
Abstract
Polypropylene (PP) composites are prepared using calcined shell waste (CS) at 8% by weight, with incorporation of Polyethylene grafted with maleic anhydride (PE-g-MA). For comparison purposes, the composites are mixed using either a single-screw extruder (SSE) or a twin-screw extruder (TSE), followed by injection molding. The composites (SSE) with the addition of 10 wt% PE-g-MA showed a reduction in fluidity of approximately 40.78 %, while those produced using TSE showed a 40% decrease. The impact strength of PPCSPE-g-MA10 (TSE) decreased by around 37.92%, while the composites with fine CS showed improved performance. The elongation at yield was reduced by 12.30% for SSE samples, while an increase of 21.26% was observed for composite with 2 wt% PE-g-MA processed by TSE. The yield stress and tensile strength were slightly reduced for TSE samples, while SSE composites showed a similar performance to pure PP. A slight increase in tensile modulus was observed in all composites. The flexural modulus of the composites with 2 wt% PE-g-MA showed better results, with an increase of 21.6% (TSE) and 18.4% (SSE). Flexural strength was higher in the SSE composites, attributed to better dispersion and adhesion of fine CS particles. The analysis of variance (ANOVA) revealed statistically significant differences in the mechanical properties of the composites. Both the Nicolais-Narkis and Pukanszky models demonstrated that the addition of compatibilizer positively influences interfacial adhesion. The initial thermal stability of the PPCSPE-g-MA composites decreased by no more than 13%. A promising solution for the industrial recycling of calcined residue is evaluated.
Introduction
The growth of the mollusk market is evident in many regions worldwide, generating shell waste as a by-product. This environmental issue is also present around João Pessoa City in Brazil, where shell waste has been irregularly disposed of along the banks of the Paraíba River. Globally, shell waste from aquaculture currently accounts for 42.6% of total waste, and this percentage is increasing rapidly. In China alone, millions of tons of shell waste are produced annually. 1 However, repurposing this waste to safeguard the environment and foster sustainable development remains a challenge due to its low added value and the complexities of proper disposal. 2 Shell residues predominantly consist of calcium carbonate (CaCO3), making up approximately 95% of the composition, along with 1–5% organic material. The organic phase is embedded within the CaCO3 layers and remains internally trapped, even after the mollusk meat is removed. 3 These macromolecules can include proteins, polysaccharides, or glycoproteins. 4 Operating at the nanometer scale, they act as adhesives between layers of CaCO3 layers, contributing to the shell’s structural integrity. 5 In this study, the mollusk shell waste originates from two species: Anomalocardia brasiliana and Tivela mactroides. Large quantities of this waste are often left abandoned in the open air, leading to environmental degradation. 6 This has been observed in areas such as Xiamen (a coastal city in southeast China), 7 along the banks of the Paraiba River in Northeast Brazil, 8 in Northern Peru, 9 and along the southern coast of Korea. 10 Improper disposal significantly impacts on quality of life for nearby residents. Additionally, untreated waste also poses health risks due to the slow decomposition of meat remnants at room temperature, which leads to microbial degradation and the release of harmful hydrocarbon gases. These gases are toxic and emit unpleasant odors such as hydrogen sulfide and ammonia.10,11 The waste also contributes to local infestation, increasing the risk of diseases such as diarrhea, dengue, and malaria. To address these environmental and social issues, recycling offers a promising solution by transforming this natural waste from a source of pollution into high-value-added products.10,12
One solution to mitigate environmental issues is the development of recycled waste products, such as ceramic fillers to be used in polymer composites. It is important to highlight that the composition of the shell residues from aquatic microorganisms contains OH groups in the inorganic phase, corresponding to the FTIR bands of 3413 and 3448 cm−1.13,14 This feature is of interest to the scientific community due to the beneficial interactions that can occur between these shells and polar polymeric matrices. 15 Bio-based polymer composites have gained significant importance due to the environmental advantages of using shell waste as a filler to enhance polymer properties.16–18 Weng et al., 19 when studying particle size in waste, observed that incorporating lower contents of shell residues (with 200 mesh particle size) into polycaprolactone through intensive mixing and hot compression molding resulted in greater tensile strength than when using 400 mesh particles. Additionally, the modulus was highest when 60 wt% of waste with a larger particle size (100 mesh) was incorporated. In natura shell residues were also added to high-density polyethylene (HDPE) up to 8 wt%, with mixing in a single-screw extruder followed by injection molding. Two different shell particle sizes (200 and 325 mesh) were evaluated to determine their influence on composite properties. The polymer’s thermal stability increased with the addition of finer particles (325 mesh), while the flexural modulus increased by 37% with the use of coarser particles (200 mesh) at residue contents of 2 wt%. 8 Shell waste-based polymer composites have received attention for various applications, including packaging, structural components of household appliances, furniture, automobile interior components - such as decorative panels and also insulation materials in civil construction, offering improved properties.13,16 The large amount of shell waste generated by the increasing global consumption of shellfish could enable a sustainable circular bioeconomy by returning this waste to society as an ecological additive for polymers.20,21 In this context, both the environmental appeal for the industrial sector and the reduction of shell waste could be addressed.
In the case of recycling micro-shell waste through polymer composites processing technology, a lower mass flow or production rate can negatively impact the manufacture of these composites. Additionally, the preparation costs for recycled-based composites remain economically relevant. According to Mondadori et al., 22 single-screw extrusion (SSE) is generally less expensive and more readily available for commercial use than twin-screw extruder (TSE). The SSE configuration can be modified to enhance mixing, enabling the capture and melting of polymer portions that are still in solid form.23,24 Another crucial challenge in the preparation of bio-based composites is achieving effective interfacial interaction between the polymer matrix and the filler, as this affects adhesion. Strong interfacial adhesion is essential for efficient stress transfer from the matrix to the filler. Ge et al. 25 prepared isostatic T30S-type polypropylene (PP) composites with dye-loaded shell powder, achieving a 58% improvement in impact strength at 10% filler content by weight. This improvement was attributed to interfacial adhesion facilitated by a compatibilizing agent based on polypropylene grafted with maleic anhydride (PP-g-MA). Its dispersive effects contribute to maintaining homogeneity throughout the compatibilized composite, which is crucial for preserving the integrity of the internal structure. 26
Various shell surface treatments have been employed to improve interfacial adhesion with the matrix or even to decrease particle size. For example, calcination reduces the residue particle size (after grinding), which enhances the performance of polymeric composites. 27 Scallop shells were calcined at 900°C for 2 hours to obtain calcium oxide (CaO), which was added at levels of 2 and 5 PHR to commercial biodegradable polymers, along with 1 PHR of carbon black. The resulting bio-composites exhibited higher biodegradation rates with increased CaO content. During mulch film hydrolysis, the neutralization of organic acids was also observed. 28 Additionally, calcining shell residues at 500°C 29 led to the development of recycled PP with 20 wt% residue, resulting in a 41% increase in impact strength.
Mathematical models proposed by Pukanszky et al. 26 and Nicolas et al. 30 were used to investigate interfacial interaction in particulate polymer composites. To the best of our knowledge, no previous studies have compared the effects of SSE and TSE on the tensile mechanical properties of calcined shell-based polymer composites using these models to infer interfacial interaction.
The objective of this work was to determine the most suitable processing conditions for producing PP/calcined waste composites by varying the shell particle size and the content of the compatibilizing agent (PE-g-MA). This investigation encompassed fluidity, morphology, mechanical, and thermal properties, as well as the application of mathematical models to evaluate the interfacial interaction. Our focus on studying shell particle size aimed to elucidate its influence on the properties of composites produced in SSE and TSE.
Experimental section
Materials
The polypropylene (H301) used in this study was purchased by Braskem S.A., located in Salvador, Brazil. It has a density of 0.905 g/cm3 and a melt flow index (MFI) of 10 g/10 min 9 (ASTM D1238, 230oC/2.16 kg). The modified polyethylene with maleic anhydride (PE-g-MA) - POLYBOND™ 3009, was purchased from Chemtura Indústria Química do Brasil Ltda, located in São Paulo-SP, Brazil. It has a density of 0.95 g/cm3 (23°C) and a MFI of 5 g/10 min (ASTM D1238, 190°C/2.16 kg). The degenerate in natura shell was generously provided by the Renascença - Cabedelo fishing community on the Paraiba coast, Brazil. The mollusk shell is registered with the Brazilian Ministry of the Environment under number AA6EA3D.
Compositional detail of each composite.
Calcined shell preparation
Degenerated in natura shells were washed with running water and then sun-dried. According to Silva et al., 31 the shell density is roughly 2.7 g/cm3. The shells were subjected to calcination for 12 h at 550°C and then ground in a ball crusher jar (Chiarotti, Model 16-300), using a set of porcelain balls with diameters of 6, 10, and 16-mm, as described by Melo et al. 39 The resulting shell powder had particle sizes of 200 and 325 mesh.
Obtaining PPCSPE-g-MA composites
For comparison purposes, the composites were prepared using two particle sizes and two different extruders. In the single-screw extruder (SSE), 325-mesh particles were used, while in the twin-screw extruder (TSE), a particle size of 200 mesh was applied. The difference in calcined shell (CS) particle size between the samples produced with each extruder is justified by the investigation into CS milling, focusing on optimizing production. The aim was to obtain cost-effective particulate composites by using finer particles in the SSE and coarser particles in the TSE.
Before each processing step, the samples were dried for 2.5 hours in an oven at 100°C to remove moisture. The single-screw extruder (SSE) was fabricated by VETTA Ltda. (L/D = 39.5, D = 32 mm) and featured a Maddock mixing element, a temperature profile of 150/190/190/200°C, and a screw speed of 80 r/min. Another group of composites was prepared using a twin-screw extruder (TSE) fabricated by Imacom, with a co-rotating design and a diameter of 30 mm. It operated at a screw speed of 140 r/min with a temperature profile of 155/160/165/170/190°C. The screw profile included two mixing zones formed by 45° and 90° kneading blocks, while the remaining elements were designed for transporting material. The CS powder was fed into the TSE hopper via a small single screw operating at 8 r/min. The composite samples mixed in both extruders were molded using a BATTENFELD injection molding machine (model HM45/210). Different molding conditions were applied. For these samples, the nozzle and zones 1 and 2 were set to 210°C, 200°C and 180–190°C, respectively. Injection pressure ranged from 300 to 350 bar, and holding pressure was approximately 350–400 bar. The estimated cycle time was 51–54 s, and the mold temperature was 30oC.
Characterization
Scanning electron Microscopy (SEM)
SEM analysis was conducted using a Model LEO 1430 microscope, with signals generated by secondary electrons. The samples were coated with a thin layer of gold. Prior to analysis, they were cryogenically fractured in liquid nitrogen.
Melt flow index (MFI)
The MFI was measured according to ASTM D1238, using parameters of 210°C, 2.16 kg, and a collection time of 15 s. Before analysis, the samples were dried in an oven at 100°C for 1 h.
Ash percentage
Ash content analysis was performed in accordance with ASTM D5630-13. The crucible was first heated in an electric oven at 500°C for 15 min to avoid contamination, then kept in a desiccator until use to prevent moisture absorption. Before use, the crucible was weighed and designated as W1. A sample of approximately 2 g was placed in the crucible and weighed to obtain W2. The sample was then burned using a torch until the flame was extinguished. The crucible containing the burned sample was placed in the oven at 500°C for 12 h. After the muffle was turned off and the temperature reached 50°C, the crucible was removed and placed in the desiccator.
Each test was performed in triplicate. After the burning process, the crucible with the sample was weighed again to obtain W3. The ash filler content was determined using equation (1):
W3 = Weight of crucible + post-burning sample.
The volumetric fractions of the composites (φf) were calculated from the ash filler content values (equation (1)) of the samples, according to equation (2) below.
Mechanical tests
Mechanical tests under tensile and flexural loading were carried out using a Shimadzu AG-X universal testing machine, with a 10 kN load cell. For the tensile test, conditions followed the ASTM D638 standard, with a test speed of 50 mm/min. The yield stress was obtained from the stress-strain curve and defined as the intercept of a straight line drawn parallel to the elastic region at 0.02 strain. This calculation was carried out using Microsoft Excel 2019 software.
The flexural test was stopped when the specimen either broke or reached 5% deformation. Strain was measured by an extensometer. The test speed was 2 mm/min, and the distance between supports was 64 mm, in accordance with the ASTM D 790.
The Izod notched impact strength test was performed on a CEAST RESIL 5.5 machine, following ASTM D256-10. The method determines the impact strength of plastics by measuring the kinetic energy stored in the hammer and consumed upon striking the specimen. A hammer energy of 2.75 J was used. The specimen was positioned vertically relative to the equipment base, with a 1.5 mm deep notch on the side where the pendulum hammer strikes.
All mechanical tests were conducted using at least five samples for each composition.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed using Shimadzu model DTG-60H equipment. Samples of approximately 6 mg were analyzed in an inert argon atmosphere at a flow rate of 50 mL/min. The temperature was increased from ambient to 900°C at a rate of 10°C/min.
Pukanszky and Nicolais-Narkis models
The theoretical tensile strengths of the composites were modeled assuming either adhesion using the Pukanszky model 26 or no adhesion, according to the Nicolais-Narkis model. 30 According to the Nicolais-Narkis model, the applied load is sustained only by the polymer, and the yield strength of the composite decreases with increasing filler concentration. In this non-adhesive condition, the composite’s strength depends solely on the matrix’s ability to support the applied load, without contribution from the filler. However, when good interfacial adhesion exists between the matrix and the filler, the interfacial layer can transfer part of the stress from the matrix to the filler. In this case, the yield strength reflects contributions from both the matrix and the filler. The interfacial parameter representing the filler/polymer interface properties is represented by K. A value of K < 1.21 indicates stronger adhesion at the interface.
The yield stress data according to Nicolais-Narkis model
30
are obtained from equation (3):
The Pukanszky Model
26
relates the effects of composition and interfacial interaction on the yield stress of particulate composite. In this model, an equation is established based on the formation of an interface in composites, where the yield strength is defined as a function of the filler content, presented in equation (4):
The term
In equation (4) above, the third term associates the interface area with the strength of the interaction, as shown in equation (5):
A new equation derives the reduced yield stress from equation (6) below and demonstrates the effect on the reduced ability to withstand stress in the cross section. In equation (5), Af and ρ
f
are kept constant:
Equation (6) is plotted against filler content in a linearized version of equation (4) to obtain parameter
From these considerations, the interface parameter
Results and discussions
Ash content
Compositions, ash content, volume fractions, and composite melt flows.
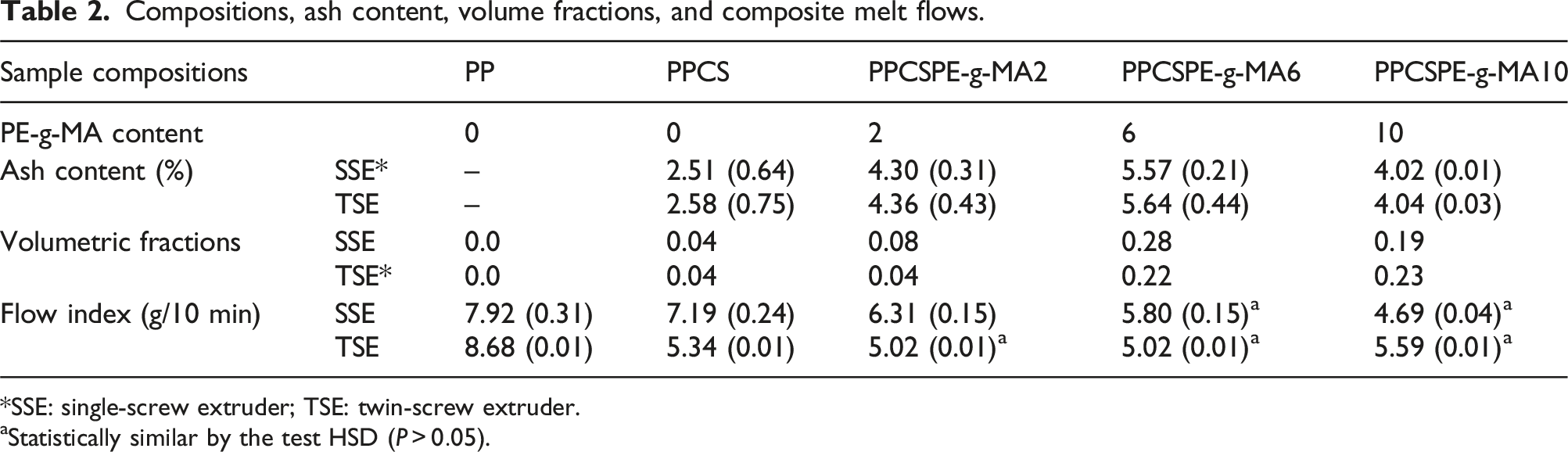
*SSE: single-screw extruder; TSE: twin-screw extruder.
aStatistically similar by the test HSD (
The results show that when PE-g-MA was added to the composites, a higher percentage of calcined shell was retained at the end of the burning process. This suggests that the compatibilizer agent promoted interaction between components. The PPCSPE-g-MA6 composite retained an ash content corresponding to 69.23% of the initially added CS content (8 wt%), while the PPCS composite (without PE-g-MA) retained only 31.39%.
The CS contents remaining in the composites were similar for both types of extruders, indicating that, in terms of particle loss, there was little difference between the extruder types, even with variations in PE-g-MA content and the particle size of the added CS, from 325 mesh (SSE) to 200 mesh (TSE).
Melt flow index
The MFI data for PP and composites are presented in Table 2. PPCS and PPCSPE-g-MA2 produced using SSE showed values close to PP. Composite modified with 6 and 10 wt% PE-g-MA and processed using the single-screw extruder (SSE) showed a flow rate reduction of approximately 20.33 and 40.78%, respectively, compared to pure PP. The composites obtained in the SSE exhibited a considerable decrease in MFI values with the addition of PE-g-MA.
All composites with coarse particles produced using TSE had MFI values close to each other, but approximately 40% lower than that of PP. The compatibilizer favored chemical bonding between the OH groups of the CS particles and olefinic part of the PP matrix, leading to reduced composite fluidity. It was suggested that a typical interaction occurs between the hydroxyl (OH) groups on the reinforcement surface and the maleic anhydride (MA) of the compatibilizer agent. 32 For example, an esterification reaction between the OH groups of the filler and the anhydride functional group present in the polyolefin-MA has been proposed for polyolefin composites filled with bioflour and compatibilizer agents. 33 In case of calcined shell, FTIR showed band at 3640 cm−1 attributed to calcium oxide (CaO), 34 which contains a large number of hydroxyl (-OH) bonds. 35 It is possible that the reaction between MA and CaO contributed to the compatibilization of the composites.
An important observation is that any percentage of PE-g-MA served as a bridge between PP and CS for the composites mixed in both SSE and TSE, with CS particle sizes of 325 and 200 mesh, respectively. Since only one shear rate is used in the MFI testing, it is not an ideal parameter for evaluating melting viscosity. However, Abdul et al. 36 observed that fluidity measurements were inversely proportional to the viscosity of the polypropylene-co-ethylene-kaolin composites. Additionally, MFI is commonly used in the petrochemical and polymer industries to evaluate the processing suitability of specific materials. 37 Thus, this rheological technique indicated that the compatibilized composites obtained by either SSE or TSE exhibited similar trends in fluidity during processing. According to Şişmanoğlu et al (2024), 17 the flow behavior of thermoplastic composites with mussel shell was reflected in their mechanical properties, where an increase in fluidity correlated with a decrease in these properties. The mechanical properties of PPCS and PE-g MA composites are expected to be similar, as their MFI values were also comparable.
The discussion presented is supported by statistical analyses. Firstly, the MFI results were analyzed by ANOVA, followed by Tukey’s Honestly Significant Difference (HSD) test to determine whether there are statistical differences in the results of the modified PE-g-MA composites obtained using SSE and TSE, at a 95% confidence level (α = 0.05). The ANOVA test indicated a statistically significant difference in the MFI of the evaluated composites (p < 0.001). The HSD test comparing the composites showed that some groups were statistically similar (p > 0.05). This similarity was observed for all compositions containing PE-g-MA and mixed using TSE. When SSE was used, similar results were observed for the 6% and 10% PE-g-MA compositions.
Composite morphology – SEM
Morphological analysis was conducted by comparing the composites obtained using the SSE (325 mesh-particle size) and the TSE (200 mesh-particle size) extruders. The difference in particle size between the samples is justified both by the costs of grinding calcined shells and the processing of composites. Grinding costs are lower for coarser particles than for finer ones. Additionally, the TSE is more expensive than the SSE, so using coarser CS particles in the TSE provides a favorable cost-benefit ratio.
The TSE’s high mixing power increases its capability to produce more homogeneous composites with coarser CS particles compared to the SSE. On the other hand, composites with smaller particles generally provide better performance, which complements the SSE’s lower mixing capacity and helps maintain the final properties of the composite. This study aims to assess whether composites produced in the SSE with smaller CS particles have comparable properties to those produced in the TSE with coarser CS particles. This consideration is important for evaluating the cost-effectiveness of CS grinding and machinery, supporting the use of shell waste as bio-filler in composites.
All morphologies were obtained with 2.00 kx magnification. Pure PP exhibited a smooth fracture surface and was not depicted here. Figure 1 explains the micrographs of the PPCS and PPCSPE-g-MA composites obtained from the single-screw extruder (SSE). The images show that CS particles are dispersed and embedded in the matrix, as indicated by the red arrows. The morphological observation suggests that the CS particles were well bound to PP, likely due to the presence of PE-g-MA (Figure 1(b)–(d)). The fracture surface of the composite with 2 wt% PE-g-MA was rougher, indicating that fracture occurred more slowly in accordance with Yijun et al 2020.
38
Composites with higher levels of PE-g-MA (6 and 10%) presented good dispersion, especially the sample containing 6% PE-g-MA. Other authors also observed good dispersion in poly (lactic acid) composites containing 5% (w/w) calcined seashells modified with stearic acid.
34
A similar morphological aspect was reported when encapsulating shells with organic pimelic acid, which made them compatible with PP.
39
SSE composites: (a) PPCS; (b) PPCSPE-g-MA2; (c) PPCSPE-g-MA6 and (d) PPCSPE-g-MA10.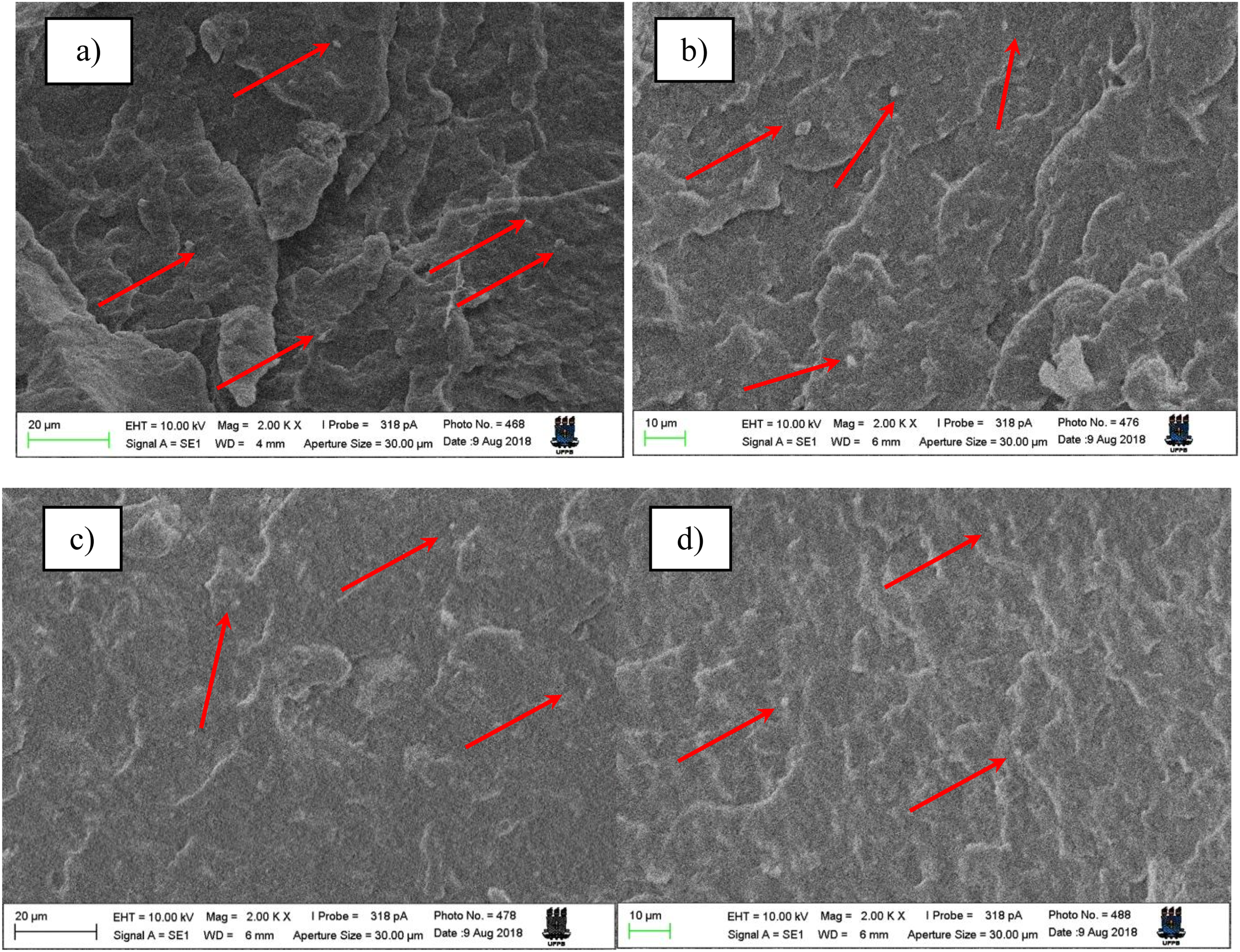
Figure 2 presents the micrographs of PPCS and PPCSPE-g-MA composites obtained using the TSE. Small clusters of CS were observed; the coarse particle size hindered dispersion, but distribution was achieved through TSE mixing (Figure 2(b)–(d)). The fracture surface of PPCS showed particle pull-out, denoting poor adhesion as verified by Mohamad et al. (2014)
40
in a study on recycled PP and shrimp shell in 100 – 300 μm size range. In contrast, the calcined shell appeared embedded in the PPCSPE-g-MA matrix, suggesting improved adhesion. However, agglomerates were still present, which hindered particle dispersion. The addition of 6 wt% PE-g-MA to the composite reduced agglomerate sizes. Compared to PPCS, the PE-g-MA composites demonstrated improved dispersion and distribution of CS particles in the PP matrix, especially in composites with smaller particle sizes (Figure 1(b)–(d)). The size of the CS particles plays an important role in determining the morphology of PP composites. TSE composites: (a) PPCS; (b) PPCSPE-g-MA2; (c) PPCSPE-g-MA6 and (d) PPCSPE-g-MA10.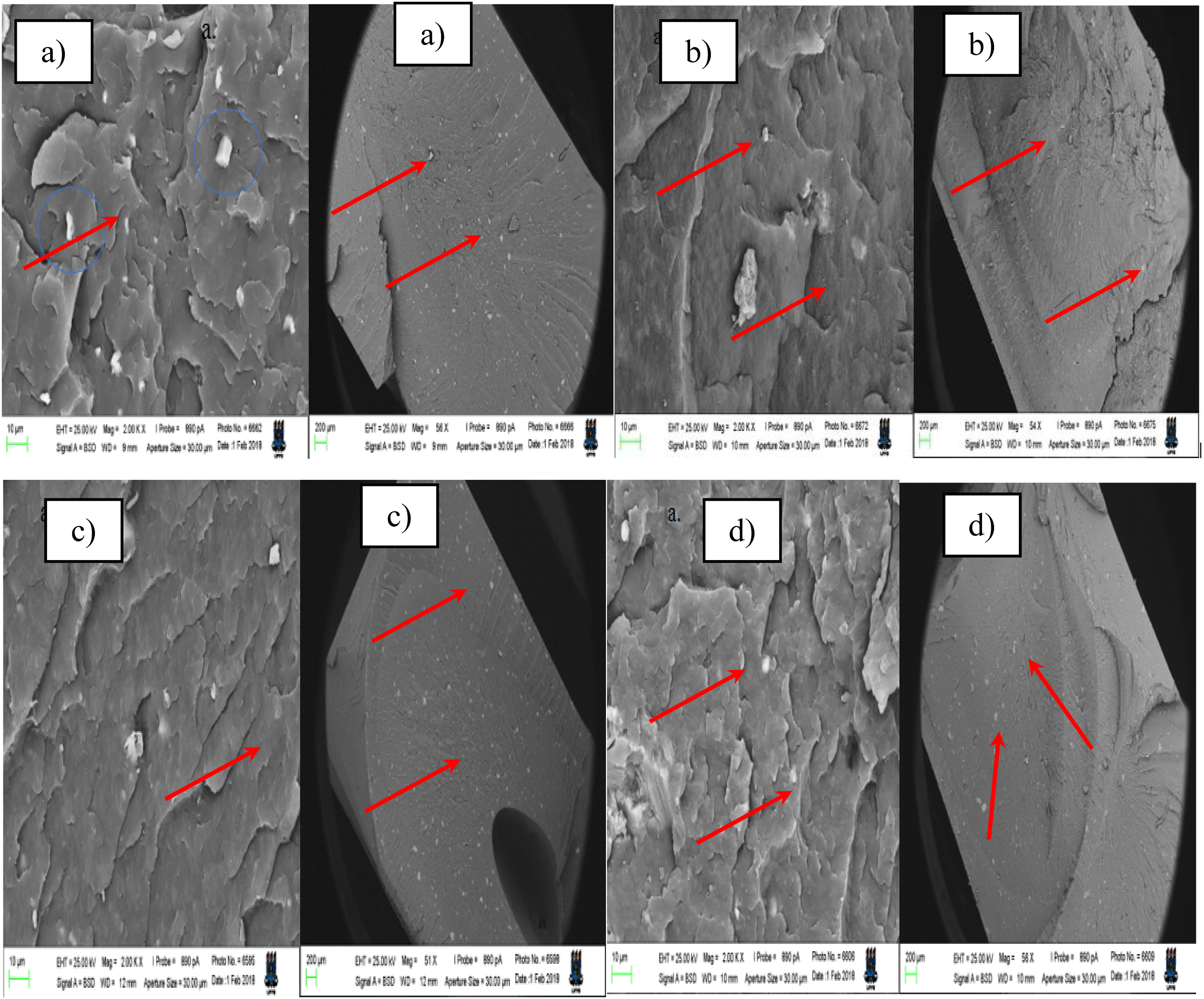
Mechanical properties
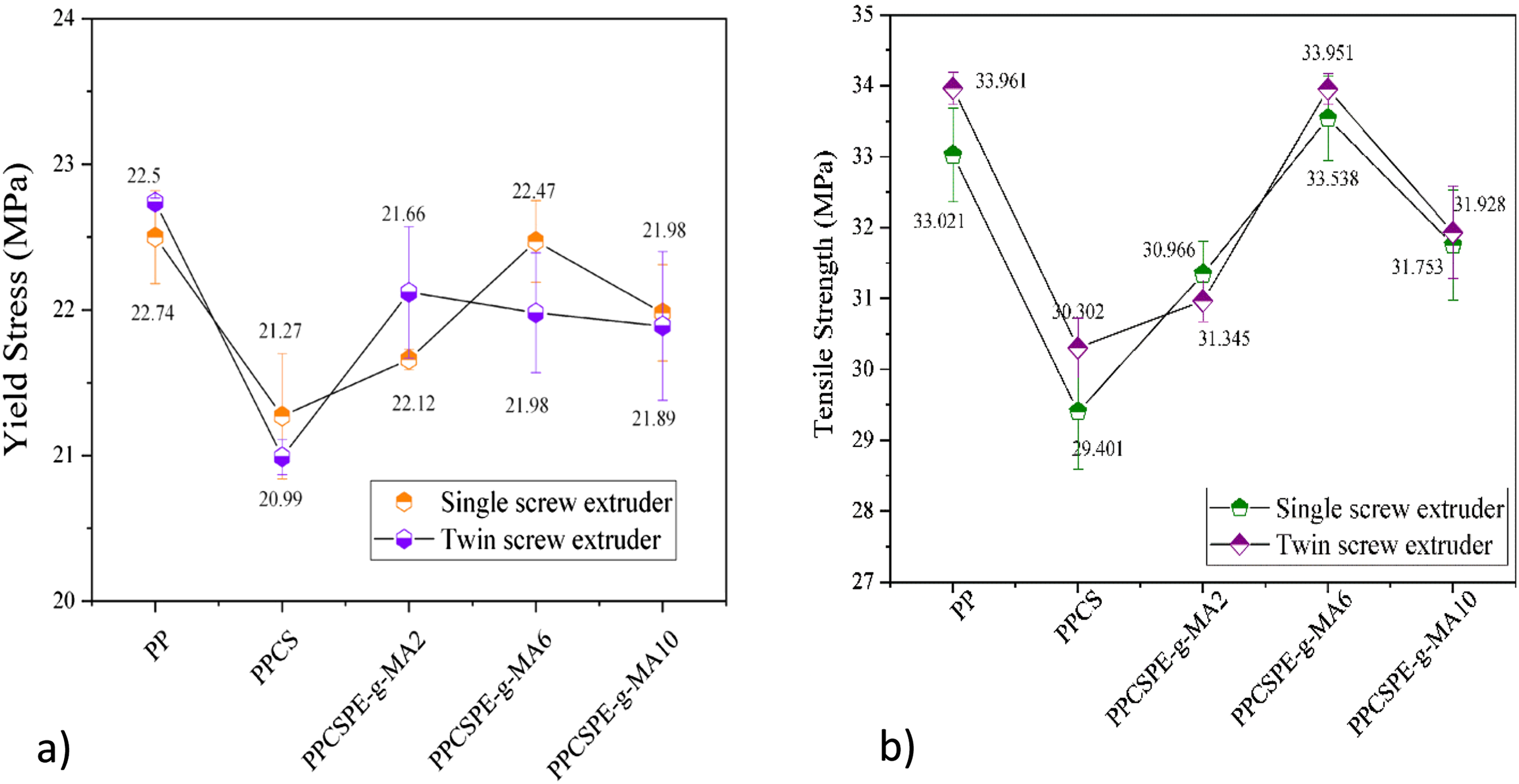
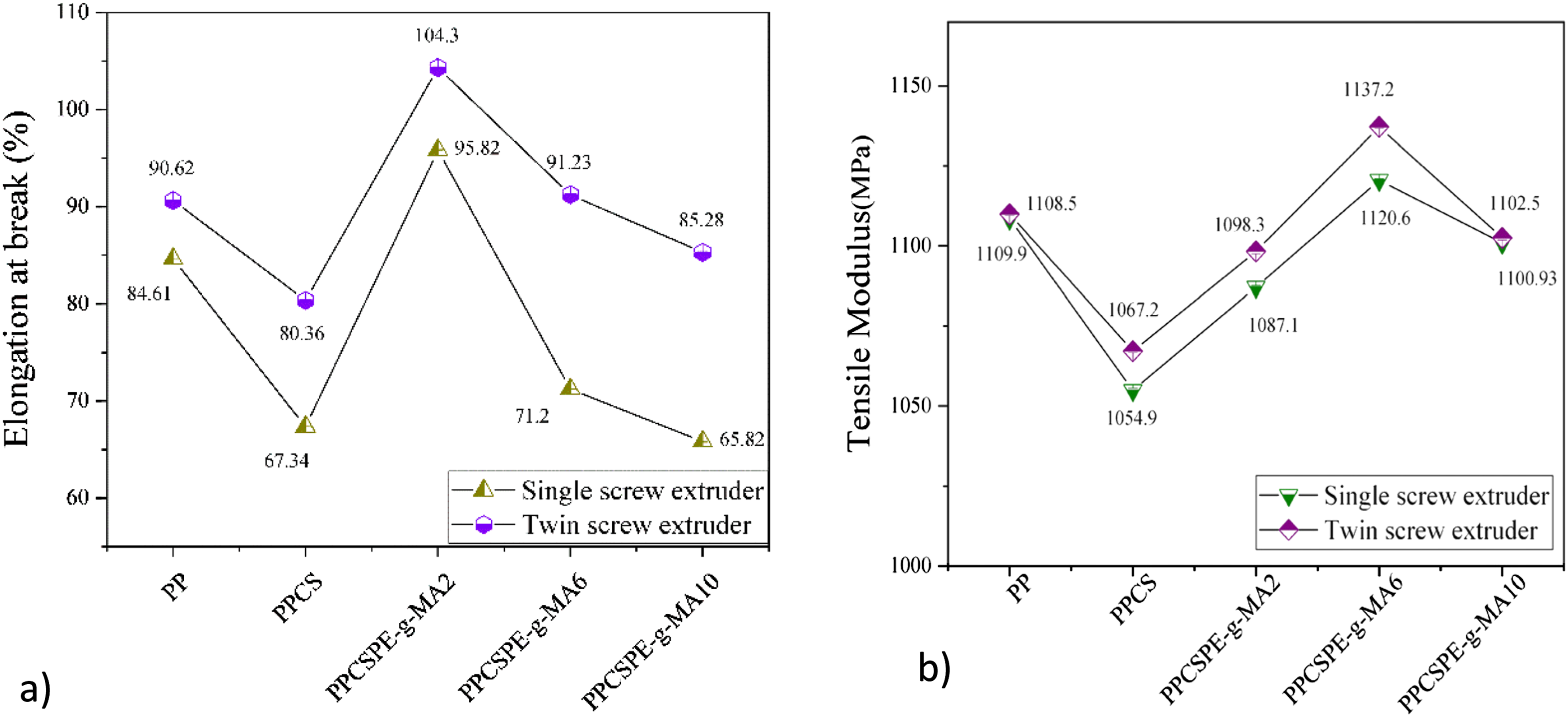
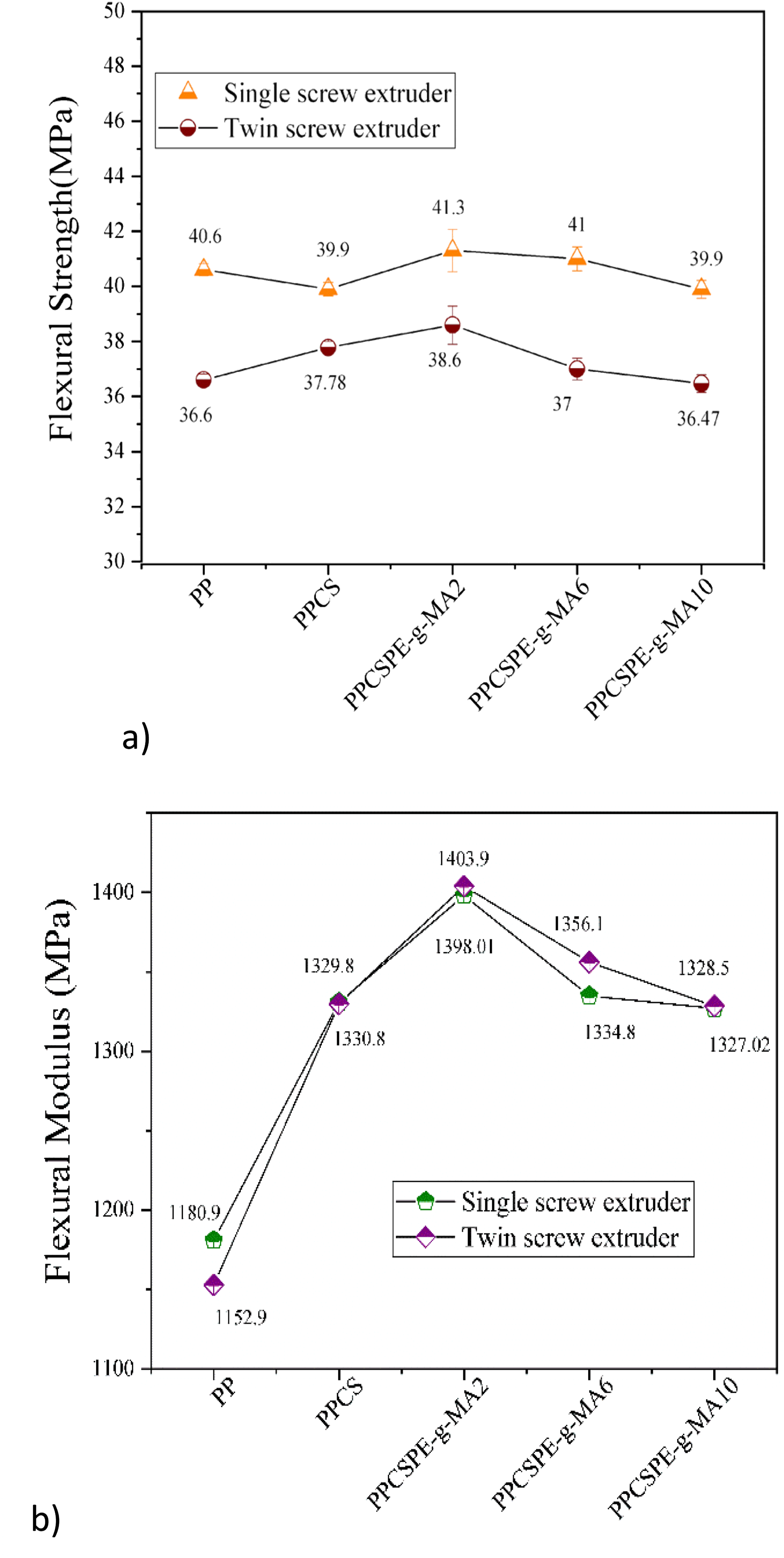
Figures 3–6 depict mechanical properties of pure PP and composites, comparing the results based on variations in the extruder used to obtain the samples (SSE and TSE), PE-g-MA concentration (0, 2, 6, and 10 %wt), and CS particle granulometry (325 and 200 mesh). Table 3 shows the mechanical properties of the matrix and composites. In general, the combined variables - CS particle size, PE-g-MA concentration and extruder type - had little effect on the mechanical properties of composites. Mechanical properties under impact of PP and composites with CS and PE-g-MA using SSE and TSE. Mechanical properties under tensile of PP and composites with CS and PE-g-MA using SSE and TSE: (a) yield stress and (b) tensile strength. Mechanical properties under tensile of PP and composites with CS and PE-g-MA using SSE and TSE: (a) elongation at break, (b) tensile modulus. Mechanical properties under flexure of PP and composites with CS and PE-g-MA using SSE and TSE: (a) flexural strength and (b) flexural modulus. Mechanical properties obtained from PP and its composites produced with both SSE and TSE. *SSE: single-screw extruder; TSE: twin-screw extruder.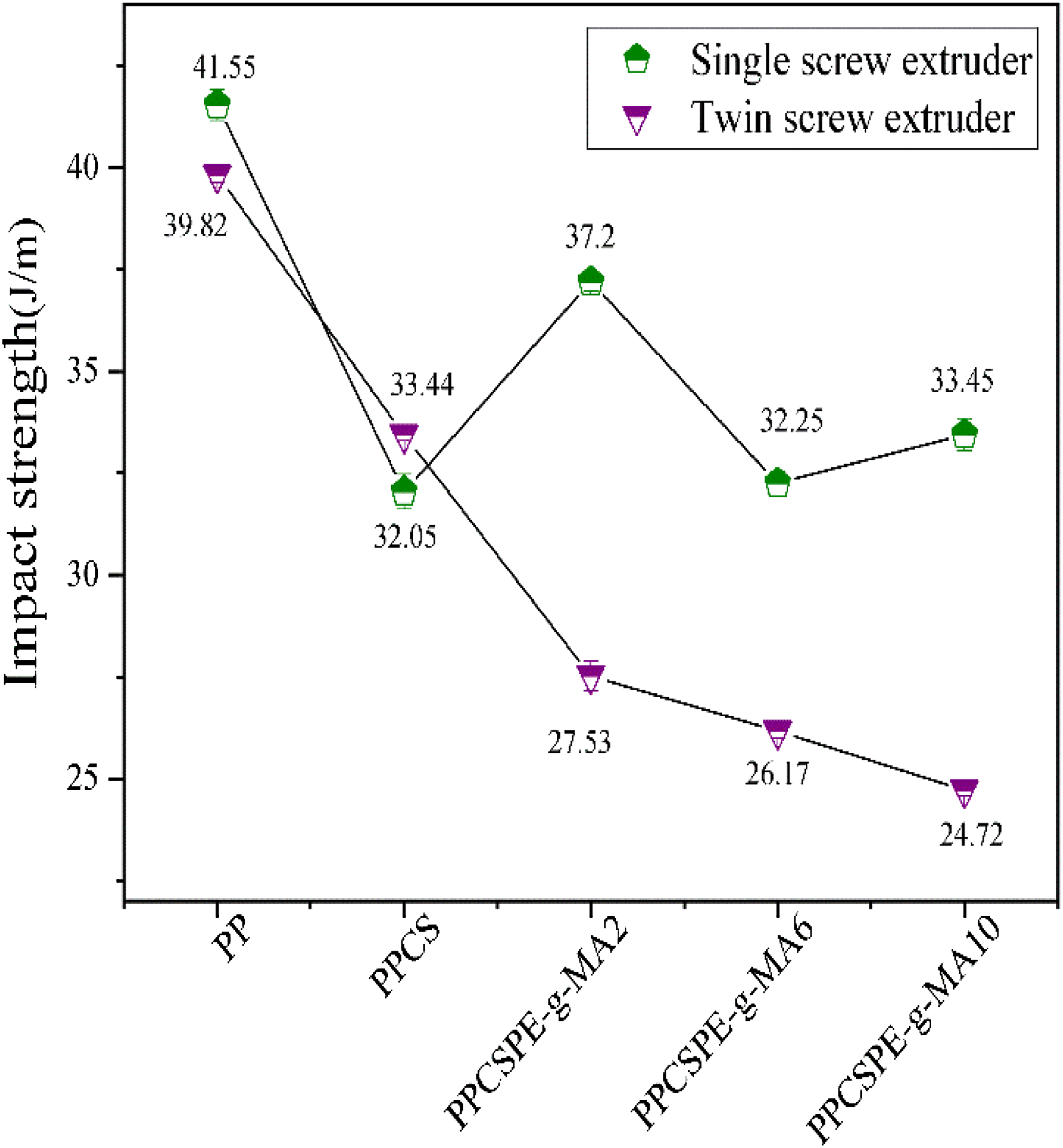
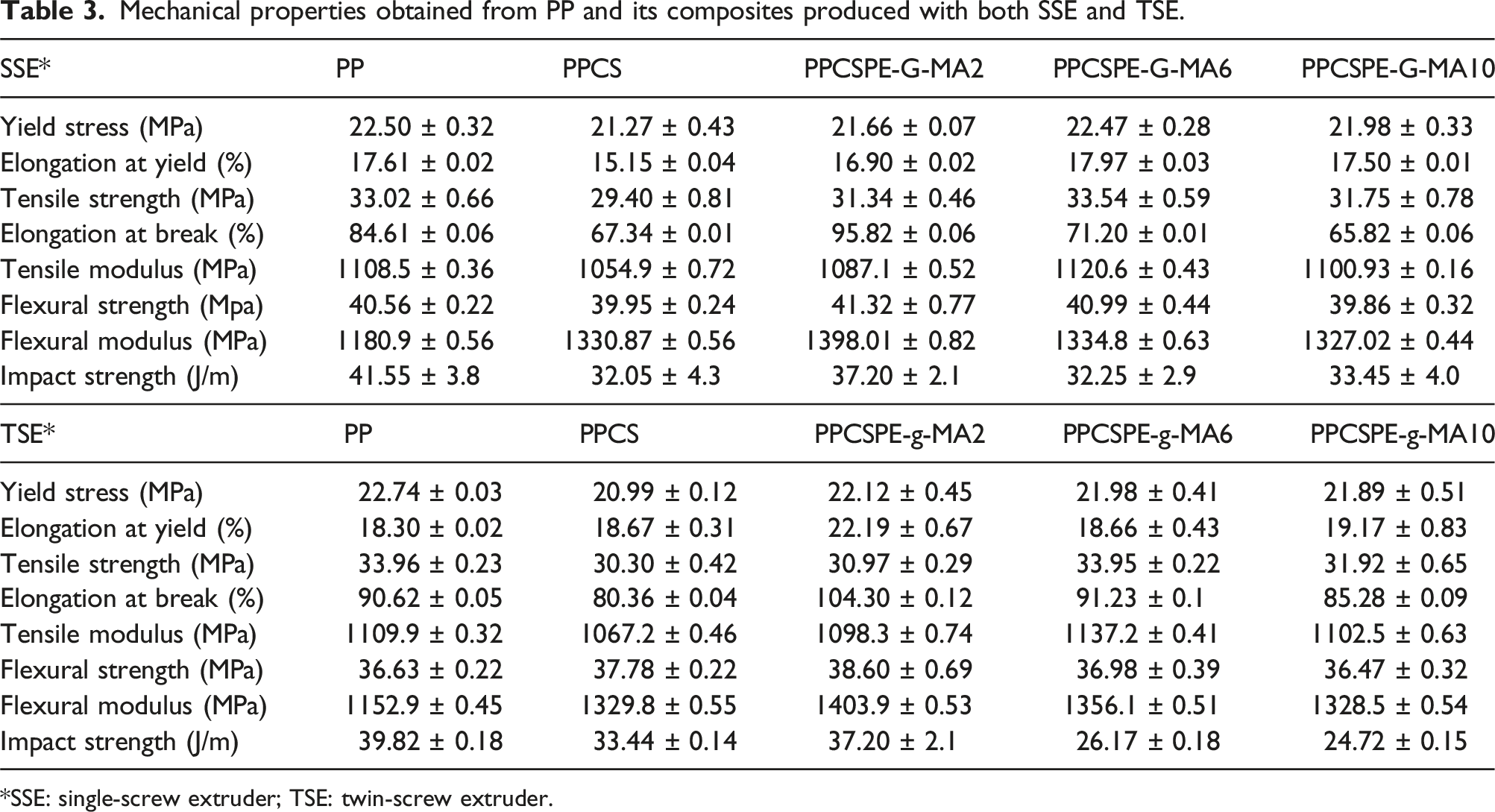
Under impact (Figure 3), all composites presented lower strength than pure PP, especially when coarser CS particles were mixed using the twin-screw extruder. For example, PPCSPE-g-MA10 showed a decrease of 37.92% compared to PP. The presence of agglomerates (as shown in Figure 2(d)) likely contributed to this result, as CS particles could detach easily, reducing the load-bearing capacity of the composites. Composites with fine CS particles showed better adhesion to the matrix (as seen in Figure 1). The impact strength of composites with 6 and 10 wt% PE-g-MA prepared using SSE was less reduced compared to those with the same compositions and containing coarse particles. Among the composites, PPCSPE-g-MA2 presented the best results, with impact strength reductions of 6.57% (TSE) and 10.47% (SSE) compared to PP, while the others presented lower impact resistance.
The composite with 2 wt% PE-g-MA mixed in TSE showed an elongation at yield 21.26% higher than that of PP, while the mixing of the composite with fine particles in the SSE led to a result similar to the matrix. The other PE-g-MA composites exhibited this property regardless of the type of extruder or the granulometry of the shell used, with values close to that of PP. Mixing in TSE caused the PPCS composite to also show the same elongation at yield as the matrix, while a decrease of 12.30% was observed for the sample mixed in the SSE. From these results, the smaller shell particles in PPCS had a reinforcing effect on PP, while the composite with 2 wt% PE-g-MA and coarser particles produced in TSE had a more toughening effect. According to some authors,14,41 inorganic particles are rigid and thus hinder the flow of PP molecular chains over each other. The addition of CS and PE-g-MA to PP had a mild reducing effect on its yield stress, regardless of whether they were mixed in the SSE or TSE (Figure 4(a)). Only the composite with 6 wt% of PE-g-MA mixed in the SSE showed a yield stress similar to that of PP. The parameters of mixture type, shell particle size, or PE-g-MA content did not significantly affect the yield stress of PP. The transition from elastic to plastic behavior of the matrix was not altered by the presence of CS and PE-g-MA.
The PPCS composites prepared using both SSE and TSE exhibited a reduction in tensile strength of 11% compared to pure PP. In the mixtures processed in both extruders, the composites containing 2 and 10 wt% PE-g-MA showed a decrease of approximately 5%, while those with 6 wt% PE-g-MA had values close to that of the matrix (Figure 4(b)). Mixing in TSE caused the PPCS composite to also show the same elongation. From these results, the inclusion of calcined shell in low contents did not significantly affect the tensile strength of PP. In contrast, a 24.4% decrease was reported for green thermoplastic polyurethane with the addition of 20% by weight of inorganic shell. 17 Similarly, poly (butylene succinate) (PBS) with 5 wt% raw oyster shell also showed a significant reduction in tensile strength. 42 The PE-g-MA composites showed results comparable to PP. Specifically, composite with 6 wt% of PE-g-MA presented a similar result to that of the matrix. The results for the PPCSPE-g-MA composites agree with those of,42,43 which reported little difference in the strength of polymer matrices containing 5 wt% surface-modified seashell.
The composites had lower fracture strains than PP (Figure 5(a)), especially PPCS, which showed reductions of 20.4% (SSE) and 11.3% (TSE). The fine shell particles, with their larger surface area, contributed to the reduced deformation of the PPCS (SSE). As pointed out by Gigante et al. 2020, 43 the increased contact between inorganic particles reduces the deformation at fracture. On the other hand, the fracture strain of the composites with 2 wt% PE-g-MA increased by 13.25% (SSE) and 15.01% (TSE). Those with 6% PE-g-MA showed less reduced values compared to PPCS, while composites with 10 wt% PE-g-MA showed decreases by 22.20% (SSE) and 5.8% (TSE). From these results, the addition of 2 wt% PE-g-MA promoted a toughening effect, while the PPCS composites exhibited a reinforcing effect. The PPCSPE-g-MA composites showed slightly higher strain at break than the PPCS composites. This result is corroborated by MFI data, which indicated improved interfacial interactions for the compatibilized composites.
In the evaluation of the tensile modulus, the composites presented values slightly higher than PP, regardless of whether mixed in the SSE or TSE. The performance of PCCS composites was lower than PE-g-MA composites (Figure 5(b)). Among the composites, PPCSPE-g-MA6 showed a slight improvement in tensile modulus compared to pure PP. Recycled polypropylene composites using low levels of shrimp shell waste, prepared in an internal mixer, showed better tensile modulus results with coarse particles than with finer ones. 40 In the present work, the mixture of composites in SSE with fine particles and in the TSE with coarse particles resulted in practically no differences in tensile modulus. Although the shear histories experienced by the composites in SSE and TSE were quite different, their mechanical properties under tensile were similar. Thus, from an industrial perspective, calcined shell as an ecological additive for PP is a viable option. It is possible to use either SSE or TSE, depending on the available machinery, without compromising the properties of the matrix.
As seen in Figure 6(a), flexural strength performed better than tensile strength, and the composites presented results close to pure PP. Among the composites, those mixed using SSE exhibited a slight improvement compared to those prepared in the TSE. To clarify this difference, their morphologies offer some insight. Fine particles showed better dispersion in the composites and stronger adhesion to the matrix when compared to those with coarse particles, in which agglomerates were also observed. As a result, a synergistic effect occurred, leading to a slight improvement in the flexural strength of the composites produced using SSE. The flexural modulus of PP improved with addition of coarse particles and PE-g-MA. For example, the composite with 2% PE-g-MA and coarse CS showed an increase of 21.6%, while those with fine CS showed an increase of 18.4% (Figure 6(b)).
Some authors39,44,45 have suggested that the inorganic shell acts as a reinforcing agent in composites, although it may reduce impact strength, fracture deformation and tensile strength. However, they also reported increases in flexural or tensile modulus. In line with these findings, the calcined shell acted in the present work as a reinforcing additive to PP. Therefore, the cost of acquiring processing equipment is an important consideration in composite production. A single-screw extruder represents a more economical option for recycling companies. In favor of this demand, PP composites can be produced using low levels of PE-g-MA and fine CS particles, with the mixing being done in the SSE.
Calculated values from the ANOVA test for mechanical properties.
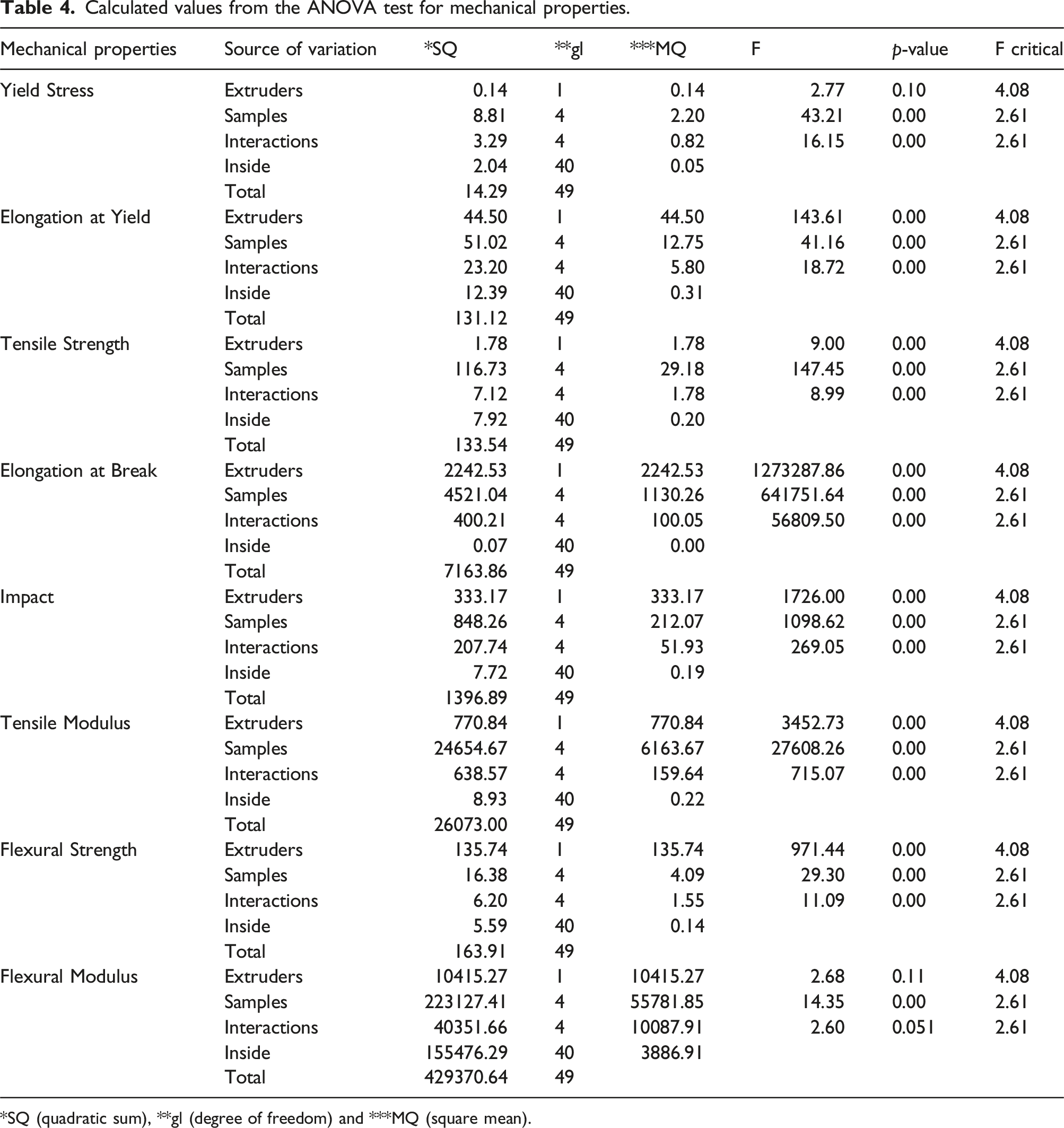
*SQ (quadratic sum), **gl (degree of freedom) and ***MQ (square mean).
Based on the p-value and F statistics calculated in the ANOVA test (Table 4), the mechanical properties of the samples were compared in relation to the following factors: type of extruder, sample compositions and the interactions between type of extruder and composition. The results show a statistical difference in the properties at a 95% confidence level, thus rejecting
When comparing the flexural modulus and Yield Stress with respect to the type of extruder, no significant variation in the results is observed. The same applies to the flexural modulus for the interaction effect between the type of extruder and sample composition. In this case, the difference observed in one factor (type of extruder) remained consistent across different levels of the other factor (sample composition), suggesting that they are independent. Regarding the analysis, considering only the effect of the composition, these properties showed better performance than the others.
Interfacial adhesion analysis
The Nicolas-Narkis
30
and Punkánszky
26
models were used in this work, based on the mathematical procedure presented by.
46
Pukánszky
26
proposed a model to determine a parameter, “
Based on the Nicolais-Narkis model, 30 the applied load is supported only by the polymer, and the flow strength of the composite decreases with increasing filler concentration. Under this condition (non-adhesion), the strength of the composite depends on the matrix’s ability to withstand the applied stress in the absence of load transfer. However, when good interfacial adhesion exists between the matrix and the filler, the interfacial layer can transfer a portion of the stress from the matrix to the filler. In this case, the yield strength includes contributions from both matrix and filler properties. Therefore, the value of ‘‘K” becomes less than 1.21, indicating stronger adhesion at the interface. Thus, ‘‘K” is an interfacial parameter that reflects the properties of the interface.
Yield stress and Nicolais-Narkis (K), and Pukanszky (
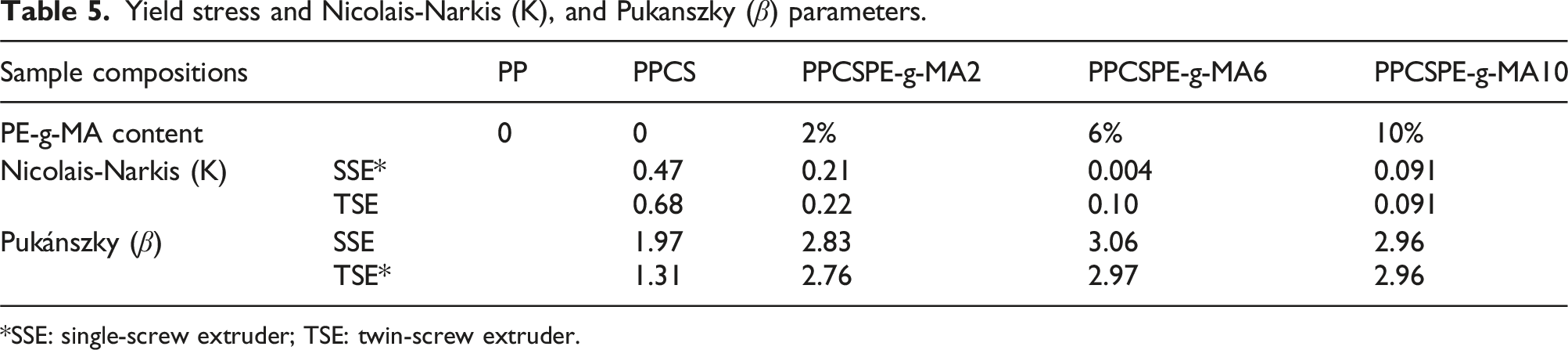
*SSE: single-screw extruder; TSE: twin-screw extruder.
The Nicolais-Narkis
30
and Pukanszky
26
models revealed that the addition of a compatibilizer improved interfacial adhesion in the composites produced with both extruders. The lowest K value was observed for the PPCSPE-g-MA6 composite processed in the SSE. When comparing the results, all composites presented lower K values when using the SSE. A higher
When comparing the interfacial adhesion results with the fluidity of the composites mixed in the SSE (Table 2), it was observed that the PPCS presented no change in MFI value, which remained practically the same as that of PP. In contrast, all composites containing PE-g-MA exhibited lower MFI values, suggesting that CS-matrix adhesion effects were at play. Nakason et al. (2006) 47 also observed that the reduction in MFI is attributed to adhesion between PP and natural rubber in modified blends. The composites mixed in the TSE also presented lower fluidity than PP, but their MFI values were close to each other. The fine granulometry of the CS particles (325 mesh), combined with the compatibilizer agent, played a decisive role in interfacial adhesion under the conditions adopted in the SSE. Our results are corroborated by Weng et al., 18 who also observed that fine shell particles improved the tensile properties of polycaprolactone composites.
Thermogravimetric analysis (TGA)
Thermal degradation analysis was conducted only for the composites obtained using the SSE (Figure 7). The effects of CS particle size and extruder were not compared in this analysis because the mechanical properties of composites with fine CS particles (SSE) were less reduced than those with coarse particles (TSE). Thermogravimetric analysis (TGA) of PP and its composites when extruded using a single screw extruder (SSE).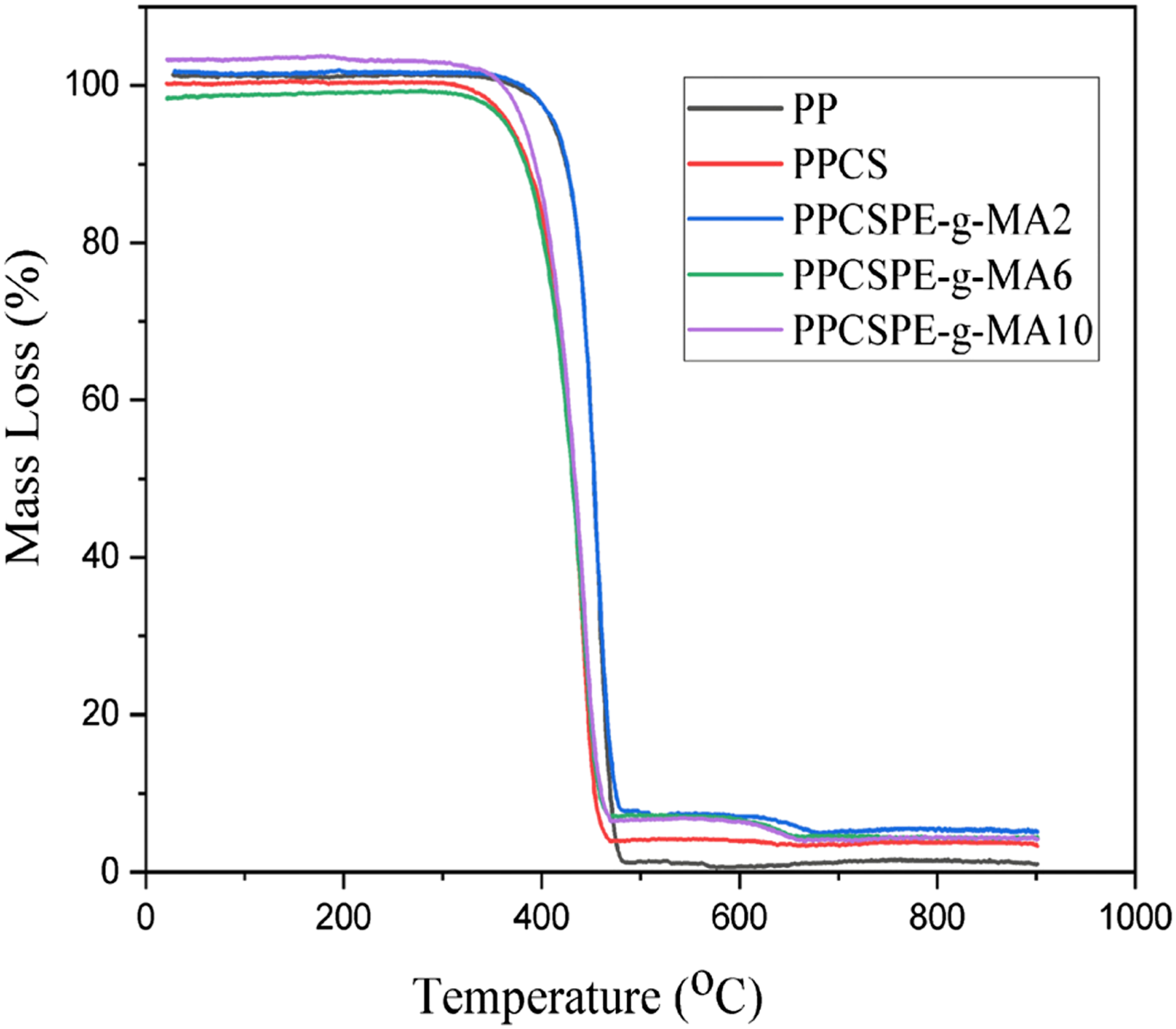
Thermogravimetric parameters obtained for pure PP and its composites.

Conclusions
In the present work, composites based on PP and low contents of calcined shell with varying levels of PE-g-MA were prepared. The PP composites could be processed using either a single- screw extruder with finer particles or a twin-screw extruder with coarser particles without compromising the mechanical properties of the matrix.
Regardless of the type of extruder used, the ash content in the composites remained practically unchanged. A slight increase in ash content was observed in PPCSPE-g-MA6 produced using the SSE, attributed to improved interfacial adhesion.
The addition of PE-g-MA contributed to reducing the flow rate by approximately 20.33 and 40.78% in composites with 6% and 10% PE-g-MA, respectively, produced using the SSE. All composites mixed in TSE had similar flow rates, but these were reduced by around 40% compared to pure PP. Morphological analysis confirmed that composites with fine CS particles exhibited good adhesion and dispersion, while those with coarse CS particles showed adhesion but also the presence of agglomerates.
Upon comparing the properties of the composites, the lowest impact strength was observed in the PPCSPE-g-MA10 composite (produced using TSE), with a decrease of 37.92% relative to PP. In this case, the presence of CS agglomerates facilitated crack propagation. The composite with 6 wt% PE-g-MA showed better performance than the others. Composites prepared using the SSE exhibited better results than those produced in the TSE. Under yield stress, PPCSPE-g-MA2 showed an elongation 21.26% greater than that of PP, while the other composites displayed values close to the matrix. The fracture strain of PPCSPE-g-MA2 increased by approximately 15.01%, whereas it decreased in the other composites. Tensile strength was slightly reduced compared to PP. Regarding tensile modulus, the composites exhibited a slight increase. In flexural response, composites produced using SSE had a better performance attributed to improved dispersion and adhesion of CS particles in the matrix. According to the ANOVA analysis, the flexural modulus and Yield Stress were not influenced by particle size or extrusion type. For the other mechanical properties, however, there were statistical differences, with the type of extruder and particle size affecting composite performance.
Both the Pukansky and Nicolais-Narkis models highlighted the efficacy of the compatibilizing agent in enhancing interfacial adhesion, particularly in the PPCSPE-g-MA6 composites, which showed higher
The composites with PE-g-MA presented two stages of thermal degradation: one due to PP and the other related to the shell. The addition of calcined shell and PE-g-MA to PP reduced its thermal stability at lower temperatures while maintaining close to that of the matrix at higher temperatures.
In summary, SSE is the preferred when developing PP composites based on shell residues (fine and low content particles), resulting in cost-effective products. Therefore, it is particularly advantageous for medium-sized recycling companies. This study demonstrates the feasibility of producing composites using shell wastes as an ecological additive to replace CaCO3.
Footnotes
Acknowledgements
The authors are grateful to the Fast Solidification Laboratory at the Federal University of Paraiba for providing characterization, and a special thanks to the shellfish gatherers of the Renascer neighborhood for the excellent information provided.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – Brasil (CAPES) – Finance Code 001.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.