
Abstract
This study investigated vinyl ester composites reinforced with cellulose from Nelumbo nucifera and Bambus hampifiber, fabricated using a standard stacking sequence (90°/45°/90°/45°). The effect of 3-aminopropyltrimethoxysilane surface treatment and fiber stacking on load-bearing, fatigue, and creep performance was examined. Among the composites, MP5 (40 vol.% fiber, 2 vol.% cellulose) exhibited the best overall mechanical performance, achieving tensile, flexural, and impact strengths of 165.3 MPa, 144.5 MPa, and 4.7 J, respectively, and sustaining up to 29,324 cycles at 25% UTS under fatigue. In contrast, MC6 (4% cellulose) showed the highest creep resistance, with minimal creep strain (0.0033 at 5000 s; 0.0219 at 10,000 s; 0.0459 at 15,000 s) and maximum hardness (99 Shore-D). Scanning electron Microscopic (SEM) analysis revealed that interfacial adhesion, crack propagation dynamics, and fracture morphology were the critical factors governing the mechanical performance of the composites.
Introduction
Rapid progress has been made in the search for environmentally friendly, high-performance composites by incorporating renewable materials into polymer matrices. Thanks to these advancements, non-toxic composites that are both affordable and environmentally friendly may now be mass-produced. Incorporating natural reinforcements into composites is becoming more common because of these benefits; using them improves performance and has a positive impact on the environment. 1 Natural fibers are also being acknowledged as important reinforcements in composites because of the lightweight properties and improved mechanical performance they provide. The abundant cellulose content and low dense nature of Bambus hampifiber, combination of bamboo 75% and hemp 25%. Its strong, stiffness fiber are extracted from the natural source and widely used in paper-production and eco-composite. The fiber is rich in cellulose and exhibits good flexibility and tensile strength, making it an ideal reinforcement for creating composites. Due to its abundance, renewability, and biodegradability, Bambus hampioffers significant potential as a sustainable natural fiber resource. Additionally, researchers have often used natural fibers to enhance their properties and serve as substantial reinforcement. Huzaifah et al 2 reported that incorporating 30 wt.% sugar palm fiber into composites improved their mechanical performance. Similarly, Hashim et al 3 studied pineapple fiber-carbon fiber hybrid composites with specific stacking sequences, achieving tensile and flexural strengths of 187.67 MPa and 289.46 MPa, respectively.
Although fiber reinforcement augments mechanical robustness, dimensional stability, and resistance to deformation, it simultaneously poses challenges concerning stress transfer efficiency, dispersion uniformity, and long-term reliability. Issues like void formation and weak interfacial adhesion can significantly compromise composite performance. 4 To address these limitations, fillers derived from natural sources are increasingly being explored. For instance, cellulose obtained from lotus stems (Nelumbo nucifera) contains 35–45% cellulose, 20-25% hemicellulose, and 10-15% lignin. Such biomass-based fillers have been shown to improve mechanical behavior, durability, and matrix-filler bonding. Palaniappan et al 5 reported that the incorporation of cellulose derived from Albizialebbeck leaves enhanced the tensile behavior and elastic modulus of the composite. Similarly, Ramachandiran et al 6 demonstrated that polyester composites reinforced with banana fibers and cassava-based cellulose exhibited superior flexural performance, surface hardness, and interlaminar shear resistance at optimized filler loading. In another study, Pornbencha et al 7 showed that polylactic acid reinforced with pineappleleaf cellulose achieved notable improvements in tensile response.
Surface modification, particularly silane treatment, has emerged as a crucial step for improving filler–matrix compatibility and enhancing composite longevity. The coupling agent 3-aminopropyltrimethoxysilane (3-APTMS) is widely used to strengthen filler–matrix adhesion, resulting in improved durability and mechanical performance 8 Cheng et al 9 reported that polypropylene composites reinforced with cellulose demonstrated significant improvements in tensile characteristics and elastic modulus following silane surface treatment. Peter et al 10 demonstrated that the inclusion of silane-treated pineapple fiber and finger millet husk in vinyl ester composites significantly enhanced interfacial adhesion, leading to improved tensile, flexural, and impact performance. Jaiganesh et al 11 also emphasized the advantages of surface-modified pineapple fiber in epoxy systems, noting a marked increase in fracture toughness.
This study pioneers the development of a novel bio-composite by integrating Bambus hampifiber and Nelumbo nucifera stem derived cellulose within a vinyl ester matrix, employing silane surface modification to enhance interfacial bonding and load transfer efficiency. The unique synergy between a high-strength lignocellulosic fiber and bio-derived cellulose introduces an innovative reinforcement strategy rarely explored in composite science. Through this approach, the work not only achieves superior mechanical integrity, durability, and environmental resilience, but also establishes a new pathway for designing sustainable, high performance materials for advanced engineering and industrial applications.
Materials and procedures
Raw materials
The materials used for composite fabrication included vinyl ester resin, Methyl ethyl ketone peroxide (MEKP) as a catalyst, and cobalt naphthenate as a hardener, procured from Atul Ltd, Gujarat, India. Cellulose extracted from Nelumbonucifera stems, used as the filler, was obtained from Merck India, Mumbai. Bambushampi mat fiber, serving as the primary reinforcement, was sourced from Kanpur Fibers Pvt. Ltd, Kanpur, India. The bamboo fibers possess low density (∼1.2-1.4 g/cm3), good tensile strength, and a lignocellulosic structure that supports reinforcement in polymer composites. For silane surface treatment, 3-APTMS and ethanol were purchased from TCI Chemicals India Pvt. Ltd, Mumbai, India. Prior to fabrication, the fibers were cleaned, dried, and subjected to silane treatment to improve fiber–matrix adhesion. The composites were fabricated using a hand lay-up process, followed by curing at ambient conditions to obtain stable composite laminates.
Cellulose extraction from Nelumbo nucifera
The cellulose are extracted from waste biomass by following below procedure, and their process are represent diagrammatic flow chart format in Figure 1. Cellulose was extracted from Nelumbo nucifera (lotus stem) by first collecting, washing, and oven-drying the stems, which were then ground into a fine powder. The powder was dewaxed using an ethanol–benzene mixture to remove oils and resins, followed by alkali treatment with sodium hydroxide at elevated temperature to eliminate lignin. The residue was then bleached with an acidic sodium chlorite solution to remove hemicellulose and any remaining lignin, repeating the step as needed until white fibers were obtained.
12
Finally, the purified cellulose was thoroughly washed to neutral pH and oven-dried, yielding fibrous cellulose suitable for composite fabrication. Nelumbonucifera cellulose extraction procedure.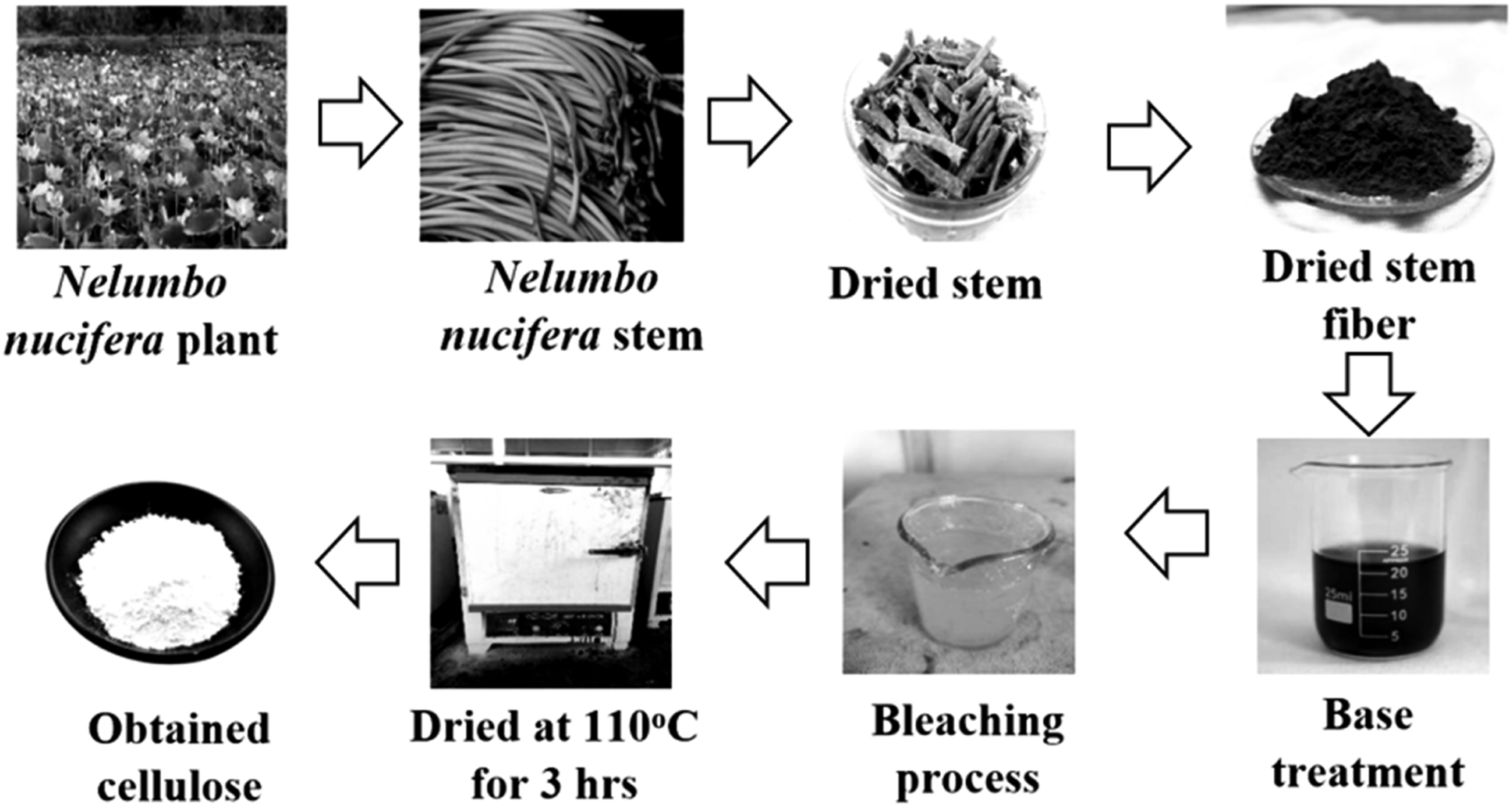
Silane treatment
Silane modification was employed to enhance interfacial adhesion between Bambus hampifiber, lotus stem cellulose, and the vinyl ester matrix represented as Figure 2. A 2 wt.% 3-APTMS solution in ethanol was prepared and stirred for 15 min, followed by immersion of the fibers and cellulose for 20 min.
13
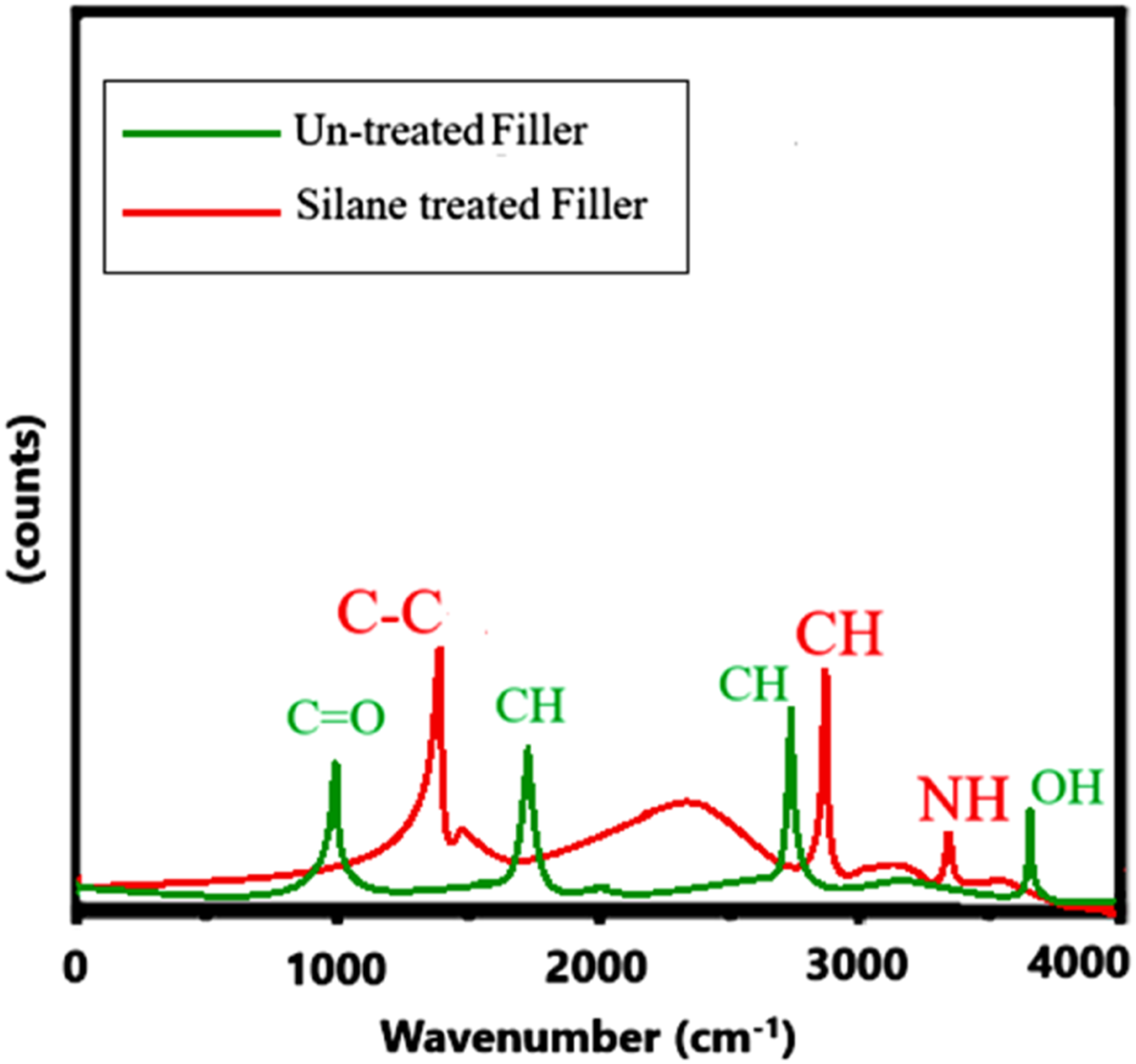
Excess silane was removed by filtration, and the treated materials were oven-dried at 120°C for 25 min. FT-Raman spectra (Figure 3) confirmed functionalization, with the emergence of N-H peaks and attenuation of O-H signals, indicating successful grafting of reactive groups that improve fiber-matrix interfacial compatibility and stress transfer. A simplified flow diagram of the fiber and filler silane treatment method. Aspects of FT-Raman analysis of cellulose treated with silane.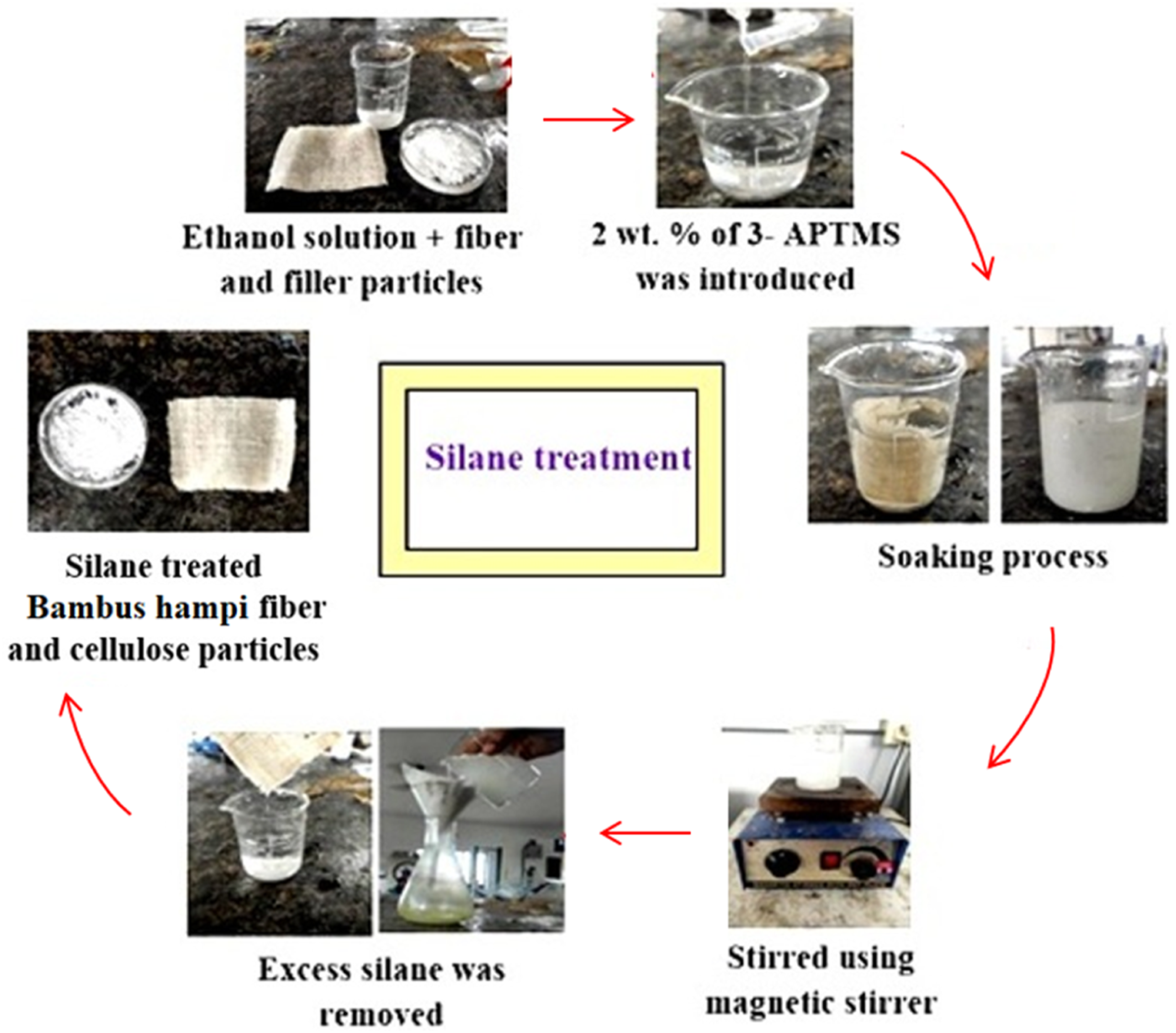
Preparation of composites
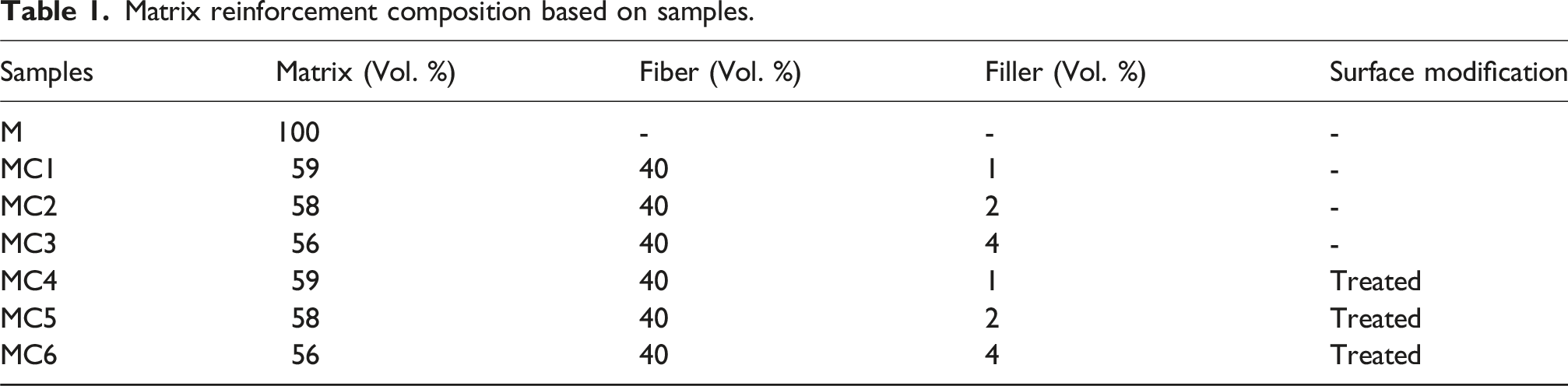
Matrix reinforcement composition based on samples.
Characterisations
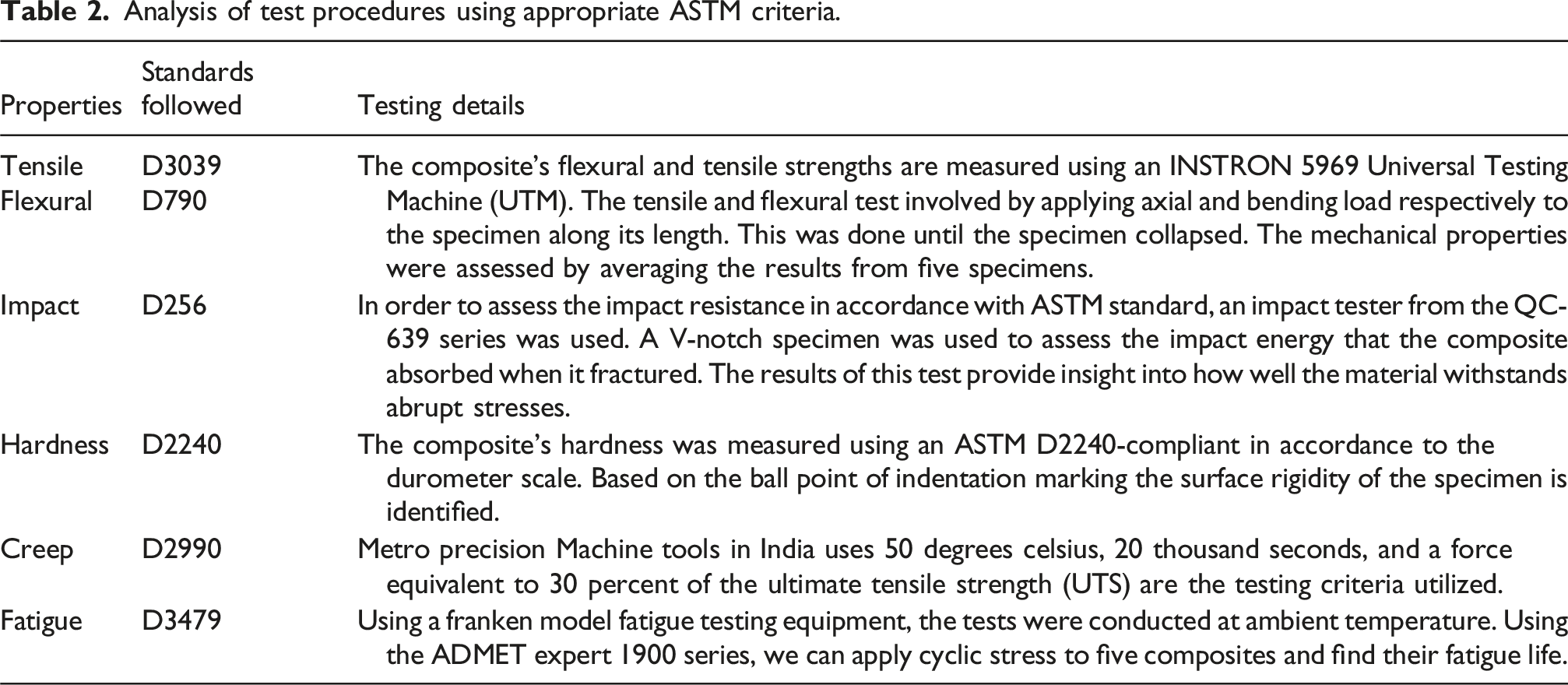
Analysis of test procedures using appropriate ASTM criteria.
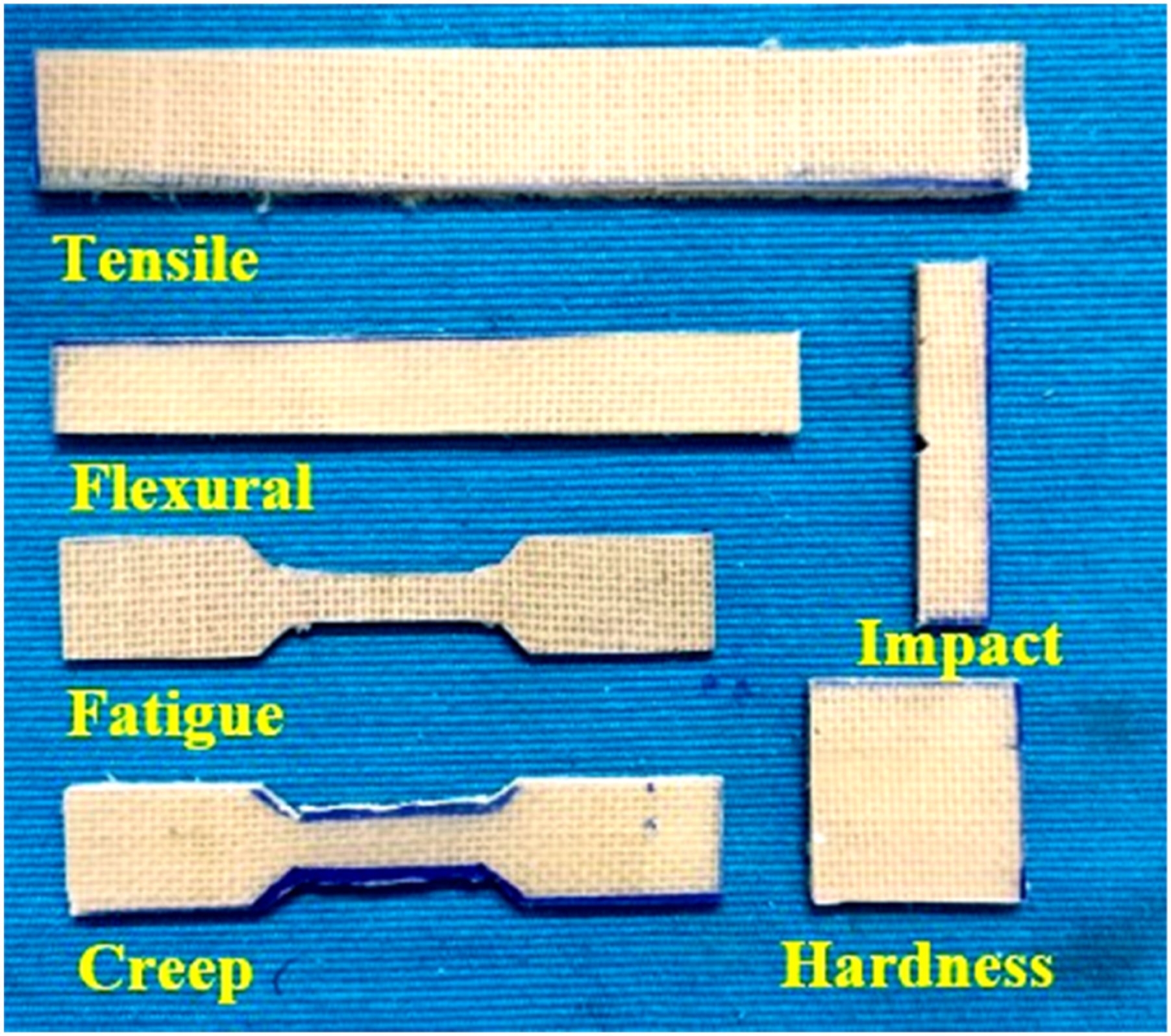
Samples image based standards and their dimensions.
Findings and analysis
Mechanical strength of the composites
The results indicate that both fiber stacking sequence and silane surface treatment critically affect the mechanical performance of the composites. Alternating fiber orientations (90°/45°) facilitated improved stress distribution and load transfer, enhancing tensile, flexural, impact, and hardness properties. This improvement occurs because multidirectional fiber alignment allows the applied load to be shared across fibers oriented in different directions, preventing stress concentration along a single axis and enabling more uniform load bearing within the composite. Mechanical performance increased with filler content up to an optimum level, beyond which slight reductions occurred due to agglomeration. 14 The addition of fibers and fillers increases the load-bearing capacity of the composite because the stiff reinforcement phases possess higher modulus than the polymer matrix; under applied loading, stresses are transferred from the matrix to the fibers through interfacial shear stresses, allowing the fibers to carry a larger portion of the load and thereby increasing strength and stiffness.
The reference matrix (M) exhibited low tensile, flexural, and impact strengths alongside moderate hardness, reflecting its brittleness and limited crosslink density. Incorporation of 1–2 vol.% untreated cellulose and Bambushampi fiber (MC1, MC2) markedly improved performance, attributed to stronger fiber–matrix adhesion and optimized stacking, with tensile, flexural, and impact properties increasing substantially over the reference.
15
This enhancement arises because the introduced fibers act as reinforcement bridges within the matrix, restricting polymer chain mobility and resisting deformation when external loads are applied. The fibers also serve as crack arresters, inhibiting crack initiation and propagation by redistributing stresses around the reinforcement, thereby improving load sharing between the matrix and the fibers. Surface-treated composites (MC4, MC5) showed further enhancements, demonstrating higher tensile, flexural, and impact responses, with improvements of 3–7% in tensile strength, ∼3–4% in flexural strength, and ∼12–13% in impact strength compared to untreated samples. The silane treatment improves interfacial bonding by forming chemical linkages between the hydroxyl groups present on natural fibers and the polymer matrix, strengthening the interface and enabling more efficient stress transfer during loading, which allows the fibers to fully participate in carrying the applied load. At 4 vol.% loading, both untreated (MC3) and treated (MC6) composites outperformed the reference, although filler agglomeration began to limit further gains; silane treatment mitigated clustering, sustaining efficient stress transfer.
16
Agglomeration reduces reinforcement efficiency because clustered particles create localized stress concentration regions that interrupt uniform load distribution; however, surface treatment improves dispersion and maintains effective interfacial contact, thereby preserving the load transfer mechanism. Hardness followed a similar trend, with untreated composites (MC1-MC3) improving over the reference and treated composites (MC4-MC6) achieving the highest Shore-D values, reflecting enhanced crosslinking and reduced polymer chain mobility due to better fiber–matrix interaction and optimized orientation.17,18,19 The presence of rigid fibers and improved interfacial bonding restricts localized plastic deformation of the matrix, increasing resistance to indentation and thus improving hardness. Figure 5 presents these mechanical properties graphically. Mechanical tested composites reports in graphical way.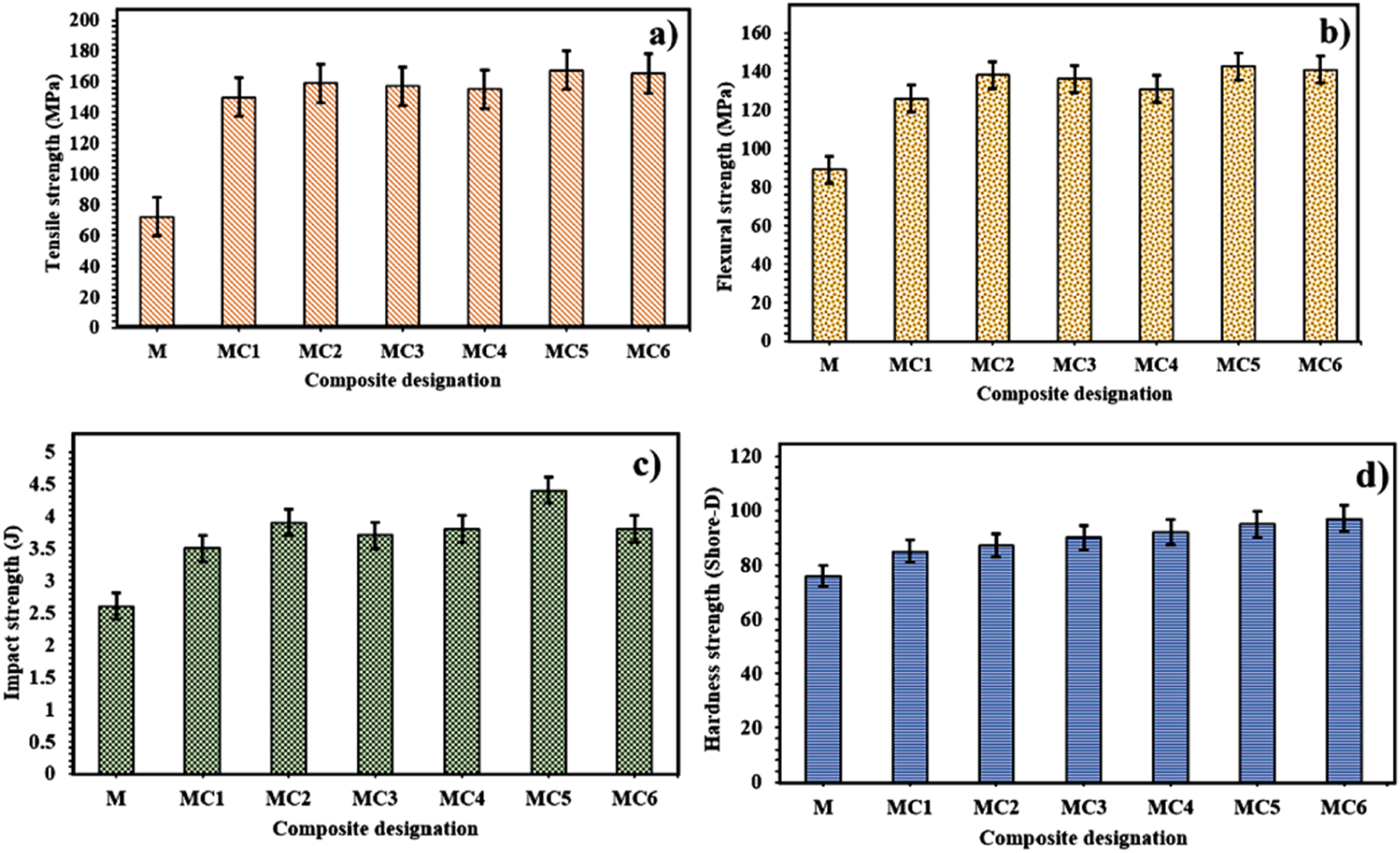
Figure 6 (a)–(c) presents optical microscopic images of the fractured surfaces of mechanically tested composites, highlighting their morphology and failure characteristics. At lower magnification, the reference sample (M) under tensile loading (Figure 6(a)) shows a relatively smooth and brittle fracture surface. This behaviour is associated with the vinyl ester resin’s low stiffness and limited cross-link density, which promotes rapid crack propagation with minimal resistance and reduced energy absorption during fracture. A more favourable morphology is observed in Figure 6(b), where the filler appears more uniformly dispersed within silane treated composite systems (MC5). The optical image shows improved fiber alignment and a relatively homogeneous matrix region, indicating better fiber-matrix reaction. This uniform distribution promotes improved stress transfer and mechanical interlocking, contributing to enhanced stiffness and load-bearing capacity during mechanical loading. Finally, Figure 6(c) reveals regions of filler clustering at high loadings, in composite MC3. These agglomerated zones appear as dense particle-rich areas that can act as stress concentration sites, accelerating crack initiation and propagation under mechanical loads. However, in silane treated composites the dispersion appears more uniform with fewer visible clusters, indicating improved fiber-matrix adhesion and reduced agglomeration, which ultimately contributes to more consistent mechanical performance. Optical microscopic image of tensile fractured (a) M, (b) MC5, and (c) MC3 specimen surfaces.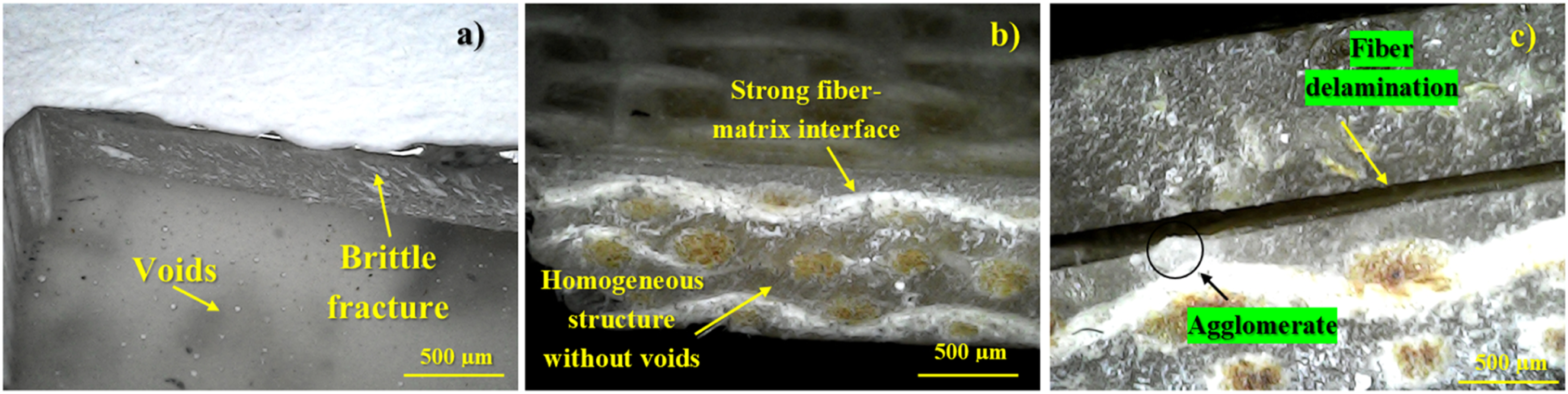
The behavior of cyclic loading
Composites treated with vinyl ester show fatigue life numbers in Figure 7. At 25% UTS, the fatigue life value is 17,531, at 50% UTS it’s 16,226, and at 75% UTS it’s 16,938 for the reference sample M, which contains just vinyl ester resin. Poor stress distribution and increased brittleness are likely consequences of an inadequate resin-to-fiber ratio, which explains why the decline is 50% rather than 25%. In the absence of reinforcement, the matrix alone bears the cyclic load, leading to localized stress concentration and rapid microcrack initiation and propagation within the brittle polymer network. Since the vinyl ester matrix has limited resistance to cyclic deformation, repeated loading causes progressive damage accumulation, resulting in premature fatigue failure. Figure 7 cyclic load bearing behaviour of all composite samples. Similarly, at 25% UTS, the fatigue life counts of the untreated samples MC1, MC2, and MC3, which contain both fiber and filler, are 27,028, 28,362, and 27,999, respectively. At 50% UTS, the fatigue life counts are 26,996, 27,955, and 27,068. At 75% UTS, the fatigue life counts are 25,831, 26,061, and 24,541, respectively. Because of the enhanced loading of fibers and fillers and the effective transmission of stress, these samples show the best fatigue resistance at 25% UTS. The presence of fibers and fillers improves the cyclic load-bearing capacity because the reinforcement phases possess higher stiffness and strength than the matrix, allowing them to carry a significant portion of the applied load. During cyclic loading, stresses are transferred from the matrix to the fibers through interfacial shear, enabling efficient load sharing and reducing the magnitude of stress experienced by the matrix. In addition, the fibers act as barriers to crack propagation by bridging microcracks and redistributing stresses around damaged regions, which delays crack growth and enhances fatigue resistance. Although reinforcement efficiency is marginally diminished, moderate fatigue performance is preserved when the load is increased to 50% UTS because the fibers still participate in load transfer and help maintain structural integrity. At 75% UTS, nevertheless, the matrix takes center stage, making the composite brittle and reducing its fatigue life; this is especially true for samples that have untreated reinforcement, where weaker interfacial bonding can lead to fiber pull-out and interfacial debonding, reducing the efficiency of stress transfer under high cyclic stresses. cyclic load bearing behaviour of all composite samples.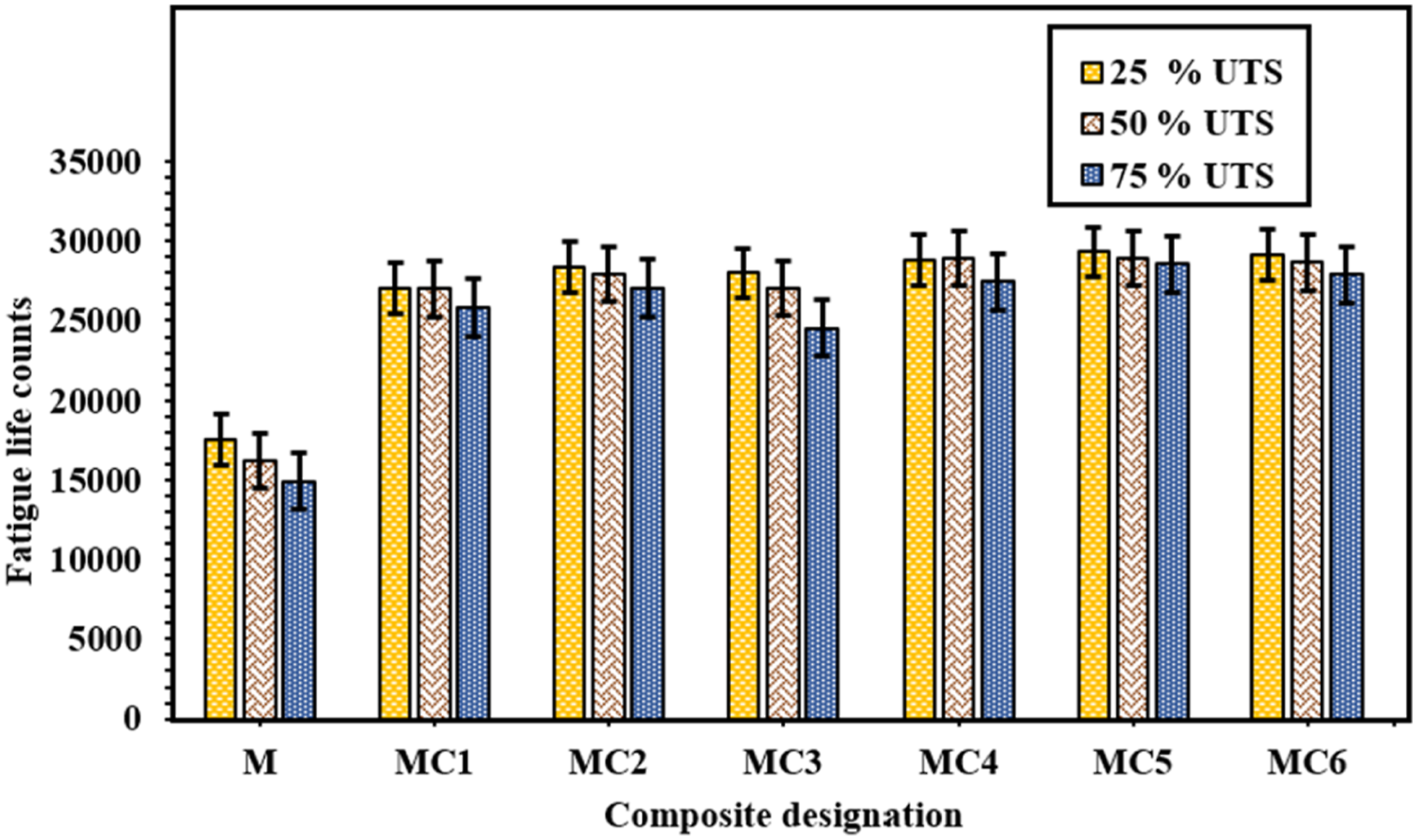
The fatigue life values of the treated samples MC4, MC5, and MC6 are 28,822, 29,324, and 29,115 at 25% UTS, 28,441, 28,955, and 28,654 at 50% UTS, and 27,978, 28,553, and 27,901 at 75% UTS, depending on the value. This improvement is because the resin and reinforcement are more firmly adhered to one another after being treated with silane, which improves the fiber-matrix interfacial bonding. The silane molecules form chemical linkages between the hydroxyl groups present on natural fibers and the polymer matrix, creating a stronger interface that facilitates efficient stress transfer during cyclic loading. As a result, the applied load is more uniformly distributed between the matrix and the reinforcing fibers, reducing interfacial debonding and preventing premature crack initiation. The improved interfacial adhesion also limits fiber pull-out and enhances crack bridging capability, which slows crack propagation and significantly extends fatigue life. Therefore, during cyclic stress, the treated composites show improved load transfer and postponed crack start. 20
Creep resistance
Figure 8 Represents creep resistance features of the samples in graphical way. The pure vinyl ester matrix (M) exhibited the highest creep strain due to resin softening under prolonged loading. Incorporation of cellulose and Bambus hampifiber reduced creep deformation, with MC1 and MC3 showing progressively lower strains at 5000, 10,000, and 15,000 s, indicating improved long-term dimensional stability and load resistance.
21
creep resistance features of the samples in graphical way.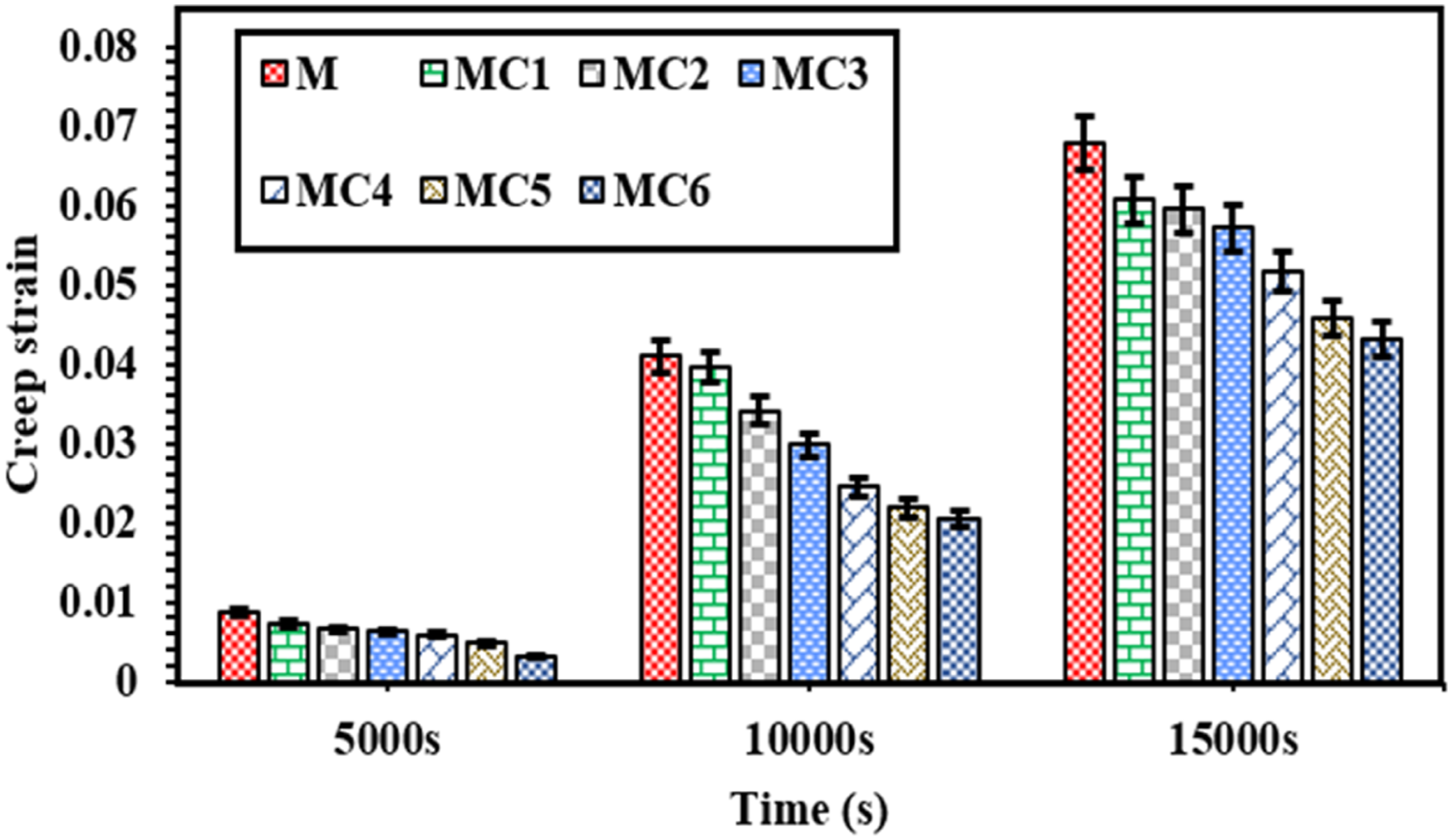
By creating a physical barrier, fillers and fibers limit the stress-induced mobility of polymer chains, which in turn slows the rate of deformation. As a result, the reinforced matrix has better creep resistance than the unreinforced one. As a result of the treated fiber and filler particles, samples MC4, MC5, and MC6 show even more improvement. With creep values of 0.0060, 0.0049, and 0.0033 at 5000 s, 0.0246, 0.0219, and 0.0206 at 10,000 s, and 0.0517, 0.0459, and 0.0432 at 15,000 s, respectively, these samples display dramatically reduced creep. Chemical treatment improves stress transmission by strengthening the link between the matrix and reinforcement at the interface, which in turn decreases micro-slippage. This improves the composites’ creep resistance and drastically reduces the amount of deformation that can occur over time.
Conclusion
This study demonstrates that stacking orientation and silane treatment significantly enhance the mechanical and durability properties of vinyl ester composites reinforced with Bambushampi fiber and lotus stem cellulose. MC5 (40 vol.% Bambushampi fiber, 2.5 vol.% cellulose) showed the best overall performance with high tensile (165.3 MPa), flexural (144.5 MPa), and impact (4.7 J) strengths, along with excellent fatigue resistance, while MC6 (4 vol.% cellulose) excelled in creep resistance and hardness (99 Shore-D). The improvements are attributed to stronger fiber-matrix adhesion and efficient stress transfer, enabling better load sharing and delayed crack initiation under mechanical loading. However, higher filler loadings led to agglomeration and reduced performance, and the composites were tested only under controlled laboratory conditions without considering long-term aging or environmental effects. Future work should focus on hybrid reinforcement strategies, environmental durability, advanced surface modifications, and scalable fabrication to extend the practical use of these sustainable composites. Potential applications include automotive interior components such as door panels and dashboard substrates, lightweight construction panels and partition boards, transportation flooring systems, protective casings, and structural cladding elements requiring moderate strength and durability.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.