
Abstract
This study investigates the mechanical, tribological, flammability, and thermal performance of polymer composites reinforced with 30 vol.% hemp hurd microfibers and filled with 1–5 vol.% cocoa pod husk–derived biocarbon, with and without silane surface treatment. Untreated (PHU) and silane-treated (PHT) composites were compared with neat polymer (P) and fiber-only composite (PH). The novelty lies in the synergistic combination of hemp hurd microfibers and silane-treated biocarbon to enhance multifunctional properties of sustainable composites. Reinforcement with hemp fibers increased tensile and flexural strengths from 59 MPa to 73 MPa (P) to 109 MPa and 118 MPa (PH), representing improvements of 84.7% and 61.6%, respectively. Among all formulations, PHT1 (3 vol.% treated biocarbon) exhibited the highest tensile (138 MPa) and flexural strengths (156 MPa), corresponding to enhancements of 133.9% and 113.7% over neat polymer. Tribological performance also improved significantly; PHT2 (5 vol.% treated biocarbon) achieved the lowest wear rate (0.0182 mm3/Nm) and coefficient of friction (0.235), with reductions of 48.4% and 42.3%, respectively. Flammability resistance improved markedly, as flame propagation decreased from 13.4 mm/s (P) to 5.6 mm/s (PHT2), achieving a 58.2% reduction while maintaining a UL-94 V-0 rating. Thermogravimetric analysis showed enhanced thermal stability, with decomposition temperature increasing from 231°C to 284°C (22.9% improvement). SEM analysis revealed improved interfacial bonding in treated composites, while untreated samples showed agglomeration and voids. Overall, silane-treated biocarbon significantly enhances composite performance, indicating strong potential for sustainable structural applications.
Introduction
The emergence of Industry 4.0 has precipitated a paradigm shift in the manufacturing sector, wherein additive manufacturing (AM), commonly referred to as three-dimensional (3D) printing, has become an indispensable tool for engineering innovation. 1 As a cornerstone of the digital industrial revolution, AM facilitates the fabrication of intricate geometries directly from computer-aided design (CAD) datasets, obviating the need for conventional tooling and extensive manual intervention. This capability affords unparalleled design freedom, enabling rapid conceptualization, iterative prototyping, and the production of bespoke components with high dimensional fidelity. Among various additive manufacturing techniques, fused deposition modelling (FDM) has garnered prominence due to its cost-effectiveness, adaptability, and capability to process a wide range of thermoplastic filaments. Consequently, among the thermoplastic matrices employed in FDM, Polylactic Acid (PLA) has garnered extensive attention owing to its biodegradability, non-toxicity, and derivation from renewable agricultural resources such as corn starch and sugarcane. 2
Furthermore, the polymer’s strength properties can be significantly enhanced through the incorporation of appropriate reinforcing agents, leading to hybrid composite structures with superior performance attributes. In this context, the integration of natural fibers as reinforcements within the PLA matrix has been widely pursued due to their abundance, low cost, lightweight nature, and eco-sustainability. Specifically, this research employed hemp hurd processed into microfiber form. In addition, it is derived from the woody core of the Cannabis sativa L. stem, consists predominantly of cellulose, hemicellulose, and lignin in well-defined proportions. 3 Its micro fibrous texture and high cellulose content (typically ranging between 55 and 65%) facilitate effective stress transfer within the composite matrix. Likewise, natural microfibers have attracted the attention of many researchers, and some of their works are highlighted below. For example, Wang et al. 4 investigated the basalt microfiber reinforced polyurethane composite and showed the improvement of tensile strength by 50.4%, elongation at break by 28.1%, and tear strength by 14.2%. Similarly, Yang et al. 5 demonstrated the situ microfiber reinforced composite and resulted the tensile strength of 97 %, and flexural strength of 114%. Likewise, Lim et al. 6 examined the hemp microfiber reinforced composite and determined the tensile strength of 171%, young’s modulus of 746%, and toughness of 132%.
Nevertheless, despite the inherent benefits of natural fibers, certain limitations often hinder their uniform performance when incorporated into polymer matrices. Moreover, natural fibers tend to exhibit poor compatibility with hydrophobic polymer chains. To mitigate these drawbacks, the incorporation of micro- or nano-scaled filler particles has gained substantial importance. In recent days, various fillers were available in practice. In this work, biocarbon is employed as filler which is secured from the cocoa pod husk. Whereas it is an abundant agro-industrial waste, was valorised into high-quality biocarbon particles through controlled pyrolysis and used as a reinforcing filler within the PLA matrix. 7 The unique micro-porous structure and aromatic carbon skeleton of cocoa pod husk biocarbon facilitate improved stress distribution and thermal conduction across the matrix. Due to these properties, biocarbon is used as filler in numerous researches. Typically, Vengadesan et al. 8 evaluated the rice husk derived biocarbon particles reinforced PLA composite and reported the tensileof 61.2 MPa, flexural strengths of 135.8 MPa, and impact strength of 5.25 kJ/m2. In related work, Dahal et al. 9 assessed the hemp fiber and biocarbon filler reinforced composite and showed the impact energy of 15 J/m and hardness of 23.7 HRLS. Similarly, Suresh et al. 10 demonstrated the plum peel biocarbon particles and nutmeg short fiber reinforced composite and concluded the tensile strength of 151 MPa, flexural strength of 172 MPa, and impact energy of 6.5 J.
However, both natural fibers and biocarbon fillers possess surface irregularities and chemical incompatibilities that can lead to agglomeration and interfacial discontinuities within the composite structure. These imperfections restrict efficient load transfer and may result in void formation, microcrack initiation, and decreased thermal stability. Consequently, surface modification becomes an indispensable step to improve the adhesion characteristics between the reinforcement phase and the polymeric matrix. Among various approaches, silane surface treatment has been widely recognized as one of the most effective chemical modification techniques to strengthen interfacial bonding. 11 Both hemp hurd microfibers and biocarbon particles were treated with a silane solution to enhance interfacial bonding and improve the overall strength of the composite. Accordingly, several scholars have reported the effectiveness of surface modification in improving the mechanical, wear, and thermal properties of various composites. For instance, Beg et al. 12 demonstrated the silane treated hemp hurd fiber reinforced PLA composite for 3D printing. The author determined that the tensile strength of 8% and young’s modulus of 7.1 GPa. Moreover, Smirnova et al. 13 evaluated the alkali treated polypropylene microfiber reinforced slag composite and showed the compressive strength of 70 MPa. Correspondingly, Karthick et al. 14 examined the silane treated biocarbon particles and pod husk microfiber reinforced composite and resulted the tensile strength of 63 MPa, elongation at break of 85%, and a hardness of 74 Shore-D.
Previous studies have demonstrated that sustainable polymer composites can significantly improve the performance of polylactic acid (PLA) through the incorporation of natural reinforcements. However, very limited research has explored the simultaneous integration of hemp hurd microfiber and cocoa pod husk biocarbon within a fused deposition modelling (FDM) framework. Therefore, the present study focuses on the fabrication and evaluation of PLA composites reinforced with hemp hurd microfiber and cocoa pod husk biocarbon to investigate their mechanical, thermal, and morphological performance. The novelty of this work lies in the synergistic combination of lignocellulosic microfiber reinforcement and biocarbon filler within an FDM-processed PLA matrix, together with silane surface modification of both reinforcements to enhance interfacial adhesion, dispersion, and long-term durability. This approach not only improves multifunctional composite performance but also valorises agro-industrial waste into sustainable high-performance materials suitable for structural, automotive, and biomedical applications.
Materials and methodology
Required materials
The Polylactic acid is a biodegradable, biopolymer with properties like a glass transition temperature around 60°C and it was supplied by Rivika Bio Industries Private Limited, Chennai, India. Cocoa pod husk and hemp hurd microfiber were procured from Metro school of composite, Chennai, India.
Harvesting of microfibers from Hemp Hurd
The procured hemp hurds were initially cleaned to remove unwanted residues and sun dried to eliminate surface moisture content.
15
Now the dried hemp hurd were mechanically crushed to break down the coarse structure. Similarly, the crushed material was soaked in distilled for fiber separation and the mixture stirred continuously to loosen the embedded microfibers. Figure 1 represents flowchart process of harvesting of microfibers from hemp hurd. The recovered microfibers were dried in hot air oven at 70°C for complete moisture removal. Detached hemp hurd micro-fibrous elements.
Production of biocarbon filler using cocoa pod husk residue
Secured cocoa pod husk residues were thoroughly washed with distilled water to remove adhering impurities. Production of biocarbon filler using cocoa pod husk residue was illustrated in Figure 2. The dried husks were subjected to pyrolysis process in a muffle furnace under limited oxygen conditions which was carried out at 500-600°C for 2 h to obtain fine biochar material. Subsequently, the obtained biocarbon was allowed to cool naturally at room temperature inside the furnace. By using a mechanical grinder uniform particle size were achieved.
16
Extraction of biocarbon filler particles from cocoa pod husk.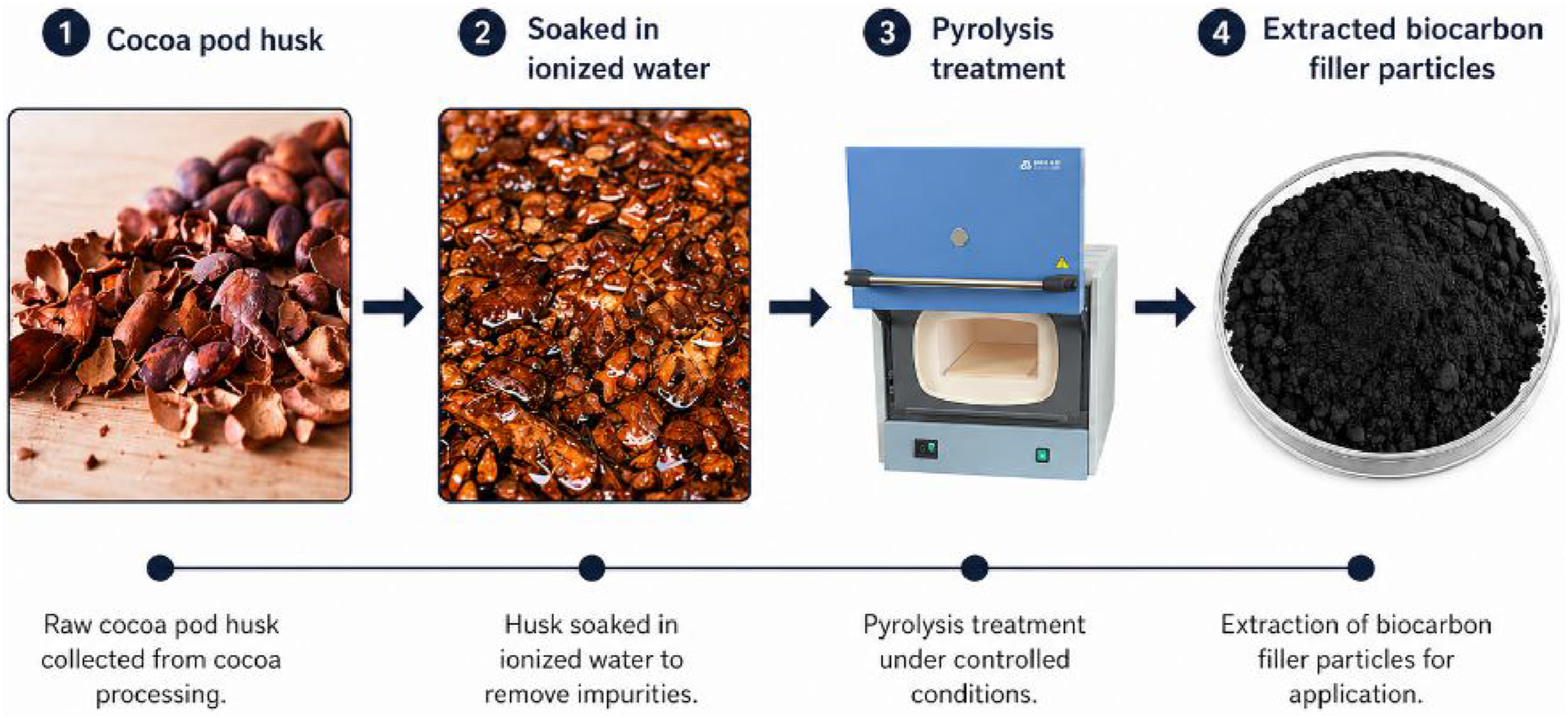
Surface silanization of microfibers and biochar filler
The silane coupling agent solution was prepared for 2 wt. % in a 95:5 ethanol-water mixture. The solution pH was adjusted to around 4.5 using acetic acid for effective hydrolysis. The dried microfibers and biochar filler particles were immersed in the silane solution for 2 h with stirring. The silanized materials were allowed to settle and then rinse them with ethanol to remove unreacted silane.
17
The treated microfibers and filler were again dried in hot air oven at 80°C for 12 h to ensure the complete condensation. Surface modification process was explained in the Figure 3. Silane treatment on microfibers and biocarbon filler particles.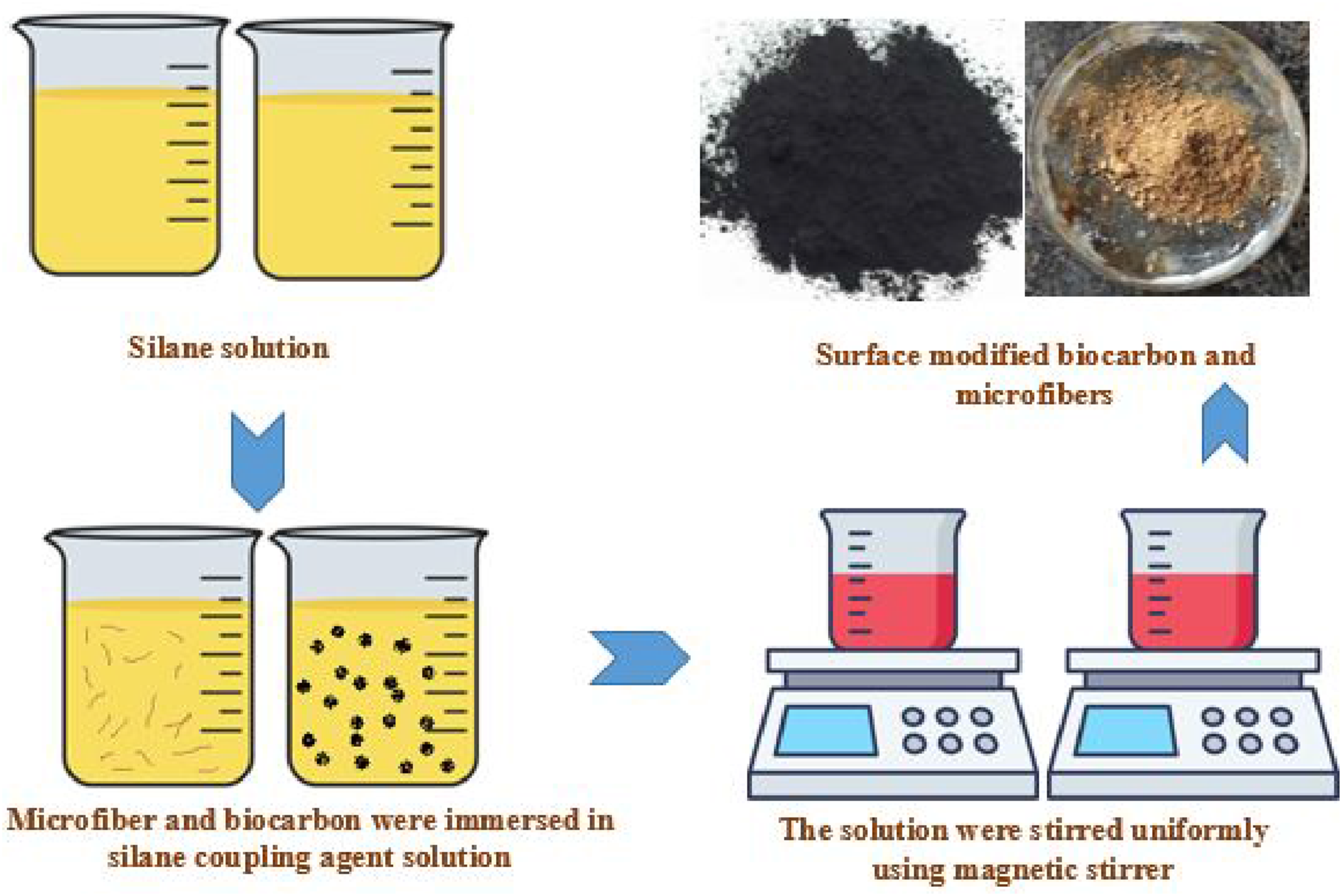
Figure 4 FTIR transmittance spectra show characteristic absorption bands confirming the chemical functionalities present. A broad O–H stretching vibration is observed around ∼3300 cm-1, along with C–H stretching near ∼2900 cm-1. The C–O stretching and fingerprint cellulose region appears prominently between 1000 and 1100 cm-1. A noticeable N–H vibration is seen near ∼1640–1550 cm-1. After silane modification, the appearance/intensification of Si–O–C stretching in the ∼1100 cm-1 region confirms successful silane bonding on the fiber surface. FTIR transmittance proofs for silane treated fiber and filler.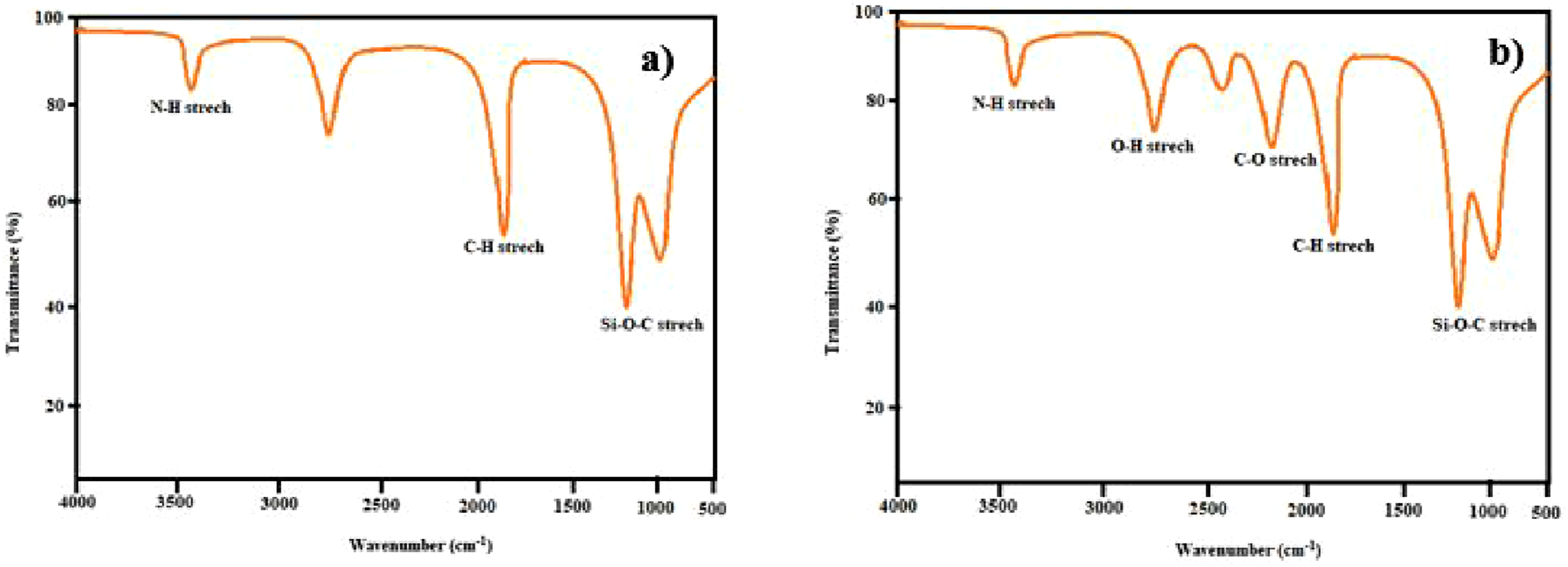
Filament preparation
In this research effort, PLA based composite filaments were produced using liquid PLA and silane treated microfibers, biocarbon filler particles. The PLA was initially dissolved in distilled water at 60°C, after which the treated microfibers were uniformly dispersed into the mixture. The filament extrusion was carried out using a precision desktop extruder equipped with a 1.75 mm nozzle, operated at 245°C with a controlled heating rate of 6°C. A torque of 38Nm was maintained to ensure a stable filament diameter of 1.75 mm, while the collection speed was set at 0.46 m/min, enabling a production rate of nearly 120 g/h. Following extrusion, the filaments were immediately cooled in a water bath to preserve their structural integrity. The final products were thoroughly inspected for uniformity, specifically checking for variations in diameter, surface defects and any extrusion-related anomalies.
Composite lamination process
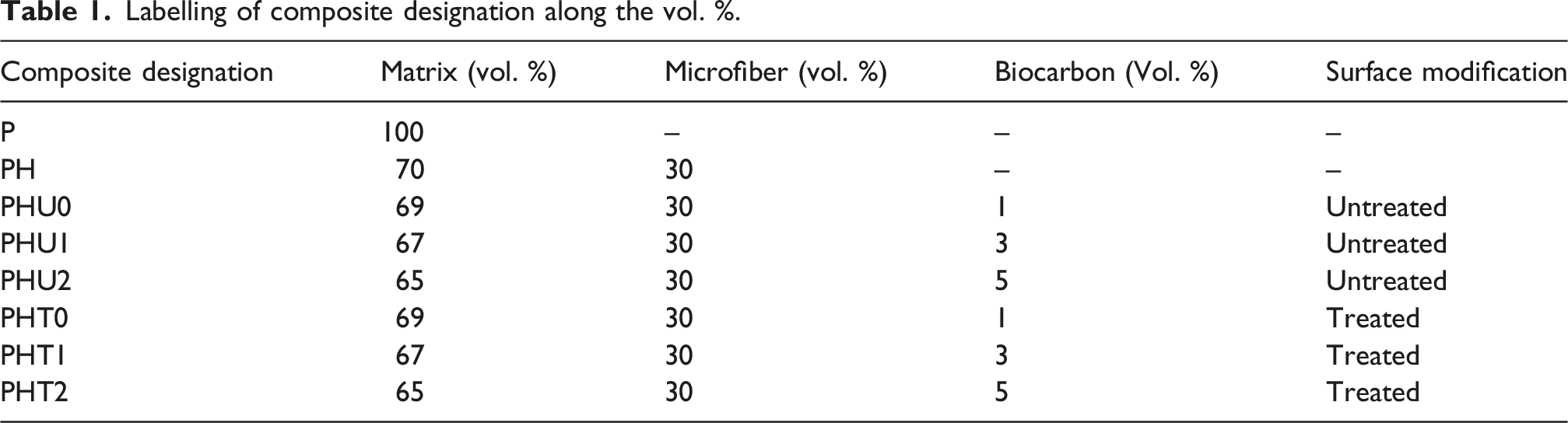
Labelling of composite designation along the vol. %.
Morphological study
The fabricated composite specimens were evaluated for mechanical, tribological, flammability, thermal and morphological properties according to relevant ASTM standards. Tensile properties were examined using a Universal Testing Machine (UTM) in accordance with ASTM D3039, while flexural behaviour was evaluated following ASTM D790. Wear resistance was investigated using a pin-on-disc tribometer under sliding conditions based on ASTM G99. Flammability behaviour was assessed according to ASTM D635 using both horizontal and vertical burning configurations. During testing, the specimens were securely mounted using appropriate clamps, and a controlled flame was applied to one end of the specimen for a specified duration. Parameters such as ignition time, burn length, flame propagation rate, and after-flame time were recorded to evaluate combustion characteristics. Thermogravimetric analysis (TGA) was conducted to determine the thermal degradation behaviour and stability of the composites. The analysis was performed using a NETZSCH STA 449 F5 Jupiter thermal analyzer (Germany) under a nitrogen (N2) atmosphere. Alumina (Al2O3) crucibles were used, and the specimens were scanned from 0 to 800°C at a heating rate of 5°C/min in accordance with ASTM D3418. The corresponding weight loss as a function of temperature was continuously recorded. Morphological characteristics of the fractured and worn composite surfaces were examined to evaluate fiber–matrix interfacial bonding, filler dispersion, void formation, and failure mechanisms. Figure 5 presents the snapshot of the tested composite specimens. Test specimens.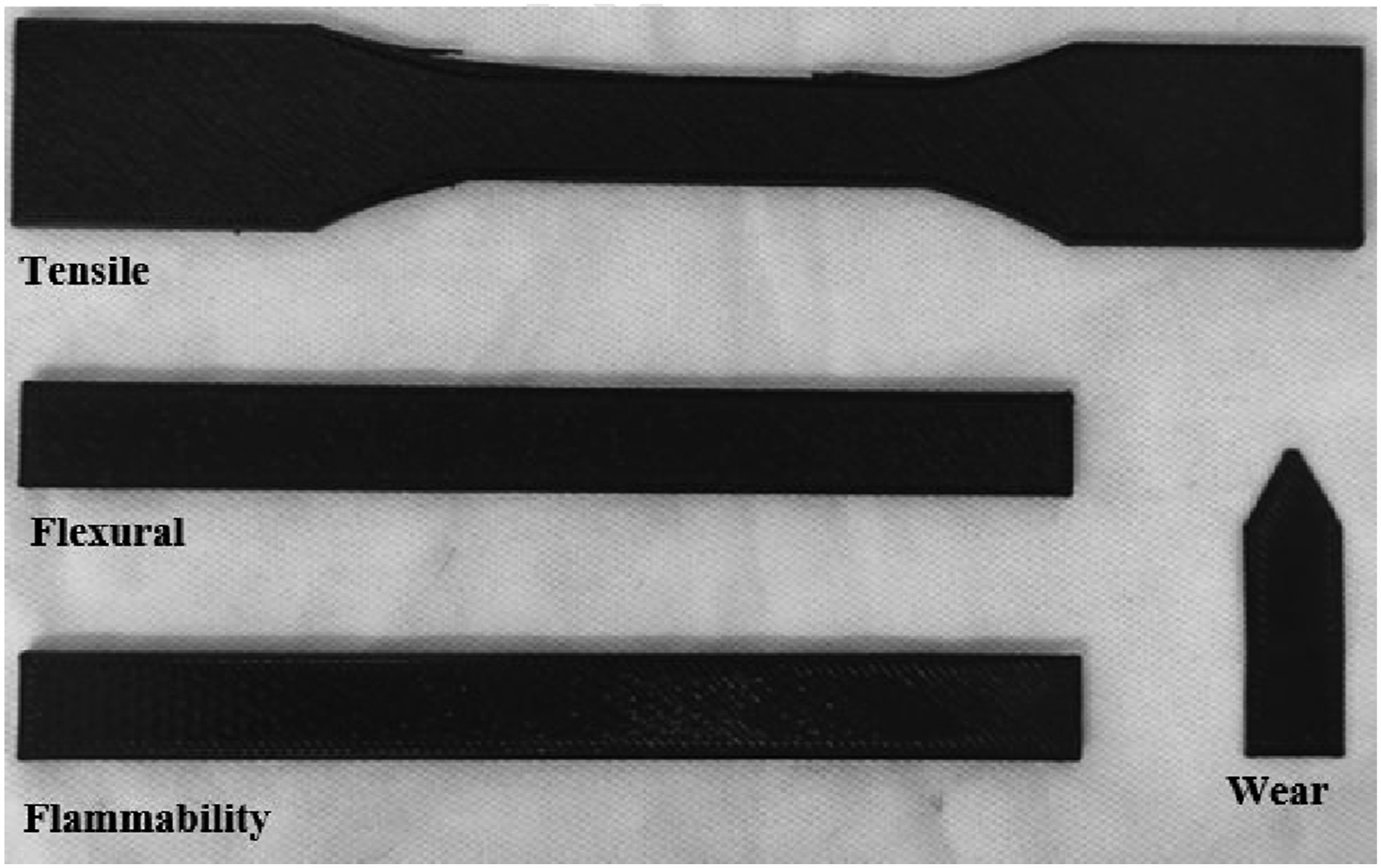
Report analysis
Mechanical properties
The tensile and flexural strengths of the hemp hurd microfiber–reinforced and cocoa pod husk biocarbon–filled composites are presented in Figure 6. The neat polymer specimen P exhibited a tensile strength of 59 MPa and a flexural strength of 73 MPa, reflecting the limited load-bearing capability and brittle nature of the unreinforced polymer matrix. Upon reinforcement with 30 vol.% hemp hurd microfibers, the PH composite achieved tensile and flexural strengths of 109 MPa and 118 MPa, corresponding to improvements of 84.7% and 61.6%, respectively, compared to the neat matrix. This enhancement is mainly attributed to the high cellulose content and aspect ratio of hemp microfibers, which enabled efficient stress transfer from the matrix to the reinforcement. The fibers also acted as crack-bridging elements, delaying crack initiation and propagation during tensile and bending loading. The incorporation of cocoa pod husk–derived biocarbon into the untreated composites (PHU series) further improved mechanical performance. The PHU0 composite containing 1 vol.% biocarbon exhibited tensile and flexural strengths of 124 MPa and 130 MPa, marking improvements of 13.8% and 10.2% compared with PH. This enhancement is associated with the ability of fine biocarbon particles to occupy microvoids within the matrix, thereby increasing packing density and reducing stress concentration sites. The filler also contributed to improved load transfer and matrix stiffening, although the lack of surface treatment limited bonding efficiency.
19
Increasing the filler content to 3 vol.% in PHU1 raised the tensile and flexural strengths to 131 MPa and 146 MPa, corresponding to 20.2% and 23.7% improvements over PH. At this concentration, the filler dispersion became more uniform, forming an interconnected reinforcement network that improved stress distribution and interfacial frictional resistance. Mechanical properties of various composite specimens.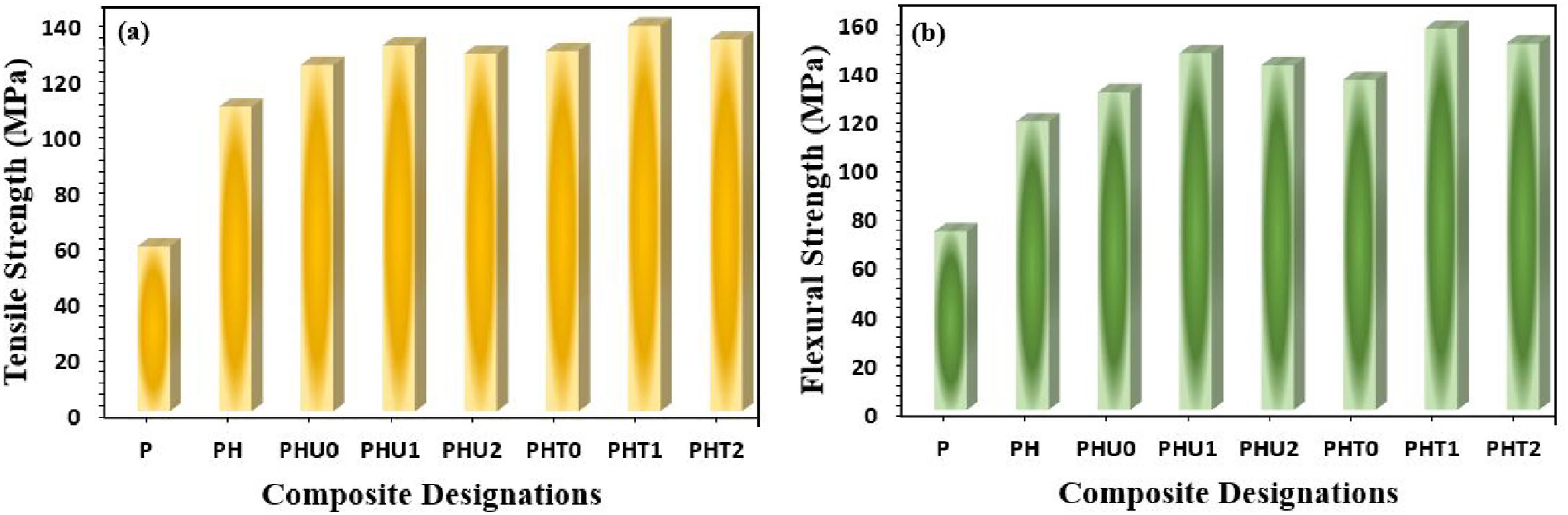
Moreover, the carbonaceous filler restricted localized polymer chain mobility, thereby increasing composite stiffness and resistance to deformation. However, with further filler addition to 5 vol.% in PHU2, the tensile and flexural strengths slightly decreased to 128 MPa and 141 MPa. This decline, although marginal, results from filler agglomeration and insufficient wettability between the hydrophilic filler surface and hydrophobic polymer matrix, leading to localized stress concentration and premature crack initiation during loading. The effect of silane surface treatment is evident in the PHT series, which demonstrated higher tensile and flexural strengths than their untreated PHU counterparts. The PHT0 composite with 1 vol.% treated biocarbon achieved tensile and flexural strengths of 129 MPa and 135 MPa, representing increases of 4.0% and 3.8% compared with PHU0. This improvement is attributed to the silane coupling agent forming siloxane bonds between the hydroxyl groups present on hemp fibers/biocarbon and the polymer matrix, thereby reducing interfacial voids and improving wettability and stress transfer efficiency. 20 For PHT1, containing 3 vol.% treated biocarbon, the tensile and flexural strengths increased to 138 MPa and 156 MPa, showing improvements of 5.3% and 6.8% over PHU1 and overall enhancements of 133.9% and 113.7%, respectively, compared with the neat polymer. The superior performance results from the synergistic interaction between silane-treated hemp microfibers and uniformly dispersed biocarbon particles. The formation of strong interfacial bonding restricted fiber pull-out, minimized crack propagation, and enabled more homogeneous stress distribution throughout the matrix. In addition, the treated filler particles acted as rigid micro-reinforcement sites that enhanced stiffness while maintaining structural integrity during deformation. The silane treatment introduced siloxane linkages at the interface, which bridged the inorganic filler and organic matrix, preventing premature failure and improving the composite toughness and stiffness. 21
In PHT2, with 5 vol.% treated filler, the tensile and flexural strengths reached 133 MPa and 150 MPa, respectively, representing a 3.9% and 6.4% increase over PHU2. Although the treated composites continued to outperform untreated counterparts, slight reductions compared with PHT1 were observed due to increased melt viscosity and partial particle clustering at higher filler concentrations. These factors restricted polymer wetting and introduced micro-defects despite surface treatment. Overall, the inclusion of hemp hurd microfibers and cocoa pod husk biocarbon significantly improved the mechanical properties of the polymer matrix. The silane-treated composites consistently exhibited superior performance due to enhanced interfacial adhesion, efficient stress transfer, reduced void formation, and improved filler dispersion. Among all formulations, PHT1 containing 3 vol.% treated biocarbon displayed the highest tensile and flexural strengths of 138 MPa and 156 MPa, confirming that the combination of optimal filler loading and silane treatment provides the most effective reinforcement performance.
The surface morphology of the fractured specimens was examined through SEM to understand the interfacial characteristics and dispersion behavior of the fibers and fillers, as illustrated in Figure 7. Figure 7(a) shows the microstructure of P, which reveals a relatively smooth and homogeneous surface morphology, indicating the absence of any reinforcing agents. The smooth fractured surface suggests brittle failure with limited energy absorption, as there are no reinforcing phases to hinder crack propagation or to contribute to mechanical interlocking within the matrix. In Figure 7(b), corresponding to PH, the micrograph displays rougher fracture features compared to P, along with evidence of fiber pull-out and potential fiber breakage. The presence of these features indicates partial load transfer between the fiber and the surrounding matrix. However, the visible gaps and exposed fiber ends suggest incomplete interfacial bonding, allowing some fibers to detach during mechanical loading, which could contribute to microvoid formation and localized stress concentration. Figure 7(c), representing PHT1, exhibits a well-integrated surface morphology with a uniform dispersion of filler particles throughout the matrix. The interface appears continuous, showing fewer voids or pulled-out regions compared to PH. The filler particles are firmly embedded within the matrix, confirming good adhesion between the phases. In contrast, Figure 7(d), corresponding to PHU2, displays clear regions of filler agglomeration, with clusters of particles concentrated in localized areas. These agglomerated zones lead to poor stress distribution within the composite and may act as crack initiation sites during mechanical loading. Overall, the SEM analysis confirms that the morphology of the fractured surfaces strongly correlates with the observed mechanical and wear performance. The smoother, uniform, and well-bonded structure in PHT1 demonstrates effective interfacial adhesion and proper dispersion of filler particles, while the rough and agglomerated morphology in PHU2 highlights the negative effects of filler clustering and weak interfacial bonding on composite integrity. SEM analysis of (a) P, (b) PH, (c) PHT1, (d) PHU2.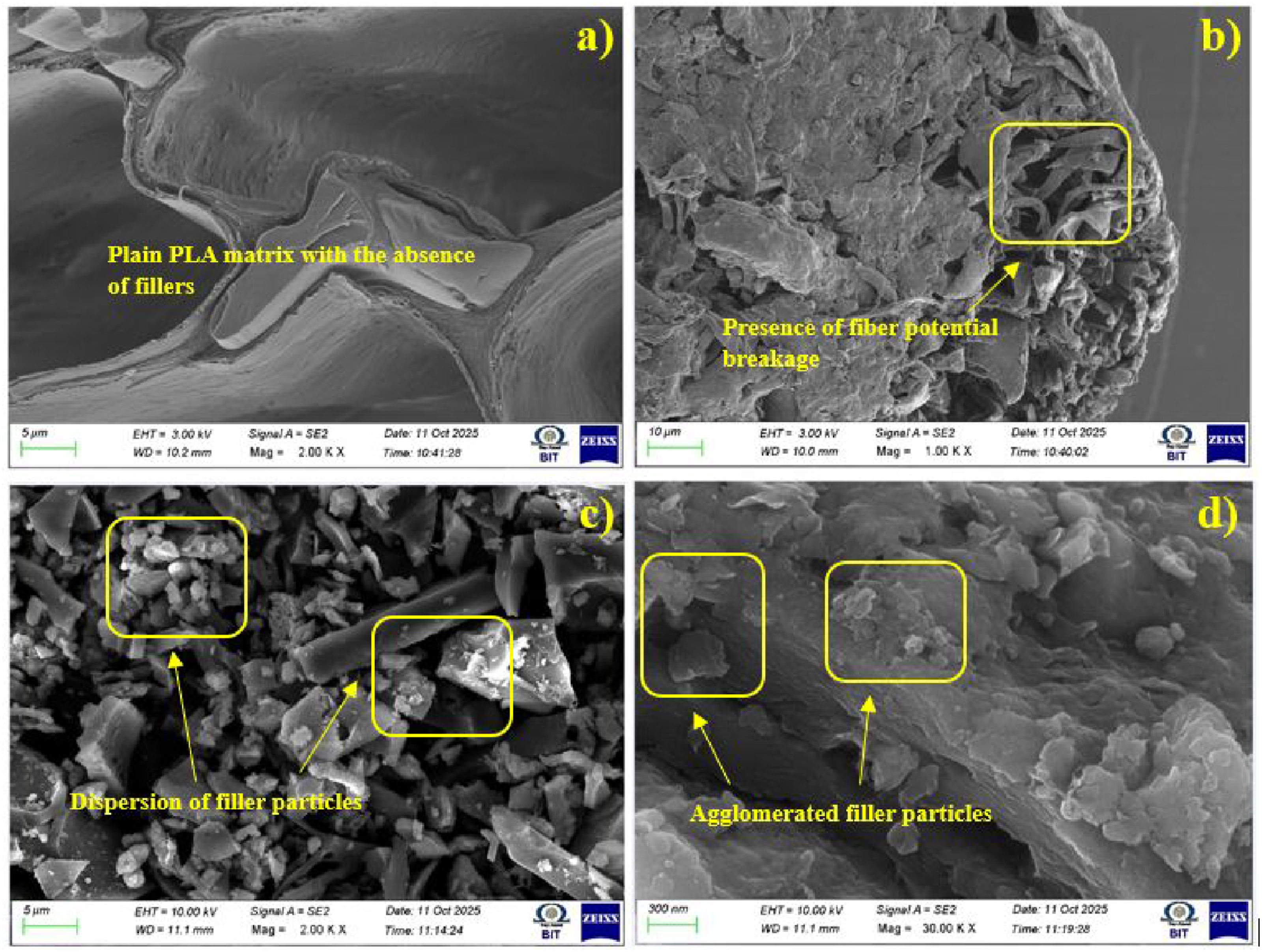
Wear behavior
The wear performance of the hemp hurd microfiber–reinforced and cocoa pod husk biocarbon–filled composites was evaluated in terms of specific wear rate and coefficient of friction (COF). The neat polymer specimen P showed a specific wear rate of 0.0353 mm3/Nm and a COF of 0.407, indicating poor wear resistance and a high frictional response due to the absence of any reinforcement or filler. Reinforcement with 30 vol.% hemp hurd microfibers in PH reduced the wear rate to 0.0310 mm3/Nm and COF to 0.364, representing a reduction of 12.2% and 10.6%, respectively, compared to P. The improvement is attributed to the ability of hemp fibers to carry a portion of the applied load, thus reducing the direct contact between the polymer matrix and the counter surface.
When biocarbon filler is introduced, the PHU series (untreated composites) exhibited progressive reductions in both wear rate and COF with increasing filler content. The PHU0 specimen containing 1 vol.% untreated biocarbon displayed a wear rate of 0.0268 mm3/Nm and COF of 0.321, demonstrating enhanced resistance to surface degradation. The improvement results from the filler’s inherent hardness and its ability to fill voids within the matrix, improving load distribution even without chemical bonding. Increasing the filler content to 3 vol.% in PHU1 further reduced the wear rate to 0.0246 mm3/Nm and COF to 0.300. This behavior indicates that an optimal amount of untreated filler contributes to improved interfacial friction stability and the formation of a thin, protective transfer film on the worn surface. 22 At 5 vol.% filler loading, PHU2 showed a wear rate of 0.0225 mm3/Nm and COF of 0.268, confirming the positive effect of biocarbon addition.
The influence of silane surface treatment is evident when comparing the PHT series to their untreated PHU counterparts. For 1 vol.% filler content, the PHT0 composite exhibited a wear rate of 0.0257 mm3/Nm and COF of 0.310, showing a 4.1% reduction in wear rate and 3.4% reduction in COF compared to PHU0. This improvement is attributed to enhanced interfacial adhesion due to silane coupling, which chemically bonded the filler and fiber surfaces with the matrix, minimizing particle detachment and surface micro-cracking during sliding. 23
At 3 vol.% filler loading, the PHT1 specimen achieved a wear rate of 0.0203 mm3/Nm and COF of 0.278, corresponding to 17.5% and 7.3% reductions compared to PHU1. This specimen exhibited the best overall tribological performance, as the optimal combination of filler loading and silane treatment resulted in strong interfacial bonding, uniform filler dispersion, and stable tribolayer formation. The silane-modified surface facilitated better load transfer, reduced adhesive wear, and stabilized friction behavior under sliding conditions.
At 5 vol.% filler, the PHT2 composite exhibited a wear rate of 0.0182 mm3/Nm and COF of 0.235, which correspond to 19.1% and 12.3% reductions relative to PHU2. This further improvement demonstrates that the treated fillers/fibers remained well bonded to the matrix, effectively resisting material pull-out and preventing third-body abrasion. Although the wear performance continued to improve with increased filler content.
Overall, the silane-treated composites consistently exhibited superior wear resistance and lower coefficients of friction than the untreated series. The surface treatment enhanced interfacial bonding between the hemp fibers, biocarbon filler, and matrix, thereby reducing micro-void formation, filler pull-out, and surface degradation. Among all formulations, PHT2, containing 5 vol.% silane-treated biocarbon, achieved the best combination of low wear rate and stable friction behavior, confirming that optimal filler loading coupled with effective surface modification provides the most efficient tribological performance. Figure 8 wear resistance behaviour of composite sample. Wear properties of various composite specimens.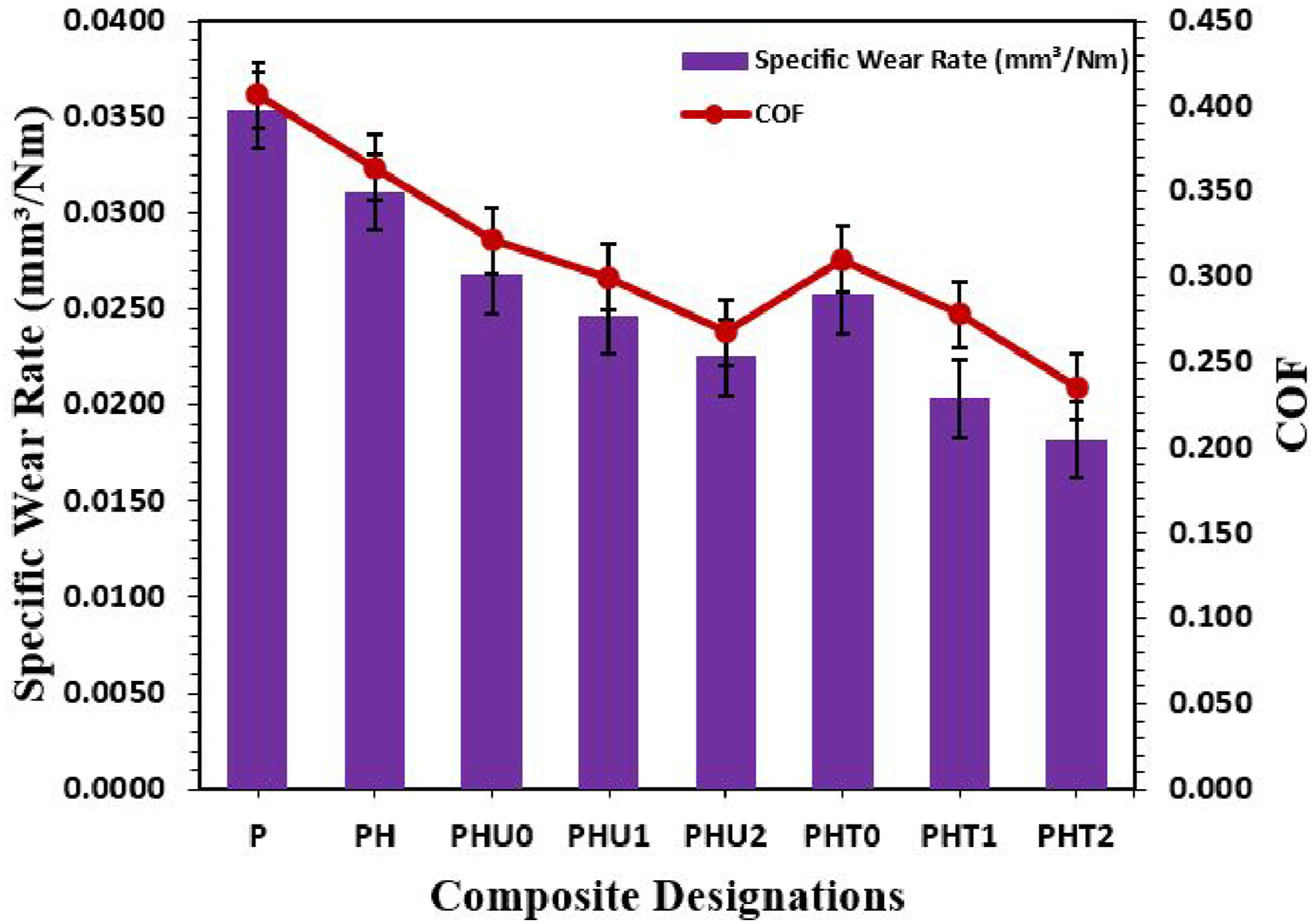
Flammability
Flammability of various composite specimens.
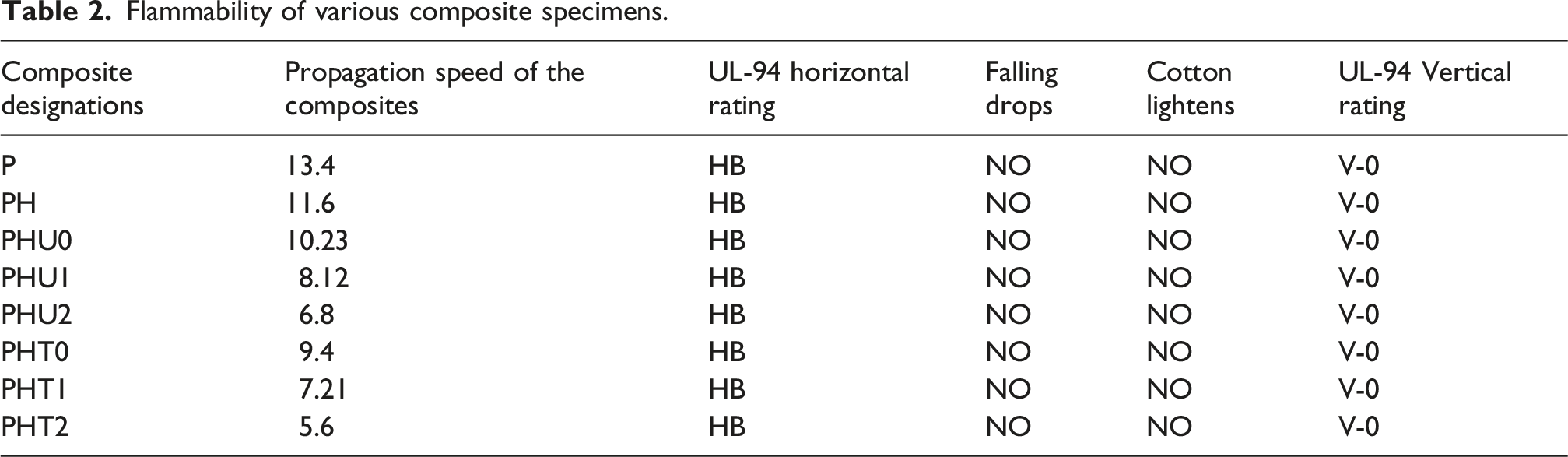
The neat polymer specimen P exhibited a flame propagation speed of 13.4 mm/s, rated as UL-94 HB in the horizontal test and V-0 in the vertical test, with no dripping or cotton ignition. Although the polymer achieved a V-0 rating, its relatively high flame spread rate indicates limited intrinsic flame retardancy and a tendency for continuous surface burning once ignited.
Upon reinforcement with 30 vol.% hemp hurd microfibers, the PH composite showed a reduced propagation speed of 11.6 mm/s, maintaining HB and V-0 ratings with no dripping. The decrease in flame spread speed by 13.4% compared to P is attributed to the presence of the lignocellulosic hemp fibers, which promote early char formation. The char layer acts as a thermal barrier, slowing heat transfer and oxygen diffusion into the polymer matrix.
The incorporation of untreated cocoa pod husk–derived biocarbon further improved the flame retardant performance. The PHU0 composite with 1 vol.% filler exhibited a propagation speed of 10.23 mm/s, a 24% reduction relative to PH. The improvement arises from the inherent carbonaceous structure of the filler, which supports the development of a stable insulating char and suppresses volatile gas evolution during combustion. Increasing the filler content to 3 vol.% in PHU1 further decreased the flame propagation speed to 8.12 mm/s, representing a 30% reduction relative to PH. The higher biocarbon content enhances the compactness of the protective char layer, thereby interrupting heat feedback to the underlying material. 24 At 5 vol.% filler loading, PHU2 exhibited the lowest flame propagation speed among the untreated composites, at 6.8 mm/s, corresponding to a 41.4% reduction compared to PH. The increased thermal stability of the biocarbon-rich surface layer effectively limited flame penetration and maintained structural integrity during burning. All PHU samples retained the V-0 vertical classification and produced no dripping or ignition of cotton, indicating a self-extinguishing behavior.
The silane-treated composites exhibited slightly higher flame propagation rates compared to their untreated counterparts, though still significantly lower than the neat polymer. The PHT0 specimen showed a propagation speed of 9.4 mm/s, which is 8.1% lower than PHU0. The improvement can be linked to the better filler–matrix bonding provided by silane treatment, which ensures uniform distribution of the filler and promotes the formation of a cohesive char layer that adheres well to the matrix during combustion. This prevents detachment and flaking of the char and sustains the barrier effect.
For PHT1, containing 3 vol.% treated biocarbon, the flame propagation speed further decreased to 7.21 mm/s, marking an 11.2% reduction compared to PHU1. This enhanced performance is attributed to the synergistic effect of silane treatment, which strengthens the interfacial bonding and allows the filler particles to form a more continuous, adherent carbonaceous residue that slows heat transfer. The char layer in this composition appears more uniform and thermally stable, which significantly improves flame resistance. 25
At the highest filler loading of 5 vol.%, PHT2 displayed the lowest propagation speed among all specimens, at 5.6 mm/s, representing a 17.6% reduction compared to PHU2. This excellent flame-retardant behavior is due to the combined influence of the high carbon content from the biocarbon filler and the improved chemical bonding from silane treatment. The strong interfacial adhesion reduces microcrack formation and enhances structural stability of the char layer during burning, effectively preventing flame propagation. Moreover, no dripping or cotton ignition was observed, confirming the self-extinguishing characteristics of the treated composites.
Overall, all composites achieved UL-94 V-0 vertical ratings, indicating rapid self-extinguishing behavior and excellent resistance to dripping. The inclusion of biocarbon filler, particularly in silane-treated composites, significantly reduced the flame propagation speed. The PHT2 composite demonstrated the best flammability resistance, combining the lowest propagation speed with a stable, cohesive char barrier that effectively resists heat transfer, oxygen diffusion, and volatile evolution. These findings confirm that the integration of hemp hurd microfibers and silane-treated cocoa pod husk biocarbon provides an environmentally friendly and effective approach to enhancing flame retardancy in polymer composites.
Thermogravimetric analysis (TGA)
The thermal degradation behavior of the composites was evaluated to assess the effect of hemp hurd microfibers (30 vol.%) and cocoa pod husk biocarbon fillers (1, 3, and 5 vol.%) on thermal stability. The neat specimen P exhibited a mass loss of 81% at a characteristic decomposition temperature of 231°C, representing the baseline thermal response of the pure polymer matrix.
Upon the addition of 30 vol.% hemp hurd microfibers in PH, the decomposition temperature increased to 239°C with a mass loss of 83%. The slight increase in decomposition temperature indicates that the presence of lignocellulosic fibers promotes an initial protective char layer, which slows heat transfer during decomposition. However, mass loss increases because the fibers themselves also undergo thermal degradation, contributing additional volatile components.
With the incorporation of 1 vol.% untreated biocarbon, the PHU0 sample showed a decomposition temperature of 244°C and 85% mass loss. The rise in thermal stability is attributed to the carbonaceous nature of the filler, which enhances char formation and delays matrix breakdown. When the biocarbon loading was increased to 3 vol.% in PHU1, the decomposition temperature increased further to 256°C, with 88% mass loss. This improvement indicates that an intermediate filler loading promotes an effective thermal barrier network, where the filler, fiber, and matrix interact to form a more stable protective layer during heating. 26 At 5 vol.% biocarbon, PHU2 exhibited a decomposition temperature of 263°C and 90% mass loss, confirming that additional filler further improves heat shielding.
A more pronounced stabilization effect is observed in the silane-treated composites (PHT series). The PHT0 specimen with 1 vol.% treated biocarbon exhibited a decomposition temperature of 268°C and 92% mass loss. The improved thermal stability arises from stronger interfacial bonding facilitated by silane coupling, which helps maintain matrix–filler continuity during heating. At 3 vol.% treated filler, PHT1 showed a decomposition temperature of 271°C with 94% mass loss, reflecting enhanced carbonaceous char cohesion and an improved heat-resistant structure. The PHT2 sample containing 5 vol.% treated filler demonstrated the highest decomposition temperature among all specimens at 284°C, with 98% mass loss. The significant increase in temperature resistance is attributed to the dense, strongly bonded fiber–filler network created through silane functionalization, which maintains structural integrity longer under thermal attack and forms a more compact insulating char layer.
27
Figure 9 TGA behaviour of the composite sample. TGA of various composite specimens.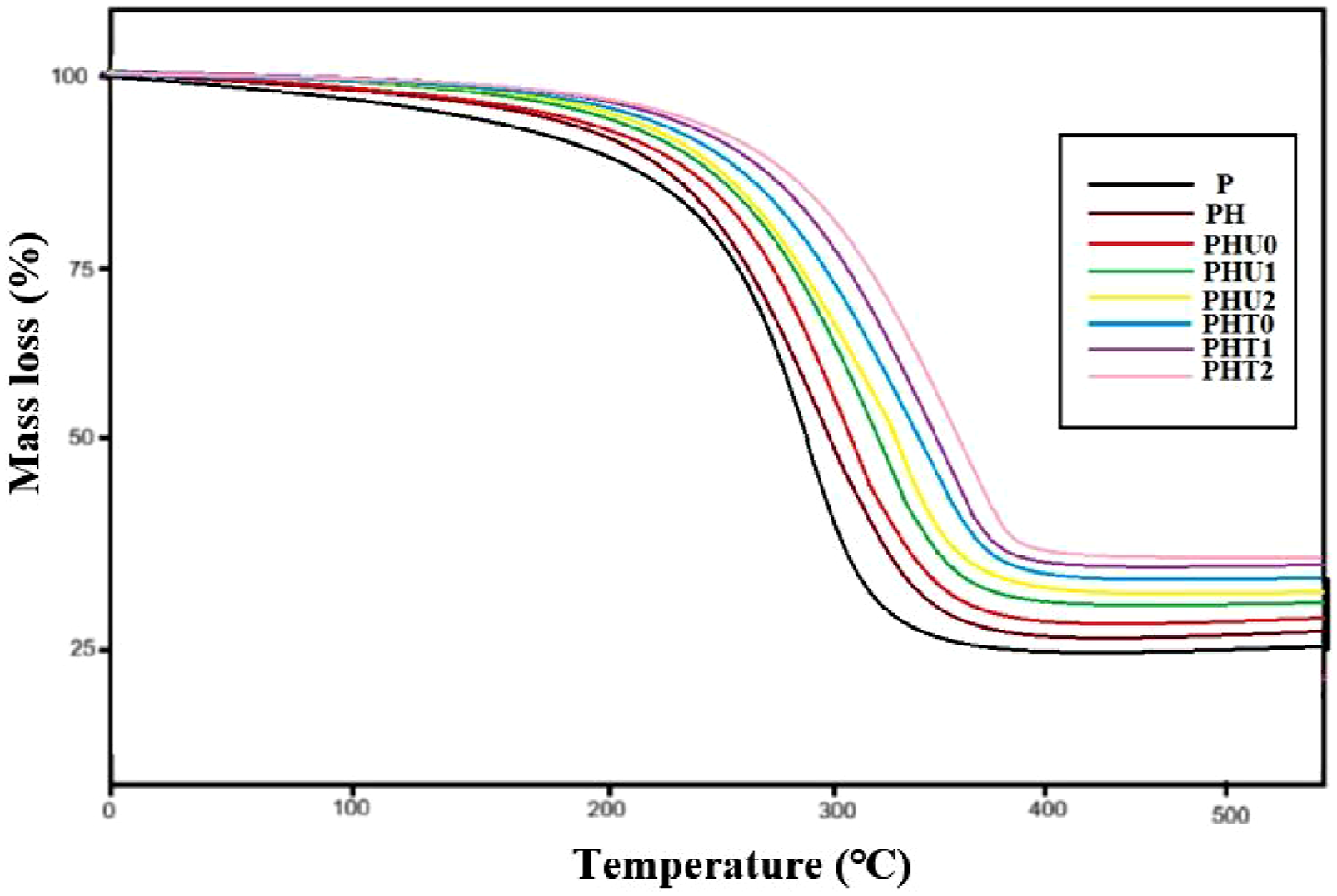
Conclusions
In conclusion, the incorporation of hemp hurd microfibers and cocoa pod husk biocarbon significantly enhanced the mechanical, tribological, flammability, and thermal performance of the polymer composites. Reinforcement with 30 vol.% hemp hurd microfiber increased the tensile and flexural strengths by 84.7% and 61.6%, respectively, compared with the neat polymer matrix. The addition of silane-treated biocarbon further improved composite performance by enhancing interfacial bonding, reducing filler pull-out, and improving stress transfer efficiency. Among all formulations, PHT1 containing 3 vol.% silane-treated biocarbon exhibited the highest mechanical performance, achieving tensile and flexural strengths of 138 MPa and 156 MPa, corresponding to improvements of 133.9% and 113.7%, respectively, relative to the neat polymer. The superior behaviour resulted from uniform filler dispersion, strong siloxane-mediated interfacial bonding, and reduced crack propagation. PHT2 containing 5 vol.% treated biocarbon demonstrated the best multifunctional performance in terms of wear resistance, flame retardancy, and thermal stability. The composite achieved a minimum specific wear rate of 0.0182 mm3/Nm and coefficient of friction of 0.235, representing reductions of 48.4% and 42.3%, respectively, compared with the neat polymer. In addition, the flame propagation speed decreased from 13.4 mm/s for the neat polymer to 5.6 mm/s for PHT2, corresponding to a 58.2% reduction while maintaining a UL-94 V-0 rating. Thermogravimetric analysis revealed that the decomposition temperature increased from 231°C to 284°C, indicating a 22.9% enhancement in thermal stability due to the formation of a compact and thermally stable carbonaceous char layer. SEM analysis further confirmed that silane-treated composites exhibited improved interfacial adhesion, reduced filler agglomeration, and fewer microvoids compared with untreated composites. Overall, the study demonstrates that silane-treated hemp hurd microfiber and cocoa pod husk biocarbon provide an effective and sustainable reinforcement strategy for developing high-performance polymer composites suitable for structural, automotive, and functional engineering applications.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.