
Abstract
Polyoxymethylene (POM), a widely used engineering plastic, is a highly crystalline thermoplastic polymer known for its mechanical strength, fatigue resistance, and chemical stability. POM is increasingly used as a substitute for metal in various applications, making it essential to continuously enhance its performance. Many researchers have investigated the modification of POM and proposed various methods for preparing POM composites, particularly emphasizing the use of nanomaterials as reinforcing agents. This review systematically summarizes the mechanical, thermal, crystallization, and tribological properties of POM and its nanocomposites (e.g., Nano-SiO2, Nano-Al2O3, Nano-ZnO, Carbon Nanotube, POSS, Hydroxyapatite, Nano-MoS2, MMT). Additionally, it focuses significantly on examining their application prospects, aiming to offer more optimal solutions for the utilization of POM. It is anticipated that this review will establish a robust theoretical foundation for future research in the field of POM and its nanocomposites and will also facilitate the effective deployment of POM-based materials across a broader range of critical fields.
Keywords
Introduction
As one of the most popular engineering plastics of the 21st century, polyoxymethylene (POM) is a polymer consisting of structural units that contain dioxymethylene (C4H4O4), which was first discovered by Russian chemist Aleksandr Mikhailovich Butlerov in 1859.
1
At the beginning of the 20th century, Auerbach and Barschall successfully prepared POM by polymerizing aqueous formaldehyde and sulfuric acid.2,3 Subsequently, Hermann Staudinger, the father of polymer science, began extensive research on POM to derive a more complex cellulose structure primarily found in POM materials.4,5 Around 1955, U.S. DuPont achieved a breakthrough in the homopolymerization of formaldehyde through polymerization6–8; In 1960, the United States Celanese company developed the technology for copolymerization of formaldehyde with paraformaldehyde and ethylene oxide, industrializing production in 1962.
9
Figure 1 shows the history of POM development. The history of POM.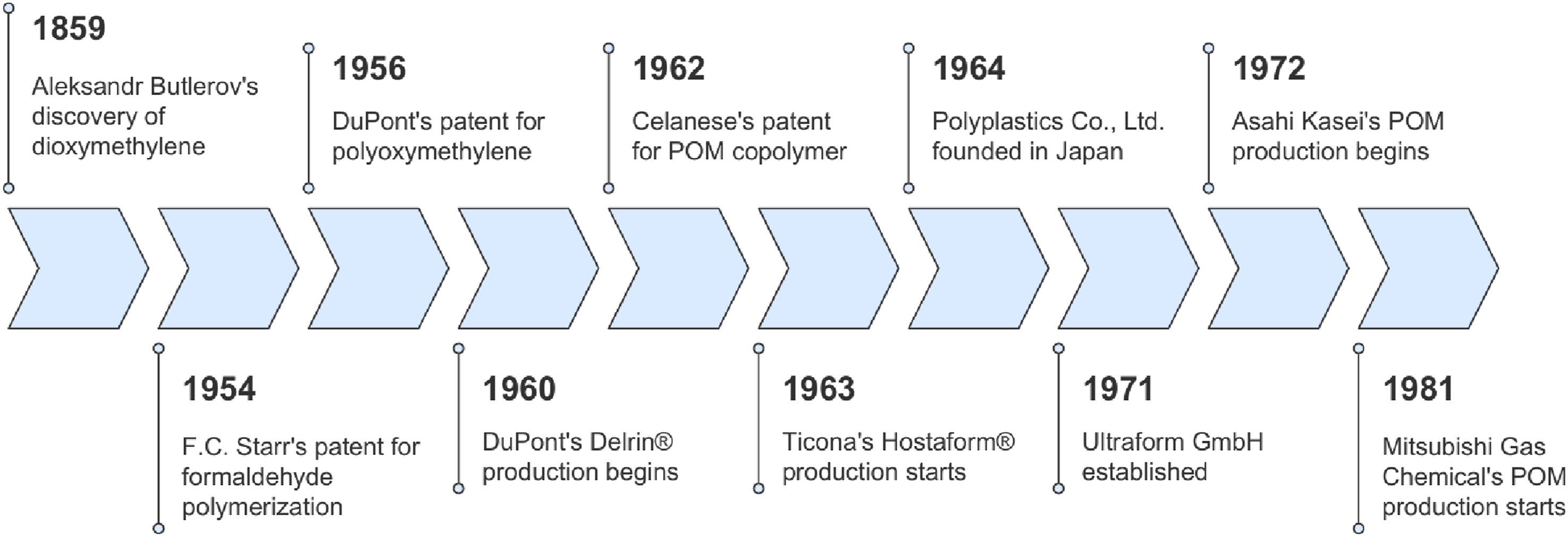
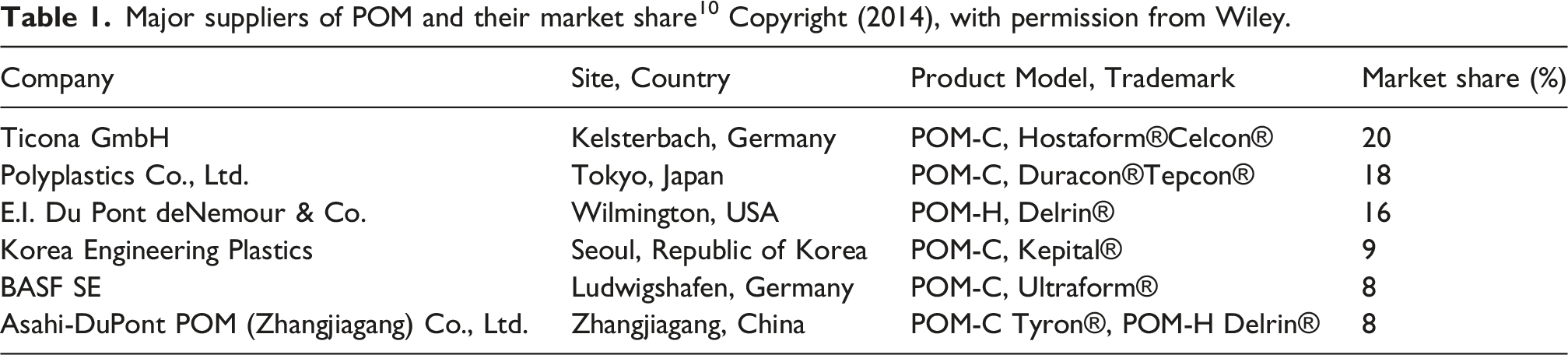
Major suppliers of POM and their market share 10 Copyright (2014), with permission from Wiley.
POM possesses excellent mechanical properties, wear-resistance, and a wide range of applications in automobile manufacturing,
11
electronic appliances and daily life.12–14 However, its poor impact performance, heat resistance and low UV resistance severely restrict its scope of application and development.15,16 Given that the small size of nanoparticles, large specific surface area, and high surface binding energy, incorporating nanoparticles into POM can significantly enhance the performance and stability of composites. Nanomaterials exhibit surface effects, small size effects, quantum size effects and macroscopic quantum tunneling effects,
17
which can influence various aspects of POM’s performance. Nevertheless, nanomaterials are prone to agglomeration due to their surface effects, which promote strong interactions among them.18,19 Typically, nanoparticles are disordered in polymers. However, some nanoparticles are ordered, meaning their positional distribution exhibits long-range periodicity. Since agglomeration degrades the properties of the composites, it should be avoided as much as possible during the preparation process.
20
This review summarizes the studies on the addition of different nanofillers (e.g., Nano-SiO2, Nano-Al2O3, Carbon Nanotube, POSS, Hydroxyapatite, Nano-MoS2) to POM, detailing their effects on the properties of POM and its nanocomposites as well as a wide range of applications. Thus, this study paves the way for future POM-based nanocomposites. Figure 2 shows the properties and applications of POM-based nanocomposites. Properties and applications of POM-based nanocomposites.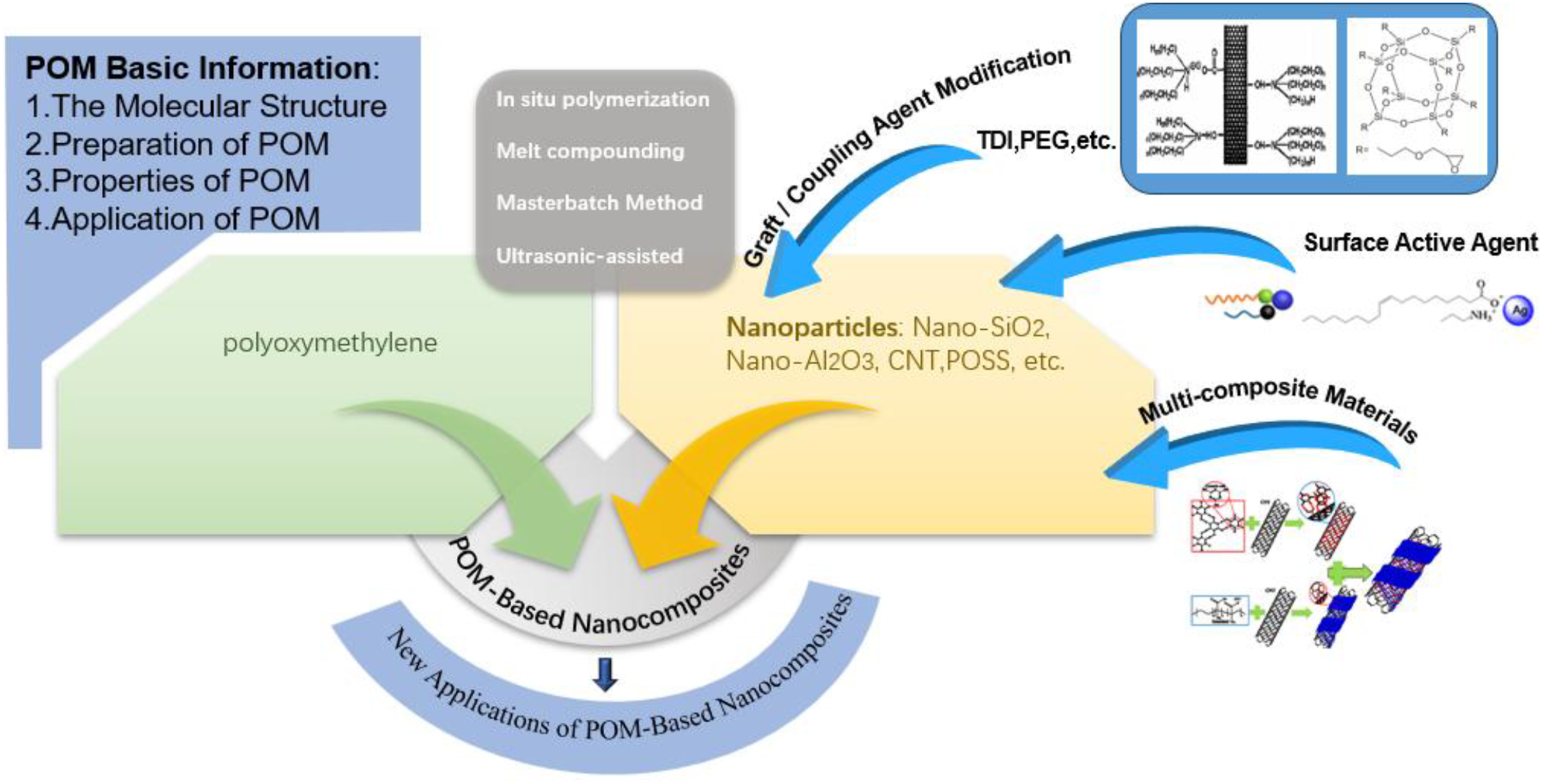
POM basic information
The molecular structure and preparation of POM
Although POM is a synthetic polymer produced via artificial chemical processes, a plethora of studies have firmly established its biocompatibility.26–28 Through comprehensive multi-dimensional research encompassing cellular assays, animal trials, and other investigative approaches, numerous researchers have demonstrated that POM elicits minimal immune responses and exhibits negligible cytotoxicity upon contact with biological tissues. These findings underscore its significant potential for applications in diverse biomedical domains, including tissue engineering scaffolds and drug slow-release carriers. 29 It is crucial to note, however, that the biocompatibility of POM is not absolute. Given its inherent degradation capacity, further in-depth investigations are imperative to fully elucidate its long-term stability and safety profiles across various biological microenvironments.
The degradation mechanism of POM is identical to that of polymethylmethacrylate (PMMA), both undergoing a thermal depolymerization reaction.30,31 At the molecular level, under the action of heat, light or chemical reagents, the chemical bond at the end of the POM molecular chain is initially broken, generating formaldehyde monomer. As the reaction proceeds, the molecular chain continuously depolymerizes segment by segment from the end, causing a rapid decrease in molecular weight. 32 The most and fastest degradation occurs around 300°C. Prior to the major decomposition during the 30−50 min period, a very slow weight loss is observed. This depolymerization process presents both benefits and drawbacks in environmental applications. In natural environments, its degradation helps mitigate white pollution. However, in practical applications, it may cause the premature degradation of material properties and shorten the service life.
The monomer concentration is of paramount importance in the copolymerization process. When the monomer concentration is excessively high, the surplus monomers will become defects within the molecular chain. 33 These defects damage the regularity of the molecular chain, thereby impeding the orderly arrangement and crystallization of the molecular chain. With the increase of defects, the crystallinity of POM decreases significantly, which in turn has a profound impact on properties such as the material’s hardness, strength, and chemical resistance. Simultaneously, changes in crystallinity will impede grain growth and reduce the grain size, ultimately transforming the microstructure and macroscopic properties of the material.
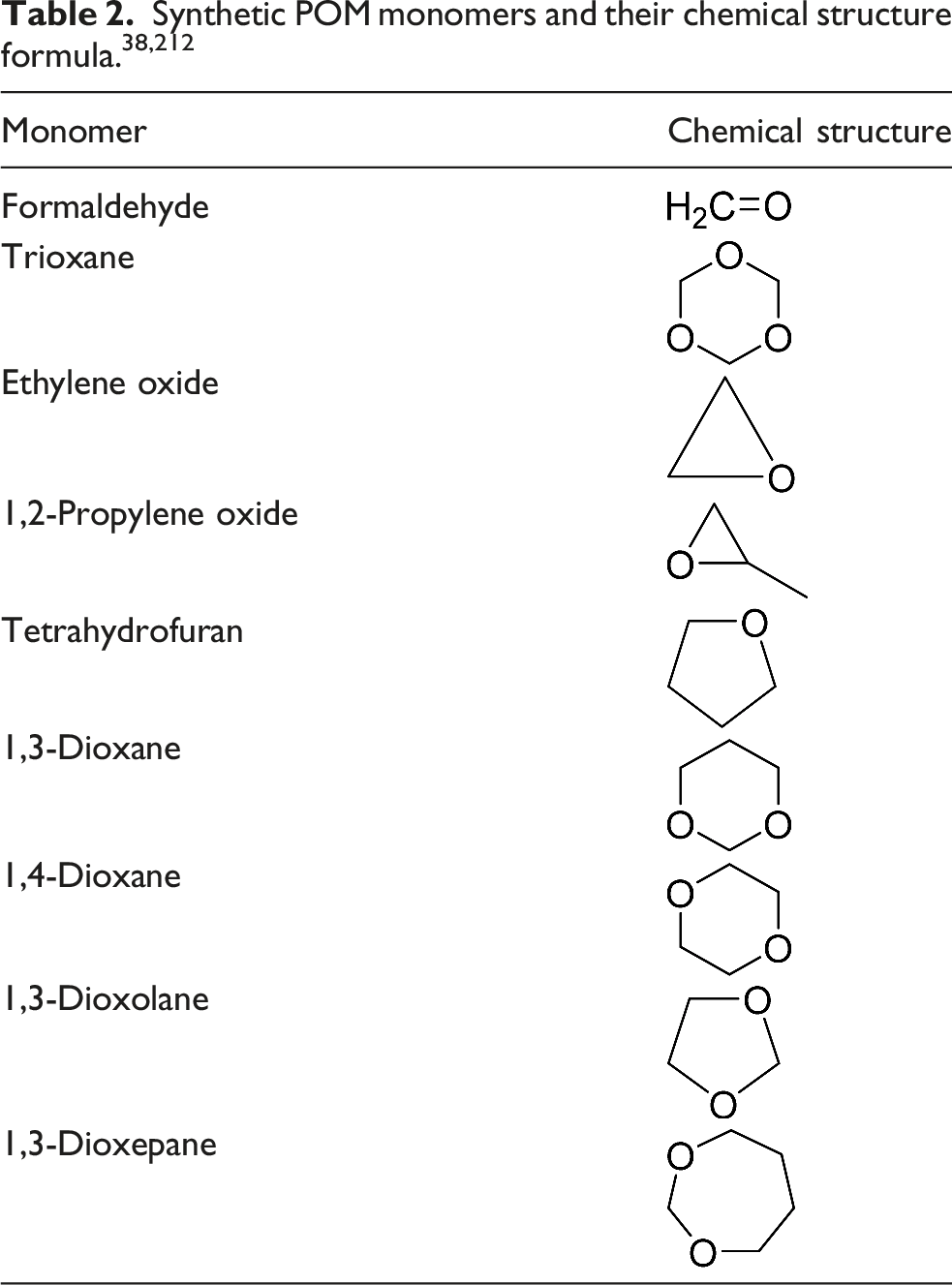
POM mainly has two kinds of industrial products. One is homo-polyoxymethylene, which is mainly synthesized through anionic polymerization of anhydrous formaldehyde. The other is co-polyoxymethylene, which is obtained by copolymerization of triformaldehyde and a small amount of dioxin pentacyclic. POM polymerization is typically bulk polymerization, but it can also be non-homogeneous precipitation polymerization or melt polymerization.34,35 Commonly employed initiators in POM polymerization systems are mainly Lewis acids 36 (commonly boron trifluoride 37 ), Bronsted strong acid 36 (commonly sulfuric or phosphoric acid), ammonium salt, 37 and so on. There is no C=C double bond in formaldehyde, but its carbonyl group C=O can be regarded as a binary ring, so POM polymerization generally proceeds via ring-opening polymerization.
After high-purity anhydrous formaldehyde and the initiator are thoroughly mixed, homo-polymerization can be carried out through bulk polymerization to produce homo-polyoxymethylene. 38 Nevertheless, in the actual production process, because of the stringent requirements for formaldehyde purity, the purification process is rather complex.39–41 On the bright side, the resulting product features a high molecular weight and outstanding performance. In the industry, another prevalent POM product is trimethylene formaldehyde. 42 It is formed by formaldehyde and other monomers like dioxane and ethylene oxide, along with the addition of a cationic initiator to trigger copolymerization, which can effectively prevent the occurrence of depolymerization reaction. Compared with homo-polyoxymethylene, the products thus obtained exhibit higher thermal stability. To stop the polymerization reaction, it is necessary to add a terminator, 43 which stabilizes the polymer terminal ions and thus inhibits the further progress of the reaction. A commonly used terminating agent is Lewis base.
Properties of POM
Crystal structure and crystallization behavior
POM exists in orthorhombic and hexagonal crystal structures. Different crystal structures endow POM with distinct physical properties. These structures can be differentiated and studied through techniques such as IR (infrared spectroscopy), XRD (X-ray diffraction), and NMR (nuclear magnetic resonance). The differentiation is based on the absorption frequencies of infrared light in the unit cells (for IR) and chemical shifts (for NMR).44,45 Neutron diffraction can also be employed for further investigation.
During the cooling process of POM from molten or solution state, its molecular chains spontaneously arrange regularly to form crystalline regions, which coexist with amorphous regions. This phase transition process is defined as crystallization behavior. Meanwhile, the orientation behavior also affects the POM lattice structure. The oriented and non-oriented hexagonal structure of POM also exhibits different information in wide-angle X-ray diffraction.
21
X-ray diffraction stands as the preeminent technique for the investigation of crystal structures. Scientists have discovered that an amorphous phase is also present within polymer crystals. When examining the X-ray diffractogram of POM, distinct crystalline diffraction rings can be observed alongside diffuse amorphous diffraction rings. This observation strongly indicates the coexistence of crystalline and amorphous regions in crystalline polymers (Figure 3(a)). Polymer single crystals typically form through slow crystallization processes in highly dilute solutions. Electron diffraction and electron microscopy techniques enable the visualization of the hexagonal structure of POM single crystals (Figure 3(b) and (c)). Spherical crystals, on the other hand, are generated during the crystallization from the melt or concentrated polymer solutions.
46
In Figure 3(d), the growth of a spherical crystal initiates from a crystal nucleus. Multilayered lamellar crystals emanating from the primary nucleus bifurcate at crystal defect sites, gradually spreading outward and forming new lamellar crystals. The size of spherical crystals can vary significantly, ranging from a few nanometers to several millimeters. Due to the birefringence and symmetry of the polymer spherical crystals, the spherical crystals exhibit a characteristic black cross-correlation pattern when observed under polarized light microscopy (Figure 3(e)).47,48 Scanning Electron Microscopy (SEM), a pivotal tool for characterizing material microstructures, offers unique advantages in the observation of spherical crystals formed via melt crystallization. Leveraging the high - resolution imaging capabilities of SEM, researchers have revealed that the observed spherical crystals often display a two - dimensional morphology.
49
(a) X-ray diffractogram of POM; (b) electron diffractogram of POM; (c) electron micrograph of POM; (d) growth process of POM spherical crystals; (e) black cross extinction pattern of POM under polarizing microscope.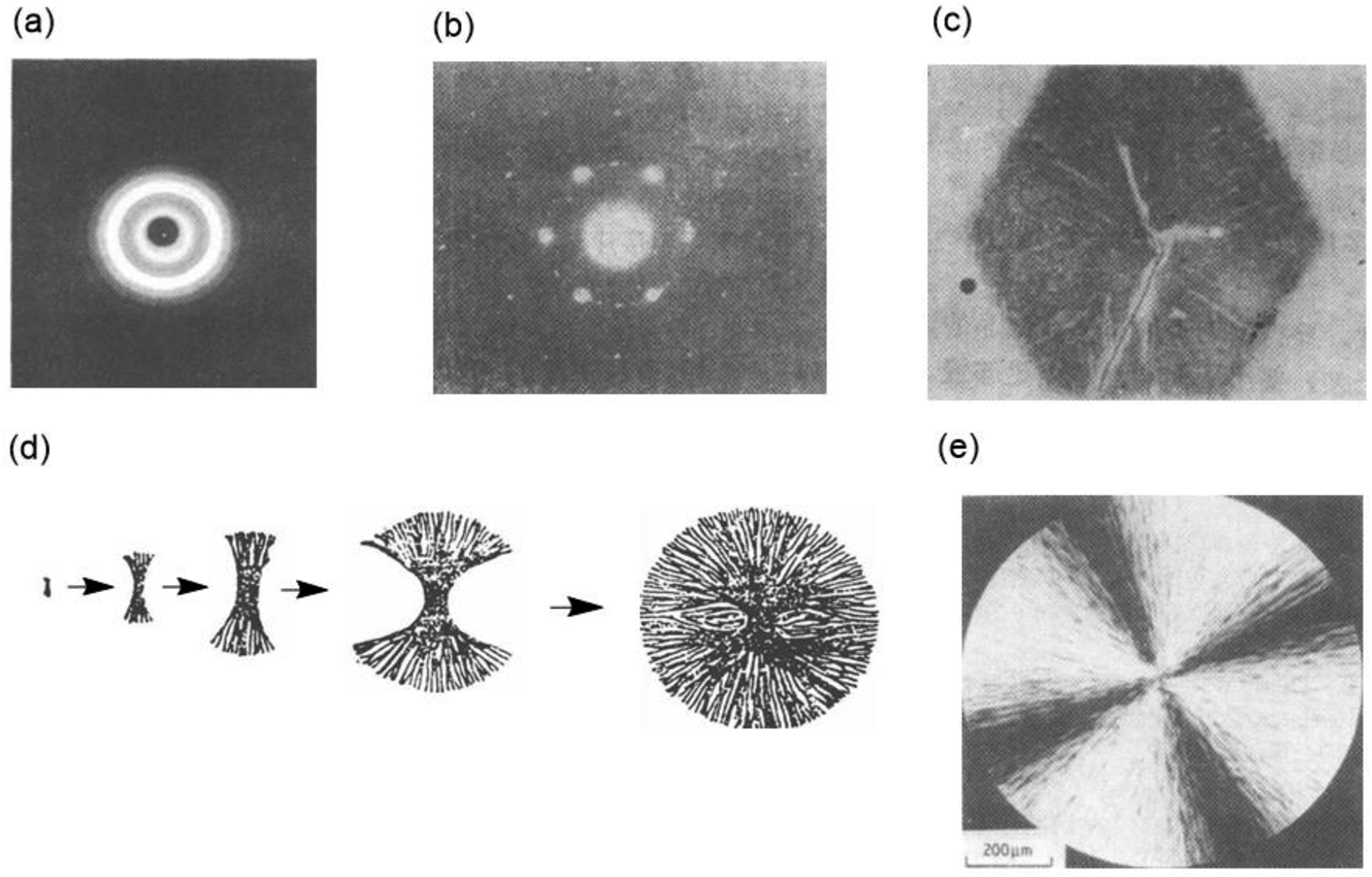
POM exhibits a rapid cooling crystallization rate during the melt state. Generally, the higher the crystallinity, the greater the mechanical strength and modulus of POM will be. 50 Additionally, the crystallization temperature significantly influences the properties of POM. Some scholars have employed time-resolved infrared spectroscopy (FTIR) and synchrotron radiation small-angle/wide-angle X-ray scattering (SAXS/WAXS) to explore the time-dependent structural evolution of POM during isothermal crystallization at 130°C and 150°C.51–53 This approach enables dynamic monitoring of the crystallization process. It was discovered that at the initial stage of isothermal crystallization at 130°C, POM predominantly existed in the form of folded chain crystals (FCC). As crystallization progresses to the later stage, extended chain crystals (ECC) begin to form and ECC is inserted between the FCC layers. However, during isothermal crystallization at 150°C, POM only forms the FCC structure, which is attributed to the fact that the high temperature inhibits the formation of ECC. Therefore, crystallization at low temperatures, where FCC and ECC coexistence, can improve the creep resistance of POM. On the other hand, crystallization at high temperatures, which results in a single FCC structure, promotes more complete crystallization. This, in turn, improves the rigidity and modulus of the material. 53
Mechanical properties
The average modulus of homo-formaldehyde is approximately 3 GPa at room temperature. Although the elastic modulus is an intrinsic property of a material and does not vary with its dimensions, slight variations may still occur in practical measurements due to dimensional effects. The thickness and processing conditions of different polymer samples will also affect the modulus. In the thickness of 0.5 mm specimens, the modulus of polyformaldehyde typically ranges from 2 GPa to 3.2 GPa. 54
Furthermore, temperature and deformation rate affect the modulus of the polymer. Increasing the temperature and decreasing the rate of deformation have an equivalent effect on the mechanical properties of POM because the destruction of polymer is a relaxation process. At lower deformation rates or higher temperatures, the movement of polymer chain segments can better keep pace with the application of external forces. As a result, the material yields under lower external forces and exhibits a softer and tougher behavior. Dynamic Mechanical Analysis (DMA) is a commonly used instrument for characterizing the dynamic mechanical properties of polymers, which can measure the dynamic modulus and mechanical loss of the specimen. By varying the temperature, a dynamic mechanical temperature spectrum can be obtained, which serves as a powerful tool for testing the viscoelastic properties of polymer materials. Through DMA analysis, it has been determined that the glass transition temperature (Tg) of POM is approximately −50°C. And the modulus of POM has been decreasing during the glass transition process. Before the glass transition temperature, the modulus drops at a relatively fast rate, while after reaching the glass transition temperature, the modulus decreases only slightly with further increases in temperature. 55
Plummer et al. conducted comprehensive experiments to explore the influence of temperature and stretching rate on the modulus of POM. 56 Their findings revealed that Young’s modulus of POM decreases as the temperature rises. Conversely, an increase in the tensile rate leads to a tendency of an increase in Young’s modulus. With the increase in the tensile rate, both Young’s modulus and yield strength increase to a certain degree, yet the rupture strain decreases. Additionally, it was observed that polymers with higher molecular weights exhibit lower Young’s modulus and yield strength, while showing higher rupture strain values.
Crystallinity and orientation also exert a notable influence on the strength of the polymers. In general, as crystallinity of POM increases, its yield stress, strength, and modulus of POM tend to rise, while the elongation at break diminishes. An appropriate degree of molecular orientation can also increase tensile strength. In the direction parallel to the orientation, the strength of POM increases, but in the direction perpendicular to the orientation, all properties decrease. Certain researchers have studied the effect of stretching on the mechanical properties of POM after two-step stretching in biaxial stretching machines. 57 Defects often exist in polymer materials. POM samples will exhibit various defects, including impurities, voids, and cracks. In the defective areas, the stress exceeds the average stress, leading to a reduction in material strength.58,59 Reducing impurities and cracks is therefore important to improve the strength of POM.
Thermal properties
The glass transition temperature (Tg) refers to the temperature at which the molecular chains of a polymer shift from motion to freezing. When the temperature is below Tg, the movement of the molecular chains is restricted, giving the polymer a higher glassy rigidity. Conversely, when the temperature exceeds Tg, the molecular chains acquire sufficient energy to move, resulting in rubber-like behavior. The glass transition temperature of POM is approximately −60°C, and the Tg of homo-polyoxymethylene (POM-H) ranges from about −85°C to −70°C,60,61 and the Tg range of co-polyoxymethylene (POM-C) is from −65°C to −60°C.62–64 The Tm range of POM-C is about 164°C∼168°C,62,63 and the Tm of POM-H is in the range of 175°C∼178°C.62,63,65 Since POM is a crystalline thermoplastic, the temperature range of use is generally Tg ∼ Tm. In the molecular chain of POM, the presence of oxygen atoms in the backbone enhances the flexibility of the polymer. For flexible polymers, the melt viscosity is highly sensitive to shear stress. For example, when using flexible polymers like POM in injection molding, simply increasing the plunger load significantly reduces viscosity. This reduction in viscosity enhances fluidity, facilitating the molding process. The thermal conductivity of POM ranges from 0.30 W/m.K to 0.37 W/m.K.62,64,66 By incorporating glass fibers into POM, both its coefficient of thermal expansion and thermal conductivity increase. 62
Electrical properties
People initially exploited polymers mainly for their dielectric properties, employing them as electrical insulating materials. Nevertheless, the discovery of the electrical conductivity of polymeric materials occurred rather late. It was not until 1977 that the first conductive organic polymer-doped polyacetylene was found, and this material was capable of achieving the conductivity equivalent to that of bismuth metal.67–69 In POM molecules, there are certain polar groups, such as ether bonds. The electrostatic repulsion between the two oxygen atoms on the molecular chain is relatively strong. 70 These polar groups will be polarized under the action of the electric field, so that POM has a certain dielectric constant. And the molecular chain of POM has a high degree of regularity and crystallinity, which makes the intermolecular arrangement tight. As a result, free electrons and other carriers have limited space for movement, which is not conducive to charge conduction. Consequently, POM exhibits a high level of insulation and a high-volume resistivity. However, precisely because of the high regularity and crystallinity of the molecular chain, the movement of polar groups is restricted, resulting in a relatively low dielectric constant and small dielectric loss.
Dielectric properties involve the study of how polymers store and lose electrical energy when an alternating voltage is applied, which is crucial for polymer insulation and capacitor materials. In the commonly used frequency range, the dielectric constant of POM is relatively low, typically around 3.7−4.0. This property allows it to reduce delay and distortion in signal transmission in electronic devices. Additionally, the dielectric loss angle tangent of POM is small, generally between 0.002 and 0.006. This implies that under the influence of an alternating electric field, it experiences low energy loss due to polarization, making it suitable for manufacturing high-frequency and high-voltage electrical components. Conductivity usually refers to the ease of conducting electricity under a DC electric field. POM has excellent electrical insulation properties and high-volume resistivity, generally between 10^13∼10^14 Ω.cm, which can effectively prevent the passage of electric current and can be used to manufacture electrical insulation components. 71
The application of POM
As shown in Figure 4, POM is known as an “industrial generalist” and used in an extremely wide range of applications in automated machinery, electrical and electronic fields, biomedical fields, and in everyday life. The application of POM.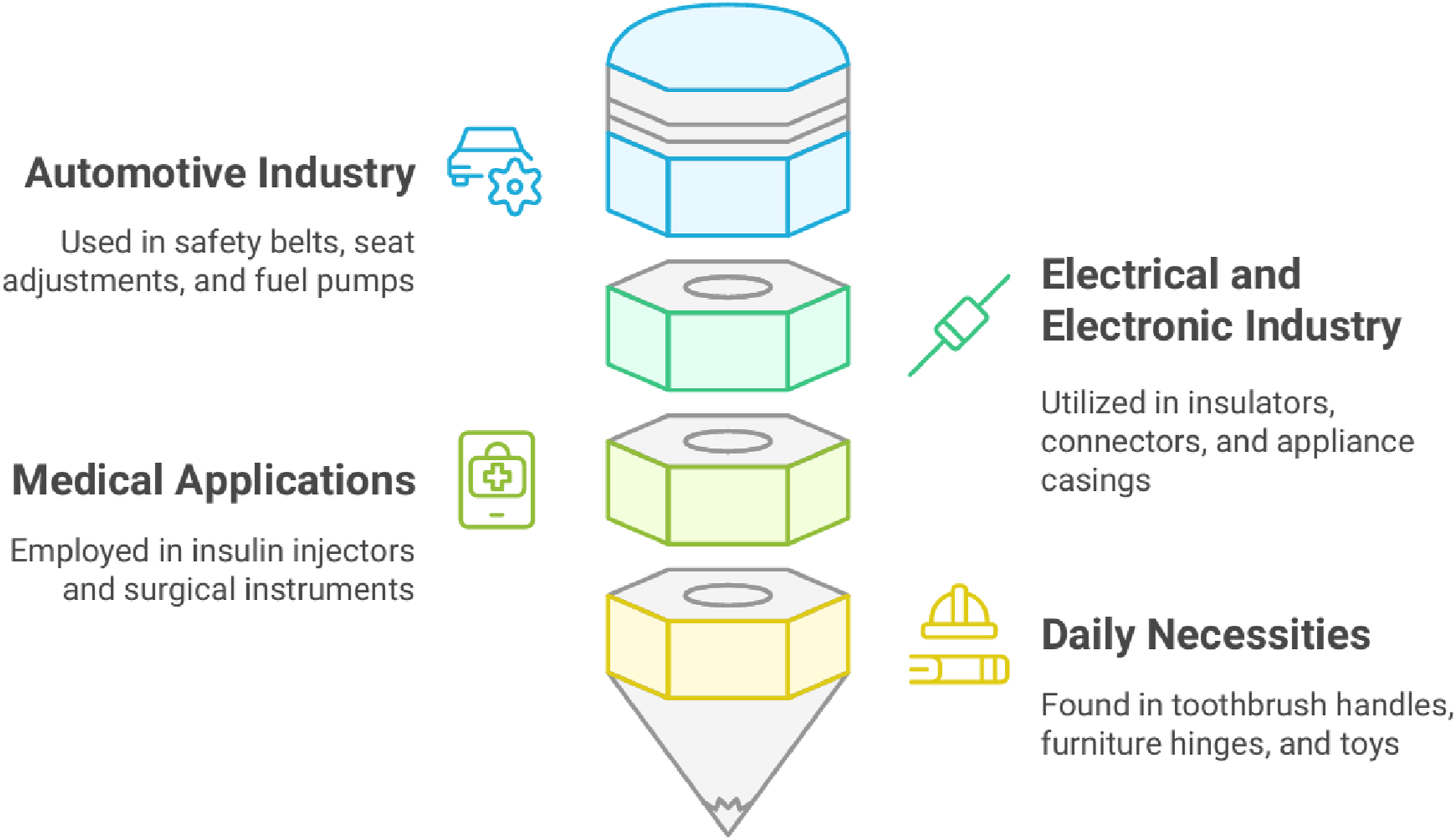
POM exhibits high mechanical strength, low coefficient of friction, wear resistance and self-lubricating properties. It can endure substantial loads and repeated transmission actions, effectively minimizing noise and energy loss during operation. In the automotive industry, POM is widely applied in the production of various parts. It is used to fabricate seat belt mechanisms, door handles, instruments, fuel pumps, automotive horn casings, and window lifting devices. Additionally, the POM with good flowability is particularly suitable for manufacturing a diverse range of precision gears, worm gears, and other transmission components, such as radiator air intake grilles and cams.72,73 POM exhibits good electrical insulation properties, mechanical strength, chemical resistance and dimensional stability and can be used to make connectors, relay shells and internal structural parts, switch parts, coil skeletons, sockets and plugs. Meanwhile, POM demonstrates remarkable characteristics, including high strength, excellent abrasion resistance, biocompatibility, and mechanical properties that closely mimic those of the human skeleton. These attributes make it a favored material in the medical field. POM is commonly employed in the fabrication of surgical instrument handles and joints, as well as in the production of precision components for medical equipment. It is also utilized in the manufacturing of parts for artificial bones and joints. Through modification, POM can serve as a slow - release drug carrier. It encapsulates drugs, enabling controlled and sustained release, which extends the drug’s efficacy, reduces the frequency of administration, and minimizes toxic side effects. Furthermore, POM can function as a substrate or modification material for biosensors. By immobilizing biometric components, it facilitates the detection of substances within the body, thereby assisting in disease diagnosis and treatment. 74 The incorporation of POM has significantly enhanced the durability and reliability of high-quality zippers, sprayer nozzles, and fishing accessories, thereby improving product quality and the overall user experience.
POM-based nanocomposites
With the rapid progress of science and technology and the rapid development of the times, the application of a single material has made it difficult to meet the diversified needs of a variety of fields. To make up for the limitations of a single material in performance, researchers prepare composites with better performance by adding various types of reinforcing materials. In recent decades, the modification research of POM, as an important engineering plastic, has attracted much attention. Researchers have carried out a lot of exploration around the modification of POM and proposed many new methods for the preparation of POM composites. Among these endeavors, the investigation of nanomaterials as reinforcing agents has emerged as a highly prominent area of study, prompting the publication of a substantial number of related academic papers. This review focuses on the effects of adding nanomaterials (e.g., Nano-SiO2, Nano-Al2O3, Carbon Nanotube, POSS, Hydroxyapatite, Nano-MoS2) to POM on the mechanical, thermal, crystalline, and tribological properties of the composites.
POM/Nano-SiO2 composites
Nanoparticles are poorly dispersed in the polymer matrix and have a weak surface binding energy. As a result, the surface grafting approach creates a spatial site barrier that prevents particle aggregation. With a high grafting density in polymer surface grafting, nanoparticle dispersion improves, leading to more stable properties in the composites. Nano-silica (Nano-SiO2) contains many hydroxyl groups on its surface. Due to the formation of hydrogen bonding between hydroxyl groups, these hydroxyl groups cannot partcipate the grafting reaction; only some of the isolated methyl groups with high activity can be grafted (Figure 5(a)). Che utilizes Toluene Diisocyanate (TDI) as a bridge between POM and Nano-SiO2. The TDI molecule has two isocyanate groups with different activities towards the hydroxyl group. When an excess of TDI is added, one isocyanate group reacts with the Nano-SiO2, while the other reacts with the POM, and thus the TDI connects the two together (Figure 5(b)).
75
Che first combines SiO2 and TDI to form SiO2-TDI, and then graft-modifies it with POM to produce composite materials. The paper confirmed the successful grafting of TDI using NMR hydrogen spectroscopy, infrared spectroscopy, and X-ray photoelectron spectroscopy (XPS), and calculated a surface grafting rate as high as 79.6%. Thermal analysis has confirmed that the grafting rate of TDI surface grafting was signficantly higher than that of direct grafting of POM, with the grafting rate dependent on the POM/TDI ratio. The dispersion state and stability of the modified Nano-SiO2 in polar solvents have greatly improved. (a) Nano-SiO2 hydrogen bonding and hydroxyl group distribution. (A) Isolated hydroxyl, (B) concatenation hydroxyl, (C) the adsorption water, and (D) binate hydroxyl; (b) Process of synthesizing Nano-SiO2-TDI-POM; Reproduced from Ref. 75 Copyright (2007), with permission from Elsevier.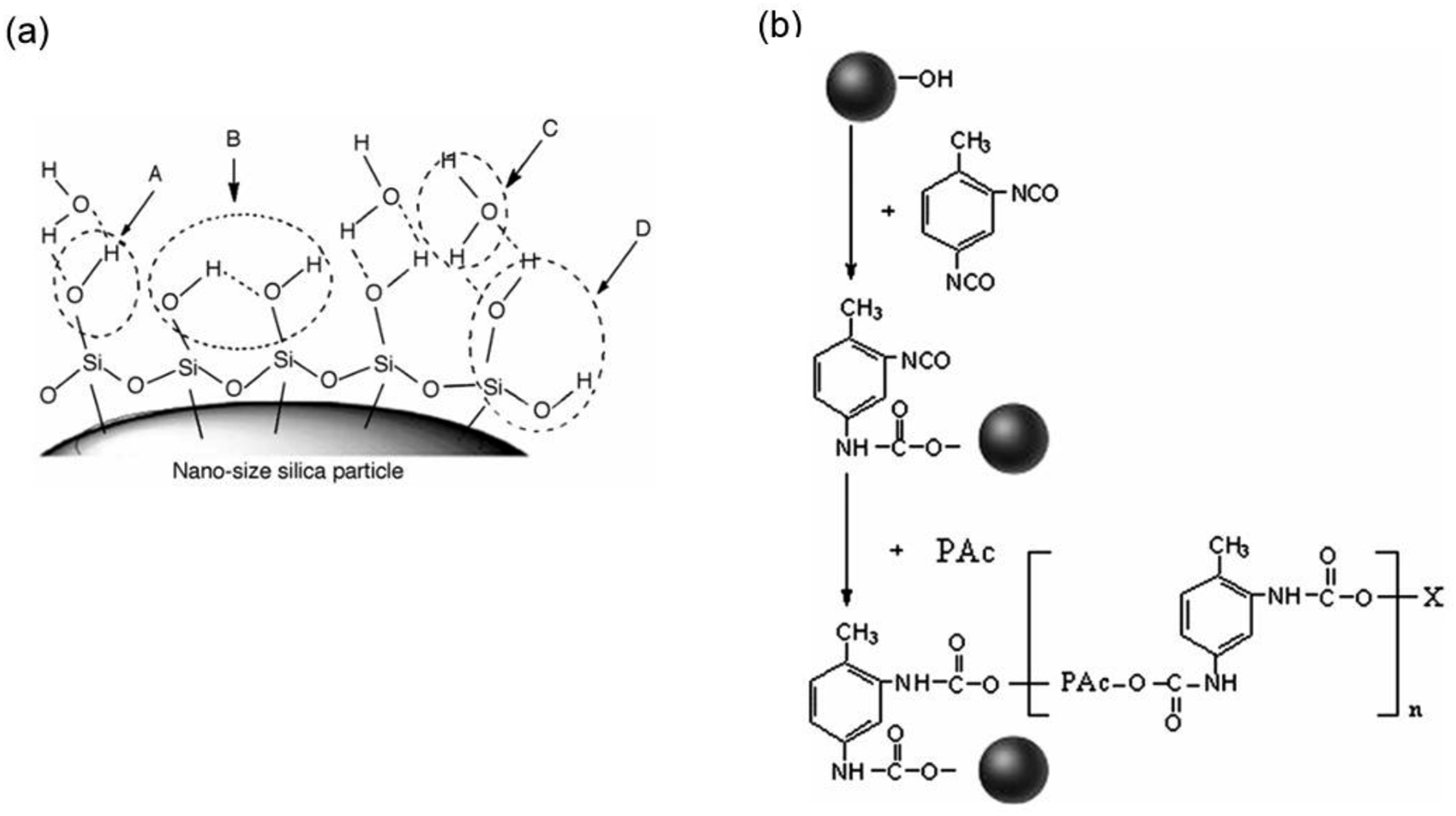
The co-polyoxymethylene obtained through copolymerization with trioxane has better performance than homo-polyoxymethylene. However, its crystallinity of co-polyoxymethylene is low, which is because the C-C bond is distributed along the polymer chain, destroying the regularity of the polymer. Therefore, Sun et al. employed the cationic ring-opening copolymerization of tripentane and 1,3-dioxolane to produce POM and examined its crystalline properties by incorporating Nano-SiO2. 76 In situ polymerization refers to the method of embedding nanomaterials within monomers before implementing the polymerization. This study aimed to integrate 1,3-dioxolane and Nano-SiO2 into trioxane to initiate in situ polymerization and create Nano-SiO2/POM composites. The results of the experimental study showed that the nanoparticles were well-dispersed in POM, with no voids between the nanoparticles and the POM matrix, and the nanoparticles were effectively encapsulated by POM. Inorganic nanomaterials with small sizes and large specific surface areas can serve as heterogeneous nucleation sites in POM, which disrupts the symmetry of spherical crystals, thus accelerating the crystallization rate.
Some scholars have also studied and analyzed the tribological properties of Nano-SiO2 on POM. Li et al. added carbon fiber (CF) and Nano-SiO2 as reinforcing materials into POM, and simultaneously obtained ternary composites by extruding, granulating and drying through a twin-screw extruder. 77 The results from the bending test and friction test show that the fracture part of the interface of the POM/CF composites with the addition of Nano-SiO2 is more blurred than that of the composites without Nano-SiO2, which suggests that Nano-SiO2 helps to delay the fracture of the interface. The flexural properties of the composites increase and then decrease with rising Nano-SiO2 content, while the coefficient of friction decreases and then increases with the addition of Nano-SiO2. Therefore, the addition of Nano-SiO2 benefits the friction performance of the composites. Modification of CF-reinforced composites using Nano-SiO2 has also been investigated, which aims to enhance the interfacial adhesion between the reinforcing phase and the matrix. The hydroxyl content on the surface of the modified carbon fibers increased. Fiber pull-out was not observed at the fracture surface of the material, which can effectively enhance the performance of the composites. 78
POM/Nano-Al2O3 composites
The primary crystal forms of Nano-Al2O3 powder are α-Al2O3 and γ-Al2O3. Among them, α-Al2O3 features a hexagonal corundum structure, which stands as the sole stabilized form capable of serving as structural and electronic materials at temperatures exceeding 1200°C. Nano-Al2O3 enjoys extensive applications in diverse fields, including ceramics reinforcement and biomedicine. This is attributed to its remarkable properties, such as high strength, excellent heat resistance, and the distinctive nano-size effect.79–82
Due to the regular arrangement of the POM molecular chain, high crystallinity results in excellent mechanical properties. However, the toughness of POM is poor, and its processing performance limits its wider applications. 83 To address these issues, some scholars developed a ternary composite by combining POM with thermoplastic PU elastomers and introducing boehmite alumina nanoparticles, and then conducted electrical analysis using Broadband Dielectric Spectroscopy (BDS). 84 Three modes of POM relaxation effects have been previously summarized: α-, β- and γ-relaxation.85,86 The α-relaxation in PU corresponds to the glass transition, while the α-relaxation in POM is associated with the rearrangement of crystalline regions. The γ-relaxation occurs in the low-temperature and high-frequency regions, which is attributed to the localized movement of the chain segments in both POM and PU. Notably, β-relaxation is observed in PU but not detected in POM. Interfacial polarization is caused by charge accumulation at the interface. In the ternary composite, five relaxation processes were detected, which are related to the molecular motions within POM and PU and the interfacial effects between them. The α-relaxation in PU indicated a clear glass transition, while the relaxation behavior of POM suggested that its glass transition might be weak or undetectable.
The same research group also investigated the mechanical and creep behavior of this ternary nanocomposite in other studies.
87
They employed the water-mediated dispersion (WM) technique to melt-mix 3 wt% of Boehmite Alumina (BA) with POM of different particle sizes, aiming to study and compare the impact of particle size on the thermal, mechanical, and creep properties of the nanocomposites. Scanning Electron Microscopy (SEM) and Transmission Electron Microscopy (TEM) observations revealed that BA was uniformly dispersed in the POM matrix. The BA nanoparticles significantly enhanced the rigidity of POM while reducing its creep flexibility. Among them, the 25 nm nanoparticles exhibited the best creep resistance in the BA composites. Smaller nanoparticles can more effectively improve material properties due to their larger specific surface area and higher surface binding energy. Additionally, the study utilized the time-temperature superposition (TTS) principle multiple times. By using the displacement factor (αT), creep curves were constructed, which verified that the viscoelastic behavior of the materials conformed to the TTS principle. The research further explored the melt blending of POM, PU, and BA with and without latex premixing.
88
Figure 6 shows the scheme of masterbatch (MB) preparation of composites. In previous studies, direct melting (DM) of Al2O3 and PS could only produce micrometer-sized materials, whereas the masterbatch (MB) technique follows the latex route and can produce nanometer-sized materials.89,90 Similarly, in this study, both DM and MB methods (i.e., without and with latex premixing) were employed to analyze and compare their effects on the properties of the composites. The results demonstrated that the MB method achieved better dispersion of Nano-Al2O3 compared to the DM method. The preparation techniques of MB and DM had a significant impact on the tensile mechanical, dielectric, and rheological properties of the composites. Interestingly, PU and Al2O3 did not affect the crystallinity of POM but rather improved its thermal stability and flexibility. Scheme of the preparation of POM/PU/alumina composites via the masterbatch method. Reproduced from Ref. 88 Copyright (2008), with permission from Wiley.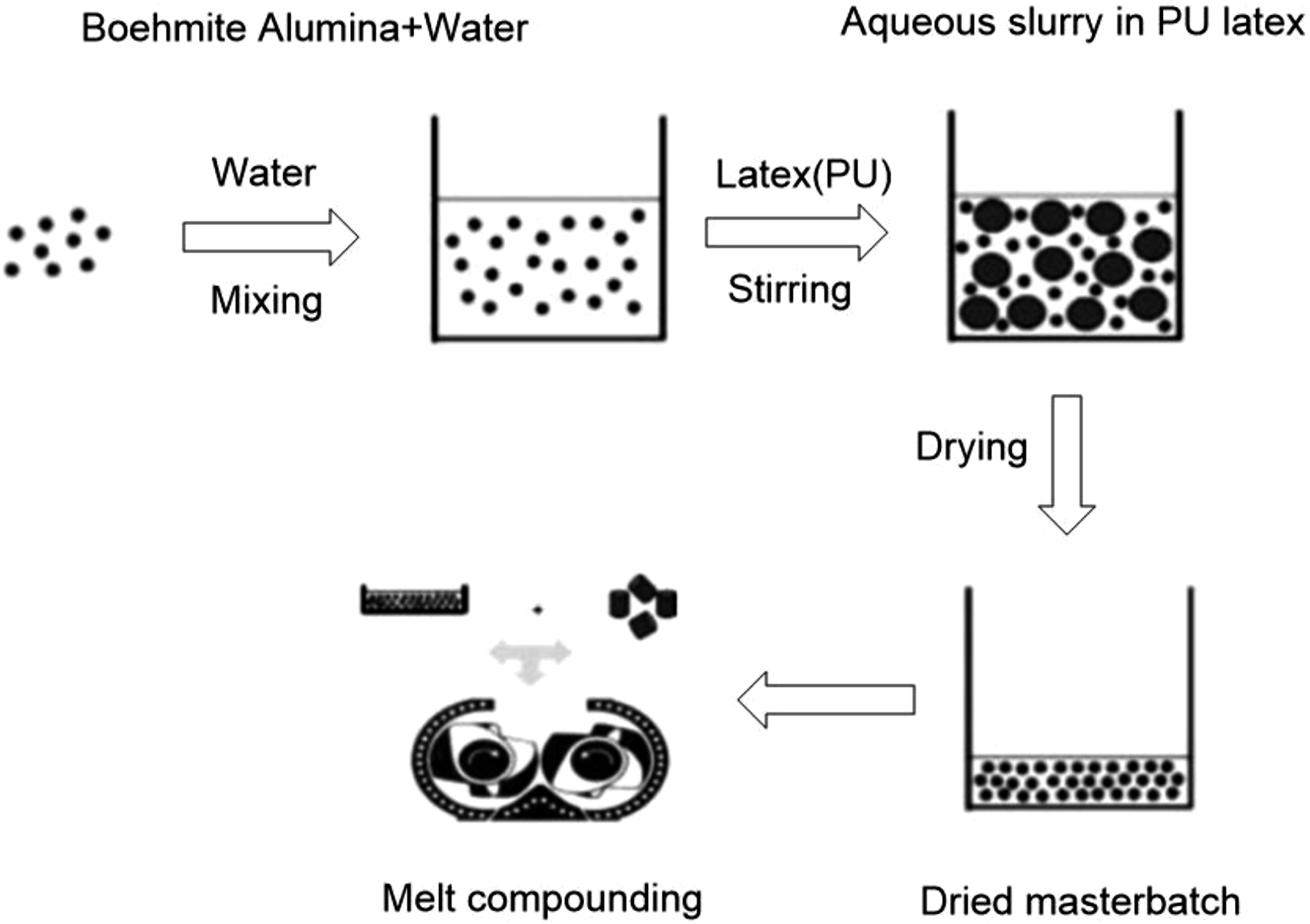
With the help of nanomaterials, polymer nanocomposites can drastically reduce the coefficient of friction and wear, while simultaneously enhancing the load-bearing capacity of components. And it has been suggested that isolating the friction surfaces can effectively reduce friction and wear. 91 Some scholars also believe that incorporating nanoparticles into polymers can increase the interaction force between the two, thus improving the wear-resistant properties.92–96 Composites of nano-Al2O3 modified with silane coupling agent (KH-550) and POM were made under dry friction and oil lubrication conditions, respectively, aiming to investigate their tribological properties. 97 The study results indicated that the composites performed better under oil lubrication. Specifically, 9 wt% of nano-Al2O3 was identified as the optimal content for achieving the best friction performance. In contrast, under dry friction conditions, the nanoparticles tended to agglomerate, which induced abrasive wear and consequently led to a decline in the performance of the composites.
POM/nano-ZnO composites
Nano-zinc oxide (nano-ZnO) is an inorganic nanomaterial with a particle size between 1 and 100 nm, which belongs to a hexagonal wurtzite structure and is a nanoscale derivative of macro zinc oxide. Wacharawichanant et al. investigated the effect of ZnO particle size on the mechanical, thermal, and morphological properties of POM/ZnO nanocomposites. 98 POM/ZnO nanocomposites with different zinc oxide loadings were prepared via melt blending in a twin-screw extruder. Agglomeration of ZnO71 particles in the polymer matrix increased with increasing ZnO content. The tensile strength of both POM/ZnO71 and POM/ZnO250 nanocomposites decreased with increasing filler content. The Young’s modulus and stress at break of the composites increased accordingly. The impact strength of the POM nanocomposites was improved up to a ZnO content of 1.0 wt%. They also reported the efficiency of TiO2 and ZnO nanoparticles in modifying POM. 99 Despite using the same matrix and blending method, nano-TiO2 exhibited a higher degree of agglomeration, which is likely responsible for the decrease in tensile strength and Young’s modulus of POM with increasing filler content. Regarding mechanical properties, the incorporation of nano-TiO2 only led to a moderate improvement in the toughness of POM/TiO2 nanocomposites at a filler loading of 1 wt%. In contrast, TiO2 exerted a significant stabilizing effect against the thermal degradation of POM.
POM/carbon nanotube composites
Carbon nanotubes (CNTs) are coaxial hollow microtubes coiled from a hexagonal network of graphite-like structures, with carbon caps at the ends engaged in closure by pentagonal or heptagonal networks. Depending on the number of graphite sheet layers, carbon nanotubes can be categorized as single-walled (SWCNTs) and multi-walled (MWCNTs). 100 CNTs possess a high tensile strength, while being lightweight with a low density. These unique properties enable them to find extensive applications in the aerospace field. Due to the rapid development of CNTs, it is considered an ideal reinforcing material for polymer composites.101,102
Polymer nanocomposites exhibit a simultaneous enhancement and toughening effect, which can not only improve the rigidity of the material, but also play a toughening effect.103–105 This is because the nanoparticles can act as a physical cross-linking point, which improves the interaction between the nanoparticles and the matrix, increasing the strength of nanocomposites. On the other hand, when the nanoparticles are introduced into polymers, they modify the stress concentration state within the matrix, triggering the deformation of the matrix around the particles and absorbing a certain amount of deformation work. Meanwhile, the inorganic nanoparticles have a microcrack-blocking effect, which can terminate the growth of cracks and improve the toughness.
Zhao et al. employed polyethylene glycol (PEG) to perform surface modification on multi-walled carbon nanotubes (MWCNTs). The use of PEG aimed to enhance the interfacial bonding between POM and nanomaterials and boost their stability. Figure 7(a) demonstrates the fabrication of POM/MWCNT composites in benzaldehyde ultrasound.
106
The experimental results indicated that as the content of MWCNT increased, the tensile strength of the composites continuously rose. The impact strength, on the other hand, first increased and then decreased. Notably, the impact strength peaked when the MWCNT content reached 1 wt%, demonstrating a simultaneous strengthening and toughening effect (Figure 7(b) and (c)). Additionally, the addition of MWCNT could function as a nucleating agent, accelerating the crystallization rate of POM and reducing the size of POM spherical crystals. The structure and properties of highly oriented POM/MWCNT composites after thermal stretching were also investigated. It was discovered that compared with the unstretched POM/MWCNT composites, the tensile strength, modulus, and thermal conductivity of the stretched composites increased to varying extents.
107
(a) Schematic representation of PEG-substituted amine-functionalized multi-walled carbon nanotubes; (b) Images of tensile strength and modulus of POM/MWCNT composites as a function of the content of MWCNT; (c) Images of elongation at break and impact strength of POM/MWCNT composites as a function of the content of MWCNT. Reproduced from Ref. 106 Copyright (2011), with permission from Elsevier.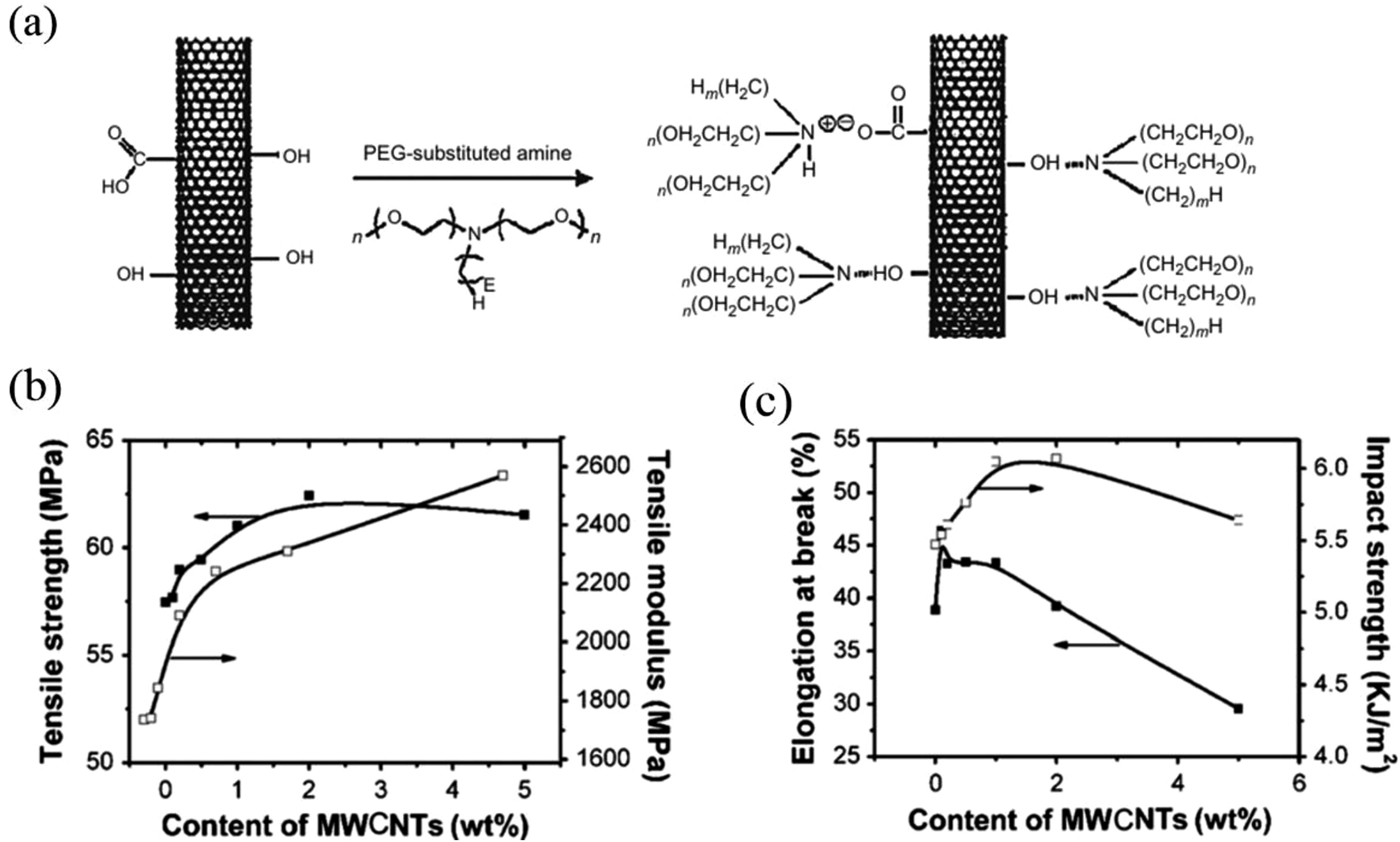
In subsequent research, Zhao and his colleagues further delved into the influence of the content of multi-walled carbon nanotubes (MWCNT) on the thermal conductivity of the MWCNT-POM composite, as well as the impact of the length of the polyethylene glycol (PEG) chain segments on the toughness of the MWCNT-PEG-POM composite. 108 It has been confirmed that MWCNT can effectively enhance the thermal conductivity of POM. The reinforcing phase can be uniformly dispersed within the POM matrix, and an increase in the length of the PEG chains can boost the toughness of POM. Moreover, some scholars have discovered that during the melt compounding process of carbon nanotubes (CNT) and POM, POM undergoes a degradation reaction, which has a negative impact on the processing performance. 109 It has been found that this degradation is mainly caused by the presence of many carboxyl groups on the surface of CNT. These carboxyl groups can trigger the degradation of POM through acidolysis and hydrolysis. Additionally, the residual metal catalyst impurities generated during the chemical vapor deposition (CVD) production process also affect the processing and properties of the composites. Therefore, the purification of carbon nanotubes is required. 110 In this paper, the authors carried out chemical purification and graphitization of carbon nanotubes and compared the effects of these two treatments. It has been found that although chemical purification can remove the carboxyl groups on the surface of the nanotubes, the thermal properties of the resulting composites are inferior to those of the graphitized carbon nanofiber (CNF)/POM composites. In contrast, graphitization can not only eliminate the carboxyl groups on the surface of the nanotubes but also improve the electrical properties of the composites. The graphitized CNT/PCOM composites exhibit a percolation threshold as low as 0.5 wt%.
POM/POSS composites
Polyhedral oligomeric silsesquioxanes (POSS) feature a rigid structure that closely resembles silica. As a result, they can serve as nano-reinforcing materials, easily integrated into a matrix to create stable dispersed structures.111–113 POSS consists of a combination of inorganic and organic structural units, Rn (SiO1.5)n, where n is an even number ≥4. This material can be introduced into the polymer matrix through methods such as blending and grafting. 114 Upon incorporation, POSS significantly enhances various properties of the polymer, including its service temperature, oxidation resistance, mechanical performance, flammability, and exothermic characteristics.115,116
Some researchers and scholars have carried out studies on the thermal oxidation resistance of the POM/POSS system. They have grafted polyethylene glycol, glycidyl, glycidylisobutyl, and aminopropylisobutyl onto POSS, respectively. Then, the modified POSS materials, each with a content of 2.5 wt%, were fully mixed with POM in a refiner to prepare the composites. The chemical structural formulas of the four POSS are shown in Figure 8.
117
The experimental results show that the generation of carbonyl groups in the POM containing POSS is significantly lower compared to pure POM. This indicates that the addition of POSS can improve the thermal stability of POM. Among these modified POSS, aminopropylisobutyl exhibits the most remarkable effect in enhancing the thermal stability of POM. Chemical cage structures of selected POSS: (a) poly (ethylene glycol)-POSS, (b) glycidyl-POSS, (c) glycidylisobutyl-POSS, (d) aminopropylisobutyl-POSS. Reproduced from Ref. 117 Copyright (2011), with permission from Wiley.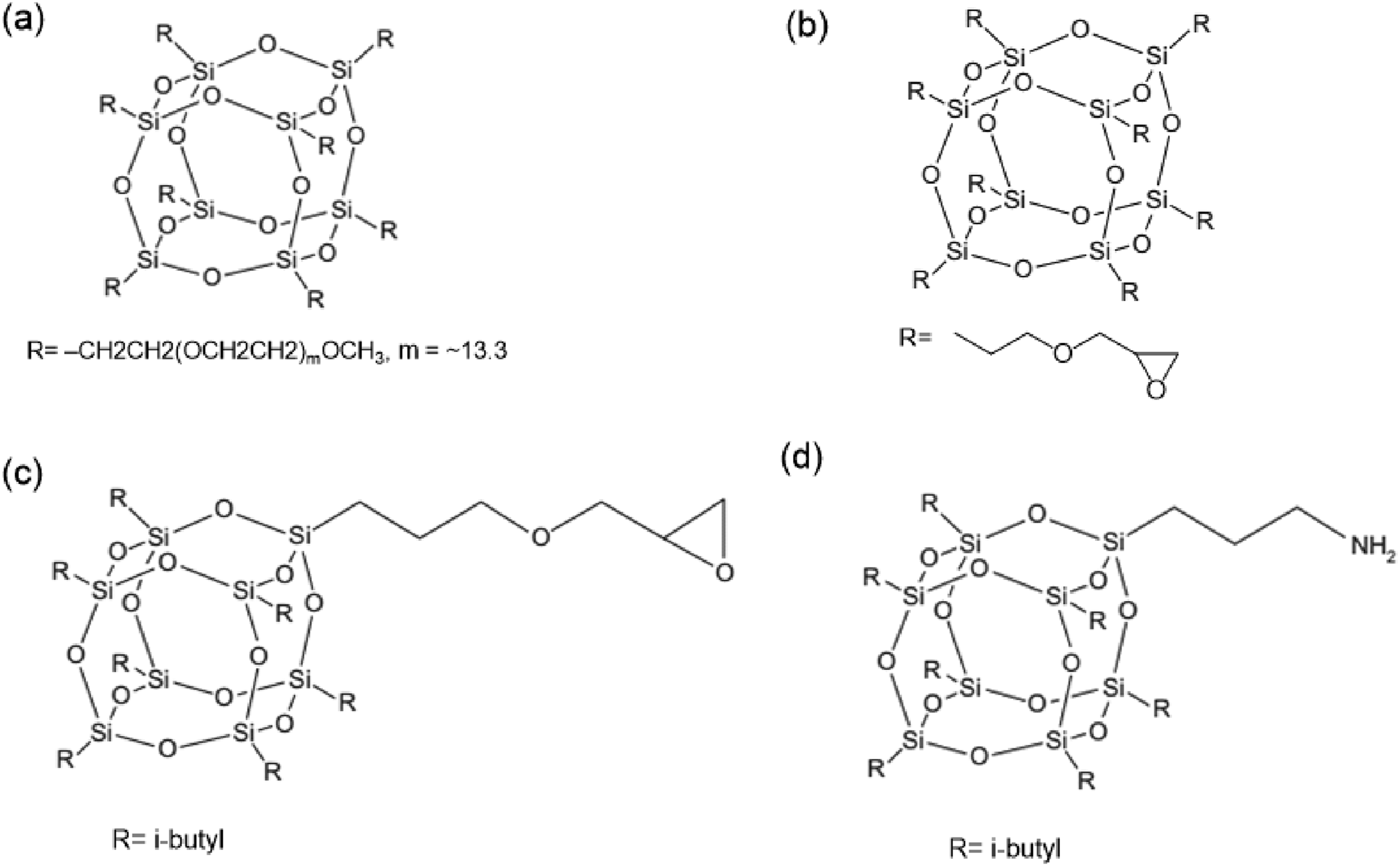
A similar study was done by Miguel et al. by mixing POSS with POM containing different organic substituents, which were glycidylethyl (ge), aminopropylisobutyl (apib), and poly (ethylene glycol). Through the analysis of this study, they reached similar conclusions. The crystal structure of POM is independent of POSS. The reason for the significant improvement in thermal stability upon the addition of apib-POSS is that apib-POSS can be well dispersed in POM, which promotes the formation and consolidation of the network structure. 116 Furthermore, composites composed of monosilanolisobutyl polyhedral oligomeric silsesquioxane (misb-POSS) and POM with varying contents have been investigated. 118 It was found that POSS can be uniformly dispersed in the POM matrix. This is due to the formation of hydrogen bonds between the two substances, which prevents the agglomeration of POSS. Nanoscale dispersion occurred when the POSS content was 2.5 wt%. When the content of POSS is 2.5 wt%, nanoscale dispersion occurs. However, when the content of POSS continues to increase, a decline in performance is observed. The melting temperature and crystallinity of the polyformaldehyde composites are not very sensitive to POSS, but the glass transition temperature shows a continuous increase. Although misb-POSS has a limited impact on the crystallinity of POM, it has been proposed that the addition of POSS inhibits the crystallization ability of POM. 119 Meanwhile, through mechanical property studies, some scholars have discovered that when the content of POSS is 0.5 wt%, melt blending POSS with POM can significantly enhance the tensile strength and modulus of the composites. 120
POM/hydroxyapatite composites
Bone is mainly composed of collagen and hydroxyapatite [HAp, Ca10(PO4)6(OH)2]. 121 HAp is a popular bone replacement material in the biomedical field due to its high similarity to the inorganic components of bone and its good biocompatibility.122–124 Materials used for bone regeneration must be biocompatible and moldable to fit well in the defective area. 125 POM is a high-strength implantable polymer that has been used in joint replacements and other long-term implant applications.126–128 In the last decade or so, there has been a great deal of research on POM/HAp composites in bone tissue replacement.
Among them, novel bioactive POM/HAp nanocomposites for long-term bone implants were prepared through extrusion and injection molding. The thermal properties of five distinct materials, namely pure POM, extruded POM, injection-molded POM, extruded POM/HAp, and injection-molded POM/HAp, were analyzed and compared using differential scanning calorimetry (DSC) in thermal analysis. The results showed that for extruded pure POM variation of the heat of fusion is larger than that of virgin POM and post-injection molded POM. This effect may be related to the major orientation of the macromolecules during the extrusion process. For POM/HAp nanocomposites, the effect of extrusion conditions is much smaller. HAp nanoparticles act as effective nucleation sites and the crystallization rate may be higher.
129
In the subsequent work, the effect of three POM average molecular weights (T2: high molecular weight, T3: medium molecular weight, T4: low molecular weight) on the properties of POM/HAp nanocomposites was also investigated. It was found that HAp is uniformly dispersed within the POM matrix. As shown in Figure 9, the POM/HAp composites exhibit multiple melting peaks, indicating the presence of different crystal structures. The melting process and the melting and crystallization temperatures increase as the POM molecular weight decreases. Additionally, the addition of HAp has varying nucleation effects on POM with different molecular weights, influencing its crystallization behavior. Regarding the crystallization performance, low molecular weight POM (T4) has the highest crystallinity, but the crystal perfection is poor. The elastic modulus increases with the decrease of HAp content and POM molecular weight. Low molecular weight POM (T4) compounded with an appropriate amount of HAp (≤5 wt%) is suitable for bone implant materials with high rigidity requirements.
130
DSC curves of POM/HAp nanocomposites with different molecular weights and different HAp contents. Reproduced from Ref. 130 Open Access.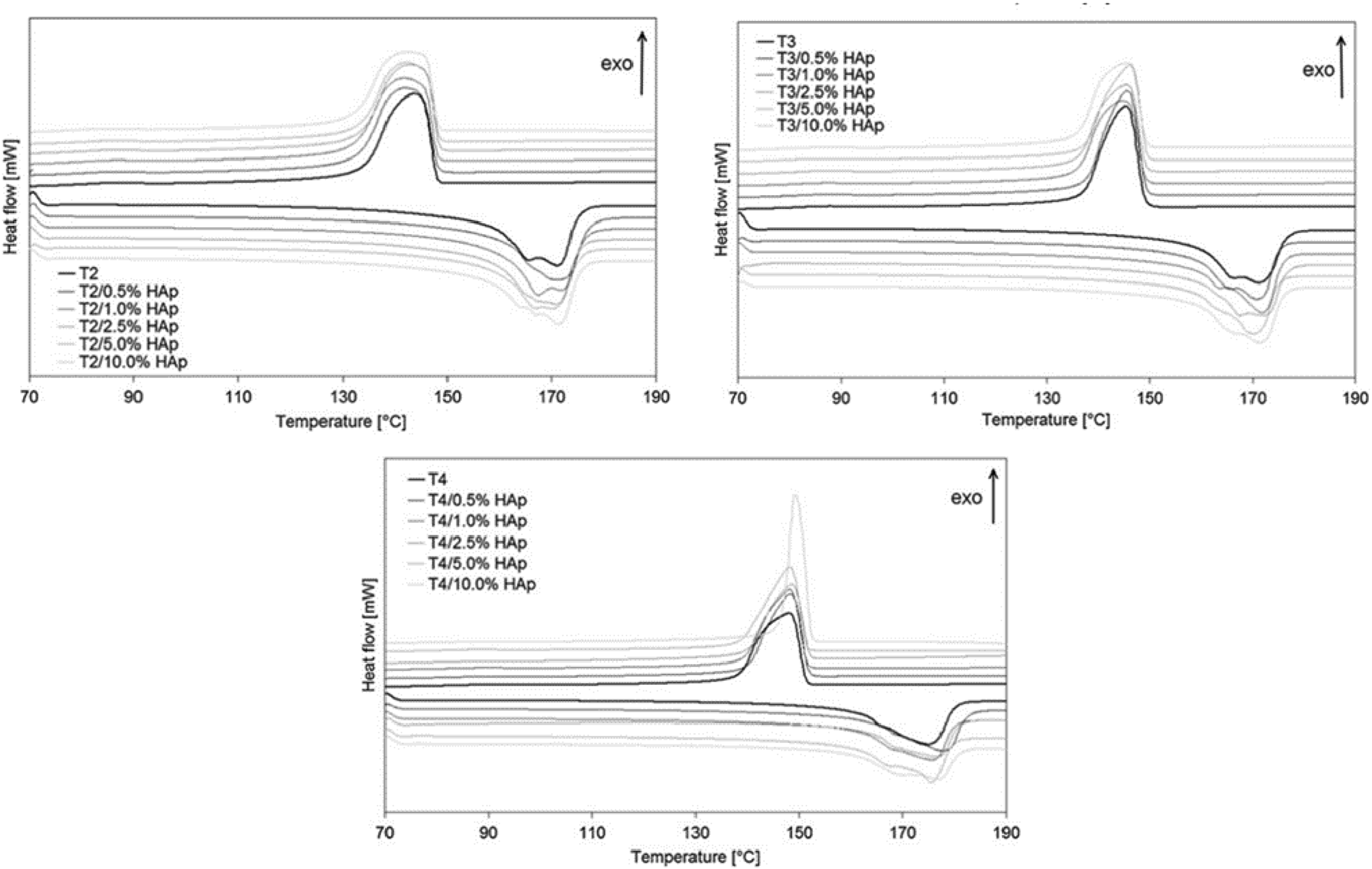
In another research paper, the focus was once more on the influence of the hydroxyapatite (HAp) content on the nanocomposites. Composites with a low HAp content ranging from 0.5% to 2.5% demonstrated the best performance in aspects such as crystallinity, mechanical properties, and thermal stability. On the contrary, a high HAp content within the range of 5.0%−10.0% was likely to result in a decline in thermal stability and a reduction in processing properties. In vitro experiments revealed that the addition of HAp remarkably enhanced the bioactivity of the composites and promoted the formation of hydroxyapatite in simulated body fluid (SBF). 131 Additionally, a study regarding the properties of polyoxymethylene containing stearic acid-modified nanohydroxyapatite (n-SHA) was also published. The results indicated that the POM/n-SHA nanocomposites integrated the excellent mechanical properties of polyoxymethylene (POM) and the bioactivity of n-SHA. These composites exhibited good hydrophobicity, thermal stability, and biocompatibility. Notably, the biocompatibility was significantly improved. Composites with a 3% n-SHA content achieved an optimal balance between mechanical properties and bioactivity. 27
POM/nano-MoS2 composites
Inserting layered nanomaterials, typically represented by clay and MoS2, into polymer chains facilitates their dispersion at the nanoscale within the polymers. Such layered polymer nanocomposites have been widely studied. MoS2 features a layered structure which are mainly held together by covalent bonds, and there are weak van der Waals forces between the layers. Due to this structure, it is prone to sliding. As a result, MoS2 possesses excellent tribological properties, and when in the nanoscale, its tribological performance is even more superior.132–136 Although POM is used as an engineering plastic with excellent mechanical properties, it has poor abrasion resistance. 137 Many scholars have introduced Nano-MoS2 into POM to improve its tribological properties, which has led to extensive research and discussion.
POM/Nano-MoS2 composites have been prepared by ultrasound-assisted in situ intercalation polymerization.
138
The authors observed by XRD and SEM that MoS2 can be well inserted into the polymer, but the TGA results show that the heat resistance of this composite will be slightly decreased compared to pure POM. For tribological properties, the POM/Nano-MoS2 composites exhibit excellent wear resistance under high loads. X-ray photoelectron spectroscopy (XPS) has been employed to unveil the wear resistance mechanism of these materials. Specifically, the nanocomposites are highly influenced by friction chemistry, and a lubrication film is formed through friction chemistry rather than physical absorption on the surface. Moreover, POM/Nano-MoS2 composites have been synthesized by incorporating MoS2 nanospheres. These nanospheres are prepared from Na2MoO4 and CH3CSNH2 and then added to POM. Subsequently, the composites are fabricated into test samples of copper/steel three-layer self-lubricating materials. Figure 10(a) exhibits the preparation process. To comparison, POM-based composites co-blended with micrometer-scale MoS2 were also fabricated. The selected friction configuration is shown in Figure 10(b). The results showed that the self-lubrication mechanism of polyoxymethylene with micrometer MoS2 and nanometer MoS2 as reinforcement materials is different. The laminated micrometer MoS2 undergoes relative slip during friction, while the nanorods embedded in the POM matrix undergo rolling, and the nanorods exfoliate on the contact area may play a lubricating role (Figure 10(c) and (d)). POM with MoS2 nanospheres had better tribological properties than POM with micron-sized MoS2. The best coefficient of friction of the composite samples was obtained at a content of 1.0 wt% of MoS2 nanospheres, but excessive MoS2 nanospheres affected the crystallinity of POM.
139
(a) Preparation process of the three-layer self-lubrication materials; (b) Schematic illustration of end-face friction configuration; (c and d) Schematic illustration of the lubrication mechanism of micro-MoS2 and prepared MoS2 nano-balls. Reproduced from Ref. 139 Copyright (2009), with permission from Elsevier.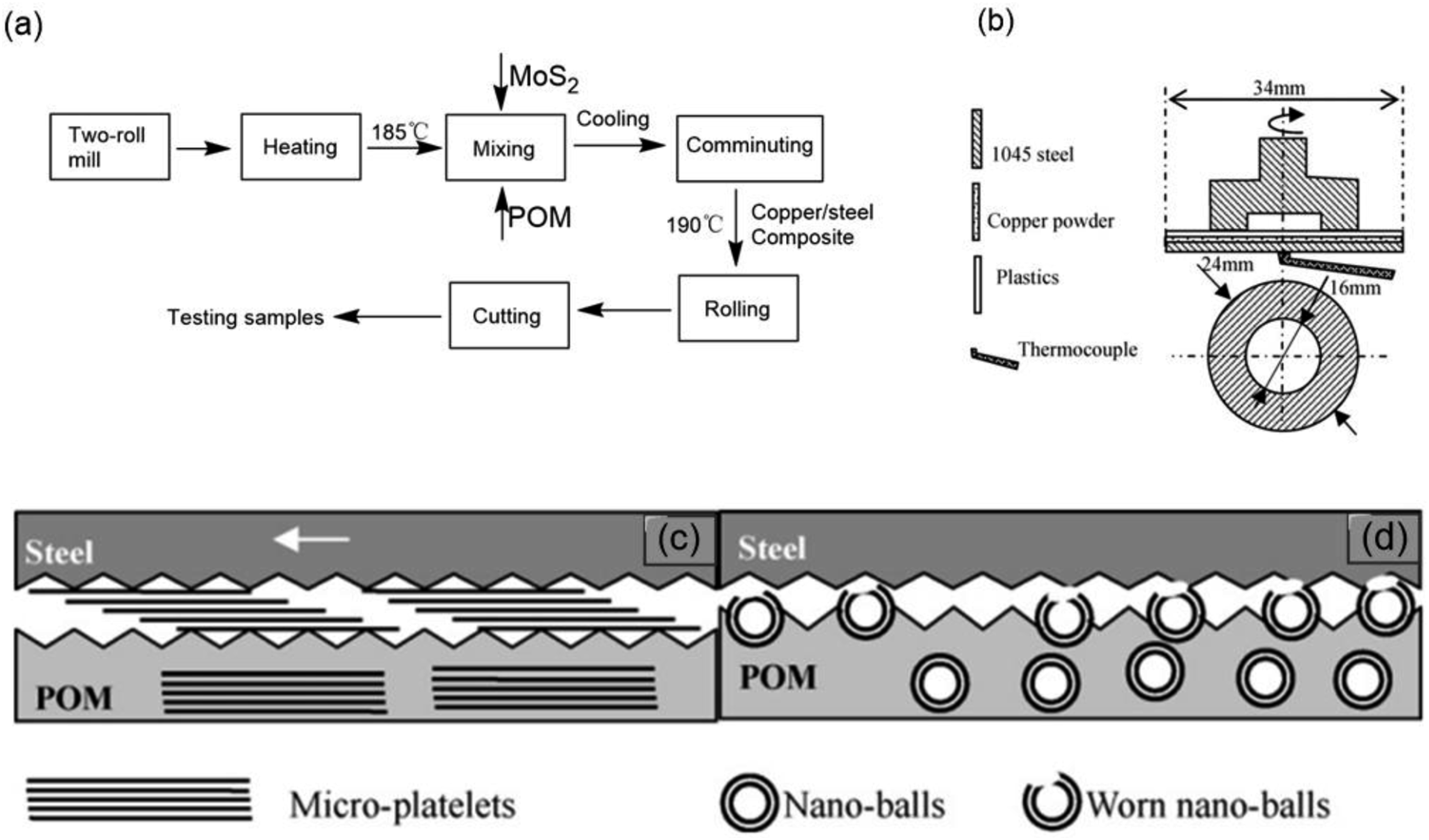
Mechanical and tribological properties of pure POM, POM/3%Al2O3 nanocomposites, POM/PTFE/MoS2 composites and POM/PTFE/MoS2/3%Al2O3 nanocomposites have also been prepared, respectively. The experimental results clearly show that the elastic modulus, hardness, and flexural strength of all composites surpass those of pure polyoxymethylene (POM). However, due to the agglomeration of nanoparticles and stress concentration caused by micron-sized MoS2 particles, the tensile strength of these composites is lower than that of pure POM. Moreover, the performance of the composites under oil lubrication is significantly superior to that under dry friction. Notably, the POM/PTFE/MoS2/3%Al2O3 nanocomposites exhibit the best tribological performance, regardless of whether the lubrication condition is oil-based or dry. This outstanding performance can be attributed to the fact that PTFE/MoS2 nanocomposites facilitate the formation of a transfer film, and the nanoparticles reinforce this film, enhancing its stability. In essence, the synergistic effect between PTFE and MoS2 contributes to the result. 140
POM/MMT composites
Montmorillonite (MMT) is a natural layered silicate clay mineral and the main active component of bentonite. It possesses a unique lamellar structure, large specific surface area, and excellent ion-exchange capacity. MMT is highly hydrophilic in its natural state but exhibits poor compatibility with polymers, making it difficult to disperse uniformly in polymer matrices. Therefore, it is often used as an inorganic filler and requires modification before being widely applied in composite materials. Organic Montmorillonite (OMMT) is the product obtained from organic modification of MMT, and it is also one of the most widely used clay-based modified fillers.
Pielichowski and Leszczyńska prepared POM-based nanocomposites with organically modified montmorillonite via melt blending. 141 XRD results indicated that the obtained nanocomposites exhibited a mixed intercalation–exfoliation structure. The introduction of MMT strongly influenced the crystal structure of POM by altering its nucleation mechanism. POM modified with layered silicates showed improved tensile strength, modulus, and higher elongation. The nano-additives contributed to the formation of a skin–core morphology in injection-molded samples, which was responsible for the increased elongation at break of the nanocomposites. Leszczyńska and Pielichowski investigated the effect of polymeric polyurethane compatibilizer on the structure, mechanical and thermal properties of POM/OMMT nanocomposites. 142 The compatibilizer significantly improved the thermal stability of the resulting systems under both oxidative and inert environments. In the presence of TPU, monomers formed during depolymerization were most likely trapped by formylation reactions associated with polyurethane. During thermal oxidative degradation, the temperature corresponding to the maximum mass loss rate was higher than expected from TGA results of neat POM, POM/TPU blends, and corresponding nanocomposites with filler and compatibilizer. The obtained POM/TPU/OMMT nanocomposites exhibited higher impact strength than POM/OMMT materials. Kongkhlang et al. observed that organically modified bentonite acted as a nucleating agent and generated numerous nucleation sites with anisotropic crystal growth. 15 It was also confirmed that ammonium salts were effective surfactants. POM/organically modified bentonite nanocomposites exhibited an intercalated/flocculated nanostructure under the effect of quaternary ammonium compounds, while bentonite intercalated with primary ammonium compounds played an important role in the formation of exfoliated POM/organically modified bentonite nanocomposites.
The application of nanofiller POM composites
POM has long been regarded as the core of engineering plastics, thanks to its high strength, outstanding friction characteristics, self-lubricating capabilities, and excellent electrical insulation. When nanomaterials are deeply integrated with POM to form POM-based nanocomposites, the two materials complement and synergize with each other. This synergy not only significantly enhances the material’s mechanical properties, thermal stability, and wear resistance but also broadens its application scope to unprecedented levels. From the production of precision instruments in the biomedical field, to the fabrication of core components in the mechanical automation industry, and to the creation of key elements in the electrical field, POM nanocomposites play an indispensable role with their unique properties (Figure 11). The application of nanofiller POM composites.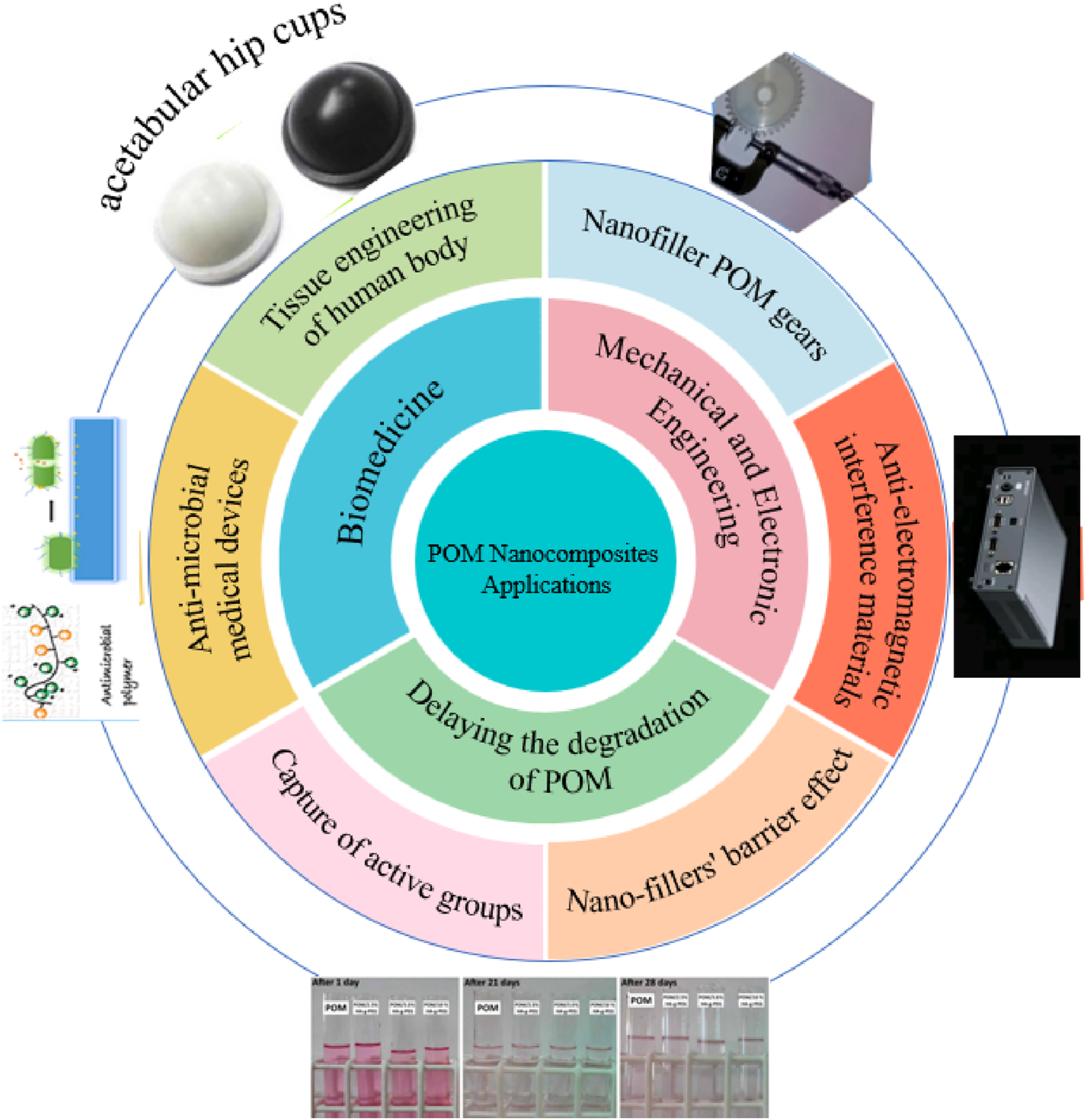
Biomedical applications
In the biomedical field, in addition to the application of POM/Hydroxyapatite nanocomposites in bone tissue replacement mentioned in 3.5, polymer-based metal or metal oxide nanoparticles (e.g., Nano-Ag, Nano-Au, Nano-Cu, Nano-Ag2O, Nano-ZnO, Nano-CuO, Nano-TiO2) are also used as antimicrobial materials for medical devices.143–151 Therefore, some scholars have also introduced nanoparticles into POM to study its antimicrobial properties, which have made excellent contributions to the world’s public health. It has been reported that bacteria cannot be rinsed continuously and disappear completely.
152
This is why materials with antimicrobial properties are particularly important in medical facilities, restrooms, and other areas prone to bacterial infections. Staphylococcus aureus (S. aureus) and Escherichia coli (E. coli) are the most commonly infective bacteria.
153
Bacteria form biofilms on the surface of materials. As shown in Figure 12(a), first, bacteria adhere to the material surface, and then they start to accumulate in layers. Finally, there is the diffusion of microbial cells. Polymers without antibacterial properties, such as POM, can be functionalized with nanoparticles to endow them with antibacterial properties.
154
As shown in Figure 12(b), the adhesion of microorganisms to polymers depends on surface charge, wettability, topography, and surface roughness.
155
Nanoparticles possess antibacterial properties because they generate reactive oxygen species after disrupting the cell walls of bacteria. Meanwhile, they bind to the metabolic enzymes and DNA of bacteria, weakening the bacteria’s resistance and killing them by blocking their metabolic activity.153,156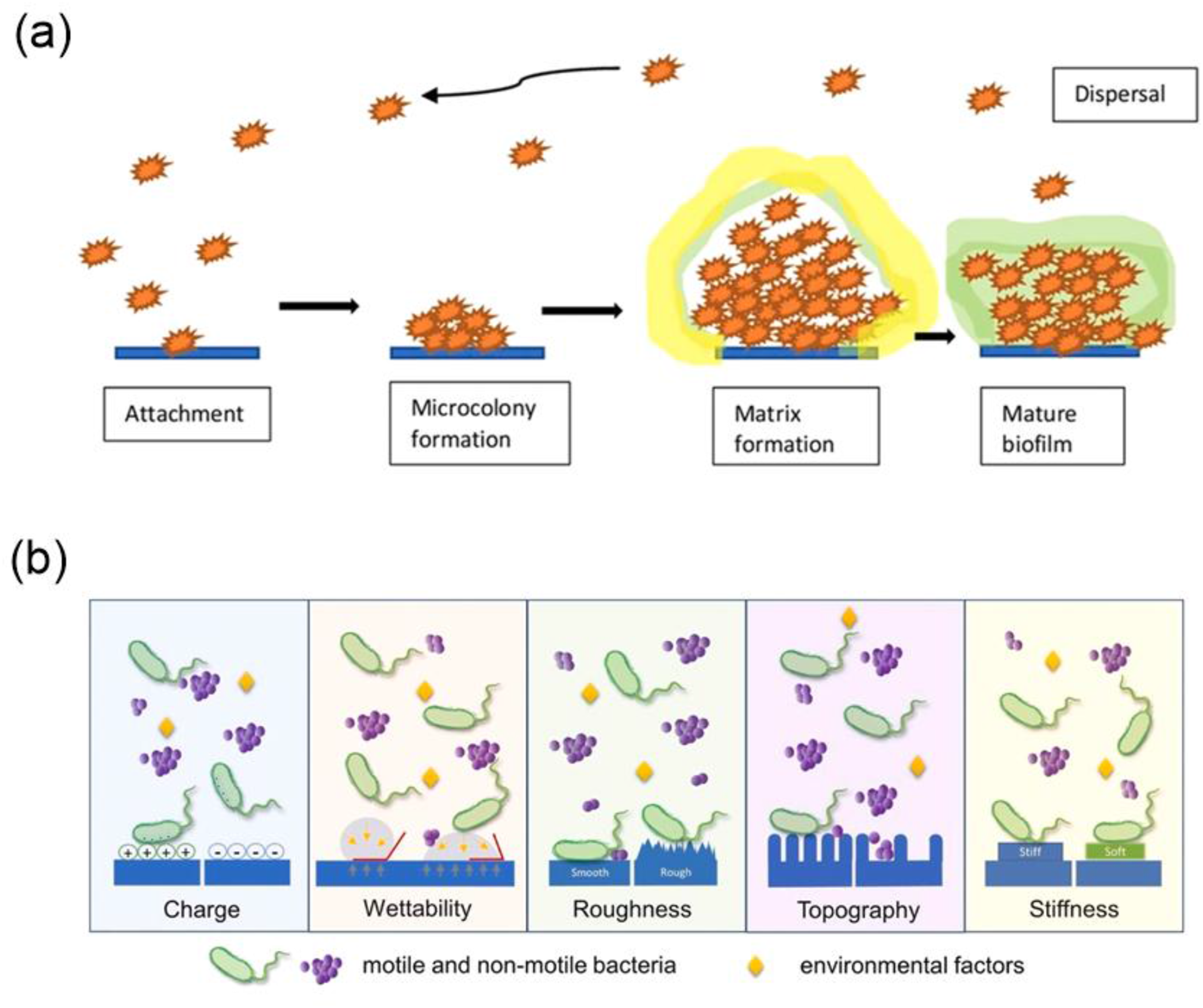
Fine fibers possess a substantial specific surface area, and electrostatic spinning is among the most prevalent wet spinning techniques for manufacturing nanofibers.157–160 This method finds extensive applications in the biomedical domain. 160 Electrospun POM fibers exhibit superhydrophobic properties, which effectively prevent bacteria from adhering to instruments. Moreover, the nanoparticles on their surface can also eliminate bacteria, thereby functioning as antibacterial agents. 161
Balasubramanian et al. explored the antimicrobial properties of POM/Au nanoparticle composites against Escherichia coli. The study results demonstrated that these composites exhibited excellent antimicrobial capabilities. Embedding Au nanoparticles into POM holds great promise as an outstanding material for exerting antimicrobial effects in applications such as toilets or medical devices.
162
Zeng et al. prepared POM/Ag nanocomposites by the melt composite method. The monolayer surfactant-coated silver nanoparticles were composed of oleic acid and n-propylamine. This surfactant could form a protective layer on the surface of silver nanoparticles, preventing agglomeration in high-salinity media. Additionally, it could enhance the interaction with biological systems, thereby stabilizing the antimicrobial performance.163–167 Figure 13(a) shows the preparation route of Ag nanoparticles, and Figure 13(b) and Table 3 show the images and data of the zone of inhibition and inhibition rate of the composites against E. coli and S. aureus. It is evident that POM itself lacks any antimicrobial activity. However, for POM/Ag nanocomposites, the inhibition rates against both E. coli and S. aureus increase with the rise in Ag nanoparticle content, and the composites containing 0.1 wt% silver nanoparticles exhibit the optimal antimicrobial performance.
168
Furthermore, some researchers selected silver (Ag), titanium oxide (TiO2), zinc oxide (ZnO), and copper oxide (CuO) particles as antimicrobial additives to investigate the antimicrobial properties of POM with the addition of different metals or metal oxides. They discovered that among these additives, TiO2 performed the best, achieving a 100% bactericidal effect against E. coli and approximately 96% against Staphylococcus aureus.
169
(a) Synthesis procedure of Ag nanoparticles. (b) Optical images of the inhibition zones of POM/Ag nanocomposites against E. coli and S. aureus. Reproduced from Ref. 168 Open Access. The inhibition zones and inhibition rates of POM/Ag nanocomposites.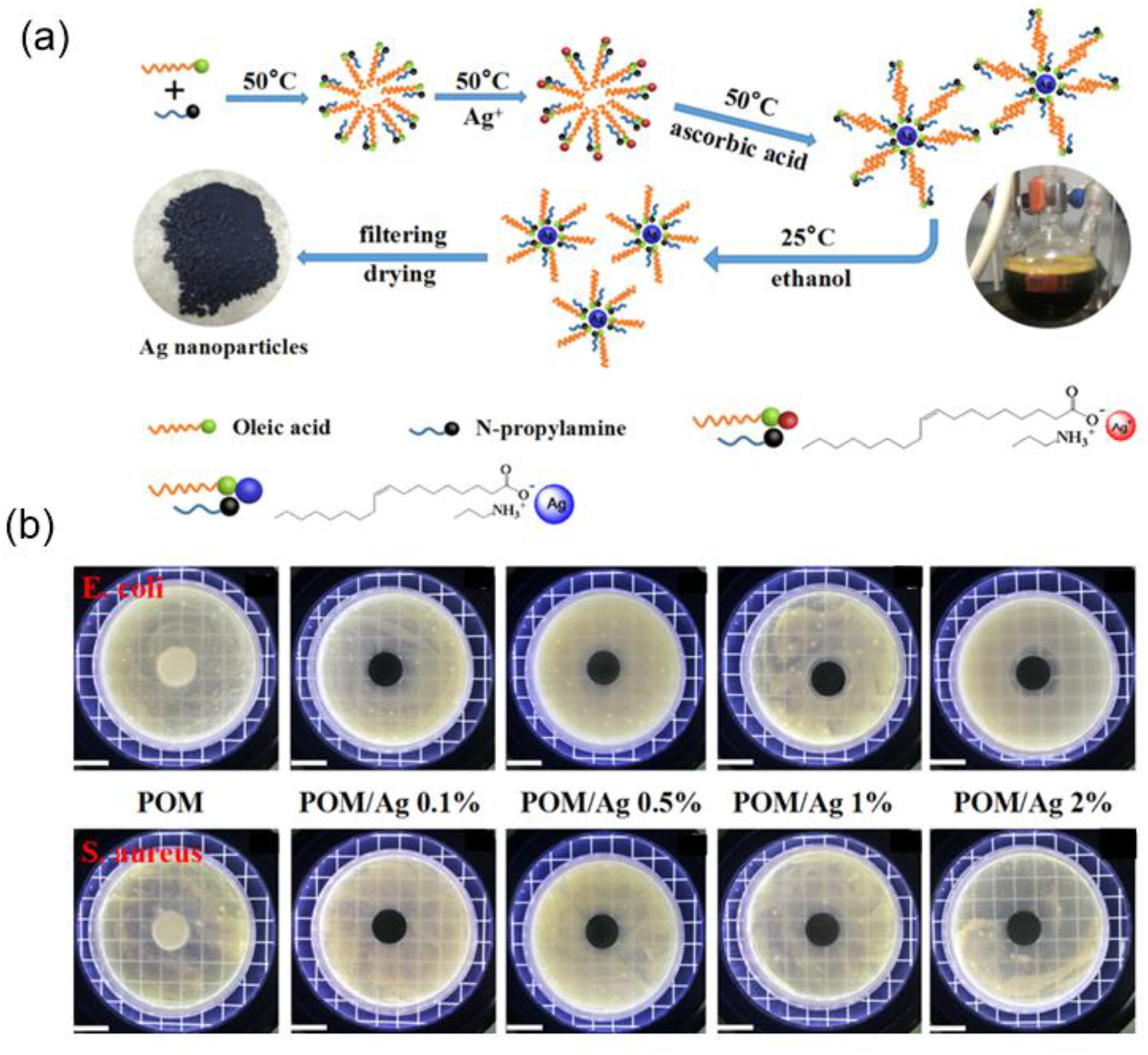

In addition, POM nanocomposites have certain applications in human tissue engineering. However, there are fewer relevant papers in this area, which may be related to the reason that POM is easy to degrade. Nevertheless, the study conducted by Yousef et al. is particularly remarkable. For over half a century, ultra-high molecular weight polyethylene (UHMWPE) has been extensively utilized as an acetabular hip cup in hip replacement surgeries. Due to its high cost, numerous studies have sought other polymers for comparison. Although many polymers have been considered, UHMWPE outperforms them in terms of abrasion resistance. 170 Wear is the main cause of hip joint failure, so wear resistance is very important. In previous studies, POM was mentioned as the most cost-effective among these polymers, 171 and also has the highest strength, thus showing promise as a potential substitute for UHMWPE in acetabular hip cups. Yousef found that doping CNTs in POM can effectively improve its mechanical properties and abrasion resistance, and also found that the abrasion loss characteristic in the UHMWPE cup is almost non-existent in the POM/CNTs cup. 172
Gears and other mechanical applications
POM boasts several remarkable advantages, including a low coefficient of friction, self-lubricating capabilities, low weight, and high strength. As a result, it is increasingly being used to replace metals in the manufacturing of moving parts such as gears and bearings.173,174 However, POM has limitations such as poor heat resistance, high sensitivity to UV rays, and low impact performance.175,176 During the operation of POM gears, they are prone to wear and tear. Moreover, the heat generated by friction can cause the gears to deform 177 ; When POM is exposed to UV radiation, its molecular chains break.98,178–180 Both factors can result in gear failure and significantly shorten the service life of the gears. Therefore, a single POM can no longer satisfy the stringent usage conditions such as high temperature and high speed in modern applications, and thus requires modification.
Some scholars added glass fiber to POM 181 and found that this addition effectively enhanced the material’s load-bearing capacity. However, the increased wear rates and non-uniform shrinkage may restrict its practical application. 181 Nanoparticles can serve as a substitute for traditional glass fiber, enabling improvements in gear lifespan, wear resistance, and thermal performance. Commonly employed nanoparticles mainly include carbon black (CB), nano-calcium carbonate (Nano-CaCO3), carbon nanotubes (CNTs), etc. Additionally, the incorporation of certain nanoparticles can also boost the UV resistance of POM. Mohsenzadeh et al. have carried out a series of comprehensive studies on this topic, comparing the life and failure modes of pure POM, POM/CB and POM/Nano-CaCO3 gears.182,183 When both CB and Nano-CaCO3 were introduced into POM, the resulting composites showed enhanced load-carrying capacity, improved thermal performance, and a longer service life. Among them, gears with 3 wt% CaCO3 nanoparticles had the lowest wear rate. The addition of CB nanoparticles altered the failure mode from fracture to plastic deformation at lower torque levels. In a subsequent study, the authors prepared POM/CB/Nano-CaCO3 (NPCC) ternary nanocomposite gears and found that the service life was higher than that of pure POM, POM/CB and POM/Nano-CaCO3 gears, which was due to the synergistic effect of CB and Nano-CaCO3.184,185
CNTs are also often added to POM gears for modification. Goriparthi et al. added silane-treated CNTs with polytetrafluoroethylene (PTFE) to POM gears and found that gears containing 1 wt% silanized CNTs, as well as those with 10 wt% PTFE and 1 wt% silanized CNTs, exhibited the best wear resistance. 186 In addition, POM gears play an important role in diaphragm gas meters. Talebzadeh studied POM-Cloisite 20A (an organically modified montmorillonite clay, of which 20A is the model number) nanocomposites, suggesting that POM nanocomposite gears could exhibit better mechanical properties and enhance the performance of diaphragm gas meters. 187 At the same time, the impact of UV rays is also a major factor affecting the service life of POM gears. Some scholars have prepared core-shell nanoparticles (PBMP) with HAS function by using butyl acrylate (BA) as the core, and methyl methacrylate (MMA) and 1,2,2,6,6-pentamethyl-4-piperidinyl acrylate (PMPA) as the shell. This successfully achieved one-step toughening and photostabilization of POM, expanding its potential applications in outdoor and harsh environments. 16
POM-based nanocomposites can be applied in the electronics and electrical appliances field to manufacture shells, other components, and fixtures for fixing electronic equipment. They can also dissipate static electricity, thereby reducing the impact of static electricity and electromagnetic interference on the equipment.188–190 CNTs have widely replaced traditional inorganic fillers in polymer nanocomposites due to their excellent electrical and thermal conductivity,191–194 enabling functions that are hard to achieve with conventional fillers.195,196 POM, MWCNT and additives (ionic polymer, cyanuric acid) were melt-blended to prepare the nanocomposites. Figure 14(a) exhibits the schematic structure of POM/CNT/ionomer/cyanuric acid nanocomposites. The ionomer improves the dispersion of CNTs by encapsulating them, while cyanuric acid binds to CNTs through π-π interactions to further optimize the dispersion. As shown in Figure 14(b), the addition of 1.5 wt% CNT decreased the surface resistance of POM from >10^11 Ω/sq to 10^8∼10^9 Ω/sq. The synergistic effect of the ionic polymer and cyanuric acid further decreased the surface resistance, as shown in Figure 14(c). The optimal formulation, POM/1.5wt% CNT/3.0wt% ionic polymer/0.5wt% cyanuric acid, demonstrated the best antistatic properties and conductivity homogeneity. This study offers a new approach for developing high-performance antistatic POM composites, addresses the CNT dispersion issue through non-covalent modification, and broadens the potential applications of POM in the electronics industry.
197
(a) Schematic structures of POM/CNT/ionomer/cyanuric acid nanocomposite. The red and blue colors indicate cyanuric acid and ionomer, respectively; (b) Surface resistance of POM/CNT composites as a function of CNT loading; (c) POM/CNT/ionomer/cyanuric acid (POM/C/I/A) composites with different additive concentrations. Reproduced from Ref. 197 Open Access.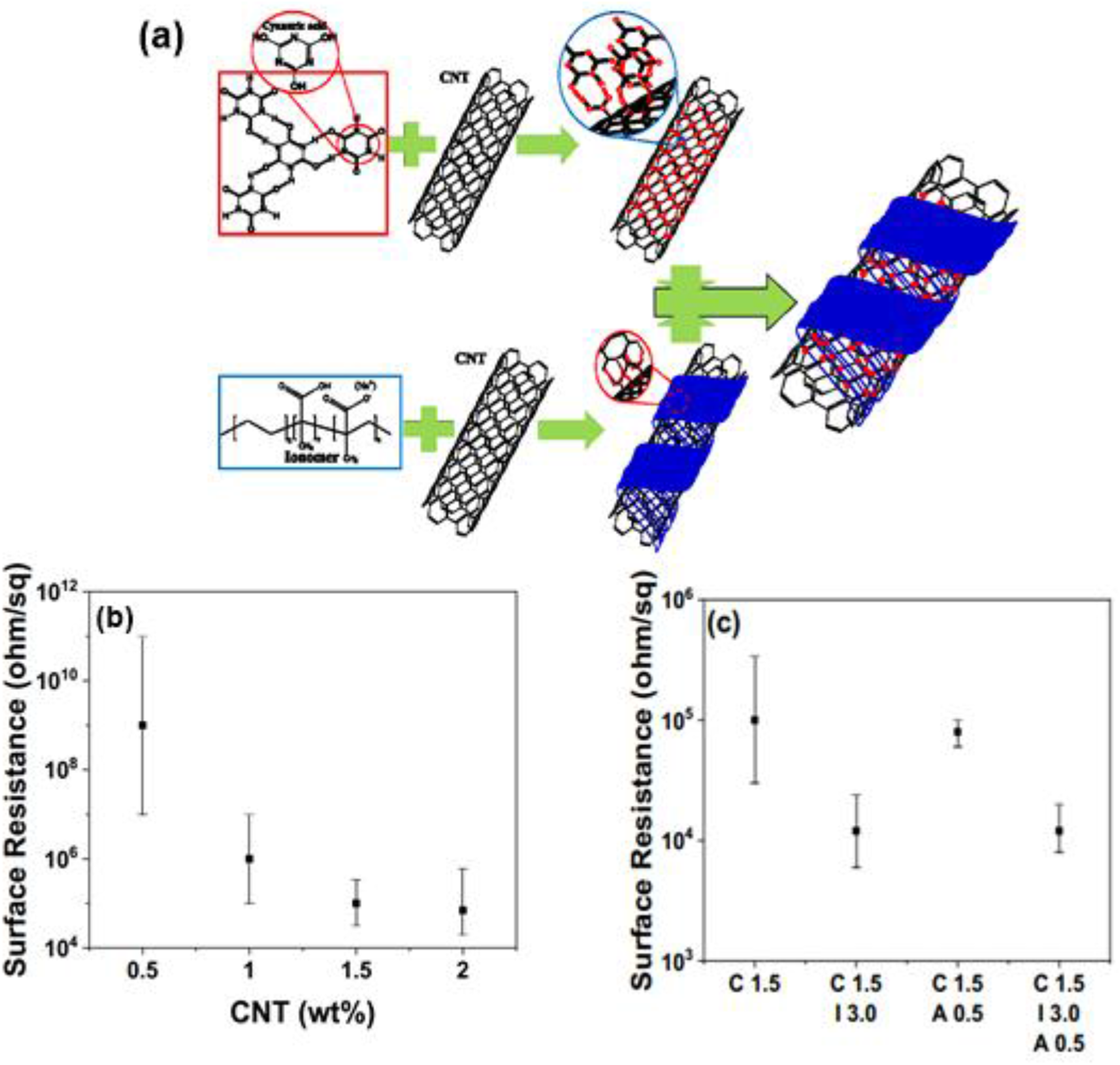
Applications in delaying POM degradation and protecting the environment
Despite being an engineering plastic with outstanding performance, POM releases a certain amount of formaldehyde during processing, storage, and use.198,199 This is attributed to its rapid thermal degradation reaction.200,201 As previously mentioned, POM has applications in the biomedical field. The degradation of POM not only impacts material properties during molding and processing,202,203 but also pollutes the environment. 204 More critically, there is a risk of degradation occurring within the human body. 198 Consequently, enhancing the thermal stability of POM and reducing its degradation reaction are pressing concerns.
Numerous formaldehyde-removing agents are currently in wide use.205–207 However, excessive use of these small-molecule substances can lead to volatilization and may also cause performance degradation. Some researchers have discovered that incorporating nanofillers into POM can effectively slow down its degradation process. The main reasons can be categorized into two points: (1) The nano-filler can be uniformly dispersed in the POM matrix to form a physical barrier layer. This can hinder the contact of oxygen, water vapor, etc. with POM, slowing down the occurrence of degradation reactions such as oxidation and hydrolysis.189,202 (2) Nanofillers have photocatalytic activity and free radical trapping ability. When polyformaldehyde is subjected to light, heat and other factors to generate free radicals, these nano-fillers can capture free radicals, thus terminating the chain transfer of degradation reactions and slowing down the degradation of POM.179,180,190
Król - Morkisz et al. explored the enhancement of polyoxymethylene (POM) through the incorporation of polyethylene glycol (PEG) - functionalized hydroxyapatite (HA - g - PEG) into its matrix. Their study focused on three key aspects: improving the thermal stability of POM, reducing the release of formaldehyde during processing and use, and enhancing the bioactivity of the material. This innovative approach aimed to overcome the inherent limitations of POM, such as its tendency to degrade thermally and release harmful formaldehyde, while also making it more suitable for applications in the biomedical field where bioactivity is crucial.
208
Figure 15(a) and (b) shows the grafting process and composite molding process. As shown in Figure 15(c), dynamic immersion experiments were carried out at 37°C on POM/HA-g-PEG composites with varying contents of HA-g-PEG (0%, 2.5%, 5.0%, and 10.0%). Three drops of Schiff’s Reagent, a specialized colorant for formaldehyde detection, were added to each sample. After thorough mixing, the color changes were observed: a purple or pink hue indicated the presence of formaldehyde (concentration ≥3 ppm), whereas a colorless or clear appearance signified that formaldehyde was undetected (concentration <3 ppm). After 28 days, all samples remained transparent, confirming the absence of formaldehyde. This outcome demonstrated that the composites did not release formaldehyde even under long - term immersion conditions, thereby validating that the addition of HA- g-PEG effectively suppressed formaldehyde release from POM. The incorporation of functionalized HA overcame the limitations of POM in high-temperature processing and biocompatibility, rendering it highly valuable for practical applications. Melamine (MA) has also found utility in formaldehyde-removal applications. Reduced graphene oxide-grafted melamine (rGO-MA) was synthesized by grafting MA onto the surface of graphene oxide (GO) and subsequently introduced into POM. The results indicated that the thermal stability of MA was enhanced, while the free-radical trapping capacity of GO was improved. The rGO-MA composites exhibited a remarkable synergistic effect in eliminating formaldehyde generated during POM degradation.
209
(a) Preparation of HA-g-PEG composites; (b) The composite process of POM and HA-g-PEG; (c) Colorimetric assay of formaldehyde release from POM/HA-g-PEG composites after 1, 21, and 28 days. The concentrations of HA-g-PEG are 2.5%, 5% and 10%, respectively. Reproduced from Ref. 208 Open Access.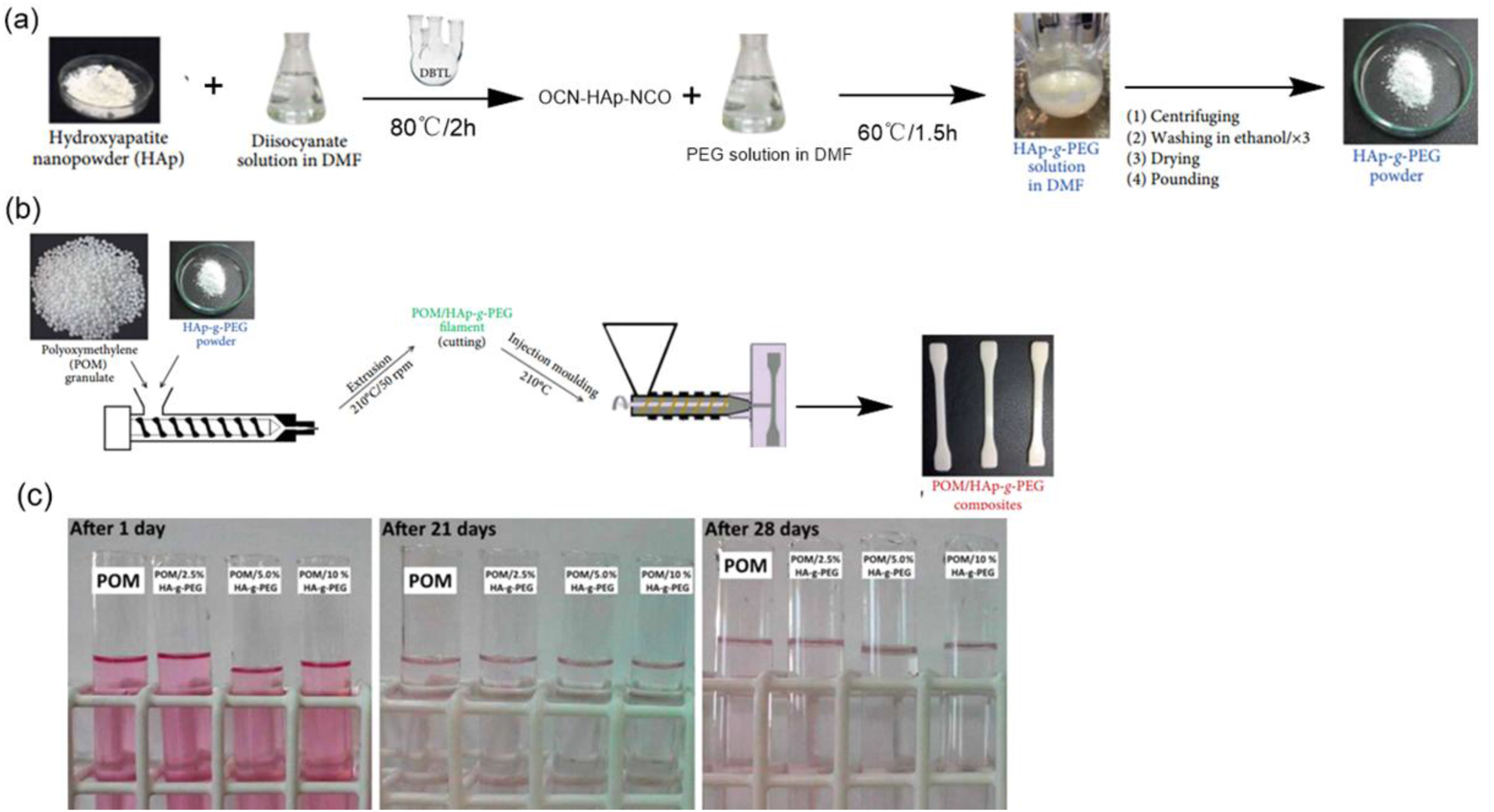
Some scholars have conducted degradation studies on mesoporous silica nanoparticles (MSN)-enhanced POM nanocomposites under natural aging and soil burial conditions. After natural aging, the tensile strength of pure POM decreased substantially, whereas the MSN-modified POM composites retained stable properties, which verified that MSN can effectively improve the material’s stability. Additionally, the degradation rate of the samples was faster under soil burial conditions. To understand this phenomenon, researchers employed microbial isolation and identification techniques. Eventually, they confirmed that the dominant degradation bacteria in the soil belonged to the genus Methylobacterium. 210
Conclusions and prospect
Nanoparticle-enhanced polyoxymethylene composites have achieved remarkable results in improving material properties. Nanoparticles effectively enhance the mechanical, thermal, and tribological properties of POM through their unique small-size effect, surface effects, and interfacial effects, thereby expanding their applications in biomedicine, mechanical automation, electronics, and other fields. This not only promotes the upgrading and modification of POM materials but also provides new ideas for developing high-performance composites. As research progresses, nanoparticle-reinforced polyformaldehyde composites will demonstrate their excellent performance across a broader range of fields, injecting new impetus into the technological advancement and innovative development of various industries.
Footnotes
Author contributions
Jianyu Chen prepared writing—original draft; Jie Guan prepared writing—review and editing; Zhaoyi Xie prepared writing—review and editing; Lin Zhu conducted formal analysis; Kan Zhang offered project administration. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We acknowledge financial support from the National Natural Science Foundation of China (52073125, 51603093) and Qinglan Project of Jiangsu Province of China.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data will be made available on request.