (both jute and PP yarns). After about 20 min a temperature of 200°C was achieved which was further maintained for 30 min and then the composite was cooled down to 100°C, through manual water spraying, in the next 75 min, at constant pressure of 15 bars. Comparison of compression hot press parameters (a) instant loading (b) gradual loading.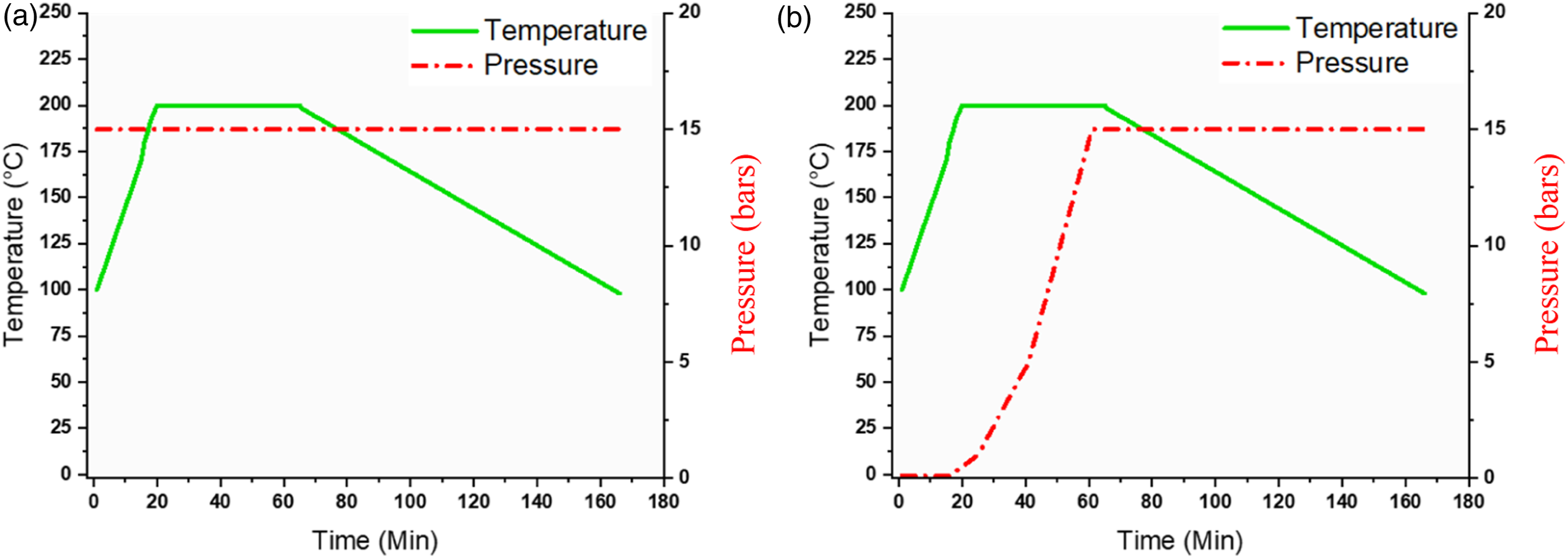
On the other hand, the gradual loaded thermoplastic composite was made using parameters shown in the Figure 3(b). A pressure of 0.1 bars was applied initially, starting from 100°C up to the melting point of thermoplastic matrix. At a temperature of 180°C the pressure gradient was started. A set temperature of 200°C was achieved only after 5 min of 180°C. The pressure was gradually increased from 0.1 to 15 bars in 32 steps. 1. Firstly, the pressure was increased from 0.1 → 1.0 bar with an increment of 0.1 bar, each 0.1 bar increment was maintained for 1 min. 2. Secondly, the pressure was increased from 1.0 → 15.0 bars with an increment of 0.5 bars, each 0.5 bar increment was maintained for 1 min.
After gaining a pressure of 15 bars, a constant temperature of 200° was maintained for the next 05 min. The sample was then cooled down to 100°C, in the next 60 min without any change of pressure at 15 bars. The melting point of polypropylene, used for making commingled composites was measured at 170°C. According to literature the melting point of polypropylene is well under 180°C, 32 however there are the chances of local temperature variations within jute-polypropylene composite as both jute and polypropylene are not very good conductor of heat, 33 thus being on the safer side, in order to thoroughly melt out the polypropylene, the composite was heated well above the melting point to 200°C, especially when no embedded temperature sensors were used, which would directly measure the live temperature with in the body of a bad-heat-conducting-composite, starting with a thickness of 9 mm, (four layers thickness is 9 mm). The properties of cellulosic fibers are stable at ≤200°C. 14
Details of thermoplastic composites made through instant and gradual loading techniques.

It is quite interesting to note that even under the same load of 15 bars, both instant and gradual loaded specimens have quite different characteristics, which is characterized by the resultant thickness of both specimens. During thermoforming thermoplastic composite was made in a flat plate form with dimensions 204 × 252 mm2. The gradual loaded plate had a weight of 174.25 g, while instant loaded plate was of 132 g. Combined thickness of four layers of jute polypropylene commingled fabric was 9 mm. For instant loaded specimen, the thickness of 9 mm was compressed to just 2.4 mm under a constant load of 15 bars while on the other hand for gradual loaded specimen the thickness of 9 mm was compressed to a 34% higher value of 3.23 mm. This huge difference of thicknesses is also reflected from the resultant fibre weight content of jute in both specimens, which is 62.14% for instant specimen and 47.1% for gradual specimen. The weight content of jute was calculated from the ratio of calculated weight of jute to the measured weight of the composite plate. The same reflects from the fibre volume fraction which is 49.6% for instant specimen and 34.8% for gradual specimen (gradual specimen has almost 30% less fibre volume fraction as compared to Instant specimen). The fiber volume fraction was calculated from the mass fraction formula, as discussed below.
Note that the higher value of fiber volume fraction of the instant specimen was not controlled by a higher number-of-yarns/fiber-density in the instant specimen, instead it was due to the rupture of jute fibrils, which resulted in to collapsed lumen inside the fibril walls and causing a denser cellulosic material (characterized by 34% higher thickness of gradual specimen). Further, Instant pressure upon the jute/polypropylene materials converted the circular cross-sectional pattern of the yarns into to elliptical, resulting into the reduction in thickness and effecting the crimp pattern of jute fibers.
Figure 4 shows a physical comparison of instant and gradual loaded specimens. Thickness of instant loaded specimen is 2.41 mm and that of gradual loaded specimen is 3.23 mm, with a difference of 0.82 mm (even under the same load of 15 bars). During instant loading the yarn bears the maximum load right from the beginning till the end up to matrix curing stage, resulting into elliptical shapes (the direction of thermoforming pressure is vertical), while on the other hand, in the gradual loaded specimen, the jute fibers, with-in a yarn, are more relaxed. The yarns look bulkier and seem more inclined towards circular shapes. (a) Instant loaded specimen thickness 2.41 mm, instant loaded jute fibers are characterized by their elliptical shapes, (b): gradual loaded specimen thickness 3.23 mm, gradual loaded jute fibers are characterized by their ‘near to circular shapes.’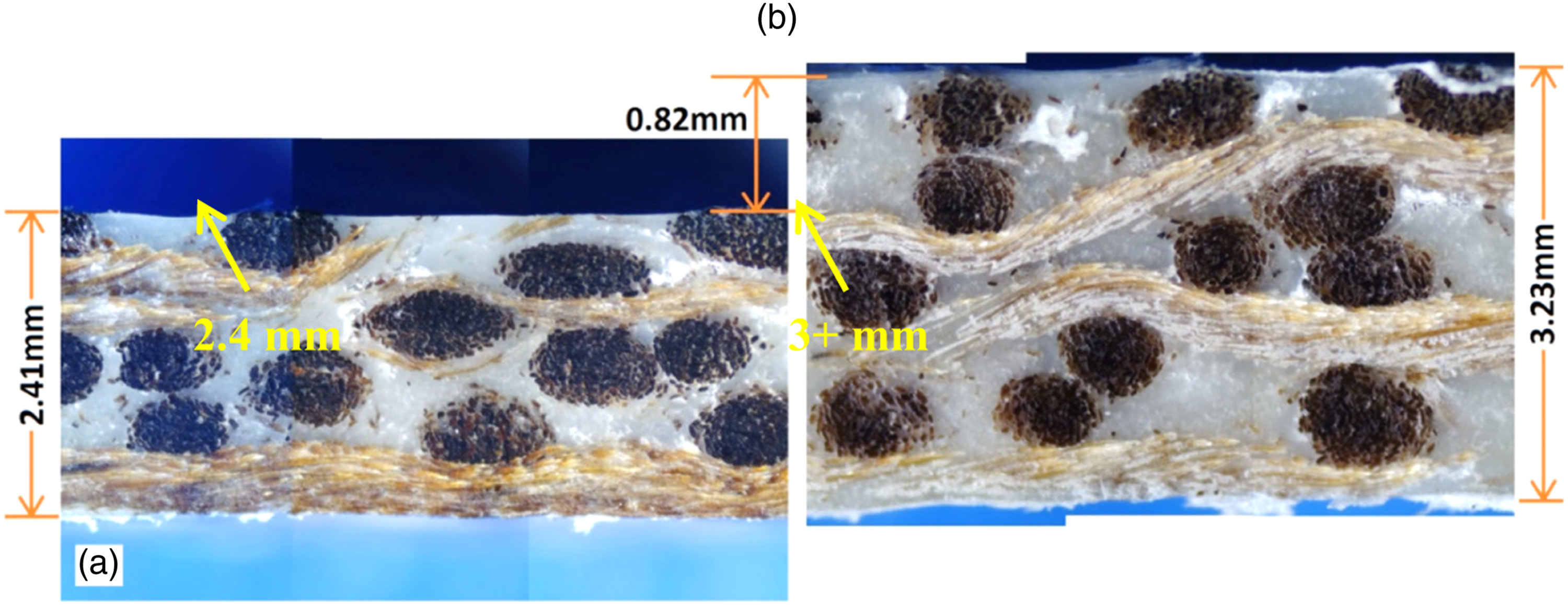
Mechanical test methods
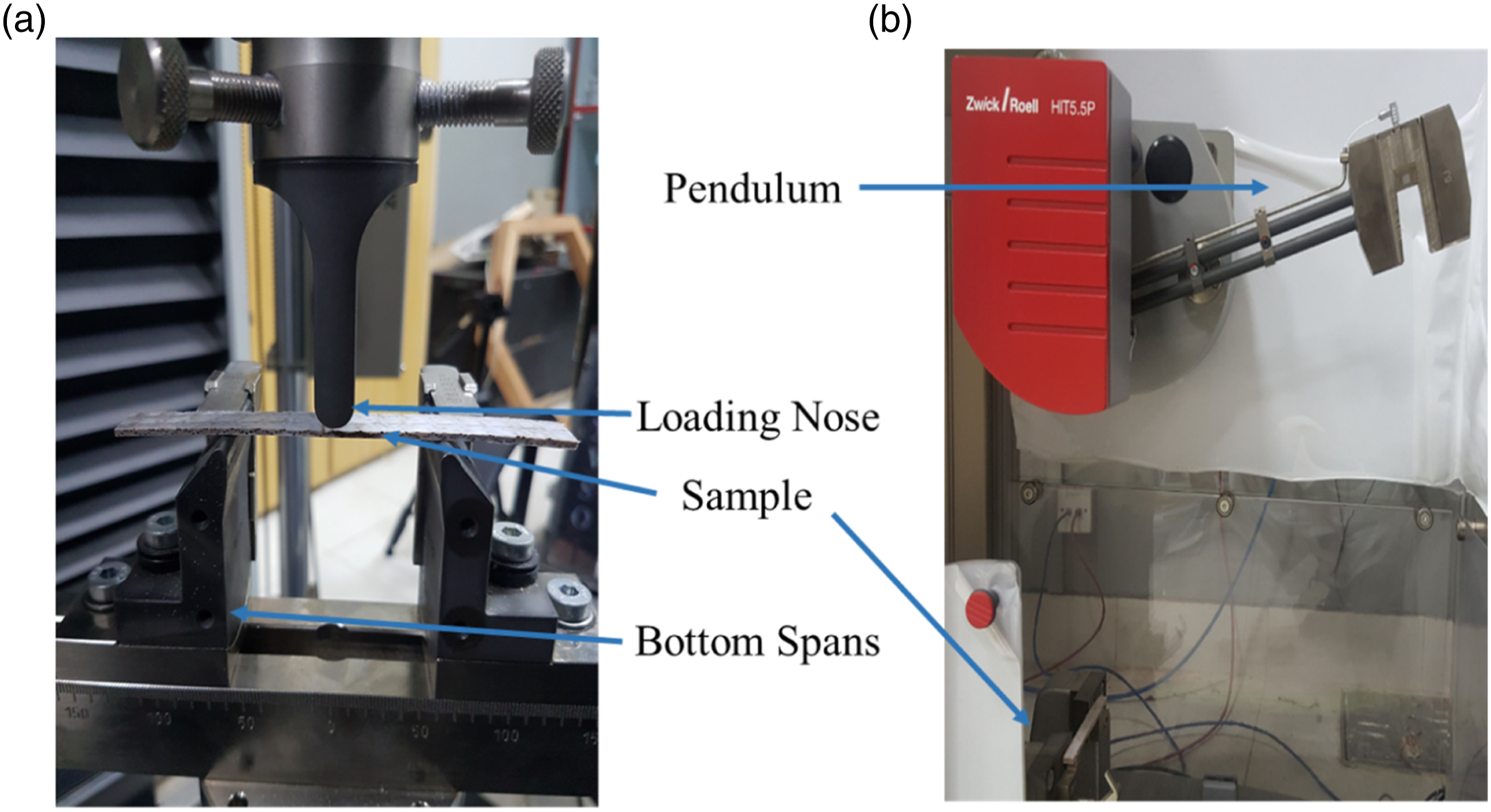
The flexural, short beam shear and Charpy impact tests were conducted to analyze the properties of composites made using gradual and instant loading on the compression hot press. Six tests were performed each for instant and gradual loaded specimens for repeatability. The flexural test were conducted on Zwick/Roell UTM Z100 (Figure 5). The flexural test was performed using ASTM D7264 standards, it was three-point bending test with span length of 32 × t (thickness). The instrumented Charpy impact test was conducted as per ISO-179-2 on Zwick/Roell HIT 5.5 (with 5 J hammer capacity). The sample size was 100 mm × 10 mm (Length × Width). In this test, pendulum from a known height is allowed to fall freely and hit the sample. The energy absorbed by the sample was calculated from the height difference of the pendulum using equation (2). The samples mounted on machine (b) three point bending test (a) charpy impact tester.
Results and discussion
Microstructure study
The application of pressure on thermoset composites helps to bleed out the matrix, while on the other hand in thermoplastic composites the stress is borne not only by the fiber reinforcement but also by the solid non-molten matrix (before reaching its melting point). It will be further affected by the nature of pressure during thermoforming whether it is instant or gradual. When a certain pressure is applied on thermoset composites the matrix (epoxy etc.,) will instantaneously start bleeding out and if the same type of sudden pressure is applied on thermoplastic composites, before reaching its melting point, the fiber reinforcement will directly suffer the pressure which may result into damage of reinforcements at micro level. This has been explained by a schematic in Figure 6. Illustration of commingled yarn behavior during thermoforming (a) under no load, fabric layers thickness A = 9 mm, (b) under instantaneous loading of 15 bars (before melting of polypropylene matrix), final composite thickness B = 2.41 mm, (c) under gradual loading (0.1 to 15 bars), final composite thickness C = 3.23 mm.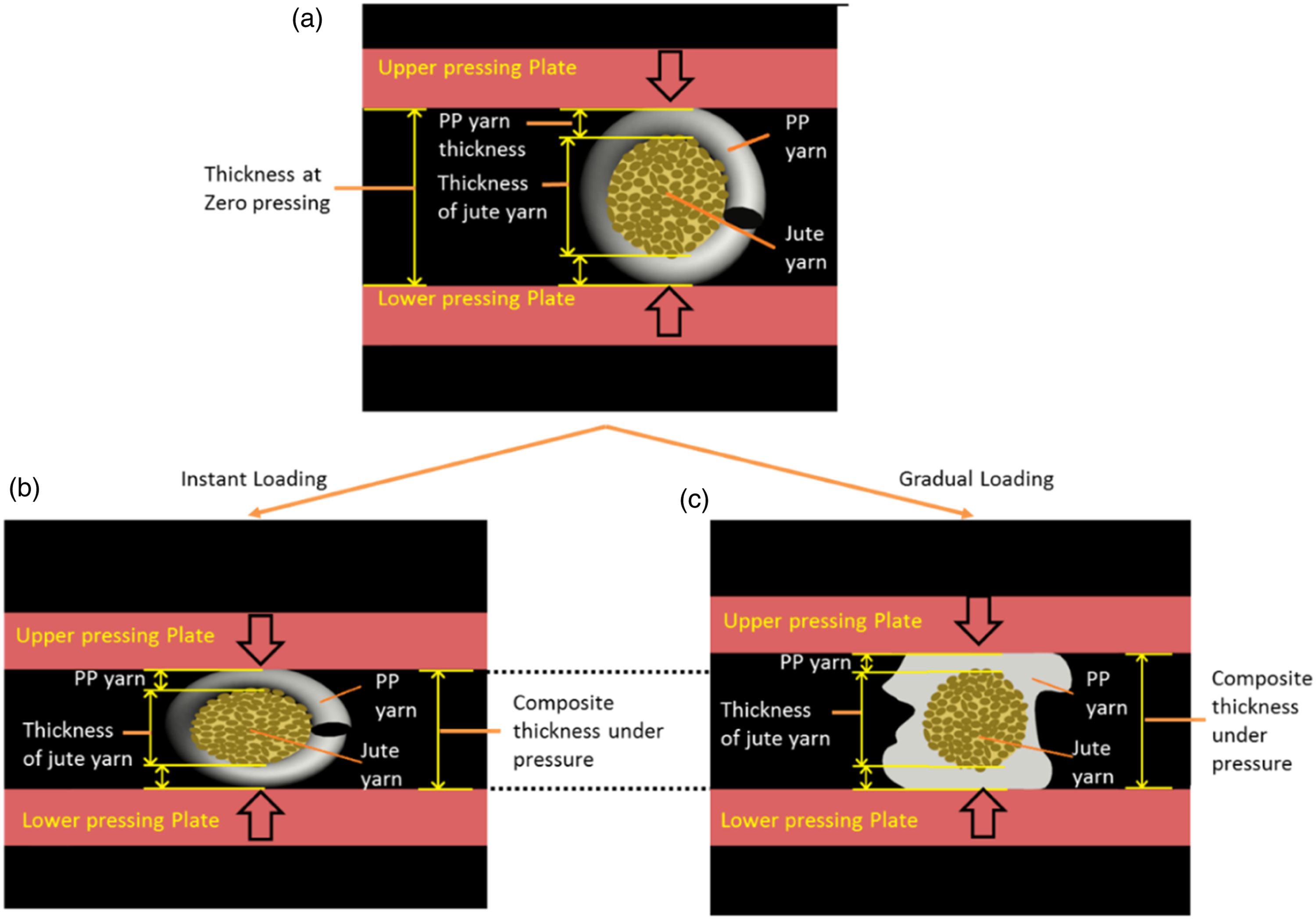
Figure 6(a) illustrates the composite under no pressure, showing a maximum thickness of 9 mm. As the instantaneous pressure is applied, it directly propagates between different layers of thermoplastic composite one above the other. With the application of instantaneous pressure on dry non-melt composite, its thickness is reduced instantaneously as shown in Figure 6(b). The jute yarn is pressed in between the layers of thermoplastic matrix (independent of the type of thermoplastic composite whether conventional non-commingled or commingled). This pressure sustains until the melting temperature of the thermoplastic matrix is achieved. Figure 6(c) Explains the composite under gradual loading in which the applied pressure is only 0.1 bars before the melting point is reached, and then the composite is gradually loaded to 15 bars in small steps as already explained in Figure 3.
Figure 7 shows the difference of impregnation behavior of jute yarns in instant and gradual loadings. Figure 7 (a1, a2, a3) shows the impregnation schematic of jute yarn during instant loading, while Figure 7 (a4) shows the actual microscopic image of jute yarn in instant loading. Pressure loading of 15 bars starts at 100°C to 200°C till the end of thermoforming. Instant loading causes the jute fiber bundles to come closer to each other (from a1 to a3) and hence there is poor penetration of polypropylene matrix deep inside the yarn as shows in Figure 7 (a4). Instant pressure also makes the jute yarn elliptical in cross section. On the other hand Figure 7 (b1, b2, b3) shows the impregnation schematic of jute fiber during gradual loading, while Figure 7 (b4) shows actual microscopic image of jute yarn during gradual loading. Pressure loading of 0.1 bars starts at 180°C, then the pressure is gradually increased to 15 bars in small increments allowing adequate time to the matrix to penetrate deep into the yarn body as shows in Figure 7 (b4). The jute yarns retain their near to circular shapes. Impregnation behavior of jute yarns in instant loading and gradual loading, (a1, a2, a3) schematic jute yarn penetration in instant loading, (a4) actual jute yarn in instant composite, elliptical shapes, poor penetration, (b1, b2, b3) schematic jute yarn penetration in gradual loading, (b4) actual jute yarn in gradual composite, circular shapes, deeper penetration.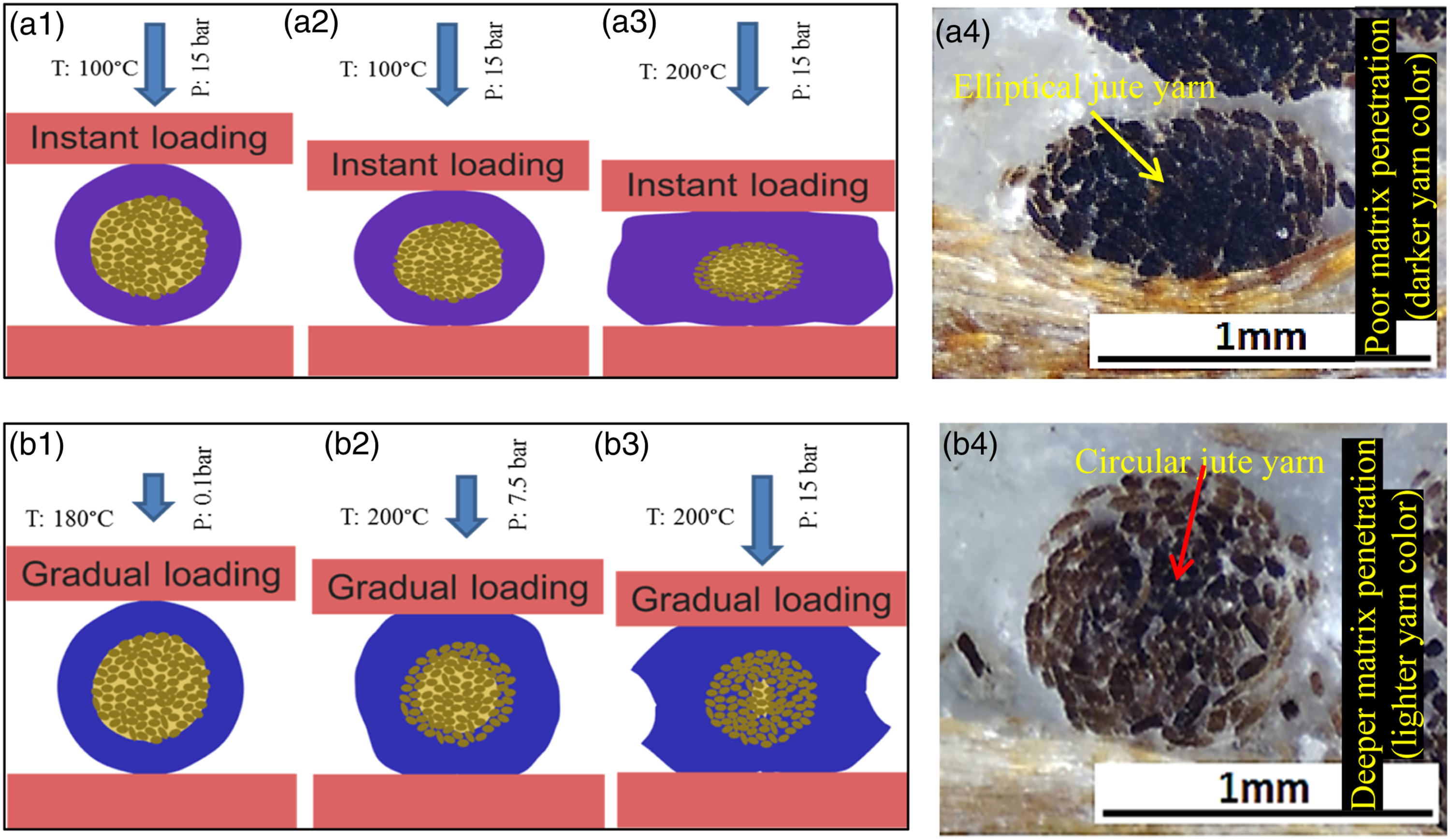
Figure 8 shows a comparison between the microscopic images of jute-PP composites. The Figure 8 (a1, a2) shows the composite made under instant loading, while the Figure 8 (b1, b2) shows the composite made under gradual loading. Their inside lumen is mostly collapsed with clear indication of ruptured cellulosic walls, there is a clear indication that fibrils are badly compressed against each other so that most of their cellulosic walls are forming sharp edges instead of soft curvy periphery. While on the other hand the gradual loaded composite (b1) shows much healthier inside lumen with stronger/fatter cellulosic walls forming a smoother/curvy periphery. The jute fibers has a relative transparency as high as 60% so can be seen under refractive microscope,
34
characterized by a glowing jute fiber in Figure 8 (a1). Comparison of microstructure of jute yarn composite made at (a1, a2) instant loading and (b1, b2) gradual loading.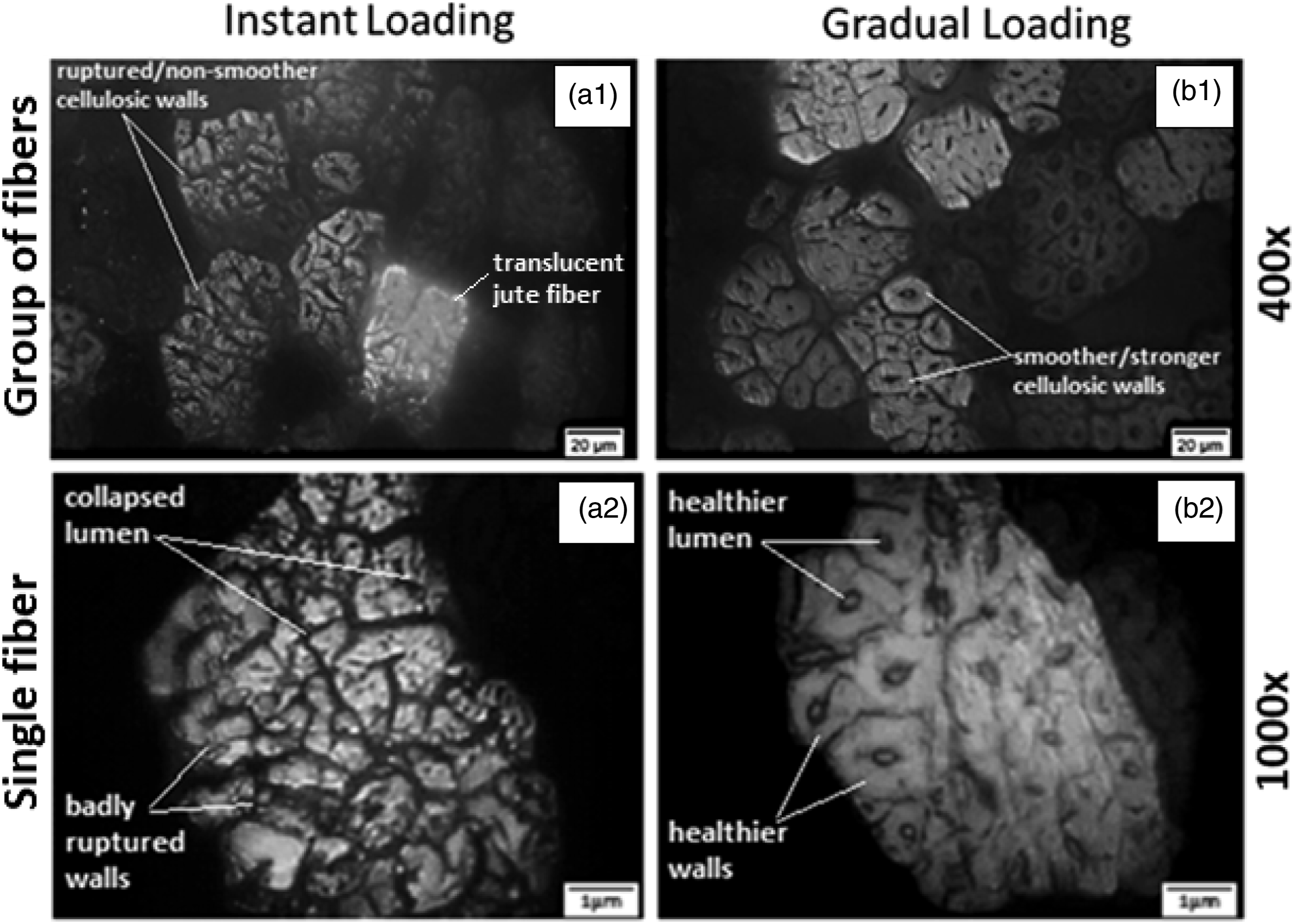
Further the individual fibers were observed at relatively higher magnification, as shown in Figure 8 (a2, b2). In the instant specimen (a2) the fibril cell walls are so badly ruptured that it is even difficult to differentiate where one fibril cell ends and other begins, while on the other hand in gradual specimen (b2) there are much healthier and distinct fibril cell walls and lumen.
Mechanical properties
In this part, we are presenting the mechanical properties of 2D instant and gradual loaded commingled composites in detail. Instant and gradual loaded specimens were tested for tensile, bending, short beam and impact properties. Six tests were performed each for instant and gradual loaded specimens: six tests for instant and six for gradual loaded specimen. The mechanical properties of instant and gradual loaded specimens are described as below.
Flexural properties
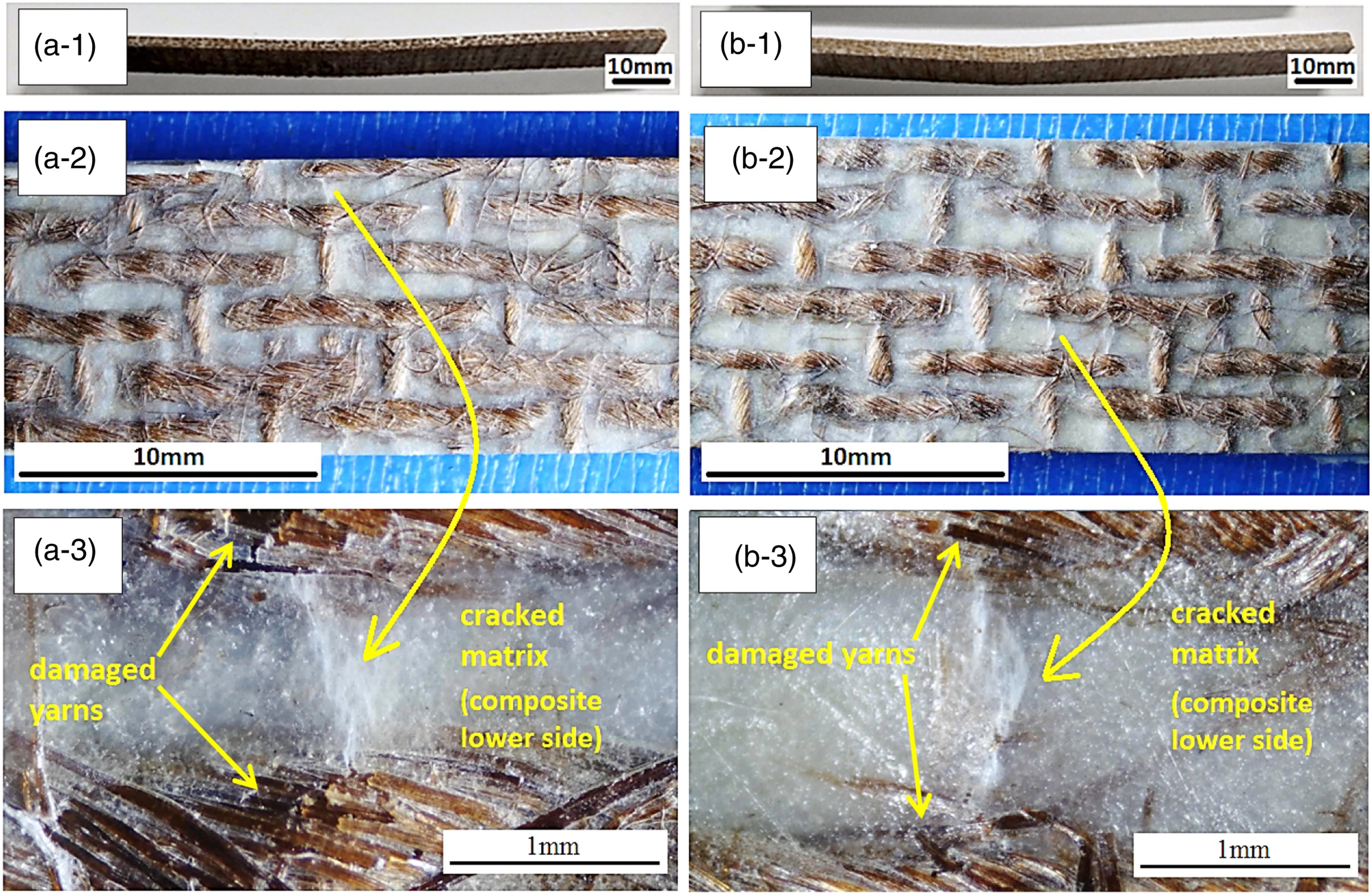
Figure 9 illustrates a comparison between the three-point bending strength of instant and gradual composite specimens. The bending strength of the gradual loaded specimen is a huge 64% higher than the instant specimen. This can be explained by the better yarn health in gradual specimen. In instant specimen the mechanical properties are deteriorated by the damaging of cellulosic material. On the other hand, the deformation percent is competitive for both gradual and instant specimens as both did not completely break (Figure 10). Comparison of three-point bending strength (instant and gradual composites). Tested samples of non-broken three-point bending, (a-1, a-2, a-3) instant specimen and (b-1, b-2, b-3) gradual loaded tested specimens.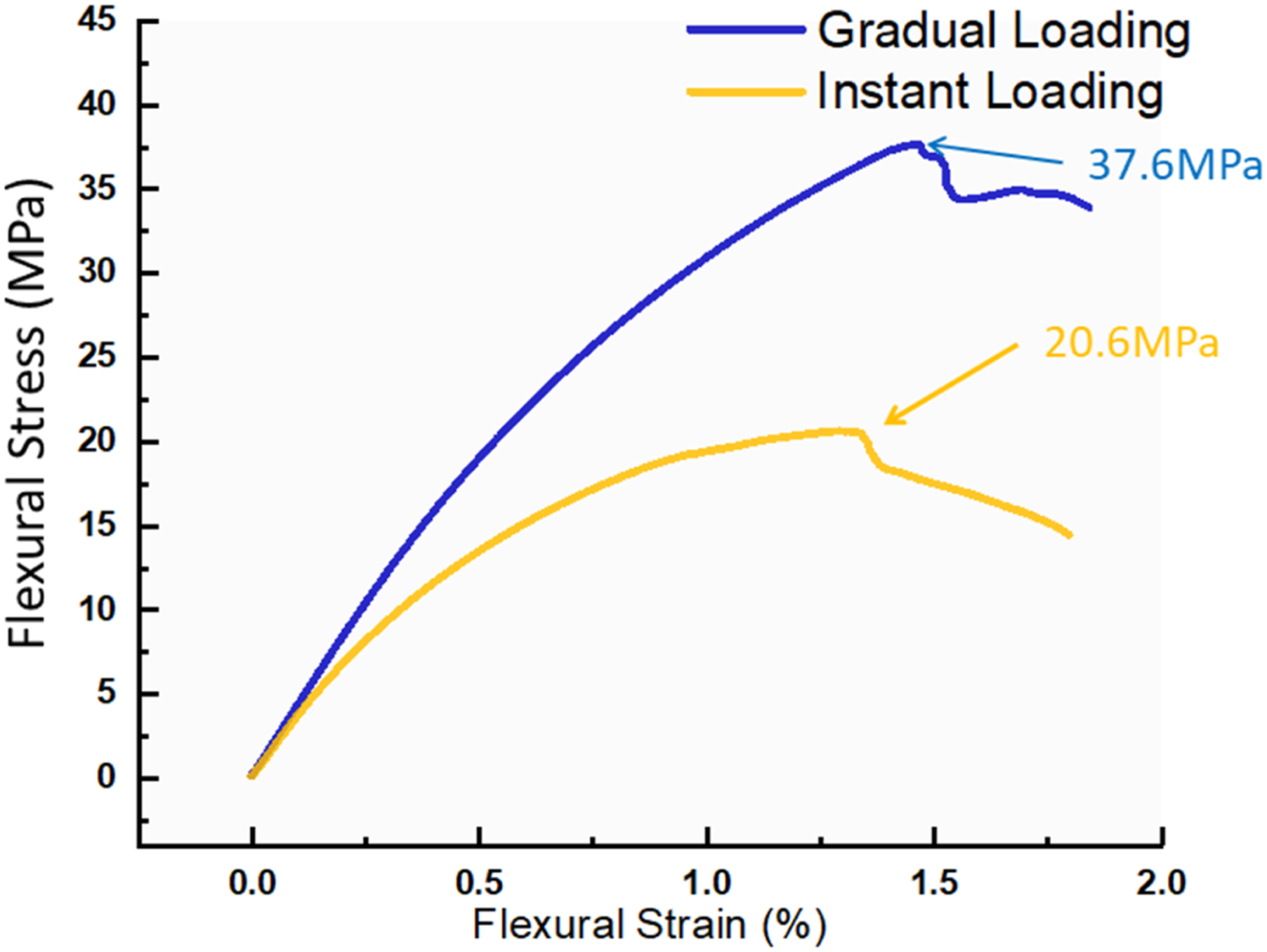
Flexural properties of instant and gradual loaded composites.

The microscopic comparison of gradual and instant specimens for three-point bending test shows that there is no apparent difference between the images of tested specimens of instant (a-1, a-2, a-3) and gradual specimens (b-1, b-2, b-3), as shown in the Figure 10. The fiber damage and rupture are almost of the same type for both instant and gradual specimens. The main difference between the two specimens can be observed by the microscopic analysis (Figure 8), where collapsed lumen and damaged cellulosic fibril walls are quite visible in the instant specimen resulting into lower flexural properties as compared to gradual specimen.
Charpy impact properties
Figure 11(a) explains the comparisons of typical force-deflection curves and work-deflection curves for instant and gradual specimens. The impact force/thickness of the gradual specimen is 7.6% higher than the instant specimen (60.6 N/mm vs 56.3 N/mm). This is mainly due to healthy cell walls of jute fibrils and much healthier inside lumen. The mechanical properties of instant specimen have been badly deteriorated by the presence of collapsed fibril cell walls and crushed lumen inside. Under the impact force, the deflection of gradual specimen is higher than the instant specimen. That means the gradual specimen resist more under the Charpy impact as compared to instant specimen, this is mainly due to the reason, as discussed earlier, the instant specimen behaves brittle due to the presence of crushed jute fibrils while on the other hand the jute fibril walls in the gradual specimen are healthier with fatter lumen inside resulting into more deflection value. Hence due to the brittle behaviour of the instant specimen, its curve drops sharply after the peak (Fmax) load, while on the other hand the force displacement curve is more stable for the gradual specimen which can be explained by multiple slopes in its failure zone offering higher resistance before complete failure. (a) Typical force-deflection curves (b) work-deflection curve of instant-gradual loaded composites.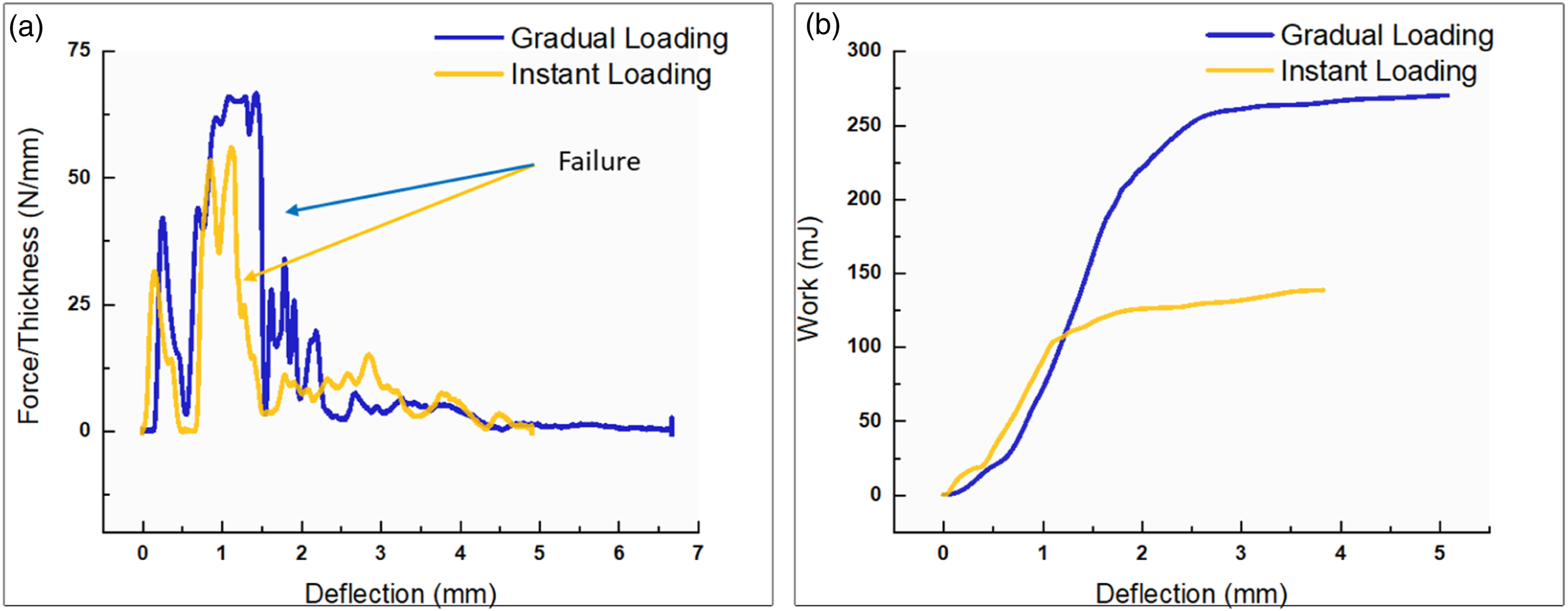
Figure 11(b) shows a comparison between the Charpy impact energy absorption curves of instant and gradual composite specimens. The impact energy of the gradual loaded, and instant specimens is 272 mJ and 141 mJ respectively. Hence the impact energy of gradual specimen is a marginal 93% higher than the instant specimen. Such a big difference shows a clear dominance of gradual loaded specimen as compared to instant loaded specimen, which is mainly, as discussed earlier.
Figure 12 shows the microscopic images of gradual and instant specimens after Charpy impact test. There is a clear difference between the impact characteristics of instant and gradual specimens, the impact properties of instant loaded specimen suffer to greater extent as compared to gradual specimen. In instant loaded specimen, due to initial high pressure, the jute fibres within the yarn looks more compact and compressed forming the elliptical cross sectional profiles (a-2), while on the other hand in the gradual loaded specimen the stress upon the jute yarn seems more gentle and uniform which is characterised by more near to circular shaped cross sectional profiles (b-2). In instant loaded specimen there are more fiber pullout (a-1, a-2), in gradual loaded specimen, the fibres are more impregnated in the PP. Microscopic comparison of charpy impact behavior of jute-PP composites made by instant loading (a-1, a-2) and gradual loading (b-1, b-2).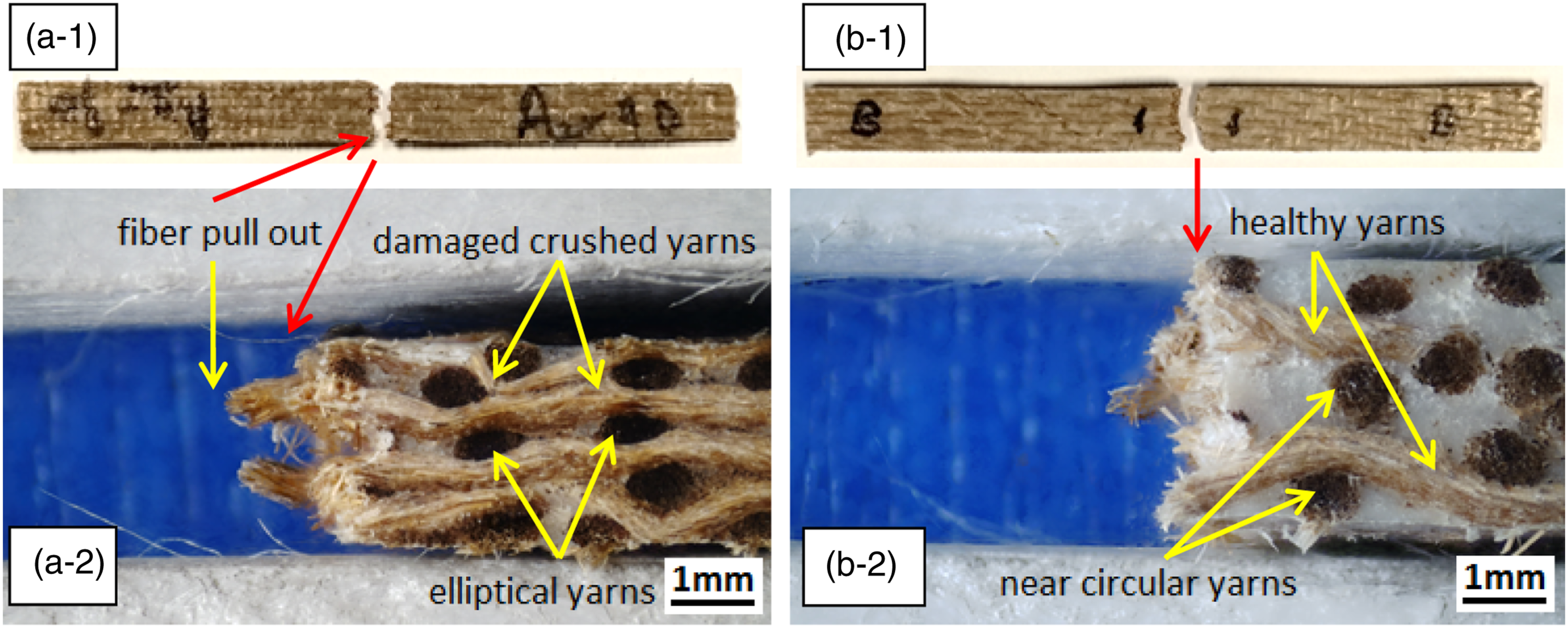

Charpy impact properties of instant and gradual loaded composites.

The values of impact strength and impact energy are 93% and 43.4% higher for gradual loaded specimen as compared to the instant specimen. For gradual specimen the displacement against the impact force is 11.5% higher than the instant specimen. This means the gradual specimen lasts longer than the instant specimen during a Charpy impact, the main reason for this higher value for the gradual specimen comes from the healthy fibrils and higher PP fraction which results in more plastic deformation leading to higher amount of displacement as compared to the instant specimen where the damaged and crushed jute fibrils behave more brittle resulting into lower displacement.
Conclusion
In the present work instant and gradual loading techniques were applied on 4-layered jute-polypropylene commingled composites. Both the instant and gradual specimen were subjected to a similar thermoforming pressure of 15 bars. It was observed that in gradual loaded composite the fibers, without any damage, remained in near to round cross-sectional profiles. Additionally, the mechanical properties (bending, and Charpy impact) of instant loaded composite were unsurpassed by the gradual loaded composite. The main reason for the dominance of the gradual composites comes from much better fiber-matrix interface (better distribution of PP matrix in composite), even distribution of matrix around the constituent fibers and deeper infiltration of polypropylene matrix deep into the body of the jute yarns, thanks to gradual and gentle loading of jute fibers during gradual loading. Such loading technique offers minimum damage to the yarns during thermoforming resulting into higher mechanical properties.
Comparing instant loaded specimen against the gradual loaded specimen is like to compare cellulosic materials of different natures. The gradual specimen exhibits optimum properties of jute yarn in the jute-PP composite; while the instant specimen behaves like a much weaker cellulosic-polypropylene composite (the fiber damage makes it a weaker cellulosic material with quite different nature). The current research also turns upside down the dearly held theory of composites that a higher fiber volume fraction is always a guarantee for higher mechanical properties of the composite.
The values of higher fiber volume fractions are directly related to higher thermoforming pressures. However, it was found that higher values of thermoforming pressures, beyond a certain threshold, are likely to damage the fiber reinforcements resulting into deteriorated mechanical properties of the composites. As the jute fibers and polypropylene matrix do not have any chemical bonding with each other, they only have mechanical interlocking. In such a case the even distribution of matrix material around the constituent fibers within the composite becomes more important and this was successfully proven by the tested results of instant and gradual loaded composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request.