
Abstract
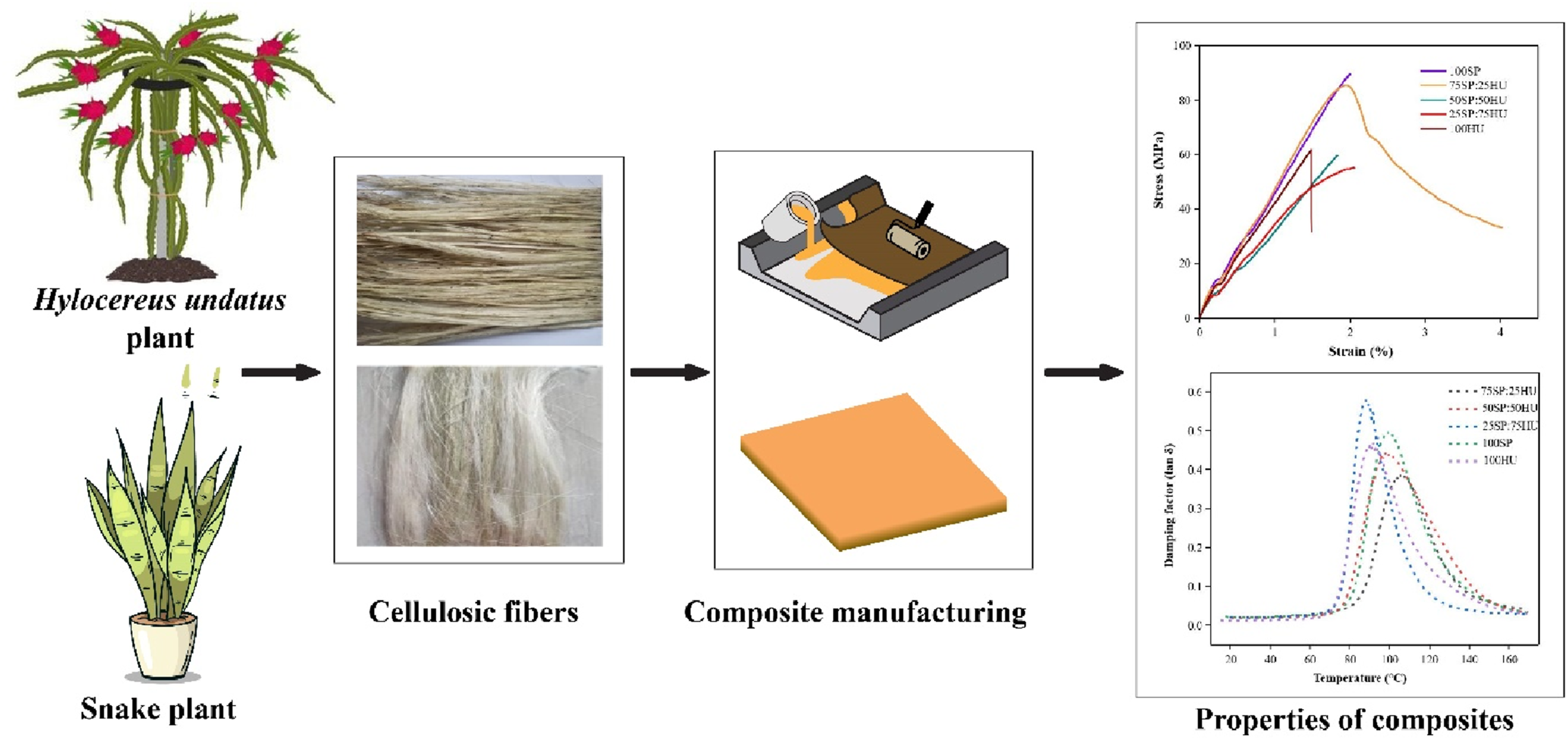
Natural-fiber-reinforced epoxy composites are attracting increasing attention as lightweight and sustainable alternatives for structural and semi-structural applications. In this study, epoxy composites reinforced with snake plant (SP) fiber and agro-waste-derived Hylocereus undatus (HU) fiber were fabricated at different fiber ratios (100/0, 75/25, 50/50, 25/75, and 0/100) by hand lay-up. Increasing HU content enhances tensile and flexural modulus, hardness, storage modulus, loss modulus, and damping because the higher intrinsic stiffness, higher lignin/hemicellulose content, and lower elongation of HU fibers restrict matrix deformation and improve resistance to elastic and viscoelastic strain. In contrast, increasing SP content improves tensile, flexural, and impact strengths, as well as the glass-transition temperature, because its higher cellulose content, finer morphology, and better wettability with epoxy promote stronger interfacial adhesion, more efficient stress transfer, and greater energy absorption during loading and fracture. Thus, HU fiber mainly acts as a stiffness- and damping-dominant reinforcement, while SP fiber mainly acts as a strength- and toughness-dominant reinforcement. Among the hybrids, 25SP:75HU shows the maximum stiffness, while 75SP:25HU demonstrates the highest strength. FTIR analysis of the 50SP:50HU composite confirms the coexistence of lignocellulosic and epoxy functional groups, while the broad O-H band suggests hydrogen-bond-assisted interfacial compatibility between the fibers and the epoxy matrix. These findings demonstrate that hybridizing SP and HU fibers provides a sustainable pathway to tailor the balance between stiffness, strength, impact resistance, and viscoelastic performance in epoxy composites.
• Novel hybrid polymer composites were fabricated using HU and SP cellulosic fibers. • Higher HU fiber content in the polymer increases stiffness, hardness, and damping behaviors. • Higher SP fiber content in the polymer improves strength, impact resistance, and moisture resistance. • The 25% SP/75% HU composite exhibited maximum stiffness; 75% SP/25% HU showed maximum tensile strength.Highlights
Introduction
Natural fibers (NFs) have emerged as promising reinforcement materials for polymer matrices, offering the dual benefits of environmental compatibility and performance efficiency. 1 Compared with conventional synthetic fibers such as carbon, glass, and basalt, natural fiber-reinforced composites offer advantages including low density, renewability, biodegradability, and lower production costs, making them attractive for sustainable material development. 2 Although synthetic fiber composites generally exhibit superior mechanical strength, fatigue resistance, and long-term durability, natural fiber composites have gained increasing attention due to their favorable specific strength-to-weight ratios and reduced environmental impact. These composites are therefore being explored for a wide range of lightweight and semi-structural applications in automotive, construction, and consumer product sectors.3–5 Among the various natural fibers available, cellulosic fibers derived from plants have demonstrated significant potential, owing to their high cellulose content, low density, and relatively good mechanical properties.6,7 Plant-based cellulosic fibers, commonly referred to as lignocellulosic fibers, are NFs primarily made of cellulose, hemicellulose, and lignin. These structural biopolymers play a vital role in determining the fiber’s mechanical strength, flexibility, and resistance to environmental degradation.3,6,8 Cellulose provides rigidity and strength through its crystalline microfibrils; hemicellulose contributes to the matrix structure and water absorption behavior; and lignin, a complex aromatic polymer, imparts stiffness and acts as a natural binder, offering protection against microbial attack and moisture.9,10 The unique combination of these components makes lignocellulosic fibers an attractive option for reinforcing polymer composites.
Numerous studies have reported that incorporating natural fibers into polymer matrices can significantly influence the mechanical, thermal, and durability properties of composites. Natural fibers such as jute, flax, sisal, and pineapple leaf fibers have demonstrated improvements in tensile and flexural properties due to effective stress transfer between fibers and the resin. Additionally, the presence of lignocellulosic constituents enhances damping characteristics and reduces the density of the composites.11,12 However, natural fiber composites may exhibit higher moisture absorption due to cellulose’s hydrophilic nature, which can affect long-term durability and interfacial bonding. Surface treatments and hybridization strategies have therefore been widely explored to improve fiber–matrix compatibility and overall composite performance. 12 For instance, Dev et al. 13 investigated jute/Rosa hybrida (RH) fiber composites and reported that incorporating a lower proportion of RH fibers alongside jute can significantly enhance the mechanical properties. Chandramohan et al. 14 studied jute/aloe vera epoxy composites, both individually and in combination. Their findings indicated that the hybrid composite (HC) incorporating both fibers outperformed composites reinforced solely with jute or aloe vera in terms of mechanical properties. Jenish et al. 7 evaluated the mechanical behavior of HCs reinforced with mudar and snake grass fibers at varying fiber loadings. The results demonstrated that a 30% fiber content yielded the most favorable mechanical properties, outperforming the composites with 10%, 20%, and 40% fiber reinforcement. Kumar et al. 15 assessed the mechanical properties of SP/kenaf/epoxy composites and observed that the HC, consisting of SP and kenaf fibers at 12.5% by weight, exhibited improved mechanical performance.
The damping behavior of jute/sisal/epoxy composites was studied by Gupta 16 at various frequencies, and the results showed that the storage modulus, loss modulus, and glass transition temperature (T g ) increase with increasing frequency. Pappu et al. 17 investigated the mechanical, thermal, and water absorption properties of sisal/hemp/poly (lactic acid) composites and reported that the HCs exhibit superior tensile, flexural, and impact strength, enhanced thermal stability, and reduced water absorption. Jawad et al. 18 investigated the thermal, dynamic-mechanical, and thermo-mechanical properties of date palm fiber (DPF)/bamboo fiber (BF) HCs and reported that the HCs exhibit improved thermal stability and a higher T g compared to the BF-reinforced composites, highlighting the benefits of fiber hybridization.
To meet the growing demand for advanced green materials, further innovation is needed in terms of fiber selection, hybridization, and performance optimization. Less-utilized NFs can be hybridized with agro-waste-derived fibers to produce novel polymer composites with optimized mechanical, viscoelastic, and water absorption properties for potential applications. Among them, snake plant (Sansevieria trifasciata, SP) fibers are known for their high tensile strength and cellulose content, making them suitable for reinforcing polymer matrices. Native to tropical and subtropical regions, the snake plant is a hardy, fast-growing species with minimal cultivation requirements, making it a sustainable and accessible fiber source.7,19,20 On the other hand, agricultural residues, often discarded or incinerated after harvesting, can be transformed into high-value reinforcement materials, thereby contributing to waste valorization and resource efficiency. The valorization of agricultural waste for material development represents an equally promising pathway to sustainability. Dragon fruit (Hylocereus undatus (HU)) is a widely cultivated tropical crop, primarily valued for its edible fruit. However, the plant’s fibrous stem, which constitutes a large volume of post-harvest residue, is typically discarded as waste. This stem material contains substantial amounts of cellulose and can serve as a low-cost, renewable reinforcement for polymer composites, as first explored by Shibly et al. 21 HU fiber, containing over 50% cellulose, offers a lower density than traditional fibers (e.g., jute, banana, and hemp), along with a modulus of 11–14 GPa and a tensile strength of 240–270 MPa, making it a suitable reinforcement for composite manufacturing. Utilizing such agro-waste not only addresses disposal issues but also adds economic and environmental value through material upcycling.
However, achieving optimal performance depends on carefully selecting and proportioning the constituent fibers to overcome compatibility challenges, such as fiber-matrix debonding and inefficient stress transfer. Considering the individual potential of both SP and HU fibers, this study aimed to evaluate the mechanical and viscoelastic properties of SP/HU fiber-reinforced epoxy HCs fabricated by hand lay-up and compression molding at five fiber ratios (100/0, 75/25, 50/50, 25/75, and 0/100). Comprehensive testing has been employed to assess their mechanical and viscoelastic properties, failure modes, water absorption behavior, and Fourier transform infrared spectroscopy (FTIR) characteristics. The primary objective was to investigate how varying fiber compositions affect the performance of SP/HU hybrid composites and to evaluate their suitability for lightweight, eco-friendly materials for structural and semi-structural applications.
Materials and methods
Materials
The natural fibers used in this study were snake plant (Sansevieria trifasciata, SP) and dragon fruit (Hylocereus undatus, HU). These fibers were selected due to their local availability, sustainability, ease of extraction, and favorable mechanical properties suitable for polymer composite reinforcement. Both plants are readily grown as agricultural or ornamental plants, enabling sustainable collection without affecting food resources. These two fibers were selected because SP offers high cellulose content, good tensile strength, and sustainable local availability, whereas HU is an underutilized dragon-fruit agro-waste with relatively high stiffness and strong potential for value-added composite reinforcement.
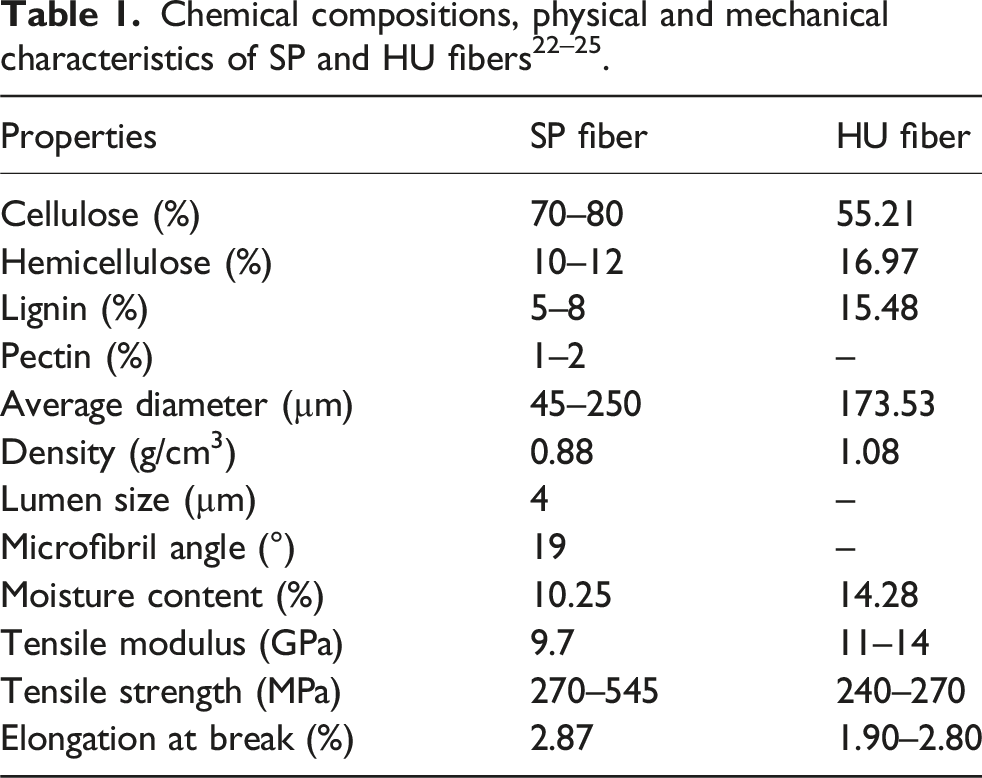
SP and dragon fruit plants were sourced locally from Gazipur and Tangail, Bangladesh, respectively (Figure 1). The plants were first cut into suitable lengths to aid fiber extraction. The SP leaves and the central stem portions of HU plants were immersed in water for 3 and 5 days, respectively, for retting. Following retting, the fibers were manually extracted. Finally, the fibers were oven-dried at 70°C for 3 h. Table 1 presents the properties of SP and HU fibers. The epoxy resin (Araldite LY556) was used as the matrix with a density of 1.1 g/cm3 and a viscosity of 12,000–13,000 cP, while the hardener (Aradur HY951) was employed as the curing component. Plants used in this study and their extracted fibers: (a) Dragon fruit (Hylocereus undatus) plant, (b) collected stems of HU plants, (c) obtained middle portion of HU stems containing cellulosic fiber, (d) extracted HU fiber after water retting, (e) snake plant, (f) collected snake plants, and (g) extracted SP fiber after water retting.
Fabrication of fiber preform
The SP and HU fibers were conditioned at 25 ± 2°C and 65 ± 2% relative humidity for 3 h. After conditioning, the fibers were combed using a hand-combing tool and then cut into 175 mm lengths to prepare preforms. Unidirectional (UD) preforms of SP and HU fibers were produced for the fabrication of SP/HU fiber-based hybrid composites (175 mm × 110 mm), following the procedure described in the authors’ earlier work.
23
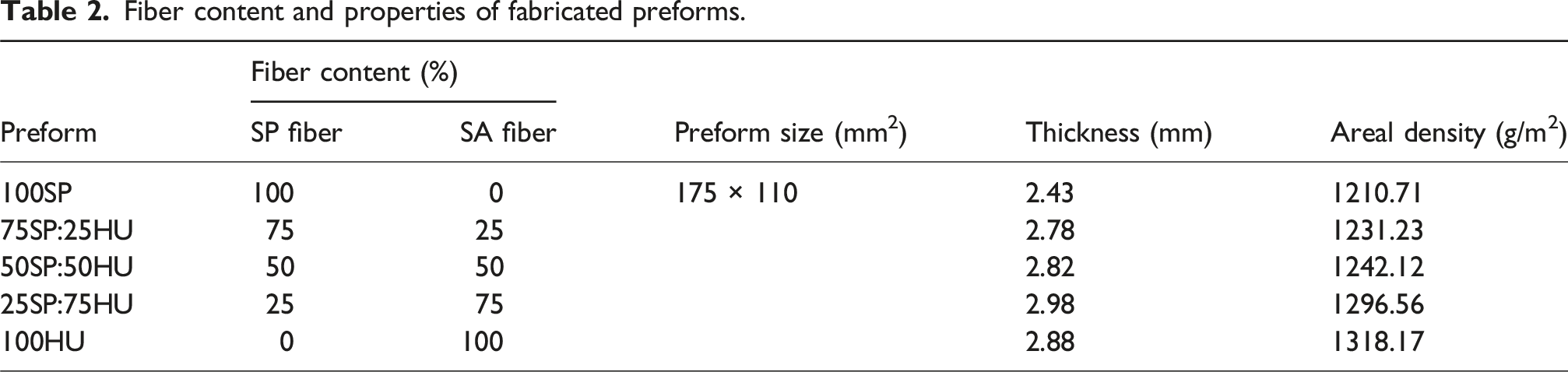
In this process, the ends of the SP and HU fibers were clamped to preserve the UD orientation, and the fibers were oriented in a single direction within a wooden frame. The aligned fibers were lightly dampened and subsequently pressed at 2 MPa and 120°C for 10 min. Five types of preforms were developed with different SP-to-HU weight ratios: 100SP, 75SP:25HU, 50SP:50HU, 25SP:75HU, and 100HU. Figure 2(a)–(e) shows the schematic representation of the preform fabrication process, while Table 2 summarizes the corresponding fiber content, dimensions, thickness, and density of the prepared preforms. Fabrication process of SP/HU fiber-reinforced epoxy composites: (a) combing, (b) combed fiber, (c) UD alignment, (d) hot-pressing of fibers for preform fabrication, (e) manufactured preform sheet, (f) epoxy resin, (g) fabrication of composites, and (h) manufactured composite laminate. Fiber content and properties of fabricated preforms.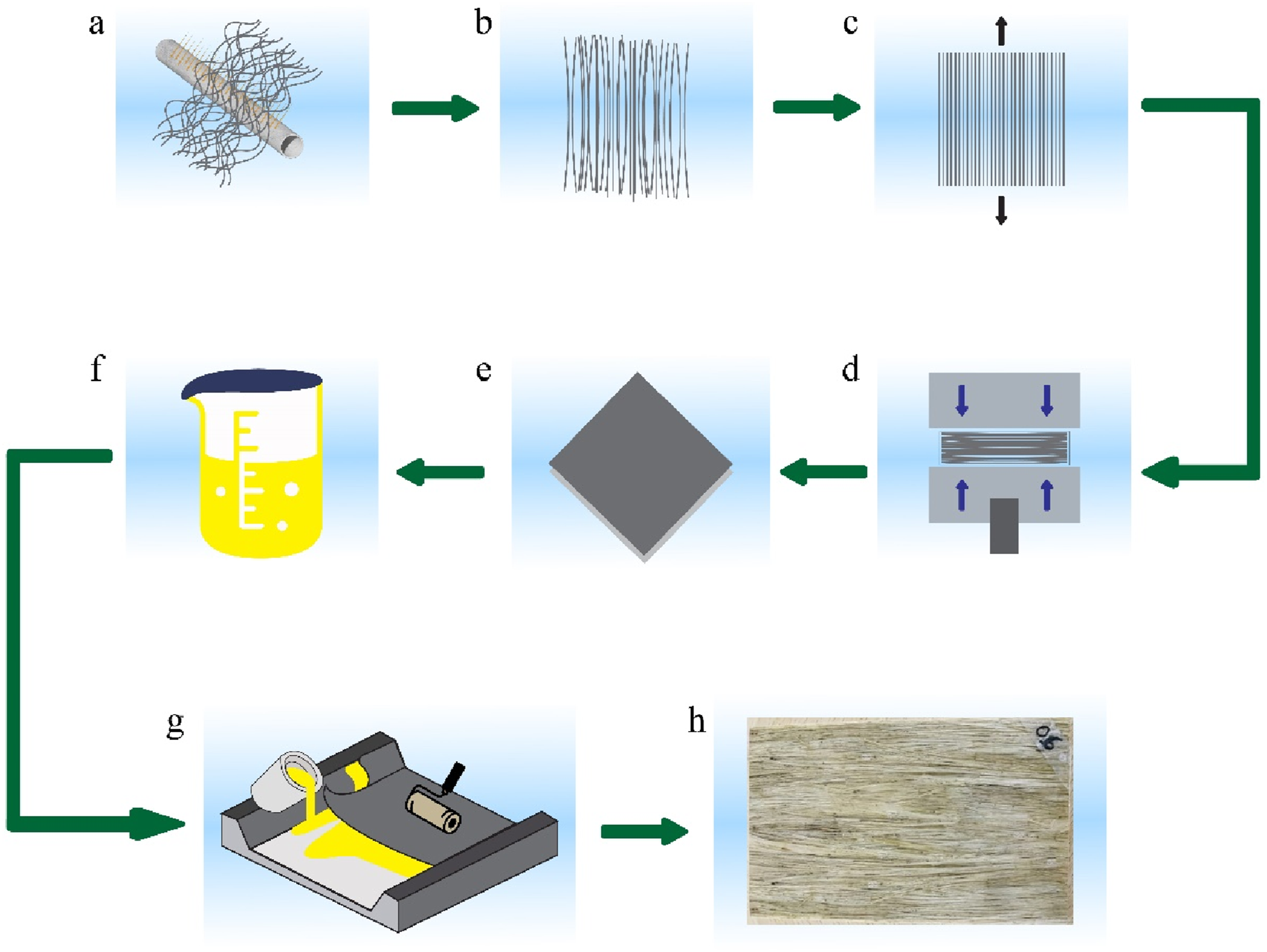
Fabrication of composites
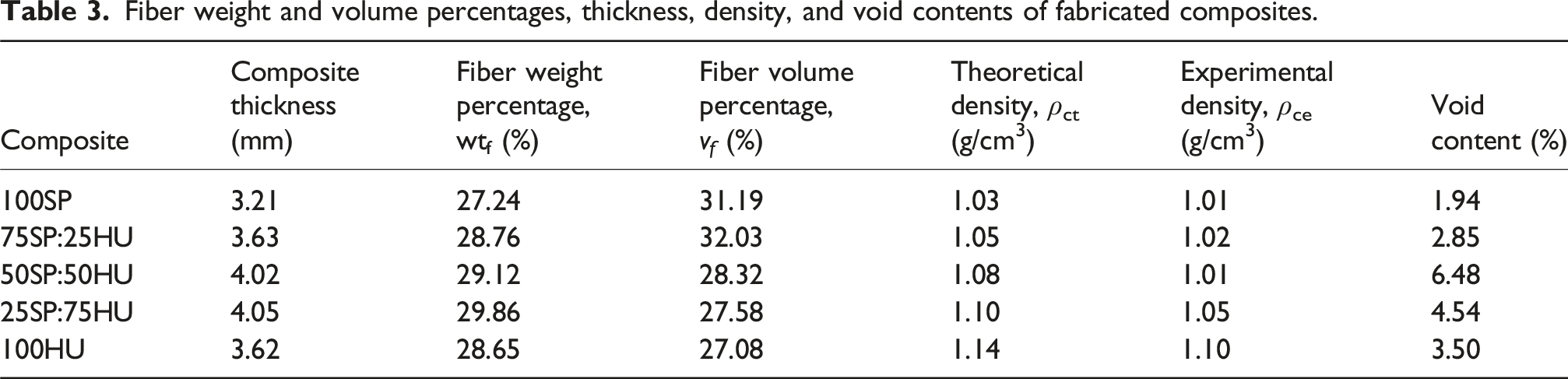
Fiber weight and volume percentages, thickness, density, and void contents of fabricated composites.
Characterization of composites
Measurement of density and void content
The theoretical density of composites was measured based on the weight fractions of their individual constituents, as expressed in equation (1).

Tensile test
Tensile testing was performed using Type 1 dog-bone specimens in accordance with BS EN 2747:1998. Using a 10 kN load cell and a constant crosshead speed of 5 mm/min until failure, tests were conducted on a Zwick/Roell Z010 (Ulm, Germany) UTM. All mechanical test results represent the mean and standard error obtained from five specimens.
Flexural test
According to ASTM D790, flexural (three-point bending) tests were performed on composite specimens measuring 125 mm × 12.7 mm × 3 mm using a universal testing machine (AG-X Plus, Japan) equipped with a 10 kN load cell. Throughout the test, the crosshead speed was kept at 1.4 mm/min, and the span length between the supports was held at 50 mm.
Impact test
Charpy impact testing was performed in accordance with ASTM D256. The manufactured composite laminates were used to create V-notched specimens measuring 63.5 mm × 12.7 mm × 3 mm. The samples were struck by a 2.634 kg pendulum that was released at a 150° angle. The contact angle between the pendulum and the specimen was precisely recorded using an indicator. Using the reference chart that came with the impact tester, the absorbed impact energy was calculated.
Hardness test
Hardness measurements were performed on composite samples measuring 35 mm × 15 mm × 3 mm using a Shore D durometer, according to ASTM D2240. The test employed a hardened steel indenter rod (1.25 mm in diameter) with a 30° conical tip and a 0.1 mm tip radius. An approximate force of 45 N was applied during each test.
Scanning electron microscopy (SEM) characterization
A scanning electron microscope (SEM, ZEISS EVO 10, Germany) was used to analyze the fracture surfaces of the tensile-fractured specimens. Cross-sectional samples were prepared to reveal the inner microstructure. To increase electron conductivity, each specimen was placed on brass or aluminum stubs, and an AGAR sputter coater was used to apply a thin layer of gold for approximately 20 min. SEM images were then acquired for analysis.
DMA
A Q800 dynamic mechanical analyzer (TA Instruments, New Castle, DE, USA) in dual cantilever mode was used to evaluate the composites’ thermo-mechanical behavior. Testing was carried out in air at a heating rate of 5°C per minute over a temperature range of 20-170°C. A strain of 0.01% and an oscillation frequency of 1 Hz were utilized. Using cuboid-shaped specimens with dimensions of 80 mm × 10 mm × 2 mm, the composites’ storage modulus (E′), loss modulus (E″), and damping factor (tan δ) were measured.
Water absorption measurements
Water absorption (WA) testing of the composite specimens (64 mm × 12.7 mm × 3 mm) was performed as per ASTM D570-98. The samples were first oven-dried at 65°C, and their initial weight (W
b
) was recorded using a high-precision electric balance. They were then submerged in distilled water at room temperature. At 10-h intervals, the specimens were removed, surface water was gently removed with a dry cloth, and the samples were weighed (W
a
) before being returned to the water. This procedure was continued for a total duration of 120 h. The WA rate was determined using equation (3).
FTIR test
FTIR was used to examine the chemical composition of epoxy resin, SP fibers, and HU fibers. A part of the composite was ground into powder and then mixed with potassium bromide (KBr) to make tablet samples. The spectra of these samples were measured using a Fourier transform infrared spectrophotometer (L1600400 Spectrum, Two FT-IR/DTGS, PerkinElmer, UK) with scanning ranging from 400 to 4000 cm−1. A total of 34 scans per sample were obtained at a spectral resolution of 4 cm−1.
Results and discussion
Mechanical properties
Tensile properties
Tensile properties of the tested samples are presented in this section. Figure 3 depicts the tensile behavior of SP/HU/epoxy composites. The tensile modulus increases with increasing HU fiber content, while the tensile strength decreases. The maximum tensile modulus of 5.57 GPa is obtained for the composite containing 100% HU fiber, which is approximately 47% higher than the modulus of the 100% SP fiber composite (3.79 GPa). Among the HCs, the tensile modulus rises from 2.67 GPa for 75SP:25HU to 3.64 GPa for 50SP:50HU, reaching 5.06 GPa for the 25SP:75HU formulation. The increasing stiffness with greater HU fiber content can be linked to the higher intrinsic modulus of HU fiber (11-14 GPa) compared to SP (9.7 GPa) (see Table 1), and to the stiffer microstructure provided by HU’s higher lignin (15.48%) and hemicellulose (16.97%) contents.21,23 Additionally, HU fibers exhibit lower elongation at break (1.90–2.80%) than SP fibers (2.87%), thereby enhancing the rigidity of the composite structure. Reinforcement with a higher proportion of such low-ductility fibers results in limited tensile deformation, contributing to a higher tensile modulus.26–28 (a) Tensile modulus and (b) tensile strength of manufactured SP/HU fiber-based composites.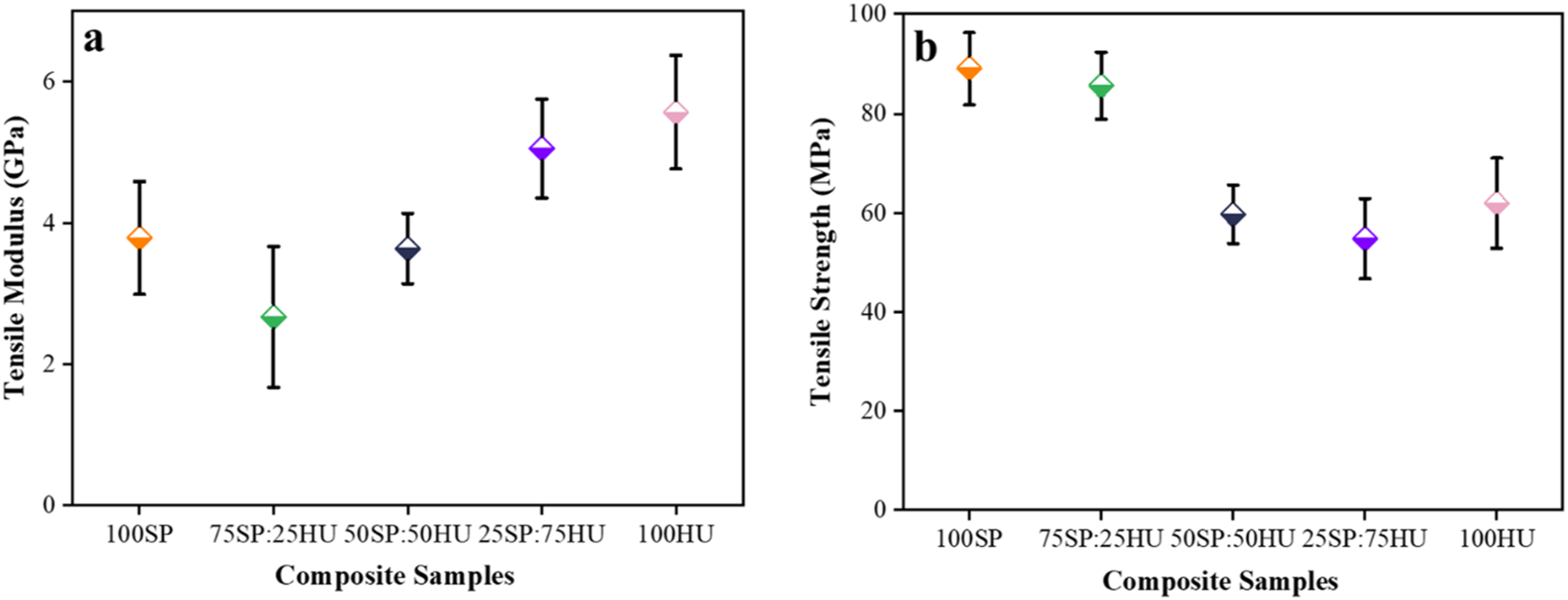
In contrast, the tensile strength behavior shows an opposite trend. The maximum tensile strength of 89.05 MPa is observed in the 100SP composite, while the 100HU composite demonstrates a much lower tensile strength of 61.96 MPa. In HCs, tensile strength decreases steadily from 85.60 MPa (75SP:25HU) to 59.72 MPa (50SP:50HU) and reaches a minimum of 54.81 MPa in 25SP:75HU. The reduction in tensile strength with increasing HU content in hybrids is due to reduced interfacial compatibility between HU and epoxy. The surface chemistry and rougher morphology of HU fibers may hinder proper wetting, leading to interfacial debonding and inefficient stress transfer.21,29 Additionally, fiber dispersion can be less uniform with increasing HU content, particularly when mixed with SP fibers, which have distinct structural and chemical properties. Moreover, HU fiber possesses comparatively lower strength than SP fiber, resulting in low tensile strength of composites with higher HU fiber content, as listed in Table 1. The chemical constituents and physical properties of fibers also play a significant role in terms of the tensile properties of fiber-reinforced composites. The higher cellulose content (70-80%) in SP fibers compared to HU (55.21%) supports improved load transfer and tensile resistance.23,30 Cellulose, being the most crystalline component in natural fibers, governs strength, and its high content in SP promotes efficient stress distribution across the composite.31,32 Moreover, the comparatively smaller lumen size (4 µm) and a narrower diameter range (45-250 µm) of SP fibers likely facilitate better resin impregnation, thereby enhancing interfacial adhesion with the epoxy matrix. 23 In contrast, HU fibers, although stiffer, are more brittle due to their high lignin content and lower elongation, leading to premature fiber breakage and stress concentration during tensile loading.
The findings indicate that SP fibers are more effective at enhancing tensile strength due to their favorable strength, high elongation at break, elevated cellulose content, and superior fiber-matrix bonding. In contrast, HU fibers significantly contribute to composite stiffness due to their inherent rigidity, which stems from their higher lignin content. The observed differences in tensile behavior can be explained by the chemical composition, morphological characteristics, and fiber-matrix interfacial interactions of the two fibers, emphasizing the importance of fiber selection and hybridization strategy in natural fiber-reinforced composites.
Tensile stress-strain curves
Figure 4 depicts the tensile stress-strain behavior of SP/HU/epoxy composites. Among all samples, the 100SP composite shows the maximum stress of 89.05 MPa at approximately 2.1% strain, indicating superior load-bearing capacity and moderately ductile behavior. This performance is attributed to the higher cellulose content (70-80%), lower lignin concentration, and finer morphology of SP fibers, which promote strong interfacial bonding and efficient stress transfer across the matrix, as explained in Section 3.1.1. The 75SP:25HU hybrid shows the maximum stress among hybrids (85.60 MPa) with a strain of ∼2.0%. This indicates that limited HU fiber addition enhances stiffness without severely compromising ductility or interfacial compatibility. The inclusion of HU fibers, which are stiffer due to higher lignin (15.48%) and hemicellulose (16.97%) content, contributes to increased modulus while maintaining adequate strength due to the dominant SP fiber fraction. As the HU fiber content increases, a notable decline in stress and ductility is observed. The 50SP:50HU composite reaches 59.72 MPa with a reduced strain of around 1.85%, indicating more brittle behavior. The 25SP:75HU sample, with a tensile stress of 54.81 MPa, exhibits a comparatively higher strain at break (∼2.1%, similar to 100SP) than the 50SP:50HU sample, reflecting slightly improved deformability despite reduced strength. This trend in fracture toughness can be attributed to the interplay between fiber type and interfacial bonding. Higher HU content increases brittleness due to stiffer fibers and weaker fiber-matrix adhesion, generating stress concentration points that promote crack initiation and propagation.
21
In contrast, SP-rich regions provide better stress transfer and energy dissipation, enhancing toughness. Hybrid compositions exhibit intermediate fracture behavior, in which the balance between SP and HU fibers governs crack deflection, fiber pull-out, and overall energy absorption.15,21 This increase in strain may result from a less compact microstructure or localized SP fiber effects within the HU-dominant hybrid. Tensile stress-strain curves of SP/HU fiber-reinforced composites.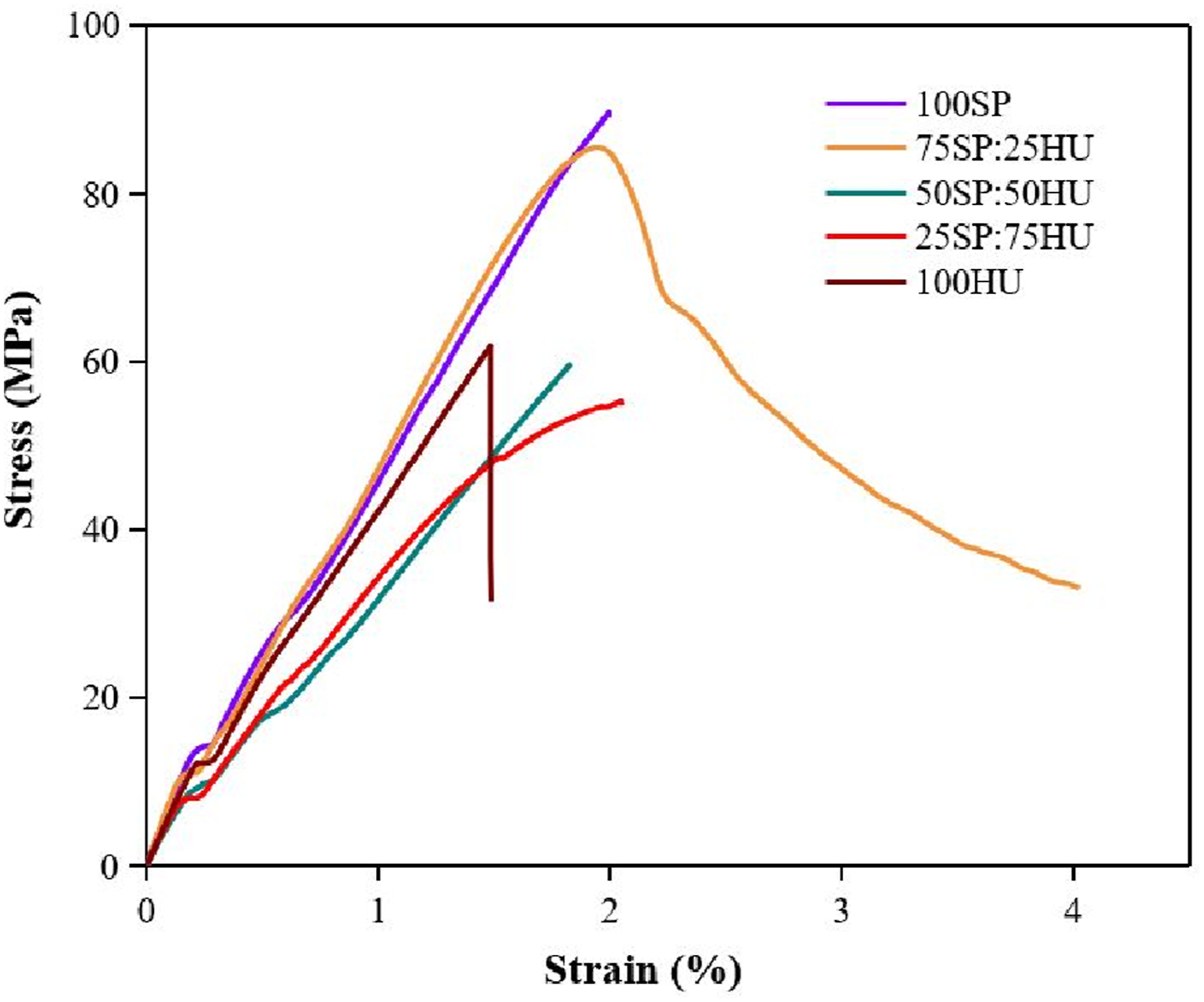
The 100HU composite exhibits moderate stress (61.96 MPa) and a minimum strain of ∼1.5%, confirming its brittle nature. The reduced tensile performance can be attributed to poor interfacial bonding between HU fibers and the epoxy resin, higher fiber brittleness, and the lower cellulose content (55.21%) in HU compared to SP. The stiffer yet more fragile nature of HU fibers leads to early microcracking and fiber pull-out under tensile loading. These stress-strain characteristics clearly reflect that SP fibers contribute significantly to strength and ductility because of their better wetting, higher cellulose content, and fine structure, while HU fibers mainly enhance stiffness due to their high lignin content and low elongation at break. Therefore, the hybridization strategy should be carefully tailored to strike a balance between strength, stiffness, and ductility for targeted composite applications.
Flexural properties
The flexural modulus and strength of SP/HU fiber-reinforced epoxy composites display a similar trend to their tensile behavior, with a generally positive correlation between HU fiber content and flexural modulus, while the flexural strength shows a peak at an intermediate fiber ratio and then declines (Figure 5). The composite reinforced with 25SP:75HU exhibits the maximum flexural modulus of 7.20 GPa, which is significantly higher than both the 100SP (4.02 GPa) and 100HU (5.82 GPa) composites by 79.1% and 23.7%, respectively. A gradual improvement is also observed among hybrids, from 4.71 GPa for 75SP:25HU to 3.55 GPa for 50SP:50HU, followed by a sharp rise at 25SP:75HU, indicating a strong stiffening effect of HU fiber when its content exceeds 50%. This enhancement in flexural modulus can be primarily attributed to the higher intrinsic stiffness of HU fiber compared to SP fiber, along with its higher lignin (15.48%) and hemicellulose (16.97%) content, which contribute to increased structural rigidity and reduced deformation during bending. Moreover, HU’s lower elongation at break compared to SP contributes to its better resistance against bending-induced strain, thereby increasing the stiffness of the resulting composite, as detailed in Section 3.1.1. (a) Flexural modulus and (b) flexural strength of fabricated SP/HU fiber composites.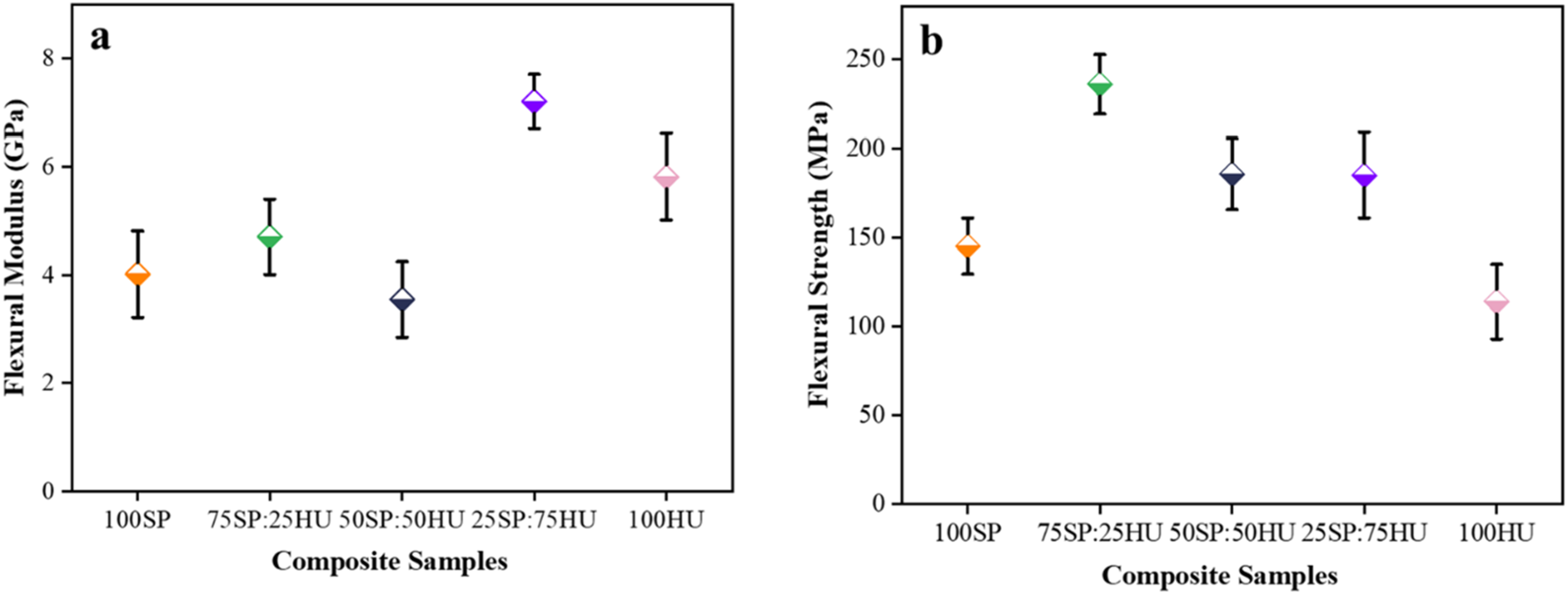
However, the flexural strength trend differs notably, with a maximum at 75SP:25HU (236 MPa), approximately 62.4% higher than the 100SP composite (145.25 MPa) and more than twice that of the 100HU composite (114 MPa). The strength then decreases with a higher HU content, dropping to 185.81 MPa in the 50SP:50HU and 185.02 MPa in the 25SP:75HU composites, indicating that the optimal reinforcement efficiency occurs when HU is used moderately. The superior flexural strength of the 75SP:25HU hybrid may be due to a favorable balance between the ductility and high cellulose content of SP fibers (70–80%) and the stiffness provided by HU, allowing effective stress distribution and energy absorption under bending. This composition may also facilitate improved fiber dispersion and interfacial bonding, thereby minimizing stress concentrations and enhancing the composite’s resistance to crack propagation.21,33 As HU content exceeds 50%, flexural strength declines, likely due to the inherently lower strength and cellulose content of HU fibers, which diminish their reinforcing potential. Additionally, the higher rigidity and brittle nature of HU fibers may contribute to early microcrack formation and lower energy dissipation during flexural loading, as explained in Section 3.1.1.
The observed reduction in flexural strength at higher HU content may also be related to poor fiber-matrix compatibility and insufficient wetting due to the rougher surface morphology and higher lignin content of HU fibers. These factors can limit effective load transfer at the interface and create weak zones, especially in fiber-dense regions, which act as failure initiation points under flexural stress. Furthermore, HU’s lower aspect ratio and larger average diameter than SP may negatively affect its dispersion and interlocking efficiency within the matrix.21,32,34 As a result, composites with higher HU proportions (e.g., 25SP:75HU and 100HU) may exhibit reduced homogeneity, leading to non-uniform stress distribution and decreased flexural performance. Overall, these findings highlight the reinforcing potential of both SP and HU fibers in flexural applications, where an optimal ratio, such as 75SP:25HU, can harness the strengths of each fiber type to produce composites with both high stiffness and bending strength.
Flexural stress-strain curves
Figure 6 illustrates the flexural stress-strain behavior of SP/HU fiber-reinforced epoxy composites with different fiber ratios. The curves indicate that hybridization significantly influences both the load-bearing capacity and deformation behavior of the composites. The 75SP:25HU composite exhibits the maximum flexural strength (236 MPa) but fails at a relatively low strain, indicating a strong yet comparatively brittle response under bending. In contrast, the 50SP:50HU and 25SP:75HU composites sustain higher strain levels (∼4–4.5%) before failure, demonstrating improved deformation capability and gradual stress buildup during bending. Among them, the 50SP:50HU composite shows a high stress level (185.81 MPa) combined with extended strain, reflecting enhanced stiffness and resistance to bending deformation, which aligns with its previously reported highest flexural modulus. The 100SP composite reaches about 145.25 MPa with moderate strain, suggesting relatively balanced stiffness and ductility due to the higher cellulose content of SP fibers. The 100HU composite shows the lowest flexural strength (114 MPa) and fails at comparatively low stress, indicating weaker reinforcement efficiency when HU fibers are used alone. The hybrid systems, therefore, demonstrate a synergistic effect, in which moderate HU incorporation enhances stress transfer and bending stiffness, while excessive HU content slightly reduces strength due to its lower intrinsic strength and greater brittleness.21,33 Overall, the flexural stress-strain curves confirm that optimal mechanical performance under flexural loading is achieved at intermediate SP/HU ratios, particularly 75SP:25HU for strength and 25SP:75HU for stiffness. Flexural stress-strain curves of SP/HU fiber-reinforced composites.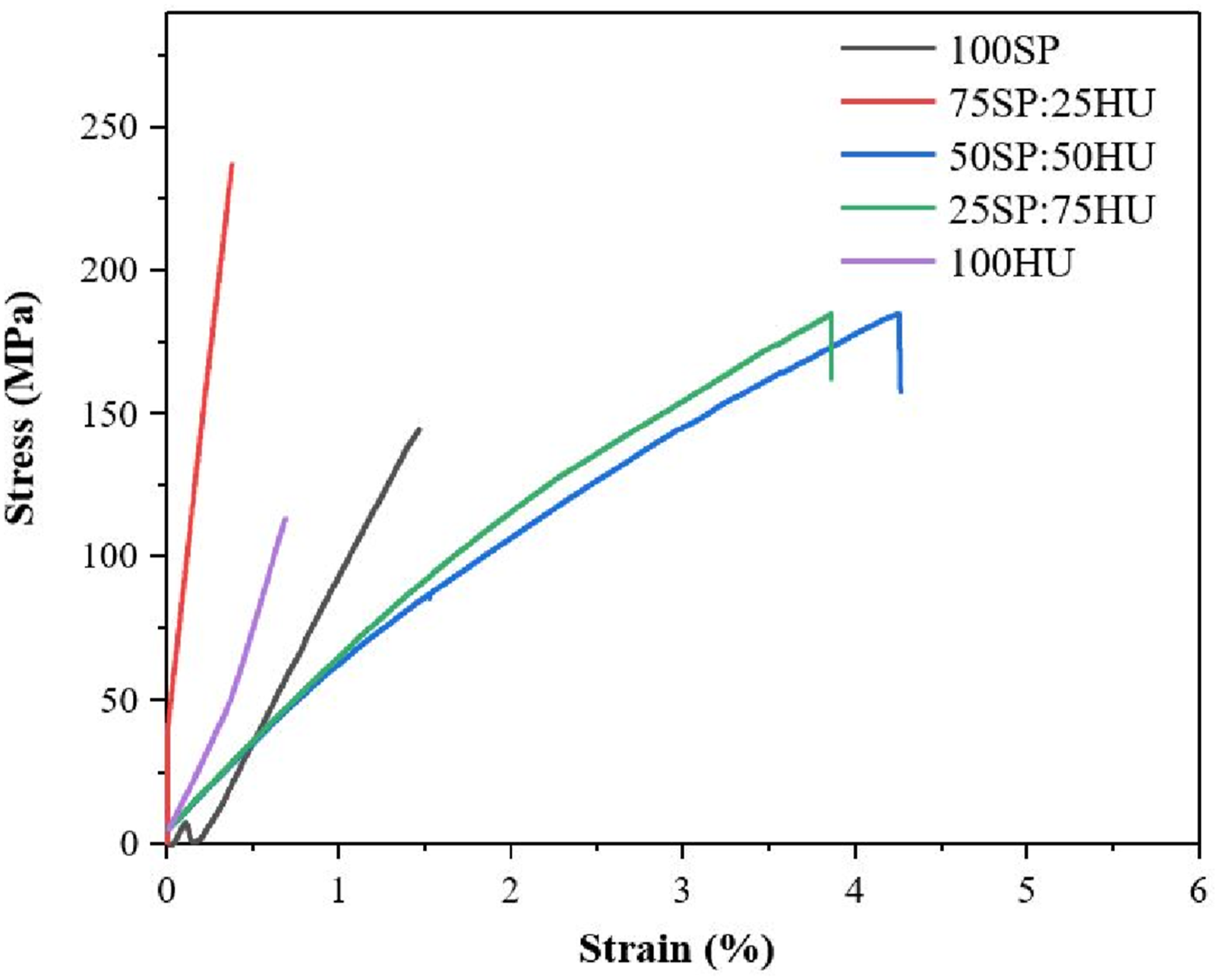
Impact strength
The impact strength of SP/HU/epoxy composites shows a decreasing trend with rising HU fiber content, as illustrated in Figure 7. The composite made solely from SP fibers exhibits the maximum impact strength of 28.19 kJ/m2, whereas the 100% HU fiber composite shows the minimum at 16.24 kJ/m2. HCs demonstrates intermediate values, with 75SP:25HU yielding 24.71 kJ/m2, 50SP:50HU at 23.52 kJ/m2, and 25SP:75HU at 18.37 kJ/m2. This gradual reduction in impact strength suggests that HU fibers are inherently less able to absorb energy during sudden impacts than SP fibers. SP fibers possess higher toughness and ductility, enabling them to deform more under impact and dissipate more energy before failure. In contrast, HU fibers are stiffer and more brittle, which makes them less effective at hindering crack propagation and absorbing impact energy.
21
The nature of the fiber-matrix interaction also plays a crucial role; SP fibers bond more effectively with epoxy resin due to their surface properties, thereby improving stress transfer and enhancing impact resistance. HU fibers, however, may exhibit weaker adhesion at the fiber-matrix interface, leading to premature debonding or fiber pull-out during impact loading, thereby reducing the composite’s energy absorption capability.15,21 Impact strength of SP/HU fiber-reinforced composites.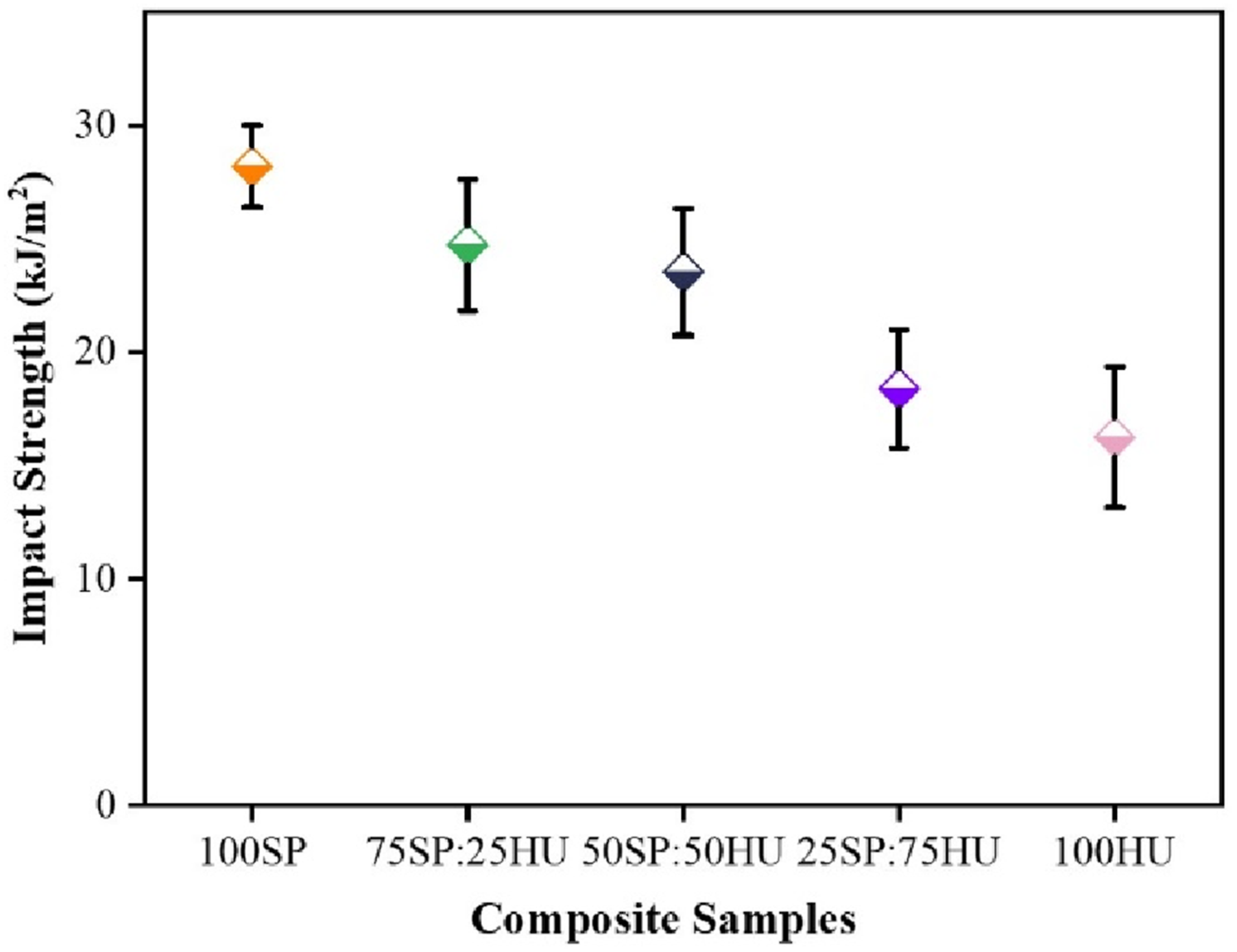
The differences in chemical composition and microstructural characteristics between the two fibers further explain the observed trend. HU fibers contain more lignin and hemicellulose, which contribute to their rigidity but reduce their toughness. SP fibers, by contrast, have a higher cellulose content and a greater microfibril angle (19°), allowing greater internal deformation and enhancing impact resistance. Fibers with a higher microfibril angle tend to absorb more energy due to the inclined orientation of their microfibrils.10,35 Therefore, the gradual substitution of SP fibers with HU fibers compromises the composite’s toughness, indicating that SP fibers are more effective in resisting impact-induced damage. The findings are consistent with the study of jute/snake plant/epoxy composites in Ref. 32.
Hardness behaviour
The Shore D hardness results of the fabricated SP/HU fiber-reinforced epoxy composites demonstrate a clearly increasing trend with higher HU fiber content (Figure 8). The 100SP composite exhibits a moderate hardness of 65.51, while the 100HU composite reaches a significantly higher hardness of 71.42 Shore D. Among the hybrids, the 25SP:75HU composite depicts the maximum hardness of 73.26 Shore D, suppressing both the 100HU and the other hybrids. The 50SP:50HU composite records 66.87 Shore D, while the 75SP:25HU composite shows the minimum (i.e., 62.34 Shore D) among the hybrids. This trend indicates that the hardness of the composites increases notably as the HU fiber content rises, especially beyond the 50% HU threshold. The increased hardness in HU-rich composites can be explained by the intrinsic stiffness and rigidity of HU fibers, which are generally higher than those of SP fibers. HU fibers likely possess a denser structure and greater resistance to surface deformation, contributing to the improved surface hardness of the composites.21,23 Because hardness is closely related to a material’s resistance to localized plastic deformation, the presence of more HU fibers results in composites that are stiffer and less compliant under applied pressure. Additionally, HU fibers may have a higher lignin content than SP fibers, further enhancing their stiffness and surface resistance, resulting in higher Shore D values. On the other hand, SP fibers, while beneficial in improving tensile and impact performance, are relatively softer and more ductile. Their incorporation in large proportions results in composites with lower rigidity and hence lower hardness. Moreover, fiber-matrix interactions also play a role in the hardness behavior. Although SP fibers show better interfacial adhesion with the epoxy matrix, this advantage does not necessarily contribute to higher hardness. HU fibers, despite potentially weaker bonding, still contribute to higher surface resistance due to their inherent material properties.
23
Thus, the hardness enhancement in HU-rich composites is more a function of fiber stiffness than interfacial bonding. The sharp increase in hardness from 50SP:50HU to 25SP:75HU suggests threshold behavior, where a dominant phase of HU fiber leads to a more rigid, plastic-resistant composite surface, consistent with the known characteristics of stiff lignocellulosic fibers. Hardness of SP/HU fiber composites.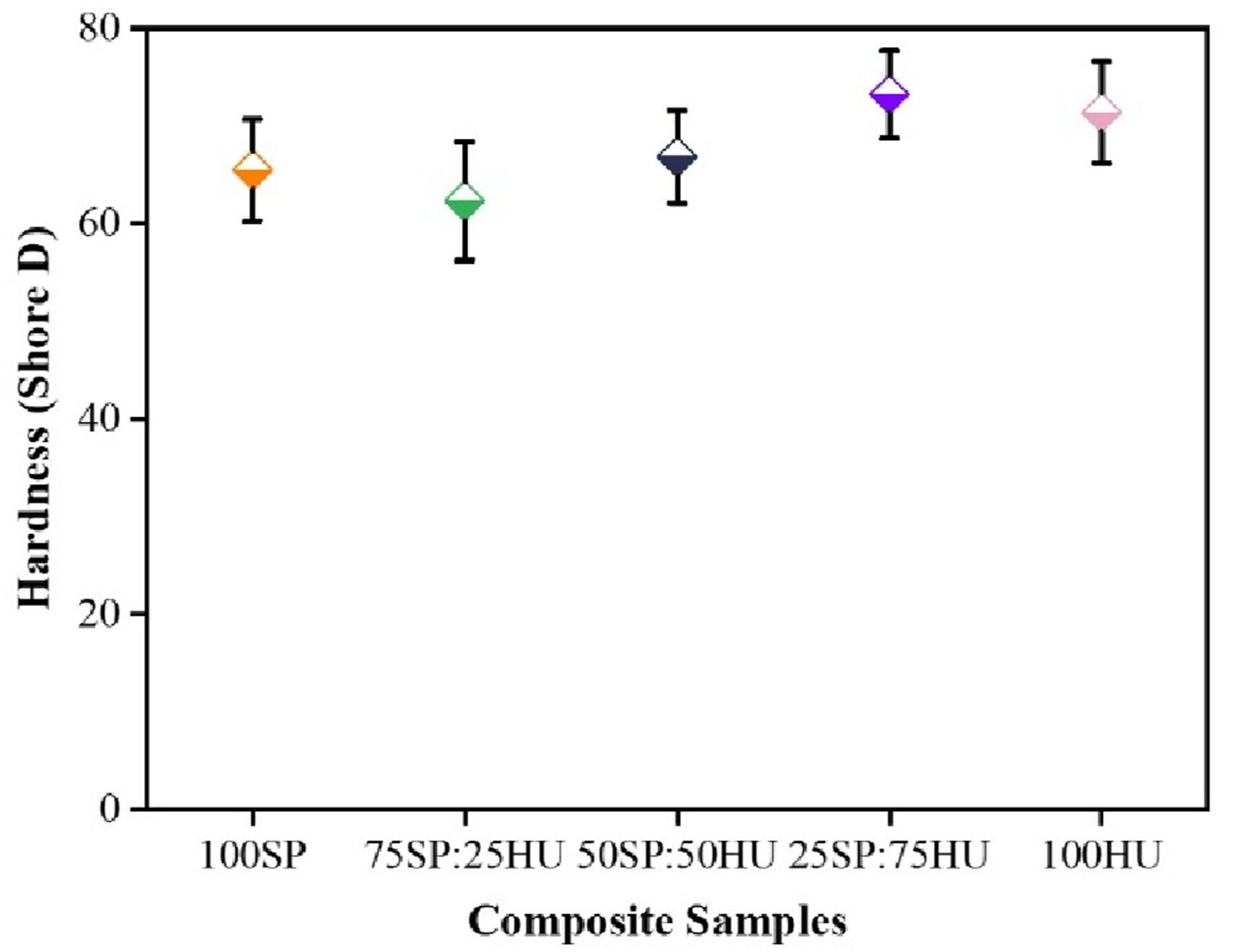
Surface morphology
The SEM micrographs of tensile-fractured specimens in Figure 9 illustrate failure morphologies consistent with their tensile properties. The 100HU composite (Figure 9(a)) displays extensive fiber pull-out, interfacial gaps, and fractured HU fibers, indicating poor fiber-matrix adhesion. The smooth surfaces of the pulled-out fibers indicate inadequate resin wetting, resulting in weak bonding and inefficient stress transfer, which explains the lower tensile strength despite its high stiffness. In contrast, the 100SP composite (Figure 9(b)) shows residual fiber breakage and minimal fiber pull-out, indicating strong fiber-matrix adhesion. Despite the presence of voids, the dominance of fiber rupture over debonding implies that the matrix-fiber interface is held firmly under load, requiring higher tensile stress to initiate fracture. Such morphology confirms efficient load transfer from matrix to fiber, supporting the maximum tensile strength observed (89.05 MPa). SEM micrograms of tensile-fractured specimens: (a) 100HU, (b) 100SP, (c) 75SP:25HU, (d) 25SP:75HU, and (e) 50SP:50HU.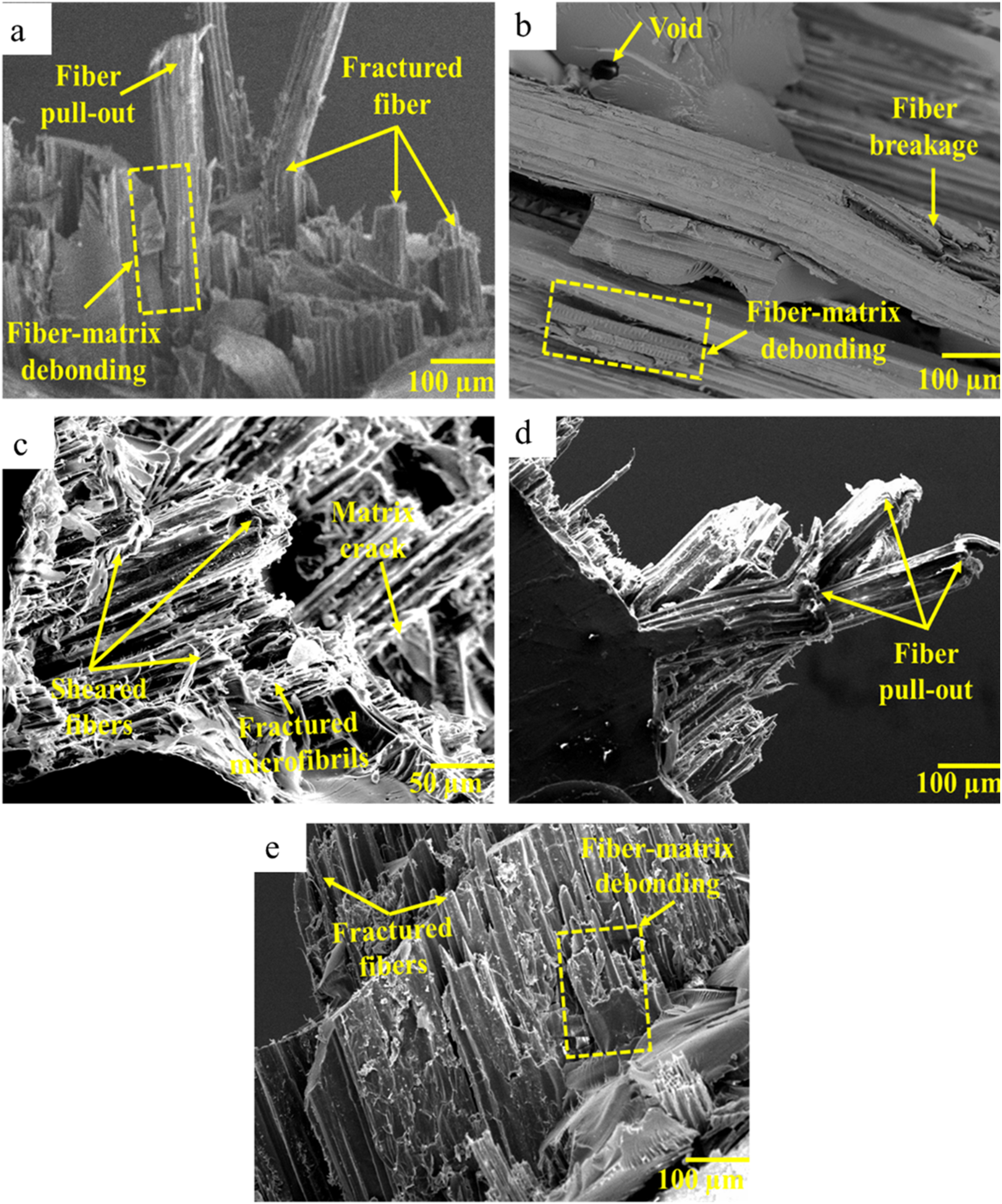
The 75SP:25HU HCs (Figure 9(c)) present well-adhered fiber surfaces with visible shearing and matrix cracks, indicating that failure occurred predominantly through fiber rupture rather than interfacial separation. The presence of sheared fibers indicates that the fibers underwent plastic deformation and rupture under applied stress rather than simply detaching, implying strong interfacial adhesion. This behavior is attributed to the higher cellulose content, finer structure, and better resin wettability of SP fibers. The matrix tightly grips the fiber surface, restricting pull-out and forcing failure through internal shearing and fracture. This morphology implies improved interfacial bonding and more effective stress transfer compared to composites with higher HU content. On the other hand, the 25SP:75HU composite (Figure 9(d)) reveals widespread fiber pull-out, debonding gaps, and minimal fiber breakage, indicating poor matrix-fiber adhesion. The weaker interfacial interaction, due to the high HU content, results in limited stress transfer and premature failure, which corresponds to its minimum tensile strength among the hybrids. The 50SP:50HU composite (Figure 9(e)) shows a mix of fractured fibers and interfacial separation. This suggests intermediate fiber-matrix bonding, where partial load transfer occurs before failure. The coexistence of fiber breakage and pull-out indicates a mixed failure mode, consistent with its moderate tensile modulus and strength. Overall, increasing HU content enhances stiffness but reduces interfacial compatibility, while higher SP content improves adhesion and tensile performance.
Viscoelastic properties
Storage modulus (E′)
Figure 10 depicts the viscoelastic properties of manufactured SP/HU fiber composites. As shown in Figure 10(a), all the composites demonstrate a high E′ in the glassy region (30-80°C), followed by a significant drop as the temperature approaches the glass transition region (∼90-110°C), and finally a plateau in the rubbery region (>120°C). Among the samples, the 100HU composite exhibits the highest storage modulus, reaching approximately 6200 MPa at 30°C, indicating a significant increase in stiffness due to the inclusion of HU fibers. This is followed by 25SP:75HU (4910 MPa), 50SP:50HU (∼5750 MPa), 100SP (3998 MPa), and 75SP:25HU (4000 MPa). This trend of increasing modulus with increasing HU content suggests that HU fibers make a significant contribution to the composite’s structural rigidity. This enhancement is attributed to the intrinsically higher modulus of HU fibers, supported by their higher lignin and hemicellulose contents, which impart rigidity to the composite matrix.36–38 Conversely, SP-rich composites exhibit relatively lower storage moduli, reflecting the lower intrinsic stiffness of SP fibers. In the glassy region (30-80°C), all composites exhibit high stiffness, with the modulus largely governed by fiber content and rigidity. HU-rich composites show the maximum E′ due to the intrinsic stiffness of HU fibers, while SP-rich composites are less stiff. Hybrid composites display intermediate behavior, reflecting the combined contributions of both fibers.
39
The increase in storage modulus from 75SP:25HU to 25SP:75HU hybrid composites further confirms that increasing the proportion of rigid HU fibers reinforces the composite’s elastic behavior. When the temperature exceeds 80-90°C, the storage modulus of all composites drops sharply due to enhanced molecular mobility of the epoxy matrix chains, indicating the onset of the glass transition region. This sharp reduction in E′ reflects the transition from a stiff, glassy phase to a more flexible, rubbery phase, where polymer chains gain mobility, and the material’s resistance to deformation decreases. The pronounced reduction in E′ around T
g
reflects a shift from a stiff, glassy phase to a more flexible, rubbery phase, where polymer chains have sufficient thermal energy to move freely, thereby decreasing the material’s resistance to deformation.40–42 However, HU-rich composites retained comparatively higher moduli in the rubbery region, indicating enhanced dimensional stability at elevated temperatures, which is critical for structural applications under thermal stress.9,18 Dynamic mechanical analysis of different composites: (a) Storage modulus, (b) loss modulus, and (c) damping factor.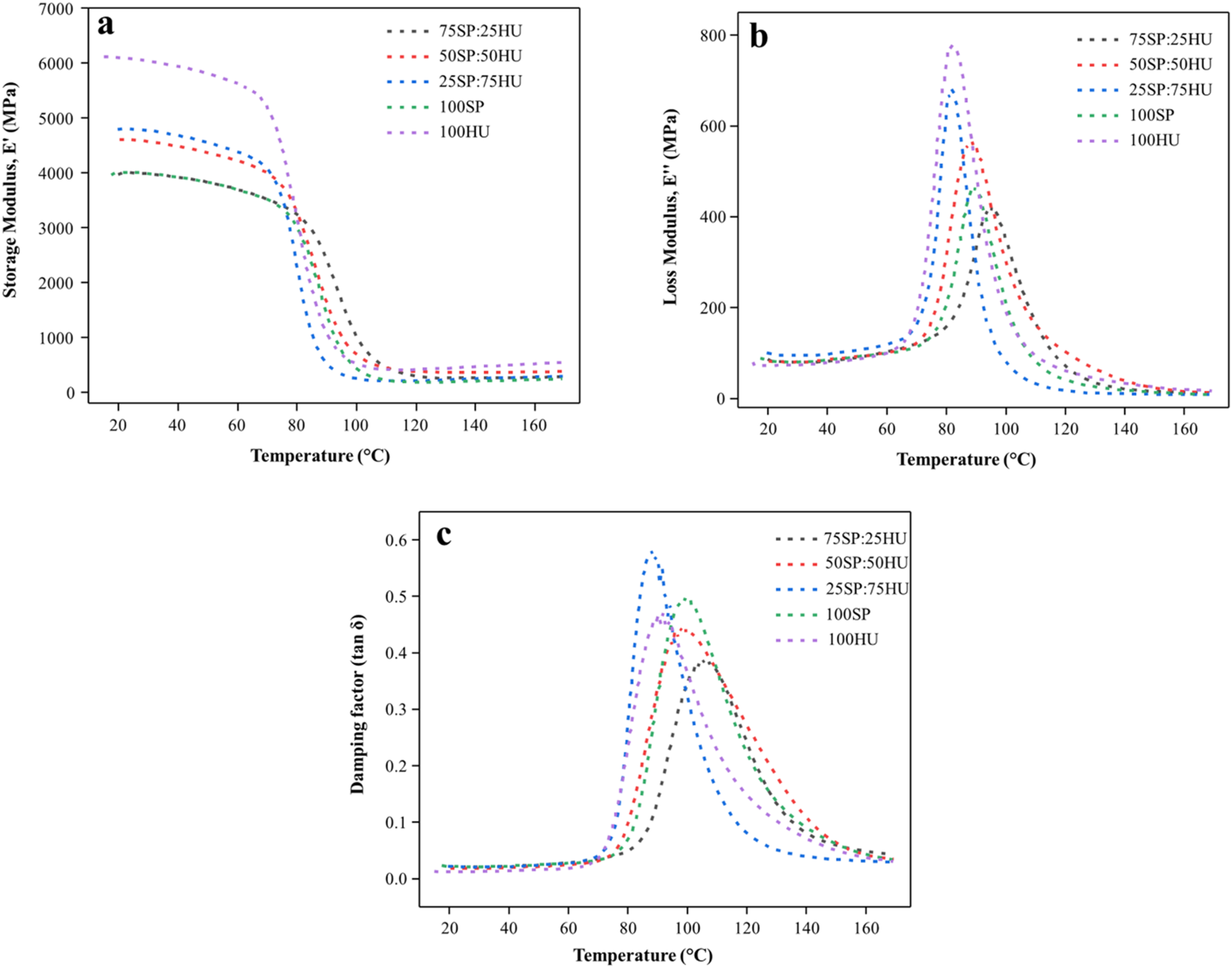
Loss modulus (E″)
Figure 9(b) demonstrates the variation in loss modulus (Eʺ) of the SP/HU fiber-reinforced epoxy composites as a function of temperature. The incorporation of HU fibers significantly increased the Eʺ values, indicating enhanced energy dissipation capabilities of the hybrid and HU-rich composites. All samples exhibit a distinct single peak in their Eʺ curves, occurring between ∼90°C and 105°C, which corresponds to the T g of the composites. The 100HU composite records the maximum peak value of approximately 790 MPa, followed by 25SP:75HU (710 MPa), 50SP:50HU (580 MPa), 100SP (490 MPa), and 75SP:25H (450 MPa), confirming a gradual increase in viscoelastic energy absorption with increasing HU content. This progressive increase in Eʺ correlates with the stiffness trend observed in the tensile modulus results, where the maximum tensile modulus (5.57 GPa) was also recorded for the 100HU composite. 21 The inherently greater stiffness and lower elongation at break of HU fibers limit the mobility of polymer chains, thereby enhancing internal friction and increasing viscous energy dissipation within the composite. Furthermore, HU fibers, with higher lignin and hemicellulose content, are inherently more rigid and less ductile than SP fibers. 21 Such rigidity restricts matrix deformation under dynamic loading and generates localized frictional losses, which are observed as increased Eʺ values.21,36 Additionally, the increased heterogeneity introduced by HU fibers likely contributes to stress concentration and micro-yielding mechanisms, enhancing damping and frictional losses. However, it is essential to note that while the HU-rich composites show improved stiffness and energy dissipation, their tensile strength decreases due to their relatively lower intrinsic fiber strength, as demonstrated in the tensile test.16,41 These findings suggest that although HU fibers contribute positively to viscoelastic damping and modulus, their contribution to ultimate tensile strength is limited due to their brittleness and potential interfacial incompatibility. The loss modulus data thus support the conclusion that HU fibers enhance the dynamic mechanical performance in terms of stiffness and damping but at the expense of tensile strength, reinforcing the trade-off between strength and stiffness in hybrid natural fiber composites.40,43
Damping factor (tan δ)
Key factors obtained from DMA for SP/HU composites.

Note. T g was determined from the peak value of tan δ (tan δmax).
Water absorption behavior of fabricated composites
The water absorption behavior of the fabricated SP/HU fiber composites over time reveals a clear dependence on the fiber composition, with HU-rich composites absorbing significantly more moisture than SP-rich ones (Figure 11). The 100SP composite exhibits the minimum water uptake, beginning at 3.7% and gradually increasing to 11.3% after 120 h, while the 100HU composite shows the maximum absorption, reaching 17.6%. Regarding HCs, water absorption increases proportionally with HU content. For instance, 75SP:25HU starts at 4.8% and reaches 12.3%, whereas 25SP:75HU begins at 8.4% and ends at 15.8% after 120 h. This trend is primarily due to the inherent differences in moisture affinity between the two fibers. HU fiber, with a higher initial moisture content of 14.28%, is more hydrophilic than SP fiber, which has a moisture content of 10.5%. HU fibers contain more hemicellulose and exhibit a more open, porous microstructure, facilitating greater water uptake.21,32 Water absorption behavior of different composites.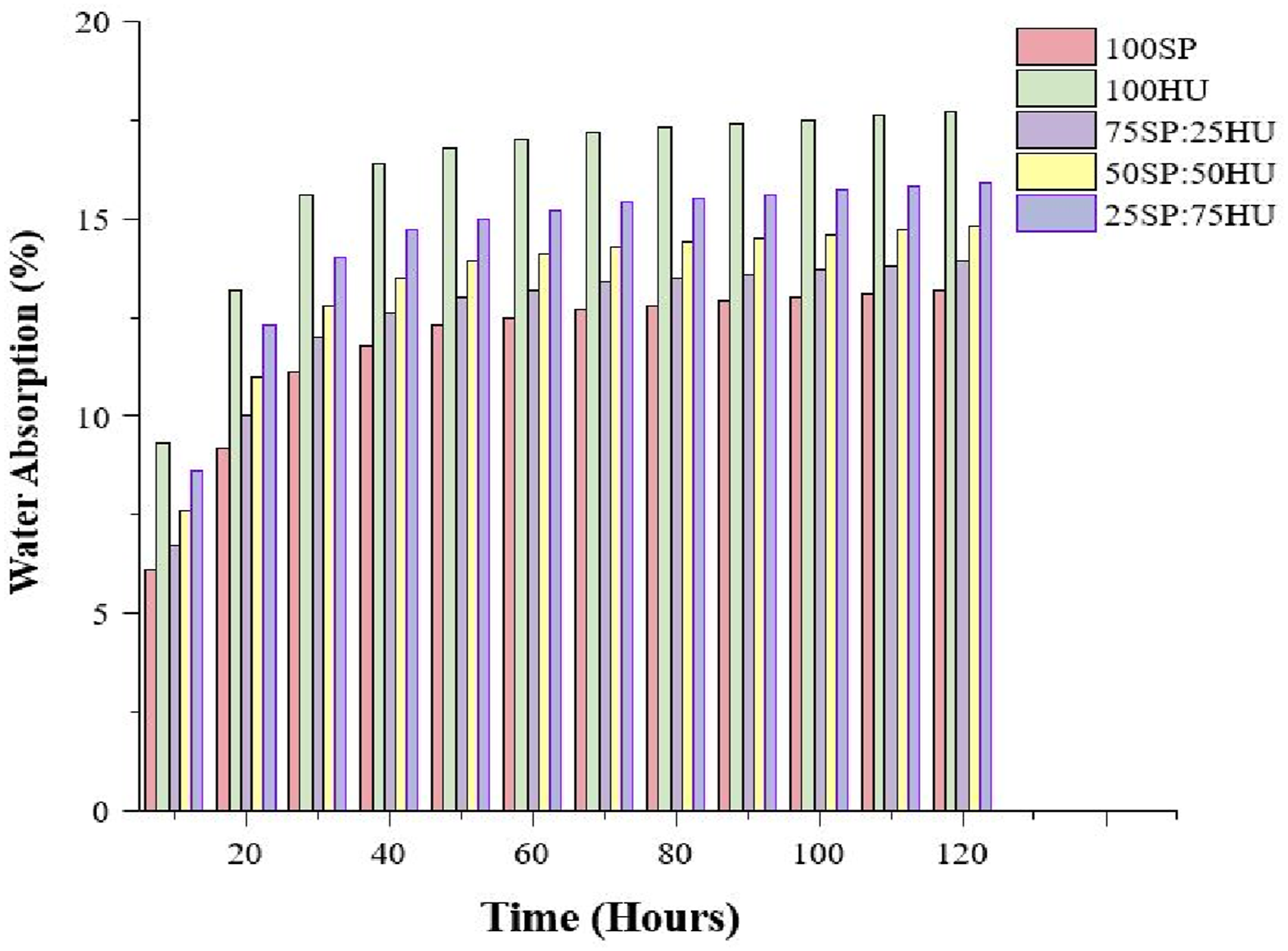
Additionally, weaker interfacial bonding in HU-epoxy may allow more interfacial voids or capillaries, promoting easier water ingress. In contrast, SP fibers, with their relatively lower moisture content and better fiber-matrix adhesion, restrict water diffusion and reduce the extent of water absorption.13,27 The epoxy matrix itself resists water penetration to some extent, but the presence and proportion of hydrophilic NFs significantly influence the overall water uptake. The water absorption curves display a typical Fickian diffusion behavior, with rapid initial uptake followed by a slower approach to equilibrium after ∼60 h, reflecting saturation of accessible fiber and matrix sites. The diffusion rate is influenced by fiber proportion, fiber microstructure, and void content within the composites. Hybrid composites exhibit intermediate absorption characteristics, demonstrating that fiber hybridization can effectively tune moisture resistance.13,45,46 The results clearly show that the higher the HU fiber content, the higher the water absorption, making SP-rich composites more dimensionally stable and better suited for moisture-sensitive applications.
FTIR analysis
The FTIR spectrum of the fabricated composite specimen (50SP:50HU), shown in Figure 12, exhibits several characteristic absorption bands corresponding to the functional groups of the lignocellulosic fibers and the epoxy matrix. A broad and intense absorption band appearing in the region of approximately 3300–3500 cm−1 is attributed to the O-H stretching vibration of hydroxyl groups present in cellulose, hemicellulose, and lignin of the natural fibers.47,48 This broad peak also indicates the presence of intermolecular hydrogen bonding within the composite structure. The absorption band observed around 2900–2950 cm−1 corresponds to the C-H stretching vibration of aliphatic -CH2 and -CH3 groups associated with the lignocellulosic components of the fibers and the epoxy matrix.
49
A noticeable peak around 1630–1650 cm-1 can be attributed to the O-H bending vibration of absorbed moisture in the natural fibers and may also correspond to the aromatic C = C stretching of lignin. Furthermore, the absorption band observed near 1500–1520 cm-1 is associated with aromatic skeletal vibrations of lignin, confirming its presence in the SP and HU fibers.50,51 The peak appearing around 1240–1260 cm−1 corresponds to the C-O stretching vibration of lignin and hemicellulose and may also correspond to ether linkages present in the epoxy network. In addition, a strong absorption band around 1020-1060 cm-1 is attributed to the C-O-C stretching vibrations of cellulose and hemicellulose present in the natural fibers. The bands observed below 900 cm−1 are generally associated with β-glycosidic linkages of cellulose.
51
Overall, the FTIR spectrum of the 50SP:50HU composite confirms the coexistence of lignocellulosic fiber constituents and the epoxy matrix, with the identified O-H, C-H, C-O, C-O-C, and aromatic lignin-related bands indicating successful incorporation of the natural fibers and possible intermolecular interactions within the composite structure. FTIR analysis of the fabricated composite specimen (50SP:50HU).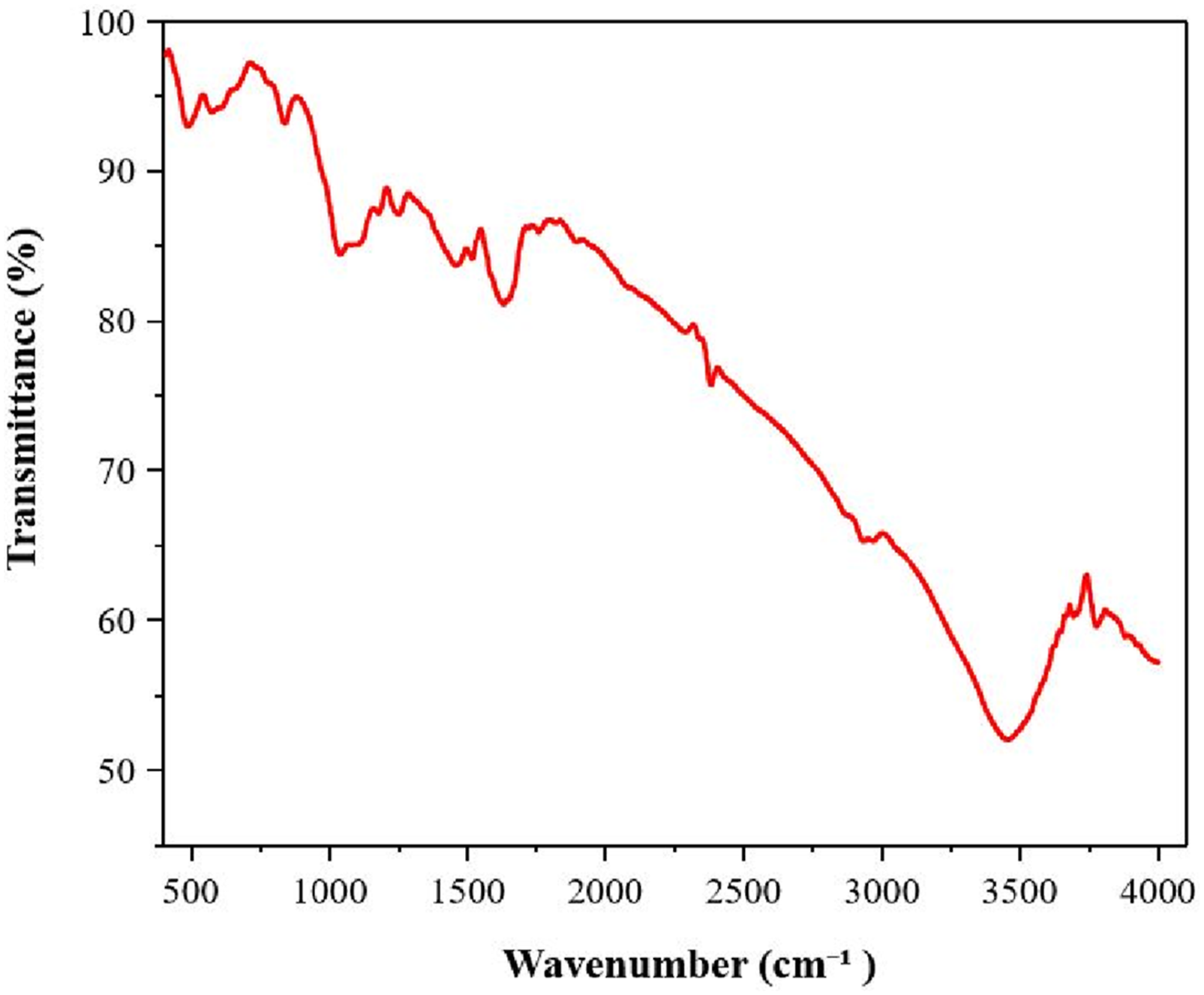
Comparison of mechanical properties of the current study with existing literature
Comparison of mechanical properties with reported literature.
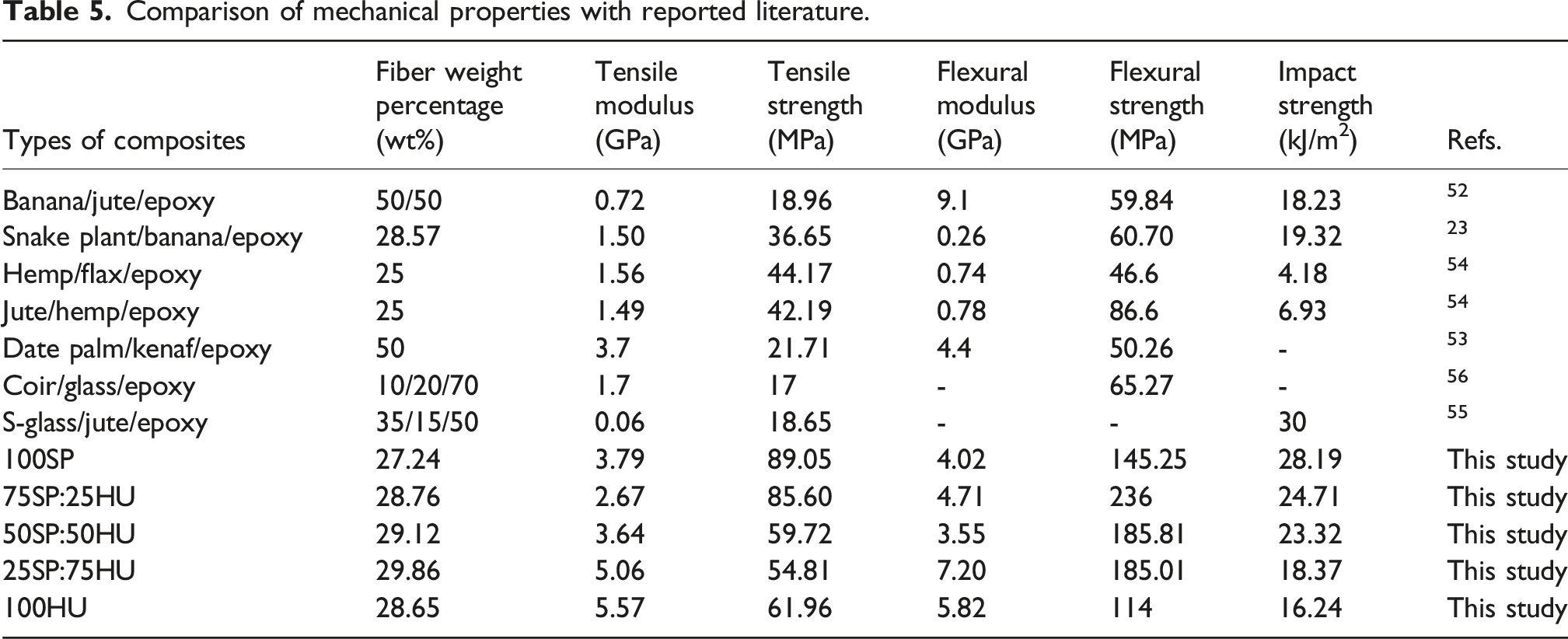
The 25SP:75HU hybrid exhibits the maximum flexural modulus of 7.20 GPa, followed by 100HU with 5.82 GPa, both surpassing all literature-reported composites listed here except banana/jute/epoxy. 52 The flexural strength of the 100SP composite (145.25 MPa) is markedly 143% higher than jute/hemp/epoxy (86.6 MPa), 54 and over 142% greater than banana/jute/epoxy (59.84 MPa), 52 indicating enhanced bending resistance. Likewise, 75SP:25HU and 50SP:50HU composites exhibit flexural strengths of 236 MPa and 185.81 MPa, respectively, which are approximately 3-4 times higher than reported values in the literature, demonstrating their superior structural integrity and performance. Regarding impact strength, 100SP achieves 28.19 kJ/m2, which is over 54% higher than snake plant/banana/epoxy (19.32 kJ/m2), 23 6.7 times greater than hemp/flax/epoxy (4.18 kJ/m2). 54 The hybrid composites, especially 75SP:25HU (24.71 kJ/m2) and 50SP:50HU (23.32 kJ/m2), also exceed the impact performance of nearly all the composites in the literature except for S-glass/jute/epoxy (30 kJ/m2), 55 highlighting their excellent energy absorption capabilities.
Overall, the results reveal that both 100SP and hybrid SP/HU composites, particularly 75SP:25HU, demonstrate superior mechanical properties compared to conventional natural and natural-synthetic fiber composites. Their balanced combination of high tensile stiffness and strength, flexural resistance, and impact energy absorption suggests their potential for structural and semi-structural applications such as automotive parts, protective gear, and sustainable composite panels.
Conclusions
This study fabricated SP/HU fiber-reinforced epoxy composites with varying fiber contents and evaluated their mechanical, viscoelastic, and morphological properties. The conclusions based on the key findings of this study are summarized as follows. • The tensile and flexural moduli of the HCs increase with higher HU fiber content, while greater SP fiber loading enhances their tensile and flexural strengths. Among hybrids, the 25SP:75HU composite has the maximum tensile (5.06 GPa) and flexural modulus (7.20 GPa), whereas the 75SP:25HU composite achieves the maximum tensile (85.60 MPa) and flexural strength (236 MPa). Additionally, the 100SP composite shows a notable tensile strength of 89.05 MPa, and the 100HU composite records a prominent tensile modulus of 5.57 GPa. • The impact strength of the composites improves with increasing SP fiber content. The 100SP composite exhibits the maximum impact strength (28.19 kJ/m2), while the 75SP:25HU hybrid also shows a significant impact strength of 24.31 kJ/m2 among the hybrids. • With the increase in HU fiber content, the hardness of hybrids is enhanced, and 25SP:75HU has the maximum hardness of 73.26 Shore D, followed by the 100 HU composite (71.42 Shore D). • Fractographic analysis reveals that composites with greater SP fiber content demonstrate enhanced fiber-matrix bonding, more fiber shearing, and less fiber pull-out than those containing higher proportions of HU fiber. • DMA results indicate that composites with higher HU fiber content exhibit increased storage modulus, loss modulus, and damping factor, whereas those with higher SP fiber content display an improved T
g
. • HU-rich composites absorb considerably more moisture than SP-rich ones, with the 100SP composite showing the minimum water uptake of 11.3% after 120 h. • FTIR verified the successful incorporation of SP and HU fibers into the epoxy matrix and indicated good interfacial interaction through characteristic lignocellulosic bands and broad O-H absorption.
Composites with higher HU fiber content offer enhanced stiffness, hardness, and damping, making them suitable for structural applications where rigidity and dimensional stability are essential, such as automotive interior panels, wall claddings, and furniture components. On the other hand, composites with increased SP fiber content demonstrate superior strength, impact resistance, and lower moisture absorption, rendering them ideal for load-bearing applications such as protective casings, helmets, sporting goods, and construction panels.
For future work, further optimization through surface treatments (e.g., alkali, silane, or acetylation), compatibilizer incorporation, and hybridization with bio-based fillers (e.g., eggshell, fish scale, mollusk shell, and plant seed-derived fillers) may further improve interfacial adhesion, thermal stability, and barrier properties. In addition, thermal analysis (TGA/DTG and DSC), elemental characterization (EDS), life cycle assessment, biodegradability studies, and performance evaluation under real-service environmental conditions would provide a more comprehensive validation of their practical applicability for commercial use.
Footnotes
Author contributions
Funding
The authors declare that no funds, grants, or other support were received for this research.
Declaration of conflicting interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Data Availability Statement
Data will be made available on request.