
Abstract
Polymeric materials are becoming increasingly adaptable for industrial coatings, and core-shell films have been developed using kaolinite particles and recycled rubber, which are characterized by high thermal stability and enhanced flexibility. Polypropylene was melted and extruded combined with styrene-ethylene-butylene-styrene (SEBS), ground tire rubber (GTR), and kaolinite, and then subjected to the calendaring process to manufacture laminated composites. Several characterizations of the composites, including morphological, mechanical properties, and thermal analysis, were conducted. Micromechanical models have been employed to predict the elastic modulus of composite films and laminates. The addition of 15 wt% kaolinite particles resulted in increases of 14% in elastic modulus, 19.37% in storage modulus, and improved thermal stability. The substitution of kaolinite with SEBS and GTR particles compensated for the strain at yield properties, showing a 29% balance. Overall, the laminates exhibited synergistic properties. Analytical models demonstrated close agreement with the experimental data, suggesting their usefulness as reliable tools for producing core-shell films based on recycled waste and kaolinite.
Introduction
Today, sandwich-structured composite films are becoming more popular and effective in a wide range of applications due to their mechanical performance and very favorable strength/weight ratio, displacing materials that were once considered indispensable, notably steels and alloys.1–3 The development of this type of material by industry and researchers aimed to improve their toughness by combining small proportions of particles of different natures (soft and rigid) within a polymer to achieve synergy. 4 As a result, this interaction between the matrix, shell, and core confers desirable properties, such as thermal conductivity,5,6 dielectric properties,7,8 flame resistance, and shielding against electromagnetic interference. 9
Several studies have been carried out to obtain high-performance core-shell composite materials by selecting appropriate particles to incorporate into polymer matrices to get the required properties. Gam et al. 10 have attempted to understand the fracture behavior of core-shell-modified rubber and clay-based epoxy nanocomposites, which is crucial for the efficiency of the design. These studies highlighted phenomena observed in the Epoxy matrix composite reinforced with core-shell particles (CSP), such as crack deflections, transparent fractures, crack pins, crack bridging, and delamination.1,11 Meanwhile, core-shell composites exhibit cavitation effects, shear bands, and multiple hardening mechanisms as they absorb energy. 12 However, their incompatibility leads to a simultaneous increase in viscosity and segregation of particles during the hardening process. To solve these problems, CSPs have been developed for hardening bulk polymers, using an elastomer as a core to ensure toughness, and a rigid shell to improve compatibility. 13 SEBS is a triblock copolymer obtained by hydrogenation of styrene-butadiene-styrene (SBS). It has highly arranged polystyrene zones serving as hard blocks, and a region flexibly formed by the soft block ethylene-butylene, which is kept connected by the hard blocks. 14 Its unique chemical structure gives it remarkable properties such as good toughness, high elasticity, low density, resistance to aging, non-toxic electrical insulation, as well as the ability to be processed in a similar way to plastics using various industrial processes such as extrusion, injection molding, and melt spinning.15,16 The excellent performance of SEBS, in particular the high elasticity of the rubber and the plasticity of the thermoplastic, makes it a good choice for reinforcement in PP. In addition, its hard segment may be compatible with stiff molecular chains. For example, adding SEBS transformed the PP/SEBS system from a sea-island system into a two-phase continuous system, ultimately improving mechanical properties. 17 Acting as a compatibilizer, the addition of SEBS to PS/LDPE blends enhanced the interfacial adhesion between the polymer phases, stabilized the morphology of the phase, and improved the viscosity of the blends. Therefore, SEBS can generally be blended directly with a variety of polymers to obtain a synergistic effect on the properties of both materials.
At present, interest worldwide is focused on the development of new advanced materials that offer a good balance between efficiency, cost-effectiveness, and environment-friendliness. 18 This issue underlines the growing complexity of managing the waste associated with these materials, requiring innovative and sustainable solutions to minimize their environmental impact and ensure responsible management of these resources. One of the wastes of concern because of its environmental impact is end-of-life tires. This growth highlights the urgent need to develop effective management and treatment strategies for reducing its impact on the environment. The first traditional way of treating end-of-life tires is to landfill them. However, this approach entails significant risks for public health and the environment. Potential dangers include the possibility of unexpected fires, which are often difficult to control in these environments, as well as the risk of contamination of valuable resources of groundwater resources. 19 Faced with these proven risks, governments and organizations have been pushed to establish specific regulations. These regulations aim to provide a strict framework for the collection, disposal, and recycling of scrap tires. The fundamental objective is to promote the adoption of safer methods from a health point of view, to reduce potential risks to public health, and to minimize harmful effects on the environment. However, recycling tires at the end of their life is difficult due to their composition. Their cross-linked structure makes them non-melting and insoluble, classifying them as thermoset materials. It is imperative to develop tire recycling methods that are both feasible technologically and cost-effective in terms of economics. 20 Among the various initiatives aimed at recycling rubber from ground tires (GTR), the action of mixing GTR with thermoplastic polymer stands out as the only method that makes GTR suitable for new applications while improving its properties.21–24 For example, Mujal-Rosas et al. 24 studied the dielectric, thermal, and mechanical properties of PP/GTR composites. The results suggest that the addition of GTR to the PP matrix caused a drop in various mechanical properties of the composites, such as tensile strength and stiffness, due to the low mechanical strength and inherent flexibility of GTR. However, when the GTR particles are smaller than 200 µm, the composites showed improvements in their mechanical properties, highlighting the crucial impact of particle size when combining GTR with a thermoplastic polymer. In a similar study, Lima et al. 25 reported an enhancement in the viscosity, ductility, and impact strength of composites following the incorporation of a substantial amount of GTR into the matrix (PP). Although considerable research has been carried out into the characteristics and processability of GTR blends and materials composites, accurately assessing the performance of these systems represents a major challenge for manufacturers, particularly in terms of their practical suitability for processing. On the other hand, the interest in the integration of particles into various polymer matrices such as thermoplastics, elastomers, thermosets, and TPE has grown significantly, as illustrated by the multiplication of publications devoted to this subject.26–32
These particulate fillers, such as clay incorporated into a polymer matrix, induce significant modifications within composites, influencing aspects including crystallinity, thermal stability, mechanical and rheological properties, and the degree of dispersion. 33 Among the various types of clay used to enhance polymer properties, kaolin is often preferred because of its characteristics and its wider availability on the market. 34 Kaolin, known for its environmentally friendly properties such as its natural abundance, non-toxicity, and biodegradability, is commonly used in sustainable applications. It is a clay mineral with a very precise chemical composition: AlSi2O5(OH)4. The crystalline structure of kaolin consists of tetrahedral layers of SiO4 and octahedral layers of Al (OH)6, forming an alternating 1:1 type layered configuration. 35 With its remarkable stability and relatively small surface area, kaolin has a limited ion exchange capacity. When integrated into polymers, it has the property of improving tensile modulus while reducing gas permeability. 36 In addition, this inclusion enhances the heat resistance of polymers and helps to reduce their flammability. 37 The size and morphology of kaolinite particles are fundamental factors that influence several key aspects of the material, including its specific surface area, pore volume, viscosity, and plasticity.38,39 These characteristics are crucial not only to ensure optimum reactivity with the polymer matrix but also to ensure homogeneous and efficient mixing during the processing stages. However, in one study, Albach et al. 40 reported that incorporating 5 to 15 wt% kaolinite reduced the strain at yield of the PP/Kaol composite, while interfacial incompatibility was also observed on the various microscopic images obtained by SEM.
Despite the abundance of literature on composite films and the numerous studies on filler-reinforced thermoplastic films, there is a notable lack of research on composite films that utilize hybrid organic or inorganic fillers, as well as on core-shell composites derived from these kinds of fillers. Sandwich-structured or core-shell composite films offer numerous advantages for industrial coatings, primarily due to their multi-layer design, which combines different fillers to enhance performance. These films provide improved mechanical strength, durability, and impact resistance, making them ideal for high-demand environments. Their superior barrier properties protect against moisture, chemicals, and gases, while also offering thermal insulation and UV protection. 41 The customizable nature of sandwich films allows for the optimization of various properties like flexibility, hardness, and chemical resistance, making them versatile for different industrial applications. 41 In this study, sandwich-structured composite films were prepared using various combinations, including pure polypropylene (PP) mixed with styrene-ethylene-butylene-styrene (SEBS) and ground tire rubber (GTR), along with kaolinite. SEBS was chosen for its excellent elasticity and impact resistance, enhancing the toughness of the composite films. GTR, on the other hand, was selected for its cost-effectiveness and ability to enhance the sustainability of materials by incorporating recycled content. Additionally, laminates were created by stacking these films to explore synergistic effects on properties. The mechanical properties of the films and laminates were assessed through tensile tests, while their thermal properties were studied using differential scanning calorimetry (DSC) and dynamic mechanical analysis (DMA). Scanning electron microscopy (SEM) was employed to observe the morphology and interfaces of the composite and laminated films. To complement the experimental analysis, micromechanical models were utilized to predict the elastic modulus of the composite films and laminates. These models consider the characteristics of the constituent materials, their arrangement in the laminates, and the interactions between the layers. The objective of this study is to deepen our understanding of the interactions between the structure and properties of composite films and laminates, thereby opening new avenues for their application across various fields.
Materials and methods
Materials
The thermoplastic employed is a polypropylene (PP 506P) homopolymer provided by SABIC Industries Corporation (Riyadh, Saudi Arabia). This polymer required for yarn extrusion has a melt flow index (MFI) of 4.8 g/10 min (230°C and 2.16 kg, ASTM D1238), a density of 0.905 g/cm3 (ASTM D792), and a melting temperature of 160°C (ASTM D3418). Kraton G1650 E linear triblock copolymer of styrene-ethylene-butylene-styrene (SEBS) with a density of 0.910 g/cm3 was supplied by Songhan Plastic Technology Co., Ltd. Kaolinite particles, originating from central Morocco, present an average size of 90 µm following a sieving process and have a density of 2.24 g/cm3. Finally, rubber particles from the grinding of the tread of a used passenger tire were supplied kindly by startup PnuVall (Sale, Morocco). These particles had an average size of 250 µm and a density of 1.18 g/cm³ and were used without any modification.
Compounding
At the start of the experimental phase, a preliminary step was to purify the kaolinite in the laboratory. Once this stage was complete, the kaolinite was then subjected to a drying process in an oven preheated to a constant temperature of 90°C for 24 hours. This drying stage has been extended to eliminate and carefully remove all traces of moisture present in the kaolinite to guarantee optimum results. Next, the thermoplastic matrix was mixed with the ground tire rubber (GTR), styrene-diene, and kaolinite particles in the melt state using a counter-rotating twin-screw extruder (Thermo Scientific HAAKE PolyLab OS) with a ratio (L/D = 40). The three main masterbatches, namely PP/GTR (50/50), PP/SEBS (50/50), and PP/Kaolinite (60/40), were obtained independently. Two Haake feeders were used to ensure optimum treatment conditions, delivering a flow rate of 1 kg/h. This approach aims to avoid overloading, reduce the residence time of materials in the system as much as possible, and prevent degradation caused by undesirable thermal effects. The temperature profile of the four heating zones (4 mm die diameter) was maintained at a constant 190°C, while the screw speed was increased to 80 r/min. Once extruded, the products are immersed in a water bath to ensure effective cooling. They were then carefully air-dried before undergoing the granulation process using a Thermo Scientific granulator. Both compounds were placed in a convection oven for 24 hours at a temperature of 70°C to remove any residual moisture, given further treatment.
Preparation of films
Thermoplastic matrix (PP) was combined with various masterbatches, each at a content of 15 wt%. These mixtures were processed using contrarotating twin-screw extrusion (Thermo Scientific HAAKE PolyLab OS System) to produce the composite films. The four heating zones (die width of 25 mm) were kept at a fixed temperature of 190°C. At the same time, to increase production output, the speed of the screws has been set at 80 r/min. The diameter and width of the spinning roller were 110 and 200 mm. The take-off speed constant was operated at 5 m/min. The POST Extrusion equipment system was connected to a Thermo HAAKE C35P refrigerated bath, controlled by the Phoenix II device. The refrigerated bath, which has a capacity of 8 L, was set at a temperature of 90°C exclusively for the spinning rollers. The composite films obtained had thicknesses that ranged from 0.33 mm to 0.56 mm.
Film stacking
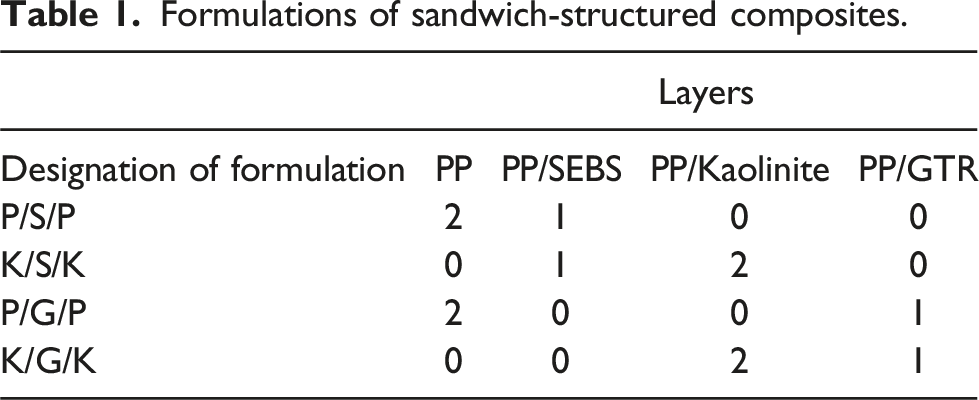
As a first step, the virgins (PP) and composite films were carefully cut to match the specific dimensions of the mold cavity, measuring 97 × 66 mm2. The films were organized by stacking the composite films to form laminates. Then, these laminates were placed between two sheets of baking paper, perfectly matching the shape of the mold. Plates are manufactured by compression molding using hydraulic press equipment (CARVER, 393.4PR3B02, WABASH, IN, U.S.A). The process of molding was carried out at a temperature of 180°C. The samples were subjected to a pressure of 3 tons for 10 min and then cooled using a water circulation system. Specimens produced, as schematically shown in Figure 1 and the different formulations used to study the effect of each filler and additive were summarized in Table 1, were around 1.6 mm thick and were cut into various geometric shapes so that they could be submitted to a variety of characterizations, including morphological, mechanical, dynamic, thermal, and rheological analysis. Schematic presentation of sandwich-structured composite film processing. Formulations of sandwich-structured composites.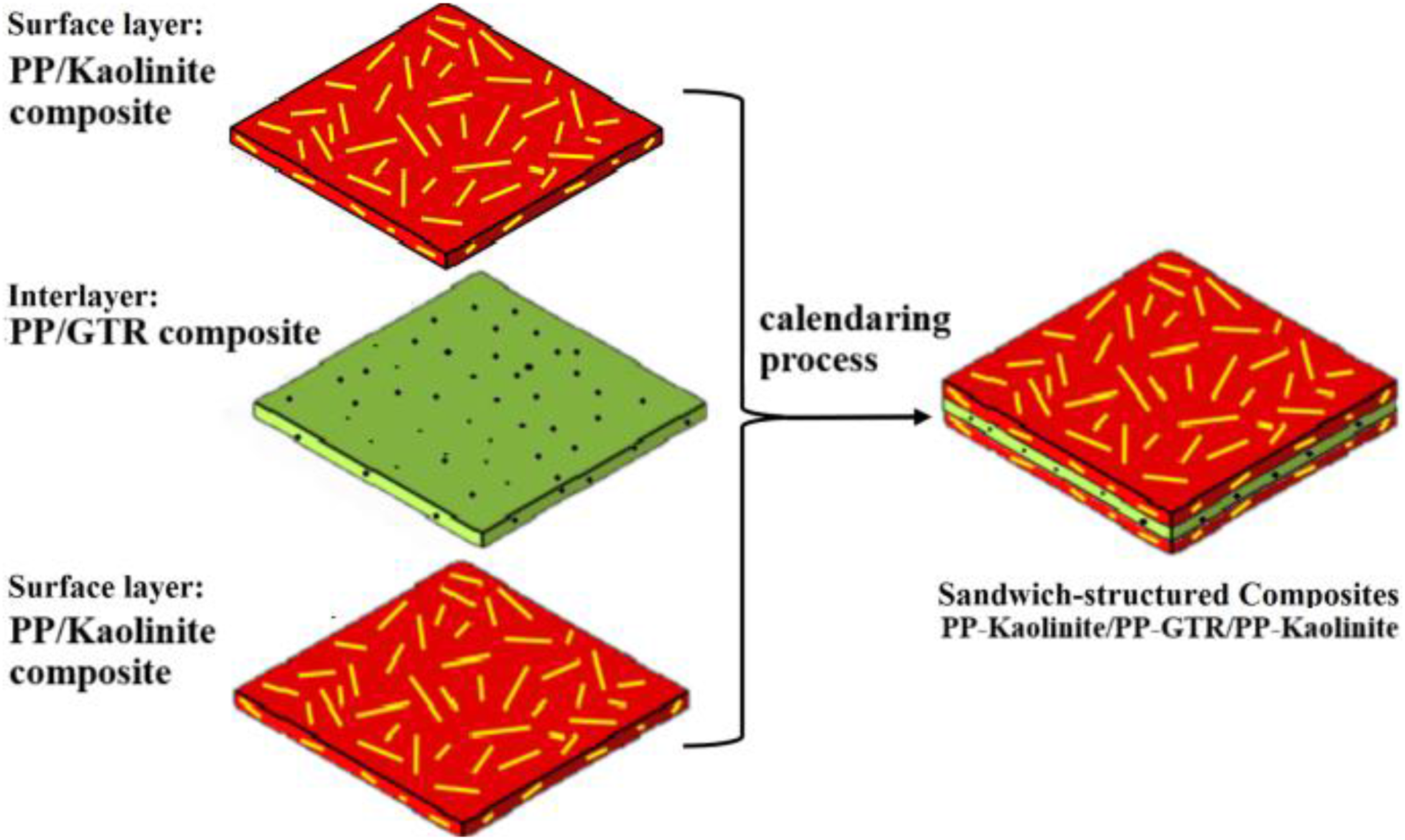
Characterization
Morphological properties
The morphological characteristics of the samples were determined using a scanning electron microscope (SEM, HIROX SH 4000M) operating at an accelerating voltage of 15 kV. After being cryo-fractured in liquid nitrogen, the various materials were coated with a layer of gold/palladium on their surfaces to enable them to be visualized at different levels of magnification.
Mechanical properties
The mechanical properties of composite films and laminates produced by compression molding were measured on a universal testing machine (H10 KT TINIUS) equipped with a 5 KN load cell. The tests were performed according to ISO 527 standard, on samples of rectangular geometry, with dimensions of 1.5 mm in thickness, 76 mm in length, and 10 mm in width, under temperature conditions (24°C ± 1) and at a speed displacement of 5 mm/min. This geometry was chosen to adapt to the format of films and laminates obtained by calendaring and compression while avoiding any damage caused through cutting or clamping, thus guaranteeing the reproducibility of mechanical tests. Measurements were recorded as displacement (∆l) and force (F) data, then converted to strain (ε) and stress (σ) values. Experimental data were gathered on the software Horizon and then transferred to Excel for treatment. The results obtained during these tests have enabled us to determine a certain parameter, in particular tensile strength (σ), Young’s Modulus (E), and strain at yield (ε). For each formulation, the test was replicated five times per sample, and the average value of these replicates was used as the reported result.
Theoretical models
Several authors have developed theoretical models based on micromechanical analysis, enabling mathematical calculations of the effective mechanical properties of composites, hybrid composites, and laminates. These models are influenced by several key parameters, including density, volume fraction, strength, modulus of elasticity of the constituents, dispersion state, and filler distribution, as well as treatment conditions. For the present study, the experimental elastic moduli of the materials were compared with various analytical models, namely the Voigt, Reuss, Hirsch, and Tsai-Pagano models.
Volume fractions
Two methods are commonly used to determine the mechanical properties of composites and laminates, namely the weight fraction-based approach and that obtained by volume fraction for the two phases (matrix and filler). In general, weight fraction is preferred to volume fraction in laboratories and industries because of the widespread use of composite treatment equipment that operates with a feed system gravimetric, offering higher efficiency than volumetric systems.
42
However, theoretical models have been developed from the volume fraction of the different constituents. To remedy these different approaches, a relationship linking volume fraction to weight fraction for a composite material was established to match measured results with those obtained theoretically. This relationship is determined from equation (1):
43

The film thicknesses were assimilated to the specific volume fractions for each laminate obtained after compression molding and then used in the analytical models. Equation (2) provides a precise description of the correlation between volume fraction and layer thickness.
 1 2 3 n
1 2 3 n 
Rule of mixture (RoM)
The rule of mixtures, which stems from micromechanical analysis, is founded on reducing assumptions according to which the constituents present in the blend undergo the same deformation or are subjected to the same stress. 44 Thus, this model has proven to be the most basic model for appropriately predicting the tensile strength, modulus of elasticity, and Poisson’s ratio of materials. RoM also comprises two main models, Voigt and Reuss, which are recognized as the superior and inferior limits of the effective elastic modulus of materials, composites, hybrid composites, and laminates. In our context, particular importance has been attached to the modulus of elasticity.
RoM parallel
Voigt’s model, sometimes called RoM parallel, assumes that the deformation undergone by both the charge (fiber or particle) and the matrix is constant and identical to the deformation on the macroscopic scale. Furthermore, it abstracts from the interaction between the particles and the matrix and supposes that the fibers are aligned unidirectionally. The effective modulus of elasticity of composite materials in the longitudinal direction is obtained by adding the modulus of elasticity of the matrix and filler, weighted by their volume fractions, respectively Equation (3).
45

RoM series
The Reuss model, also known as RoM, postulates that the stresses applied to each component (matrix and filler) are constant and equal to the stress subjected on the macroscopic scale. It excludes the influence of particle-matrix interaction while considering unidirectional fiber orientation. The effective elastic modulus (Reuss model 
Hirsch RoM
The Hirsch model combines the approaches of Voigt and Reuss to estimate the tensile modulus of composite materials. This model is based on elastic modulus extracted from RoM (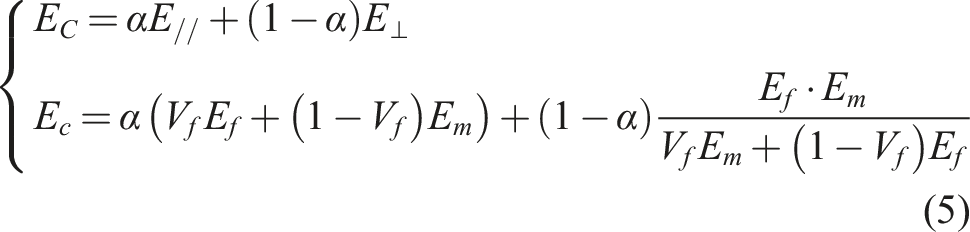
Tsai-Pagano equation (TP)
The rules of mixtures and the semi-empirical Hirsch equation are models that have been developed to provide a harmonious prediction of the modulus of elasticity of a composite material. Nevertheless, these models have their limitations in that they do not consider the morphological characteristics of the filler in the matrix. It is well established that the morphological characteristics of the filler (whether fibers or particles) exert a significant influence on the mechanical performance of a composite, on the aspect ratio.
47
Therefore, the Tsai-Pagano equation (6) was introduced to estimate the modulus of elasticity of composites, considering this parameter. Furthermore, the Tsai-Pagano model assumes that the charge is uniformly distributed and dispersed with random orientation, leading to a value of α equal to 3/8
45
:
Differential scanning calorimetry (DSC)
The behaviors of crystallization and melting of the specimens were registered on a Q100 from TA Instruments. To carry out the measurements, a quantity of about 3 to 10 mg of each sample was deposited in an aluminum pan. Samples were gradually heated from −30 to 200°C at a rate of 10°C/min in a nitrogen atmosphere. Then, they were cooled from 200 to −30°C at the same rate of 10°C/min. The thermal properties of the samples were analyzed using various measurement methods. The enthalpy of fusion (
In the case of laminates, the total fraction of the reinforcement is calculated from equation (8):
Dynamic mechanical analysis (DMA)
Dynamic mechanical properties of the samples were performed using the DMA Q800 rheometer from TA Instruments (USA), configured in DMA multi-frequency mode. At least two samples of each formulation, with a rectangular shape and dimensions of (35 mm × 12.50 mm × 1.6 mm), were submitted to a sinusoidal cycle using a clamp double cantilever. During this test, a strain of 0.002 mm/mm was applied to the samples at a frequency of 1.0 Hz. In addition, the specimens were heated from 26 to 80°C at a rate of 3°C/min in an air atmosphere. The resulting data, including parameters such as storage modulus (E′) and loss factor (tanδ), were recorded using software from TA Instruments and then transferred to Excel for further treatment.
Results and discussion
Morphological properties
Figure 2 provides an overview of SEM micrographs of kaolinite, GTR, composite films, and laminates. Kaolinite particles present a pseudo-hexagonal plate-like structure, with highly irregular contours and rough surfaces, as shown in Figure 2(a). In addition, kaolinite particles aggregate, forming clusters because of the cohesive tension generated by the intermolecular forces acting between them. The visual representation in Figure 2(b) illustrates the diversity of particles derived from recycled rubber. These particles reveal a wide range of irregular shapes, detailing asperities, protuberances, and even smooth angular surfaces, testifying to the multiple phases of the grinding process that they went through to reach their current form. The large diversity of particles making up recycled rubber poses a challenge when it comes to obtaining dimensions and homogeneous distribution. This inherent heterogeneity implies considerable variability in particle size, shape, and structure, making it difficult to control these characteristics precisely and consistently. SEM images of the fractured surfaces of the blends were also presented to accurately assess the state of dispersion of the particles, their compatibility with the matrix, and their adhesion interface. Figure 2(c) of blend PP/K, containing 15 wt% kaolinite, shows good dispersion of these particles within the continuous polypropylene (PP) matrix. Due to the differences at the surface between the thermoplastic matrix and the kaolinite particle, the interfacial interaction between the two components was limited, resulting in very poor compatibility. Furthermore, Figure 2(d) reveals that a recycled rubber content of 15 wt% provides homogeneous dispersion and satisfactory wettability within the matrix. Moreover, no signs of gaps, voids, or faults, as well as of GTR agglomerates, were observed, indicating an adequate selection of compound conditions (flow rates, temperature profile, screw speed, and screw configuration). Figure 2(e)–(h) shows micrographs taken at different levels of magnification using scanning electron microscopy (SEM) of laminates. These detailed images provide an in-depth understanding of how morphology evolves as a function of the stacking of composite films. Examining Figure 2(e), the continuous layers of PP film are superposed on the layers of SEBS. This superposition creates discontinuous contact zones, resulting in the formation of small voids and cavities between adjacent layers. This observation suggests poor adhesion or incompatibility between the phases of the different layers. Voids and cavities can affect the properties of the film, such as its mechanical strength and sealing performance. In contrast, the P/G/P laminate demonstrated no overlap between layers, due to the more pronounced surface texture and uniform distribution of the films, as seen in Figure 2(f). Another explanation is the increased interaction and greater specific surface area between PP films and PP/GTR composite films. Figure 2(g) and (h) presents SEM images of the K/S/K and K/G/K laminates, revealing decohesion or the presence of voids between composite films. This observation indicates poor adhesion or incompatibility between the different layers of the laminate. The gaps between the films show separation or partial detachment of the layers, which can compromise the structural integrity and performance of the laminate. SEM micrographs of (a) Kaolinite, (b) GTR, (c, d) PP/K and PP/GTR composite films, (e, f, g, h) laminates.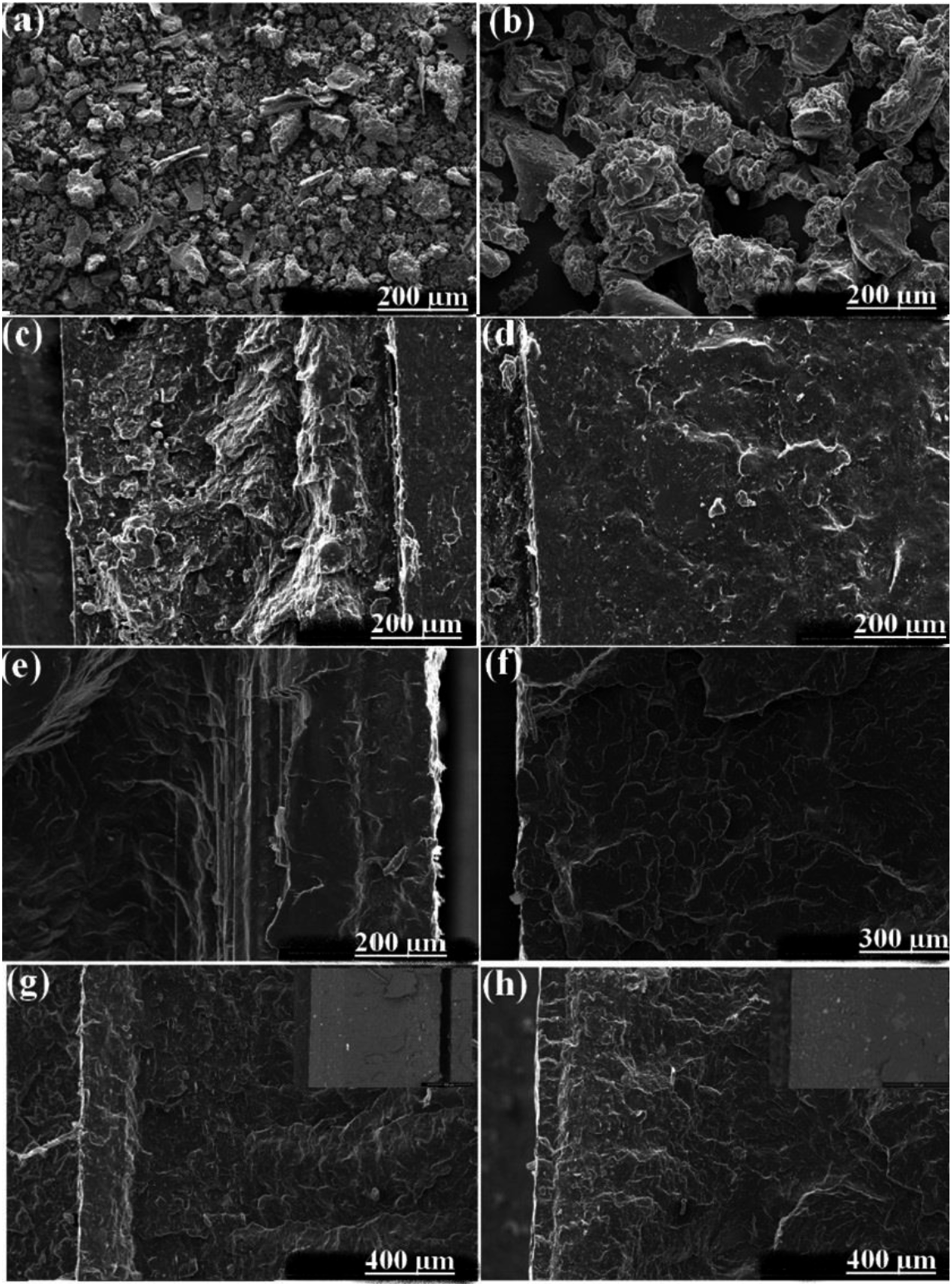
Mechanical properties
The mechanical properties of PP film, composite films, and laminates were assessed using the tensile test method. This technique involves the application of a uniaxial tensile force on the samples to obtain specific measurements such as elastic modulus, tensile strength, and strain at yield. The tensile strength of polypropylene film, composite films, and laminates is represented graphically in Figure 3(a). The results indicate a slight increase in tensile strength in the case of the PP/SEBS blend film, while a decrease in tensile strength was observed for all the other samples compared with the PP reference film. For example, adding 15 wt% of SEBS increased the tensile strength of the PP film from 31.31 to 32.71 MPa, revealing good adhesion with PP and favoring compatibility between the two polymers. The long chains of the elastomer triblock copolymer (SEBS) confer greater mobility, which seems to be responsible for the formation of a homogeneous material, inferring better interfacial adhesion with the thermoplastic matrix.
50
This homogeneity of the triblock copolymer in the mixture enabled a more gradual transfer stress, which in turn helped to slightly improve the tensile strength of the composite film (PP/SEBS). However, incorporating 15 wt% of kaolinite particles into the pure PP matrix decreased the tensile strength of the PP/K composite film by 18% (from 31.31 to 25.65 MPa). This reduction in tensile strength observed may result from poor intermolecular interaction between the hydrophilic kaolinite particles and the hydrophobic PP polymer, leading to deficient interfacial stress transfer. The bonds between the non-polar functional groups present in the polymer matrix and the polar charges in the kaolinite could alter the compatibility of the two materials, causing a drop in tensile strength.
51
Furthermore, the presence of recycled rubber in the thermoplastic matrix led to a decrease in the tensile strength of the composite film, measured at 22.25 MPa, compared with 31.07 MPa for the pure PP film. This notable reduction in tensile strength can be explained by the presence of larger GTR particles, which act as stress concentration points due to their vulcanized elastomer phase. In addition, the low interfacial affinity between the ground tire powder and the PP matrix causes rapid crack propagation and accelerates fracture, resulting in reduced tensile strength. Fazli and Rodrigue
52
also found that incorporating 35 wt% GTR into the rHDPE matrix resulted in a 33% decrease in tensile strength value (from 11.6 MPa to 7.7 MPa). This decrease was attributed to the larger size of the powder particles, as well as to an unfavorable interaction between the particles and the matrix. Despite careful stacking of the various layers, a decrease in the tensile strength of the laminates was reported. This drop in laminate tensile strength can be attributed to the presence of adhesion defects between the various layers, as well as to internal stresses generated during the stacking process. Nevertheless, the P/G/P laminate stood out as having the highest tensile strength, measured at 27.11 MPa. Tensile properties of PP film, composite films, and laminates: (a) tensile strength, (b) Young’s modulus, and (c) strain at yield.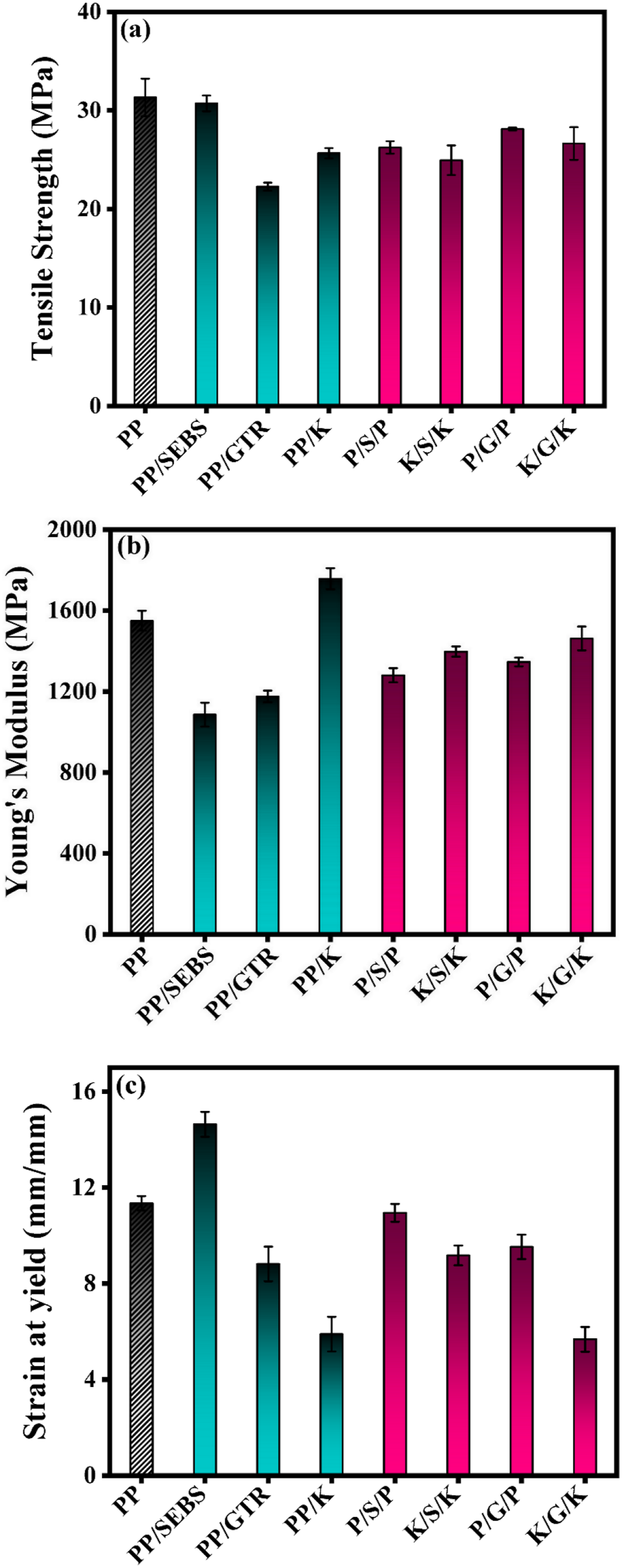
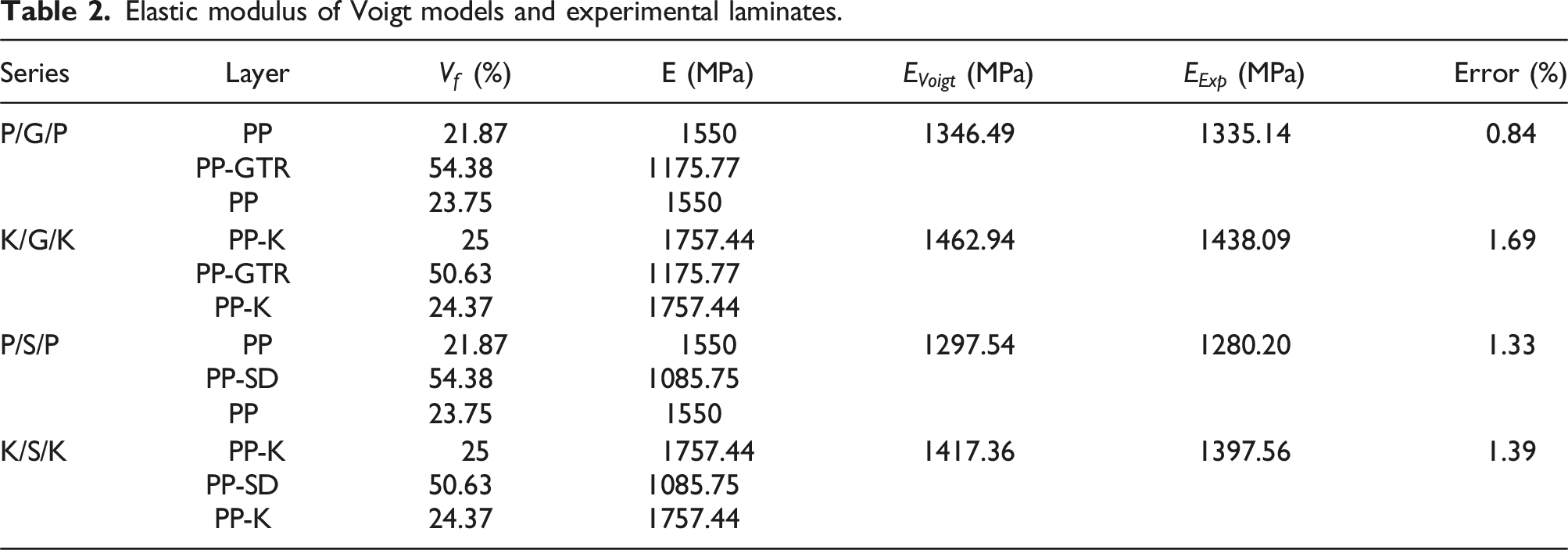
Figure 3(b) shows Young’s modulus of composite films and laminates containing 15 wt% of GTR, SEBS, and kaolinite content. Looking at the graph below, we can see that incorporating 15 wt% kaolinite particles into the thermoplastic matrix led to a 13.38% increase in Young’s modulus of the composite film, making it pass from 1550 to 1757.44 MPa. An explanation that was possible for this could be the extremely rigid nature of kaolinite, generating a molecular movements restriction in polypropylene chains. 35 In contrast, Young’s modulus of the PP/SEBS and PP/GTR composite films was 1175.77 MPa and 1085.75 MPa, respectively. A downward trend of 24.14% and 30% in elastic modulus was found after the addition of 15 wt% kaolinite to the PP matrix. Several elements could contribute to this finding. Firstly, the intrinsic moduli of elasticity of the block copolymer of SEBR and GTR are lower than those of the thermoplastic polymer. 53 SEBS and GTR particles, which are soft, substitute the phase rigid polypropylene, providing PP/SEBS and PP/GTR composite films with a rubbery texture. 54 The fact that the GTR powder is cross-linked also has the effect of lowering the rigidity of the PP/GTR composite film. The results of tensile tests for laminated composites were obtained after superimposing the different layers. As can be seen, PP/K composite films with an average thickness of 0.56 mm, stacked separately at PP/GTR and PP/SEBS composite films, exhibited the highest moduli of elasticity, which were 1462.90 MPa and 1397.56 MPa, respectively. It is plausible that these results are attributable to the high layer thicknesses of PP/K composite films, as well as to the rigid structure of the kaolinite particles and the various existing interactions between layers that play a crucial role in the stacking process. This combination gives the laminate obtained after compression molding an improved tensile modulus. Nevertheless, PP films as outer layers have revealed reduced Young’s modulus, measuring 1280.2 MPa and 1346.49 MPa, respectively. Although the PP layers were stacked around the composite films, the presence of their rubbery phase, which gives them a certain flexibility, led to a drop in laminate stiffness.55, 56
Figure 3(c) presents the strain at yield of PP film, composite films, and laminates with 15% content of particles GTR and kaolinite. As expected, the strain at yield of the PP/SEBS composite film increased from 11.34 mm/mm (PP film) to 14.63 mm/mm due to the purely elastic phase of the SEBS triblock copolymer. However, the introduction of 15 wt% kaolinite into the thermoplastic matrix resulted in a significant reduction in the strain at yield of the PP/K composite film. The value fell from 11.34 mm/mm (PP film) to 5.88 mm/mm, which represents a decrease of 48.14%. The higher the material’s modulus of elasticity, the less likely it is to stretch before breaking. 57 The presence of kaolinite particles in the polypropylene led to a reduction in the deformability of the composite film due to the formation of stress concentration caused by decohesion between the kaolinite and the thermoplastic polymer, which accelerated the rupture of the composite film (PP/K). In this case, the addition of GTR powder to the matrix also led to a decrease in the strain at yield of the PP/GTR composite film of 22.31% (from 11.34 to 8.81 mm/mm), respectively. This could be attributed to poor interfacial adhesion between the phases of polypropylene and GTR particles, leading to low-stress transfer. 58 Previous studies of melt blends comprising a thermoplastic polymer and GTR particles have reported inferior elongations at break than the matrix. Kiss et al. 59 reported that incorporating (from 10 to 30 wt%) of GTR into the polymer matrix (HDPE) caused a significant decrease, from 350 to 45%, due to the low affinity and incompatibility between the phases, which favored rapid propagation of the crack. Concerning laminates, it was found that the stacking of PP film layers with PP/SEBS composite films showed the greatest strain at yield, measured at 10.94 mm/mm. This observation can be explained by the low layer thickness, which influences elastic properties, and by the inherent flexibility of SEBS. On the other hand, laminates comprising layers of PP/K composite films stacked with those of PP/GTR and PP/SEBS revealed the lowest strains at yield. This behavior is ascribed to the rigid nature of kaolinite particles, which significantly influences their elastic properties.
Theoretical models
The objective of elaborating theoretical models was to solve the problems associated with laborious and onerous experiments. Moreover, these models offer the possibility of carrying out an in-depth evaluation of multiple assemblies of constituents to identify the one that ideally meets material design requirements. This approach enables precise optimization, taking into consideration morphological characteristics, mechanical and physical properties, as well as a selection of material criteria. In this process, particular attention was paid to the most frequently employed micromechanical models to determine which best concurred with the experimental data obtained after mechanical characterization of the specimens manufactured by compression molding.
60
The key parameters identified in this study for model calculations, specifically the effective moduli of elasticity, comprised volume fraction and intrinsic moduli of elasticity (matrix and fillers). In Figure 4, micromechanical models and experimental results of composite films are presented as a function of filler volume fractions (VF), which are assumed to be randomly dispersed in the thermoplastic matrix (PP film). The volume fractions of fillers (kaolinite, GTR, and styrene-diene) were deduced from the empirical relationship between weight fraction (15 wt%) with densities of 6.7, 11.9, and 14.5%, respectively. The various volume fractions for a fixed weight fraction can be attributed to the different filler densities used during formulation. Thus, just as the density of a charge increases, its volume fraction decreases proportionally. The elastic modulus of kaolinite, GTR, and SEBS particles, estimated to predict the effective elastic moduli of PP/K, PP/GTR, and PP/SEBS composite films, were 7000 MPa, 270 MPa, and 270 MPa, respectively. As Figure 4(a) clearly shows, the elastic modulus of the analytical models increases continuously as the kaolinite volume fraction increases. This observation can be ascribed to the presence of kaolinite particles, which are intrinsically more rigid than polypropylene film. Furthermore, Figure 4(b) and (c) illustrate that increasing the volume fraction of GTR and SEBS particles leads to a decrease in the effective moduli of elasticity of the micromechanical models, as the particles have a more ductile phase than the PP film. It was also remarked that the measured results were within the range defined by the upper (Voigt model) and lower (Reuss model) bounds, thus confirming the reliability and precision of the results obtained. Moreover, the experimental results showed that the Tsai-Pagano model was the most consistent, offering the best concordance with the data. Elastic modulus of micromechanical models and experimental: (a) PP/Kaolinite composite film, (b) PP/GTR composite film, and (c) PP/SD composite film.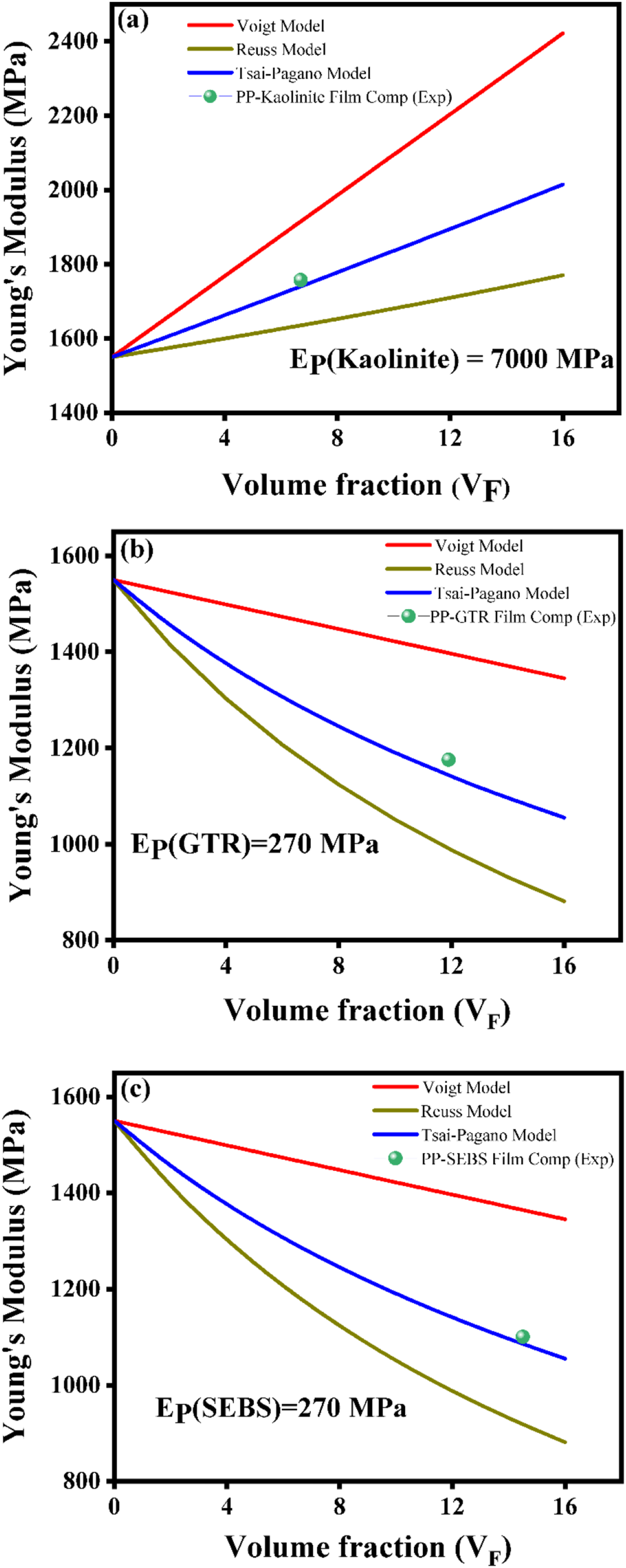
Elastic modulus of Voigt models and experimental laminates.
Differential scanning calorimetry (DSC)
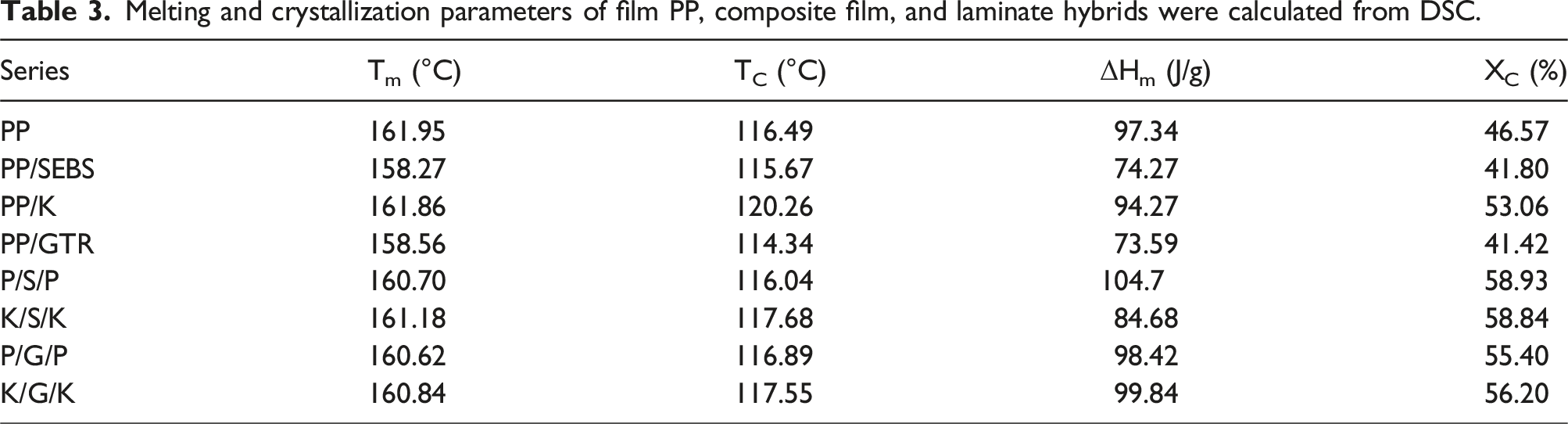
Melting and crystallization parameters of film PP, composite film, and laminate hybrids were calculated from DSC.
Dynamic mechanical analysis (DMA)
DMA represents an analytical approach for assessing the viscoelastic behavior of materials, including polymers, films, and composites. It consists of measuring the response of the sample to dynamically variable strains or stresses applied to it. Thus, the results of this DMA test reveal the material’s viscoelastic parameters, which change as a function of temperature, frequency, or time. The main properties measured are storage modulus, loss modulus, and damping factors. The dynamic modulus (E′) or elastic response measures the material’s ability to store energy when subjected to stress or deformation and characterizes its stiffness. E′ is correlated with Young’s modulus, although it should be noted that they do not share a common identity.
68
In contrast, the dynamic loss modulus underlines the viscous part of the sample, illustrating its ability to dissipate energy resulting from various internal friction. The damping factor represents the ratio between the energy dissipated in the form of heat by the sample and the energy it can store elastically. During our work, particular attention was paid to the storage modulus and the damping factor, which evolve as a function of temperature at a constant frequency. Figure 5 shows the sample storage modulus as a function of temperature. The addition of kaolinite particles to the thermoplastic matrix has led to an improvement in the storage modulus of the PP/K. To illustrate, the storage modulus of PP film recorded a 19.37 % increase, from 1502 MPa to 1793 MPa, after the addition of 15 wt% kaolinite to the low-temperature mix. This observation is mainly linked to the inherent stiffness of the kaolinite in the matrix, which played an essential role in enhancing the stiffness of the PP/K composite film. However, a considerable decrease in the storage modulus was found after incorporating 15 wt% GTR and styrene-diene in the blend, with values reaching 912 MPa and 809.1 MPa, respectively. The decrease in elastic contribution is most likely caused by the presence of the elastomer surface of ground tire rubber particles and SEBS block copolymer, which is responsible for the significant drop in stiffness of PP/GTR and PP/SEBS composite films. Similarly, Moghaddamzadeh and Rodrigue
69
reported a substantial decrease in storage modulus in a recycled PE/polyester blend after incorporating GTR particles. This reduction was attributed either to the low Young’s modulus of GTR or to stress transfer from the thermoplastic matrix to the ground tire rubber powder. As the temperature rises, there is a sharp decrease in the elastic contributions of all systems, the reason for the softening of the PP film and the onset of the relaxation phase. Moreover, at elevated temperatures, the PP matrix’s molecular chains gain in mobility and flexibility, making it much easier for the chains to slip together.
70
The laminates (Figure 4(b)) were subjected to dynamic mechanical analysis, and the results showed that assembling PP/K composite film layers with PP/GTR composite film resulted in the highest storage modulus, measured at 1415 MPa. The improvement in storage modulus was ascribed to the inherent rigidity of kaolinite, combined with the substantial thicknesses of the PP/K and PP/GTR composite films. However, the laminate comprising the PP/SEBS composite film layers stacked with the PP film layers exhibited a relatively low storage modulus due to the ductile nature of styrene-diene, which results in a low elastic modulus. Storage modulus of PP films, composite films, and laminates.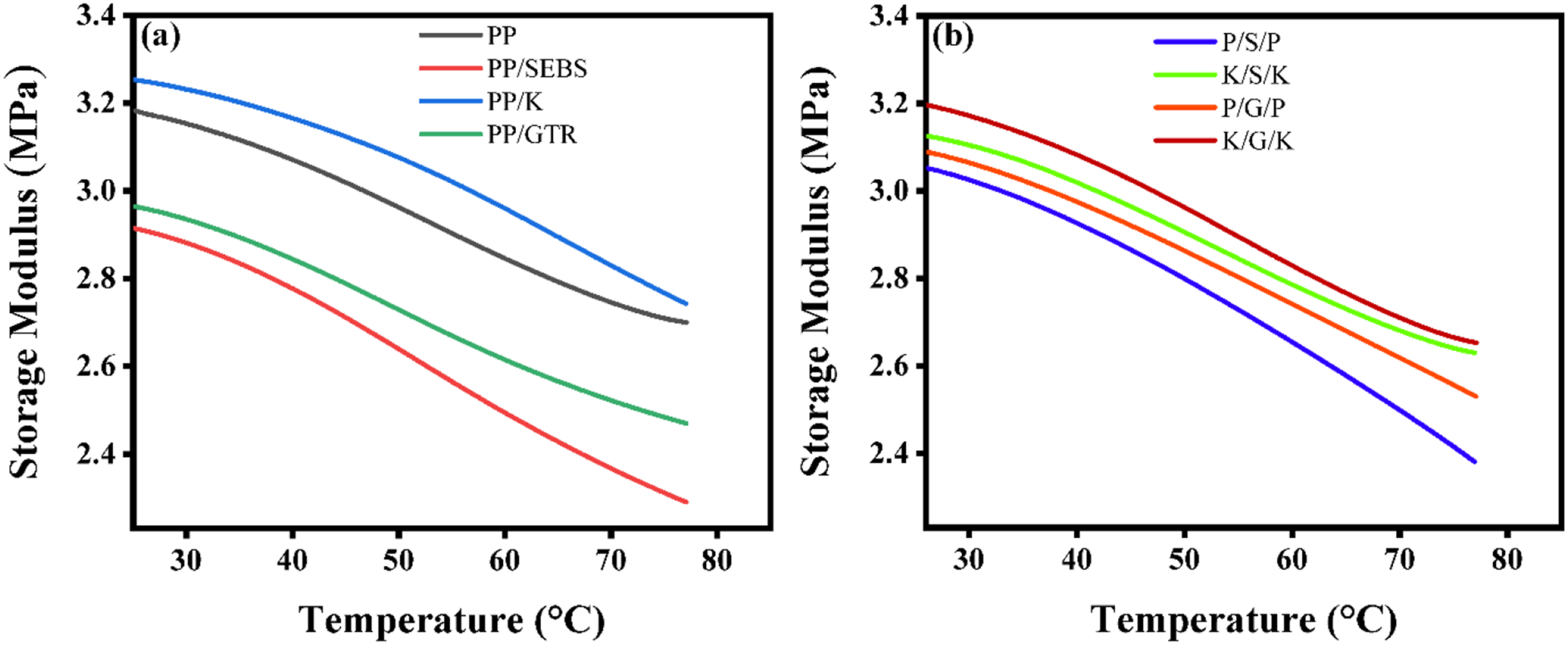
The damping factors for all the samples are presented in Figure 6. Referring to Figure 6(a), raising the temperature increases the loss factor, both for the individual PP film and the composite films. This is attributed to the increase in dissipative energy and internal friction generated by each material in response to sinusoidal stress applied at varying temperatures.
71
The experimental data also revealed that the PP/SEBS and PP/GTR composite films stood out as having the highest damping factors of all the samples tested, recording 0.052 and 0.048, respectively. An explanation for this observation could be the very low storage modules of the composite films, probably influenced by the ductile nature of the SEBS and GTR particles. Thermal stresses engender an increase in the movement of the long chains contained in the SEBS and GTR particles within the thermoplastic matrix. This mobility causes internal friction between the chains, resulting in a more efficient absorption capacity and more pronounced energy dissipation. On the other hand, incorporating kaolinite particles into the polymer matrix reduces the damping factor of the PP/K composite. The drop in the damping factor of the PP/K composite is ascribed to the rigid nature of the kaolinite, which leads to a significant increase in the storage modulus. The inherent rigidity of the particles restricts the molecular movement of the PP during the relaxation process, leading to a decrease in the composite’s ability to dissipate energy.
72
We now turn to the experimental results for the loss factor of hybrid laminates, illustrated in Figure 6(b). A rise in the damping factor was found for all systems as the temperature increased, highlighting an increase in energy dissipation. Moreover, the P/S/P and P/G/P hybrid laminates had the highest damping factors, with values of 0.047 and 0.046, respectively. This observation could be attributed to the low thicknesses of the PP layers and the ductile nature (characterized by a low storage modulus) of the PP/SEBS and PP/GTR composite films, which gives these systems an increased ability to absorb energy. In contrast, the PP/K composite film, due to its inherent rigidity and substantial thickness, could limit the energy absorption capacity of hybrid laminates when stacked with composite films (PP/SEBS and PP/GTR). Damping Factor (tanδ) of PP film, composite films, and laminates.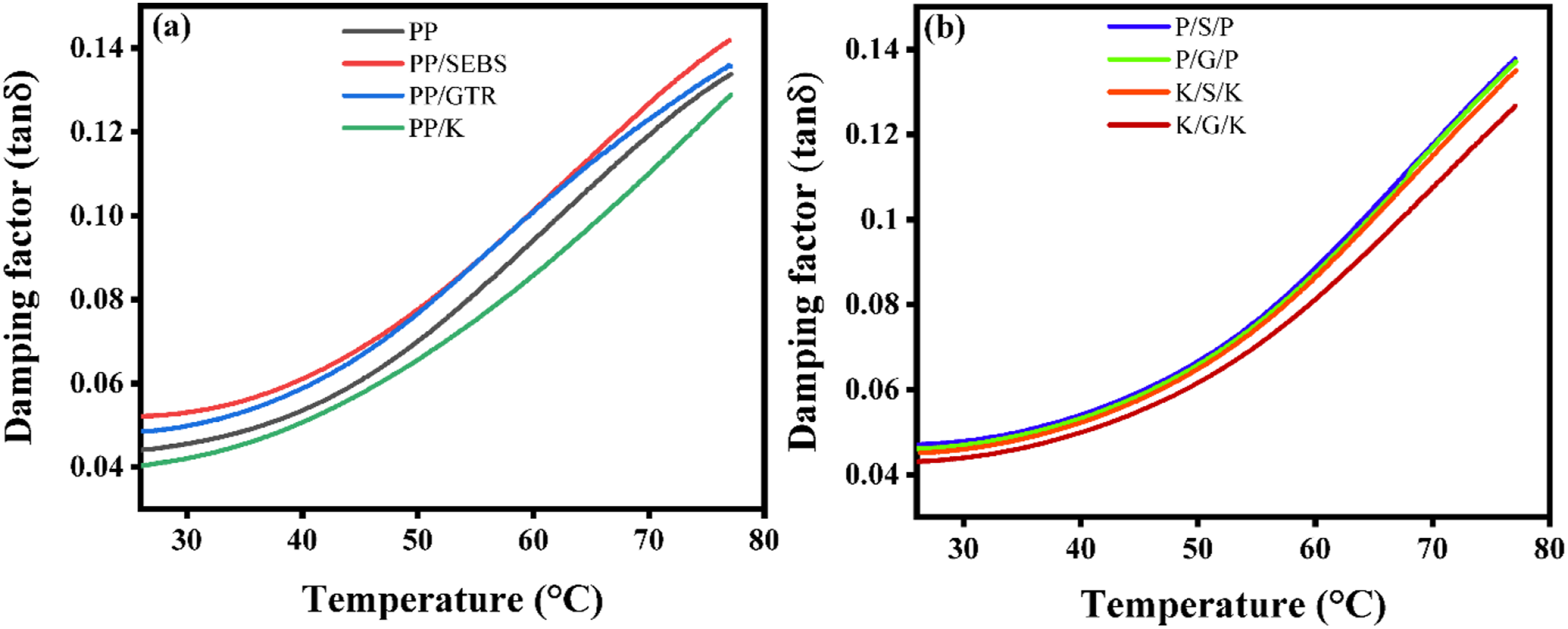
Conclusion
Despite the benefits of using recycled tire rubber (GTR) for thermoplastic elastomer (TPE) production, research on polymer composite films and laminates using GTR, kaolinite, and triblock copolymers is limited. This study focuses on developing durable polymer composite films and laminates with materials such as SEBS particles, GTR, and kaolinite as fillers in a thermoplastic matrix. Several properties were characterized, including phase morphology, mechanical properties, thermal stability, and dynamics. SEM observations revealed that PP composite films with SEBS and GTR showed good homogeneity, while kaolinite dispersion faced interface adhesion issues. The laminates exhibited some decohesion, except for P/G/P, which showed consistent distribution. Adding 15 wt% kaolinite increased the elastic and storage moduli slightly, but reduced strain at yield, whereas SEBS addition improved strain at yield due to enhanced elasticity. The P/S/P and P/G/P laminates had balanced tensile properties, beneficial for consistent mechanical performance. The Tsai-Pagano model best correlated with the elastic moduli of composite films, while the Voigt model aligned well with laminate data. These findings suggest potential industrial applications, notably in electrical components and automotive parts.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Mohammed VI Polytechnic University supported this work.
Data Availability Statement
The datasets generated and analyzed during the current study are available from the corresponding author upon reasonable request. All characterization results, experimental protocols, and supplementary materials used to support the findings are included within the article.