
Abstract
Sugarcane bagasse, a renewable and abundant natural fiber, shows great potential as a reinforcement in composite materials. While fiber length and weight ratio are key factors influencing the mechanical properties of composites, their impact on sugarcane bagasse-based composites remains unexplored. This gap highlights the need for research to determine how these factors affect the performance of such composites. Thus, the present work investigates the effect of fiber length and weight ratio on the mechanical properties of sugarcane bagasse-glass fiber reinforced polyester matrix composites. The fiber length and weight ratio of sugarcane bagasse are varied to assess their influence on the mechanical properties of the composites. The fiber length of sugarcane bagasse is varied in three different levels: short (0.5-1.7 mm), medium (1.7-4 mm), and long (greater than 4 mm). Additionally, the weight ratio of sugarcane bagasse fibers is adjusted at three levels (10, 20, and 30 wt%) with 5 wt% glass fibers mixed in unsaturated polyester resin. The composites are prepared by a hand lay-up method, and ASTM standards are followed in preparing the samples. Experimental results indicate that longer sugarcane bagasse fibers and 30 wt% contribute to improved tensile strength. Based on the results, increasing the SCB fiber length and weight percentage consistently enhanced the mechanical properties of the composite. Tensile strength increased from 27 MPa (short fibers) to 35.8 MPa (long fibers) and from 22.2 MPa (0% fiber) to 39 MPa (30% fiber); flexural strength improved from 73.2 MPa (short fibers) to 84.75 MPa (long fibers) and from 63.3 MPa (0% fiber) to 84.75 MPa (30% fiber); while compression strength rose from 110.44 MPa (short fibers) to 115.152 MPa (long fibers) and from 108.5 MPa (0% fiber) to 118.2 MPa (30% fiber). Moreover, the incorporation of sugarcane bagasse improves compression strength, flexural strength, and impact strength of the composites. The findings give valuable insights for optimizing sugarcane bagasse-glass fiber reinforced polyester composites for different application areas.
Introduction
Composite materials, consisting of two or more distinct materials with different properties, have garnered significant attention in various industries due to their remarkable mechanical properties and versatility. 1 These materials offer a unique combination of strength, stiffness, and lightweight characteristics that make composite materials suitable for a wide range of applications, including automotive, aerospace, construction, and packaging. 2
In recent years, there has been an increasing focus on developing sustainable and environmentally friendly composites by incorporating natural fibers as reinforcements. These fibers, derived from renewable resources such as plants, animals and minerals, offer numerous advantages over synthetic fibers like carbon, glass, and aramid fibers. The growing interest in using natural fibers as reinforcements from their impressive combination of high specific strength and modulus, as well as their availability from renewable natural resources. Additionally, natural fibers are characterized by their low cost, light weight, and biodegradability. 3 These factors contribute to their good performance and cost-effectiveness, satisfying the economic interests of industries, while also promoting a healthier ecosystem. By utilizing natural fibers, composite materials can exhibit desirable properties such as low cost, low density, biodegradability, and reduced environmental impact. 4 Consequently, Natural fiber-reinforced polymer composites have emerged as attractive alternatives to traditional synthetic fiber composites, which rely on non-renewable resources and often come with significant environmental drawbacks.
Among the various natural fibers, sugarcane bagasse, a lignocellulosic waste generated from the sugar industry, has drawn attention as a potential reinforcement in composite materials. 5 Sugarcane bagasse is abundantly available as a byproduct of sugar production, and its utilization can contribute to waste reduction and sustainable resource management. Researchers have explored the incorporation of sugarcane bagasse fibers into composite systems to enhance their mechanical properties and overall performance. For instance, Prasad et al. 6 investigated the effects of alkali treatment, fiber varieties, and fiber lengths on the physical and mechanical behavior of chemically-treated sugarcane bagasse fiber-reinforced epoxy composite. The results highlight the potential of sugarcane bagasse fibers as a reinforcement in polymer composites. Subramonian et al. 3 studied the effect of fiber loading on the mechanical properties of bagasse fiber–reinforced polypropylene composites. The results provide valuable insights into the potential of sugarcane bagasse fibers as a reinforcement in polypropylene composites. Bartos et al. 7 characterized explores the influence of fiber characteristics and interfacial adhesion on the mechanical properties of biobased PLA/sugarcane bagasse fiber composites. The study investigated the tensile, and impact properties of the composites and analyzes the local deformation processes by acoustic emission testing and microscopy. The findings contribute to the understanding of the factors affecting the performance of these composites. Abedom et al. 8 focused on the experimental study of composites developed from bagasse fiber/bamboo charcoal and investigated their diverse mechanical and thermal insulating properties. Results show that the properties of natural fiber-reinforced composites filled with charcoal powders are significantly influenced by the fiber parameters. El-Baky et al. 9 conducted a study on the mechanical properties of sugarcane bagasse (SCB)-glass (G)/polyester hybrid composites, specifically focusing on tensile, flexural, and interlaminar shear properties. The study investigated the influence of relative fiber content and plies stacking sequence on these properties. The findings revealed that incorporating G-fiber into SCB/polyester composites through hybridization effectively enhanced their mechanical properties. Furtos et al.10–12 investigated sustainable composite materials, including wood fiber-reinforced geopolymers (WFRGC and WFSGC) based on fly ash, which showed reduced mechanical properties with increased wood fiber content but promising green construction applications, and glass fiber-reinforced composites, where increased glass fiber content and post-curing improved flexural strength and modulus due to strong interfacial bonding.
As can be observed from the above research, numerous studies have explored the use of sugarcane bagasse in various applications. Even if there are researches in this area, there is no works on the Effect of Fiber Length and Weight Ratio of Sugarcane Bagasse on the Mechanical Properties of Sugarcane Bagasse-Glass Fiber Reinforced Polyester Composites. This research investigates the influence of varying sugarcane bagasse fiber lengths (short, medium, and long) and weight ratios (10, 20, and 30 wt%) combined with 5 wt% glass fibers in unsaturated polyester resin on the mechanical properties of composites. These studies have provided valuable insights into factors influencing composite properties. However, to the author knowledge, a specific research gap exists regarding the effects of fiber length and weight ratio of sugarcane bagasse on the mechanical properties of sugarcane bagasse-glass fiber reinforced polyester composites. The lack of available data in this area serves as the primary motivation for this research. Therefore, this study focuses on investigating the effects of fiber length and weight ratio of sugarcane bagasse on the mechanical properties of sugarcane bagasse-glass fiber reinforced polyester composites. The study systematically varies the fiber length and weight ratio and evaluates the tensile strength, compressive strength, flexural strength, and impact strength of the composites. The influence of fiber length and weight ratio on the mechanical properties of these composite provides valuable insights for material scientists and engineers aiming to develop eco-friendly alternatives to traditional synthetic composites. Understanding the influence of fiber length and weight ratio on the mechanical properties of these composites will provide valuable insights for material scientists and engineers seeking to develop eco-friendly alternatives to traditional synthetic composites.
Materials and methods
Materials
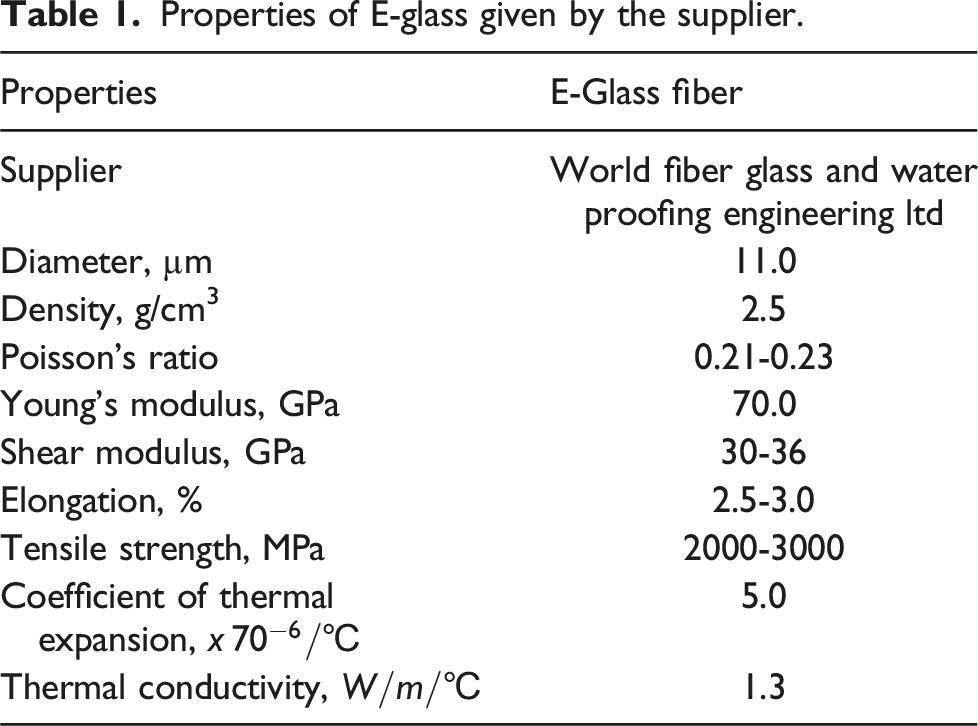
Properties of E-glass given by the supplier.
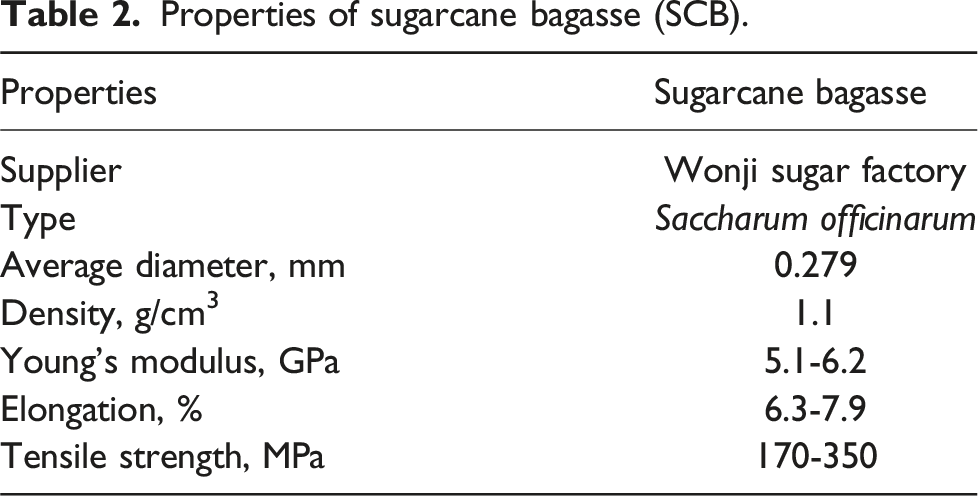
Properties of sugarcane bagasse (SCB).
Chemical composition of sugarcane bagasse.

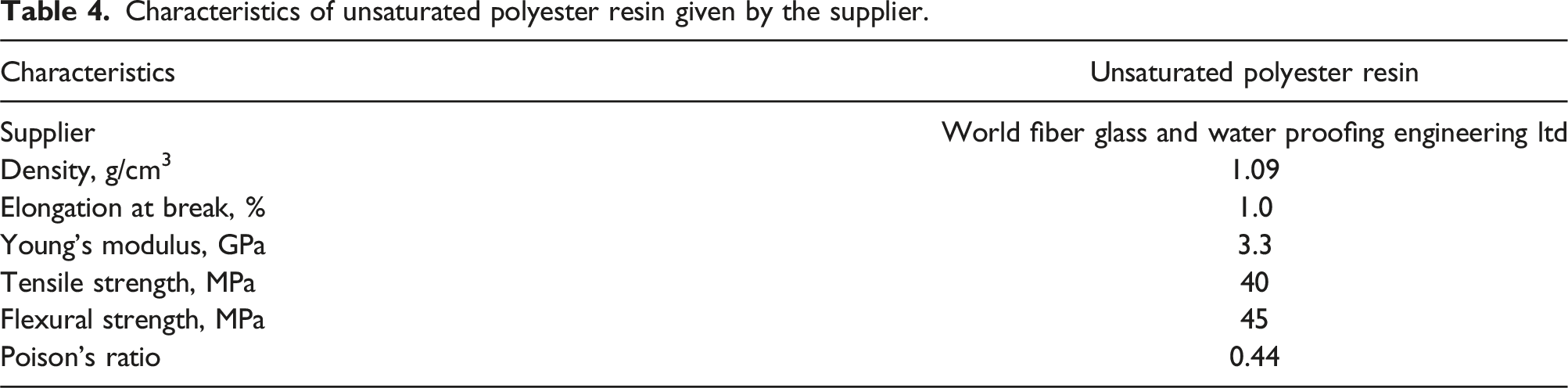
Characteristics of unsaturated polyester resin given by the supplier.
Density and void fraction measurement
To determine the influence of microstructure on mechanical properties, the experimental density (
Void fraction (
Alkaline treatment of sugarcane bagasse fibers
In this study, sugarcane bagasse fibers were subjected to an alkaline treatment to improve their compatibility with the polyester resin matrix and enhance adhesion between the fibers and the matrix. The treatment involved immersing the fibers in a 3% sodium hydroxide (NaOH) solution at room temperature for 8 hours. During the alkaline treatment, a reaction occurred between the hydroxyl (OH) groups in the fibers and NaOH, resulting in the formation of a chemical bond between the fiber and sodium hydroxide, as depicted in equation (3). This chemical bond formation improved the adhesion between the fibers and the polyester polymer matrix.
After the treatment, the fibers were thoroughly rinsed with water to remove any remaining NaOH solution, ensuring that no excess alkaline solution remained on the fiber surface. Subsequently, the fibers were dried in an oven at 60°C for 4 hours to eliminate moisture content. Finally, the treated fibers were air-dried at room temperature for 24 hours before being utilized in the fabrication of composites. Figure 1 shows sugarcane bagasse fibers before, during, and after chemical treatment. Sugarcane bagasse fiber: (a) Before treatment, (b) During treatment, and (c) After treatment.
Water absorption analysis of alkali-treated composites
For testing water resistance of alkali-treated SCB composites, water immersion tests were performed using ASTM D570.
14
The samples (50 × 13 × 5 mm) were dried at 50°C for 24 hours, and then they were immersed in distilled water at room temperature for 24 hours. The samples were weighed before and after immersion. Water absorption (%) was calculated using equation (4):
Composite preparation
The sugarcane bagasse-glass fiber reinforced polyester composites in this study were prepared using the hand lay-up technique. The conventional hand lay-up technique was utilized to produce the composite because it is convenient, easy to handle, and does not required more time.15–17 The composite preparation process involved varying the length of sugarcane bagasse fibers (short, medium, and long) and the weight ratio of sugarcane bagasse fibers (10%, 20%, and 30%) in combination with chopped glass fiber reinforcements (5%) in an unsaturated polyester resin matrix. The appropriate amount of polyester resin and hardener was mixed thoroughly to achieve the desired resin-to-hardener ratio, ensuring uniformity in the mixture. The curing process took approximately 24 hours at room temperature. Before curing, a releasing agent was painted on the mold surface to be used to prevent sticking and make it easier to remove the composite from the mold. Once the curing was complete, the composites were removed from the molds and cut into the desired dimensions according to ASTM standards. Additionally, sugarcane bagasse-glass fiber/polyester hybrid composites were prepared without the inclusion of any additional sugarcane bagasse reinforcements, resulting in a composition with 0% sugarcane bagasse content.
Mechanical testing
After the completion of the fabrication process, in this study, the mechanical properties of the sugarcane bagasse-glass fiber reinforced polyester composites were evaluated through a series of standardized mechanical tests. The mechanical tests included tensile testing, compression testing, flexural testing, and impact testing, all conducted at room temperature.
Tensile strength tests
Tensile strength tests were conducted according to the ASTM D638-14 standard (Standard Test Method for Tensile Properties of Plastics) to measure the tensile strength of sugarcane-glass fiber reinforced polyester composites.
18
Five rectangular dog-bone-shaped specimens were prepared for each composition of the composites with specific dimensions, as specified by the ASTM D638 standard, as shown in Figure 2. The samples were clamped into the grips of a computer controlled electromechanical universal testing machine with a capacity of up to 100 KN. The tests were carried out in room temperature at a crosshead speed of 2 mm/min under displacement control mode. The tensile tests were conducted in Addis Ababa Science and Technology University (AASTU), Addis Ababa, Ethiopia. The load-displacement curves were recorded during the test, and the tensile strength and elongation at break were calculated. Tensile test specimens per ASTM D638: (a) schematic diagram and (b) actual sample.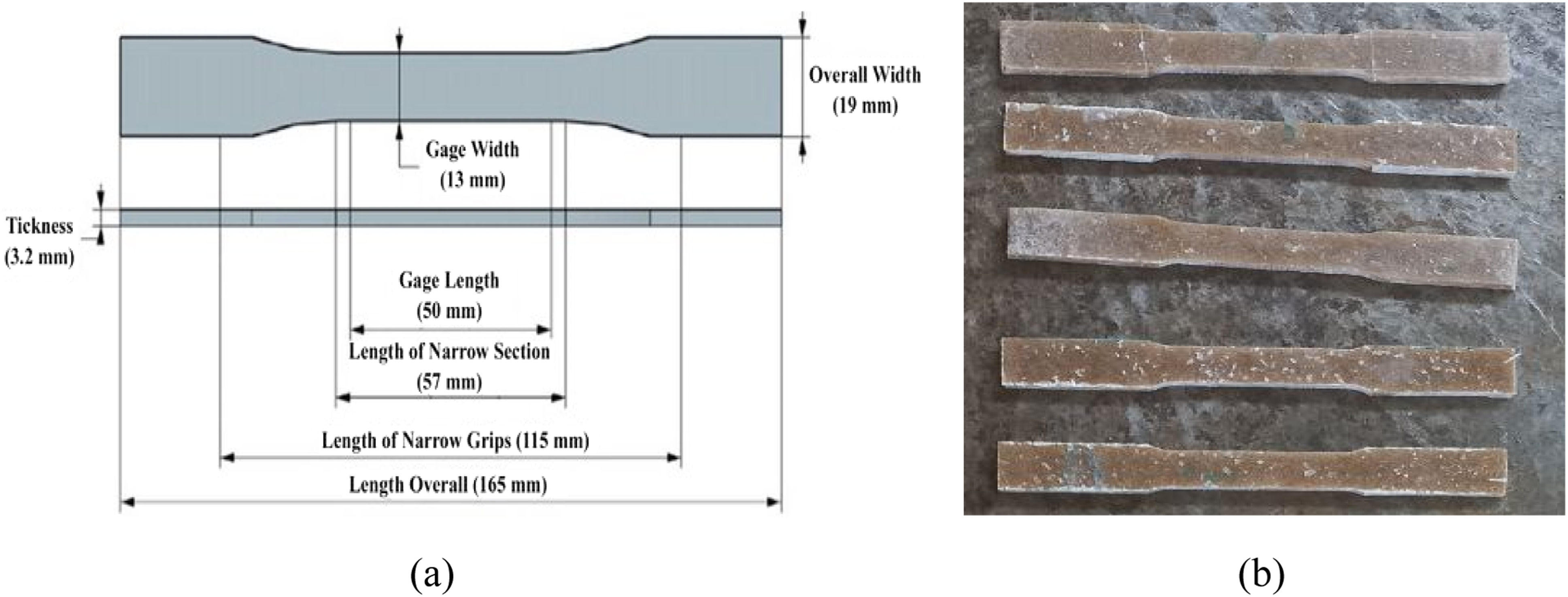
Compression strength tests
Apart from the tensile test, compression tests were carried out on the sugarcane-glass fiber reinforced polyester composites. The ASTM standard ASTM D695 (Standard Test Method for Compressive Strength of Polymer Matrix Composites) was employed for compression tests.
19
These tests were performed using a computer-controlled electromechanical universal testing machine equipped with a 100 KN load cell. Five rectangular samples with specific dimensions were prepared for each composition of the composites. Figure 3 shows the test samples of the hybrid composite used in the compression tests. The tests were carried out in room temperature at a crosshead speed of 2 mm/min under displacement control mode. The compression tests were conducted at the same testing facility mentioned earlier, which was the Addis Ababa Science and Technology University in Addis Ababa, Ethiopia. The load-deformation curve was recorded, and the compressive strength and deformation characteristics were determined. Compression test specimens per ASTM D695: (a) schematic diagram and (b) actual specimen.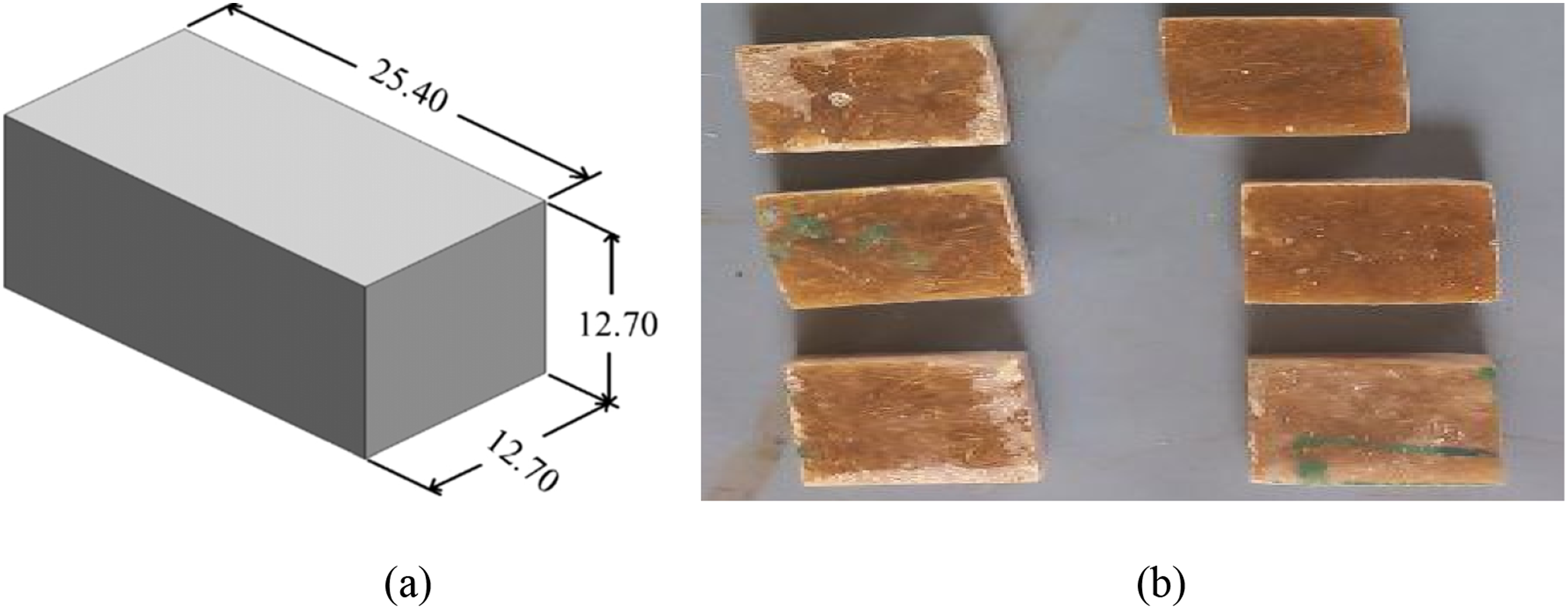
Flexural strength tests
In this work, flexural strength tests were conducted according to ASTM D790 (Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials) to evaluate the flexural strength of the sugarcane-glass fiber reinforced polyester composites.
20
Rectangular beam-shaped specimens were prepared as per the standard dimensions, as shown in Figure 4. The flexural tests were performed using a computer-controlled flexural testing machine with a capacity of 100 KN. The testing machine applies a load to the specimens in a three-point bending configuration at a crosshead speed of 2 mm/ min. The samples were supported on two points, and a load was applied at the center of the span until fracture occurred. The load-deflection curve was recorded, and the flexural strength and modulus were then calculated. It is important to note that the flexural tests were conducted at the same testing facility mentioned earlier, the Addis Ababa Science and Technology University in Addis Ababa, Ethiopia. Flexural test specimens per ASTM D790: (a) schematic diagram and (b) actual sample.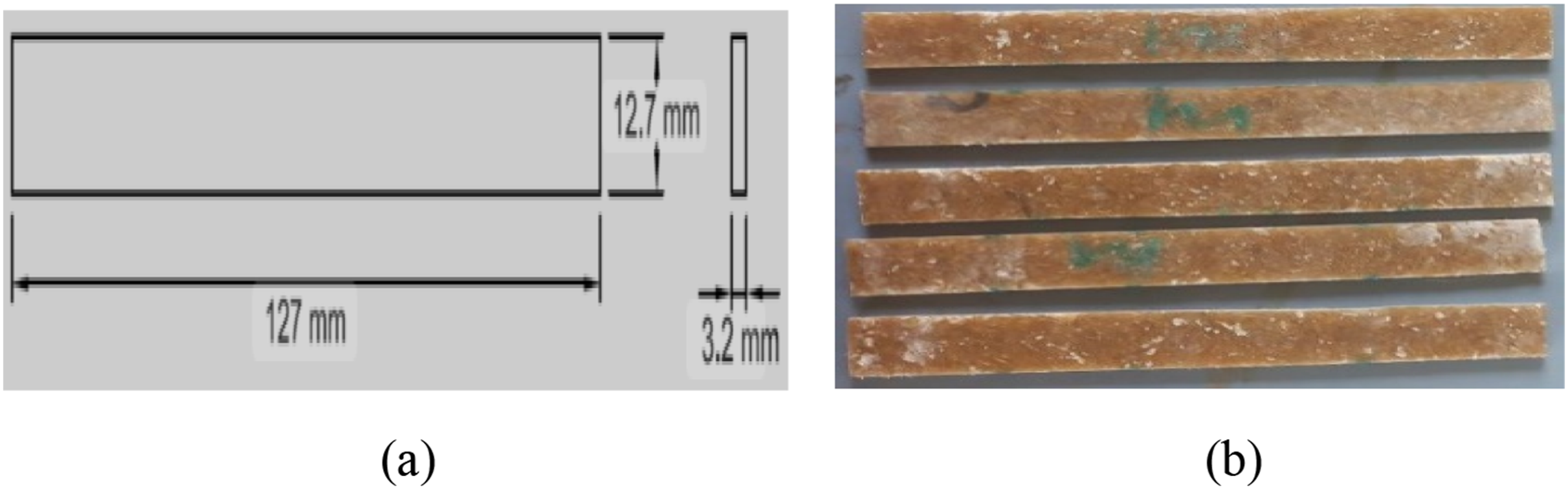
Impact strength tests
The impact resistance and toughness of the sugarcane-glass fiber/polyester hybrid composites were evaluated using a Izod impact test. As shown in Figure 5, standardized Izod specimens were prepared, and the tests were carried out following the ASTM D256 standard (Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics).
21
The samples were placed in an impact testing machine, and a pendulum or striker was released to strike the sample. The impact tests were performed at the Addis Ababa Science and Technology University (AASTU) in Addis Ababa, Ethiopia. Izod impact test specimens per ASTM D256: (a) schematic diagram and (b) actual sample.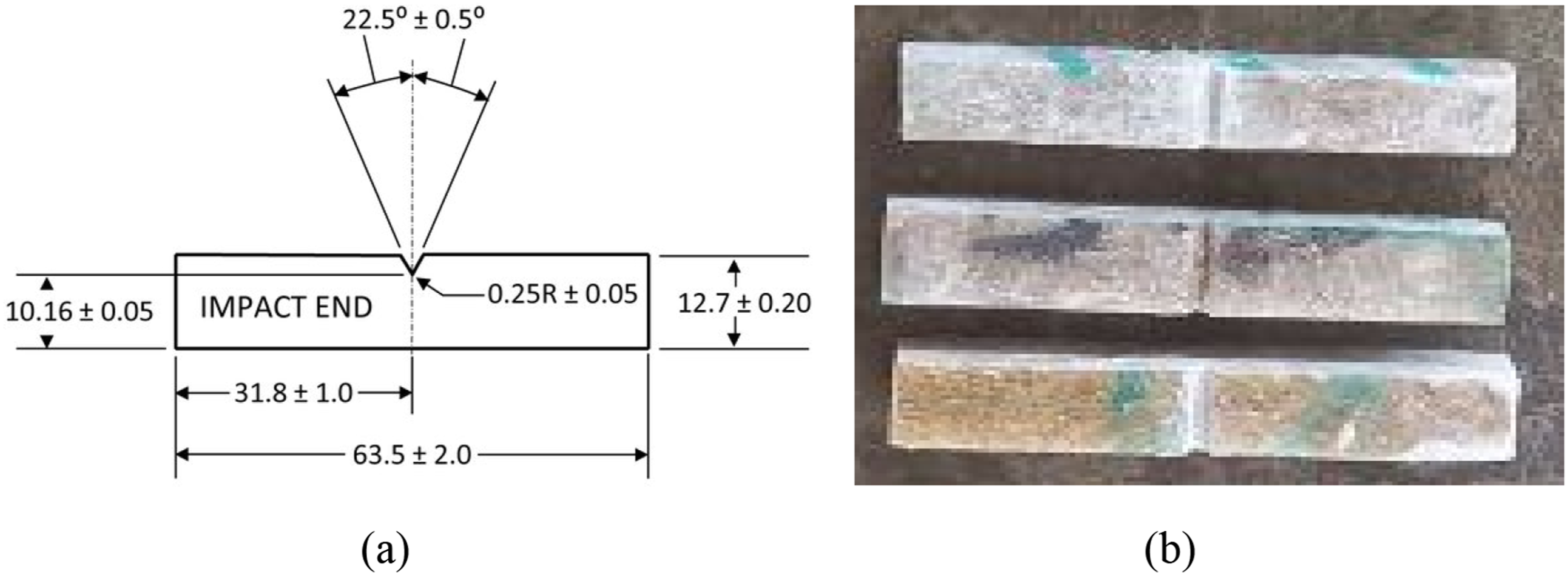
The energy absorbed during the impact event was recorded, and the impact strength or toughness was determined. Using the impact test, the energy needed to break the material can be measured easily and can be used to measure the toughness of the material and the yield strength.
Results and discussion
In this section, the experimental evaluation of the mechanical properties, including tensile strength, compression strength, flexural strength, impact strength, and Density and Void Fraction Analysis
Of the fabricated sugarcane bagasse-glass fiber reinforced polyester composites is presented and discussed. The obtained results are analyzed and discussed in the following subsections.
Tensile strength
The tensile properties of sugarcane bagasse-glass fiber reinforced polyester composites were evaluated to assess the effect of fiber length and fiber weight percentage. Tensile strength refers to the maximum stress that a material can endure before necking occurs. Figure 6 illustrates the effect of sugarcane bagasse fiber length and fiber weight percentage on the tensile strength of the composites. (a) Effect of SCB fiber length on tensile strength of sugarcane bagasse-glass fiber reinforced polyester matrix composite and (b) Effect of SCB weight percentage on tensile strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites.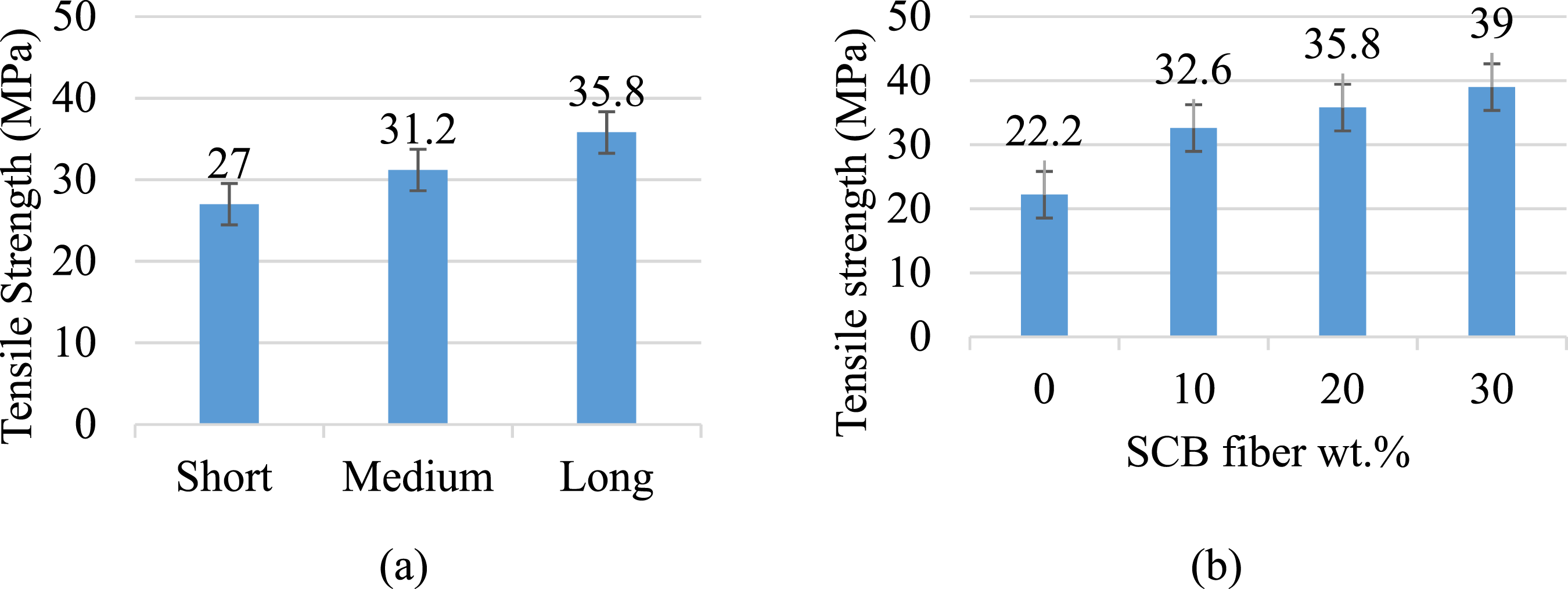
It is evident from Figure 6(a) that as the fiber length increases the tensile strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites. The tensile strength values for composites with short, medium, and long fibers are 27 MPa, 31.2 MPa, and 35.8 MPa, respectively. This trend indicates that longer fibers contribute to higher tensile strength in the composite samples. One possible explanation for this observation is that longer fibers provide a larger surface area for interaction with the epoxy matrix. This increased interaction between the longer fibers and the matrix enhances the composite’s resistance to tensile forces, resulting in improved strength.
Additionally, Figure 6(b) demonstrates that the tensile strength of sugarcane bagasse-glass fiber reinforced polyester composites increases as the weight percentage of sugarcane fiber increases, regardless of the fiber length. The composite without any sugarcane bagasse fiber content (0% weight percentage) exhibits a relatively lower tensile strength of 22.2 MPa. However, with the addition of 10% sugarcane bagasse, the tensile strength increases to 32.6 MPa. Furthermore, the composites containing 20% and 30% weight percentages of sugarcane bagasse demonstrate tensile strengths of 35.8 MPa and 39 MPa, respectively. These results indicate that the incorporation of sugarcane bagasse into the composite matrix contributes to an improvement in tensile strength. The increasing weight percentage of sugarcane bagasse enhances the interaction between the fibers and the polyester matrix, leading to enhanced resistance against tensile forces and thus an increase in strength. This suggests that the bagasse fiber is not strong enough to be the reinforced fiber and the PP matrix itself has higher bonds. The composites become brittle and less ductile.
Increasing the fiber length from short fibers to long fibers resulted in a 32.96% improvement in tensile strength, while increasing the fiber percentage from 0% to 30% led to a significant 75.68% increase, demonstrating the significant contribution of both fiber length and percentage to enhancing tensile strength. This result is also supported by the literature. Cao et al. 22 and Arrakhiz et al. 23 reported that natural fibers, such as sugarcane bagasse and sisal, exhibit significant improvements in tensile strength when fiber length and content are optimized, aligning with your findings. Similarly, Athijayamani et al. 24 observed that natural fiber composites with 30%–40% fiber content achieve peak mechanical performance due to balanced reinforcement and matrix coverage.
Compression strength
To evaluate the resistance of the composites to compressive forces, the compression strength of the materials was assessed. Figure 7 presents the results, illustrating the effect of sugarcane bagasse fiber length and fiber weight percentage on the compression strength of the composites. (a) Effect of SCB fiber length on compression strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites and (b) Effect of SCB wt.% on compression strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites.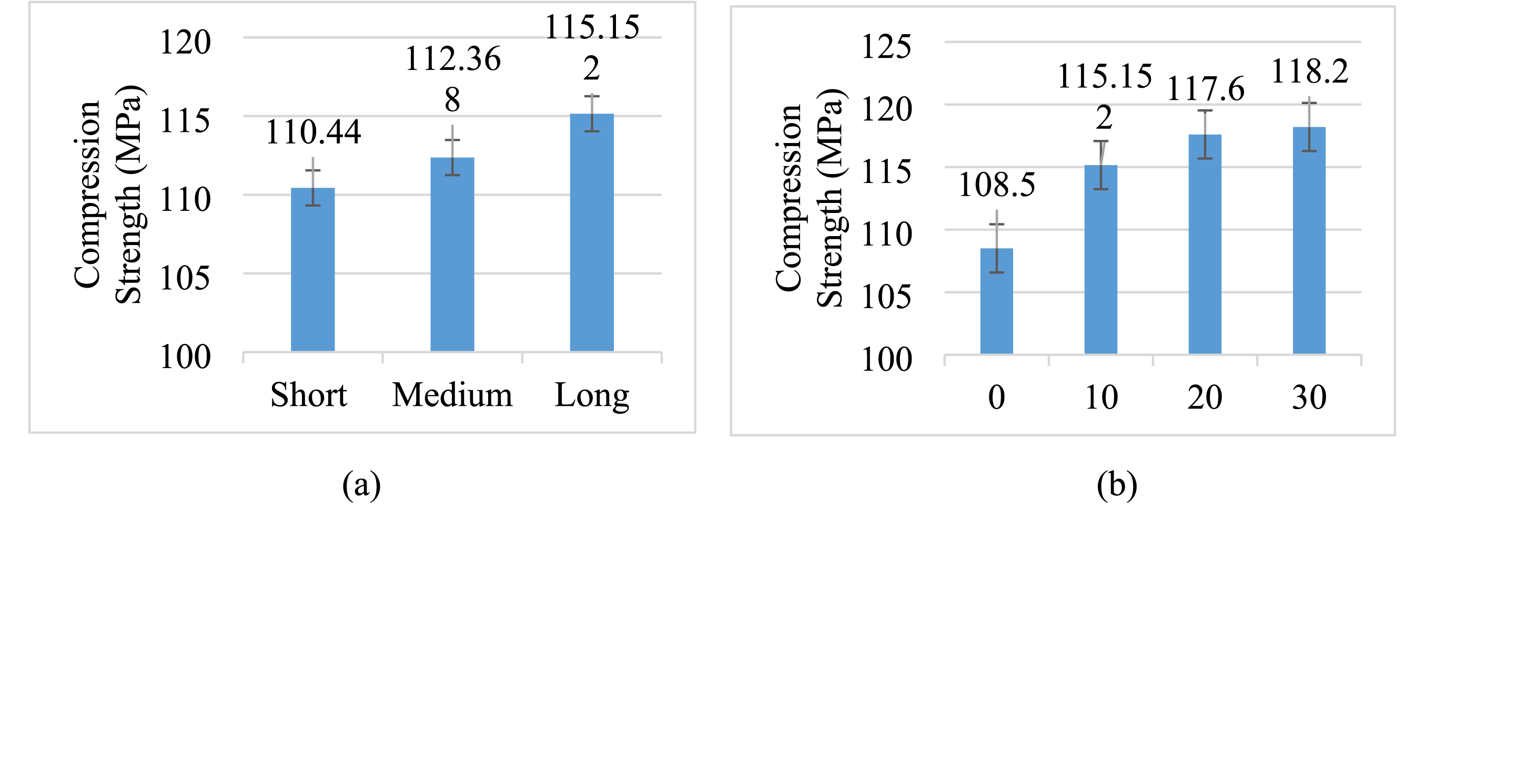
The results obtained from Figure 7(a) indicate that the compression strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites increases with the increase in fiber length. The composite samples with short fibers demonstrate a compression strength of 110.44 MPa, while those with medium fibers exhibit a slightly higher compression strength of 112.368 MPa. The composites containing long fibers exhibit the highest compression strength of 115.152 MPa. These findings suggest that longer fibers contribute to an improved resistance to compressive forces in the composites. The increased surface area provided by longer fibers allows for enhanced interaction with the polyester matrix, resulting in a stronger composite structure.
Moving on to Figure 7(b), the influence of sugarcane bagasse (SCB) weight percentage on the compression strength of the composites is evident. The composite without any SCB content (0% weight percentage) exhibits a compression strength of 108.5 MPa. However, as the weight percentage of SCB increases, there is a notable enhancement in compression strength. For instance, the addition of 10% SCB results in a significant increase to 115.152 MPa, while composites containing 20% and 30% weight percentages of SCB demonstrate even higher compression strengths of 117.6 MPa and 118.2 MPa, respectively. These findings indicate that a higher SCB weight percentage positively impacts the compression strength of the composites. The incorporation of SCB fibers enhances the load-bearing capacity and improves the resistance to compressive forces within the composite matrix. This can be attributed to the reinforcing effect of the SCB fibers, which effectively distribute the applied compressive load and prevent premature failure of the composite structure.
Compression strength increased by 4.3% with the increase in fiber length from short fibers to long fibers, while the increase in fiber percentage from 0% to 30% resulted in a more noticeable 9% improvement, showing that fiber percentage has a more pronounced effect on compression strength. Cao et al., 22 Gomes et al., 25 and Athijayamani et al. 24 Reported similar trends in compression strength improvement with increasing fiber length and fiber percentage in natural fiber composites, supporting your findings. Simao et al. 26 observed that fiber percentage is more influential than fiber length in enhancing compression strength, as a higher fiber volume fraction directly contributes to load resistance in compression.
Flexural strength
Flexural strength is a critical mechanical property that characterizes a material’s ability to resist bending or flexural stresses without fracturing. The results illustrating the effect of sugarcane bagasse fiber length and fiber weight percentage on the flexural strength of the composites is depicted in Figure 8. (a) Effect of SCB fiber length on flexural strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites and (b) Effect of SCB wt.% on flexural strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites.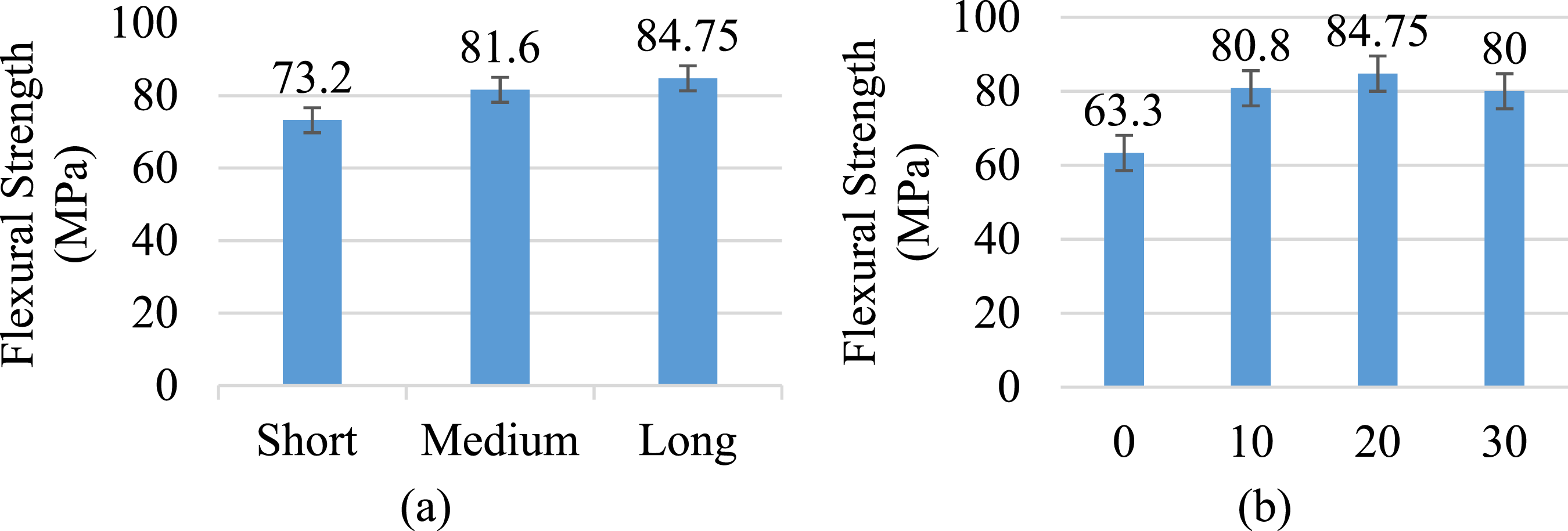
The findings presented in Figure 8(a) prove the influence of sugarcane bagasse (SCB) fiber length on the flexural strength of sugarcane bagasse-glass fiber reinforced polyester matrix composites. The results indicate that different fiber lengths have a significant impact on the flexural strength of the composites. The highest flexural strength of 84.75 MPa was achieved with long SCB fibers, while composites with short fibers exhibited a flexural strength of 73.2 MPa, and those with medium fibers demonstrated a strength of 81.6 MPa. This variation in flexural strength can be attributed to the mechanical behavior of the fibers under bending loads. Longer fibers offer a larger surface area for effective load transfer and improved stress distribution within the composite matrix, resulting in higher flexural strength. On the other hand, shorter fibers may experience less efficient load transfer, leading to a relatively lower flexural strength.
Moving on to Figure 8(b), it showcases the effect of SCB weight percentage on the flexural strength of the composites. The data reveals a clear trend where an increase in the weight percentage of SCB fibers leads to an enhancement in flexural strength. The composite without any SCB fibers (0% weight percentage) exhibits a flexural strength of 63.3 MPa, which is comparatively lower. However, as the weight percentage of SCB fibers increases to 10%, the flexural strength rises to 80.8 MPa, indicating a significant improvement of (80.8-63.3) MPa. The trend continues as the weight percentage increases, with flexural strengths of 84.75 MPa and 80 MPa achieved for composites containing 20% and 30% SCB weight percentages, respectively. This enhancement in flexural strength can be attributed to the reinforcing effect of the SCB fibers. The incorporation of SCB fibers improves the load-bearing capacity of the composites and enhances their resistance to bending or flexural stresses. The fibers act as reinforcements, effectively distributing the applied load and preventing premature failure.
The flexural strength improved by 15.8% when the fiber length was increased from short to long fibers, and by 33.9% when the fiber percentage increased from 0% to 30%, indicating that both factors contribute to the bending strength of the composite, with fiber percentage having a larger impact. Athijayamani et al., 24 Cao et al., 22 and Gomes et al. 25 have demonstrated that increasing fiber length and percentage significantly enhances flexural strength in natural fiber-reinforced composites. Arrakhiz et al. 23 observed that composites with higher fiber percentages show improved flexural performance due to increased resistance to bending deformation. Simao et al. 26 reported that while fiber length enhances stress transfer, fiber percentage dominates flexural strength improvements due to the larger volume of reinforcing material.
Impact strength
The impact strength of composites is a crucial measure of their ability to withstand sudden impact or shock loading. In order to evaluate the impact strength of the sugarcane bagasse-glass fiber reinforced polyester matrix composites, an Izod impact test was conducted. The results of this test are presented in Figure 9. (a) Effect of SCB fiber length on energy absorption capability of sugarcane bagasse-glass fiber reinforced polyester matrix composites and (b) Effect of SCB fiber wt.% on energy absorption capability of sugarcane bagasse-glass fiber reinforced polyester matrix composites.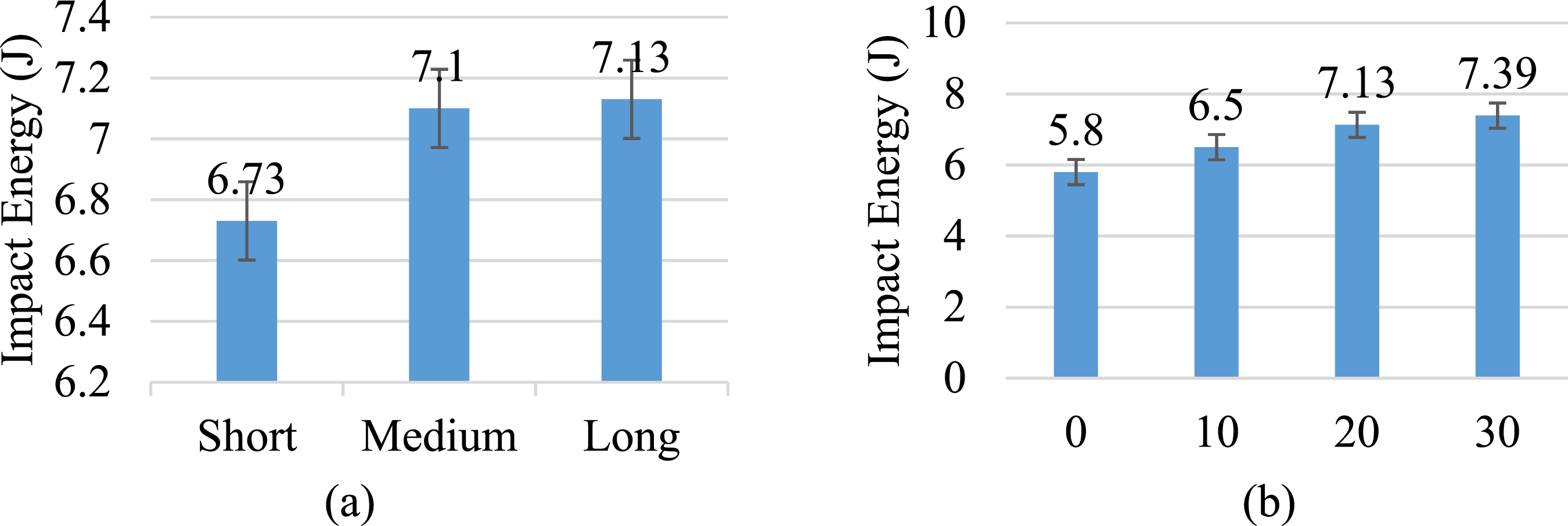
The results presented in Figure 9(a) highlight the impact of sugarcane bagasse (SCB) fiber length on the energy absorption capability of sugarcane bagasse-glass fiber reinforced polyester matrix composites. The data demonstrates that different fiber lengths have a significant influence on the energy absorption capability of the composites. For short SCB fibers, the energy absorption capability is measured at 6.73 J, while composites with medium fibers exhibit an absorption capability of 7.1 J. The highest energy absorption capability of 7.13 J is achieved with longer SCB fibers. The variation in energy absorption capability can be attributed to the mechanical behavior of the fibers during impact loading. Longer fibers provide a larger surface area for energy dissipation, allowing for better absorption and distribution of impact forces within the composite matrix. Consequently, composites with longer fibers exhibit higher energy absorption capability compared to those with shorter fibers.
Moving on to Figure 9(b), it demonstrates the effect of SCB fiber weight percentage on the energy absorption capability of the composites. The data reveals a clear trend where an increase in the weight percentage of SCB fibers leads to an improvement in the energy absorption capability. The composite without any SCB fibers (0% weight percentage) displays an energy absorption capability of 5.8 J, which is comparatively lower. However, as the weight percentage of SCB fibers increases to 10%, the energy absorption capability rises to 6.5 J. Further increasing the weight percentage to 20% and 30% results in energy absorption capabilities of 7.13 J and 7.39 J, respectively. This enhancement in energy absorption capability can be attributed to the reinforcing effect of the SCB fibers. The incorporation of SCB fibers improves the composite’s ability to absorb and dissipate impact energy, reducing the likelihood of fracture or failure. The fibers act as effective energy absorbers, dispersing and dampening the impact forces within the composite structure.
The impact energy increased by 5.94% when the fiber length was increased from short fibers (6.73 MPa) to long fibers (7.13 MPa), and by 27.59% when the fiber percentage was increased from 0% to 30% (5.8 MPa to 7.39 MPa). This demonstrates that both longer fibers and a higher fiber percentage contribute significantly to improving the impact energy of the composite, with the fiber percentage having a larger effect. The study by Venkateshwaran et al. 27 supports this that fiber length significantly impacts properties such as impact strength.
In summary, both fiber length and weight percentage of SCB fibers have an impact on the energy absorption capability of sugarcane bagasse-glass fiber reinforced polyester matrix composites. Longer fiber lengths and higher fiber weight percentages contribute to improved energy absorption capabilities, implying a potential enhancement in impact strength. The relationship between energy absorption capability and impact strength underscores the importance of considering the former as a reliable indicator of the latter when evaluating the performance of composite materials in impact-related applications.
Density and Void Fraction Analysis
Density and void content versus SCB weight percentage.
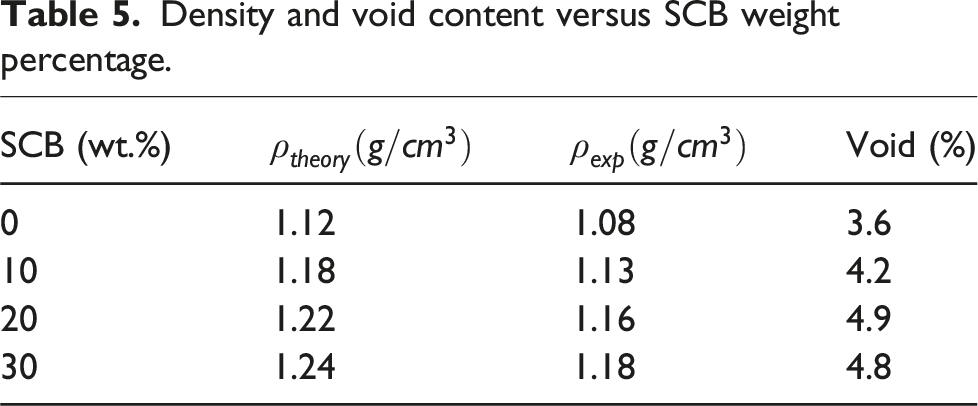
Void content and density analysis shows significant structure-property correlations in SCB-glass fiber composites. As shown in Table 5, as SCB content from 0% to 30% increases, experimental density rises from 1.08 to 1.18
Water immersion test results
Water absorption test data.

Water absorption testing (Table 6) indicates that the composites with 10% SCB have the lowest water absorption (1.49%), which increases to 3.49% when there is 30% SCB. This is consistent with void content measurements (Table 5), supporting the observation that higher fiber content introduces more hydrophilic pathways. However, all results are less than 4% - significantly lower than untreated SCB composites – and demonstrate the efficacy of alkali treatment to decrease hemicellulose content (Table 3) and improve fiber-matrix interaction, thus minimizing water intrusion. Figure 10 shows the water absorption of SCB composites at different fiber loadings and the linear trend of absorption with increasing SCB content. (a) Water absorption of SCB composites at different fiber loadings. (b) Linear trend of water absorption with increasing SCB content.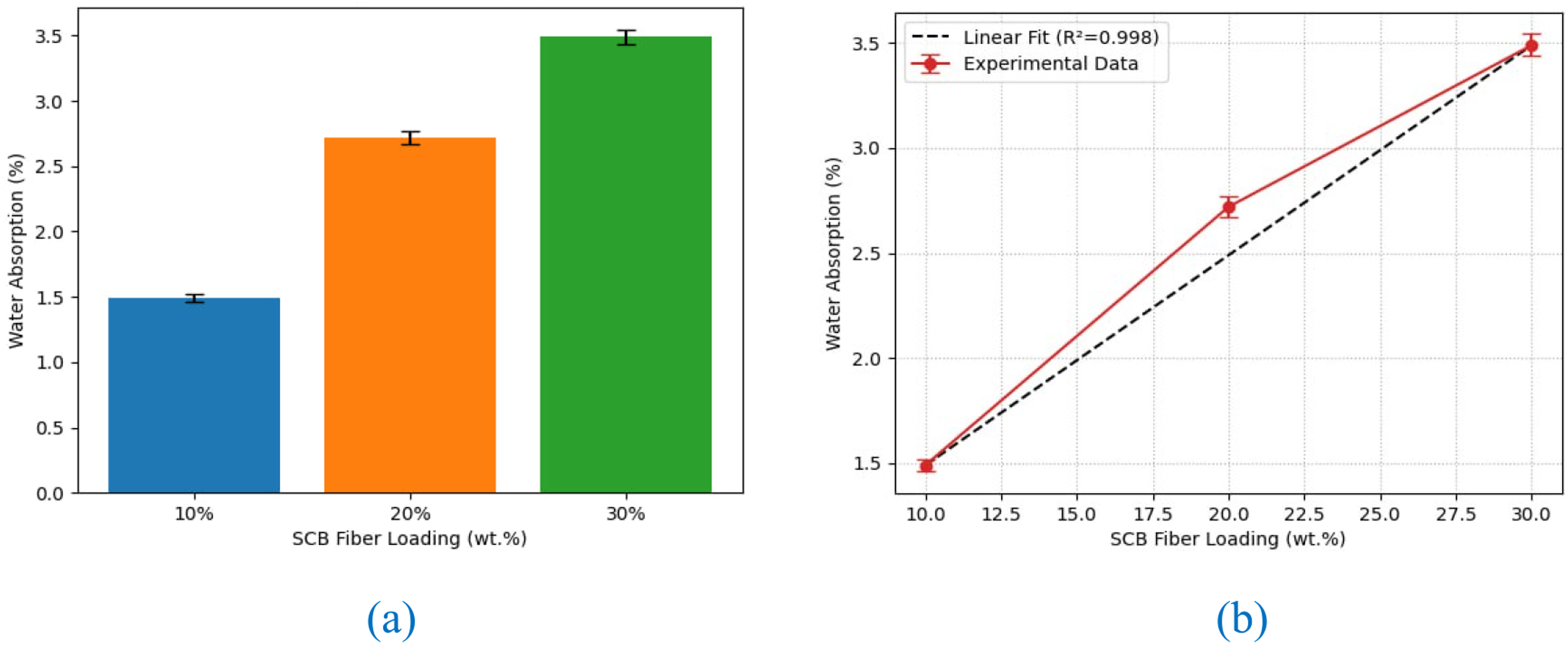
The bar chart depicts clear correlation between water absorption and SCB fiber loading in alkali-treated composites, illustrating both as expected trends and minor observations. As SCB loading is increased from 10% to 30%, water absorption ranges from 1.49% to 3.49%, consistent with higher void content (Table 5) and intrinsic hydrophilicity of the fibers. This trend is, however, significantly reduced relative to untreated effectiveness of NaOH treatment to decrease hemicellulose content (Table 3) and enhance fiber-matrix bonding. The 20% SCB composite demonstrates minor deviation from linearity (2.72% absorption), which is in concordance with its peak void fraction (4.9%) and implies momentary fiber agglomeration at this load. Critically, even the maximum absorption (3.49% at 30% SCB) remains below the 5% industrial acceptability threshold for non-aqueous conditions, indicating the practicability of such composites. The results indicate that despite voids producing unavoidable channels for moisture, their impact is effectively countered by the dual effect of alkali treatment: (1) chemical modification of fiber surfaces to reduce hydrophilicity, and (2) enhancing interfacial bonding to limit capillary flow.
The line graph illustrates near perfect linear correlation (R2 = 0.98) of SCB fiber loading with water absorption, and with each 10% increase in SCB loading raising moisture absorption by
Conclusions
In the current research work, mechanical characteristics of sugarcane bagasse-glass fiber reinforced polyester composites have been investigated. Experimental results provided information regarding tensile strength, compression strength, flexural strength, and impact strength of the composites for different lengths and weight percentages of the fiber. The experimental results lead to the following conclusion:
The tensile strength of the composites increased by 32.96% when the fiber length was increased from short fibers (27 MPa) to long fibers (35.8 MPa). Furthermore, the tensile strength improved by 75.68% as the fiber content increased from 0% (22.2 MPa) to 30% (39 MPa). The compressive strength also showed a 4.29% increase when the fiber length was extended from short fibers (110.44 MPa) to long fibers (115.15 MPa), and an 8.97% increase when the fiber content was raised from 0% (108.5 MPa) to 30% (118.2 MPa).
Similarly, the flexural strength increased by 15.80% with longer fibers (from 73.2 MPa to 84.75 MPa) and by 33.89% when the fiber content was increased from 0% (63.3 MPa) to 30% (84.75 MPa). In terms of impact resistance, the impact energy increased by 5.94% when fiber length was increased (from 6.73 MPa to 7.13 MPa) and by 27.59% when the fiber content increased from 0% (5.8 MPa) to 30% (7.39 MPa).
Void analysis showed 4.8%–4.9% porosity for composites with 20%–30% SCB. Despite this, there was significant improvement in mechanical properties due to enhanced fiber-matrix bonding through alkali treatment. Although voids lowered overall performance to a certain level, their negative effects were overbalanced by the reinforcement benefits of the fibers, particularly in tensile and flexural modes. The process could be optimized further to reduce the content of voids, thereby enhancing the composites’ applicability for high-performance use.
In addition to mechanical properties, durability was ascertained by water immersion tests. The results confirmed once again that alkali treated SCB composites exhibit good moisture resistance (<4% absorption), justifying their potential for use in humid or moisture prone conditions.
In the future, the author will study the effect of natural rubber on the mechanical properties of sugarcane bagasse-glass fiber reinforced polyester composites for their possible use in automotive bumpers. In addition, the Design of Experiments (DoE) technique will be employed to optimize the properties versus significant variables. Confirmation experiments will also be conducted to reduce the number of experimentations while maximizing the composite properties within the same domain.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.