
Abstract
The sandwich structure is widely used in bearing and performance because of its high strength, lightweight, and functional integration. Thermoplastic composites have excellent toughness, impact resistance, and damage tolerance. In this paper, (CGF/PP) is used as a panel, and PP is used as the core material. The fully thermoplastic composite sandwich structure panel and core material are melted and connected through the non-isothermal molding process of high-temperature mold forming a low-temperature workpiece. The effects of the heating temperature of the heating plate, the heating time of the sample, the pressure applied during the cooling and forming process, and their coupling on the quality of the face-core connection were studied by the response surface method. The failure mode of the sample after peeling was studied. The stiffness of the whole structure was characterized by a three-point bending test, and the influence of different plate layers on the stiffness of the sandwich structure was discussed. The results show that the optimum process combination is that the heating temperature of the high-temperature die is 262°C, the heating time is 14 s, and the cooling forming pressure is 0.08 MPa. In the three-point bending test, the sandwich structure of the three-layer plate has the largest specific stiffness.
Keywords
Introduction
Composite sandwich structure promotes the lightweight design and application of composite materials. Because of its advantages of lightweight, high strength, heat insulation, and wave absorption, the composite sandwich structure is widely used in aerospace, automobile, and other major engineering fields. The rigid panel of the sandwich structure is far away from the neutral axis under the support of the lightweight core layer, which greatly improves the section inertia moment of the structure. Compared with the monolithic composite material, the sandwich structure has higher overall mechanical properties, such as higher bending stiffness, strength and energy absorption capacity, and better dynamic impact resistance.1–5 The sandwich structure is composed of two layers of high-strength, high-stiffness thin panels, and low-density lightweight core materials.6,7 The low-density lightweight new material provides compressive strength and supports shear loads throughout the thickness direction, which helps to achieve high bending stiffness of the sandwich structure. The core material of the sandwich structure has different shapes and designs, including honeycomb core, foam core, tubular core, and other geometric core materials. The stiffness and impact strength of the sandwich structure will vary with the type of core material. 8
At present, the panel and core materials of the sandwich structure widely used are different materials, such as thermosetting composites such as epoxy resin as the panel, and light materials such as paper honeycomb and aluminum honeycomb as the core materials of the sandwich structure. However, the lack of technology such as maintenance, detection, and recycling of thermosetting composites has affected the recycling and green development of thermosetting composites. A high-performance thermoplastic composite sandwich structure is a better choice, as it provides an ideal combination of lightweight, high damage tolerance, high toughness, thermal stability, and high mechanical properties.9,10 In recent decades, polypropylene has become one of the most widely used thermoplastic polymers because of its excellent performance, cost-effectiveness, and ease of processing, 11 Glass fiber-reinforced polypropylene thermoplastic composites have high specific strength, excellent mechanical properties, good chemical corrosion resistance, and electrical insulation properties. Glass fiber reinforced polypropylene has been widely used in engineering structures such as power generation blades.12,13 Unidirectional tapes utilizing continuous glass fibers have been widely used due to their improved mechanical properties, lighter weight, ease of integration with other components, increased design complexity, and shorter processing time. 14 Continuous glass fiber reinforced polypropylene (CGF/PP) composites with polypropylene matrix have attracted more and more research due to their inherent advantages in mechanical and chemical properties, recyclability, and low volatile organic compound emissions during manufacturing. The versatility of manufacturing processes, including vacuum molding, filament winding, pultrusion, airbag-assisted molding, and compression, is another advantage of continuous fiber-reinforced polypropylene (CGF/PP).15–17
The panel and the core material need to form a reliable face-core connection interface to obtain a reliable sandwich structure, making the shear force between the components possible. For metal sandwich structures and thermosetting composite sandwich structures, various molding methods such as autoclave, vacuum-assisted molding, compression molding, and 3D printing can be used.18–20 In the manufacture of fully thermoplastic sandwich structures, each component can be melted together to establish a good bond. For polypropylene (PP) thermoplastic resin, due to its small molecular weight, and low surface energy, only the C-H bond exists, the C-H bond energy is very high, and the electronegativity of carbon and hydrogen is very close. Hence, the polarity of the C-H bond is very small, these factors make it very inert. The existing adhesives can not meet the requirements of polypropylene sandwich structure for interface performance, so for this kind of low molecular weight thermoplastic composite sandwich structure, melt bonding can obtain a good face-core connection. Melt bonding refers to the process in which the various components of the polymer are connected into a whole through the melting softening and cooling consolidation of the interfacial resin. Under the action of temperature and pressure, the resin of the two contact surfaces melts and softens. After complete contact, the resin molecular chain migrates at the interface of different components. When the molecular chain completes the migration, the resin undergoes cooling consolidation under the action of pressure to complete the melt connection.21–24
Tayyab Khan et al. 25 fabricated carbon fiber/thermoplastic (Elium) honeycombs using a resin infusion process in custom-made metal molds. The honeycomb cores were prepared based on different carbon fiber layers, and four composites with different fiber mass fractions were realized. A sandwich structure preparation method was proposed by Trende et al. 26 . Before using cold core assembly, the surface is heated to a temperature higher than the melting temperature of the polymer, and the assembly is placed in a cold press to solidify. The temperature history of the glass fiber-reinforced polyamide sandwich structure and the entire sandwich is simulated. Jonas Grünewald et al.27,28 studied the influence of non-isothermal compression molding process conditions on the performance of sandwich structures composed of carbon fiber-reinforced polyetheretherketone (CF/PEEK) panels and polyetherimide (PEI) core material. The bonding strength of the sandwich structure under different temperatures (260–320°C) was investigated. The bonding quality of the surface core was characterized by the plane tensile test. The results show that to achieve sufficient bonding strength, it is necessary to preheat the plate temperature to above 290°C to combine with the core material. However, if the preheating temperature is too high, the core material of the sandwich structure will collapse, resulting in lower tensile strength. Skawinski et al. 29 compared the isothermal and non-isothermal compression molding process of a thermoplastic composite sandwich structure composed of glass fiber-reinforced polypropylene composite and polypropylene foam core. The study found that isothermal compression molding can successfully produce sandwich structure parts that can withstand a 3 KN tensile load, and the selection of thicker core material can prevent the complete collapse of foam core during compression. Åkermo et al. 30 studied the melting process of glass fiber-reinforced polypropylene laminates and polypropylene foam by non-isothermal compression molding. Different surface preheating temperatures, molding pressure, molding time, and mold temperature were set. The sandwich structure specimens were characterized by a shear test, transverse tensile test, bending test, and sandwich thickness test. Li et al. 31 used a jute composite panel to prepare a three-dimensional Kevlar fiber core sandwich structure by a molding process. The results show that the compression molding technology of composite sandwich structures is effective in improving the mechanical properties of composite materials. The composite molding process is also applicable in the automotive and construction industries. 32
The face-to-core fusion bonding of sandwich structures of thermoplastic composites is accomplished by a “one-step”or “two-step” process. 29 The step method is called “isothermal”, which puts the core material and the upper and lower panels into the hot press or oven together to heat and apply pressure. The two-step method is called “non-isothermal”. First, one side of each panel is heated, and then the panel is quickly transferred to the core material and applied pressure. The advantage of the two-step method is that it does not melt the core material to reduce its thickness, causing the core material to lose mechanical properties and collapse. 27 When the sandwich structure is formed by a two-step method, the important parameters of the face-core connection quality are the preheating temperature of the panel and the transfer time of the panel. The heat loss in the transfer process means that the panel is heated to too high a temperature in the preheating stage, which may lead to the desorption of the panel or the degradation of the polymer. 33
Because continuous glass fiber has more excellent mechanical properties than short fiber, continuous glass fiber reinforced composites have more advantages for high strength and high stability applications such as large wind turbine blades. Therefore, this paper uses unidirectional continuous glass fiber reinforced polypropylene (CGF/PP) thermoplastic composites as panels and tubular honeycomb polypropylene resin as core material to make thermoplastic composite sandwich structures.
Although much research has been carried out on the molding process of composite laminates, the molding preparation of thin-walled structures such as sandwich structures has not been studied in depth. For thermoplastic composite sandwich structures with small molecular weight and low surface energy such as polypropylene, the existing molding process is difficult to form. The isothermal molding process will cause the core material of the sandwich structure to melt excessively during heating, resulting in collapse. The traditional non-isothermal molding process will lead to the decuring of the panel. Therefore, this paper proposes a non-isothermal molding process of high-temperature mold forming low-temperature workpieces and applies this process to the preparation of GF/PP sandwich structure, which effectively avoids the problems existing in the preparation of thermoplastic composite sandwich structure by traditional molding process.
In this paper, the surface-core connection quality of the sandwich structure was tested by the climbing drum peel test. The effects of different process parameters and their coupling effects on the surface-core connection quality of the sandwich structure were studied, to obtain the best molding process for the preparation of thermoplastic composite sandwich structure. The microstructure of the sample after the drum peeling was studied by a three-dimensional topography instrument and the failure mode of the sandwich structure during the drum peeling process was obtained. The overall flexural performance of the sandwich structure was tested by a three-point bending test. The influence of different panel thicknesses in sandwich structures on structural stiffness and failure mode during the bending process was studied.
Test methods and test materials
Test materials and test equipment
The test materials used in this paper include: Continuous glass fiber reinforced polypropylene (CGF/PP) unidirectional prepreg tapes the reference number is SHMR10080517, which is produced by Shanghai Jieshijie New Material (Group) Co., Ltd. The mass content of glass fiber is 60%, the thickness of prepreg tape is 0.3 mm, and the density is 1.92 g/cm3; Polypropylene (PP) circular hole-like honeycomb panel was produced by Shixin Eurasia Plastic Hardware Co., Ltd., Zhongshan City, Guangdong Province. The circular hole diameter of the honeycomb panel was 8 mm, and the wall thickness of the honeycomb hole was 0.18 mm.
Experimental equipment.

Non-isothermal molding process of a low-temperature workpiece formed by a high-temperature mold
The process of high-temperature mold forming a low-temperature workpiece is to heat the high-temperature mold to a high-temperature state (above the melting temperature of the workpiece material), while the workpiece is usually kept in a low temperature or normal temperature state. The temperature difference between the mold and the workpiece is the main feature of non-isothermal molding. The process is shown in Figure 1(a). In the preparation stage, the core material is first placed on the horizontal platform, and then the panel is attached to the core material. The 300 × 300 × 3 mm steel plate is used as the heating mold and placed in the high-temperature oven to the specified temperature and heat preservation for a certain time. The high-temperature oven is produced by Yueqing Electric Co., Ltd.; in the molding stage, the high-temperature mold heated to the specified temperature is quickly transferred to the prepared sandwich structure sample. When the high-temperature mold contacts the surface of the sample, the heat is quickly transferred to the interior of the sample through heat conduction, so that the panel and the core material in contact with the panel are melted. The surface material of the sample is softened layer by layer by heating, and the softening trend of the material presents a gradient distribution from the surface to the inside. The upper material is heated rapidly in a short time. With the extension of heating time, the heat is transferred to the internal core material of the sandwich structure, so that the panel and core material of the sandwich structure melt above the Tm temperature. After heating for a certain time, the high-temperature mold is removed, and the steel plate with a certain quality is quickly placed on the sample after high-temperature heating. Under the action of pressure, the thermoplastic composite sandwich structure is cooled and formed at room temperature. By selecting different-weight steel plates to change the forming pressure during cooling, the connection between the panel and the core material on one side of the sandwich structure is completed. The other side is also repeated, and finally, the preparation of the thermoplastic composite sandwich structure is completed. Figure 1(b) is the actual forming process diagram of the sandwich structure. Therefore, the process parameters such as the temperature of the heating mold during the preparation process, the heating time of the heating mold to the sandwich structure, and the pressure applied to the sandwich structure during the cooling and pressurization process are crucial to the forming quality of the subsequent workpiece. This paper explores the influence of three process parameters and their coupling on the forming quality of the final sandwich structure. Process flow chart of sandwich structure prepared by a non-isothermal molding process. (a) Process flow chart; (b) actual forming process diagram.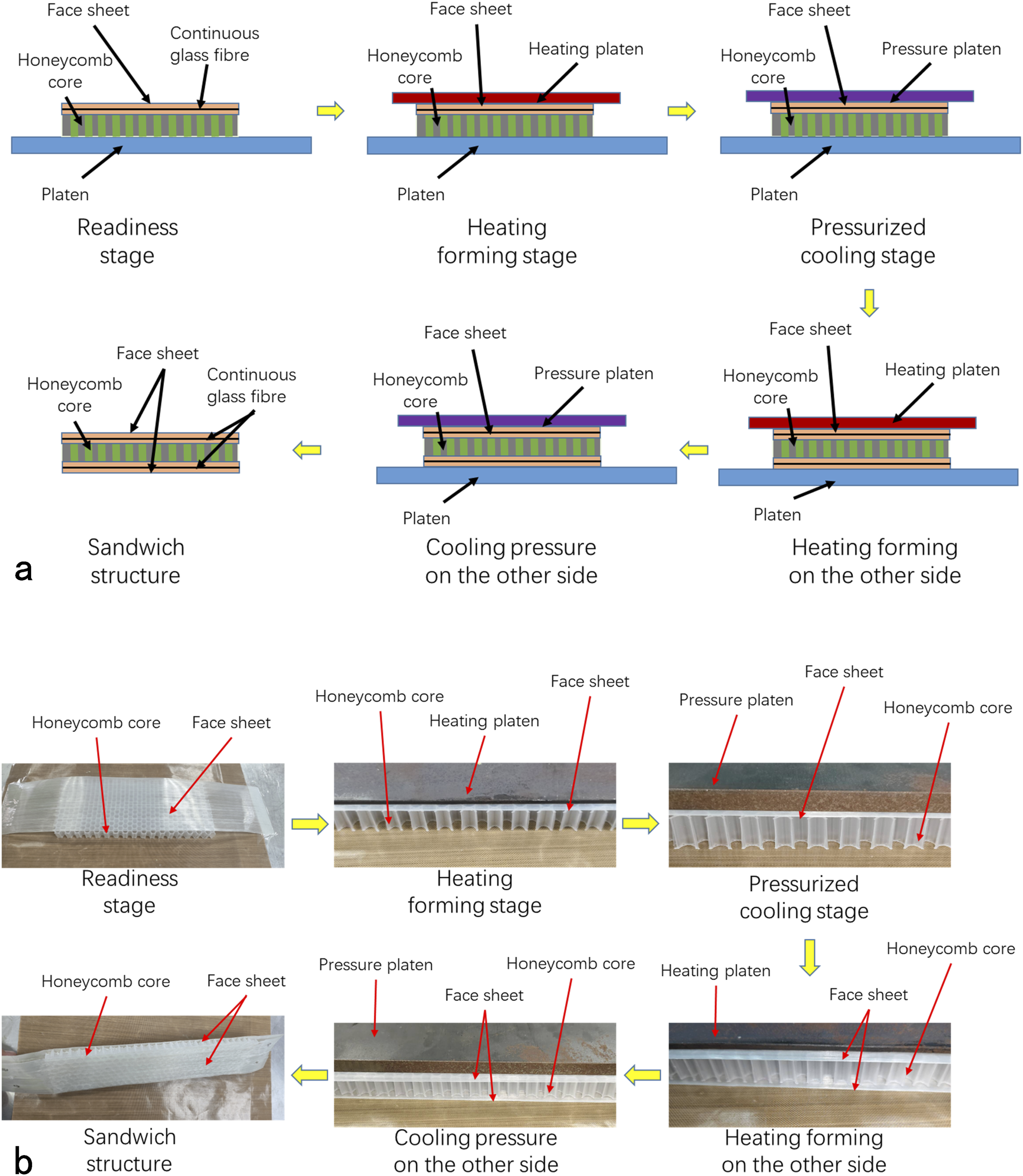
The temperature difference between the mold and the workpiece is the main feature of non-isothermal molding. In the process of forming low-temperature workpieces with high-temperature mold, the heating mold needs to be heated above the melting temperature of the workpiece material. In this paper, a high-temperature oven is used to heat the heating mold, and then the heating mold is quickly transferred to the prepared thermoplastic composite sandwich structure. After heating the sandwich structure for a certain time through the mold, the heating mold is removed, and the pressure mold at room temperature is placed on the sandwich structure. Under pressure, the thermoplastic composite sandwich structure is cooled and formed at room temperature. Therefore, the process parameters such as the temperature of the heating mold during the preparation process, the heating time of the heating mold to the sandwich structure, and the pressure applied to the sandwich structure during the pressurized cooling process are crucial to the forming quality of the subsequent workpiece. This paper explores the influence of three process parameters and their coupling on the forming quality of the final sandwich structure.
Climbing drum peel
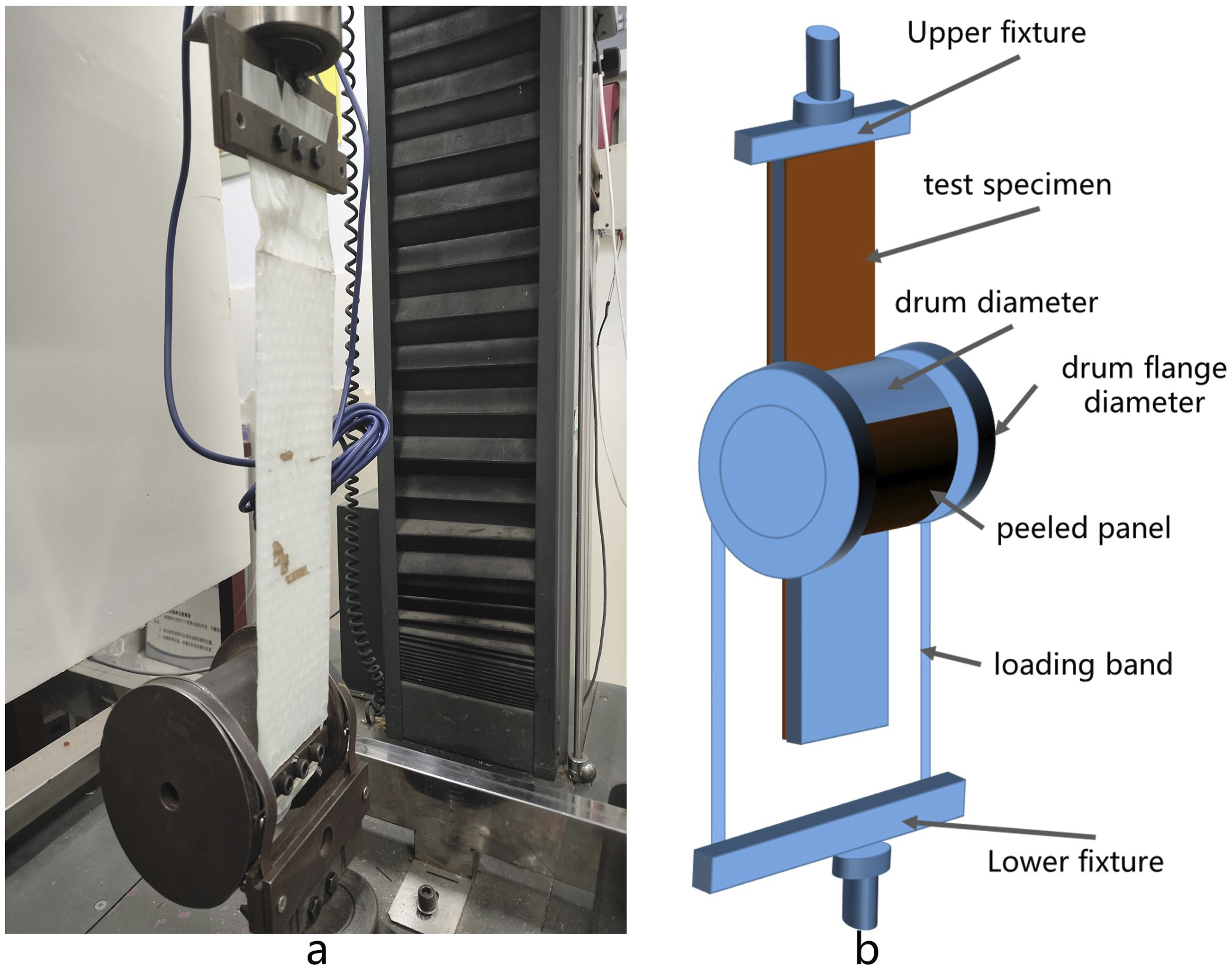
The drum peeling test of the sandwich structure and its schematic diagram are shown in Figure 2. The test standard refers to GB/T 1457-2022.《Test method of climbing drum peel strength of sandwich constructions》, the peeling strength was tested by using the cylinder stripping fixture. The drum diameter d of the climbing drum fixture is 100 mm, the drum flange diameter D is 115 mm, and the thickness t
b
of the loading belt is 1 mm. The width of the test sample is 60 mm, the length is 250 mm, and the loading speed is 30 mm/min. The load-displacement curve during the peeling process of the drum is recorded by the program of the universal testing machine. Equation (1) is the calculation formula for average drum peel strength. Climbing drum peel test and schematic diagram. (a) Climbing drum peel test diagram, (b) climbing drum peel principle diagram.
In the formula: M—average drum peel strength, the unit is Newton millimeter per millimeter [(N·mm)/mm]; Pb—average peel load, the unit is Newton (N); P0—resistance load, the unit is Newton (N); D—drum flange diameter, the unit is millimeter (mm); d—drum diameter, the unit is millimeter (mm); tf—the thickness of the peeled panel, the unit is millimeters (mm); tb—thickness of loading band, the unit is millimeters (mm); b—sample width, unit is millimeters (mm).
Response surface method
Response surface methodology (RSM) is a mathematical and statistical tool used in engineering to model and optimize the relationship between input variables and response variables. It is based on the establishment of a mathematical model, through the response surface function to describe the relationship between the input variables and the expected response. This method determines the optimal conditions for maximizing or minimizing the expected response by exploring and analyzing the coupling effects of multiple variables, thereby optimizing the process or system performance. 34 The response surface is visualized as a three-dimensional surface that represents the relationship between the input variable and the response. In this paper, the Box-Behnken method for the response surface is used to design the experiment. The multiple quadratic regression equation is used to fit the functional relationship between the factors and the response surface. The optimal value of the response and the optimal level of the variable parameters are obtained by analyzing the regression equation.
According to the melting point (Tm) of polypropylene (PP) measured by differential scanning calorimeter (DSC) and the process characteristics of high-temperature mold forming low-temperature workpiece, the heating temperature of the heating mold was determined. Because the high-temperature mold will produce heat loss during the process of transferring from the high-temperature oven to the sandwich structure workpiece, and the high-temperature mold temperature will also be reduced to a certain extent during the heating process of the workpiece, the heating temperature of the high-temperature mold is higher than the melting point of PP, but it cannot be higher than the decomposition temperature of PP. The heating temperature range and the selection range of heating time of the heating mold are determined. The second-order response surface model was used to fit the experimental data, the fitting equation was obtained and the response surface diagram was drawn. The influence of single different process parameters and the coupling of different process parameters on the interface bonding strength of the prepared sample was analyzed. According to the fitting equation, the optimal combination of process parameters was obtained and the predicted results were verified by experiments.
Three-point bending performance test
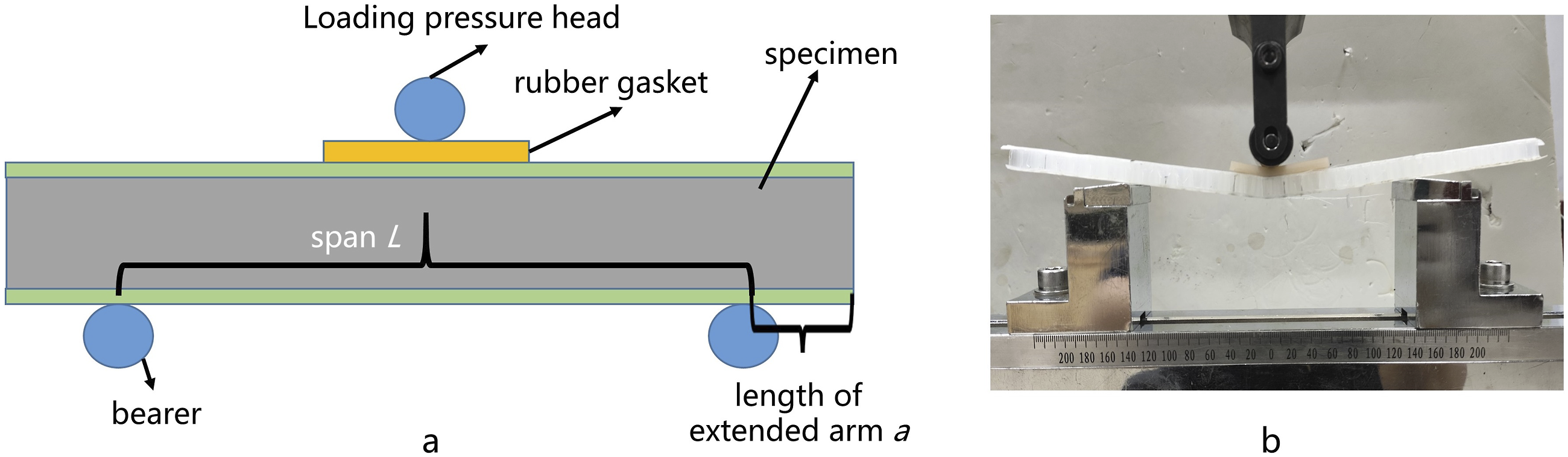
The sandwich structure was prepared by the best process combination obtained by the response surface method, and the overall structural stiffness of the sample was tested by a three-point bending test. The test was based on the national standard GB/T 1456-2021《Test method for flexural properties of sandwich constructions》, The three-point bending stiffness is used to explore the overall ability of the sandwich structure to resist deformation. The span L of the sandwich structure sample is 120 mm, and the length a of the extended arm is 1/3 of the span L, that is, 40 mm. The total length of the sample is 200 mm, and the width is 40 mm. The loading speed of the testing machine is 2 mm/min. Formula (2) is the calculation formula for the bending stiffness of the sandwich structure, and formula (3) is the calculation formula for the specific bending stiffness of the sandwich structure. Figure 3 is the schematic diagram and test diagram of three-point bending. Three-point bending test. (a) Three-point bending principle diagram (b) three-point bending test diagram.
In the formula: D—the bending stiffness of the sandwich structure, the unit is Newton square millimeter(N· mm2); a—extending arm length, the unit is millimeter (mm); ∆P—The load increment value of the initial section of the load-deflection curve, the unit is millimeter (mm); f
1
—the deflection increment value of the extension point corresponding to the load ΔP, the unit is millimeter (mm).
In the formula: ρ is the density of the sandwich structure measured by geometric method, in (kg/m3), D s is the specific bending stiffness of the sandwich structure, in (N·m5/kg).
To make the force loaded by the indenter be transmitted to the whole sandwich structure and avoid the local effect of the load, a rubber gasket is added between the indenter and the sandwich structure.
Micro-morphology characterization analysis
In the experiment, a feica three-dimensional topography instrument was used to observe the stripped-off sample prepared under the optimal process parameters, and a three-dimensional topography height cloud map was drawn to observe the microscopic morphology after the destruction and analyze the failure mechanism of the prepared cylinder stripped-off sample panel and core material.
Results and discussion
Effect of material properties of sandwich structure on the molding process
Due to the connection between the panel and the core material of the sandwich structure in this paper, which belongs to the melting connection, the melting point of the panel CGF/PP and the core tube PP of the sandwich structure was measured by differential scanning calorimeter (DSC). The DSC curve is shown in Figure 4. The abscissa in the differential scanning calorimeter curve is temperature, the ordinate is heat flow, and the value of the abscissa temperature corresponding to the peak value of the curve is the melting point of the material. From Figure 4, it can be seen that the melting point of tubular PP with sandwich structure is 166.92°C, and the melting point of unidirectional continuous glass fiber reinforced polypropylene panel is 130.14°C. Differential scanning calorimeter curve. (a) PP curve of core material; (b) panel GF/PP curve.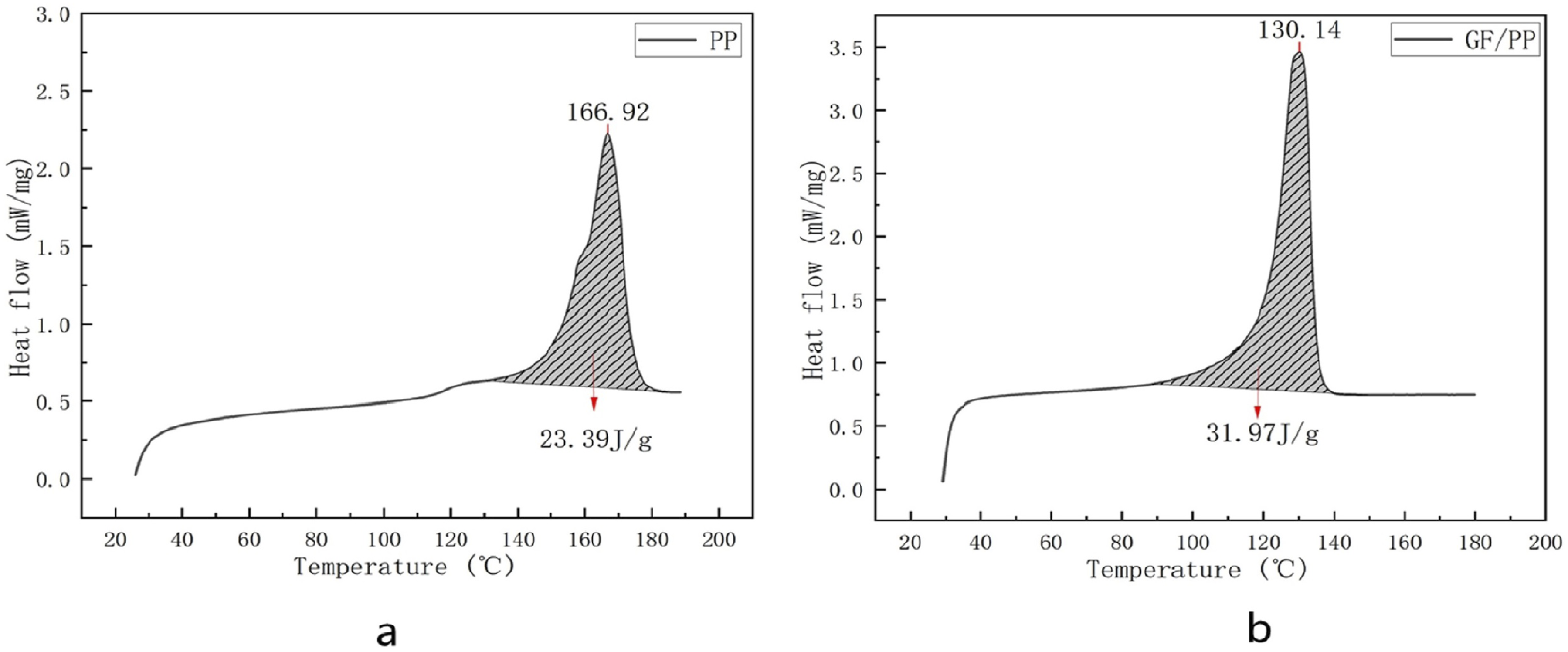
Because the high-temperature mold in this paper is heated in the high-temperature oven, there is a part of heat loss when it is transferred from the oven to the formed workpiece, and the high-temperature mold will also lose heat when heat transfer is carried out on the sample. To ensure a good fusion connection between the panel and the core material, the minimum temperature in this experiment is higher than the melting point of the sandwich structure core material.
Displacement-load curve analysis of climbing drum peeling test of sandwich structure
The load-displacement curve obtained by the climbing drum peel test is shown in Figure 5. It can be seen from the peeling load in the load-displacement curve of the drum peeling test that at the beginning of the peeling test, because the drum needs to curl the panel of the sandwich structure, the peeling between the panel and the core material does not occur at this stage. In this process, the load rise is mainly due to the stiffness of the panel itself. When the drum begins to curl to the bonding part of the sandwich structure panel and the core material, the load rises rapidly, and the panel and core material of the sandwich structure begin to peel off. In this process, the rise of the load-displacement curve is mainly due to the destruction of the surface-core connection interface of the sandwich structure. Then the peeling load is in a stable fluctuation state, and the load value at this stage includes the destruction of the surface-core connection and the resistance required to curl the panel, so evaluating the connection strength of the core interface needs to subtract the resistance load. The front part of the resistance load in the load-displacement curve is the same as the peeling load, both of which curl the panel of the sandwich structure through the drum. It can be seen from the diagram that the initial stage of the resistance load curve and the peeling load curve are the same. However, since the measurement of the resistance load is after the peeling load, the rate of load rise is slightly reduced when the resistance load is measured because the panel has been curled once. The panel of the sandwich structure itself has a certain stiffness, and the second drum experiment only measures the influence of the panel on the peeling force. Therefore, when the load reaches a certain level, the data is stable, and the resistance load curve is stable and tends to be linear. Roller stripping load-displacement curve.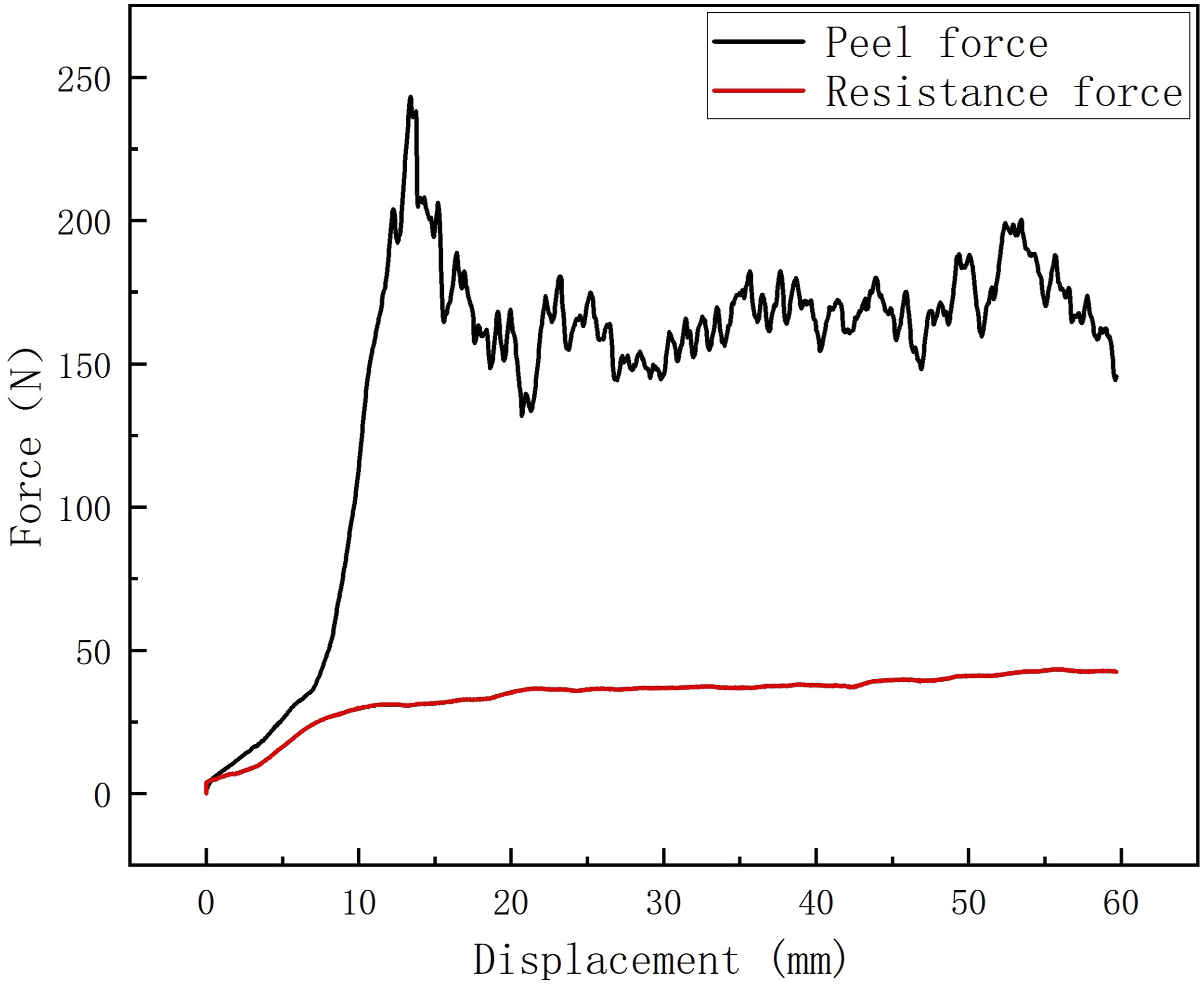
The direction of the continuous glass fiber in the panel of the sandwich structure is consistent with the climbing drum peel direction. The continuous glass fiber has a better bonding effect with the polypropylene resin matrix. There is no residual stress inside the panel, and it can continuously and stably resist the external load. Therefore, under the action of the peeling load, the panel and core can be debonded and separated, and the panel can be well curled. In the process of the climbing drum peel test, the structures were effectively damaged, and the influence of other factors was excluded, which makes the data of the climbing drum peel test more stable and reliable.
The average value of the peeling load in the stable region of the load-displacement curve is calculated as the peeling load value of the sandwich structure sample. The stable section of the resistance load is used as the resistance load value of the sandwich structure, which is substituted into Formula (1) for calculation, and the peeling strength value of the sandwich structure sample is obtained, unit: (N · mm)/mm. According to the drum’s peeling strength value, the face core’s bonding quality in the sandwich structure under different process parameters is evaluated.
Effects of different process parameters and their coupling on the climbing drum peeling strength of the sandwich structure
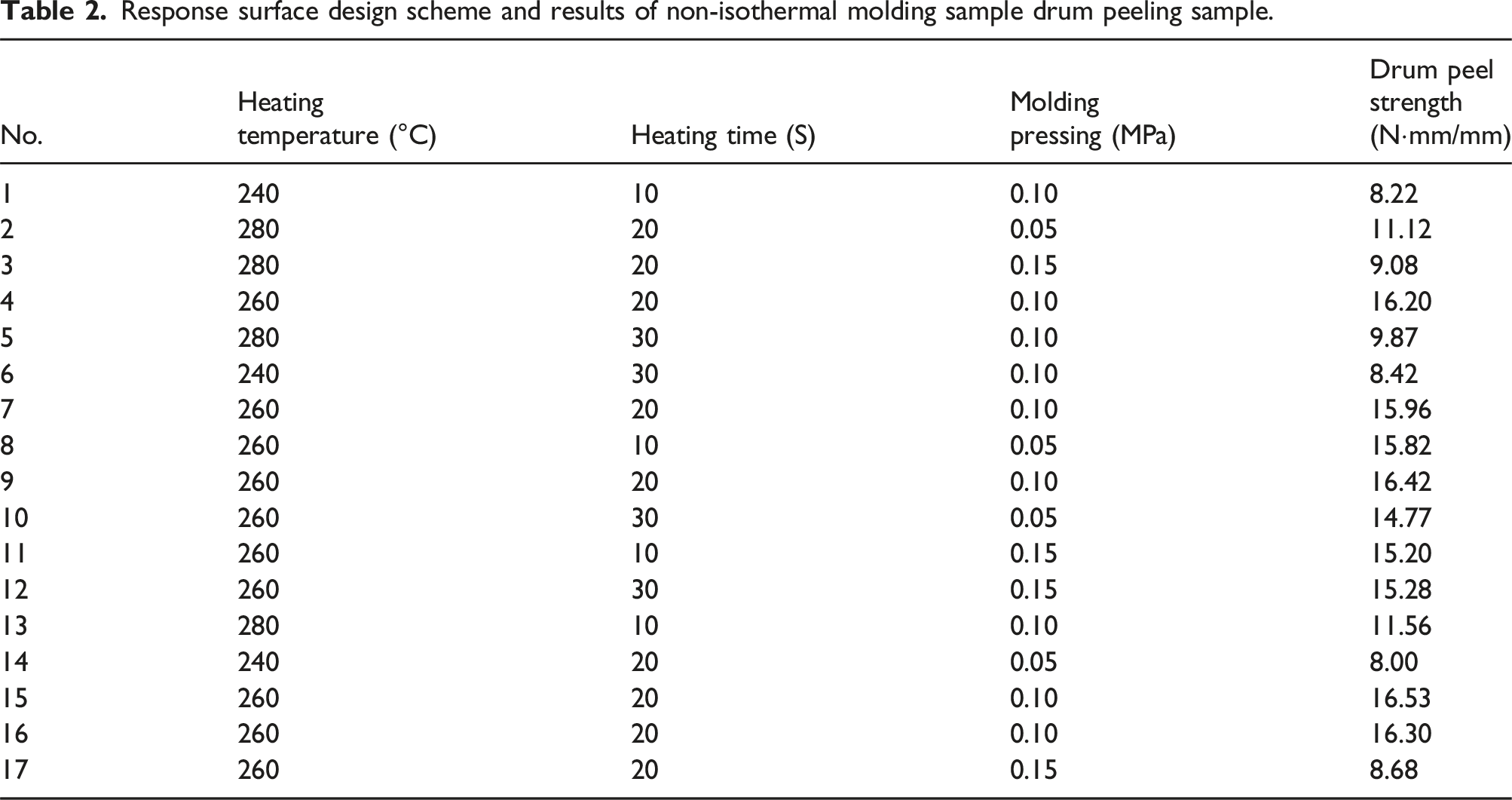
Response surface design scheme and results of non-isothermal molding sample drum peeling sample.
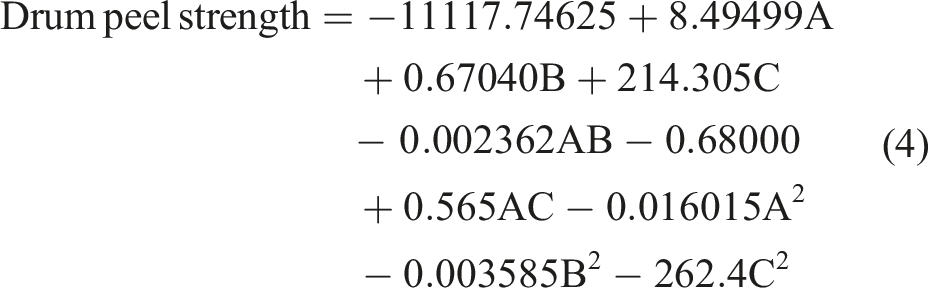
In the formula: A is Heating temperature, the unit is °C; B is Heating time, the unit is s; C is Molding pressing, the unit is Mpa.
Regression equation coefficient and significance test of non-isothermal molding sample drum peeling test.
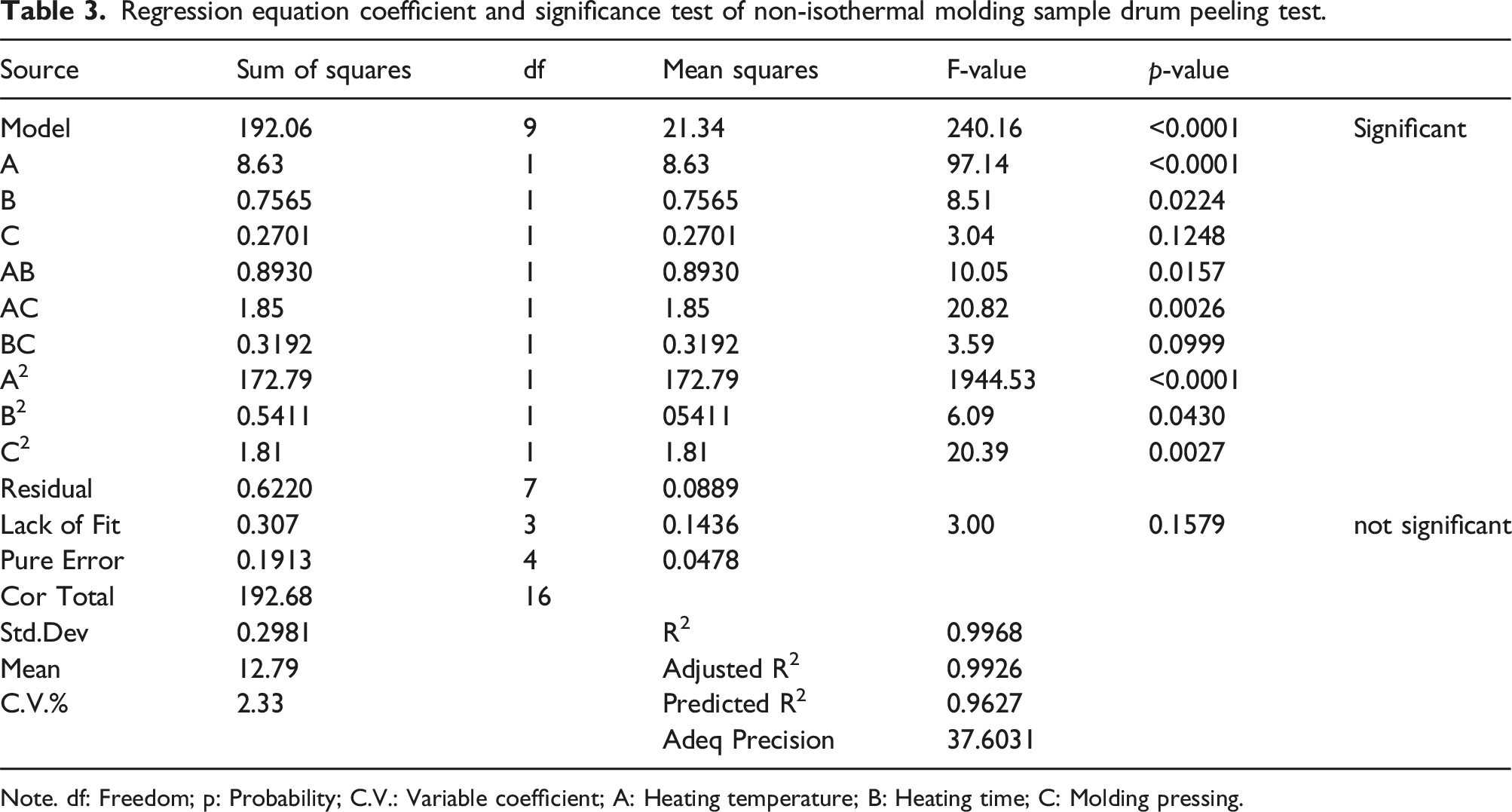
Note. df: Freedom; p: Probability; C.V.: Variable coefficient; A: Heating temperature; B: Heating time; C: Molding pressing.
From the p values of the three process parameters A, B, and C in Table 3, it can be concluded that the heating temperature of the mold has the most significant effect on the drum peel strength of the sample, and the p value of the pressure during the cooling molding process is greater than 0.05, indicating that the pressure has no significant effect on the drum peel strength of the sandwich structure formed by non-isothermal molding. In the molding process, the heating temperature of the heating mold is higher than the melting temperature of the panel and the core material of the sandwich structure, so that the panel and the core material of the sandwich structure are flowing. In this process, the structure loses its original bearing capacity, so the subsequent colding molding process does not need to apply too much pressure. The main role of the pressure in the cooling molding process is to make the panel and the core material of the sandwich structure close to each other after melting so that the molecular chains can diffuse. At the same time, the gap and bubbles between the panel and the core tube wall are discharged, and natural cooling forms a reliable surface-core connection interface to maintain structural stability.
Whether the heating of the sample by the heating mold is sufficient depends on the heating time of the mold to the sample. If the heating time is too short, the heat of the mold may not be fully transferred to the sandwich structure, and it will lead to uneven heating, which makes the quality of the face-core connection interface very poor. However, the too long heating time may lead to excessive melting of the interface of the sandwich structure, and even make the panel in direct contact with the heating mold fit, so that the next cooling and compression molding cannot be carried out.
The heating temperature of the heating mold during the non-isothermal molding process has the most significant effect on the drum peel strength of the sample. To form a good melt interface connection between the panel and the core material of the sandwich structure, the heating mold must ensure that the panel and the core material are melted when heating the sandwich structure. The heating temperature is an important process parameter for the melting softening of the resin between the sandwich panel and the core material through the interface between the two.
The results of the coupling of different process parameters on the climbing drum peel strength during the non-isothermal molding process are shown in Figure 6.Through the three-dimensional response surface diagram, the effects of different process parameters and their coupling effects on the results can be obtained. The coupling effect of the heating temperature of the heating mold and the heating time of the mold on the sample has the most significant effect on the peeling strength of the drum. During the non-isothermal molding process, the temperature is very important for the melting of the panel and core resin of the sandwich structure. If the heating temperature is too low or the heating time is not enough, the resin will not be fully melted, the viscosity is high, the diffusion between the molecular chains is slow, and the bonding quality of the face-core interface is reduced. When the temperature is too high or the heating time is too long, the polypropylene resin is prone to decomposition, which will also reduce the bonding quality between the panel and the core material. Figure 7 is the sample of the sandwich structure heated for 30 s under the heating mold at 280°C. It can be observed that due to excessive heating, the panel of the structure has undergone obvious deformation and cracking, and the core material has also collapsed due to excessive melting. The quality of the surface-core interface of the structure is seriously affected, and the climbing drum peel strength will also be significantly reduced. The influence of the coupling of non-isothermal molding process parameters on the climbing drum peeling strength. (a) Coupling of heating time and heating temperature; (b) coupling of heating temperature and forming pressure; (c) coupling of heating time and forming pressure. Macroscopic defects of sandwich structure caused by high temperature.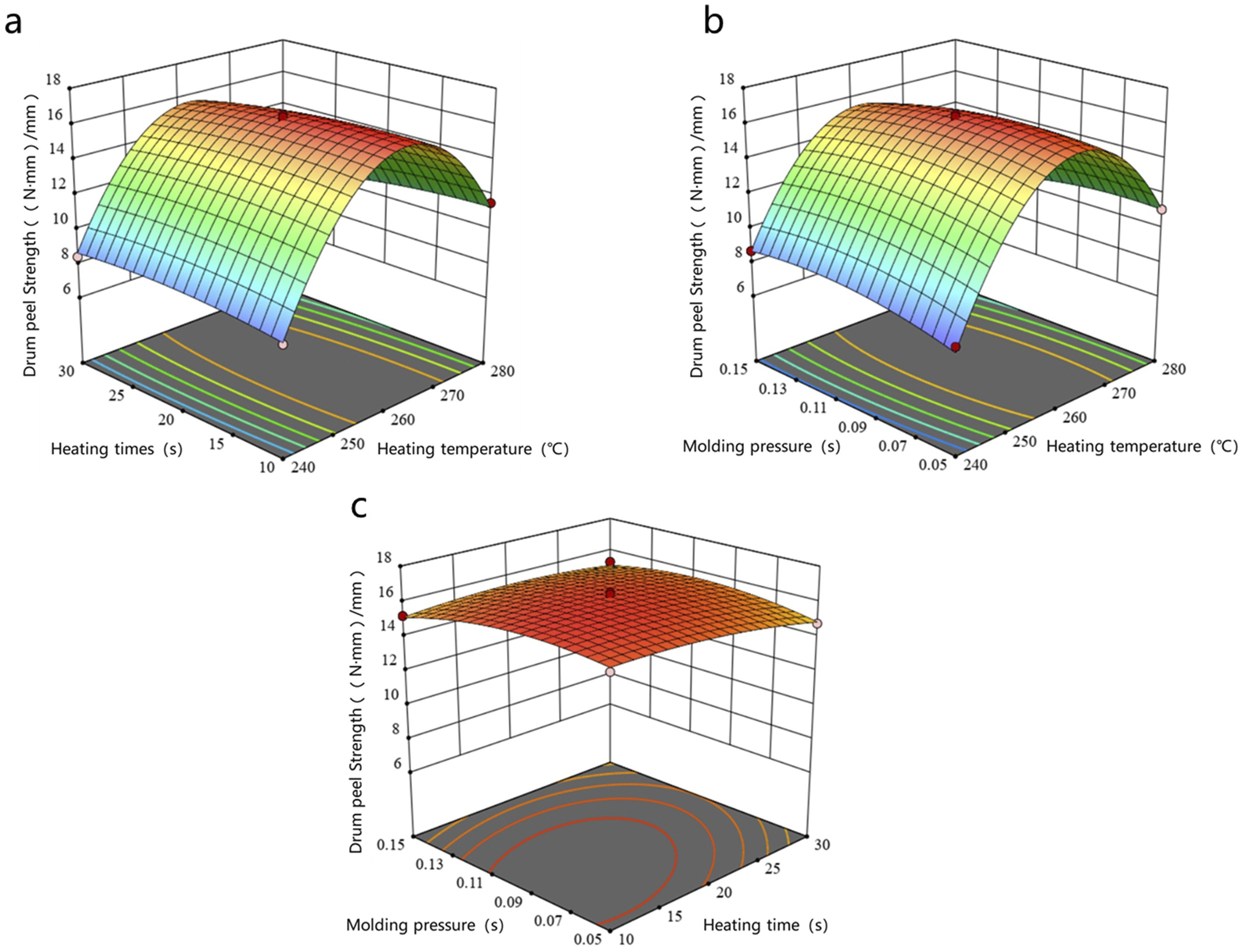
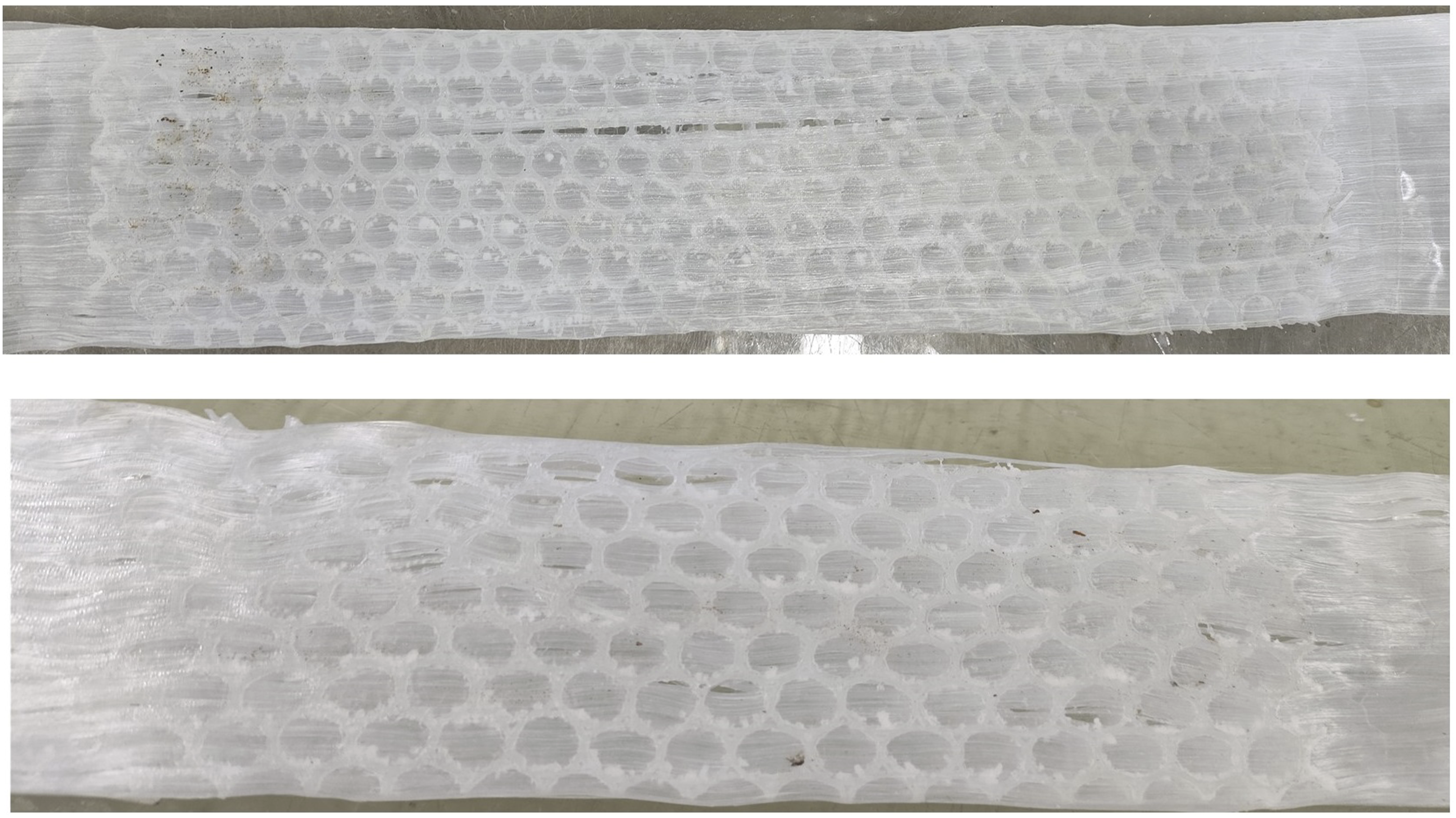
Figure 6(c) shows the influence of the coupling effect of heating time and forming pressure on the climbing drum peel strength of the structural at the temperature of 260°C of the heating mold. The heating time and molding pressure have a certain influence on the peeling strength of the sample, but it is not significant. Because the pressure in the cooling forming process has little effect on the peeling strength of the sample drum, and in the process of heating the sandwich structure by the heating mold, with the extension of time, the heating mold has heat dissipation loss and the temperature will be reduced. The high-temperature mold heats the sample for enough time to ensure that the part of the sandwich structure panel and the core material contact can be fully melted and the molecular chain of the resin can be fully diffused. The pressure applied during the cooling forming process makes the face core of the structure closely fit and improves the interface bonding quality of the face core.
The test results obtained by the test scheme of response surface design showed that the high-temperature mold at 260°C heated the sandwich structure for 20 s and applied a pressure of 0.10 MPa to obtain the highest climbing drum peeling strength of the sample, up to 16.53 (N·mm)/mm. Through the optimization of the response surface by design expert software, the optimal parameter combination in the non-isothermal molding process in this paper is obtained. The heating temperature of the high-temperature mold is 262°C, the heating time is 14 s, and the pressure of the cooling molding is 0.08 MPa. The quadratic model of the response surface predicts that the climbing drum peel strength of the sample is 16.48 (N·mm)/mm under the optimal process parameter combination. According to the optimal combination of process parameters provided by the model optimization, the sandwich structure samples were prepared, and the climbing drum peeling test was carried out. To avoid the contingency of the test, three samples were prepared by the same preparation process. Finally, the drum peel strength of the three samples was 16.28 (N·mm)/mm, 16.19 (N·mm)/mm and 16.46 (N·mm)/mm, respectively. The errors corresponding to the predicted values were 1.2 %, 1.7 %, and 0.1 %, respectively. The error range was within 2 %, which was consistent with the predicted value, indicating the accuracy of the model prediction.
Analysis of the failure mode of the sample after cylinder peeling
Figure 8 is the climbing drum peeling sample prepared by the non-isothermal molding process of the low-temperature workpiece formed by the high-temperature mold in this paper and the photo after the peeling of the sample. From Figure 8(a), it can be seen that under the action of high-temperature mold, the core material part of the sandwich structure connected to the panel is melted, and the core material and the panel are connected through the hole wall of the circular honeycomb to form a melting connection with a certain area, and the melting area occurs in the hole wall position; it can be seen from Figure 8(b) that the inner surface of the panel becomes uneven after the climbing drum peel test of the sandwich structure sample. It can be seen that the connection with the core tube wall has a certain bonding strength, and there are pull-out marks on the inner surface of the panel after the climbing drum peel test. At the same time, the thickness of the honeycomb tube wall of the core material in contact with the inner surface of the panel increases compared with that before the connection, indicating that the core material here also melts with resin. Climbing drum peeling samples and peeled samples prepared by non-isothermal molding process. (a) Sample before climbing drum peeling (b) sample after climbing drum peeling.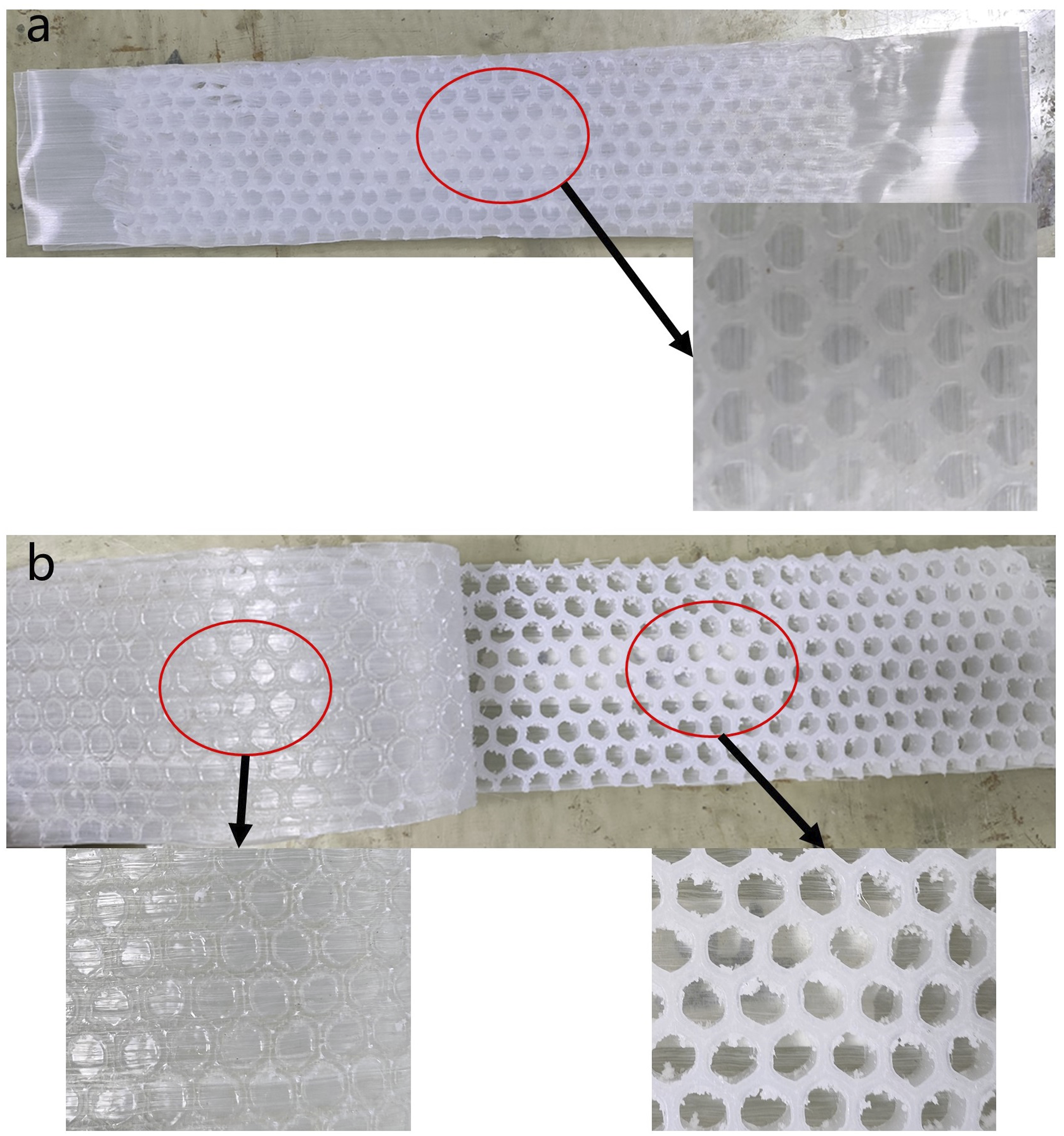
The inner surface of the panel after the drum peeling above was observed by a three-dimensional topography instrument, and a three-dimensional height cloud map was drawn. The three-dimensional height cloud image observed by the three-dimensional profilometer is shown in Figure 9. Through the height of the three-dimensional morphology, it can be seen that the face-core connection of the sandwich structure is realized through the panel and the wall of the honeycomb core material, so the panel part connected to the wall of the honeycomb core material is lower than other positions, forming a gully-like shape. Because the melting connection of the face-core occurs in this area, the damage between the climbing drum peel panel and the core material also occurs in this area, so the damage of the resin matrix similar to the pull-off occurs on the inner surface of the panel near the core material after peeling. After peeling, the panel part on both sides of the connection position with the pipe wall will have a burr-like height irregular fluctuation, and the height is significantly higher than other parts, because this position does not melt and connect with the core material, but the core material will be stripped from the inner surface of the panel. The resin near the connection area is destroyed, so there will be a mountain-like irregular fluctuation at this position; the panel corresponding to the position of the tube hole does not contact with the honeycomb core material, and the height does not change after peeling. It shows that the resin of the panel and the core material of the sandwich structure have been closely connected. During the climbing drum peel test, the resin matrix of the sandwich structure was destroyed, indicating that the sample of the sandwich structure prepared by predicting the optimal process parameters has good face-core connection quality and a reliable connection between the panel and the core material is formed. Three-dimensional shape height cloud diagram of the panel after peeling.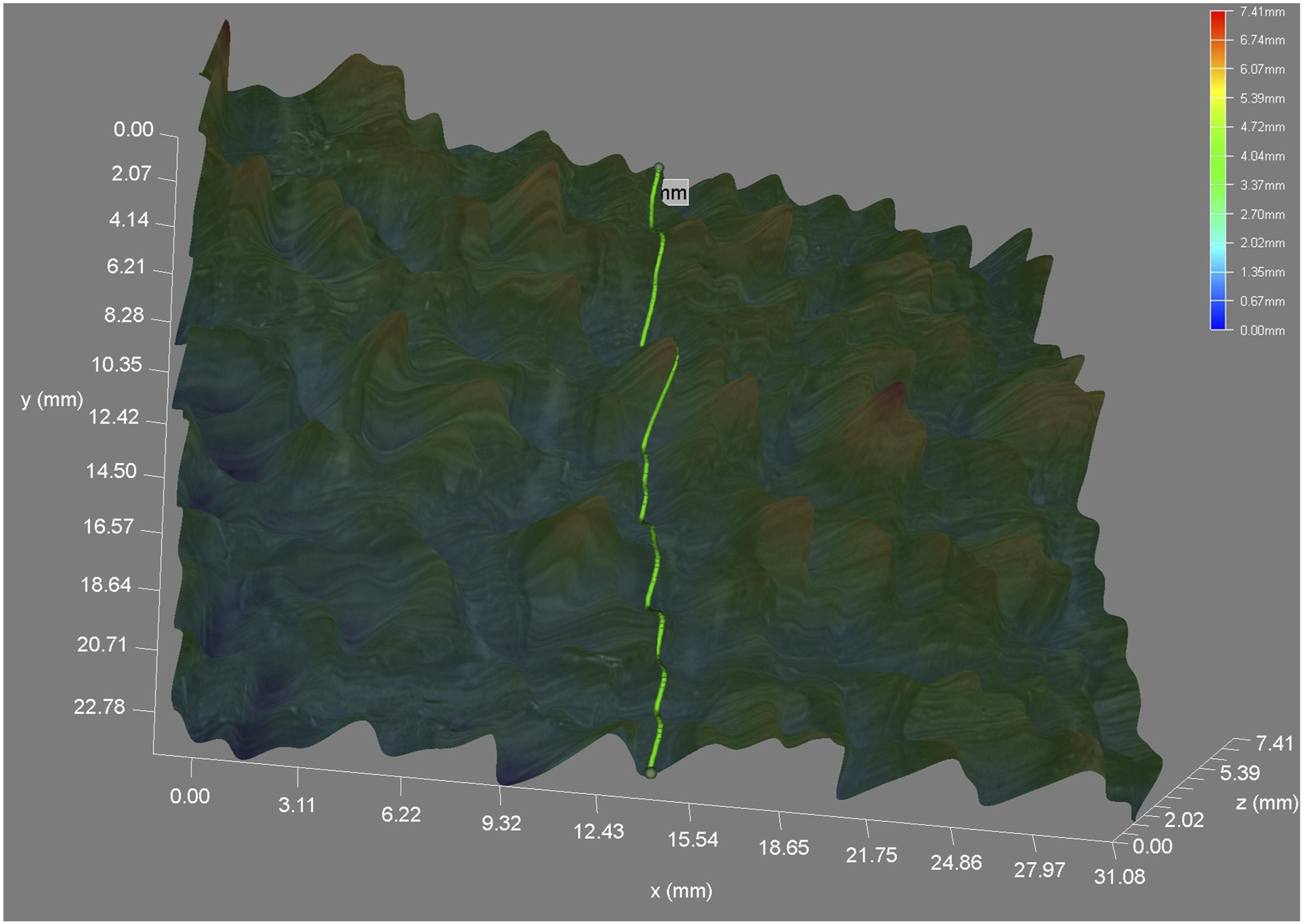
Effect of panel thickness on bending stiffness of sandwich structure
The failure of the sandwich structure in the bending test can occur through a variety of damage mechanisms, such as delamination, face-core debonding, core shear failure, panel compression tensile failure, panel indentation failure, and panel shear failure.35–39 Reyes et al. 40 prepared and tested lightweight energy-absorbing sandwich panels based on aluminum foam and thermoplastic fiber-reinforced shells. Three-point bending tests at quasi-static loading rates showed that these systems failed in multiple modes. The cross sandwich plate is characterized by core yield and overall bending, and the braided system has an indentation, surface wrinkling, and local foam breakage. Tayyab Khan et al. 25 studied the bending resistance of sandwich panels. The experimental results show that compared with other types of sandwich panels based on honeycomb cores such as aluminum and Nomex, fiber-reinforced honeycombs have higher bending strength. The bending damage is mainly due to the breakage of the core material and the adhesion failure between the core material and the panel.
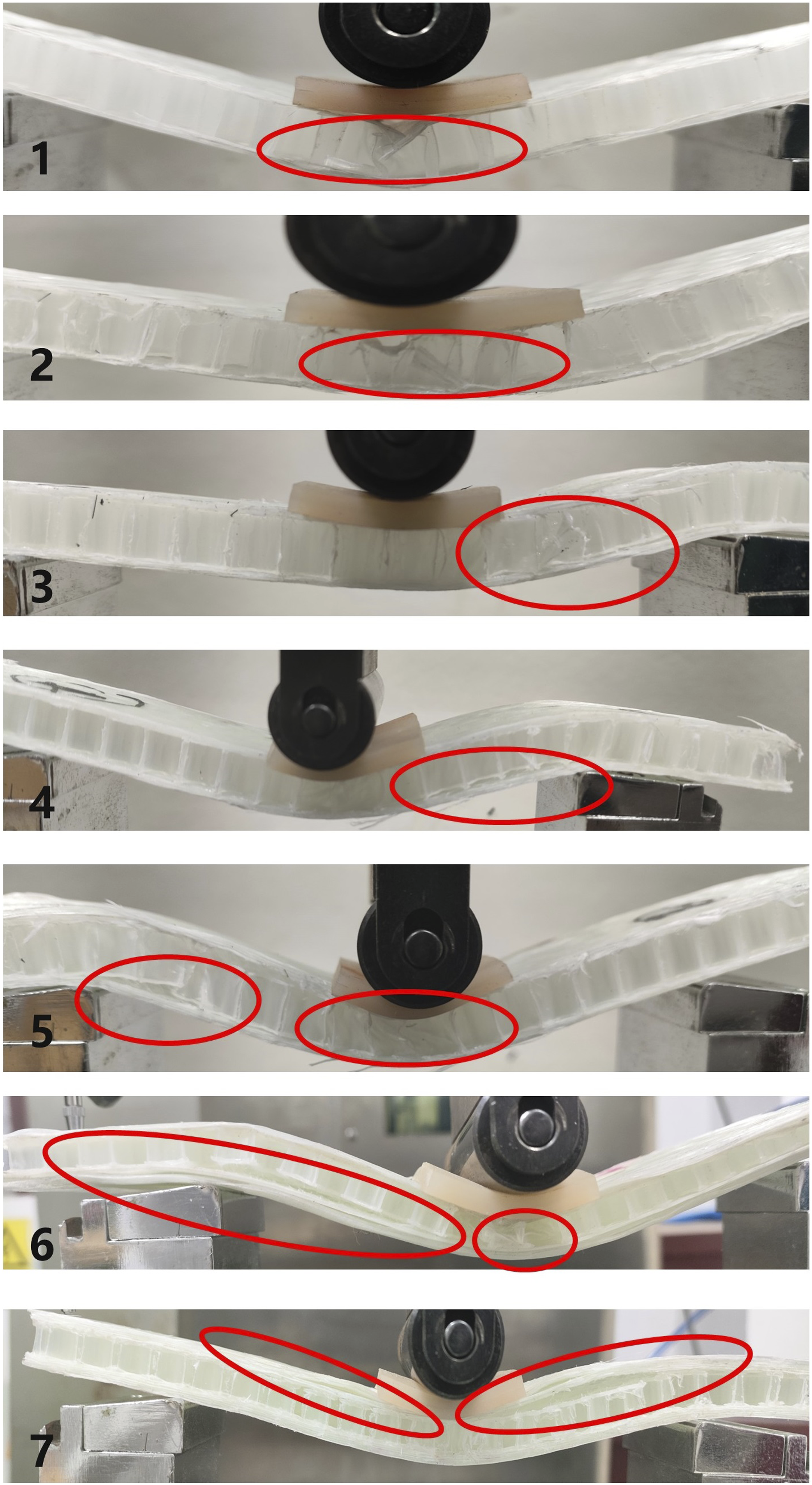
In the previous section, the surface-core connection quality of the sandwich structure was studied by the drum peeling test. This section explores the influence of the panel thickness on the overall bending stiffness of the sandwich structure and the mode of bending failure. Due to the same volume content of composite materials, the fiber number of continuous fiber reinforced composite materials is less than that of short fiber composite materials, the stress concentration caused by the fiber end is less, and the material damage is more difficult. Therefore, the continuous fiber-reinforced composite material as the panel of the structure can avoid the decrease of the bearing capacity of the structure and the failure of the structure due to the failure of the panel. The fiber direction is along the length direction of the sample and the ply direction of all panels is consistent. During the bending process, the continuous glass fiber can better bear the bending load. In this paper, 1, 2, 3, 4, 5, 6 and 7 layers of sandwich structure panels with different layers were prepared respectively, and the three-point bending test was carried out. Figure 10 is the load-displacement curve of the three-point bending test of the sandwich structure with 7 different panel layers. It can be seen from the figure that in the first stage, that is, at the beginning of the test, the load-displacement curve of the sandwich structure with different panel layers increases linearly. The specimen does not fail during this stage and bears the applied load as a whole. The load-displacement curve at this stage is similar to the classical elastic-plastic load-displacement curve, and the overall stiffness of the specimen is also mainly reflected at this stage. With the increase in the number of panel layers, the corresponding peak load also increases. When the number of panel layers increases to 5, the peak load does not change significantly with the increase of the number of panel layers. The more layers of the panel, the displacement corresponding to the peak load is also increasing. After the peak load is reached, the specimen begins to fail in different modes. Figure 11 is the failure diagram of the sandwich structure with different panel layers. The sandwich structure of the 1-layer plate will have indentations at the peak point. After the peak point, the curve begins to decline, and the overall bearing capacity of the sample decreases greatly until the sample completely fails. At this time, in addition to the indentation of the panel, the sample under the indenter appears small pores, and the honeycomb core material has local collapse. The peak load of the 2-layer sandwich structure has a significant increase compared with that of the 1-layer sandwich structure. At the peak point, the core material of the sandwich structure has a large area of crushing. After the peak point, the load-displacement curve decreases more rapidly, and the specimen tends to be straight after failure. After reaching the peak point, the fracture failure occurred in the core material of the sandwich structure of the 3-layer plate next to the indenter. The failure position did not appear directly below the indenter. When the failure occurred, the deflections at the left and right ends were quite different. The deflection near the failure position was significantly smaller than that at the other end. After reaching the peak load, the load-displacement curve of the sandwich structure of the 4-layer panel does not decrease sharply but decreases in a relatively gentle wave-like manner. This is because the sandwich structure occurs debonding between the panel and the new material after reaching the peak load. This failure mode is gradual, and the residual load after failure is also significantly higher than other sandwich structures. The peak load of the sandwich structure with a 5-layer panel is significantly higher than that of the sandwich structure with a 4-layer panel, and the displacement corresponding to the peak point also increases accordingly. After the load reaches the peak, the core material buckles and crushes, and a large area of debonding occurs between the panel and the core material. The deflection near the debonding section is much smaller than that of the other section, the whole sandwich structure is distorted, and the internal core material is also destroyed. When the panel increases to 6 and 7 layers, the difference between the peak load and the 5-layer panel is not significant. This is because the failure modes of the 5-layer panel and the 6-layer and 7-layer sandwich structures are basically the same. The failure behavior of the sandwich structure under bending load is mainly reflected in the large-area debonding of the panel and the core material, and then the core material is destroyed. After the large-area debonding failure of the core, the bending load is mainly carried by the panel of the sandwich structure. Therefore, as the number of sandwich structure panels increases, the residual load after failure will also increase. Bending test load-displacement curves of different panel layers. Failure diagram of panel sandwich structure with different layers.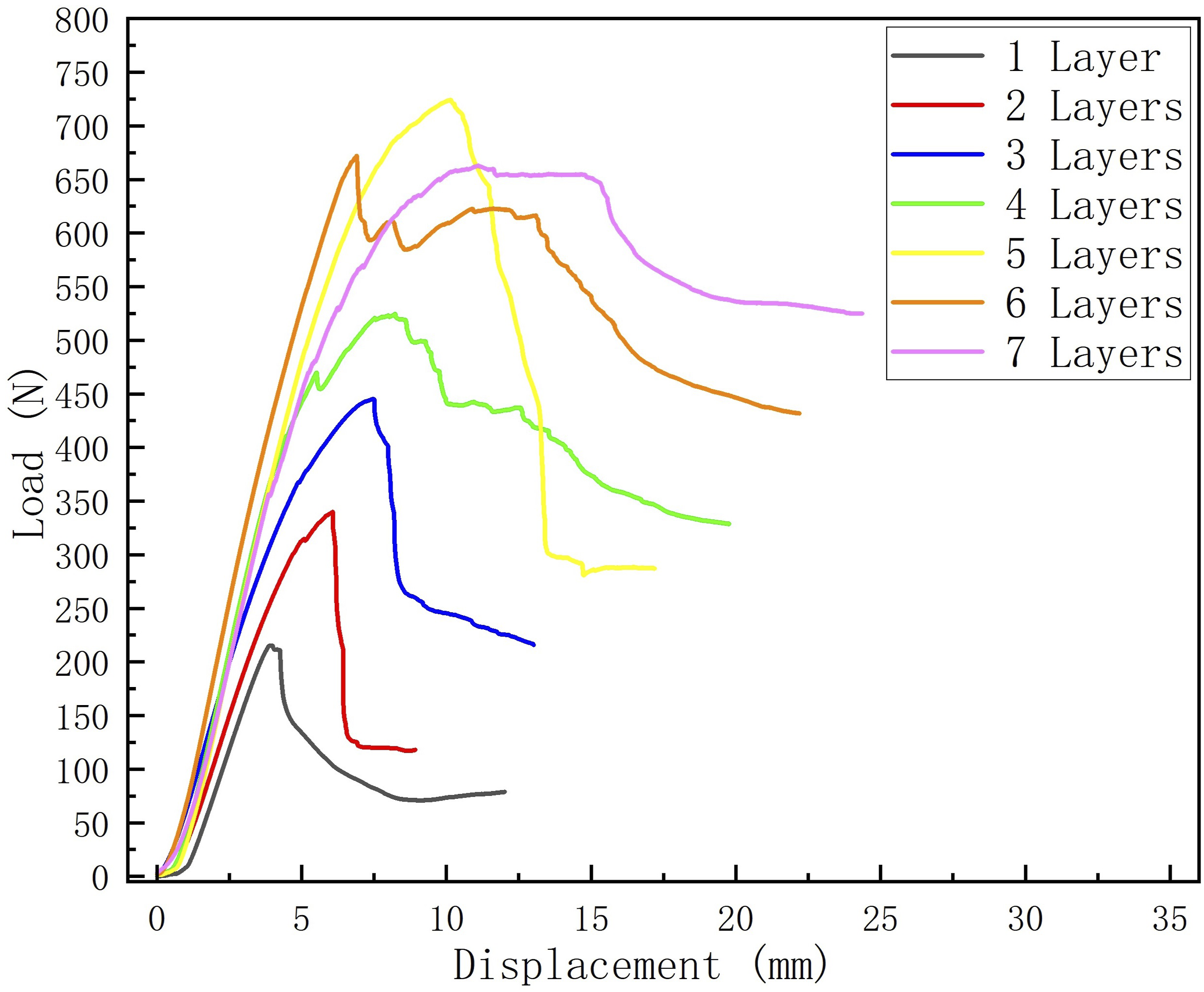
Specific stiffness of sandwich structures with different panel layers.

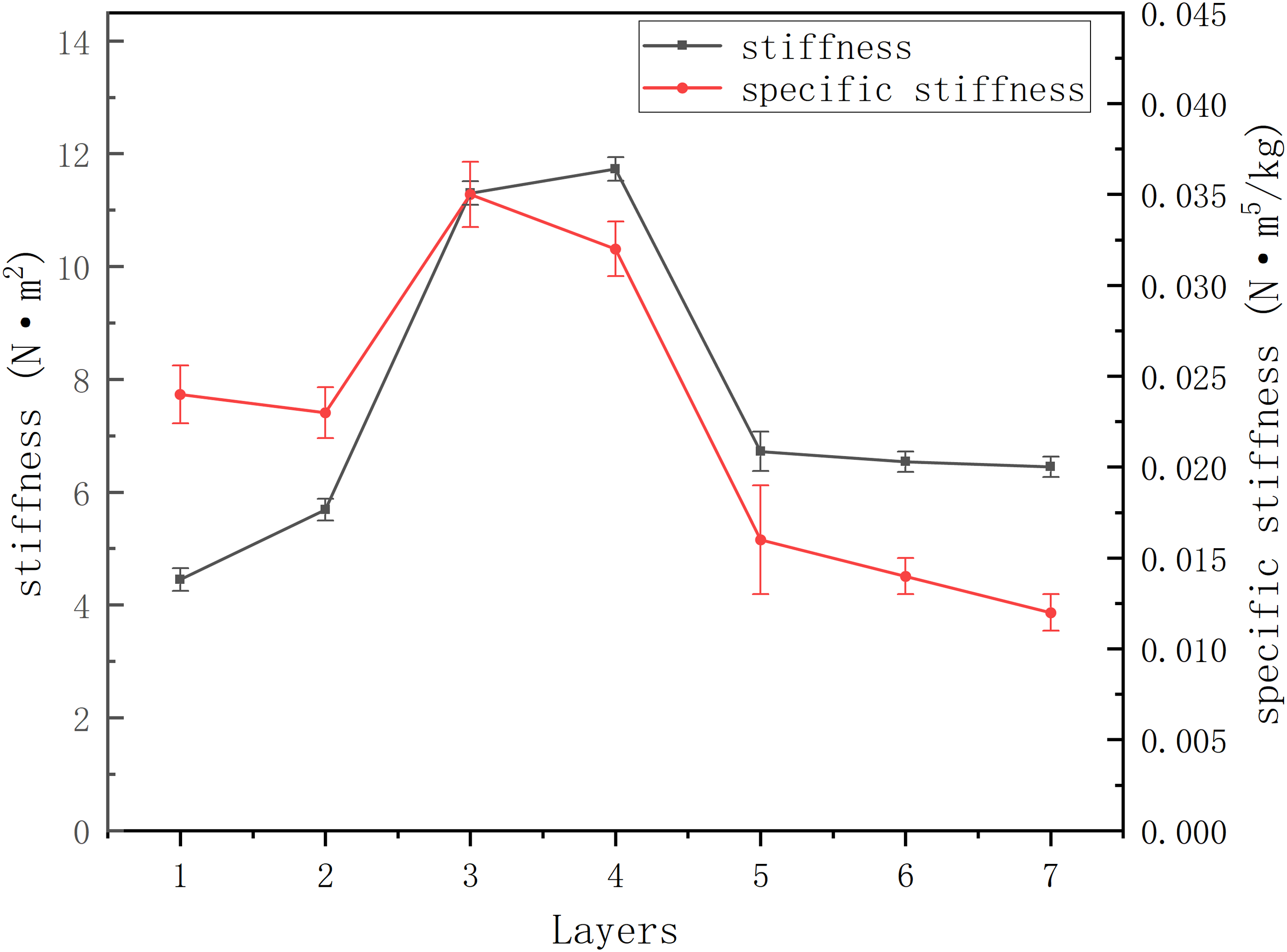
Comparison of stiffness and specific stiffness of sandwich structures with different panel layers.
Conclusion
In this paper, the non-isothermal molding process of high-temperature mold forming low-temperature workpiece to prepare fully thermoplastic composite sandwich structure samples has good surface-core connection quality and overall resistance to deformation, which provides a new method for the preparation of fully thermoplastic composite sandwich structure. The effects of different process parameters and their coupling on the interface bonding quality of the sandwich structure were studied by the response surface method, and the optimum process parameters were obtained. The influence of the number of layers of the panel on the overall stiffness of the sandwich structure was studied by a three-point bending test.
The preparation and mechanical properties of thermoplastic composite sandwich structures still need further research and improvement. It is necessary to study the preparation of thermoplastic composite sandwich structures with automatic equipment to improve the preparation efficiency. To improve the bearing capacity and energy absorption of sandwich structures, it is necessary to study the preparation methods of hierarchical and gradient sandwich structures.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Special Funds of 2023 Jiangsu Prvincial Science and Technology Plan (ZAG23009).
Data availability statement
All data generated or analyzed during this study are included in this published article.