
Abstract
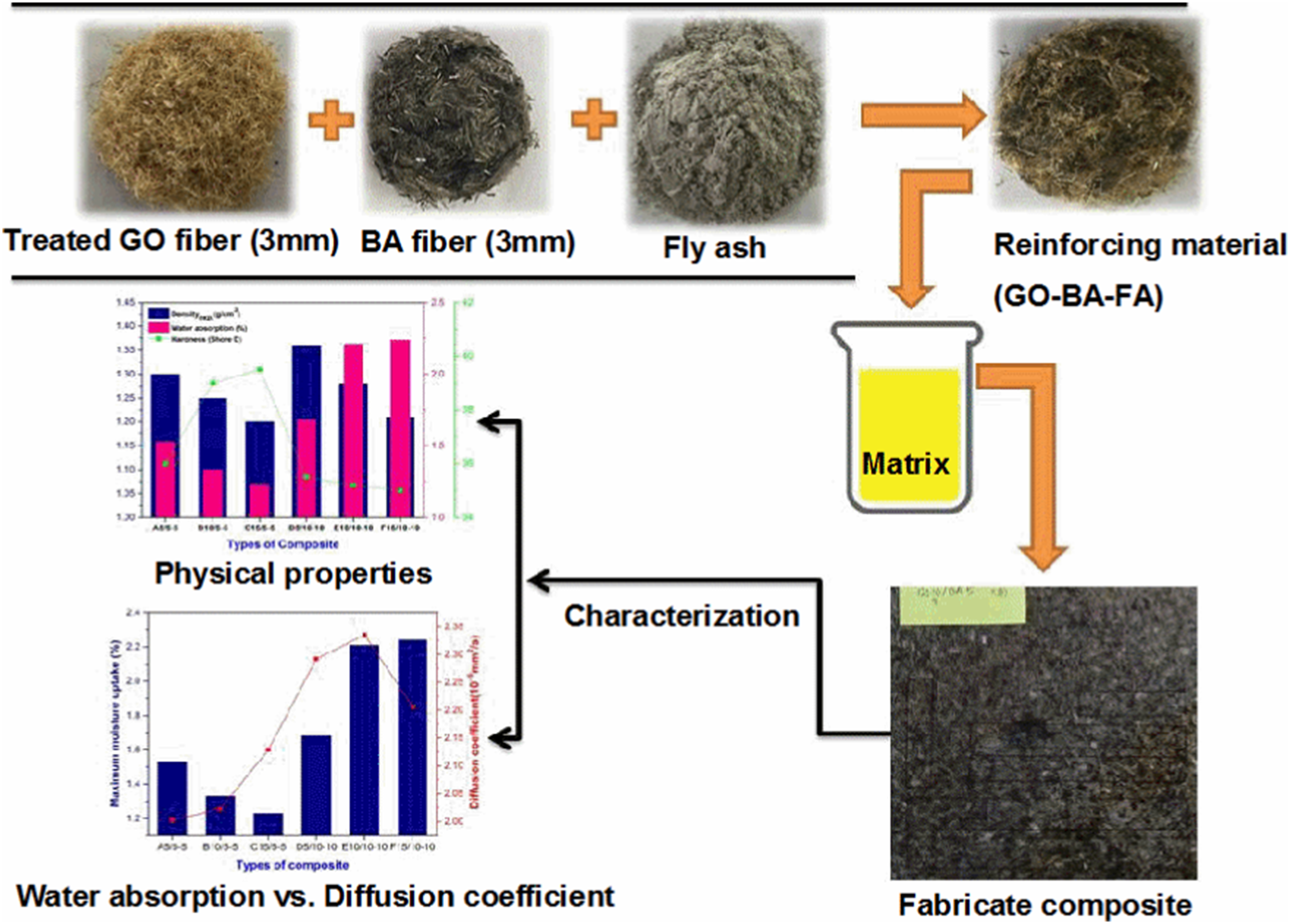
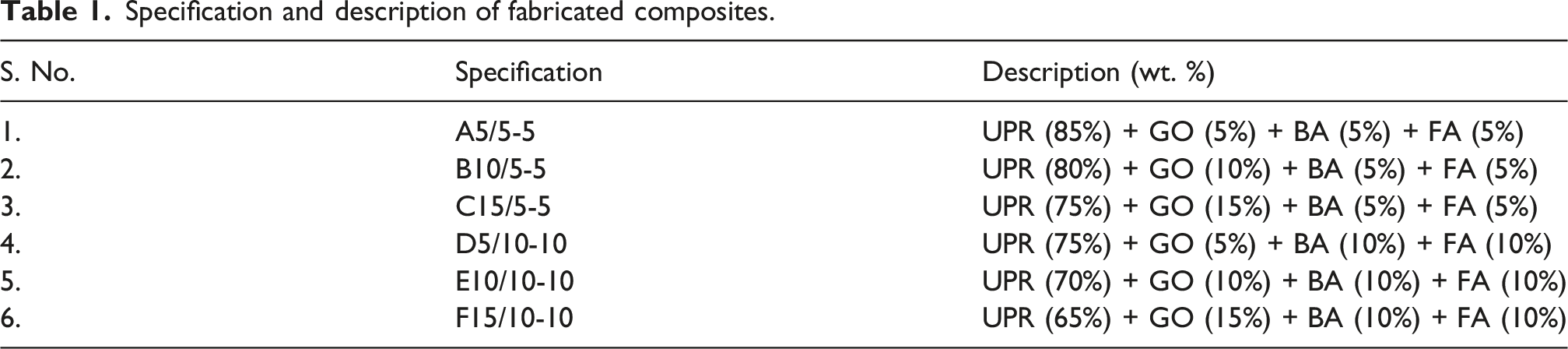
The present study investigates composites reinforced with treated Grewia optiva (GO), basalt (BA) fibers both chopped into 3 mm length and fly ash (FA) fillers in an unsaturated polyester resin (UPR) matrix. GO fibers were treated with a 5 wt.% mild alkaline sodium bicarbonate (NaHCO3) solution. BA and FA are set from 5 to 10 wt.%, and treated-GO fiber loading is varied between 5 and 15 wt.%. Experimental (1.20-1.36 g/cm3) and theoretical (1.22-1.41 g/cm3) density of composites have substantial degree of agreement with minimum (1.63%) voids fraction for C15/5-5 hybrid composite, remarking adequate association and enhance interface bonding. Diffusion pattern occurs in three phases of water absorption equilibrium between the ranges from 1.23 to 2.23%. Higher swelling and micro-porosity are observed as the concentration of treated-GO fiber increase in the composite. The maximum shore D hardness (39.2 HD) was achieved in C15/5-5 hybrid composite due to higher stiffness. The diffusion coefficient (2.003×10−6-2.335×10−6 mm2/s) has enhanced with the increment of fibers and FA, professed for better barrier characteristics. Comprehensive the present study revealed that the treated natural fiber, and inorganics filler reinforcement developed long-lasting, weight suitability, eco-friendly, and resistant against water absorption hybrid composite for constructive engineering in the Uttarakhand landslide-prone level areas.
Introduction
In the 21st century the importance of utilizing natural sources and environment friendly materials to reduce the dependency on natural organic resources, lower CO2 emission, and biodegradable material have consumed acceptance of renewable materials in constructive, and semi-constructive germaneness. Natural fibers (NFs) utilization in natural fiber reinforced polymer composites (NFRPCs) have come up as rising substitute by the reason of their sustainability, durability, less CO2 emission, light weight, and acceptable mechanical characteristics.1,2 NFRPCs has gathered substantial attention in the modern decades being their renewability, low density, eco-friendliness, and satisfactory mechanical properties compared to synthetic fiber (SFs) reinforced polymer composites.3,4 These composites typically use of natural fibers (NFs) derived from plants, such as jute, sisal, coir, hemp, flax, ramie, pineapple leaf fiber, and Grewia optiva, as reinforcement in a polymeric matrix, which can be thermoplastic or thermoset. The mechanical properties of NF-reinforced polymer composite are majorly affected by some crucial factor such as fiber volume/concentration, orientation of the fiber, fiber type, matrix used (thermoset or thermoplastic).5,6 Moreover, diameter, tensile strength, elongation at break, and density of the NFs is varied between 10 and 300 µm, 100-250 MPa, 1-10%, and 1.15-1.54 g/cm3 respectively. Also, extraction procedure of NFs plays an important role to their properties. Although the primary disadvantage of NFs are their high hydrophilic characteristics i.e., water absorption capacity, with polymer matrices which is highly hydrophobic in nature, results weak molecular force/adhesion between fiber and matrices and causes water absorption.6,7 This drawback of NFs can leads to decreases the performance of NFRPCs such as mechanical quality, dimensional stableness, and endurance in damp and wet circumstances. The water uptake and moisture content in fabricated composite their impact in NF are demonstrated in Figure 1. To overcome these issues, various fiber surface treatments, chemical modifications, and compatibilization techniques are employed to enhance fiber–matrix interaction, improve stress transfer, and reduce water uptake.8–10 Hybrid composites, where natural fibers are combined with SFs (e.g., glass, basalt) or fillers (e.g., marble dust, FA, red mud, and Al2O3), have also been explored to optimize mechanical, thermal, and tribological properties while maintaining sustainability.11,12 Recent research on fibers such as Grewia optiva demonstrates that alkaline treatment, hybridization with basalt fibers, and matrix selection can significantly enhance tensile, flexural, impact, and moisture-resistant properties of polymer composites. Overall, NFRPCs represent a promising class of sustainable materials for automotive, aviation, architectural, and consumer applications, provided that fiber treatment, hybridization, and composite processing techniques are carefully optimized to mitigate their natural limitations.13,14 Influence of water absorption and moisture on NFs.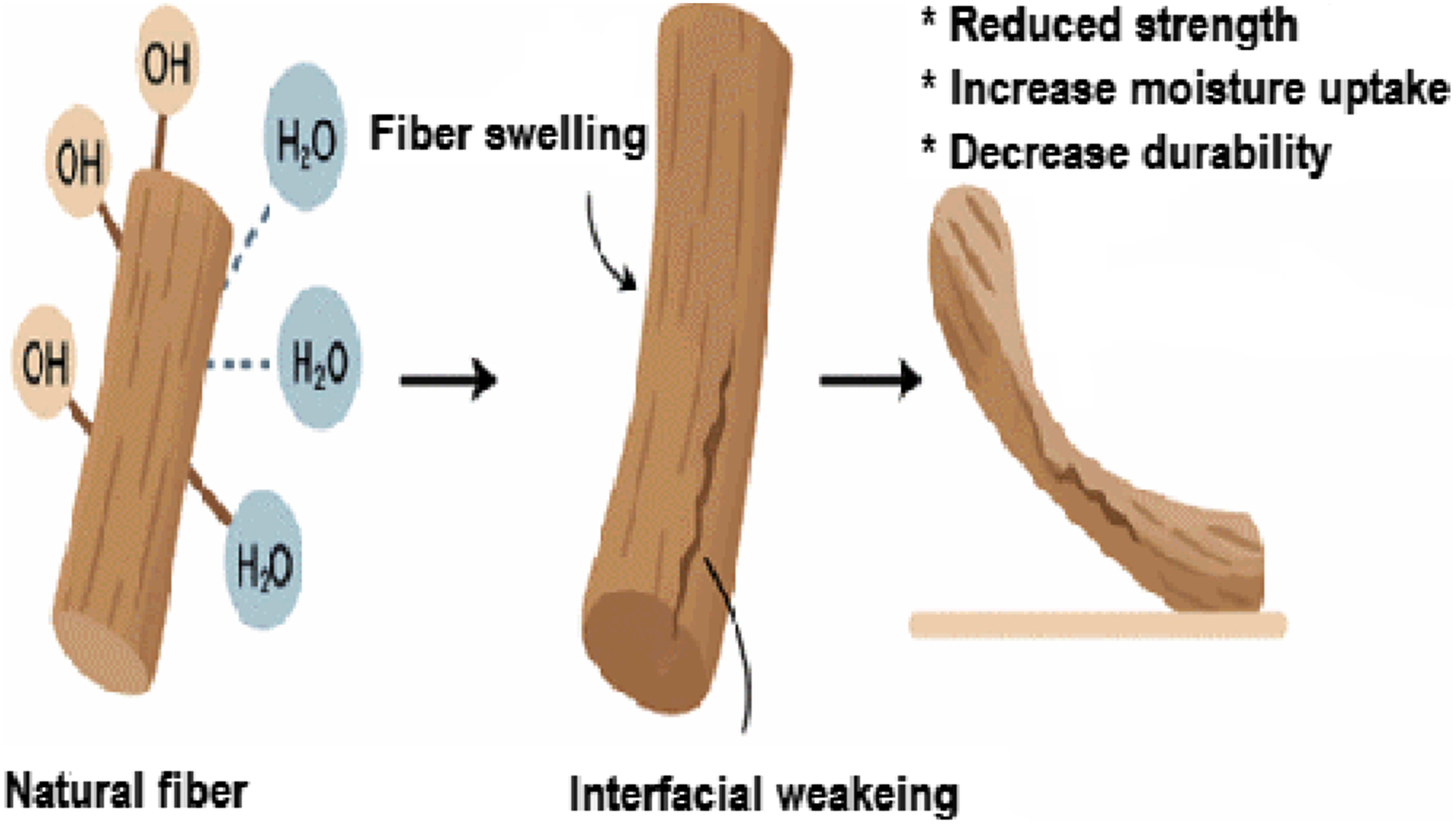
The growing demand for sustainable, lightweight, and high-performance materials in structural, automotive, and outdoor applications has further accelerated the development of polymer-based hybrid composites. The hybrid composite developed with multiple or two or more fibers are reinforced within polymer matrices, offers a superior correspondence for thermal and dimensional stableness, mechanical, and climatic protection. 15 Unsaturated polyester resin (UPR) and epoxy resin is most common matrices used among thermoset polymers, due to its low-priced, innately hydrophobic nature, and processing easiness. 16 All the same, incorporating NFs mainly in UPR introduces a remarkable dispute specifically, dimension stableness, water uptake capacity, longstanding reduction in mechanical strength.17,18 This specific limitation is crucial for NFRPCs, when expose to damp and wet environment, although hydrophilic character of NFs can typically cause the reduction in composite achievement over a period of time. 19 Therefore chemical alteration/treatment such as alkali, silane coupling, benzoylation, and other advance treatment on the surface of the NFs plays an important aspect to boost the fiber-matrix bond, eliminates non-cellulosic component (lignin, hemicellulose, and impurities), fiber roughness, wettability within the composite. Previous study reported by Jahan et al. 20 observed that NaOH treatment actually hike the mechanical strength such as tensile and flexural. 21 Valadez-Gonzalez et al. and Narayana et al. 22 study reported that the surface modification improved mechanical properties, fiber-matrix adhesion, reduce water uptake capacity. Likewise, chemical treatment other factors majorly impact on composite performance such as treatment duration, length of NFs, filler concentration, fabrication methods such as hand lay-up, vacuum assisted resin transfer molding (VARTM) and hot compression molding.23,24 Jawaid et al. 25 reported that hybridization of NFs and SFs or various natural fibers, possessed better thermal, dimensional stability, resistance to impact, increase stiffness, toughness, and mechanical attributes with respect to singular fiber composite. Similarly study establish that the bi-layer and jute-banana hybrid composite upgraded the comprehensive mechanical and dimensional stability.26,27 Additionally, NFs-reinforced with sandwich structure and chitosan blend, features the flexibility in engineering and industrial advance applications.28,29
Filler such as FA incorporation into polymer and hybrid composites improves stiffness, tribological performance, and environmental sustainability Incorporating GO/BA fibers with FA filler enhance structural integrity and dimensional stability and minimize porosity and water ingress in a polyester matrix to reduce weight and cost. This combination results in composites with significantly improved mechanical performance and moisture resistance. 30 Similar study is reported that fiber treatments and hybridization of basalt or mineral fillers with inclusion of FA and alkaline treatments further improves dimensional stability while maintaining mechanical performance.18,31 Rajamurugan et al. 32 demonstrated that hybrid particles (BaSO4/fly ash) enhance wear resistance in flax/aloe vera composites. Nagaraja et al. 33 observed reduced water absorption and improved mechanical performance in pineapple leaf fiber composites with fly ash. Combined with chemical treatments, coatings, and nanoparticle additives, these strategies collectively enhance the long-term durability of natural fiber composites, extending their applicability in structural and outdoor environments.
In this study, polyester-based hybrid composites were fabricated via hand lay-up followed by compression molding; incorporating chopped 3mm-GO fibers with fiber loading (5–15 wt. %), 3mm-BA fibers (5–10 wt. %) fiber loading, and FA content (5–10 wt.%). The GO fibers were treated with a 5 wt. % of NaHCO3 solution to remove non-cellulosic materials and improve interfacial bonding with the polymer matrix. BA fibers were added because of their higher density (2.75 g/cm3) and low tendency to absorb moisture, which helps in maintaining dimensional stability. FA used as micro filler to reduce voids in the matrix and impeding moisture penetrations. This combination of fiber treatment, basalt fiber addition, and fly ash incorporation was used to enhance moisture resistance, dimensional stability, and overall durability of the composite compared to conventional single-fiber systems. Physical attributes namely density and water absorption, with period of immersion time up to 720 h. Also, moisture diffusion behavior was determined by using hyperbolic tangent model and Fick’s law, allowing quantification of Fickian as well as non-Fickian input to moisture absorption. The main objective of the present study is to investigate the influence on the interfacial bonding of hybrid composite with varying composition of NFs i.e., Himalayan Grewia optiva and basalt fiber and industrial waste filler (flyash) reinforced in polyester. Additionally, the current study is also focused on identifying the optimum concentration of fiber/filler amalgamation that reduces water absorption and diffusion while maintaining the hybrid composite nobility. Therefore, the study provides the design guidelines for the development of lightweight, durable, sustainable, eco-friendly, and water-resistant hybrid composites for constructive engineering such as structural and outdoor applications in Uttarakhand landslide-prone level areas.
Materials and methods
Materials
The research study had been carried out by employing lignocellulose fiber known as Grewia Optiva (GO) fiber has a density (ρ) of 0.68 g/cm3 is gathered from local village area of Uttarkashi, Uttarakhand, India. Basalt (BA) fibers (ρ = 2.75 g/cm3), a non-hygroscopic inorganic reinforcement, offer high tensile strength, chemical inertness, and moisture resistance makes them suitable for hybridization with natural fibers; FA (ρ = 2.24 g/cm3) with particle size of 50 μm; unsaturated polyester resin (UPR–725, ρ = 1.35 g/cm3); methyl-ethyl ketone peroxide (MEKP), a color less oily liquid use as a hardener (ρ = 1.17 g/cm3); cobalt naphthanate (ρ = 0.96 g/cm3) used as an accelerator; high performance silicon spray; and Mylar sheet was purchased from Supertech Analytical, Roorkee, Uttarakhand, India. Sodium bicarbonate (NaHCO3) chemical is use for surface modification of GO fiber is procured from Uttarakhand Educational Material Centre, Srinagar-Garhwal, Uttarakhand, India.
Chemical treatment and composite fabrication
To enhance the fiber–matrix adhesion in GO fiber-reinforced composites, the fibers were subjected to a 5 wt. % of mild alkaline treatment using a NaHCO3 solution for 24 h at room temperature. Unlike strong alkali treatments such as NaOH, NaHCO3 provides an eco-friendly and controlled modification that preserves fiber flexibility and prevents structural degradation. After treatment, the fibers were thoroughly washed with distilled water until the wash water reached neutral pH to remove residual bicarbonate and dissolved impurities. The chemical equation for NaHCO3 treatment with GO fiber is depicted in Equations (1) and (2).
34


Specification and description of fabricated composites.
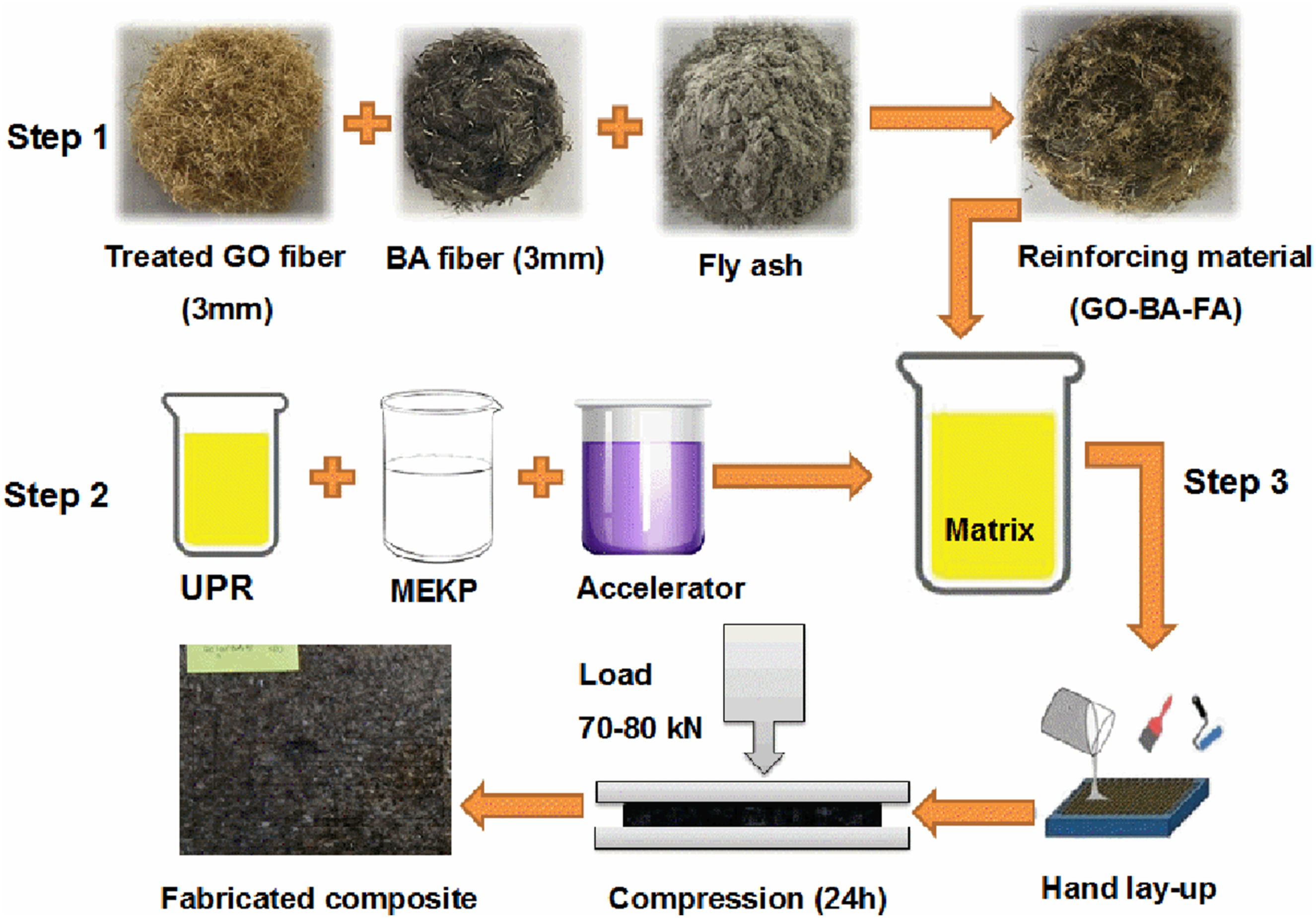
Methodology adopted to fabricate GO/BA-FA reinforced polyester hybrid composite.
Physical characterization
Theoretical density
The density of the hybrid composites was evaluated both theoretically and experimentally to assess composite consolidation and to estimate void content, which directly influences mechanical and hygrothermal behavior. The theoretical (void-free) density denoted as ρth, was determined using the rule of mixtures based on the weight fractions of the individual constituents represent in equation (3).
4

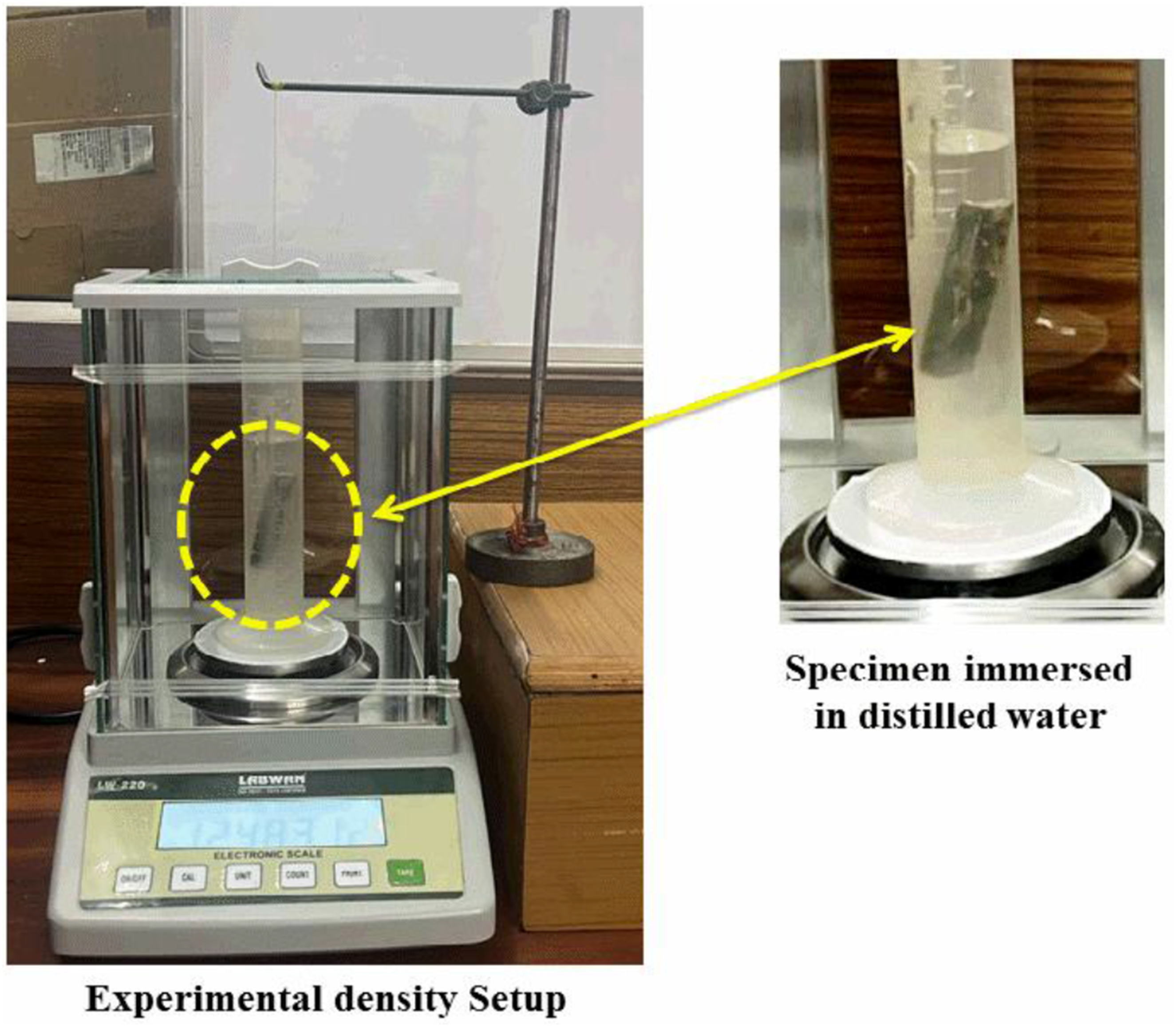
Experimental density by Archimedes’ method
The experimental density ( Experimental setup for measuring the experimental density by Archimedes’ principle.
Voids fraction
The void fraction, (
Water absorption capacity
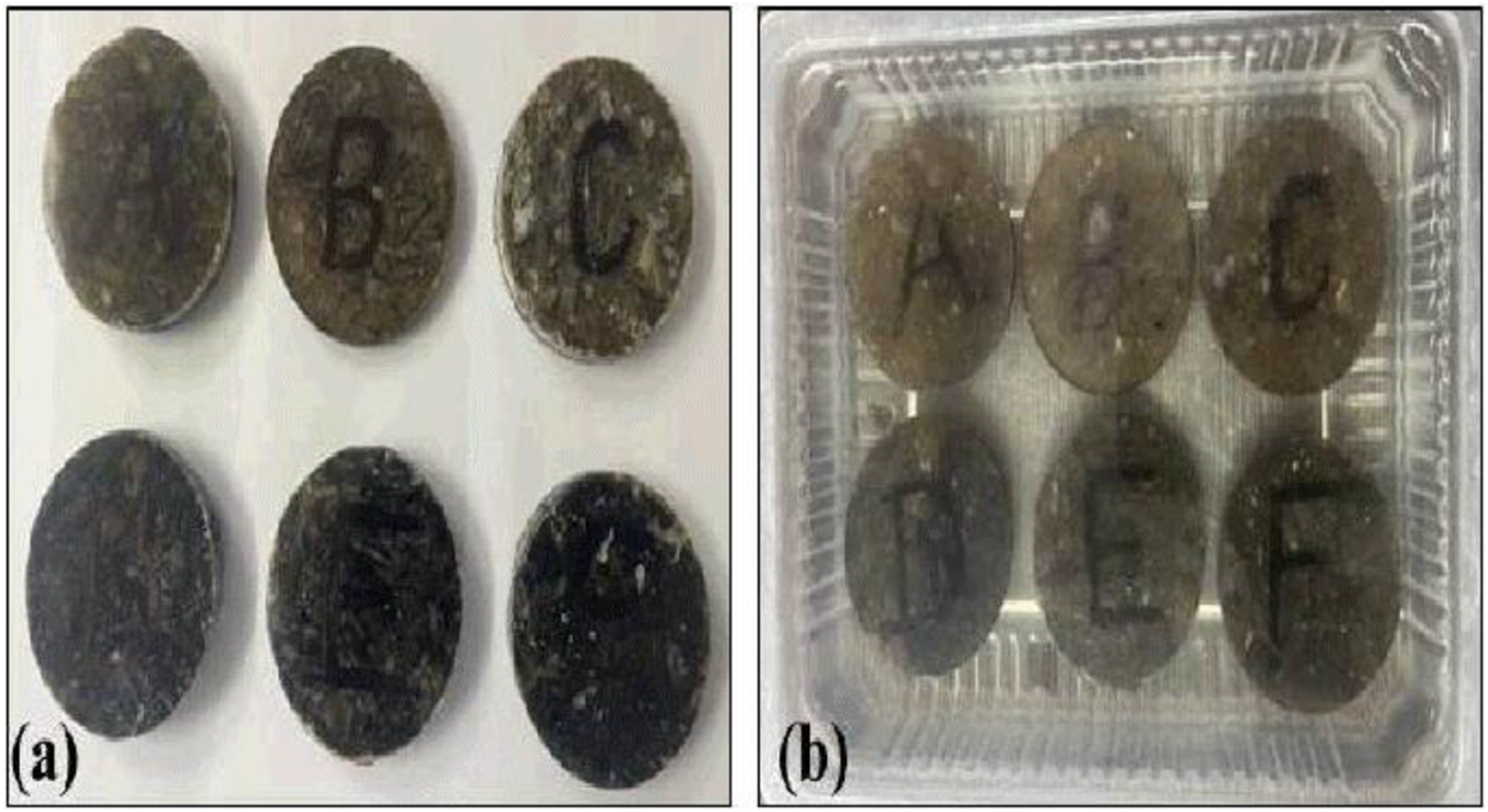
Composite specimens with identical dimensions of 50 mm diameter with 10 mm thickness as per ASTM-570 were immersed in distilled water at room temperature (25 ± 2°C) until equilibrium mass gain was achieved as seen in Figure 4(a) and (b). At predetermined time intervals, the specimens were removed, gently wiped to remove surface moisture, and weighed using a digital analytical balance (±0.001 g accuracy). The percentage of moisture uptake at time (Mt) was calculated using equation (6).
36
(a) Water absorption specimen (b) specimen immersed in distilled water.
Moisture diffusion behavior
The moisture diffusion characteristics of the hybrid composites were analyzed to determine whether the transport mechanism followed Fickian or non-Fickian (anomalous) diffusion behavior, as reported in previous studies.31,37 In general, Fickian diffusion assumes that the transport of moisture occurs solely due to a concentration gradient, with constant diffusivity throughout the process. This mechanism is typically governed by Fick’s second law of diffusion and assumes that the polymer matrix reaches equilibrium instantaneously compared to the rate of water penetration. To capture both diffusion-controlled and relaxation-controlled transport processes, the present study evaluated moisture diffusion behavior using Fick’s law and the hyperbolic tangent model, enabling quantification of both Fickian and non-Fickian contributions to total moisture uptake. Langmuir-type dual-mode sorption and relaxation-controlled transport models have also been successfully employed in the literature to describe such anomalous diffusion in polymeric and fiber-reinforced composites.
39
The hyperbolic tangent model represents an extended form of Fick’s second law that incorporates viscoelastic and relaxation effects in the polymer matrix. The total moisture uptake at time t can be expressed by equation (7).
37

The equilibrium moisture quantity (M∞) was calculated when the successive weight assessment presented minor or negligible changes, that indicates the saturation point is achieved by the specimen. The diffusion mechanism were determined by the standardize moisture absorption i.e., (Mt/M∞) which is plot/design as a function √t of immersion time. The initial continuous portion of the plot, usually equivalent to Mt/M∞ ≤0.5, illustrate the data within the range of Fick’s 2nd law of diffusion for plane, as mathematically represented in equation (8).
37


Hardness characteristics
The hardness test is carried out using a digital Shore hardness tester as per ASTM D2240 standard having conical indenter with a 30° included angle that is left on the specimen’s surface for 10 s. For every sample of the hardness tests, averages of three specimens are considered.
Surface morphology
Surface morphology of hybrid composite was analysis by scanning electron microscope (SEM) at Hemvati Nandan Bahuguna Garhwal University (HNBGU), located in Srinagar-Garhwal, Uttarakhand, India.
Results and discussion
Theoretical and experimental density of hybrid composite
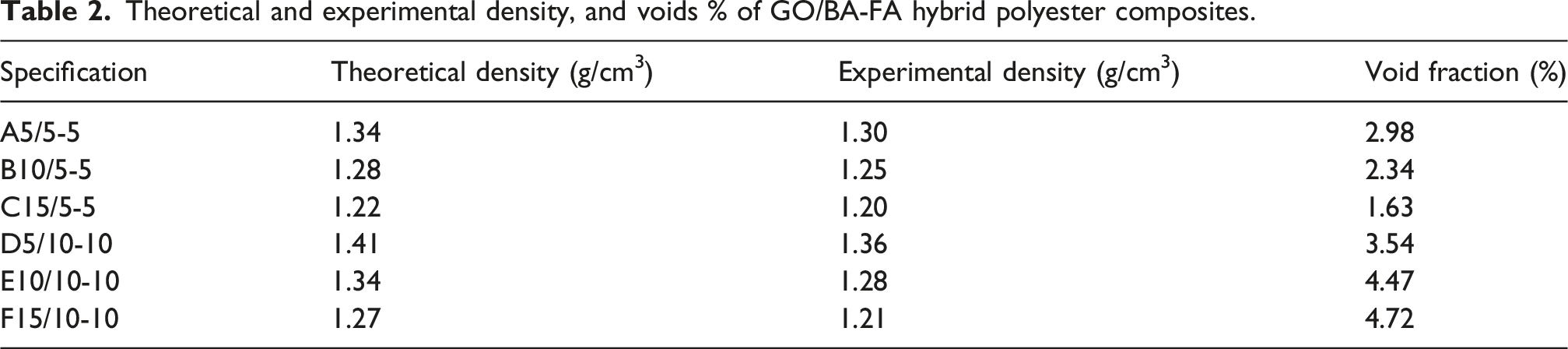
Figure 5 depicts the theoretical and experimental density all hybrid composite specification. The theoretical and experimental density of the prepared hybrid composites, along with the calculated void percentages, is summarized in Table 2. The influence of GO content on the density of hybrid composites was systematically investigated by varying its weight fraction from 5 wt.% to 15 wt.% and varying FA and BA fiber weight fraction from 5 wt.% to 10 wt.% i.e., A5/5-5 → C15/5-5 and D5/10-10 → F15/10-10. As evident from Table 2, increasing the proportion of Grewia Optiva resulted in a decrease in theoretical, experimental density and voids fraction, at constant FA and BA fiber loading i.e., (5 wt.%). This behavior is attributed to the inherently low density of GO fibers. The inclusion of GO contributed to the fabrication of lightweight composites, confirming its density-lowering effect. In hybrid composites containing higher-density with BA fiber and fly ash filler, the reduction in density due to GO fiber is moderated by the presence of denser material content. However, increment in the FA and BA fiber content from 5 to 10 wt.%, the theoretical and experimental density is increased due to presence of excess voids/cavity in the fabricated composite. This demonstrates the direct contribution of higher concentration of fillers and mineral fiber enhances the fabricated composite bulk density. C15/5-5 hybrid composite shows the least experimental density (1.20 g/cm3) as compared to another fabricated composite. These observations confirm that the density of hybrid composites can be effectively tailored by controlling the relative content of natural fibers, mineral fillers, and polymer matrix. Theoretical and experimental density of GO/BA-FA hybrid polyester composite. Theoretical and experimental density, and voids % of GO/BA-FA hybrid polyester composites.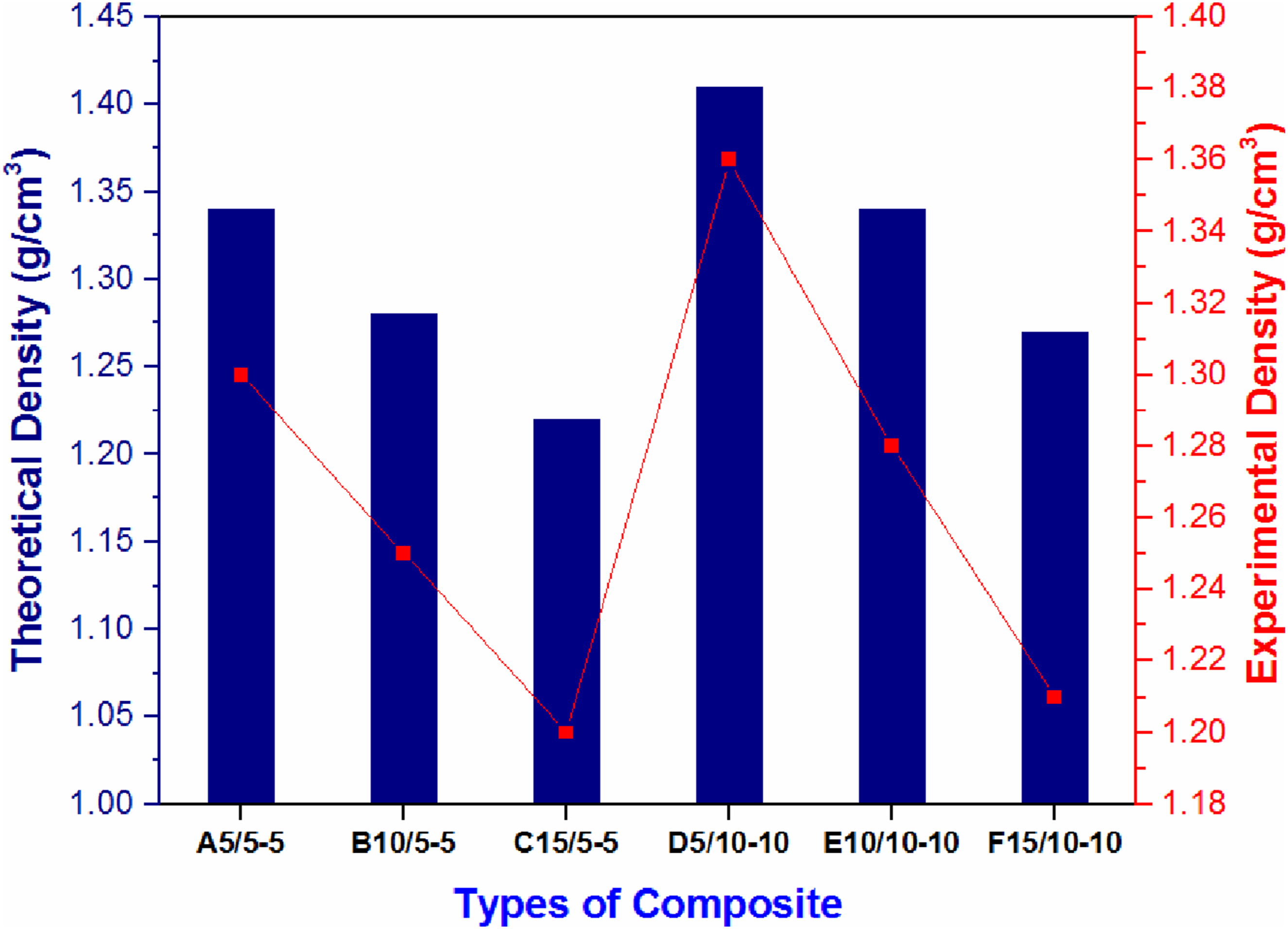
Water absorption and voids fraction
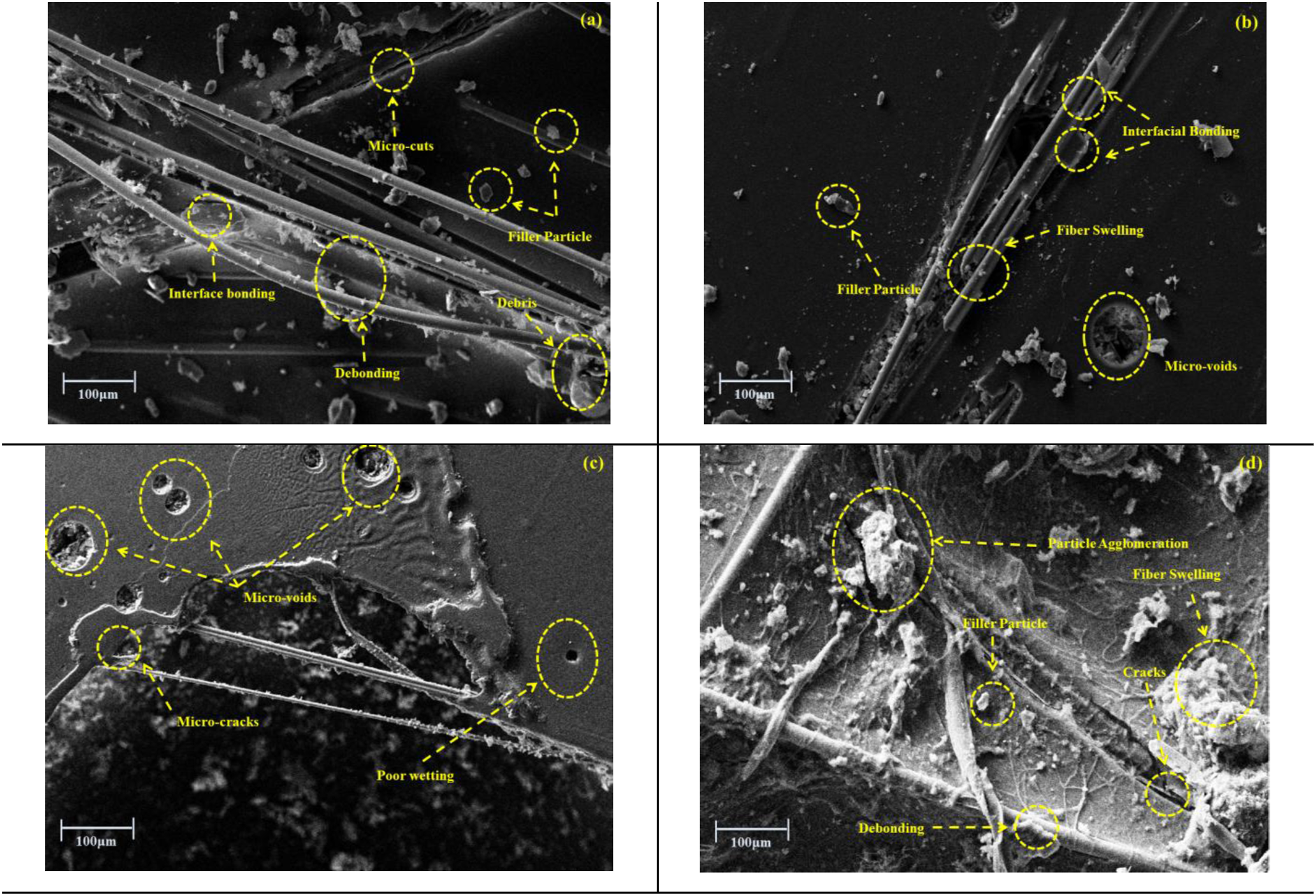
Water absorption tests were performed for immersion times ranging from 0 to 720 h, and the water absorption (%) results are illustrated in Figure 6. All hybrid composites followed a typical three stage moisture absorption pattern commonly observed in NF-polymer systems. In the initial stage (0–48 h), a rapid increment in water uptake was observed for all fabricated samples. This is mainly due to the quick movement of water through surface pores, micro voids, and weak fiber matrix regions. The absorption in this stage was seen in E10/10-10 and F15/10-10 (≈2.23%), which contained higher amount of GO fibers known for their hydrophilic nature. In the intermediate stage (72–168 h), the rate of absorption gradually slowed down as water started diffusing into the inner regions of the composite and the easily accessible voids became filled. During this period, water uptake reached around 1.5–2.0% for most specimens, indicating the transition from Fickian to near-equilibrium behavior. After 192 h (steady-state region up to 720 h), only marginal increases in water absorption were observed, suggesting that the samples had nearly reached saturation. The composite A5/5-5 to C15/5-5, i.e., GO fiber concentration increases from 5 to 15 wt. % with 5 wt. % of BA and FA. BA fibers, being non-hygroscopic, help to limit water entry, while FA particles reduce micro-pores and voids. Results show a decrease in water absorption in the composite, due to steady dispersion of reinforcement in UPR, thereby enhancing the adhesion and packaging efficiency, results decreasing the micro-voids within the composite. In contrast, an increasing trend is shown as the filler concentration is upgraded from 5 wt.% to 10 wt.% with increasing the GO fiber from 5 to 15 wt.% i.e., D5/10-10, E10/10-10, and F15/10-10, because the GO fiber shows higher hydrophilic character and higher the amount of FA content developed an filler particle amalgam, poor wetting of matrix due to which additional micro-gaps, interfacial defect and additional capillary paths are formed for water diffusion are observed in SEM micrographs as shown in Figure 7(a)-(d). Therefore, the composite A5/5-5 (1.57%), B10/5-5 (1.33%), and D5/10-10 (1.67%) showed balanced absorption, while composite C15/5-5 has minimum (1.23%), and F15/10-10 showed the highest (2.236%) water absorption. This shows that NFs mainly influence the initial absorption, whereas fillers and better bonding help reduce overall moisture penetration. Similar result is also observed for the voids fraction of fabricated composite varied between 1.63% and 4.72%, as shown in Figure 6, with lower voids % observed in samples with well-dispersed fillers and BA fiber i.e., C15/5-5. This is consistent with earlier reports that BA and FA improve matrix packing and reduce porosity.
36
The F15/10-10 composite exhibited the highest void fraction (4.72%), likely due to increased filler loading causing less efficient packing and air entrapment during fabrication. Most samples maintained void levels within acceptable limits (<5%), reflecting good fabrication quality (seen in Table 2) Overall, increasing GO fiber from 5 to 15 wt.% at 5 wt.% of BA fiber and FA produces lighter composites with lower void percentages, whereas higher filler fractions increase both density and void formation. This tenability allows the design of hybrid composites with tailored density and mechanical performance for specific applications. Water absorption and voids fraction (%) of GO/BA-FA hybrid polyester composite. SEM micrographs of water immersion (a and b) before and after C-15/5-5 and (c and d) before and after F15/10-10 of hybrid composite.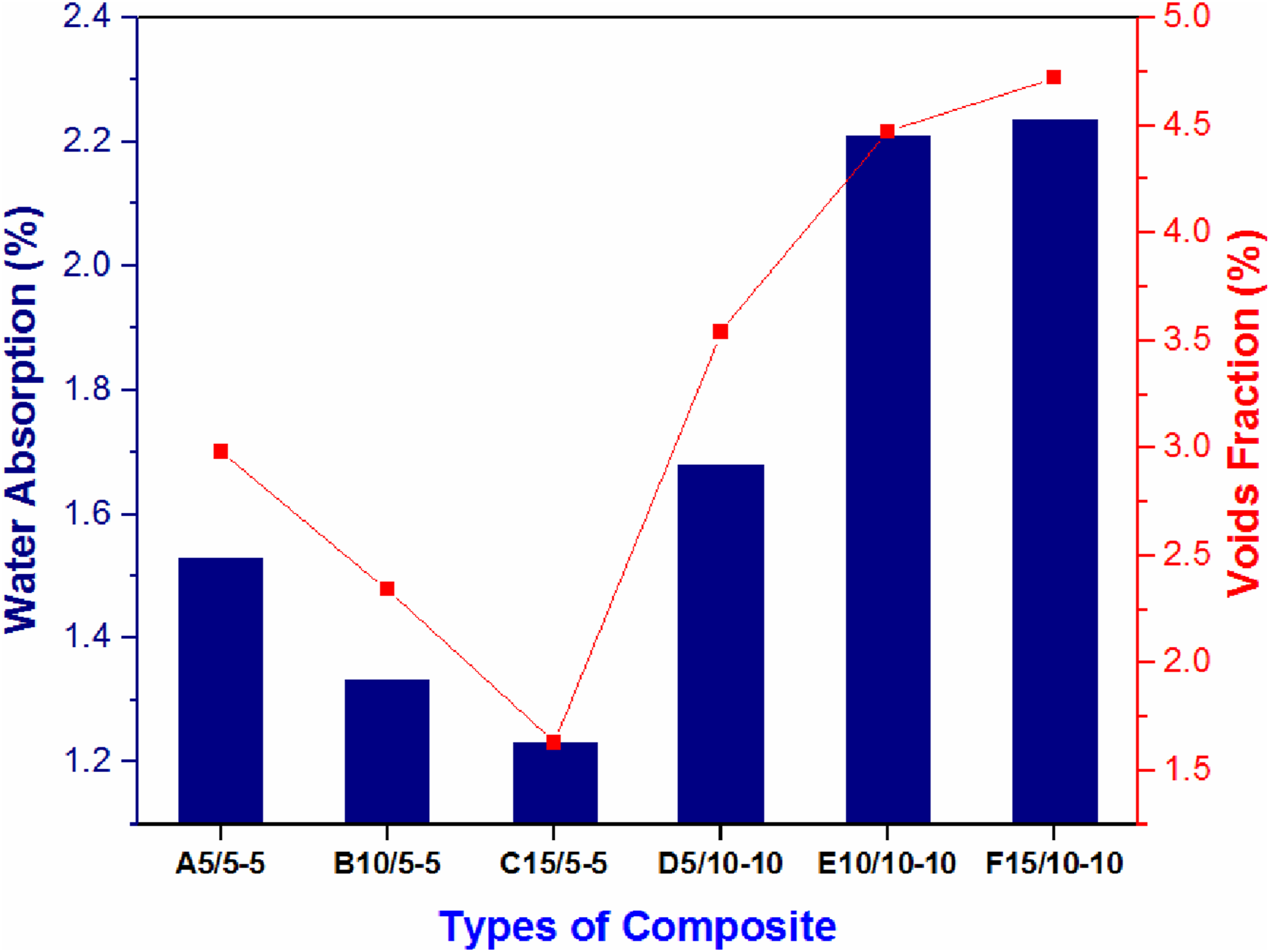
Hardness (shore D)
The surface hardness of the fabricated polyester-based hybrid composites reinforced with GO and BA fibers, and FA was evaluated using the Shore D Durometer. The distribution of average hardness values is illustrated in Figure 8. The measured Shore D hardness of the composites ranged from 35 HD for F15/10-10 and 39.5 HD for C15/5-5 hybrid composite. The C15/5-5 composite exhibited the highest hardness; this variation is primarily attributed to differences in chopped fiber sequences and the synergistic effect of BA fibers and FA at 5 wt. %. However, superior hardness was due to higher stiffness and brittle nature of BA, which resists indentation more effectively than the relatively soft GO fibers. The incorporation of BA fiber and FA from 5 to 10 wt. % the hardness is decreased due to presence of voids and cavity due to access amount of FA content. The least shore hardness is observed in higher weight percentage of GO and BA fiber, and FA content i.e., F15/10-10 (35 HD) as shown in Figure 8. These results indicate that outer layer composition and filler distribution are critical parameters affecting the hardness of hybrid composites. The observed Shore D hardness values are consistent with previously reported values for polyester–natural fiber composites slightly higher than the present composites, as the inclusion of softer lignocellulose fibers reduces resistance to indentation.
3
Shore D hardness of GO/BA-FA of GO/BA-FA hybrid polyester composite.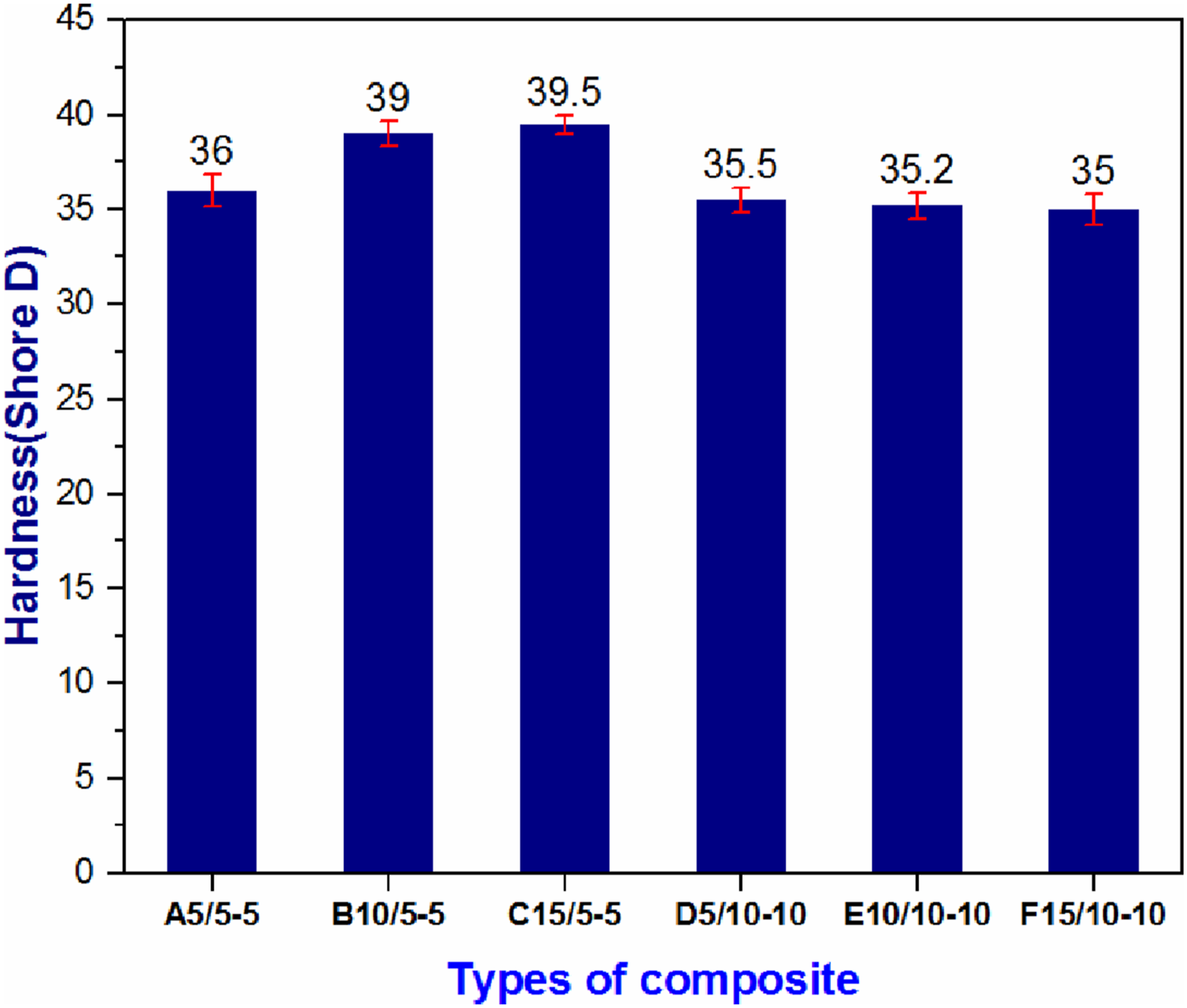
Interrelation of density, water absorption, and hardness
The mechanical and physical properties of hybrid composites are inherently interdependent and are influenced by fiber type, filler loading, interfacial adhesion, and void content. The experimental density of the all-hybrid composites ranged from 1.20 g/cm3 to 1.36 g/cm3 for C15/5-5 and D5/10-10 composite (as seen Table 2). Figure 9 illustrate the relationship between density, water absorption, and hardness for all fabricate composite. The higher concentration of BA and FA for composite D5/10-10 (i.e., 5 wt.% GO, 10 wt.% BA, 10 wt.% FA); exhibited higher densities owing to the relatively higher density 1.36 g/cm3. However, increasing GO fiber content from 5 to 10 wt.% reduced the overall density because of the lower intrinsic density and greater porosity of GO fiber. All composites showed experimental densities slightly below their theoretical values, as seen in Table 2. The equilibrium water-absorption values ranged from 1.23 % to 2.23 %, following the trend F15/10-10 > E10/10-10 > D5/10-10 > A5/5-5 > B10/5-5 > C15/5-5. The higher uptake in F15/10-10 and E10/10-10 was attributed to the hydrophilic nature of GO fibers and their higher void fraction as shown in Table 2 and Figure 6, which allowed easier capillary diffusion of water molecules. In contrast, GO and BA fiber, incorporating FA–rich with optimum wt.% (5 wt.%) respectively, showed decrement in moisture uptake due to denser microstructures and fewer interfacial pores. An inverse relationship between hardness and water absorption was established: composites with higher water uptake (F15/10-10 and E10/10-10) exhibited lower hardness due to increased GO content, higher porosity, and matrix plasticization from absorbed moisture. Composite with lower experimental density and fewer voids fraction, such as B10/5-5 and C15/5-5A, showed higher hardness and lower moisture absorption, results depicts that dense structure for 5wt. % of BA fiber and FA has a capability to improve the mechanical attributes and resistance against the moisture. The further addition of BA fiber and FA promotes to increases micro-voids within the composite. Hence, increases the water absorption characteristics of the hybrid composite. These results highlight the importance of proper material composition and void control in improving the performance of polyester based natural fiber composites. The Shore D hardness of the composites varied from 35 HD (F15/10-10) to 39.5 HD (C15/5-5). Similarly, a positive correlation was observed between hardness and density: with lower reinforcement GO-BA-FA loading has lower voids (C15/5-5> B10/5-5>A5/5-5) exhibited higher hardness. Enhanced particle packing, the rigid micro-filler effect of FA, and the high stiffness of BA fiber collectively improved surface hardness. Whereas composite i.e., F15/10-10 > E10/10-10 > D5/10-10; containing lower BA fiber and FA content and a higher voids fraction, results lower indentation resistance (hardness) as represent in Figures 6 and 7. In contrast, voids acted as local stress concentrators, reducing resistance to indentation. Relationship between density, water absorption, and hardness of GO/BA-FA hybrid polyester composite.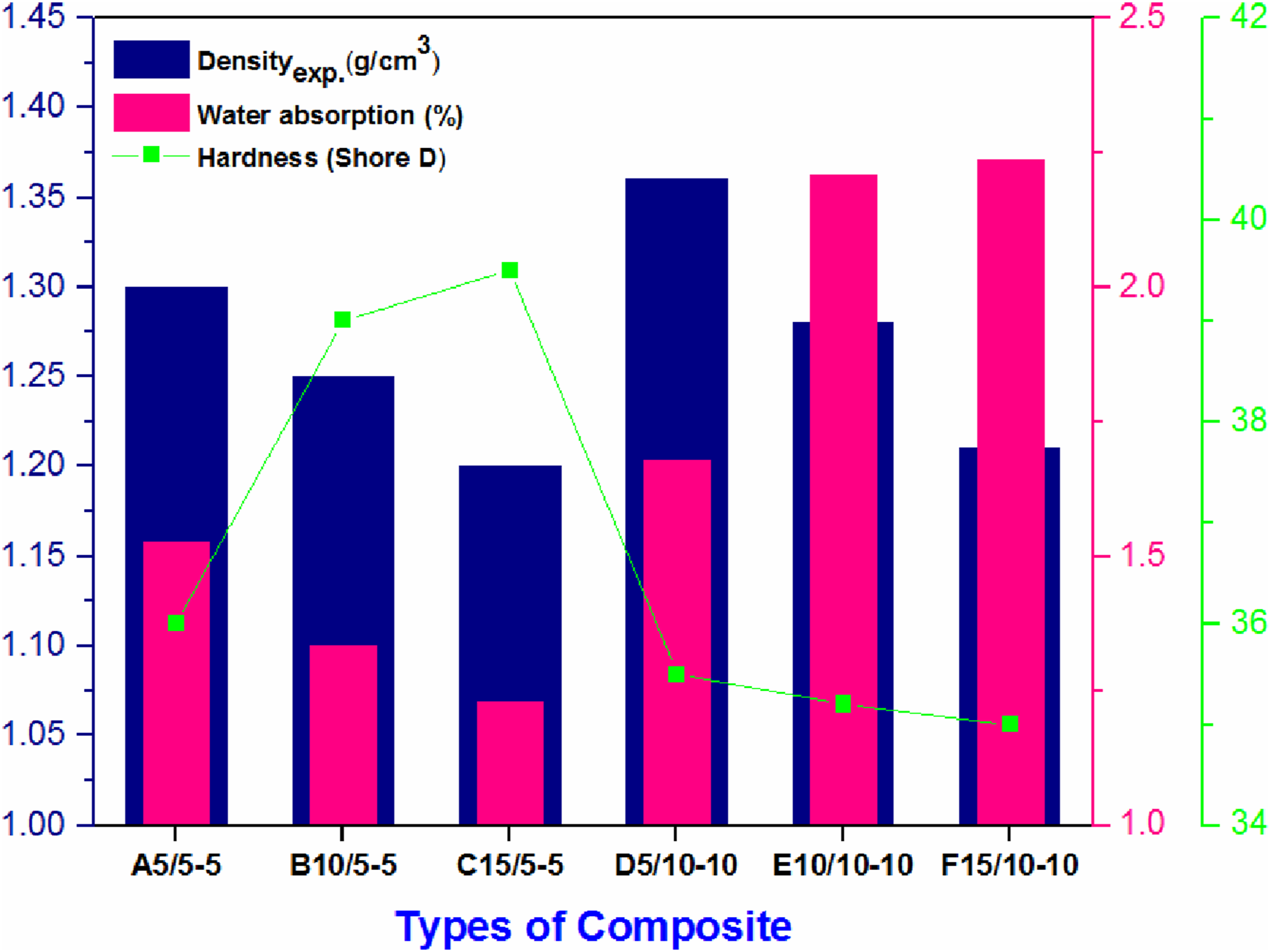
Moisture diffusion behavior
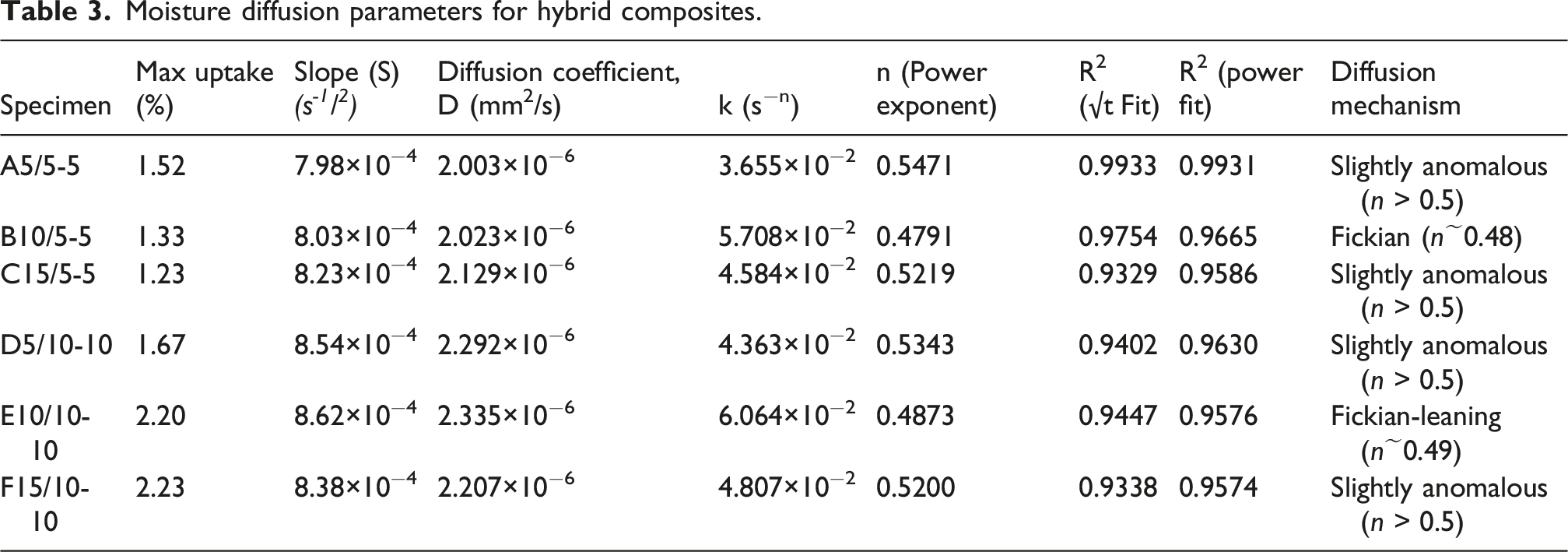
Figure 10 illustrates the variation of normalized moisture uptake (Mt/M∞) with the square root of immersion time (√t) for all fabricated hybrid composites. All specimens exhibit an initial linear increase in Mt/M∞ during the early immersion period (0–48 h), indicating that moisture transport is primarily governed by Fick’s first-law diffusion. The slope of the initial linear region (I), which is related to the diffusion coefficient, was higher for specimens E10/10-10, D5/10-10, and F15/10-10. This indicates faster moisture diffusion in these samples due to higher void content and a larger amount of hydrophilic GO fibers. The hybrid composites A5/5-5 to C15/5-5 showed lower slopes, which agrees with their lower void content and reduced moisture rate. As the period of absorption is gradually increases, the alteration of the curves from linearity is observed due to swelling of GO fiber, chain reaction within the polymer, and minute voids causes slow down the diffusion process. The center region (II) shows the mid-section of the immersion time, which is crucial for higher GO fiber loading hybrid composite; confirm the trend towards anomalous transport characteristics. At the region (III) all the curves reached the saturation value after highest immersion times. C15/5-5 and F15/10-10 hybrid composite confirmed the lowest and maximum water absorption % i.e., ≈1.23% and ≈2.23% respectively, as seen in Table 3. Figure 10, validate that the composite initially pursue Fickian diffusion, with slight alteration seen in composite have higher concentration of fiber. Although, adding FA and BA fiber delays the movement of water by eliminating the pores and reduces flow in the capillary channel. This is due to the different adhesion energies of GO, BA fiber, and FA. The reinforcement material majorly impact on the interface bond, which disturbs the diffusion performance. The reinforcement material with superior congeniality and surface interaction with UPR, advertise stronger adhesion, eliminate micro-gaps and limit transport pathways of water as observed in C15/5-5, while poor adhesion and wettability in F15/10-10 hybrid composite due to FA agglomeration, may promote discontinuous interfacial bond, which increases the moisture diffusion and micro-voids development in the composite. Moreover, chemical composition of particular reinforcement material; majorly hydroxyl group (-OH) and surface polarity has a dominant impact on adhesion efficiency. These are the main factors that contribute to the change recognized in water absorption and diffusion mechanism. Variation in normalized moisture uptake (Mt/M∞) with the square root of immersion time (√t h0.5) of GO/BA-FA hybrid polyester composite. Moisture diffusion parameters for hybrid composites.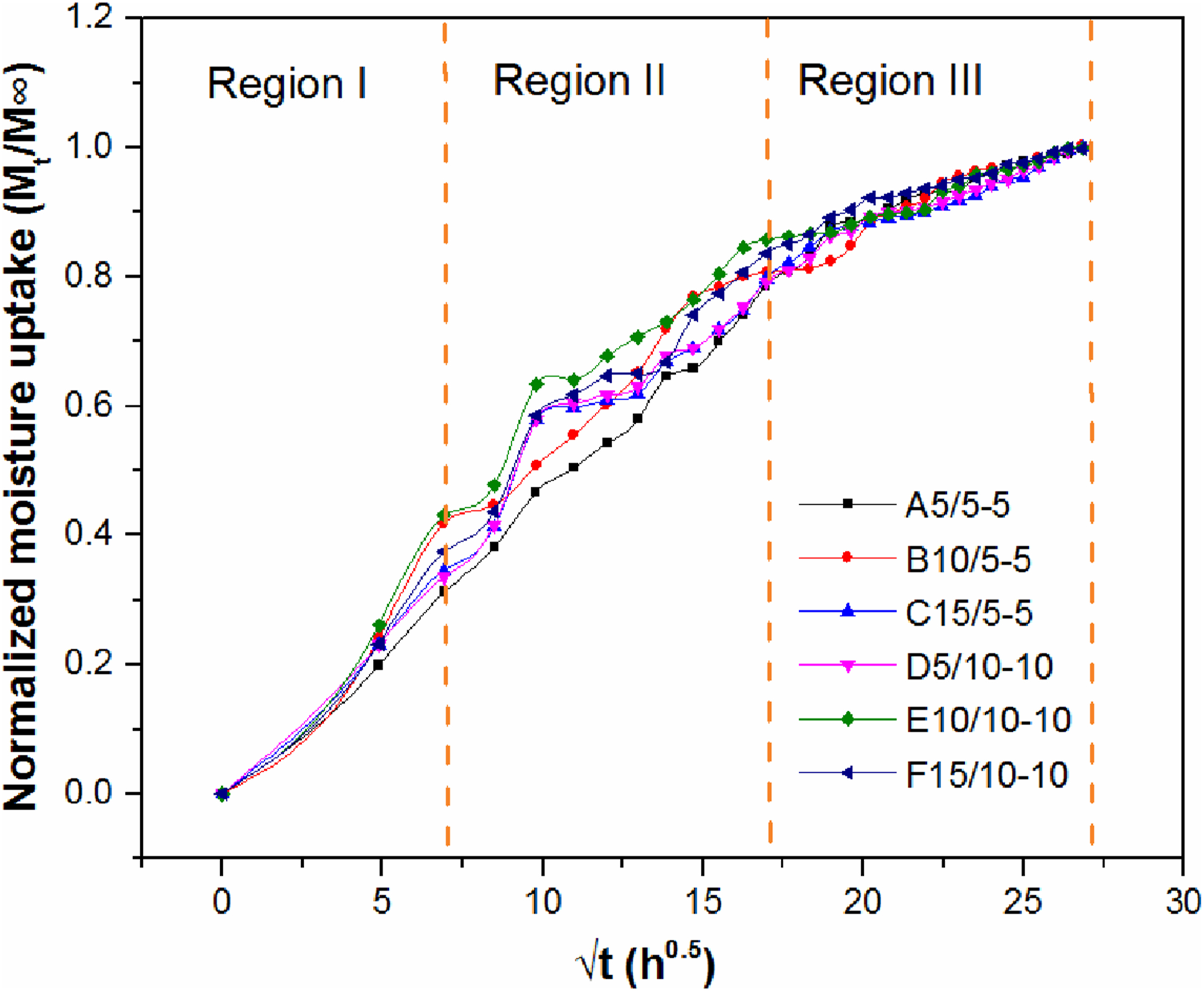
Diffusion mechanism verification
Figure 11 portray the changes occur across the composite A5/5-5 to F15/10-10 with respect to maximum water absorption and diffusion coefficient (D). A steady tendency is seen with the composite achieve higher value of M∞ also display higher value of D, affirm that increased water absorption is nearly associated to quick transport of moisture within fiber and matrix system. E10/10-10 and F15/10-10 composite showed maximum D value, confirm that higher voids and open microstructure presence in the composite, hence ingress and higher water uptake. While composite A5/5-5 to C15/5-5 attends the least M∞ (diffusion coefficient) and M∞ values, demonstrate the compactness in composite morphology and diminished the hydrophilic nature that restrict the water diffusion. The value of M∞ (diffusion coefficient) and M∞ values illustrate that series validate that the diffusion mechanism is predominantly Fickian, where the rate of penetration is majorly administered by the available free volume and micro-structural permeability. The minute alteration is observed in high GO fiber concentration composites that suggest localized swelling of GO fiber and chain relaxation of polymer matrix. Overall the major diffusion mechanism remains within the near-Fickian regime. Figure 11, illustrate that the mechanism linkage within diffusion coefficient (D) and maximum moisture uptake. Variation in diffusion coefficient and maximum moisture uptake of GO/BA-FA hybrid polyester composite.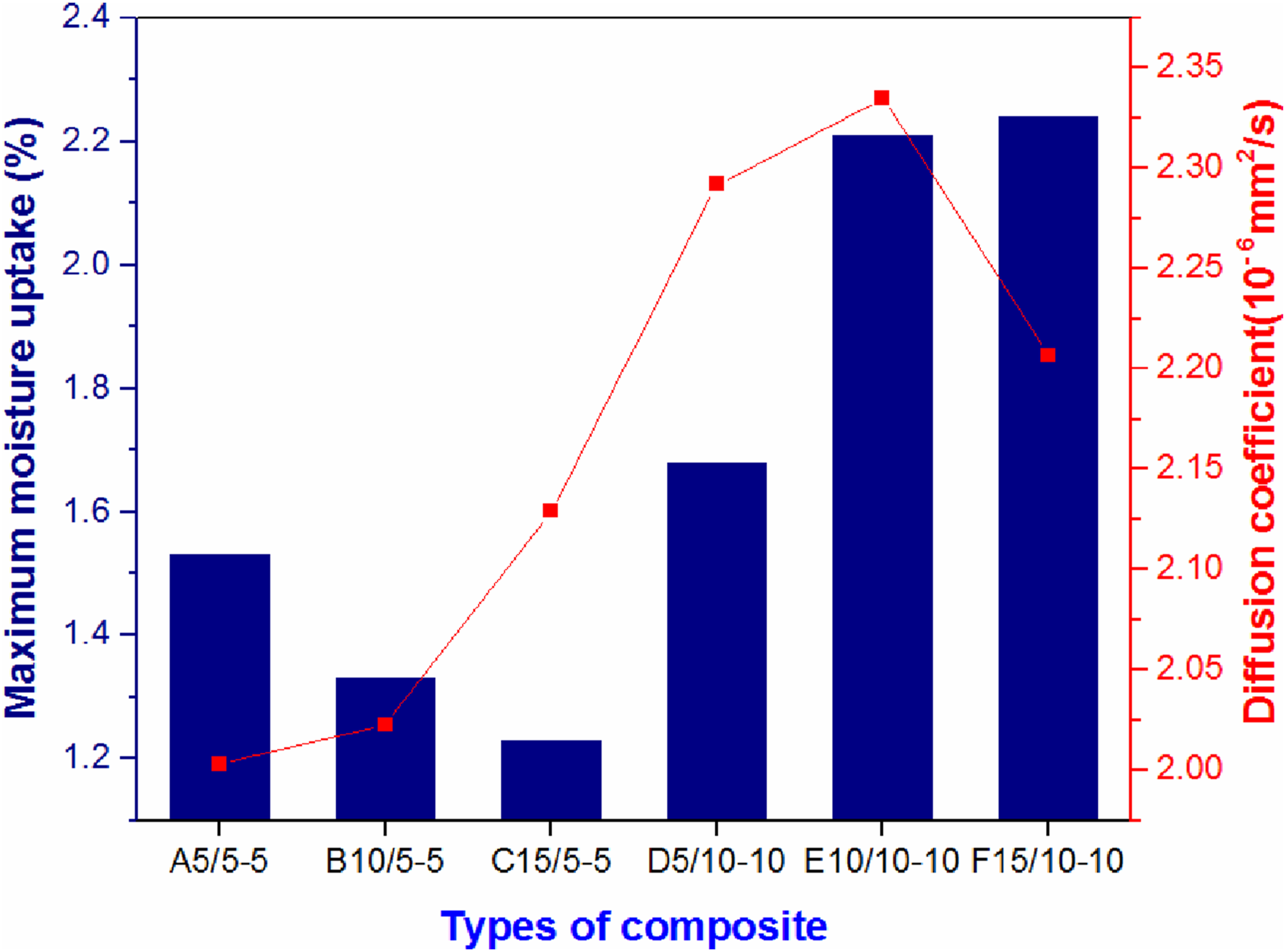
Diffusion mechanism verification using power-law analysis
Figure 12 demonstrate the log plot of moisture uptake (log Mt/M∞) and log plot of immersion time (log t), to determine the dominating diffusion mechanics by power-law standard model i.e., Mt/M∞ = ktn. The slope of specific fitted line of diffusion coefficient and intercept kinetic constant is representing by n and k respectively. Diffusion is purely in the range of Fickian in hybrid composite, where n value is near about 0.50; indicate the alteration within this threshold point out the contribution of polymer relaxation, swelling, and impact in interfacial bonding. The present study, composite B10/5-5 and E10/10-10, depicts the n values approximately near about 0.48-0.49; confirm that dominantly Fickian characteristics by control moisture transport generally by concentration gradients of reinforcement materials. While, composite A5/5-5, C15/5-5, D5/10-10, and F15/10-10 possessed specific fitted line of diffusion coefficient (n) values above 0.50, indicating mild anomalous diffusion due to synergistic influence of GO fiber swelling, micro-void, and fractional matrix relaxation. The value of coefficients of determination (R2) for other composites is in the range of 2 ≈ 0.93–0.99, illustrate the robustness of the power-law fits and affirm both slightly anomalous and Fickian mechanisms coincide, relative to GO-fiber and FA filler concentration as shown in Table 3. Overall, Figure 12 concludes that the moisture transport in the hybrid composites is mainly by diffusion-driven, with bounded contributions from relaxation control process in rich GO fiber and void-rich formation. Log–log plot for diffusion-mechanism verification of GO/BA-FA hybrid polyester composite.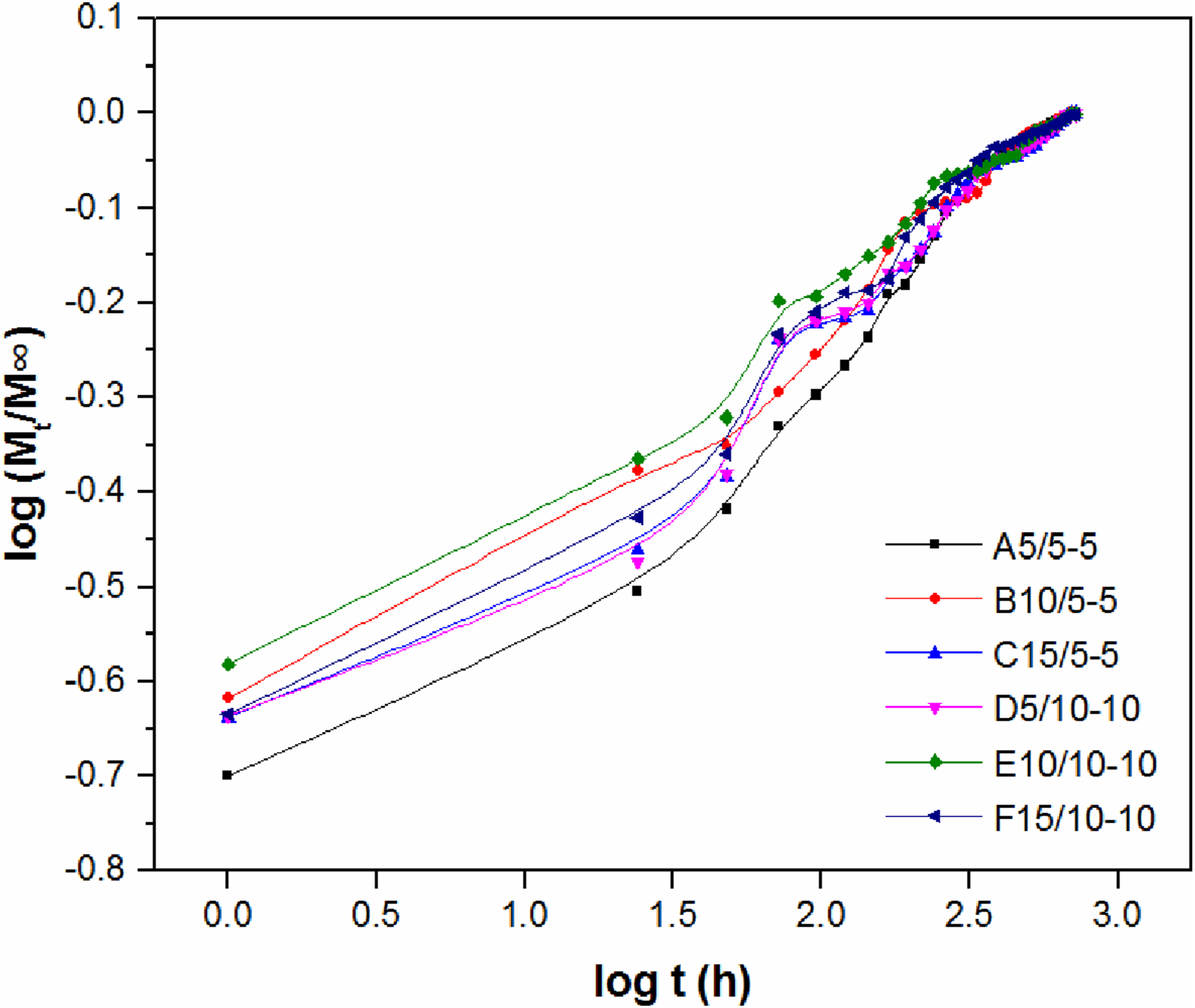
Conclusions
The grewia optiva, basalt fiber, and flyash filler reinforced in unsaturated polyester resin (UPR) composite were fabricated using a hand lay-up followed by compression molding method, incorporating 5–15 wt.% treated-Grewia optiva (GO) fibers in combination with 5–10 wt.% basalt (BA) fiber and fly ash (FA) fillers. The impact of FA on key functional characteristics, including theoretical and experimental density, moisture absorption, Shore D hardness, and diffusion mechanism was studied. The results outcomes assured that the successful advancement of GO–BA–FA hybrid polyester composites with tunable physical, moisture, hardness, and moisture-diffusion properties achieved through optimum GO, BA fiber, and FA filler composition. GO fiber concentration increases from 5 to 15 wt.% led to reduction in composite density, due to the lesser intrinsic density of GO fibers, whereas higher concentration of BA fiber and FA loadings i.e., 10 wt.%, causes increment in the density and void content owing to their higher specific gravity. Among the tested composition, C15/5-5 emerged as the optimum composition, offers a promising density (1.20 g/cm3), least moisture uptake (1.23%), and superior hardness (39.5 HD). Moisture absorption in all the composites is from 1.23% to 2.23%, mainly govern by the hydrophilic character of GO fibers and micro-void affinity, with C15/5-5 shown the lowest equilibrium moisture content (M∞), indicating superior resistance to moisture properties. Hardness increased in samples with lower experimental density and fewer voids. Samples such as B10/5-5 and C15/5-5 attained the highest Shore D hardness values. Moisture diffusion followed Fickian behavior in the early stage, with diffusion coefficient between 2.00 × 10−6 to 2.33 × 10−6 mm2/s. The Power-law analysis revealed slight anomalous diffusion (n > 0.5) for GO-rich composites due to fiber swelling and matrix relaxation, while B10/5-5 and E10/10-10 exhibited near-Fickian behavior (n ≈ 0.48–0.49). The R2 values 0.93–0.99 indicate that the models used fit the data well. The study shows that combining GO fibers with basalt fibers and fly ash as an effective way to develop lightweight composites with improved resistance to moisture. These materials can be useful in applications where exposure to moisture is expected, such as in humid or land slide prone areas.
Footnotes
Author contributions
Himanshu Prasad Raturi: Visualization, Writing – original draft & editing, Writing – review & editing, Formal analysis, Data curation. Lalta Prasad: Methodology, Conceptualization, Writing – original draft & editing, Investigation, Visualization, Formal analysis, Data curation, Supervision, Project administration, Resources. Niraj Kumar Mishra: Writing – review & editing, Methodology, Conceptualization, Formal analysis, Supervision, Project administration. Sanjeev Kumar: Methodology, Conceptualization, Writing – original draft & editing, Writing – review & editing, Investigation, Visualization, Formal analysis, Data curation, Resources.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is funded by Science and Engineering Research Board (SERB), Department of Science and Technology (DST), Government of India, Grant No. CRG/2023/002022. The editor’s and reviewers comments will significantly enhance the manuscript.
Declaration of conflicting interests
The author declares no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the research findings are available from the corresponding author upon reasonable request.