
Abstract
This study investigates the mechanical, thermal, moisture absorption, and morphological properties of epoxy composites reinforced with silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica leaf-derived cellulose particles. Hybrid composites were fabricated and evaluated to determine the influence of treated natural reinforcements on overall composite performance. Among the formulations, specimen EMC2 exhibited the most balanced and superior properties. EMC2 achieved a tensile strength of 127 MPa, flexural strength of 141 MPa, impact energy of 3.36 J, and hardness of 83 Shore-D compared with neat epoxy. The composite also showed improved thermal conductivity of 0.37 W/mK and reduced water absorption of 1.54%. These enhancements are attributed to improved fiber-particle-matrix interaction, effective stress transfer, crack deflection mechanisms, and reduced interfacial defects resulting from silane treatment and uniform filler dispersion. Scanning electron microscopy revealed a compact fracture morphology with uniform reinforcement distribution and strong interfacial bonding in EMC2, supporting the observed improvements in mechanical and functional properties. Overall, the results demonstrate that silane-treated natural reinforcements can effectively enhance the performance of epoxy-based hybrid composites, highlighting their potential for sustainable high-performance material applications.
Introduction
Environmental sustainability and developmental growth are play a significant role in manufacturing, industrial sectors. One of the material greatly involved for achieving both sustainability and development is polymer biocomposite, which is a light weight, high strength, stiffness, and easy degradable material, having distinct physical and chemical properties. 1 There were two phases involved in polymer biocomposite is matrix and reinforcement. The polymer matrix provide features like lightweight construction, high strength-to-weight ratio, corrosion resistance, abrasion resistance, and design flexibility. 2 To improvise the biocomposite properties the fiber and filler substance are reinforced into the matrix, the fiber enhance the bonding stability, effective load distribution, stiffness, etc. The fiber is sourced from various portion of natural waste biomass such as stem, leaves, root, fruit, shell, etc. The present study has derived fiber from Dracaena reflexa plant leaves which it is micro in size, having 70% of cellulose content. The hydroxyl group in the cellulose content creates additional bonding stability to the polymer matrix leads to better strength features on composite material. 3 The Dracaena reflexa plant is an ornamental plant grown widely most of the Asian continent. Furthermore, to improve the strength features and interfacial bonding the fiber is treated under silane solution. The amine group in the silane easily bonded with hydroxyl group in the fiber and creates a better bonding adhesion to the polymer matrix. 4 Studies have also conducted on surface modified natural fiber reinforced composite from various different plant biomass. For instance, Khan et al. 5 investigated the mechanical, thermal behaviour of date palm microfiber reinforced polymer composite. The result demonstrated that reinforcement of 5 wt.% of date palm microfiber reinforcement enhance 20% improved tensile strength and 164% improved young’s modulus. Furthermore, Binoj et al. 6 evaluated the performance of surface modified areca fiber reinforced polymer composite. The fiber of 40 wt.% into the composite shows better tensile, flexural, hardness and impact properties of 63 MPa, 56 MPa, 68 HRRW and 5.33 J/cm2 respectively. Similarly, the wheat straw microfiber and biofiller particle reinforcement after silane treatment enhanced the mechanical behaviour of the composite reported by Manonmani et al. 7
In addition to fiber reinforcement, cellulose-derived micro- and nanoparticles are increasingly used as filler additives to modify composite morphology, thermal resistance, and surface interaction characteristics. 8 Citrus medica leaf-derived cellulose particles are used in this work as a supplementary reinforcement phase in an epoxy matrix. In comparison to fiber-only composites, the synergistic combination of Citrus medica cellulose particles and Dracaena reflexa leaf fiber is anticipated to increase bonding stability, decrease void formation, improve stiffness and impact resistance, and give improved dimensional stability. 9 Because of its superior adhesive properties, chemical resilience, and compatibility with natural fiber reinforcements, epoxy resin is used as the matrix material. In addition to this features, to provide uniform dispersion of filler particle into matrix and strong crosslinking bonding with fiber and polymer matrix, the surface modification process is carried out under filler particle. 10 Various research studies are done on silane modified natural filler particle reinforced composite material. Typically, Sivakumar et al. 11 examined the mechanical, thermal stability, and water absorption behaviour of natural fiber and filler reinforced epoxy composites. The result stated that addition silane treated fiber and filler incorporation enhanced the mechanical and hydrophobic features of the composite material. Likewise, the mechanical characteristics of Vitis vinifera stalk cellulose and natural fiber reinforced epoxy composite was analysed by Kaliappan et al. 12 The resultant of the study concluded that increase in reinforcement of cellulose particle enhanced tensile strength and modulus, flexural strength and modulus, Izod impact as well as hardness strength of 162 MPa, 6.21 GPa, 182 MPa, 6.48 GPa, 5.72 J, and 90 shore-D, respectively. Furthermore, Mahakur et al. 13 studied the effect of silane treated Corchorus olitorius particle reinforced polymer composite. The study founded that better interfacial bonding and improved tensile, flexural properties are attained by adding 5wt. % of silane modified filler particle reinforcement.
This study addresses a research gap in sustainable polymer composites by investigating the combined use of two relatively underexplored plant-based reinforcements: cellulose particles derived from Citrus medica leaves and Dracaena reflexa leaf fibers. While natural fibers and cellulose fillers have been studied individually in epoxy composites,14,15 their hybrid reinforcement particularly with simultaneous silane surface modification has received limited attention. 16 The influence of such treated hybrid reinforcements on interfacial bonding and overall composite performance therefore remains insufficiently understood. To address this gap, hybrid epoxy composites reinforced with silane-modified Dracaena reflexa microfibers and silane-treated Citrus medica leaf-derived cellulose particles were developed and characterized. Their mechanical, thermal, water absorption, and morphological properties were systematically evaluated to determine the effect of surface-treated hybrid reinforcements. The results demonstrate improved interfacial interaction, stress transfer, and structural integrity within the epoxy matrix, highlighting the potential of this biomass-derived hybrid reinforcement system for sustainable high-performance composite applications.
Methodology
Materials
Summarization of materials employed.
Microfiber extraction from Dracaena reflexa
The fiber reinforcement used in this research was extracted from Dracaena reflexa stems, which were initially washed thoroughly with water to remove adhering dust and surface impurities. The cleaned stems were subjected to a chemical retting process using a sodium hydroxide solution. Retting was carried out by immersing the stems in the alkaline solution for 7 days to remove hemicellulose, lignin, and waxy substances.
17
After retting, the fibers were manually extracted from the stem and washed thoroughly to eliminate pith and other unwanted residues. The extracted fibers were then dried in a hot air oven at 120°C for 2 h to remove moisture content. Once dried, the fibers were mechanically ground into microfiber form using a carding microfiber machine to obtain a relatively uniform fiber distribution. The extraction process of Dracaena reflexa microfibers is illustrated in Figure 1. The extracted microfibers exhibited an average length of approximately 2 mm and an average diameter of about 18–25 µm, resulting in an aspect ratio in the range of 80–130, which is suitable for effective stress transfer in polymer composites. The fibers mainly consisted of cellulose (≈58–62%), hemicellulose (≈18–22%), and lignin (≈12–16%), with minor quantities of wax and ash. Extraction process of Dracaena reflexa microfibers from stem material.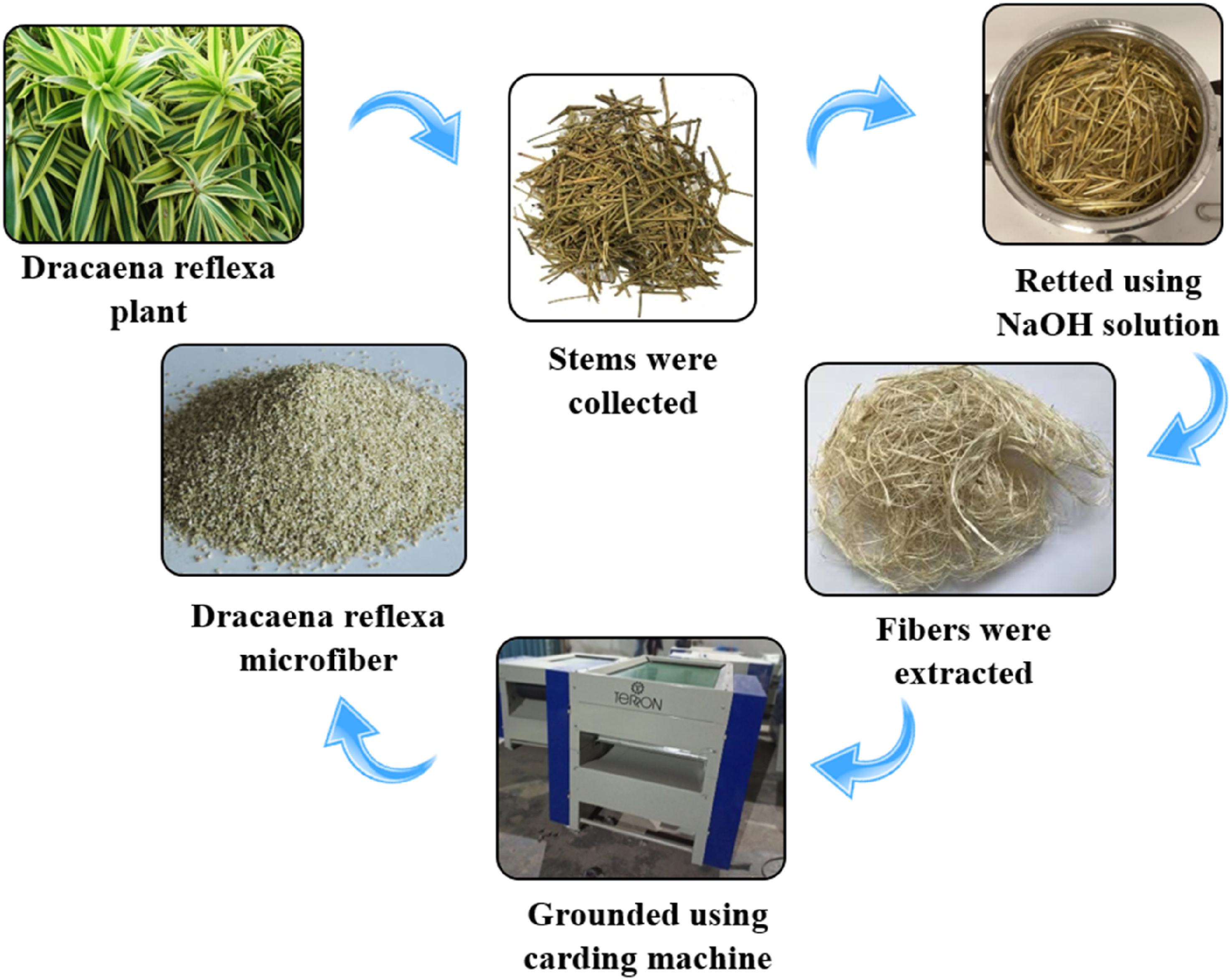
Cellulose particles derivation from Citrus medica leaf
Fresh Citrus medica leaves were thoroughly washed with distilled water to remove surface contaminants and foreign impurities, followed by drying in a hot air oven. The dried leaves were ground into fine powder using a mechanical grinder to increase the surface area for chemical treatment. The powdered leaf material was then subjected to alkaline treatment using sodium hydroxide solution to remove lignin, hemicellulose, and other non-cellulosic constituents.
18
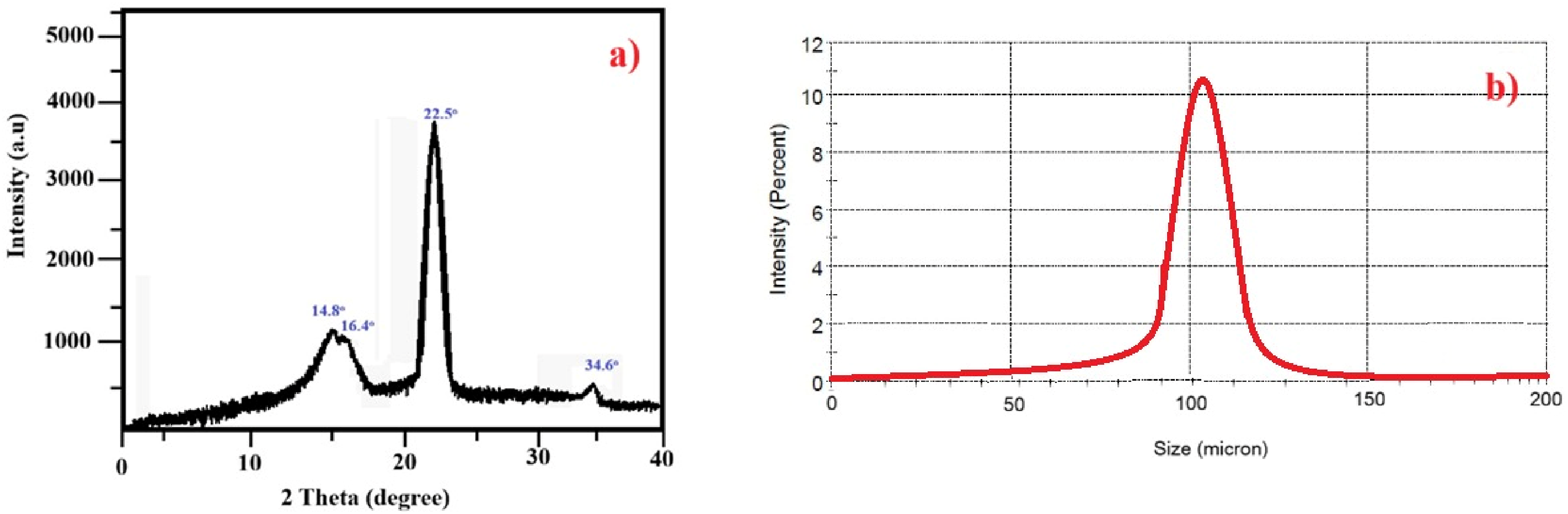
After alkali treatment, the material was repeatedly washed with distilled water until a neutral pH was achieved. The treated powder was subsequently subjected to a bleaching process using hydrogen peroxide solution to further purify the cellulose. Finally, the obtained cellulose particles were dried in a hot air oven at 110°C for 90 min. The filler extraction process is presented in Figure 2. The XRD diffractogram (Figure 3(a)) exhibited prominent reflections at 2θ = 14.8°, 16.4°, and 22.5°, corresponding to (110), (110), and (200) crystallographic planes, respectively, confirming retention of the native cellulose structure after extraction. A weaker reflection around 34.6° associated with the (004) plane was also observed, further supporting cellulose I ordering. The relatively sharp peak and reduced amorphous background indicate effective removal of non-cellulosic components such as lignin and hemicellulose, resulting in enhanced crystallinity of the leaf derived cellulose. The resulting Citrus medica leaf-derived cellulose particles exhibited an average particle size of approximately 100–110 µm with a particle size range of about 60-130 µm, as determined using a Particle Size Analyzer (Figure 3(b)). Extraction of cellulose particles from Citrus medica leaves through alkaline and bleaching treatments. (a) XRD pattern of isolated Citrus medica leaf-derived cellulose particles and (b) particle size distribution obtained from PSA analysis.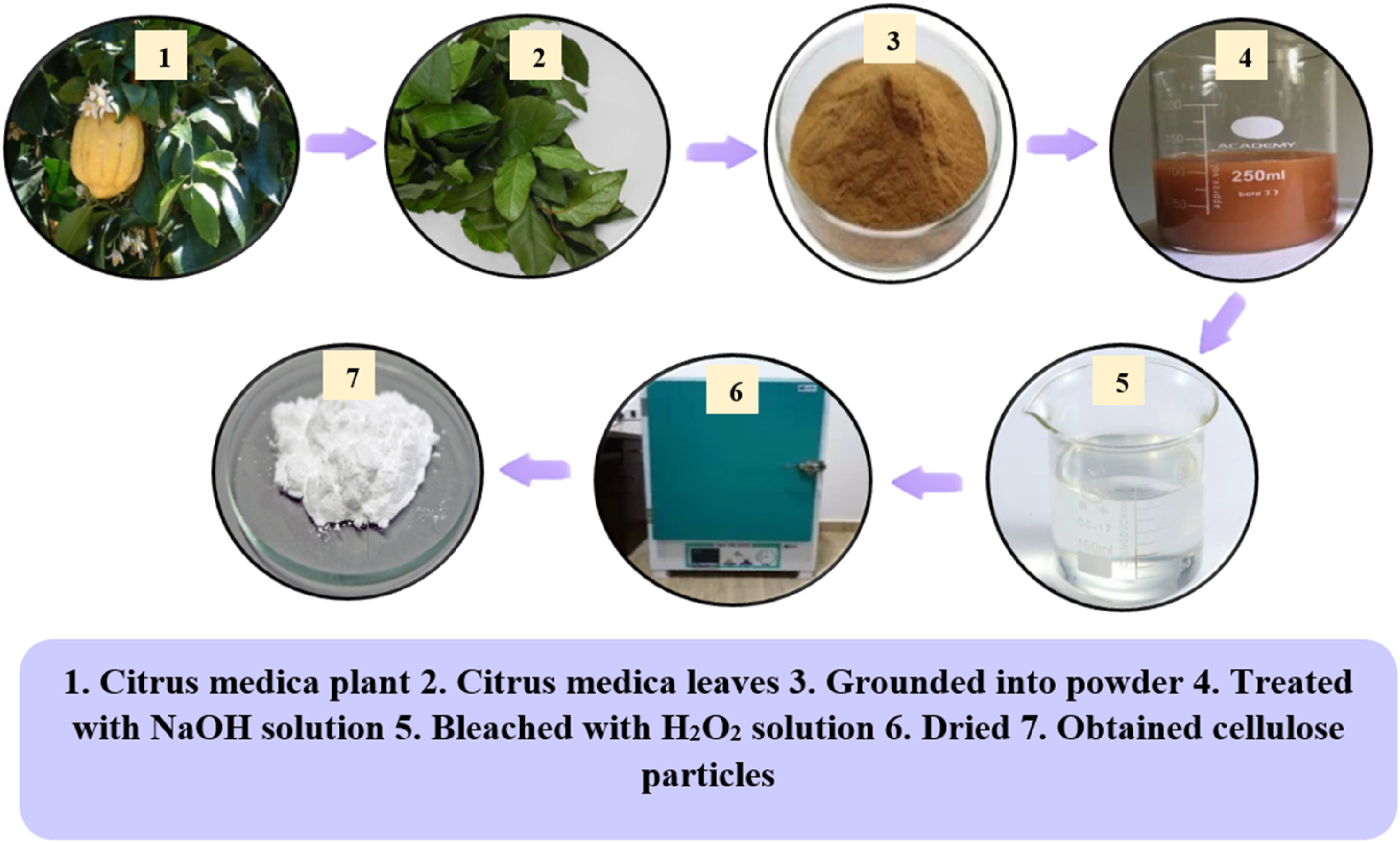
Silane treatment of both fiber and filler particles
Surface modification of Dracaena reflexa microfiber and Citrus medica leaf derived cellulose particles was performed using silane coupling agent to improve interfacial adhesion with the epoxy matrix. The silane solution was prepared by dissolving the coupling agent (3-Aminopropyltrimethoxysilane) in ethanol with the addition of acetic acid to maintain acidic pH. The fibers and cellulose particles were immersed separately in the prepared silane solution and maintained under continuous stirring for effective surface interaction.
19
After treatment, the reinforcements were removed and dried in a hot air oven at 100°C for 2 h to evaporate residual solvents and activate silane bonding on the surface. The treated fibers and filler particles were cooled and stored in sealed containers until composite fabrication. Figure 4 represents the silane modification of fiber and filler. Silane surface modification process of Dracaena reflexa fibers and Citrus medica cellulose particles.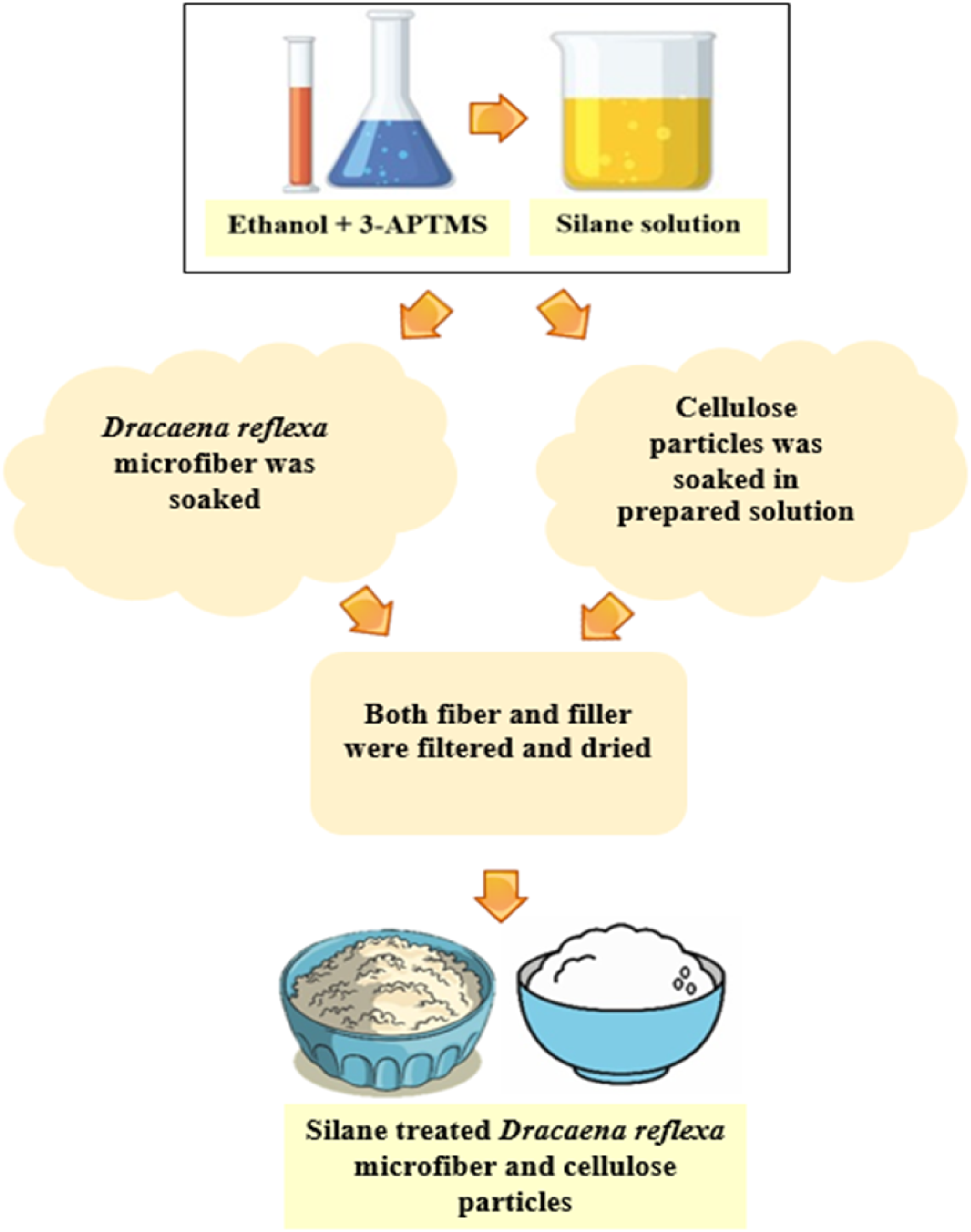
Composite fabrication
Concentration of reinforcement used in various composites.

Characterization
After completion of the curing process, the composite laminates were carefully demoulded and subsequently cut into required specimen geometries based on the respective characterization tests and corresponding ASTM standards. Specimen cutting was carried out using a water abrasive jet cutting machine (Model YWC 3020, Yash Industries, India) to ensure dimensional accuracy and minimal edge damage. An average of five test sample is evaluated for each test to provide accuracy of the strength features of the composite. The prepared test specimens used for various evaluations are shown in Figure 5. Prepared epoxy composite test specimens fabricated according to ASTM standards.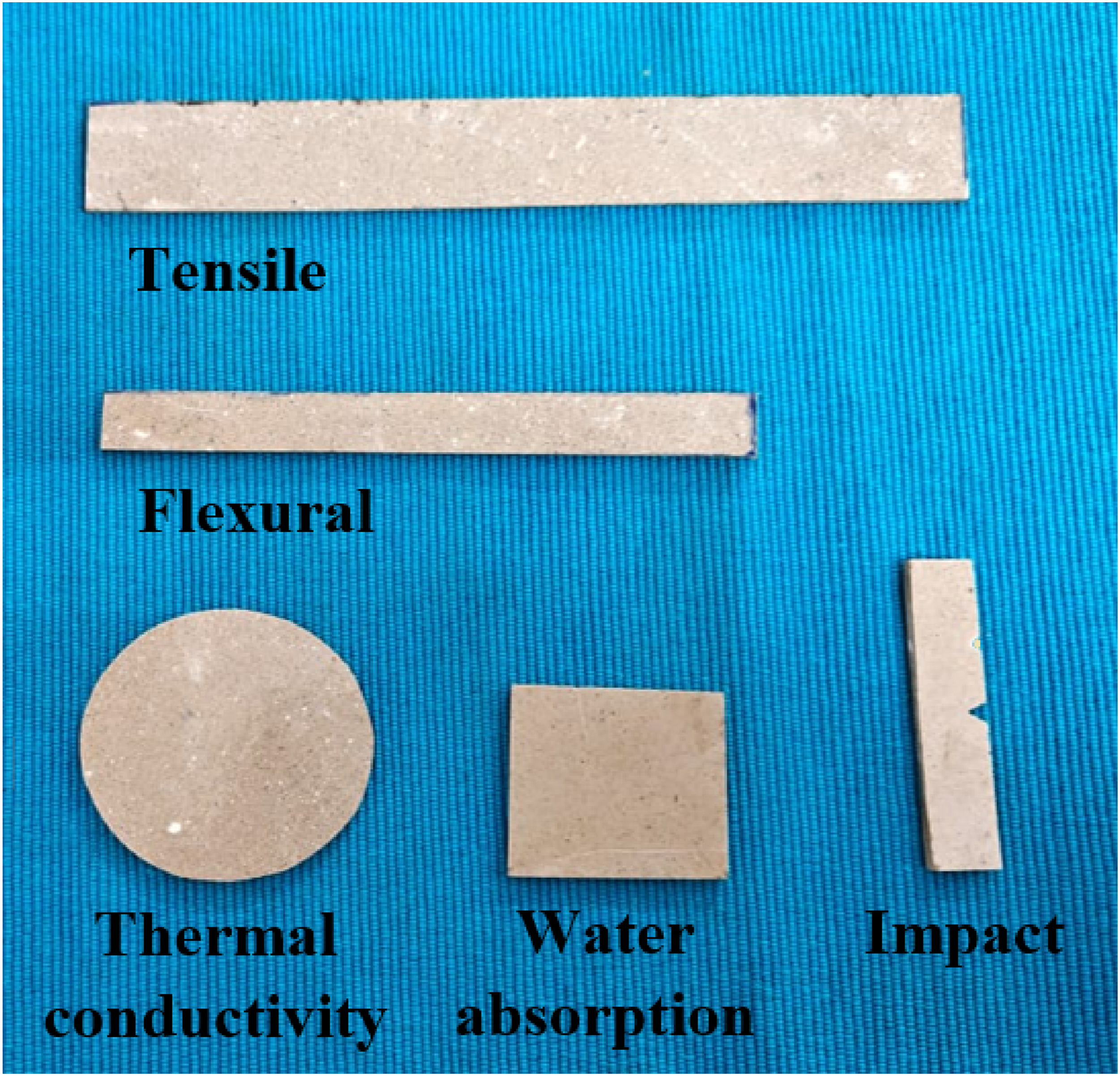
Mechanical test
The mechanical performance of the Dracaena reflexa microfiber and Citrus medica leaf derived cellulose particle reinforced epoxy composites was assessed through tensile, flexural, impact, and hardness tests. Tensile and flexural properties were determined using a universal testing machine (Model: INSTRON 4855) equipped with an appropriate load cell. Tensile test was conducted in accordance with ASTM D3039 standard at a constant crosshead speed of 5 mm min−1, where the specimens were securely gripped to apply uniaxial load until failure. Flexural test was carried out following ASTM D790 standard using a three point bending configuration at a crosshead speed of 2 mm min−1, with rectangular specimens supported at two ends and load applied at the midpoint. Impact strength of the composites was evaluated using an Izod impact testing machine as per ASTM D256 standard. Notched specimens were subjected to sudden impact loading, and the energy absorbed during fracture was recorded to determine the impact resistance. Surface hardness was measured using a Shore D durometer in accordance with ASTM D2240 standard. Flat specimens were placed on a rigid surface, and the indenter was pressed against the specimen surface under a constant applied force. Multiple readings were taken at different locations, and the average value was reported as the hardness of the composite.
Thermal conductivity test
The thermal conductivity of this composites was measured using a Lee disk apparatus (Model: HO-AE-LD18) in accordance with ASTM D3850 standard. Disc shaped specimens were tested between hot and cold plates within the temperature range of 25 to 100°C under steady state conditions. The recorded heat flux data were used to calculate thermal conductivity, providing an assessment of the heat transfer behaviour of the composites.
Water absorption test
Moisture absorption characteristics of the Dracaena reflexa fiber and Citrus medica leaf derived cellulose particle reinforced epoxy composites were examined following ASTM D570 standard. The specimens were dried to constant weight and then submerged in distilled water at ambient temperature. At specified exposure durations, the samples were taken out, gently dried to remove surface water, and weighed. The increase in mass was used to determine water absorption percentage.
Particle size distribution
The particle size distribution of the Citrus medica leaf-derived cellulose particles was measured using a Particle Size Analyzer (PSA, Model: Malvern Mastersizer 2000) based on the laser diffraction method. The powder was dispersed in distilled water and ultrasonicated to avoid agglomeration before measurement. The particle size distribution along with mean size and D10, D50, and D90 values was obtained from the PSA analysis.
Results and discussion
Mechanical properties (tensile, flexural, impact, hardness)
The mechanical behavior of the epoxy composites reinforced with silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica leaf-derived cellulose particles shows a clear improvement compared with the neat epoxy specimen E, as presented in Figure 6. The enhancement is primarily associated with the high microfiber volume fraction, improved fiber–matrix adhesion resulting from silane treatment, and the additional reinforcing role of cellulose particles. The neat epoxy specimen E exhibited a tensile strength of 57 MPa, reflecting the typical brittle nature of the epoxy matrix. The incorporation of 40 vol.% silane-treated Dracaena reflexa microfibers in EMC0 increased the tensile strength to 106 MPa. This considerable improvement can be attributed to the high fiber loading that enables the microfibers to act as primary load-bearing elements within the matrix. The silane treatment improves the interfacial compatibility between the hydrophilic fibers and the epoxy matrix, allowing efficient stress transfer during tensile loading.
21
In addition, the relatively uniform distribution and random orientation of microfibers contribute to improved resistance against crack propagation. The addition of 1 vol.% silane-treated Citrus medica cellulose particles in EMC1 further increased the tensile strength to 119 MPa. These cellulose particles function as secondary reinforcement, occupying micro-voids within the matrix and limiting the initiation and growth of microcracks under tensile stress.
22
The highest tensile strength was obtained for EMC2 at 127 MPa, indicating an effective synergistic interaction between the microfibers and cellulose particles. In this hybrid system, the microfibers primarily carry the applied load while the well-dispersed particles enhance matrix stiffness and delay crack growth. A slight reduction in tensile strength was observed for EMC3 (124 MPa), which may be associated with particle agglomeration at higher filler concentrations, leading to localized stress concentration sites. Mechanical properties (tensile strength, flexural strength, impact energy, and hardness) of various composite specimens.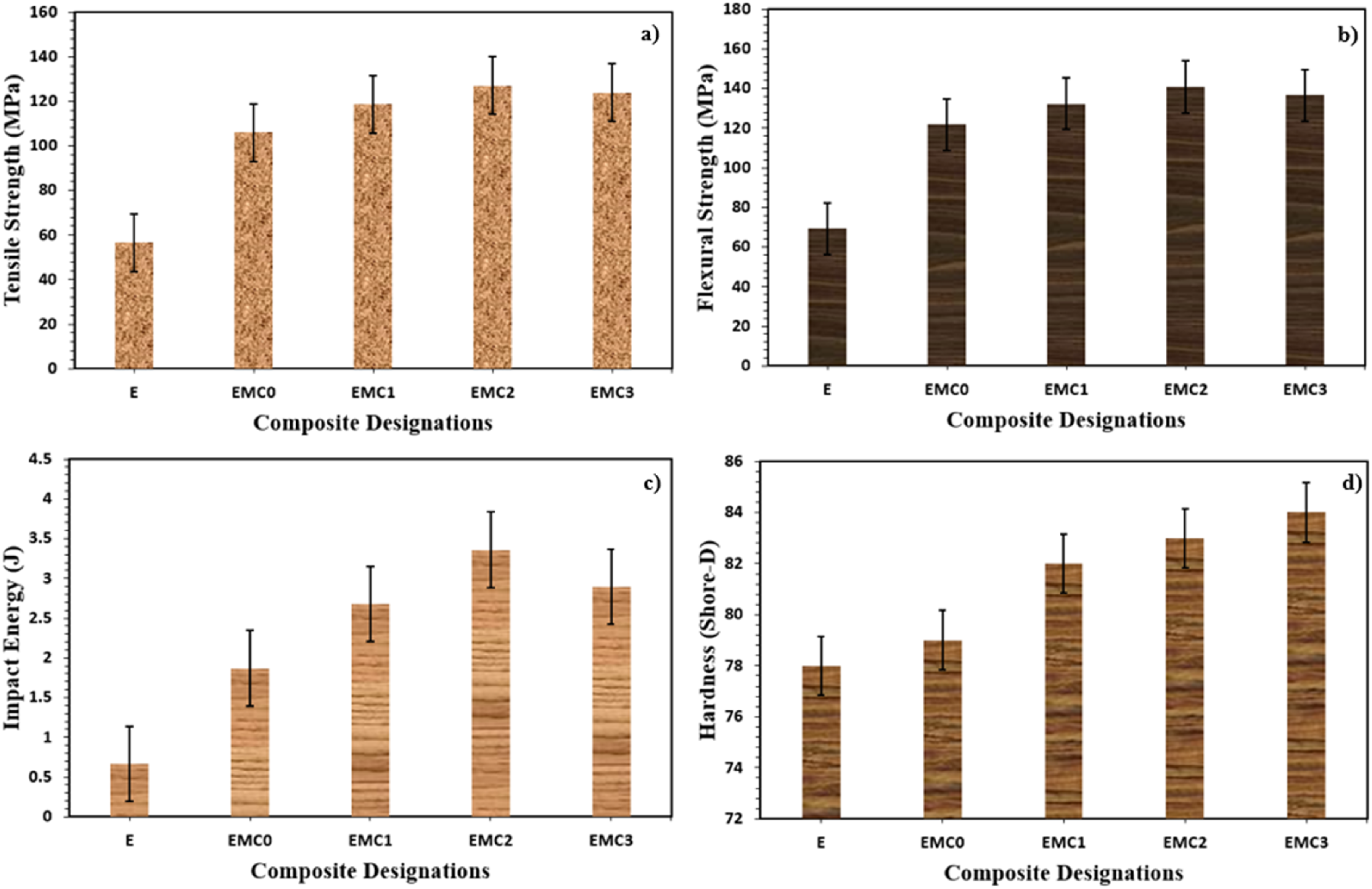
Under flexural loading, specimen E displayed a flexural strength of 69 MPa. The introduction of silane-treated Dracaena reflexa microfibers in EMC0 increased the flexural strength to 122 MPa. The improvement can be explained by the ability of the high fiber volume fraction to resist bending stresses through effective load sharing between the matrix and the microfibers. The strong fiber–matrix interface created by silane treatment also limits interfacial debonding during bending deformation. 23 With the addition of 1 vol.% silane-treated cellulose particles, EMC1 exhibited a flexural strength of 132 MPa. The particles improve stress distribution within the matrix and contribute to crack deflection mechanisms during flexural loading. The maximum flexural strength was observed for EMC2 at 141 MPa, indicating optimal particle dispersion and strong fiber-particle-matrix interaction. In contrast, EMC3 showed a slight decrease to 137 MPa, which can be attributed to reduced stress transfer efficiency caused by particle clustering at higher cellulose contents.
The impact energy absorption of neat epoxy E was limited to 0.67 J, confirming its brittle fracture behavior. The inclusion of silane-treated microfibers in EMC0 significantly increased the impact energy to 1.87 J due to mechanisms such as fiber bridging, fiber pull-out, and crack deflection during impact loading. These mechanisms require additional energy for fracture propagation, thereby improving toughness. The addition of silane-treated cellulose particles in EMC1 further enhanced the impact energy to 2.68 J. The particles act as crack arresters, promoting crack pinning and enhancing energy dissipation during dynamic loading. 24 The highest impact energy was recorded for EMC2 at 3.36 J, indicating an effective multiscale reinforcement mechanism where the microfibers provide structural reinforcement while the particles improve matrix toughness. However, EMC3 showed a slight decrease in impact energy to 2.9 J, which may result from particle agglomeration that reduces the efficiency of crack deflection and energy absorption.
The hardness of the neat epoxy specimen E was measured as 78 Shore-D. The incorporation of silane-treated Dracaena reflexa microfibers in EMC0 increased the hardness to 79 Shore-D, reflecting improved resistance to surface deformation due to the presence of rigid fibers. The addition of cellulose particles in EMC1 increased the hardness to 82 Shore-D, as the rigid particles densify the matrix and restrict localized deformation. EMC2 further increased the hardness to 83 Shore-D due to stronger filler–matrix interaction and reduced mobility of polymer chains within the composite structure. 25 The highest hardness value was observed for EMC3 at 84 Shore-D, which can be attributed to the increased filler concentration that enhances resistance to indentation despite the slight reduction in tensile, flexural, and impact performance.
Overall, the results indicate that the high microfiber volume fraction plays a dominant role in load-bearing and structural reinforcement, while the cellulose particles contribute to matrix strengthening and crack resistance. The combined effect of improved interfacial adhesion, effective stress transfer, and multiscale reinforcement leads to significant improvements in mechanical performance, with EMC2 providing the most balanced mechanical behavior among the investigated composites.
Figure 7 presents the scanning electron micrographs of the fractured surfaces of the composites, namely E, EMC0, and EMC2, highlighting the influence of silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica cellulose particles on the fracture morphology. Figure 7(a) corresponding to E reveals a relatively smooth and featureless epoxy matrix with the presence of micro-voids and cracks, indicating poor resistance to crack propagation and confirming the brittle failure behavior of the neat resin. The absence of any reinforcing phase results in easy crack initiation and rapid fracture under applied loading. Figure 7(b) representing EMC0 shows a markedly different fracture surface characterized by the presence of fiber pull-out and fractured microfiber ends, suggesting improved load-bearing capability due to the incorporation of silane-treated Dracaena reflexa microfibers. Although fiber pull-out is observed, the rougher fracture surface compared to E indicates enhanced energy absorption and better stress transfer, attributed to improved interfacial adhesion achieved through silane treatment. Figure 7(c) corresponding to EMC2 exhibits a highly irregular and compact fracture morphology with uniform dispersion of silane-treated Citrus medica cellulose particles within the epoxy matrix and around the microfibers. The presence of well-distributed filler particles, reduced voids, and strong interfacial bonding suggests effective stress transfer and restricted crack propagation, which corroborates the superior mechanical performance observed for EMC2. Overall, the SEM observations confirm that the combined use of silane-treated microfibers and cellulose particles significantly enhances interfacial integrity and fracture resistance of the epoxy composites. SEM micrographs of fracture surfaces: (a) neat epoxy (E), (b) epoxy with fiber reinforcement (EMC0), and (c) optimized composite specimen (EMC2).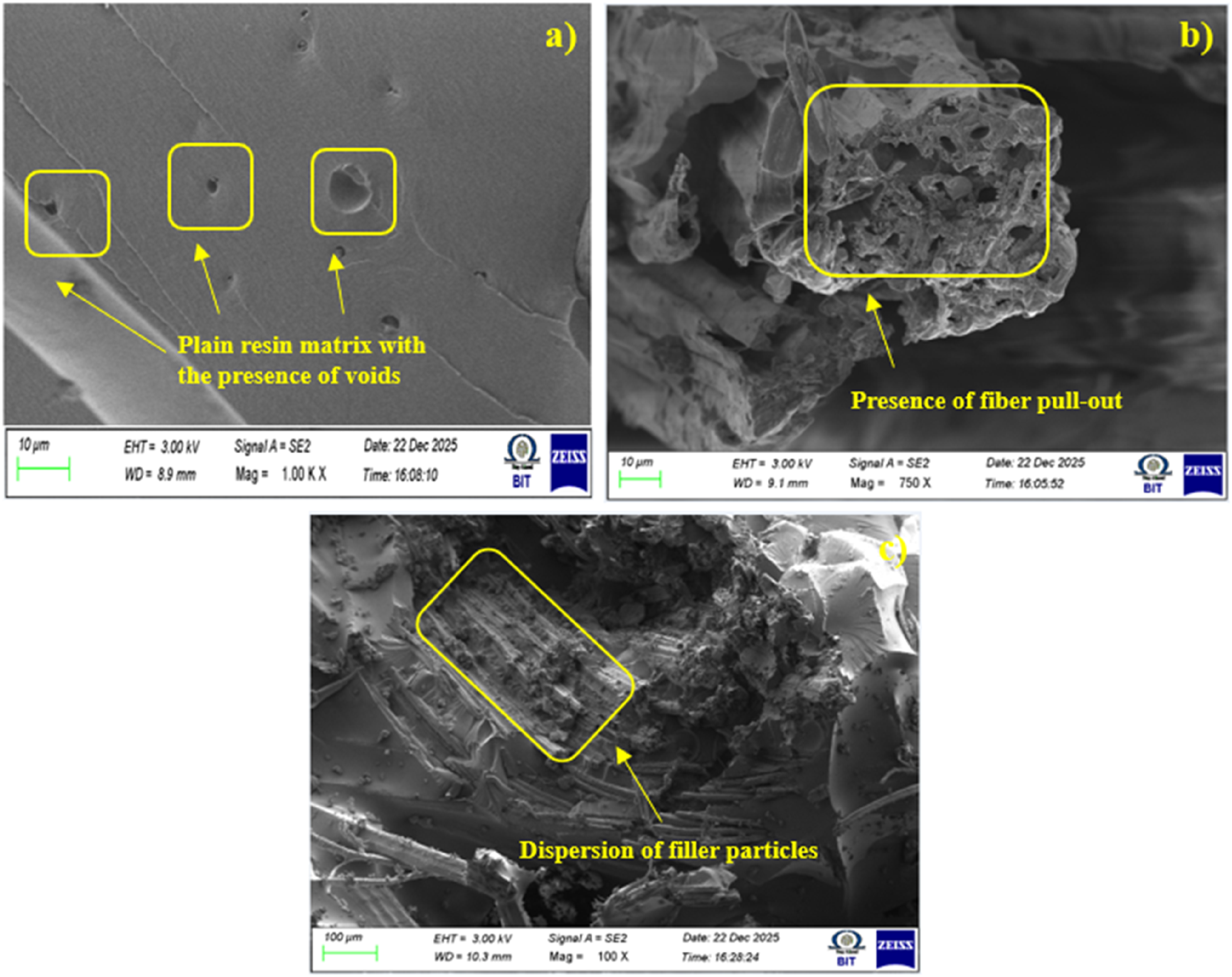
Thermal conductivity
The thermal conductivity behavior of the epoxy composites reinforced with silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica leaf-derived cellulose particles exhibits a gradual and consistent enhancement with increasing reinforcement content as shown in Figure 8. The neat epoxy specimen E recorded a thermal conductivity of 0.26 W/mK, which is typical of polymeric matrices with limited phonon transport capability due to their amorphous structure. Upon incorporation of 40 vol.% silane-treated Dracaena reflexa microfibers, the thermal conductivity of EMC0 increased to 0.30 W/mK, corresponding to an improvement of 15.4% compared with E. This increase is mainly attributed to the presence of natural microfibers, which provide additional heat transfer pathways and reduce the thermal resistance within the epoxy matrix, aided by improved interfacial bonding due to silane treatment. With the addition of 1 vol.% silane-treated Citrus medica cellulose particles, EMC1 exhibited a thermal conductivity of 0.32 W/mK, showing an enhancement of about 23.1% over the neat epoxy. The uniformly dispersed cellulose particles act as conductive bridges between the epoxy matrix and microfibers, facilitating more efficient phonon transport.
26
Further increase in cellulose particle content to 3 vol.% in EMC2 resulted in a thermal conductivity of 0.37 W/mK, which represents an improvement of 42.3% compared with E. This notable enhancement is attributed to the formation of a more continuous thermal conduction network within the composite, arising from effective fiber–particle–matrix synergy and reduced interfacial thermal resistance. The highest thermal conductivity was observed for EMC3 at 0.48 W/mK, corresponding to an increase of nearly 84.6% relative to the neat epoxy. At this higher filler loading, the increased concentration of silane-treated cellulose particles promotes the development of interconnected heat transfer pathways, thereby significantly enhancing thermal transport.
27
Although the higher cellulose particle loading in EMC3 significantly enhances thermal conductivity due to the formation of interconnected heat transfer pathways, excessive filler content may influence other performance aspects. Increased particle concentration can promote agglomeration and reduce the efficiency of stress transfer, which explains the slight reduction observed in tensile, flexural, and impact properties. In addition, higher filler loading may increase resin viscosity during fabrication, potentially affecting processability and dispersion uniformity. Therefore, EMC2 provides a more balanced combination of thermal and mechanical performance despite the highest thermal conductivity being achieved in EMC3. Thermal conductivity of different epoxy composite specimens containing silane-treated reinforcements.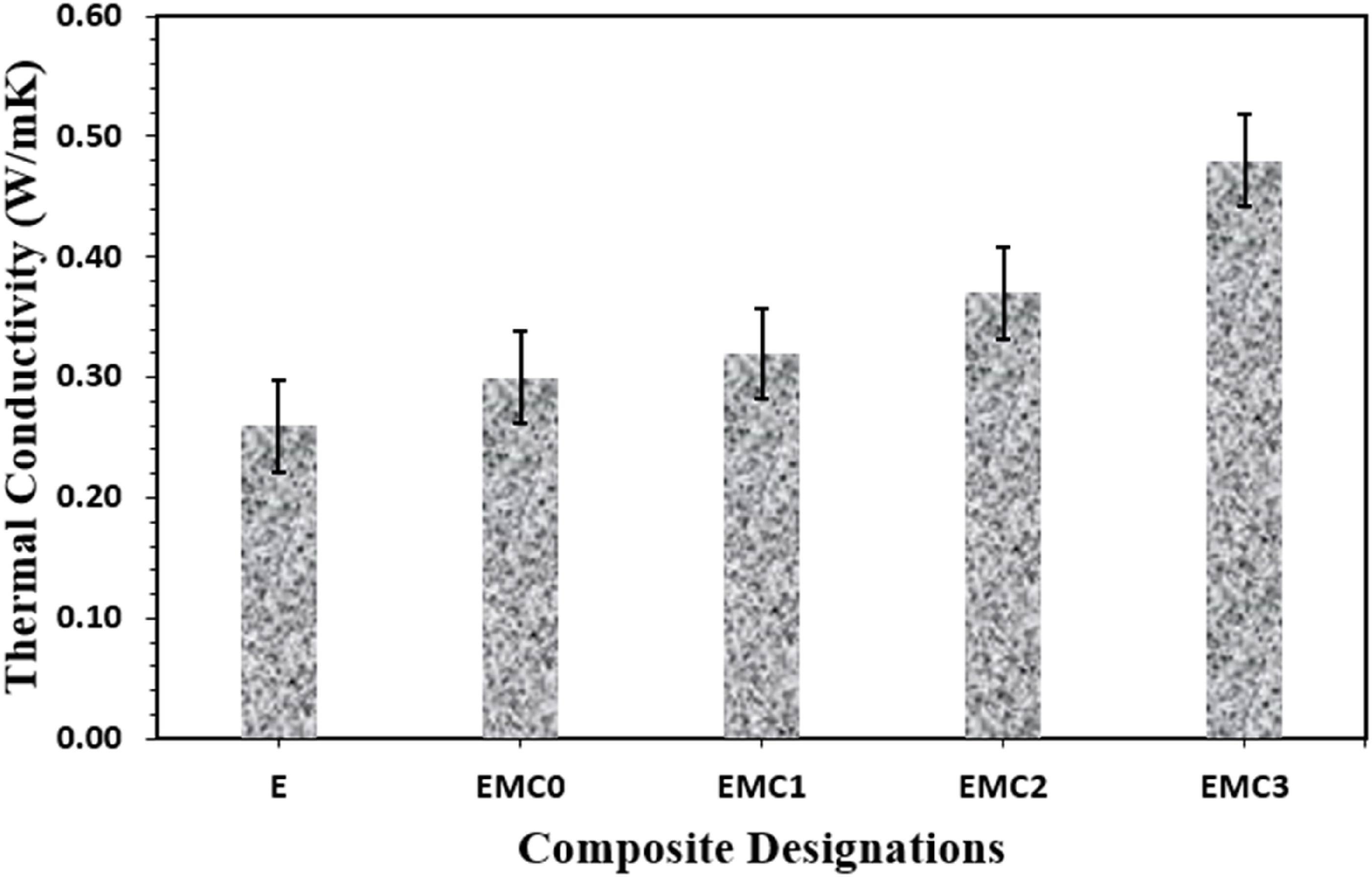
Water absorption
The water absorption behavior of the epoxy composites reinforced with silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica leaf-derived cellulose particles shows a consistent reduction with the incorporation of reinforcements and increasing cellulose particle content as shown in Figure 9. The neat epoxy specimen E exhibited a water absorption value of 1.81%, which is associated with the intrinsic permeability of the polymer matrix and the presence of free volume that allows moisture diffusion. Upon reinforcement with 40 vol.% silane-treated Dracaena reflexa microfibers, specimen EMC0 showed a reduced water absorption of 1.73%, corresponding to a decrease of 4.4% compared with E. This reduction is primarily attributed to the silane treatment, which decreases the hydrophilicity of the natural fibers and improves fiber–matrix interfacial bonding, thereby limiting the formation of micro-voids and moisture diffusion pathways. With the addition of 1 vol.% silane-treated Citrus medica cellulose particles, EMC1 exhibited a further decrease in water absorption to 1.62%, representing a reduction of about 10.5% relative to the neat epoxy. The uniformly dispersed cellulose particles effectively fill micro-gaps within the epoxy matrix and at the fiber–matrix interface, creating a more compact structure that restricts water ingress.
28
Increasing the cellulose particle content to 3 vol.% in EMC2 led to a water absorption value of 1.54%, corresponding to a reduction of 14.9% compared with E. This improvement is attributed to enhanced matrix densification and stronger interfacial interactions that reduce capillary action and moisture transport. The lowest water absorption was observed for EMC3 at 1.43%, showing a reduction of nearly 21.0% compared with the neat epoxy. At this higher filler loading, the combined effect of silane-treated microfibers and cellulose particles results in a tightly packed composite structure with minimal void content, effectively acting as a barrier to water diffusion.
24
Overall, the results confirm that silane treatment and hybrid reinforcement significantly improve the moisture resistance of epoxy composites, making them more suitable for applications where dimensional stability and durability under humid conditions are required. For example, Shettigar et al.
15
reviewed the environmental aging conditions such as moisture, hygrothermal cycles, and UV exposure degrade bamboo fiber-reinforced polymer composites by weakening the fiber-matrix interface and reducing mechanical performance. Surface treatments, filler addition, and fiber hybridization are identified as effective approaches to improve moisture resistance and long-term durability. Water absorption behavior of various epoxy composite specimens under immersion condition.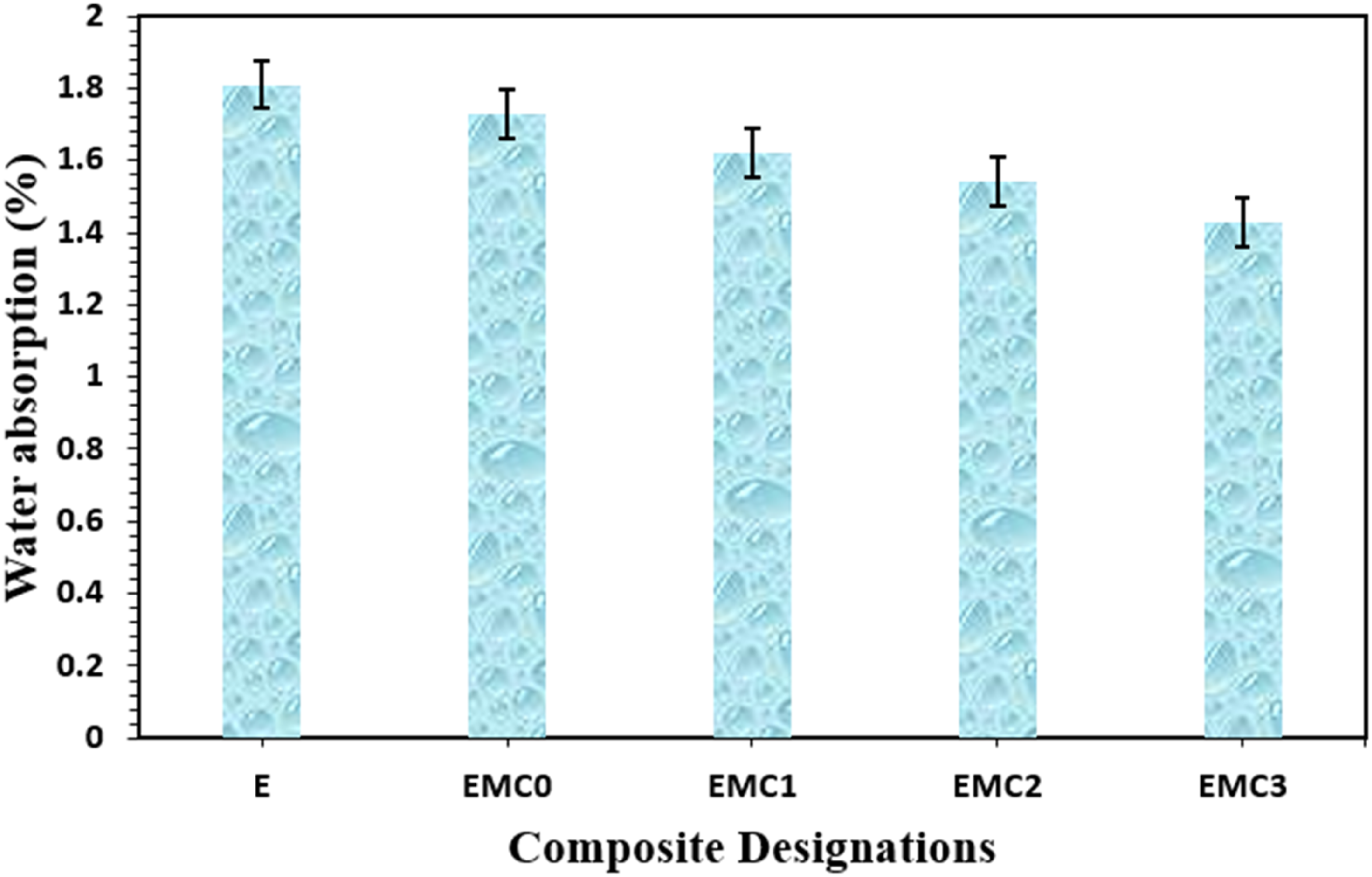
Conclusions
In conclusion, the present work demonstrates that the incorporation of silane-treated Dracaena reflexa microfibers and silane-treated Citrus medica cellulose particles significantly enhances the performance of epoxy composites. Among the developed formulations, specimen EMC2 emerged as the optimum composition, exhibiting superior mechanical properties with a tensile strength of 127 MPa, flexural strength of 141 MPa, impact energy of 3.36 J, and hardness of 83 Shore-D. These improvements are mainly attributed to efficient stress transfer, multiscale reinforcement effects, and strong interfacial adhesion promoted by silane treatment and optimal filler loading. EMC2 also showed improved thermal conductivity of 0.37 W/mK due to the formation of an effective fiber–particle heat conduction network, while its reduced water absorption of 1.54% reflects enhanced matrix compactness and reduced moisture diffusion pathways. SEM observations supported these results by revealing reduced voids, uniform dispersion of cellulose particles, and restricted crack propagation in EMC2. Overall, the findings confirm that EMC2 offers the best balance between mechanical performance, thermal functionality, and moisture resistance, making it a promising and sustainable material candidate for structural and functional applications. However, the present study is limited to laboratory-scale fabrication and evaluation under controlled conditions. Future investigations may focus on optimizing fiber orientation and filler dispersion, evaluating long-term durability and environmental stability, and exploring large-scale processing methods to further assess the practical applicability of these hybrid epoxy composites.
Footnotes
Author contributions
A.Faizur Rahman -
R.Soundararajan –
R Raja –
Sabitha Jannet
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
All data within the manuscript. No more additional data is available.