
Abstract
The increasing demand for lightweight, cost-effective panels with high load-bearing capacity and minimal damage potential has driven advancements in sandwich composite materials, particularly for automotive applications. This study compares the performance of Stitch Reinforced Foam-filled Honeycomb Sandwich (SRFHS1), Pin Reinforced Foam-filled Honeycomb Sandwich (PRFHS1), and traditional Reinforced Foam-filled Honeycomb Sandwich (RFHS) panels. Experimental results revealed that the SRFHS1 panel achieved a peak load of 51,550 N in flatwise compression, 11,320 N in edgewise compression, and 1,520 N in flexural testing, outperforming PRFHS1 by 1.19, 1.19, and 1.33 times, and RFHS by 1.28, 1.26, and 2.03 times, respectively. Digital microscopy confirmed reduced damage in the SRFHS1 panel after flexural testing, highlighting superior durability. Machine learning analysis using ANOVA showed F-values of 11.497, 14.642, and 26.203 for flatwise, edgewise, and flexural tests, all exceeding critical thresholds with P-values <0.05, leading to the rejection of the null hypothesis and confirming significant differences among the populations for these parameters. Post-hoc Tukey HSD and box plot analysis identified SRFHS1 as the best-performing panel. These results establish SRFHS1 panels as ideal for transportation, offering durability, lightweight design, cost-effectiveness, and improved failure prediction and damage assessment capabilities.
Highlights
• Compared stitched, pinned, and traditional panels for lightweight and durability. • Tests showed stitch-reinforced panels outperformed others due to nylon reinforcement. • Machine learning with ANOVA, Tukey tests showed stitched panels had superior performance. • Digital microscopy showed less flexural damage in stitched panels versus pinned, unreinforced.
Introduction
In today’s transport industry, maximizing efficiency and reducing emissions are crucial for materials incorporated. This has led to a significant and unwavering focus on designing lightweight vehicles to improve energy efficiency. 1 Honeycomb sandwich panels, due to their combination of lightweight properties and high performance offer a promising and effective solution to these challenges and are extensively used in various vehicle and aircraft components, including hoods, roofs, bonnets, wings, doors, and floor panels. By incorporating honeycomb sandwich panels, vehicles achieve improved energy absorption, and increased strength, leading to better overall performance. 2
These advanced materials demonstrate exceptional mechanical and thermal stability, crashworthiness, and corrosion resistance. Their high strength-to-weight ratios, cost-effectiveness, ease of construction, and excellent thermal, acoustical, and fire insulation properties further enhance their appeal across various industries. 3 The combination of these advantages highlights the significance of honeycomb sandwich panels as a vital solution for improving fuel efficiency and reducing CO2 emissions, thereby making a substantial contribution to environmental sustainability within the transportation and related sectors. 4
As demand for efficient designs grows, sandwich panels have gained popularity as effective solutions for maximizing strength while minimizing weight. These panels feature two rigid outer face sheets and a lightweight core. 5 Typically, the core is made of hollow hexagonal aluminum honeycomb, which is strong and able to absorb high levels of energy. This makes it effective for handling shear and transverse loads. 6 To drastically enhance the mechanical properties of aluminum honeycomb panels, polyurethane foam (PU) is strategically employed to fill the hollow spaces within the honeycomb. This PU foam, derived from polyol and isocyanate groups, offers a sustainable and robust solution with heightened stiffness, impact resistance, and load-bearing capacity.7,8 Extensive research unequivocally demonstrates that foam-filled honeycomb panels unequivocally outperform unfilled versions in terms of energy absorption and stiffness, making them the undisputable choice for applications necessitating superior strength, durability, and protection. 9 The outer face sheets are composed of glass fiber-reinforced polymer (GFRP), known for its high strength-to-weight ratio and exceptional corrosion resistance. 10 They play a crucial role in managing compression and flexural loads and protecting the core panel. A standard method of joining the core and face sheets is to bond them with isophthalic polyester resin, which provides robust adhesion, chemical resistance, and uniform stress distribution. 11
Based on the existing literature, Vacuum Assisted Resin Transfer Molding (VARTM) was applied for the fabrication of Reinforced Foam-filled Honeycomb Sandwich (RFHS) panels, resulting in uniform resin distribution and tough bonding between face sheets and cores. 12 The study unequivocally demonstrated that RFHS panels, comprising polyurethane foam filled aluminum honeycomb core, fiberglass as face sheets, and polyester resin, outperform panels with unfilled cores in terms of energy absorption, impact resistance, and mechanical stability. Consequently, they are exceptionally well-suited for demanding structural applications. 13
Extensive research has been conducted on reinforced foam-filled honeycomb sandwich panels due to their significant potential for lightweight structural applications. 14 A thorough evaluation of their mechanical characteristics through compression and bending tests was essential to confirm their suitability for practical applications and to assess their ability to withstand various loading scenarios. 15 Edgewise compression tests rigorously measured axial load capacity, while flatwise compression tests accurately perpendicular forces, such as those experienced in side impacts. Bending tests provided crucial insights into the panel’s behavior under flexural loads, ensuring unequivocal compliance with the required specifications. 16
The researcher demonstrated that foam-filled panels drastically improved mechanical properties compared to their foamless counterparts, with a notable increase in flexural and compressive strength of 20.56% and 15.7% respectively. 17 The incorporation of polyurethane foam into the Nomex honeycomb panel markedly improved strength, stiffness, and energy absorption, resulting in overall enhanced performance under compression and bending forces. 18 Furthermore, the addition of glass-fiber-reinforced polymer skins further increased the panel’s load-carrying capacity and energy absorption. 19 However, the panels faced risks of structural integrity issues, such as core shear, crushing, face sheet wrinkles, and core face sheet debonding under high stress. 20
To tackle these issues, techniques like pinning, stitching, external patching and tufting were explored to strengthen the bond between the face sheet and core. 21 Recent researches focused on improving reinforced foam-filled honeycomb sandwich panels by enhancing their mechanical properties and addressing limitations. Indentation and three-point bending tests revealed that pin reinforcement significantly increased the panels strength, energy absorption, and overall performance. 22 Additionally, z-pin stitching improves compression, tensile strength, shear, and bonding strength. 23 Studies also demonstrated that core perforation and stitching methods effectively enhanced strength, elasticity, bending stiffness, and maximum contact force, with minimal impact on weight. These findings highlighted the importance of reinforced pin and stitching techniques in enhancing the mechanical performance and bonding strength of reinforced foam-filled honeycomb sandwich panels. 24
In recent years, Machine Learning (ML) has become indispensable for optimizing composite sandwich panels, known for their lightweight strength and durability. Techniques like regression and classifiers effectively model complex, non-linear relationships in material data. 25 By integrating ML methodologies with regression analysis and statistical methods like Analysis of Variance (ANOVA) and post-hoc Tukey Honestly Significant Difference (HSD) test, researchers performed comprehensive evaluations that highlighted significant differences among panel types. This advanced framework, while time-consuming in terms of data preparation and model training, facilitates real-time assessments and proves invaluable for refining sandwich panel designs that demand enhanced stability, durability, and load-bearing capacity. 26 Together, these advancements in mechanical reinforcement methods and machine learning strategies represent a holistic approach to boosting the performance of composite sandwich panels. 27
This research conducts an experimental and comparative study on Pin Reinforced Foam-filled Honeycomb Sandwich (PRFHS1) and Stitch Reinforced Foam-filled Honeycomb Sandwich (SRFHS1) panels against traditional Reinforced Foam-filled Honeycomb Sandwich (RFHS) panels. The experimental results were evaluated using ML techniques, specifically the One-way ANOVA followed by Post-hoc Tukey HSD method, for a comprehensive performance assessment. By analyzing experimental data with machine learning, this research identifies the most effective panel for optimal performance.
Experimental procedures
Materials and manufacturing of sandwich panels
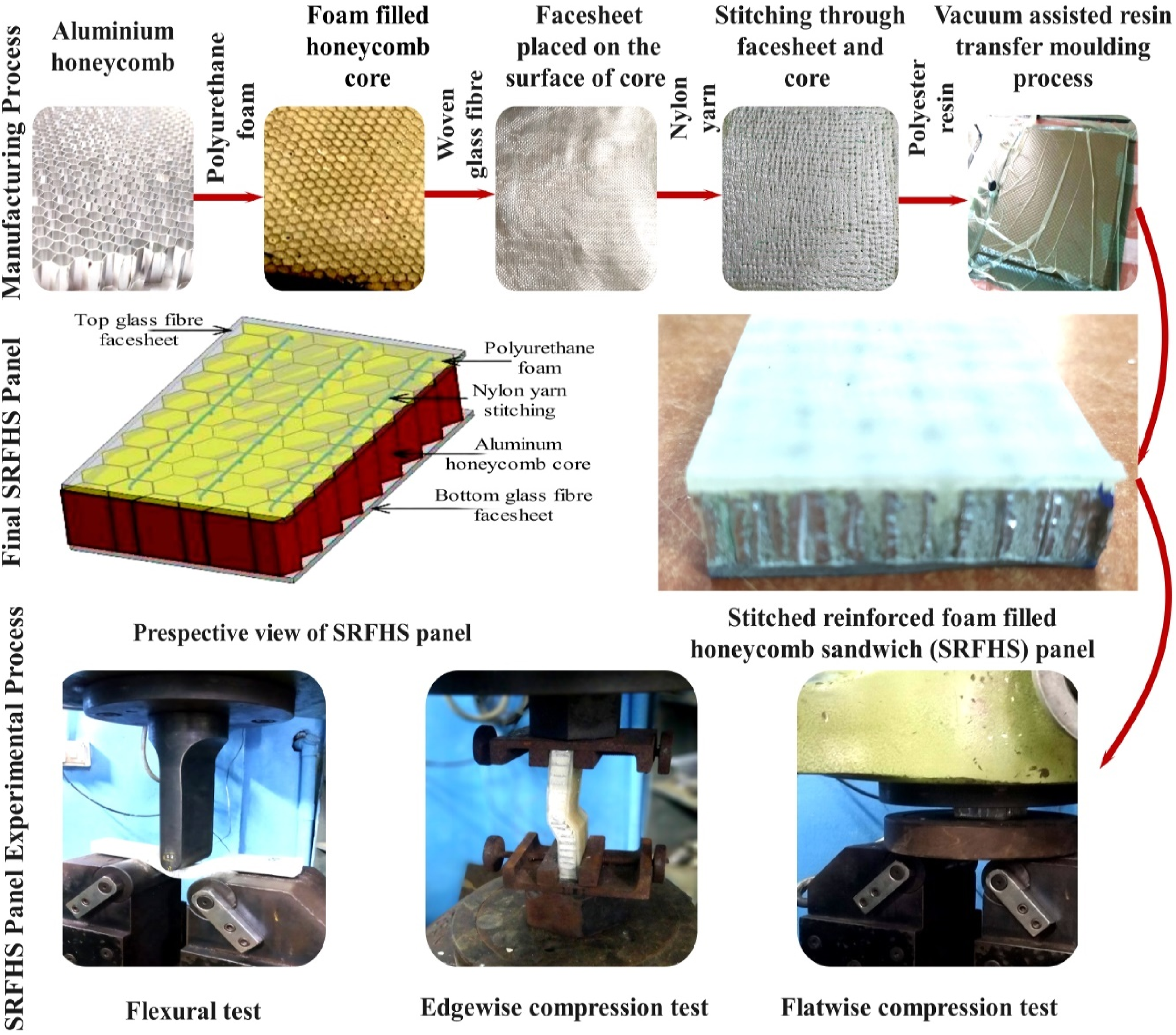
The three optimized sandwich panel configurations Reinforced Foam-filled Honeycomb Sandwich (RFHS), Pin Reinforced Foam-filled Honeycomb Sandwich (PRFHS1), and Stitch Reinforced Foam-filled Honeycomb Sandwich (SRFHS1) were fabricated to evaluate their structural performance under various loading conditions.
The materials used for fabrication included an aluminum honeycomb core with a cell size of 6.3 mm, wall thickness of 0.068 mm, and height of 10 mm, supplied by Honeycomb India Private Limited Bangalore. The face sheets were constructed using two layers of plain woven glass fiber fabric (600 g/m2). The polyester resin mixture was prepared by adding 1.5 ml of methyl ethyl ketone peroxide per 100 g of resin as a hardener, along with cobalt naphthenate as an accelerator to enable room temperature curing. Additionally, polyurethane foam with a density of 52 kg/m3 was produced by mixing polyol and isocyanate in a 1:1 ratio. The glass fiber fabric, polyester resin, curing agents, and polyurethane foam materials were procured from Leo Enterprises, Nagercoil. This foam was poured into a mold with the honeycomb core, where it expanded and solidified after 24 h, forming the foam-filled core structure.
For the manufacturing process, the RFHS panel was created by sandwiching the foam-filled core between two glass fiber sheets. The PRFHS1 panel, as shown in Figure 1(a), was reinforced by drilling holes into the honeycomb cells and inserting 2 mm diameter polyester resin pins along both the width (W) and length (L) directions, as recommended by Jayaram et al.
28
For the SRFHS1 panel, as shown in Figure 1(b), manual stitching with nylon yarn (0.32 mm diameter) was applied in both (W) and (L) directions, based on the work of Nagarajan et al.
29
The stitching and pin reinforcements were intended to improve interfacial bonding and through-thickness strength. Reinforcement configurations (a) PRFHS1, (b) SRFHS1.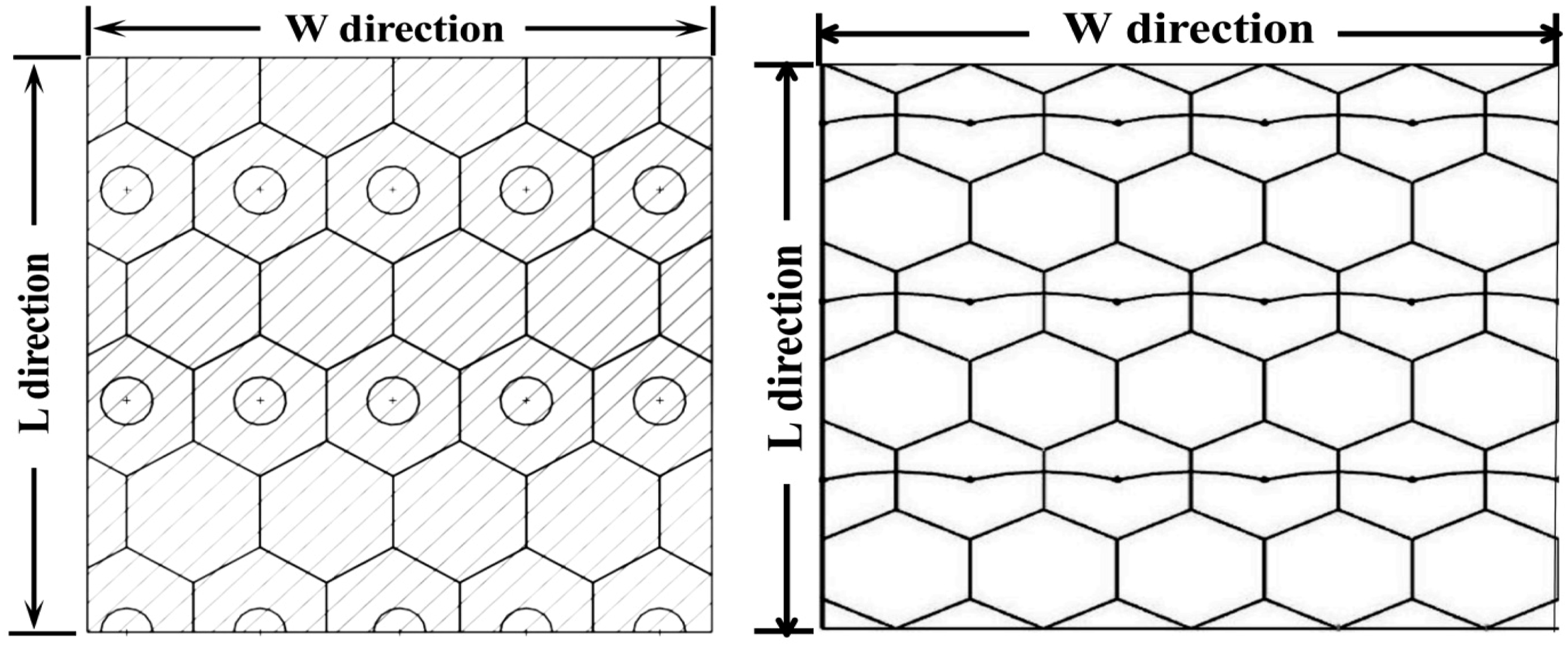
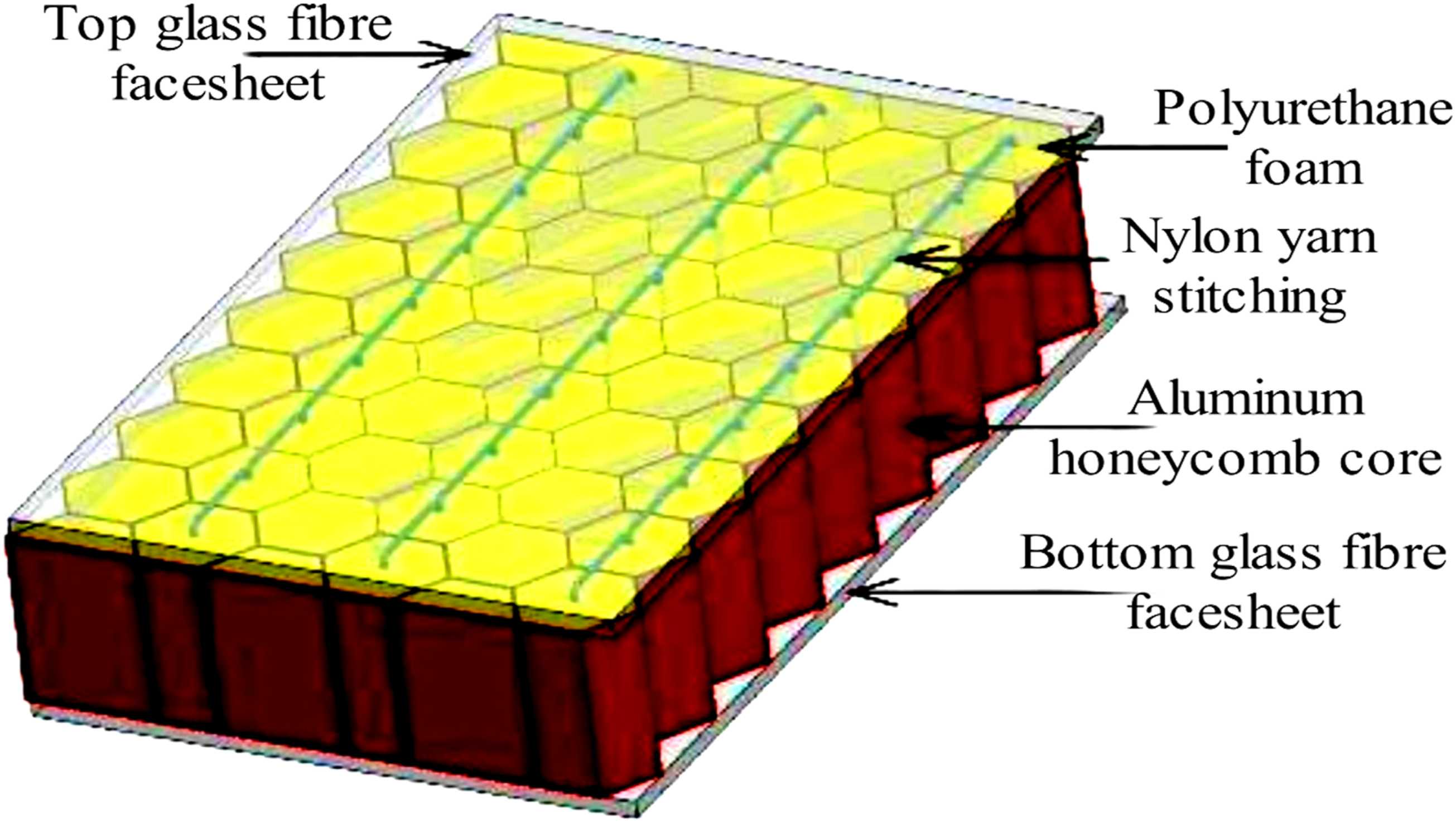
After assembly, the panels were reinforced using the Vacuum Assisted Resin Transfer Molding (VARTM) process, as shown in Figure 2. A detailed perspective view of the SRFHS1 panel is provided in Figure 3.
30
To ensure consistency in testing conditions, all samples were tested under a 2 mm/min loading rate, which aligns with previous testing conducted for the PRFHS1 panels at a 1 mm/min rate. These fabrication methods ensured that the panels exhibited the desired structural integrity and mechanical performance characteristics, facilitating a comprehensive comparison across the different sandwich panel configurations. An illustration of SRFHS1 panel made using a VARTM process. SRFHS1 panel perspective view.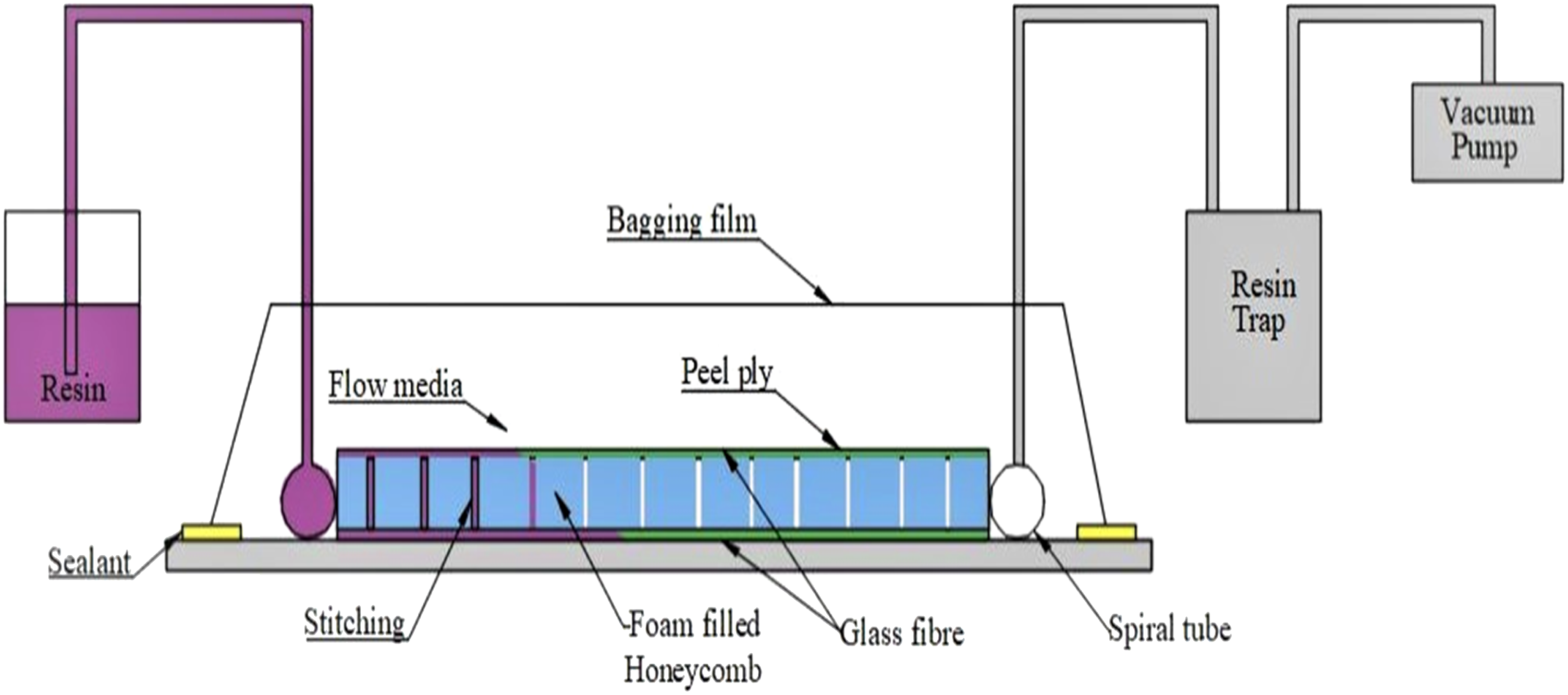
Experimental tests for sandwich panels
The RFHS, PRFHS1, and SRFHS1 panels underwent testing for flatwise compression, edgewise compression, and bending using a Kalpak Computerized Universal Testing Machine, in accordance with ASTM standards C-365/365M, C-364/364M, and C-393/393M, at a constant loading rate of 2 mm/min. The bending test featured a span of 180 mm, with specimens positioned between a fixed bottom plate and a movable top plate. Each test was performed at least three times to ensure reliability. The experimental arrangement, referenced from existing literature, is depicted in Figure 4.
31
Experimental setup. (a) flatwise compression, (b) edgewise compression, (c) flexural tests.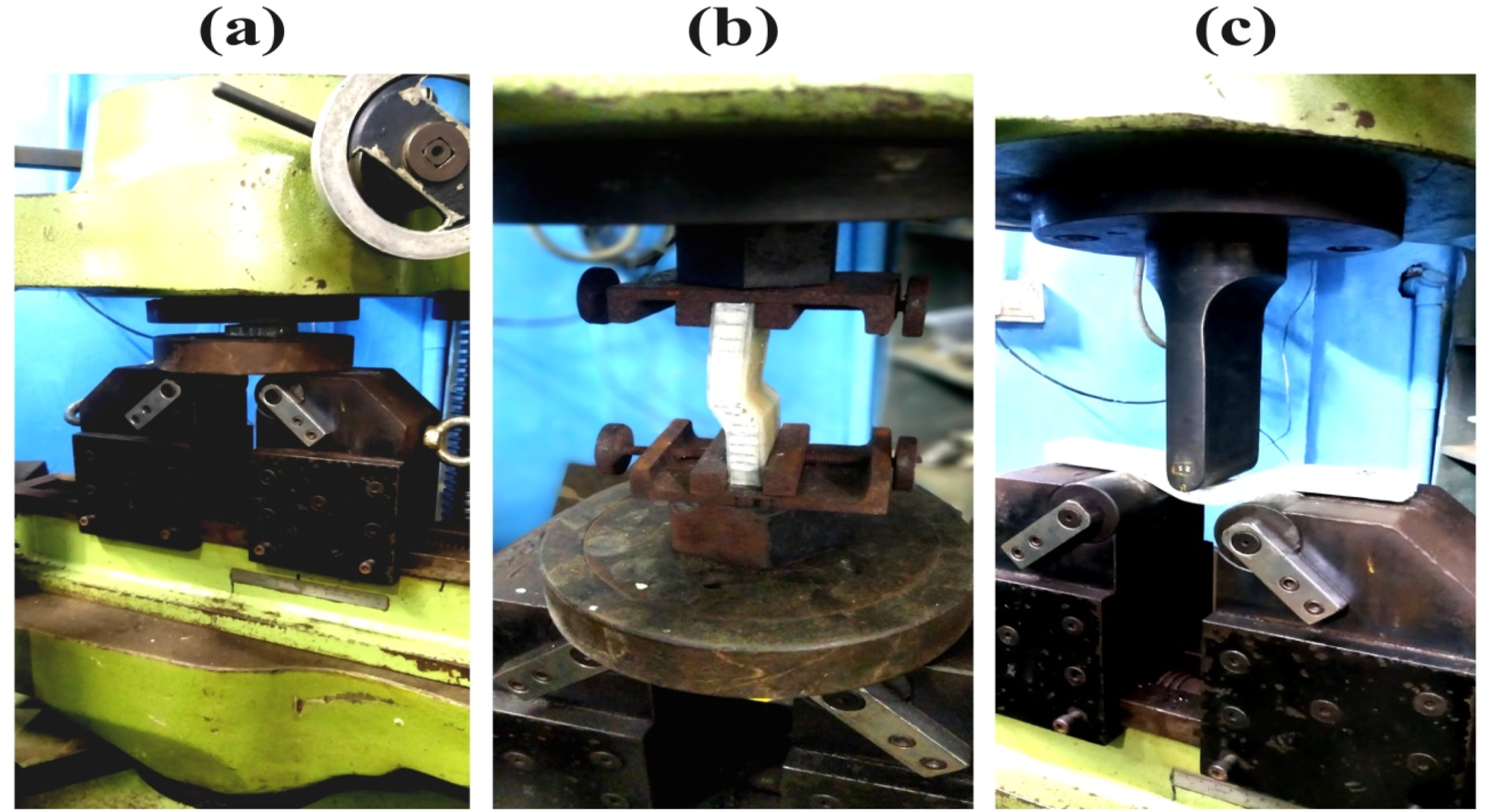
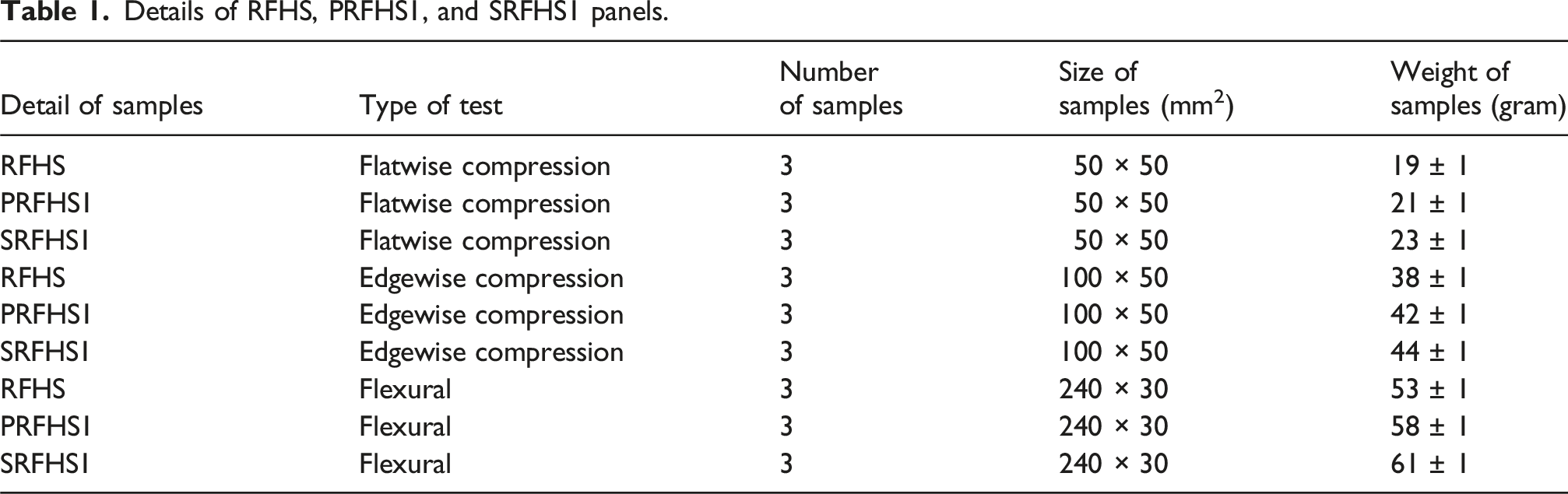
Details of RFHS, PRFHS1, and SRFHS1 panels.
Machine learning using ANOVA followed by post-hoc Tukey HSD
Machine Learning (ML) techniques were implemented using Python in a Jupyter Notebook to assess the performance of RFHS, PRFHS1, and SRFHS1 panels based on the peak load values obtained from experimental test results. Using ML analysis box plot, ANOVA followed by Post-hoc Tukey’s HSD test performed to identify statistically significant differences and determine the best performing panels. 32
ANOVA was conducted to determine whether there were statistically significant differences in the mean peak load values among the panel groups. The F-value in ANOVA is calculated using the following formula: • • 
Here, • • • k as the number of groups, and • N as the total number of observations
If the ANOVA result indicated significant differences, Tukey’s HSD test was used for pairwise comparisons between the groups. The critical HSD value was calculated using the formula: • • • n is the sample size per group
This ML based statistical analysis verified meaningful differences among RFHS, PRFHS1, and SRFHS1 panels, ensuring consistent differences in their performances.
Result and discussion
Flatwise compression test
Flatwise compression tests conducted on sandwich panels are essential to assess the load-bearing capacities under compressive forces perpendicular to their surfaces. Figure 5(a) illustrates the load versus deflection graph for flatwise compression, showing significant variations in load bearing capacities among the RFHS, PRFHS1, and SRFHS1 panels. The test results revealed that SRFHS1 achieved the highest maximum compression load of 51,550 N, followed by PRFHS1 at 43,140 N, and RFHS at 40,120 N. Notably, SRFHS1 exceeded RFHS by 28.5% and PRFHS1 by 19.5%, indicating the effectiveness of nylon yarn stitching through the panels thickness. SRFHS1 supported 1.19 times more load than PRFHS1, underscoring the benefits of nylon yarn stitch reinforcement over pin reinforcement. Additionally, SRFHS1 and PRFHS1 exhibited displacements of 11 mm under maximum load, while RFHS showed a displacement of 10 mm, reflecting its slightly lower structural rigidity. The combination of nylon yarn stitching reinforcement panel significantly enhances the interfacial behavior and load carrying and durability than pin reinforcement and un reinforced panels.
31
(a) Load versus deflection curves for sandwich panels under flatwise compression tests. Damaged panels after flatwise compression test (b) RFHS (c) PRFHS1 and (d) SRFHS1.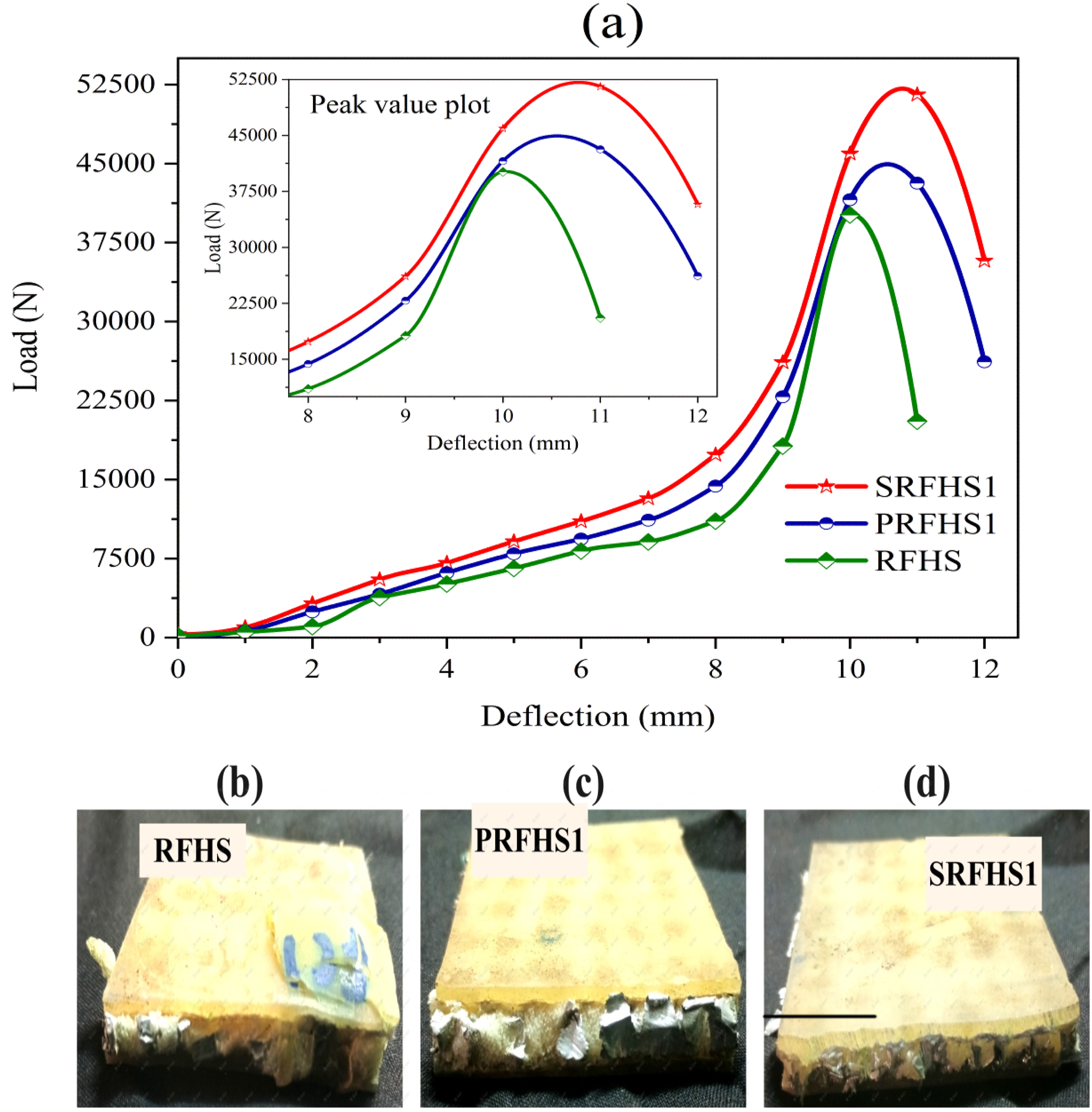
Figure 5(b)–(d) illustrates the results of the flatwise compression test for damaged panels at maximum load. In Figure 5(b), the RFHS exhibited significant damage to the face sheet and core crushing. In contrast, Figure 5(c) shows that the PRFHS1, reinforced with pins, displayed only minor core damage and some buckling, indicating improved structural integrity. Meanwhile, Figure 5(d) demonstrates that the SRFHS1 experienced minimal core damage, highlighting its superior performance compared to the other panels under the applied loading conditions. These stitch-reinforced designs not only improved performance but also enhanced the bonding of face sheets and the core holding them together. 33 Therefore, SRFHS1 emerged as the best choice for applications requiring high strength, significantly improving the reliability and performance of sandwich panels.
Figure 6 indicates the box plot for edgewise examination, which indicates that SRFHS1 exhibited a higher mean compression load value, followed by the PRFHS1, while the RFHS displayed the lowest one. From these plot representations SRFHS1 underscores the superior performance compared to the other panels. Box plot for flatwise compression test.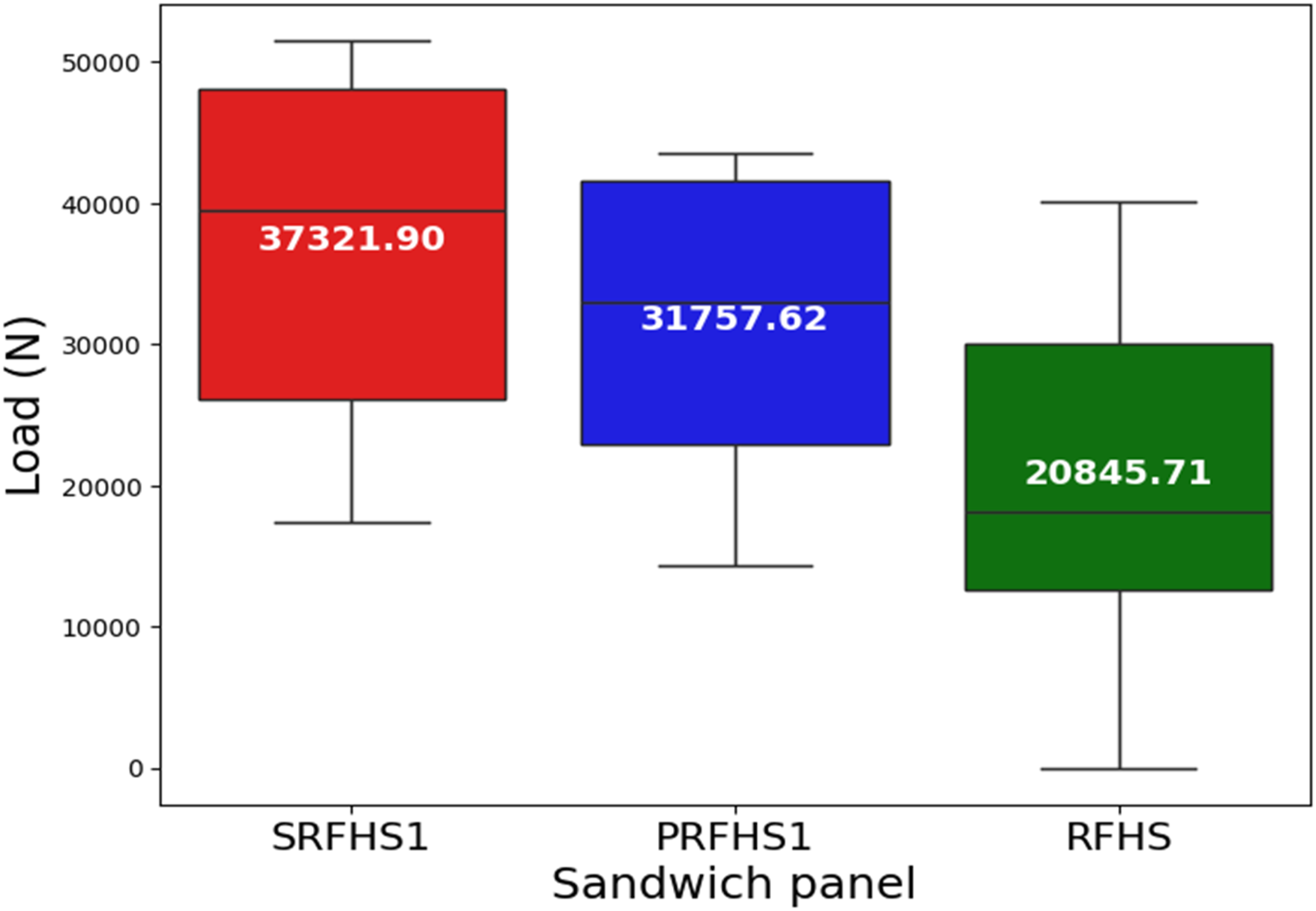
Tukey HSD analysis for the flatwise compression test Multiple Comparison of Means - Tukey HSD, FWER = 0.05.

Edgewise compression test
The edgewise compression tests conducted on sandwich panels are crucial for evaluating their structural integrity and performance under compressive forces parallel to their surfaces. Based on Figure 7(a), the load versus deflection curve illustrates the differences in load capacity for the RFHS, PRFHS1, and SRFHS1 panels under edgewise compression, all measured at their maximum deflection. The results indicate that the SRFHS1 achieved the highest load capacity, withstanding 11,320 N, which is 25.8% more than the RFHS at 9,000 N, and 19.5% more than the PRFHS1 at 9,470 N. The SRFHS1 exhibits superior load-carrying capacity under edgewise compression, withstanding 1.19 times the load of the PRFHS1 panel. This improvement is due to the effective binding of the face sheet and core by nylon yarn stitching and polyester resin reinforcement, enhancing resistance to compression loads.
35
(a) Load versus deflection curves for sandwich panels subjected to edgewise compression tests. Damaged panels after edgewise compression tests (b) RFHS (c) PRFHS1 and (d) SRFHS1.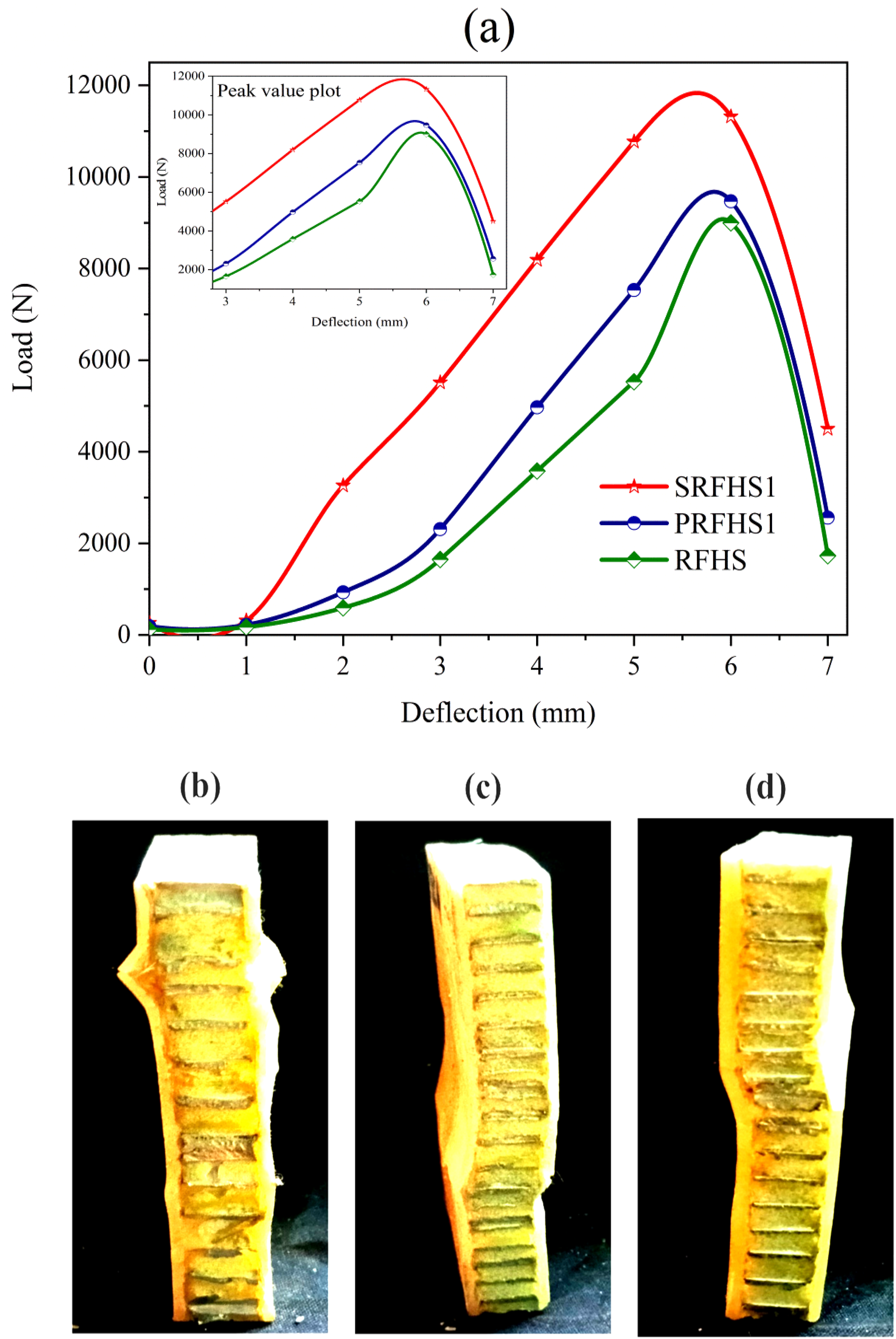
Maximum specific load for sandwich panels under edgewise compression and flexural test.
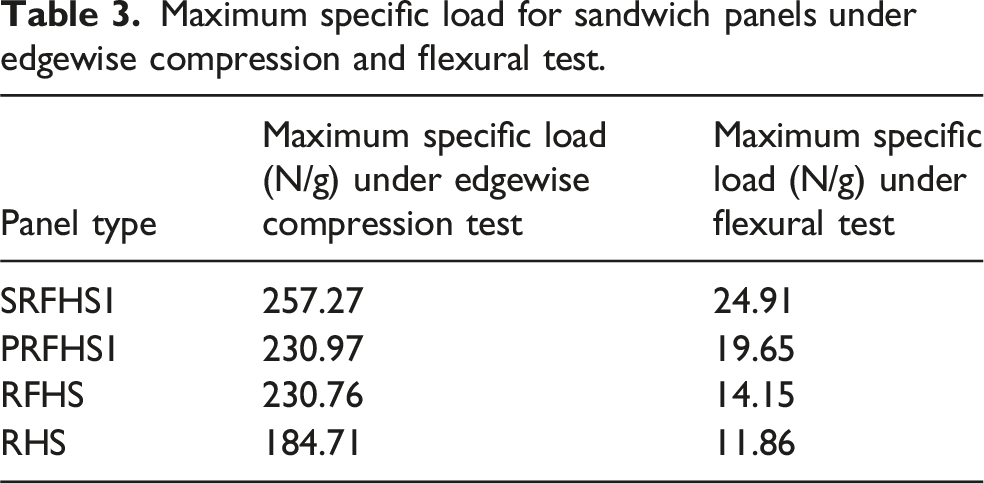
Figure 7(b)–(d) displays the panels that were damaged after edgewise compression tests. The RFHS panel in Figure 7(b) experienced damage to the face sheets, localized buckling, and core crushing. In contrast, Figure 7(c), shows the PRFHS1 reinforced with pins, exhibited gradual failure with minor buckling and only slight core damage. The SRFHS1 in Figure 7(d), reinforced with stitching, demonstrated global buckling but maintained better overall integrity and limited localized damage. Thus, SRFHS1 reinforced with nylon yarn stitching are unequivocally more durable and stronger than those reinforced with pins PRFHS1 and without reinforcement, RFHS, making SRFHS1 panel an exceptional choice for demanding, high-performance applications. 37
Figure 8 indicates the box plot for the edgewise compression test, SRFHS1 exhibits a higher value compared to the other panels, with a clearly greater mean. This visual representation underscores the superior performance of SRFHS1 relative to the PRFHS1 and RFHS panels. Box plot for edgewise compression test.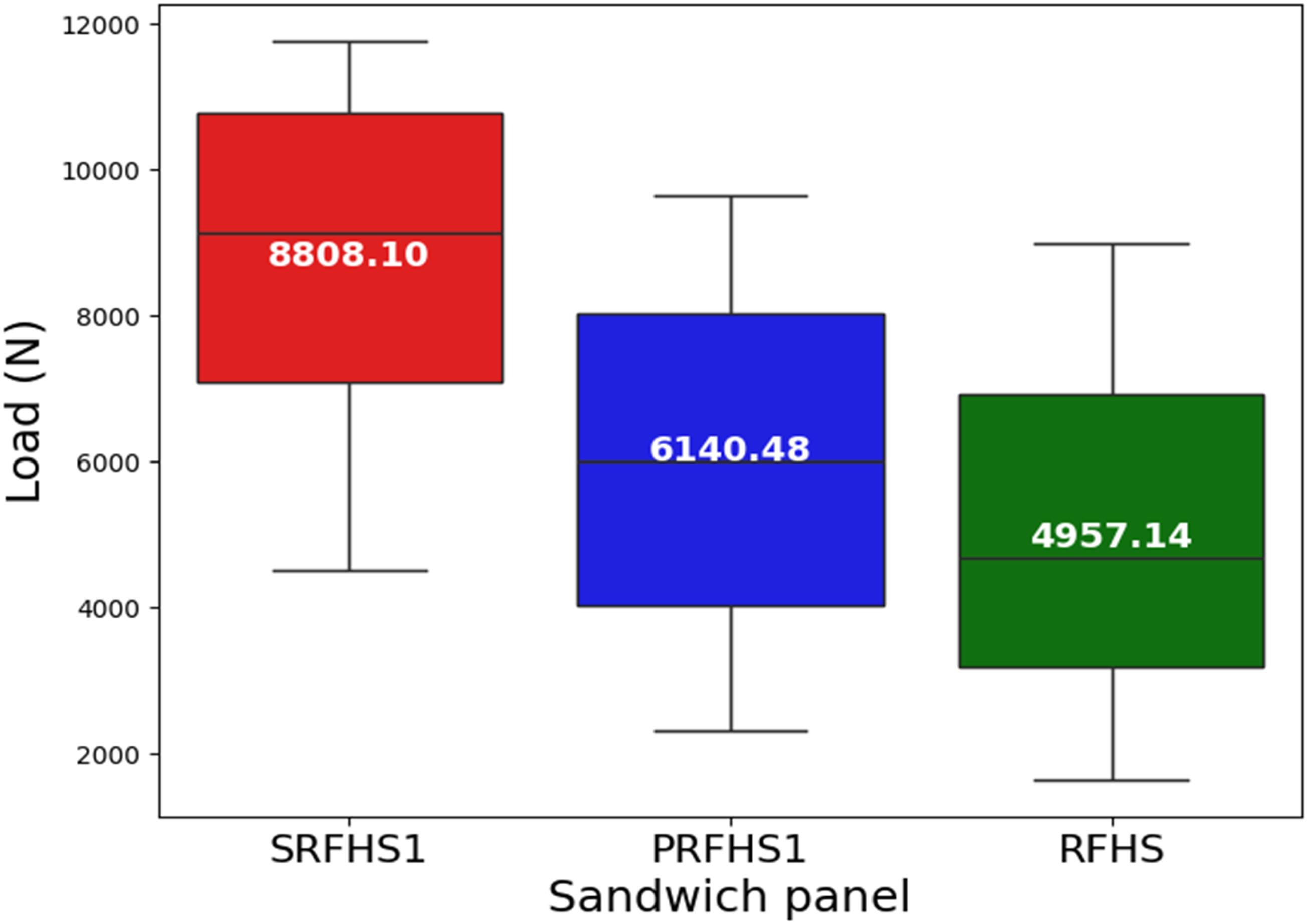
Tukey HSD analysis for the edgewise compression test Multiple Comparison of Means - Tukey HSD, FWER = 0.05.

Flexural test
Flexural tests are essential for evaluating the structural integrity and load-bearing capacities of sandwich panels under flexural loads. Significant differences emerged among the RFHS, SRFHS1, and PRFHS1 panels regarding maximum load and deflection, as illustrated in Figure 9(a). The RFHS without reinforcement showed the lowest load-bearing capacity, reaching a peak of 750 N with a deflection of 3.5 mm. In contrast, stitch reinforcement led to substantial improvements, with SRFHS1 reaching 1,520 N, which is approximately 2.02 times greater than RFHS. Pin-reinforced also demonstrated enhanced performance, with PRFHS1 supporting 1,140 N which was 1.52 greater than RFHS, respectively. The maximum load obtained at deflection for SRFHS1 was 5 mm, while PRFHS1 had deflections of 4.5 mm. This indicates that the reinforced panels exhibit greater flexibility, allowing them to absorb more energy under load compared to the without reinforced RFHS. Based on the comparative analysis, stitch-reinforced panels significantly surpassed pin-reinforced and other panel. SRFHS1 outperformed PRFHS1 by 33.3% indicates that nylon yarn stitching provides a more effective load distribution. Overall, SRFHS1 outperformed PRFHS1 and RFHS panels.
39
(a) Load versus deflection curves for sandwich panels under flexural test. Damaged panels after flexural test (b) RFHS (c) PRFHS1 and (d) SRFHS1.
Additionally, the specific load values from the flexural test in Table 3 show that SRFHS1 achieved the highest specific load, followed by PRFHS1, RFHS, and RHS. The SRFHS1 panel exhibited nearly 2.10 times greater load-bearing capacity than the RHS panel, a reinforced honeycomb sandwich structure made of aluminum without foam filling or stitching. 36 This further emphasizes the superior flexural performance of SRFHS1 due to the combined effects of foam filling and nylon yarn stitching.
Figure 9(b)–(d) shows the panel damages observed after flexural tests. The RFHS (Figure 9(b)) displayed uniform crushing and delamination. The PRFHS1 (Figure 9(c)) exhibited localized damage around the pins in the core, suggesting that while pin reinforcement was beneficial; it was not as effective as stitching in maintaining structural integrity. On the other hand, the SRFHS1 (Figure 9(d)) showed minimal damage, with most failures occurring at the interfaces between the nylon yarn and resin reinforcement in the face sheets and core. This observation highlights the superior effectiveness of stitch reinforcement in enhancing both the strength and flexibility of SRFHS1, making them a more robust option compared to RFHS and PRFHS1 configurations. 31
Figure 10(a) shows 1000x microscopic images of the top surfaces of three types of panels: RFHS, PRFHS1, and SRFHS1. The polyester pin reinforcement in PRFHS1 strengthens specific areas; while SRFHS1 has differences due to nylon stitching that enhances the bond between face sheets and core. (a) Digital microscopic images of sandwich panels top surface. (b) Digital microscopic images of sandwich panel’s cross-section view. (c) Digital microscopic images of sandwich panels after flexural test.
Figure 10(b) highlights reinforcement differences using cross section microscopic images of panels. RFHS have glass fiber-reinforced polymer face sheets bonded to foam filled honeycomb core using polyester resin. PRFHS1 uses polyester pin reinforcement to create bonding between the core and face sheets, improving structural strength. On the other hand, nylon stitch reinforcement in SRFHS1 binds those components very well and helps distribute loads, increasing resistance to delamination.
Figure 10(c) shows the damage to the panels after flexural tests. RFHS suffered significant damage, including cracks in the matrix, fiber pull-out, weak adhesion, and delamination. In contrast, PRFHS1 showed moderate damage mainly on the top face sheet, with some densification of the core. SRFHS1 had minimal damage because the nylon stitching provided a strong bond between the core and face sheets. 30
The box plot in Figure 11 visually depicts the distribution of flexural load values for each group. From the visual representation the SRFHS1 exhibited the highest mean flexural load value, indicating greater resistance to bending compared to the RFHS and PRFHS1 panel. Box Plot for flexural test.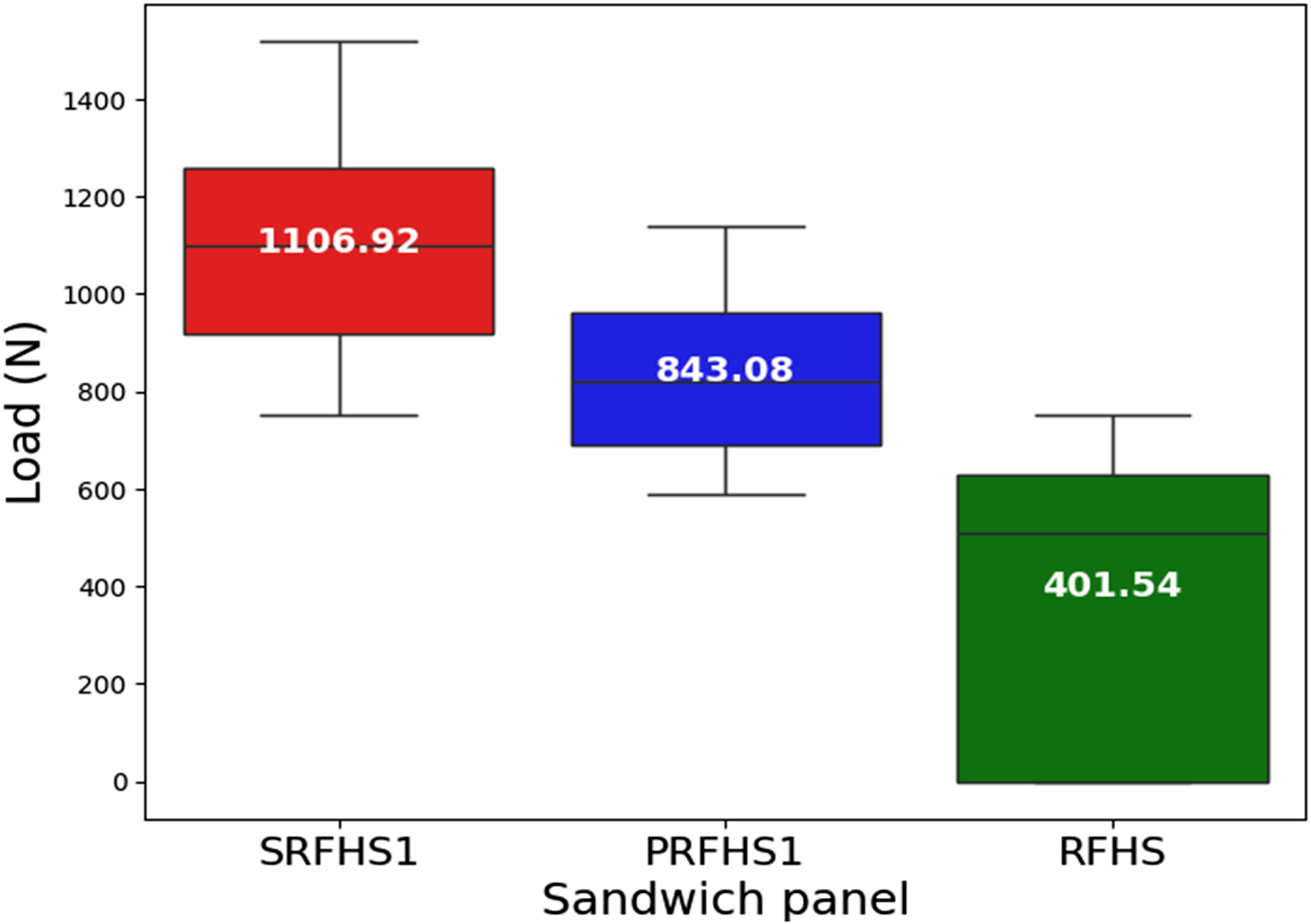
Tukey HSD analysis for the flexural test Multiple Comparison of Means - Tukey HSD, FWER = 0.05.

Conclusion
The comparative analysis of RFHS, PRFHS1, and SRFHS1 panels revealed that SRFHS1 consistently exhibited the highest load-bearing capacity and improved interfacial behavior in flatwise compression, edgewise compression, and flexural tests. While PRFHS1 outperformed RFHS in these tests, it did not achieve the high performance levels of SRFHS1. In addition to this, all reinforced panels demonstrated significantly better performance under maximum specific load compared to classical honeycomb core sandwich panels (RHS), which lacked both foam filling and through-thickness reinforcement, and consequently performed not up to the mark, across all tests. This superior performance is attributed to the advanced through-thickness nylon yarn stitching reinforcement used in SRFHS1. Digital microscopy images showed minimal damage in SRFHS1 after flexural testing, underscoring the effectiveness of the stitching method in enhancing mechanical properties, durability, and damage resistance.
Machine learning assisted ANOVA analysis revealed that F-values for all panels exceeded critical thresholds, and p-values were below 0.05, leading to the rejection of the null hypothesis and confirming statistically significant differences among the panel groups for experimental values of the said tests. Subsequently Post-hoc Tukey HSD tests and box plot analyses based on experimental mean values identified SRFHS1 as the top-performing panel. In comparison, PRFHS1 demonstrated improvements over RFHS but did not match SRFHS1. These findings confirm SRFHS1 panels as the optimal choice for lightweight and durable applications in transportation, including aerospace, automotive, and railway sectors, by integrating material characterization, artificial intelligence, and engineering processes to ensure structural integrity and reliability.
Footnotes
Acknowledgments
The authors are grateful to the authorities of Anna University for all the support rendered.
Author contributions
Dhanesh E: Writing – Original Draft, Methodology, Data curation, Conceptualization, Software. Nagarajan VA: Writing – Review & Editing, Conceptualization, Supervision, Resources. Vinod Kumar KP: Writing – Review & Editing, Formal analysis, Software, Supervision. Jayaram RS: Formal analysis, Visualization, Investigation.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data will be made available on request.