
Abstract
Aluminum composites are widely used in aviation, space, automotive, and marine applications due to their excellent properties, including high strength and strong resistance to corrosion. This study investigates the microstructure, mechanical properties, and corrosion behavior of aluminum matrix composites (AMCs) reinforced with alumina (Al₂O₃) and copper (Cu) particulates, aimed at enhancing the material’s structural performance for potential engineering applications. Composite samples were prepared via double stir casting, utilizing varying ratios of Al₂O₃ and Cu. Microstructural analysis revealed uniform dispersion of Al₂O₃ in the aluminum matrix, promoting grain refinement and improved load-bearing capability, while Cu particles contributed to enhanced ductility by forming Al-Cu intermetallic phases. The addition of Al₂O₃ notably improved the composites’ hardness and tensile strength, whereas Cu increased ductility but led to reduced corrosion resistance due to galvanic effects between Al and Cu phases, especially in saline environments. Corrosion testing indicated that Cu-reinforced samples displayed a comparatively higher corrosion rate. These findings underscore the promise of Al₂O₃-reinforced AMCs for applications requiring improved mechanical strength and durability, while Cu reinforcement could be tailored for applications needing enhanced ductility. This research provides insight into designing AMCs with specific property trade-offs and advancing material options for the automotive and marine engineering industries.
Introduction
The development of aluminum matrix composites (AMCs) has been a focal point of materials research due to their exceptional strength-to-weight ratio, high thermal conductivity, and good corrosion resistance, making them ideal candidates for aerospace, automotive, and marine applications.1,2 In recent years, significant research efforts have been directed toward enhancing the mechanical and corrosion properties of AMCs by incorporating various reinforcements, such as ceramics and metals. 3 Badran et al. investigated Al6061/TiO₂ microcomposites synthesized via stir casting, reporting significant mechanical strength and hardness improvements. 4 Vijayan et al. synthesized LM26 aluminum alloy hybrids with ZrB₂ and copper-coated steel fibers, achieving exceptional mechanical properties ideal for automotive applications. 5 Bharath et al. demonstrated microstructural refinement in Al6061 composites by dispersing Al₂O₃ particulates, which enhanced material properties. 6 Ahmed Fouly et al. fabricated SiC-reinforced Al composites, highlighting improved mechanical and tribological performance due to homogeneous particle distribution and strong interfacial bonding. 7 Abdo et al. reinforced aluminum with TiC, noting superior strength attributed to grain refinement, grain boundary, and Orowan strengthening mechanisms. 8 Shin et al. incorporated TiO₂ particles into Al2024 using powder metallurgy, achieving enhanced mechanical properties despite challenges like particle clustering and porosity. 9 Ramnath et al. improved wettability and mechanical responses in LM25 aluminum alloy by preheating Al₂O₃ and B₄C particles and adding Mg particles to Al6061 composites. 10 While substantial progress has been made in developing AMCs with individual reinforcements, there remains a limited understanding of the synergistic effects of combining metallic and ceramic reinforcements to achieve balanced mechanical properties and corrosion resistance. This research gap underscores the need to investigate hybrid reinforcements that optimize these attributes.
Hybrid reinforcements have gained attention as they offer the potential to synergize the benefits of both metallic and ceramic phases, thereby optimizing the performance of the composites. 11 Among the different combinations of reinforcements, the use of Cu and Al₂O₃ within an Al matrix has emerged as a promising approach to improve both the tensile and corrosion properties of AMCs.12,13 Studies have explored the use of different reinforcements in AMCs, with findings indicating substantial improvements in mechanical properties and corrosion resistance. Chandru 14 reported enhanced mechanical properties in AMCs reinforced with Al₂O₃ particulates, while Oke et al. 15 demonstrated improved wear resistance and thermal stability in Cu-reinforced AMCs. These studies highlight the potential of hybrid reinforcements to synergistically enhance the properties of AMCs produced by the stir casting technique. However, the influence of combining Cu and Al₂O₃ on microstructure evolution, phase formation, and their subsequent impact on mechanical and corrosion performance remains underexplored. This research hypothesizes that combining Cu and Al₂O₃ reinforcements can lead to refined microstructures, enhanced load transfer, and improved corrosion resistance due to the complementary properties of the reinforcements.
The incorporation of Cu as a reinforcement in AMCs is motivated by its ability to enhance the ductility and toughness of the composite.16,17 Cu is known for its excellent electrical and thermal conductivity and its ability to form intermetallic compounds with aluminum, such as Al₂Cu, which contribute to improved mechanical properties. 18 Previous studies have demonstrated that adding Cu to Al alloys can significantly increase tensile strength and elongation due to solid solution strengthening and precipitation hardening mechanisms. Rostami et al. (2021) reported that adding 5 wt% Cu to AMC significantly increased tensile strength, attributed to the formation of fine Al₂Cu precipitates that hinder dislocation motion. 19 However, Cu’s addition can also have complex effects on the corrosion behavior of the composite, necessitating a careful balance between mechanical enhancement and corrosion resistance.
On the other hand, Al₂O₃ is widely used as a ceramic reinforcement in AMCs due to its high hardness, low density, and excellent wear resistance. 20 The addition of Al₂O₃ to aluminum matrices has been shown to significantly increase the hardness and tensile strength of the composite by providing a high load-bearing capability and resistance to deformation.21,22 Zayed et al. (2019) observed that the addition of 10 wt% Al₂O₃ particles to an aluminum matrix increased the composite’s hardness by 60% and improved its tensile strength by 40%. 23 Moreover, Al₂O₃ particles act as effective barriers to dislocation movement, contributing to the overall strengthening of the composite through mechanisms such as Orowan looping and grain boundary strengthening.24,25 Despite these benefits, ceramic particles in the matrix can lead to increased brittleness, highlighting the need for an optimal combination of metallic and ceramic reinforcements to balance strength and ductility. 26 The interaction between Al₂O₃ and Cu, especially in forming intermetallic phases like Al₂Cu, offers enhanced mechanical properties but requires detailed investigation to understand its influence on ductility and corrosion resistance.
The interaction between Al₂O₃ and Cu, can lead to the formation of intermetallic phases such as Al₂Cu, which can enhance hardness and strength but may also impact ductility and corrosion behavior. 27 The tensile properties of AMCs are key indicators of their suitability for structural applications. The combination of metallic and ceramic reinforcements within the Al matrix can significantly enhance tensile strength due to mechanisms such as grain refinement, Orowan strengthening, and load transfer. 28 However, the reinforcement type, size, distribution, and matrix-reinforcement interfacial bonding critically influence these properties. 29 Previous research has demonstrated that incorporating Cu in the Al matrix can improve ductility due to its metallic nature, while SiC contributes to increased strength and hardness. 30 Therefore, understanding the tensile behavior of Al/Cu/Al₂O₃ composites is essential for tailoring their mechanical properties to specific application requirements.
Corrosion resistance is a critical consideration in the application of AMCs, particularly in environments where the material is exposed to moisture, salt, and other corrosive agents. 31 Adding Cu to Al matrix can potentially decrease corrosion resistance due to the formation of galvanic cells between Cu-rich phases and the Al matrix, leading to accelerated corrosion rates. 32 However, Al₂O₃, being chemically inert and non-conductive, does not participate in galvanic corrosion and can act as a protective barrier against corrosive elements. 33 Previous studies have shown that the presence of alumina in AMCs can enhance corrosion resistance by reducing the active surface area exposed to the corrosive medium. For example, Alaneme et al. (2011) reported that AMCs reinforced with 10 wt% Al₂O₃ exhibited a reduction in corrosion rate compared to the unreinforced matrix, attributed to the ceramic’s barrier effect. 34 Understanding the interplay between Cu-induced galvanic activity and Al₂O₃’s barrier effect is vital for optimizing corrosion performance in hybrid-reinforced AMCs.
This study aims to bridge the research gap by investigating the synergistic effects of Cu and Al₂O₃ hybrid reinforcements on the microstructure, phase formation, tensile properties, and corrosion resistance of AMCs produced via stir casting. By examining the combined influence of these reinforcements, the research seeks to optimize the balance between mechanical performance and corrosion resistance, offering a comprehensive understanding of the material’s behavior and performance. The findings are expected to contribute significantly to developing advanced AMCs with tailored properties for diverse engineering applications.
Materials and method
Materials
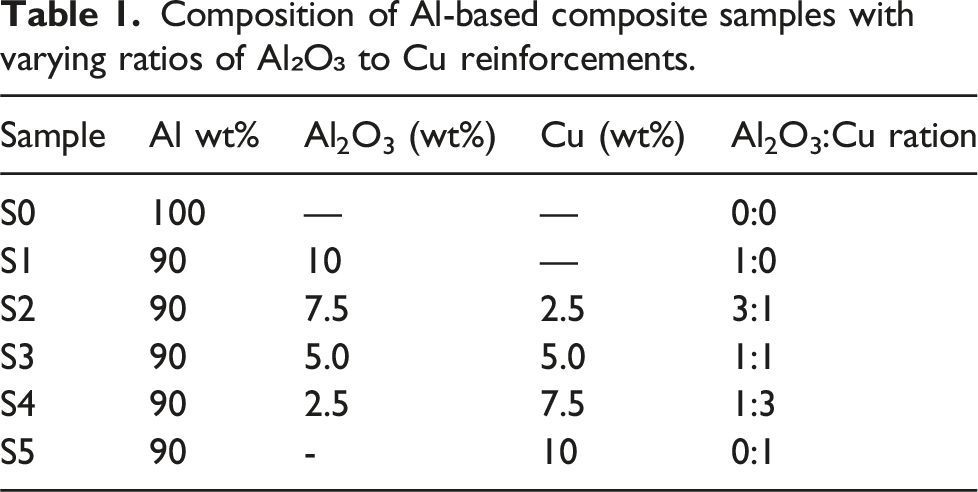
Composition of Al-based composite samples with varying ratios of Al₂O₃ to Cu reinforcements.
Experimental procedures
In this study, Al 6063 served as the matrix material, while pure Cu particulates and Al₂O₃ powder were utilized as hybrid reinforcements for fabricating Al-based composites. The composites were synthesized via a double-stir casting technique. Charge calculations were employed to determine the precise mass fractions of aluminum, Al₂O₃, and Cu necessary to achieve a fixed total reinforcement content of 10 wt%, with varying reinforcement ratios of 1:0, 3:1, 1:1, 1:3, and 0:1 by weight. To enhance the wettability and eliminate any adsorbed moisture, the Al₂O₃ particulates were preheated to 250°C before their incorporation. Concurrently, Al ingots were charged into a gas-fired crucible furnace and heated to 30°C above the liquidus point. The molten Al was cooled to approximately 600°C upon complete melting to induce a semi-solid state. Cu was melted in a different crucible and gradually introduced into the Al melt, forming an Al-Cu alloy. This alloy was stirred manually for 5 minutes to ensure homogeneity. Subsequently, the preheated Al₂O₃ particulates were incorporated into the Al-Cu alloy at the semi-solid state to facilitate effective particle incorporation. Subsequently, the composite slurry was reheated to 720°C to restore full fluidity, ensuring adequate mixing. Mechanical stirring was then conducted at 300 rpm for 10 minutes to facilitate the thorough distribution of Al₂O₃ and Cu particles within the Al matrix. This controlled stirring process was critical to prevent particle agglomeration and promote uniform microstructural development. Finally, the homogenized composite slurry was poured into pre-prepared sand molds for solidification, yielding AMCs with tailored hybrid reinforcements.
Microstructural characterization
The microstructural characterization of the Al composites was conducted using a JSM 7600F JEOL ultra-high resolution field emission gun scanning electron microscope (FEG-SEM) integrated with an energy dispersive X-ray spectroscopy (EDS) system. A semi-automated metallographic sample preparation system (Advanced Laboratory Solutions, ATM Saphir 550) was employed for systematic grinding and polishing. The polishing process was concluded using a 0.2 µm colloidal fumed silica suspension to produce a highly reflective, mirror-like finish. Following the polishing stage, the samples were thoroughly cleaned with acetone and air-dried to remove contaminants and ensure readiness for detailed microstructural and compositional investigations under the FEG-SEM.
Hardness and tensile testing
Hardness was measured using a Brinell hardness tester as per ASTM E10. Specimens were polished to achieve a smooth, flat surface, and a 10 mm diameter steel ball was pressed into the material under a load of 500 kgf for a duration of 10 seconds. The Brinell hardness number (BHN) was calculated by dividing the applied load by the surface area of the indentation. Multiple measurements were taken for each sample to ensure accuracy.
Tensile testing was conducted on cylindrical samples machined from the fabricated AMCs, following ASTM E8M-91 standards. The samples had a diameter of 5 mm, and a gauge length of 38 mm. Tests were performed at room temperature using an Instron universal testing machine at a crosshead speed of 1 mm/s. At least two tests were conducted for each condition to verify data consistency. The tensile properties measured included ultimate tensile strength, 0.2% offset yield strength, strain to fracture, and elastic modulus.
Corrosion testing of Al composite
The corrosion behavior of the AMCs was evaluated using potentiodynamic polarization measurements in a 0.5 M H2SO4 and 3.5 wt% NaCl solution at room temperature. The samples were polished to a mirror-like finish and cleaned with ethanol and deionized water prior to testing. A three-electrode electrochemical cell was used, consisting of the composite sample as the working electrode, a platinum electrode as the counter electrode, and a saturated calomel electrode (SCE) as the reference electrode. The open circuit potential (OCP) was monitored for 3600 seconds to allow the system to stabilize. Afterward, potentiodynamic polarization tests were conducted over a potential range from +0.4 V to −1.2 V versus the OCP, with a scan rate of 0.2 mV/s. The Tafel extrapolation method determined the corrosion current density (Icorr) and corrosion potential (Ecorr). Each test was performed in triplicate to ensure reproducibility, and the average values of corrosion parameters were reported.
Results and discussion
Microstructure and phase characterization
Figure 1 shows SEM images and the corresponding EDS spectra for the six different samples, ranging from Al (S0) to composites containing varying combinations of Al₂O₃ and Cu (S1-S5). The SEM images reveal distinct morphological differences as the reinforcement content varies. A relatively smooth and uniform surface is observed for the Al sample (S0), consistent with unreinforced Al’s typical microstructure. In contrast, S1, which contains 10 wt% Al₂O₃, exhibits a more textured surface due to the distribution of Al₂O₃ particles. The EDS spectrum for S1 shows prominent aluminum and oxygen peaks, confirming the presence of alumina (O2 at ∼4.5 wt%). As Cu is introduced in samples S2 to S4, with varying ratios of Al₂O₃ and Cu, the microstructure becomes more complex. In S2 (7.5 wt% Al₂O₃ and 2.5 wt% Cu), the SEM image shows fine, dispersed particles, suggesting improved bonding between the matrix and the reinforcement. The EDS analysis indicates 1.8 wt% Cu, consistent with its reinforcement content. With increased Cu content in S3 (5 wt% Al₂O₃ and 5 wt% Cu), a denser particle distribution is evident, and the EDS confirms a higher Cu content (∼4.9 wt%). As observed in S4 (2.5 wt% Al₂O₃ and 7.5 wt% Cu), where Cu content is highest, larger Cu-rich regions become visible, contributing to the more pronounced two-phase microstructure. The EDS spectrum for S4 reflects this increase, showing Cu at ∼7.1 wt%. These findings are supported by previous research on Al composites, where increased Cu content has been linked to forming more distinct phases, which can improve conductivity but may also influence corrosion behavior.
35
The microstructure of S5 (Al + 10 wt% Cu) shows a dendrite-like structure with Cu-rich regions dispersed throughout the aluminum matrix. (a-f) SEM images and corresponding EDS (S0 -S5) respectively. (a, S0) Al 6063, (b, S1) Al with 10 wt% Al203 (c S2) Al with 7.5 wt% Al203 and 2.5 wt% Cu; (d, S3) Al with 5 wt% Al203 and 5 wt% Cu; (e, S4) Al with 2.5 wt% Al203 and7.5 wt% Cu; (f, S5), Pure Cu.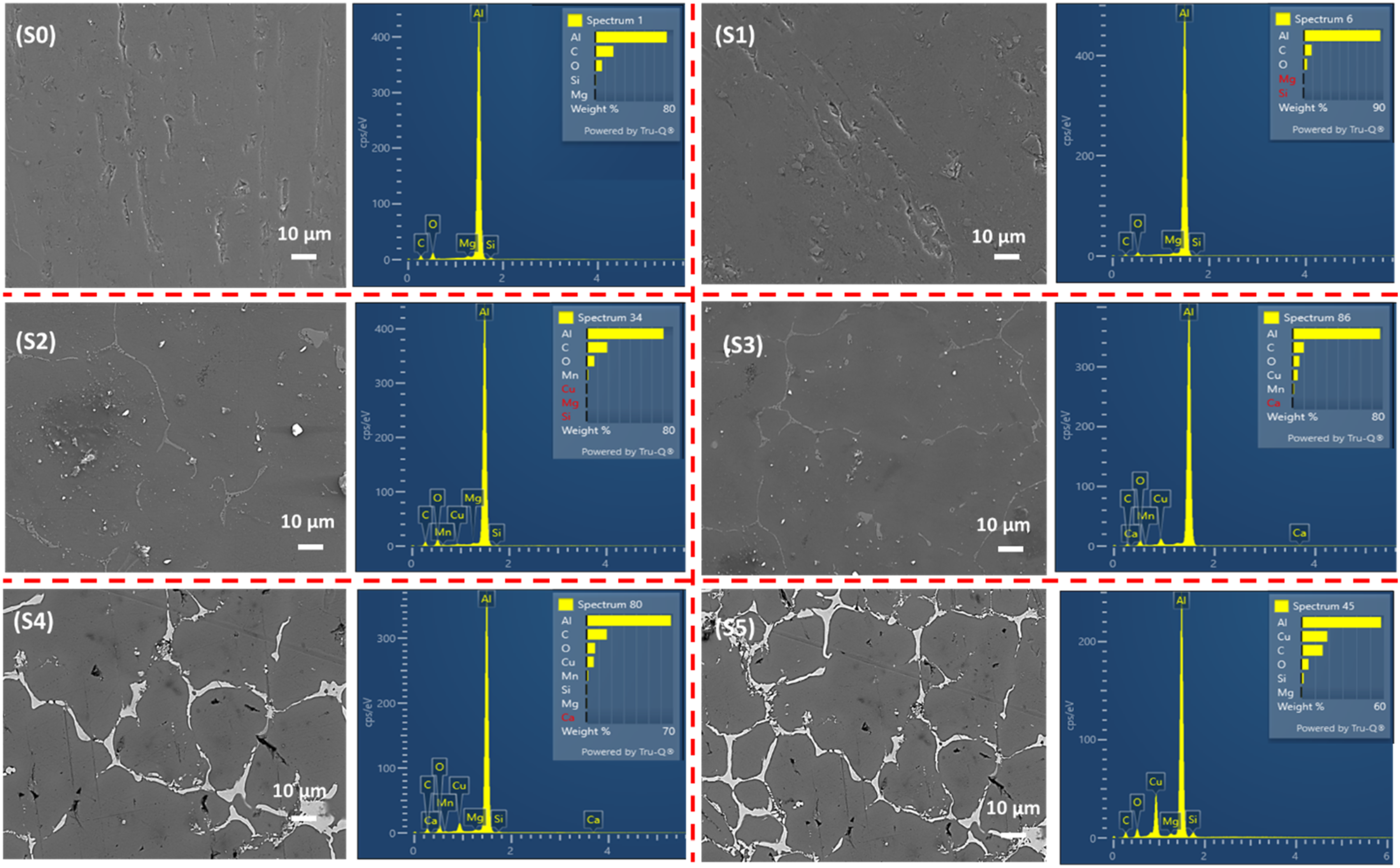
The microstructural observations align with the theoretical understanding of Al matrix composites, particularly the role of Al₂O₃ as a reinforcing phase and the impact of Cu as a secondary reinforcement. Studies have shown that Al₂O₃ particles, when well dispersed, improve the hardness and strength of aluminum composites by serving as load-bearing elements and inhibiting grain growth during solidification. 36 Cu addition has a dual effect; at lower concentrations, it refines the grain structure and enhances mechanical properties through solid solution strengthening. However, at higher concentrations, the formation of Cu-rich phases can lead to microstructural inhomogeneity, which may impact the composite’s wear and corrosion properties.37,38 The gradual evolution of microstructure observed in Figure 1, from homogeneous particle distribution in S1 to the formation of distinct Cu-rich regions in S4, is consistent with these earlier findings. Thus, the combination of Al₂O₃ and Cu reinforcements in the Al matrix produces a composite material with tunable mechanical and microstructural properties based on the reinforcement ratio.
The bonding quality between the aluminum matrix and the reinforcements (Al₂O₃ and Cu) is critical in determining the composite’s mechanical and structural properties. The SEM images suggest strong interfacial bonding in S1, where Al₂O₃ is well dispersed within the matrix, likely due to effective mixing and wetting during the stir-casting process. The absence of significant porosity or voids near the Al₂O₃ particles indicates good adhesion, which enhances load transfer and contributes to the composite’s hardness and strength. In samples S2 to S4, where Cu is introduced, the interface between the aluminum matrix and Cu-rich regions appears distinct, with minimal detachment or void formation
In the XRD patterns (Figure 2), the prominent Al peaks are observed at 2θ angles of approximately 38.4°, 44.7°, 65.1°, and 78.2° for all samples (S0–S5), which correspond to the (111), (200), (220), and (311) planes of face-centered cubic (FCC) Al. In S1, additional peaks corresponding to Al₂O₃ are observed around 21.4° 37.6° and 45.7°, indicating the successful incorporation of alumina as a reinforcing phase. For samples S2 to S5, with increasing Cu content, peaks corresponding to the Al₂Cu phase begin to emerge. Specifically, Al₂Cu peaks are noticeable around 81.7°, reflecting the formation of this intermetallic compound. As the Cu content increases from S2 to S5, the intensity of these Al₂Cu peaks become more pronounced, confirming the phase evolution from a primarily Al and Al₂O₃ reinforced composite to an Al-Al₂Cu composite structure. The reduction in intensity of the Al₂O₃ peaks from S1 to S4 is a direct consequence of the decreasing Al₂O₃ content in the composite. Specifically, the Al₂O₃ content is reduced from 10 wt% in S1 to 7.5 wt% in S2 and further to 2.5 wt% in S4, resulting in progressively weaker diffraction signals associated with the Al₂O₃ phase. In contrast, the addition of Cu introduces a new phase evolution pathway. Cu, being highly soluble in molten Al, reacts to form the Al₂Cu intermetallic phase during cooling. This is evident from the increasing intensity of the Al₂Cu peaks in samples S2 through S5, indicating this phase’s progressive formation and stabilization as the Cu content increases. The evolution of these phases reflects a competitive mechanism, where the reduction in Al₂O₃ content is accompanied by the growth of the Al₂Cu intermetallic, highlighting the compositional shift from a ceramic-reinforced system to a metallic-intermetallic-reinforced system.
In sample S2 to S4, both Al₂O₃ and Al₂Cu phases coexist, as confirmed by the presence of peaks for both reinforcements. This indicates that the reduction in Al₂O₃ intensity does not imply its disappearance but reflects its lower weight fraction compared to S1 (10 wt%). Simultaneously, the emergence of Al₂Cu peaks signals the onset of intermetallic formation due to the interaction of Cu with the molten Al matrix. The increasing prominence of Al₂Cu peaks in S3, S4, and S5 corresponds to the higher Cu content in these samples, with the peak intensity directly proportional to the Al₂Cu phase fraction. The phase evolution observed in the XRD patterns illustrates a systematic transition in the composite’s reinforcement structure, moving from a ceramic-dominant system in S1 to an intermetallic-dominant system in S5. X-ray diffraction (XRD) patterns of Al (S0) and al composites reinforced with varying ratios of Al₂O₃ and Cu (S1–S5).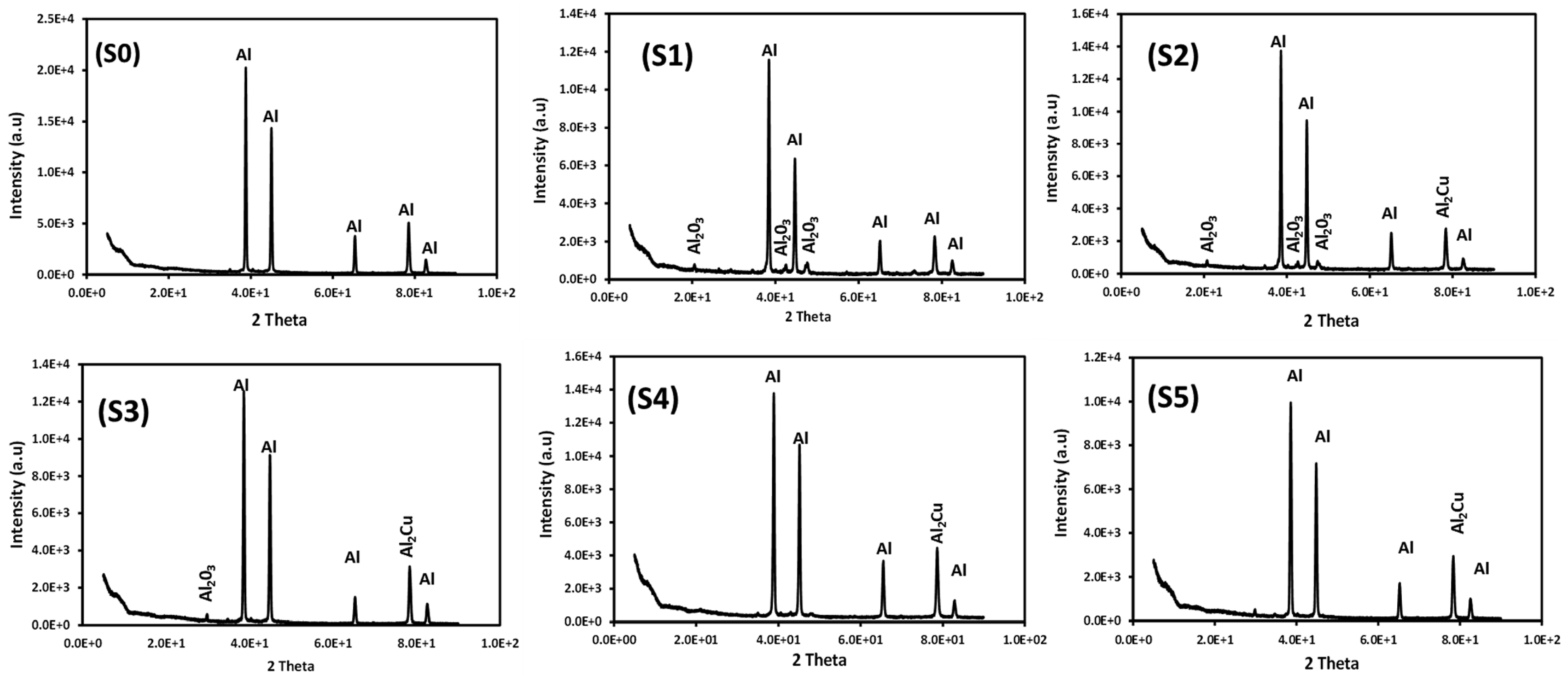
Mechanical properties
The hardness values of the Al composites, as presented in Figure 3, display significant variations based on the reinforcement composition. The Al sample (S0) records the lowest hardness of 25.73 BHN due to the absence of reinforcements, while sample S1, containing 10 wt% Al₂O₃, shows a marked increase to approximately 37 BHN. This improvement is attributed to the dispersion of hard Al₂O₃ particles, which obstruct dislocation movement and enhance the material’s resistance to deformation, consistent with.
39
The highest hardness of about 39 BHN is observed in sample S2, which has 7.5 wt% Al₂O₃ and 2.5 wt% Cu. The synergistic effect of the Al₂O₃ nanoparticle formation and hard Al₂Cu intermetallics contributes significantly to this result, as supported by.
40
This indicates that S2 provides an optimal balance of Al₂O₃ and Cu, leveraging the ceramic reinforcement for hardness and the intermetallic formation for additional strengthening. In contrast, samples S3 and S4, with increasing Cu content (5 wt% and 7.5 wt%, respectively), display slightly lower hardness values of approximately 35 and 32 BHN, likely due to the reduced impact of the ceramic Al₂O₃ phase compared to the metallic Al₂Cu intermetallics. Finally, sample S5, which is pure copper, exhibits a hardness of 28.53 BHN, higher than Al but lower than the reinforced composites, highlighting Cu’s inherent hardness compared to Al. These findings confirm that the combination of Al₂O₃ and Cu yields the highest hardness in the composites, with ceramic reinforcement playing a critical role. The progressive decrease in hardness from S2 to S5 suggests that exceeding a certain Cu content threshold diminishes the hardening contributions of the ceramic phase, underscoring the importance of maintaining a balanced Cu-Al₂O₃ ratio. Variation in Brinell hardness values of Al composites (S0–S5) reinforced with Cu and Al₂O₃.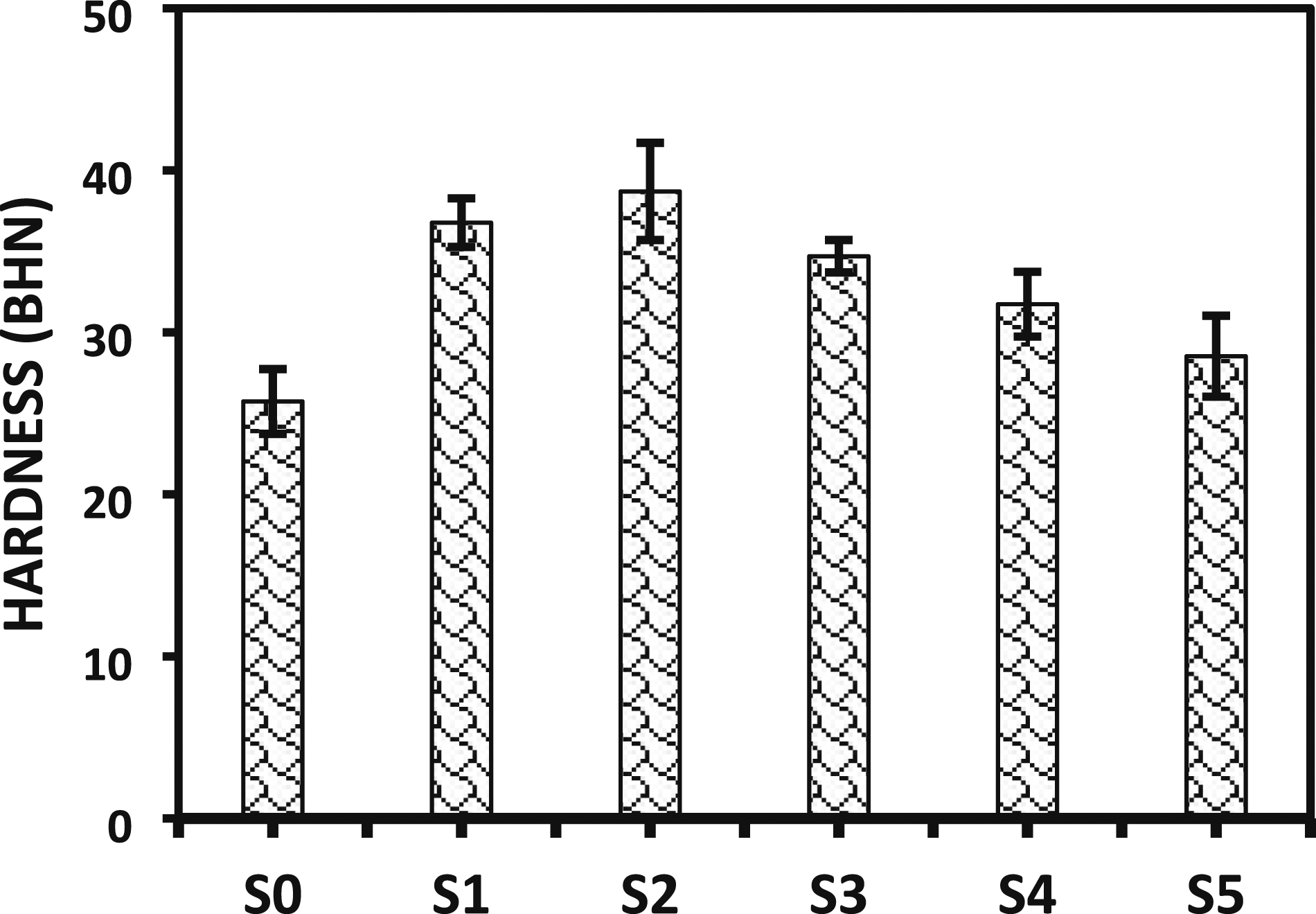
Figure 4 presents the Ultimate Tensile Strength (UTS) of samples S0 to S5, illustrating the influence of Al₂O₃ and Cu reinforcement on the tensile properties of the composites. S1 (Al + 10 wt% Al₂O₃) exhibits the highest UTS of 140.86 MPa, which can be attributed to the load-transfer mechanism between the matrix and the hard ceramic reinforcement, where Al₂O₃ restricts dislocation movement and improves the tensile properties. The UTS of S0 is the lowest at around 86.45 MPa, consistent with the unreinforced nature of the alloy, which lacks the strengthening mechanisms provided by reinforcements. The hybrid samples, S2 (7.5 wt% Al₂O₃ + 2.5 wt% Cu), S3 (5 wt% Al₂O₃ + 5 wt% Cu), S4 (2.5 wt% Al₂O₃ + 7.5 wt% Cu), and S5 (10 wt% Cu), exhibit progressively lower UTS values as the amount of Al₂O₃ decreases. This trend underscores the superior strengthening effect of Al₂O₃ compared to Cu. The addition of copper introduces solid solution strengthening, but Al₂O₃'s contribution as a ceramic reinforcement is more significant in enhancing the tensile strength due to its higher hardness and better interfacial bonding with the matrix. These results align with prior research, showing that including hard ceramic phases like Al₂O₃ in aluminum composites enhances their mechanical properties.
41
Variation in ultimate tensile strength (UTS) values of Al composites (S0–S5) reinforced with Cu and Al₂O₃.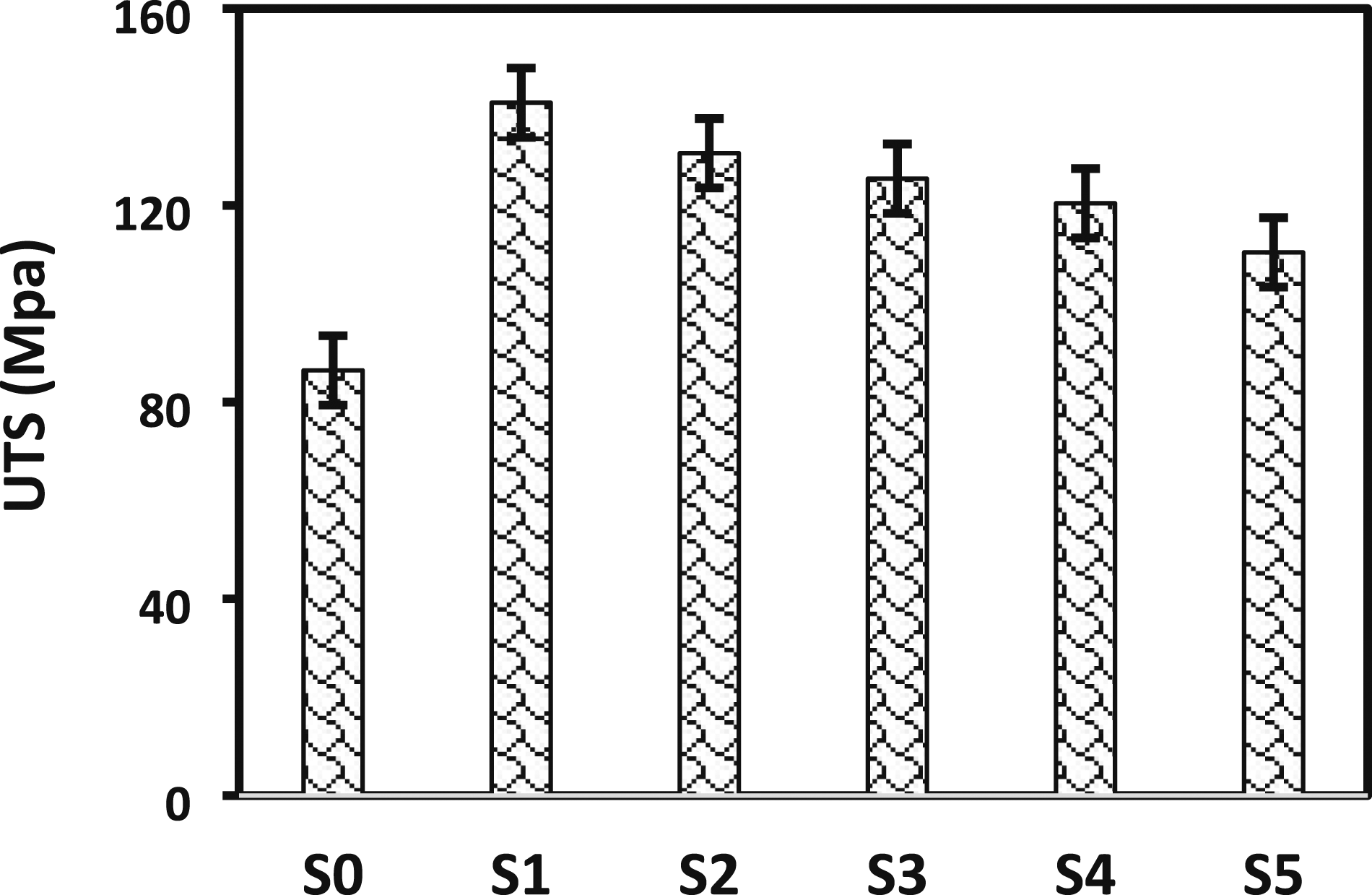
The strain to fracture results (Figure 5) reflect the expected mechanical response of aluminum matrix composites (AMCs) reinforced with varying amounts of Al₂O₃ and Cu. The Al sample (S0) exhibits the highest ductility, with a strain to fracture of 19.07%, due to the material’s ability to undergo extensive plastic deformation before fracture. The introduction of ceramic reinforcement of 10 wt% Al₂O₃ in S1 significantly reduces the strain to fracture to 9.65%, as Al₂O₃ is known to be brittle and act as stress concentrators during loading. These rigid particles limit dislocation movement within the Al matrix, causing premature failure at lower strains.
42
As the Al₂O₃ content decreases and Cu is introduced in S2 (7.5 wt% Al₂O₃, 2.5 wt% Cu) to S4 (2.5 wt% Al₂O₃, 7.5 wt% Cu), the ductility improves slightly, with strain to fracture values increasing to about 11%–14%. This can be attributed to the addition of Cu, which, being a more ductile metal, can absorb more strain before fracture. Cu’s presence allows for more plastic deformation compared to the purely ceramic-reinforced samples. This trend supports findings that ductile reinforcements in AMCs, such as Cu, can enhance the composite’s ability to deform plastically, balancing the brittle nature of ceramics.
43
In S5 (Al + 10 wt% Cu), the strain to fracture rises to 17.72%, indicating a further increase in ductility. The absence of Al₂O₃ and the dominance of Cu, known for its excellent ductility, allows the composite to sustain greater elongation before failure. Variation in strain to fracture (measure of ductility) values of Al composites (S0–S5) reinforced with Cu and Al₂O₃.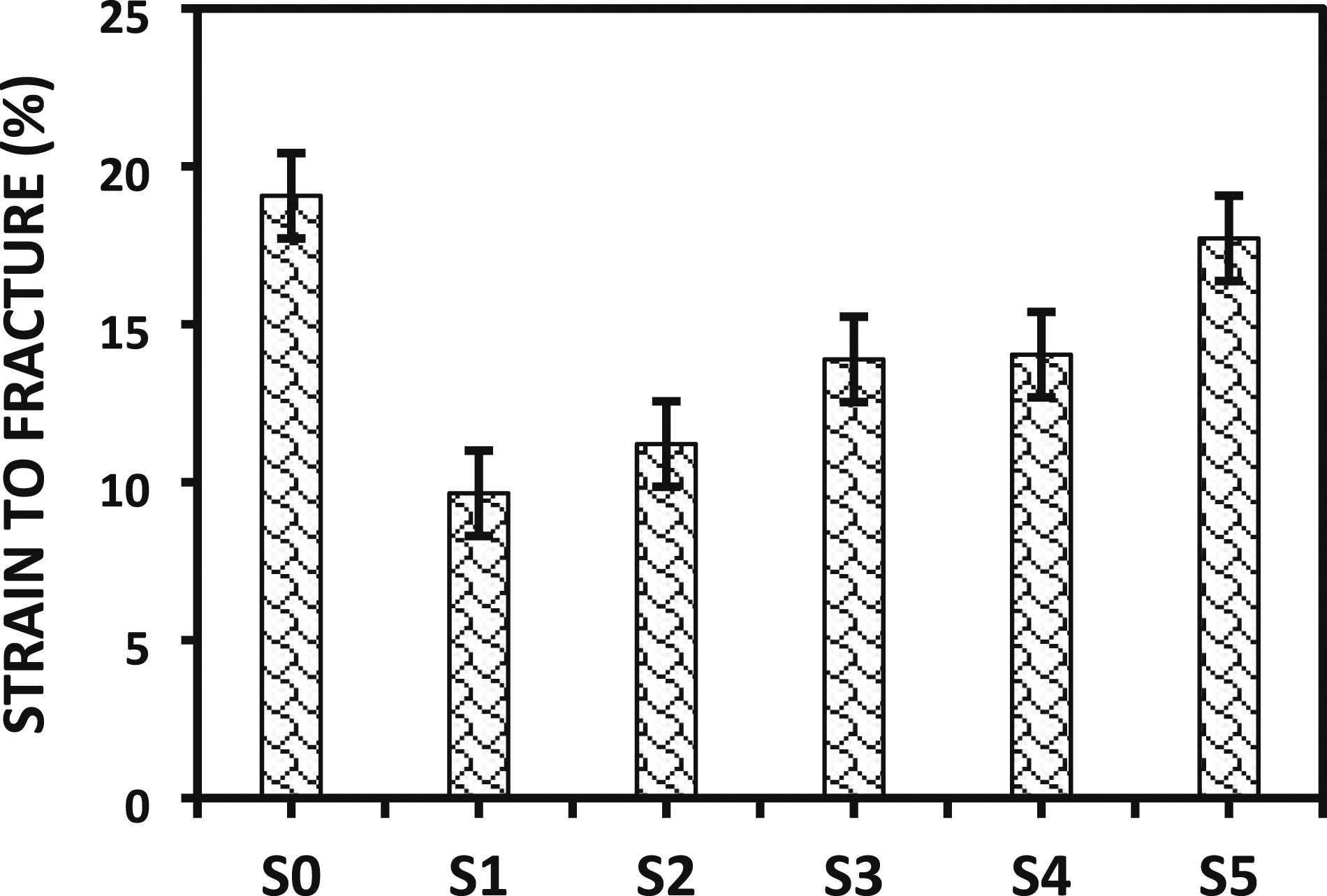
The elastic modulus, a measure of a material’s stiffness, provides critical insights into the mechanical behavior and load-bearing capacity of aluminum composites.44,45 Figure 6 presents the elastic modulus values for Al composites (S0–S5) reinforced with Cu and Al₂O₃. It is observed that the modulus increases from S0 to S2, where S2 shows the highest value at approximately 86 GPa. S1 and S2, reinforced with Al₂O₃, demonstrate significantly higher elastic modulus values compared to S0 due to the stiffening effect of the ceramic reinforcement, which effectively restricts deformation in the aluminum matrix. Al₂O₃, being a high-modulus material, provides this reinforcement, resulting in enhanced load transfer and overall stiffness of the composite.
46
However, from S3 to S5, where the reinforcement includes Cu particles, the modulus decreases, with S5 exhibiting the lowest modulus at 65.67 GPa. This reduction could be attributed to the presence of Cu, which, due to its lower modulus compared to Al₂O₃, does not provide the same level of stiffness to the composite. Additionally, the presence of Cu can lead to stress concentration points, promoting microcracks at the interface, which reduces the composite’s overall stiffness.
47
These findings align with previous studies, which showed that Al₂O₃-reinforced composites tend to have higher elastic moduli than those reinforced with softer metal particulates like Cu. Variation in elastic modulus values of Al composites (S0–S5) reinforced with Cu and Al₂O₃.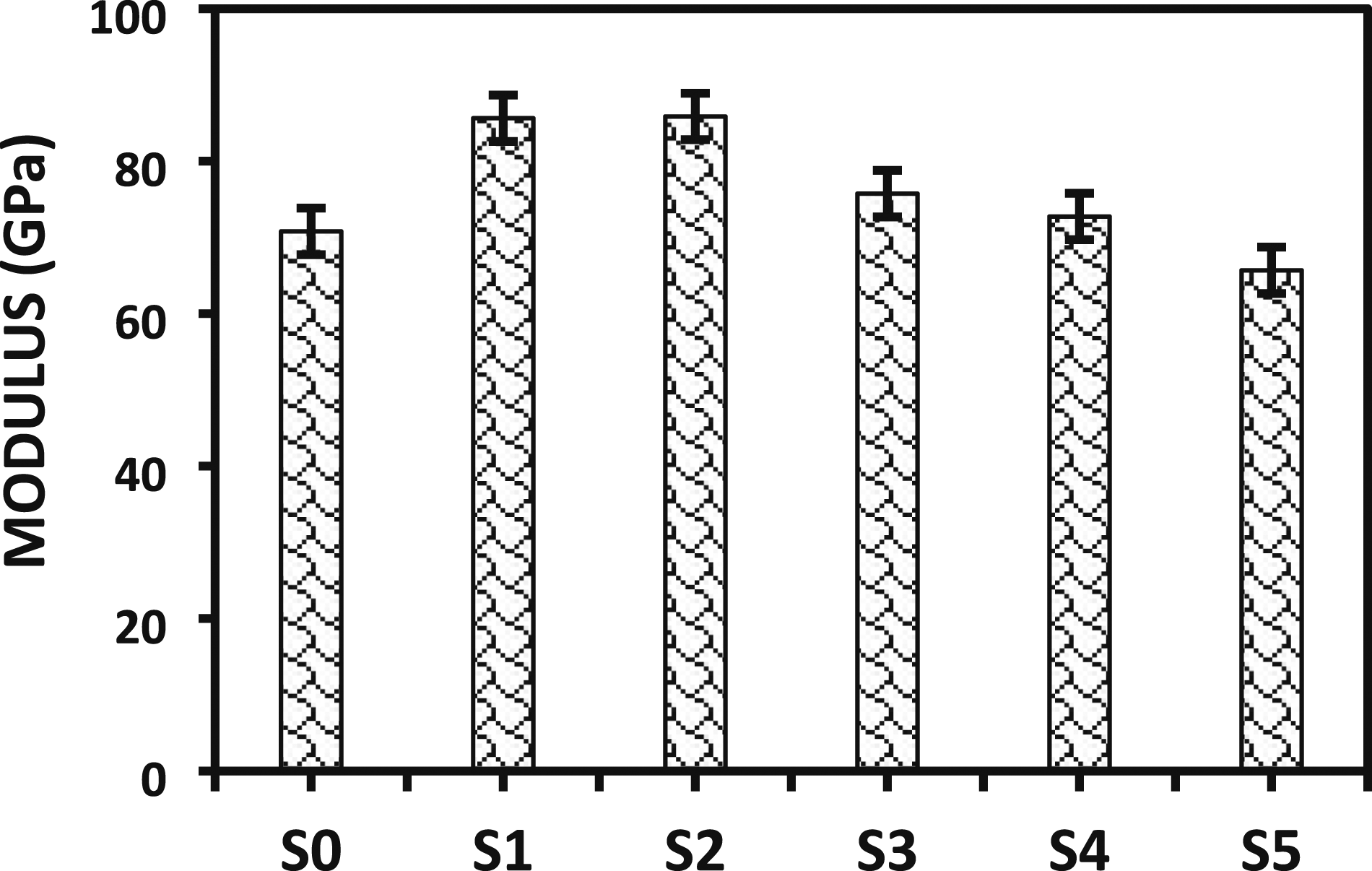
Corrosion behaviour of the Al composites in acidic and saline solutions
The corrosion behavior of Al composites (S0-S5) in 0.5 M H₂SO₄, is presented in Figure 7 and Table 2. The Open Circuit Potential (OCP) curves in Figure 7(a) show that the Al₂O₃-reinforced composites exhibit better stability in 0.5 M H₂SO₄ compared to the Cu-reinforced samples, which experience significant instability due to galvanic effects. The potentiodynamic polarization cures (Figure 7(b)) reveals distinct cathodic and anodic zones that influence the overall corrosion resistance of each sample. In the acidic media, Al typically forms a protective oxide layer that passivates the surface, especially in the (a) Open circuit potential (OCP) and (b) potentiodynamic polarization (PDP) curves of Al composites (S0-S5) in 0.5 M H2SO4 solution. Tafel analysis of Icorr and Ecorr values for Al composites (S0-S5) in 0.5 M H2SO4 solution.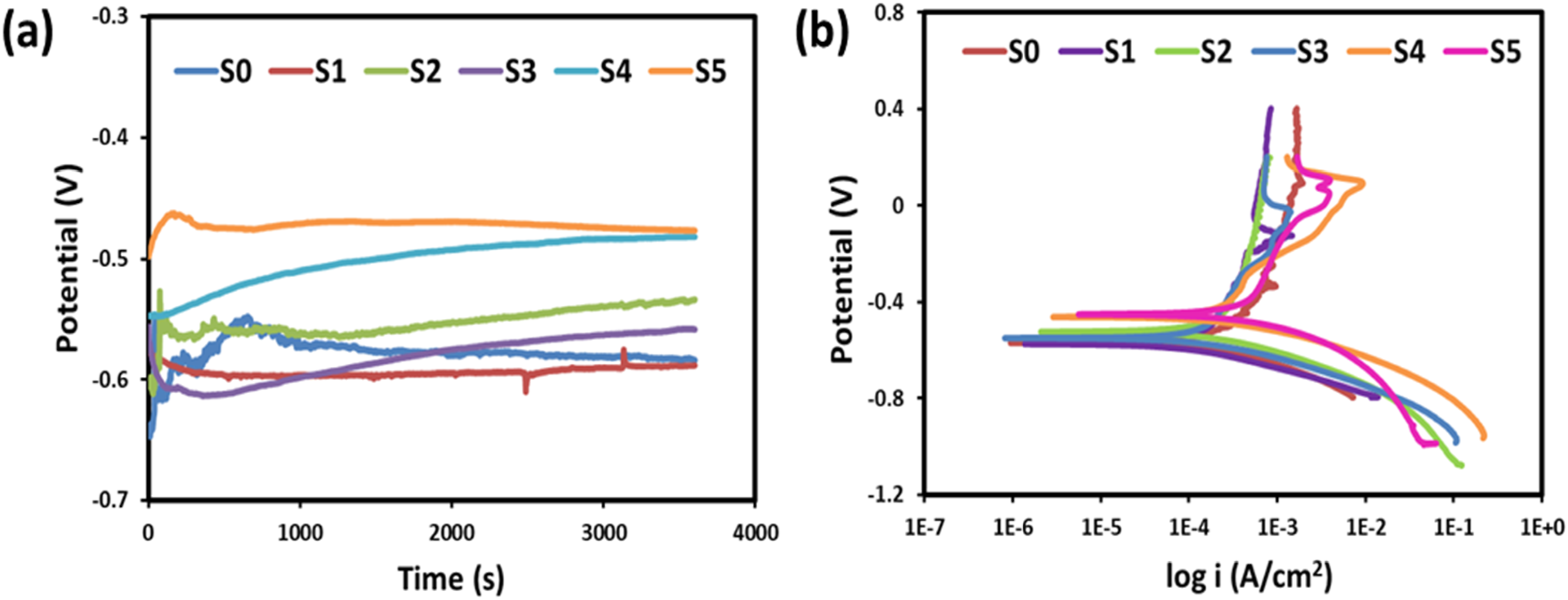
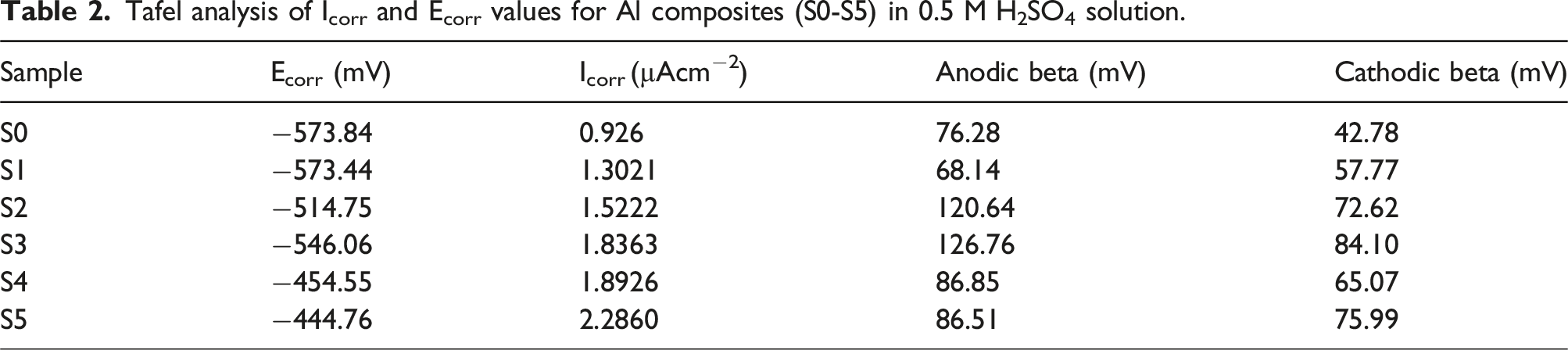
Figure 8 shows the OCP and PDP curves of the samples S0 to S5 in 3.5 wt% NaCl solution. Table 3 shows the corrosion data estimated from Tafel analysis. The OCP (Figure 8(a)) trends indicate varying stability levels of the samples in the chloride medium. S1 (Al + Al₂O₃) demonstrates the most stable potential with a relatively constant OCP close to −0.80 V, indicating a better resistance to corrosion, whereas S5 (Al + 10 wt% Cu) shows the least stable potential around −0.65 V. The fluctuations observed in the OCP curves of Cu-reinforced samples (S3, S4, and S5) suggest increased reactivity due to galvanic coupling between Al and Cu, leading to localized breakdown of the protective oxide layer.
51
In contrast, S0 and S1 exhibit more stable potentials, with S0 stabilizing around −0.78 V, consistent with the behavior of Al 6063, which forms a relatively protective oxide layer in neutral chloride environments. The PDP curves (Figure 8(b)) further reveal the differences in corrosion resistance between the samples. S0 exhibits an Icorr of 5.8832 µA/cm2, while S1 has the lowest Icorr value of 3.8907 µA/cm2, highlighting the superior corrosion resistance of Al₂O₃-reinforced composites. The presence of Al₂O₃ acts as a barrier, limiting the penetration of aggressive chloride ions into the Al matrix. Conversely, the Cu-reinforced samples, especially S5 with 10 wt% Cu, display the highest corrosion current density (Icorr = 11.2264 µA/cm2), indicating the poorest corrosion resistance. The galvanic coupling between Al and Cu in NaCl accelerates corrosion through localized anodic and cathodic reactions, which is evident from the increased anodic dissolution and cathodic activity in S3 to S5.52,53 This mechanism results in a sharp increase in current densities as the Cu content increases. (a) Open circuit potential (OCP) and (b) Potentiodynamic polarization (PDP) curves of Al composites (S0-S5) in 3.5 wt% NaCl solution. Tafel analysis of Icorr and Ecorr values for Al composites (S0-S5) in 3.5 wt% NaCl solution.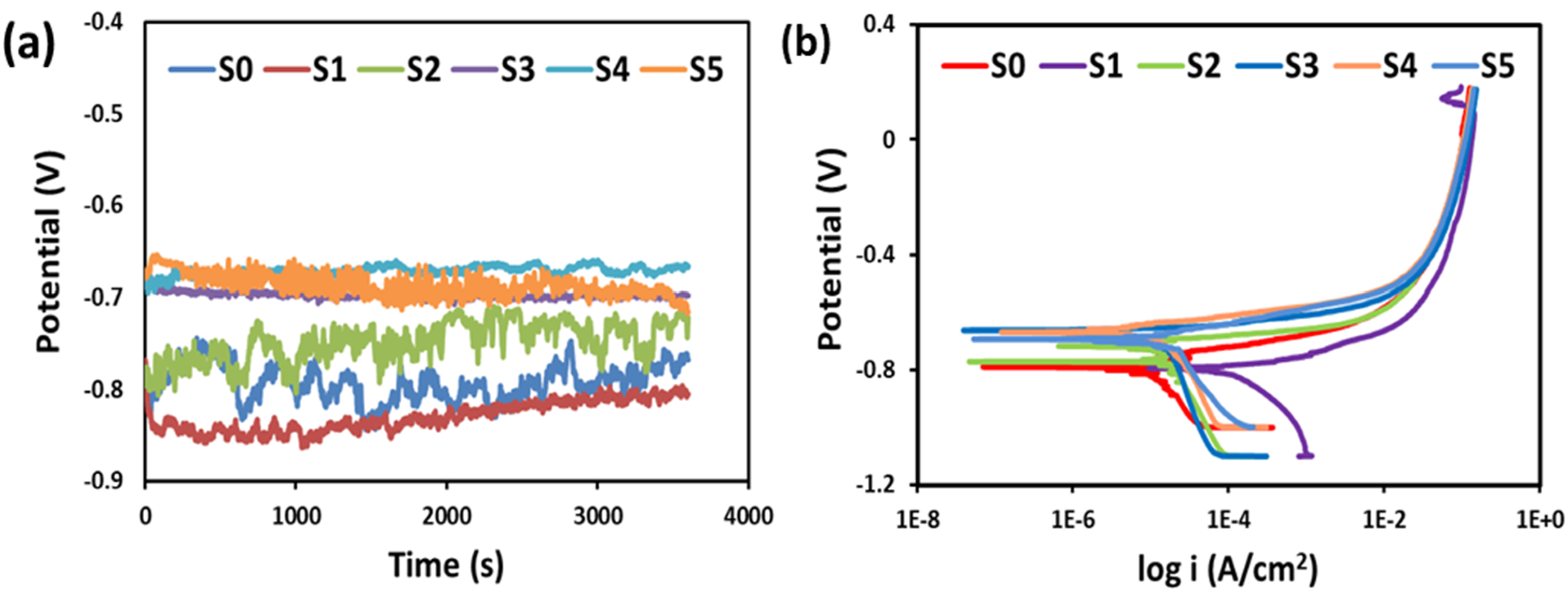
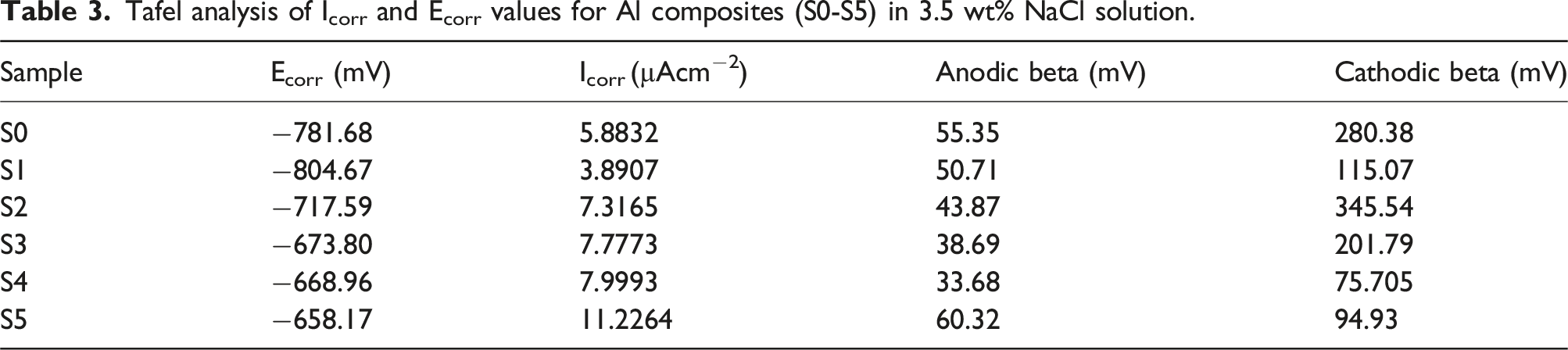
Figure 9 presents the optical micrographs of the corroded surfaces of Al composites (S0-S5) in 0.5 M H₂SO₄ solution. Corrosion in this medium is less pronounced compared to chloride environments, as there are no visible signs of pitting or severe degradation. In S0, corrosion is not immediately apparent, likely due to the formation of a protective oxide film on the Al surface when exposed to H₂SO₄. This passive layer provides a temporary shield against further acid attack, which limits surface degradation.
54
Similarly, in S1, the chemical inertness of Al₂O₃ and the protective oxidation of Al further reduce corrosion, as the ceramic particles act as a barrier, slowing down the overall dissolution of the matrix.
55
For S2, the combination of Al₂O₃ reinforcement and the matrix’s ability to form protective oxides similarly limits corrosion. However, S3 and S4, containing Cu reinforcements, show a more complex surface degradation pattern. In these samples, galvanic corrosion between Cu and Al is expected in an acidic environment, though it remains less visible in H₂SO₄ compared to chloride media. Cu tends to accelerate general corrosion, but the acid still predominantly affects the aluminum matrix.
56
S5, which has the highest Cu content, demonstrates the most significant corrosion due to its dendritic microstructure, where the Cu-rich areas are more prone to galvanic effects, even though pitting is not evident in this medium. Optical micrographs of corroded surfaces of Al composites (S0-S5) after immersion in 0.5 M H2SO4 solution.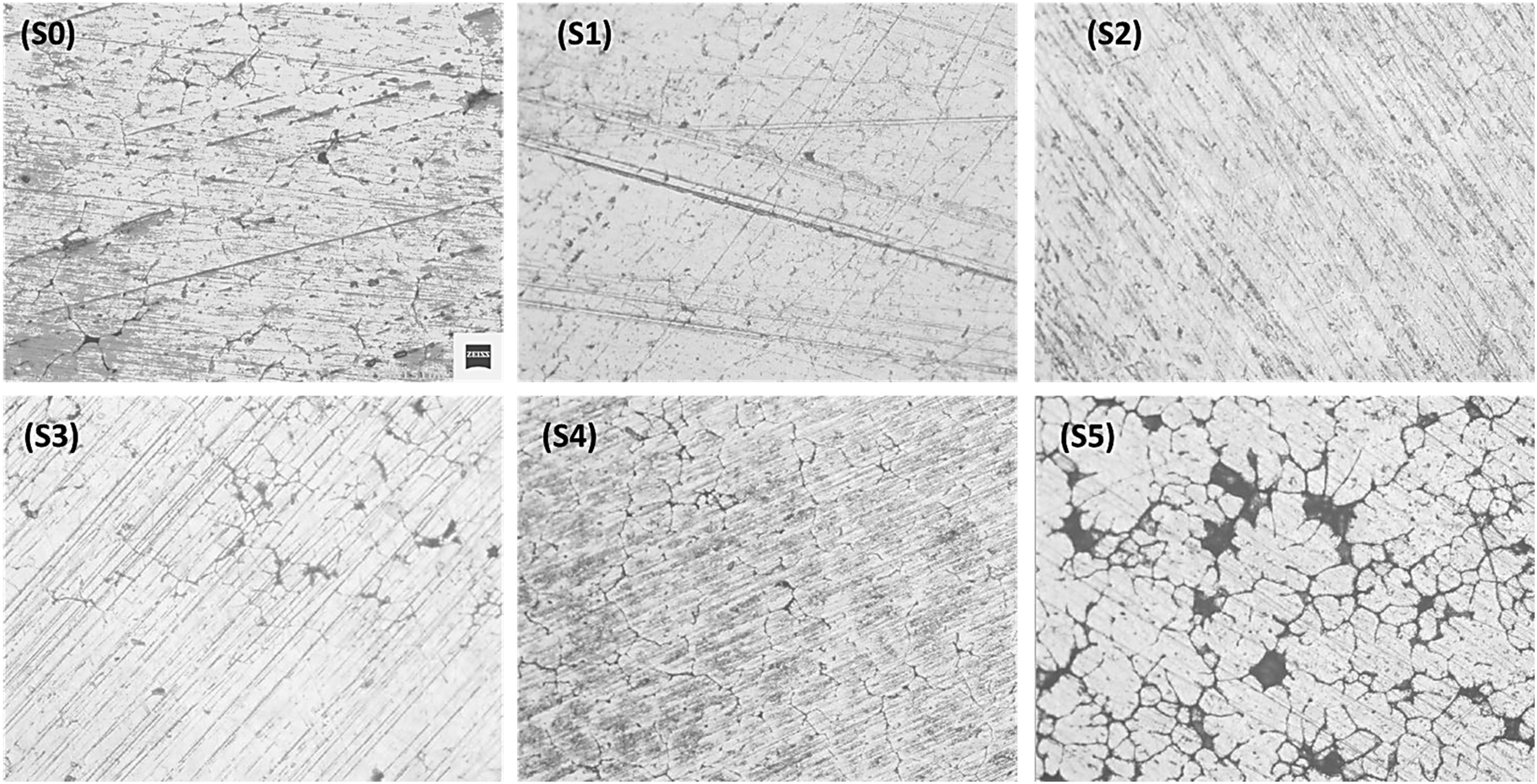
Figure 10 demonstrates the corrosion behavior of Al composite samples (S0-S5) in 3.5 wt% NaCl solution. S0 exhibits significant corrosion due to the absence of reinforcements, making it more susceptible to chloride ion diffusion and subsequent uniform corrosion. The corrosion resistance improves slightly in S1 and S2, which contain Al₂O₃ reinforcements. The Al₂O₃ particles act as barriers, impeding the diffusion of chloride ions through the matrix. However, the improvement is not substantial enough to prevent the formation of microcracks at the matrix-reinforcement interface over time, which initiates further corrosion processes as chloride ions penetrate these cracks.57,58 For S3 to S5, the presence of copper in the composites introduces a galvanic effect, which accelerates corrosion, particularly at the interface between the matrix and the reinforcement. S5, containing the highest amount of Cu, shows more pronounced degradation than the other samples. The chloride ions leak into the microcracks, and galvanic coupling between Cu and Al leads to accelerated corrosion at the interfacial regions. This gradually weakens the bond between the matrix and reinforcement, facilitating uniform degradation without visible pits. The stages of aluminum corrosion in NaCl, such as chloride adsorption, salt formation, and oxide dissolution, all contribute to the corrosion progression in these samples.
59
Optical micrographs of corroded surfaces of Al composites (S0-S5) after immersion in 3.5 wt% NaCl solution.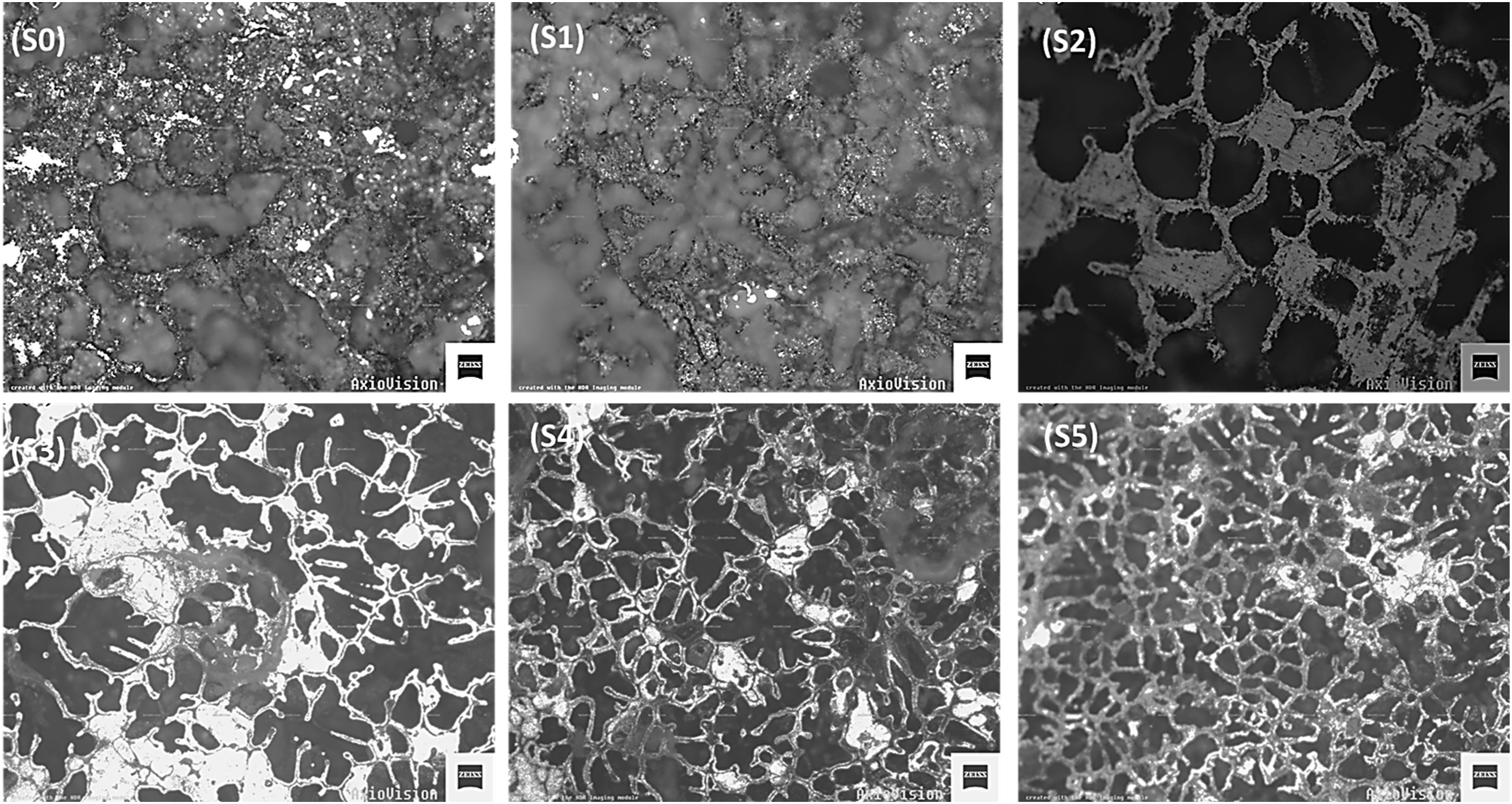
Conclusion
The study demonstrates that Al₂O₃ serves as an effective reinforcement for enhancing mechanical properties, particularly in sample S2 (7.5 wt% Al₂O₃ and 2.5 wt% Cu), which achieved an optimal balance of tensile strength (140 MPa) and hardness (39 BHN) while maintaining reasonable corrosion resistance. Al₂O₃ improves load transfer and restricts dislocation movement, contributing to superior strength, while Cu enhances ductility but introduces microstructural inhomogeneities and galvanic coupling, increasing corrosion susceptibility. These findings suggest that Al₂O₃-dominant composites are suitable for applications requiring strength and corrosion resistance, whereas Cu-rich composites are preferable for ductility-critical applications. Future studies should address Cu-induced inhomogeneities and investigate surface treatments to improve corrosion performance.
Footnotes
Author contributions
Samuel Oke: Conceptualization, Investigation. Tijesunimi Bishi: Result analysis, Writing – original draft. Ibrahim Okanlawon. Methodology, Writing - Review & Editing. Oluwasegun Falodun: Data analysis. Maledi Nthabiseng: Resources, Supervision.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request