
Abstract
The objective of this study is to develop and optimize WC–Co cutting inserts with enhanced hardness–toughness balance and improved machining performance during turning of Inconel 718. Artificial Neural Networks (ANN) were employed to identify an optimal WC–Co composition and sintering temperature by correlating material composition with mechanical properties. The ANN-suggested composition was further reinforced with a small fraction (≤1 wt.%) of nanosized WC and consolidated using the Sinter-HIP process. The resulting cutting inserts were subjected to detailed microstructural characterization, mechanical property evaluation, and machining trials. The results show that WC–Co inserts reinforced with 0.5 wt.% nano-WC exhibit a refined microstructure and an improved hardness–fracture toughness combination, leading to a significant enhancement in machining performance. In turning experiments on Inconel 718, these inserts achieved nearly 180% longer tool life compared to the conventional WC–Co insert. The improved performance is attributed to effective ANN-guided material optimization combined with nano-scale reinforcement, which suppresses grain growth and enhances load-bearing capability. This study demonstrates that integrating data-driven material design with nano-reinforcement is an effective strategy for developing high-performance cutting tools for machining hard-to-cut high-temperature alloys.
Introduction
In aerospace and power generation industries, machining challenges are predominantly associated with heat-resistant superalloys (HRSA) such as Inconel 718. These alloys retain high strength and hardness at elevated temperatures and exhibit low thermal conductivity, resulting in high cutting forces and severe heat concentration at the tool–workpiece interface. Consequently, cutting tools experience intense thermal and mechanical stresses, leading to rapid tool wear, poor surface integrity, and reduced tool life. 1 Tungsten carbide–cobalt (WC–Co) cutting inserts are widely used for HRSA machining due to their excellent hardness, wear resistance, and thermal stability. 2 However, enhancing tool life requires maintaining an optimal balance between hardness and fracture toughness, which remains a key research challenge. Excessive hardness often leads to brittle failure, whereas increased toughness can compromise wear resistance. Therefore, the development of WC–Co cutting tools with an improved hardness–toughness synergy is a critical research priority.
One promising approach to achieving this balance is microstructural refinement of WC–Co by controlling grain growth during sintering and strengthening the cobalt binder phase.3–5 Previous studies have demonstrated that ultrafine-grained and dual-grain WC–Co composites exhibit superior hardness and toughness compared to conventional grades.3,6 The use of grain growth inhibitors has also been reported to enhance high-temperature stability, making such materials more suitable for HRSA machining applications. 7 In addition to composition control, the processing route plays a crucial role in translating microstructural advantages into actual cutting performance. Advanced sintering techniques, such as sinter-HIP and spark plasma sintering (SPS), offer improved control over densification, grain size, and phase distribution. 6 While SPS is known for rapid heating rates and suppression of grain growth, challenges such as nanoparticle agglomeration, oxidation, and non-uniform densification raise concerns regarding its effectiveness for WC–Co systems reinforced with nano-WC. 8 As a result, the potential of nano-reinforced WC–Co cutting inserts is not yet fully understood, particularly with respect to their machining performance under severe HRSA cutting conditions.
Despite recent efforts in nano-reinforced WC–Co systems, significant gaps remain in establishing quantitative relationships among composition, processing parameters, microstructure, mechanical properties, and actual machining performance. Predictive modeling techniques such as artificial neural networks (ANN) provide an effective tool for analyzing complex, multi-variable datasets and guiding experimental design.9,10 Although ANN and other machine learning approaches have been successfully applied in materials science and manufacturing research, 11 their application in cutting tool material optimization remains limited. Furthermore, recent studies on Inconel 718 machining highlight the urgent need for advanced cutting tool materials capable of sustaining extreme thermo-mechanical conditions. 12
In view of these challenges, the present study adopts an integrated, data-driven approach for the development of high-performance WC–Co cutting inserts. An ANN framework is employed to predict the optimal WC–Co composition and sintering temperature based on hardness and fracture toughness. The ANN-guided composition is further reinforced with nanosized WC and consolidated using the sinter-HIP process. The microstructural characteristics, mechanical properties, and machining performance of the developed cutting inserts are systematically evaluated during turning of Inconel 718. This work uniquely demonstrates the combined effectiveness of ANN-guided material optimization and nano-WC reinforcement in enhancing the machining performance of WC–Co cutting tools for HRSA applications.
Despite extensive studies on WC–Co cutting tools, several key scientific questions remain unresolved. In particular, the quantitative relationship between WC–Co composition, sintering conditions, microstructural refinement, and the resulting hardness–fracture toughness balance has not been fully established for HRSA machining applications. While grain refinement and nano-scale reinforcement have shown promise in improving mechanical properties, it remains unclear how these microstructural modifications translate into actual machining performance under severe thermo-mechanical conditions encountered during turning of Inconel 718. While WC–Co cemented carbides are a mature material system, the present reference set intentionally combines foundational studies with recent advances in nano-reinforcement, spark plasma sintering, machine-learning-based materials design, and machining of Inconel 718, reflecting both established mechanisms and emerging research directions.
Experimental methodology
Data collection and feature engineering for predictive modelling
The machine learning component of this study aimed to identify the optimal WC–Co composition that balances hardness and fracture toughness for machining HRSA. A detailed dataset was gathered from the work of Chychko et al. 13 and additional peer-reviewed literature. The initial raw dataset contained 1386 records, each specifying WC–Co composition, sintering parameters, and measured mechanical properties. Outlier detection was carried out by applying the interquartile range (IQR) method and a Z-score threshold (>3), removing physically unrealistic values (e.g., hardness >2500 HV or density >15.9 g/cm3). After removing incomplete records and duplicates, the dataset was reduced to 993 representative data points.
Figure 1 illustrates the combined influence of WC content and sintering temperature on the hardness and fracture toughness of the WC–Co system. The response surface indicates that increasing WC content results in higher hardness, while fracture toughness tends to decrease. This behavior is consistent with established material principles, as a higher fraction of hard WC particles enhances resistance to plastic deformation, thereby increasing hardness. In contrast, a reduced proportion of the metallic Co binder limits the material’s ability to absorb energy during crack propagation, leading to lower fracture toughness. Based on this analysis, WC content, Co content, and sintering temperature were selected as the input features for ANN modeling, and only the Sinter-HIP route was considered. 3D surface Plot showing (a) toughness (b) hardness as functions of WC content and sintering temperature.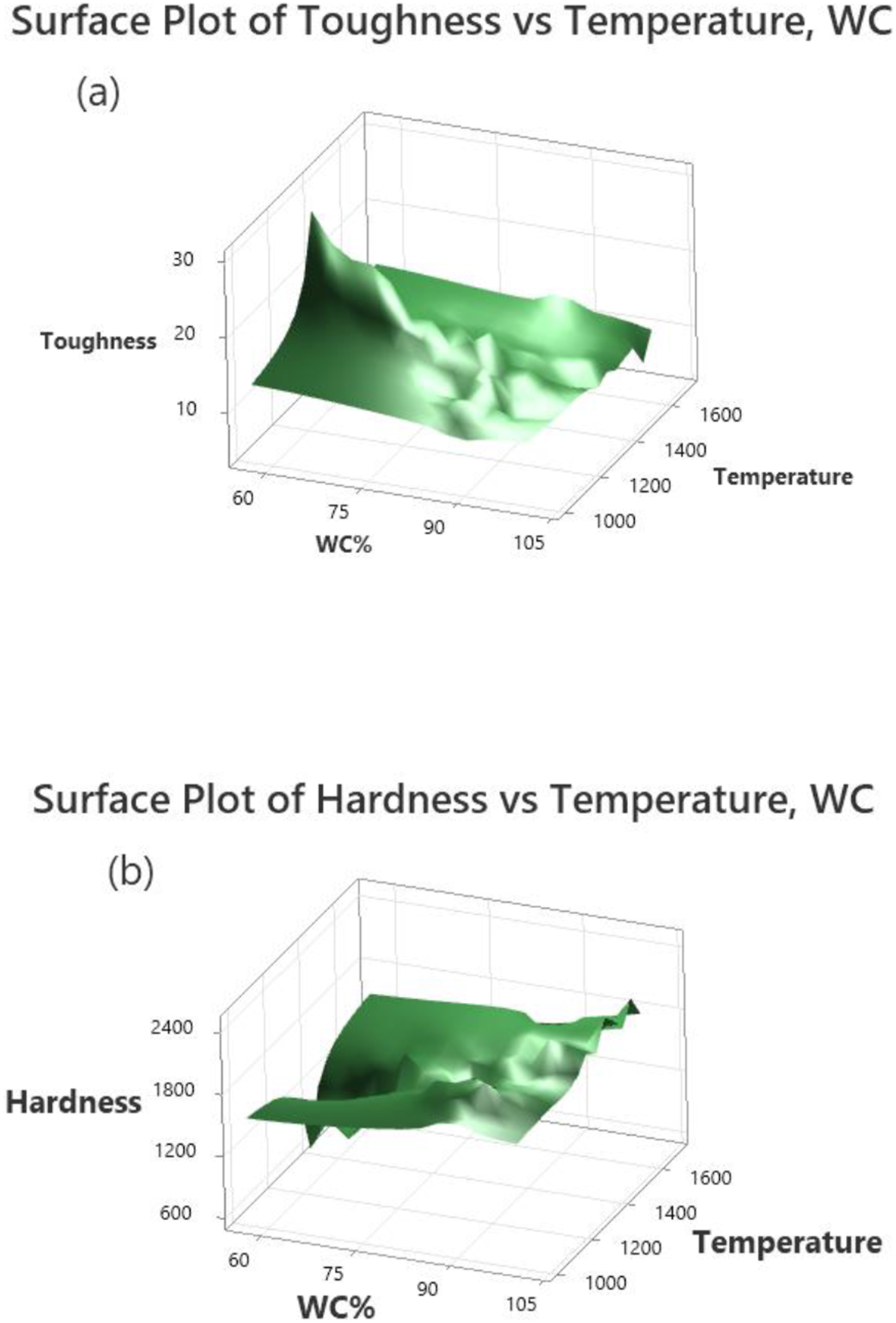
Since the dataset used for ANN training was compiled from multiple literature sources, some variability in experimental conditions, such as sintering equipment, testing standards, and measurement techniques, is unavoidable. To minimize the impact of this heterogeneity, the input space was restricted to key compositional and processing variables, and only data corresponding to the Sinter-HIP processing route were included. In addition, outlier filtering and data consistency checks were applied to remove physically unrealistic values. Model generalization was evaluated using a held-out test set and five-fold cross-validation, which showed stable performance with minimal divergence between training and validation losses. Although variations in microstructural features not explicitly included in the model (e.g., grain size distribution or binder chemistry) may introduce some prediction uncertainty, the large dataset size and consistent experimental validation indicate that the ANN reliably captures the dominant structure–property trends. Accordingly, the ANN is employed as a decision-support framework rather than as a universal predictive model.14–16
Predictive model development and validation
The ANN model was constructed using an input layer comprising eight neurons corresponding to the selected features. The network architecture included three fully connected hidden layers with 64, 32, and 16 neurons, respectively. Rectified Linear Unit (ReLU) activation functions were employed in the hidden layers to introduce nonlinearity and facilitate efficient training. To reduce overfitting, dropout layers with a dropout rate of 0.2 were incorporated after the first and second hidden layers. The output layer consisted of two neurons with a linear activation function, enabling simultaneous prediction of hardness and fracture toughness.
The network was trained using the mean squared error (MSE) loss function with the Adam optimizer at a learning rate of 0.001. Training was performed with a batch size of 32 samples for a maximum of 500 epochs. Early stopping was applied to prevent overfitting by terminating training when no improvement in performance was observed over 20 consecutive epochs. The dataset was split such that 80% of the data were used for training and the remaining 20% for testing. To ensure robustness and reliability of the model, five-fold cross-validation was performed on the training dataset. Model performance was evaluated using the coefficient of determination (R2), root mean squared error (RMSE), and mean absolute error (MAE).
Design of experiments and variable decoupling
To evaluate the individual and combined effects of nano-WC addition and sintering route on the mechanical and machining performance of WC–Co cutting inserts, a two-factor full factorial experimental design was employed. This design enabled effective variable decoupling by systematically isolating the influence of reinforcement content and densification technique on the resulting material properties.
Factor A corresponded to the amount of nano-WC addition, selected at three levels: 0 wt%, 0.5 wt%, and 1 wt%. Factor B represented the sintering method, namely sinter-HIP carried out at 1450°C and spark plasma sintering (SPS) conducted at 1600°C. These levels were chosen to reflect industrially relevant processing conditions while allowing direct comparison between conventional and rapid sintering routes. A total of six experimental conditions were investigated, with each condition repeated three times to ensure statistical reliability and repeatability of the results.
The selection of 0.5 wt% nano-WC was based on prior work by Wuli Su et al., 17 which reported this concentration as optimal for enhancing mechanical performance through microstructural refinement. The 1 wt% nano-WC level was included to evaluate the upper reinforcement limit before the onset of nanoparticle agglomeration. Higher nano-WC contents (2–3 wt%) were not considered, as earlier studies have demonstrated that excessive nano-WC addition leads to poor densification and degraded mechanical properties due to severe agglomeration effects. 18
Powder mixing was carried out using Mixer mill (8000M Spex Sample Prep machine) to ensure homogeneous dispersion of nano-WC particles. Sinter-HIP consolidation was performed using an industrial hot isostatic pressing furnace (Quintus Technologies, Sweden), while SPS processing was conducted using a spark plasma sintering system (Dr. Sinter SPS-625, Fuji Electronic Industrial Co. Ltd., Japan). Microstructural characterization was performed using a field-emission scanning electron microscope (FE-SEM, Zeiss Supra 40, Germany). Hardness measurements were conducted using a Vickers hardness tester (Mitutoyo HM-210, Japan), and fracture toughness was evaluated using the indentation fracture method.
By employing this controlled factorial design, the effects of nano-WC content and sintering method on hardness, fracture toughness, and subsequent machining performance were decoupled, allowing clear identification of optimal processing–composition combinations for HRSA machining applications.
Powder compaction, sintering and machining trials
WC–Co powders were mixed in a mixer mill using WC balls with a ball-to-powder ratio of 10:1 under an argon atmosphere to prevent oxidation. Milling was carried out at 300 rpm for 6 h with regular pauses to avoid overheating. The milled powders were then compacted into SNMG120408 insert geometries using a uniaxial pressing system at 200 MPa. The green density (mean ± SD) was measured prior to sintering.
The Sinter-HIP process consisted of four main stages: (i) dewaxing at 30–600°C in a hydrogen atmosphere for 8 h, (ii) pre-sintering at 600–1300°C under a vacuum of 0.002 bar for 4 h, (iii) argon treatment followed by hot isostatic pressing at 30 bar in the temperature range of 1300–1450°C for 4 h, and (iv) controlled cooling to room temperature. 19 The sintered density was determined using Archimedes’ principle, and porosity was evaluated by FE-SEM analysis. Hardness and fracture toughness measurements were performed on three samples for each condition (n = 3), while scratch-based tribological tests were conducted on five tracks per sample (n = 5). Statistical comparisons were carried out using one-way ANOVA and t-tests.
The machining trials were performed on Inconel 718 in the solution-treated and aged condition, which is commonly used in aerospace and power-generation components. The material exhibited high strength and hardness, with a hardness of approximately 350 HV, an ultimate tensile strength of about 1300–1400 MPa, and a yield strength close to 1100 MPa. Inconel 718 is also characterized by low thermal conductivity (∼11–15 W/m·K) and pronounced work-hardening behavior, which lead to elevated cutting forces and severe thermo-mechanical loads on the cutting tool. These properties make Inconel 718 a representative and challenging test material for evaluating the performance of WC–Co cutting inserts under demanding machining conditions.
Wet machining experiments on Inconel 718 were conducted using a Mazak QTN-200 CNC lathe equipped with the newly developed SNMG120408 inserts. Based on the cutting parameters reported by Kotian et al., 19 all machining trials were performed under constant cutting conditions. Cutting speeds of 30 and 50 m/min were employed, with a feed rate of 0.06 mm/rev and a depth of cut ranging from 0.5 to 0.6 mm. Tool wear was monitored until the flank wear or nose wear reached 0.3 mm, in accordance with ISO 3685. Tool life and surface roughness were recorded for each machining condition, with three repetitions per trial (n = 3). 20
Discussion on results
Prediction and validation of mechanical properties
This study employed a supervised, feed-forward ANN regression model to predict the hardness and fracture toughness of WC–Co composites. The training and validation loss curves (Figure 2) showed rapid convergence with minimal divergence, indicating stable learning behavior and good generalization of the model. The proposed ANN achieved an R2 value of 0.92, indicating a strong correlation between predicted and experimental values (Table 1). Training and validation loss curve and results of ANN. Comparison of predicted and experimentally achieved mechanical properties of WC-Co samples.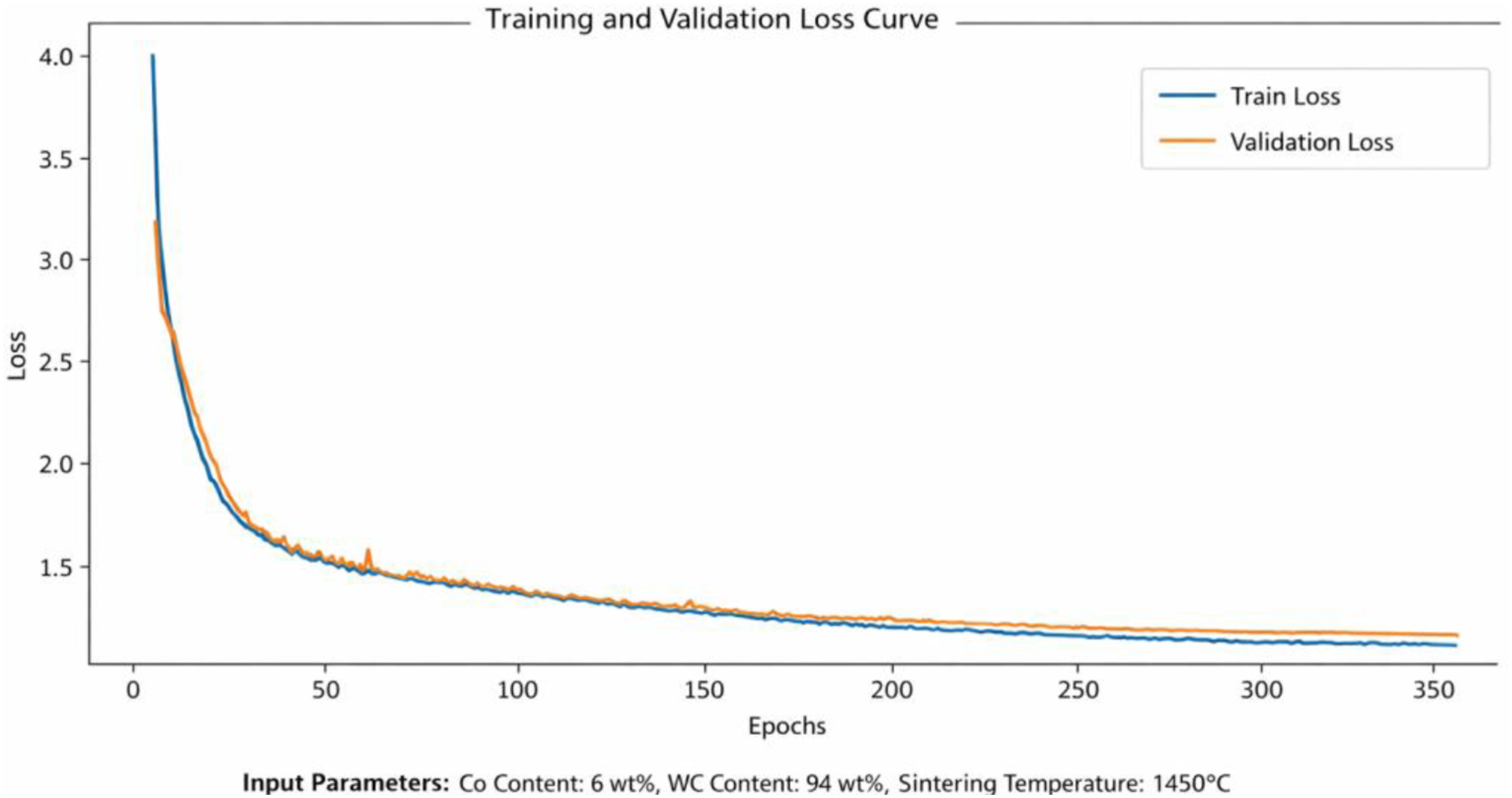

Effect of nano-WC reinforcement and sintering route
A small addition of nano-WC (0.5 wt%) improved hardness to 1598 HV and density to 14.48 g/cm3 due to enhanced grain boundary strengthening, although a slight reduction in fracture toughness was observed. However, increasing the nano-WC content to 1 wt.% resulted in significant microstructural deterioration due to nanoparticle agglomeration and increased porosity, leading to reduced hardness and density, particularly in samples processed by SPS.17,21 Similar effects have been widely reported in nano-reinforced WC–Co systems, where excessive nano-WC addition limits densification efficiency. Furthermore, the high SPS processing temperature (1600°C) promoted abnormal grain growth through accelerated dissolution–reprecipitation mechanisms, thereby negating the strengthening benefits associated with nano-scale reinforcement. 22
The influence of the sintering route, defined here as the densification method employed, namely Sinter-HIP at 1450°C and SPS at 1600°C was found to be significant. The higher processing temperature associated with SPS promoted abnormal grain growth, which diminished the effectiveness of nano-scale reinforcement and negated the expected strengthening effects. In contrast, the relatively lower temperature and pressure-assisted densification of the Sinter-HIP route enabled better microstructural control and property retention.
Nano-enhanced WC-Co cutting insert compositions and their corresponding mechanical properties selected for machining experimentation.

Microstructural characterization
XRD analysis (Figure 3) indicated the presence of stable WC and Co phases in fine-grained inserts (Samples A and B), with no unwanted secondary carbides identified at moderate levels of nano-WC. However, at 1% nano-WC, additional peaks corresponding to TiC and CrTa appeared, particularly in the SPS-processed samples, indicating the formation of secondary phases and phase instability at higher temperatures. While these phases may contribute to localized strengthening, they negatively affect toughness and density, which is consistent with the decreased performance noted in experimental results. XRD patterns of all four WC-Co cutting inserts.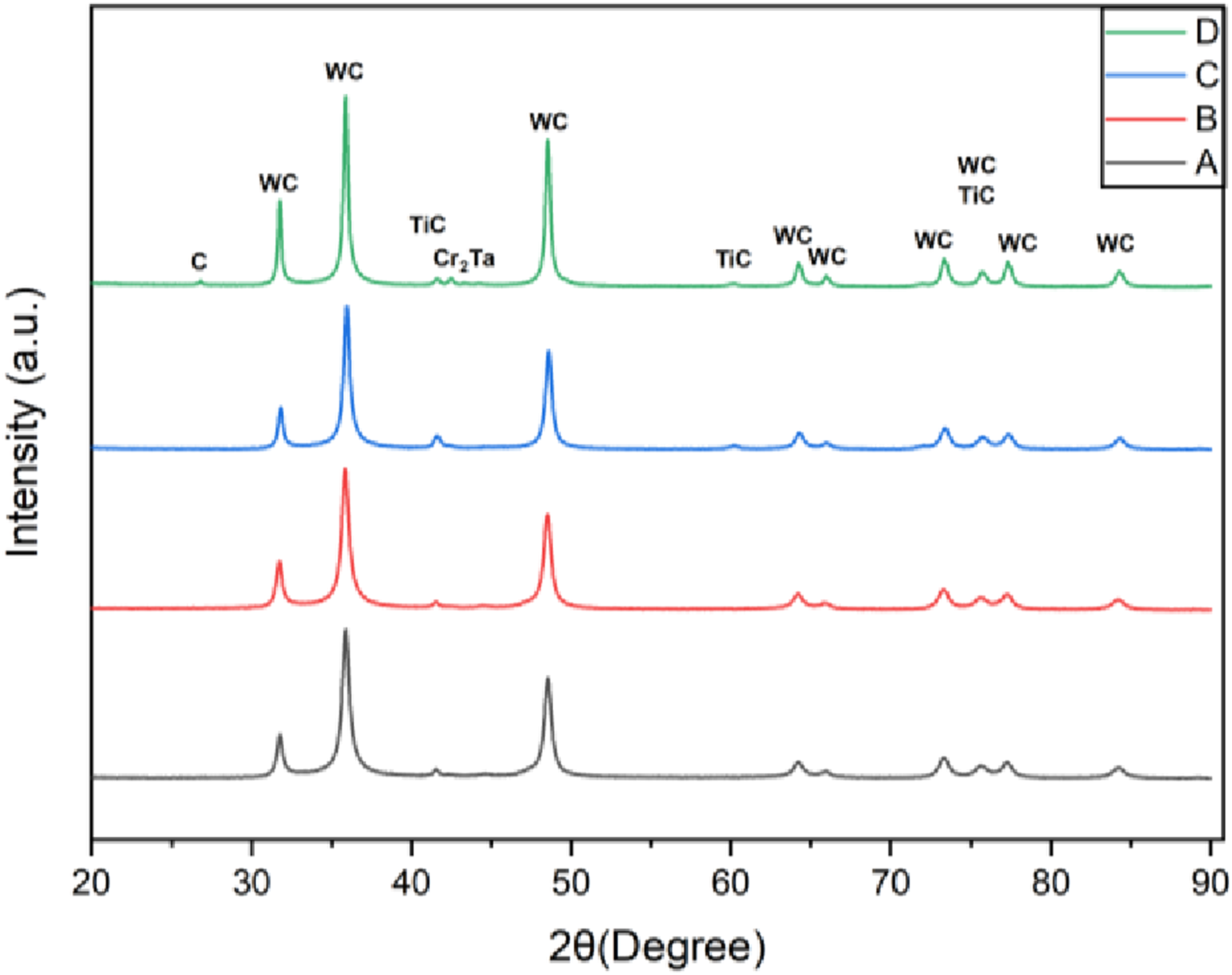
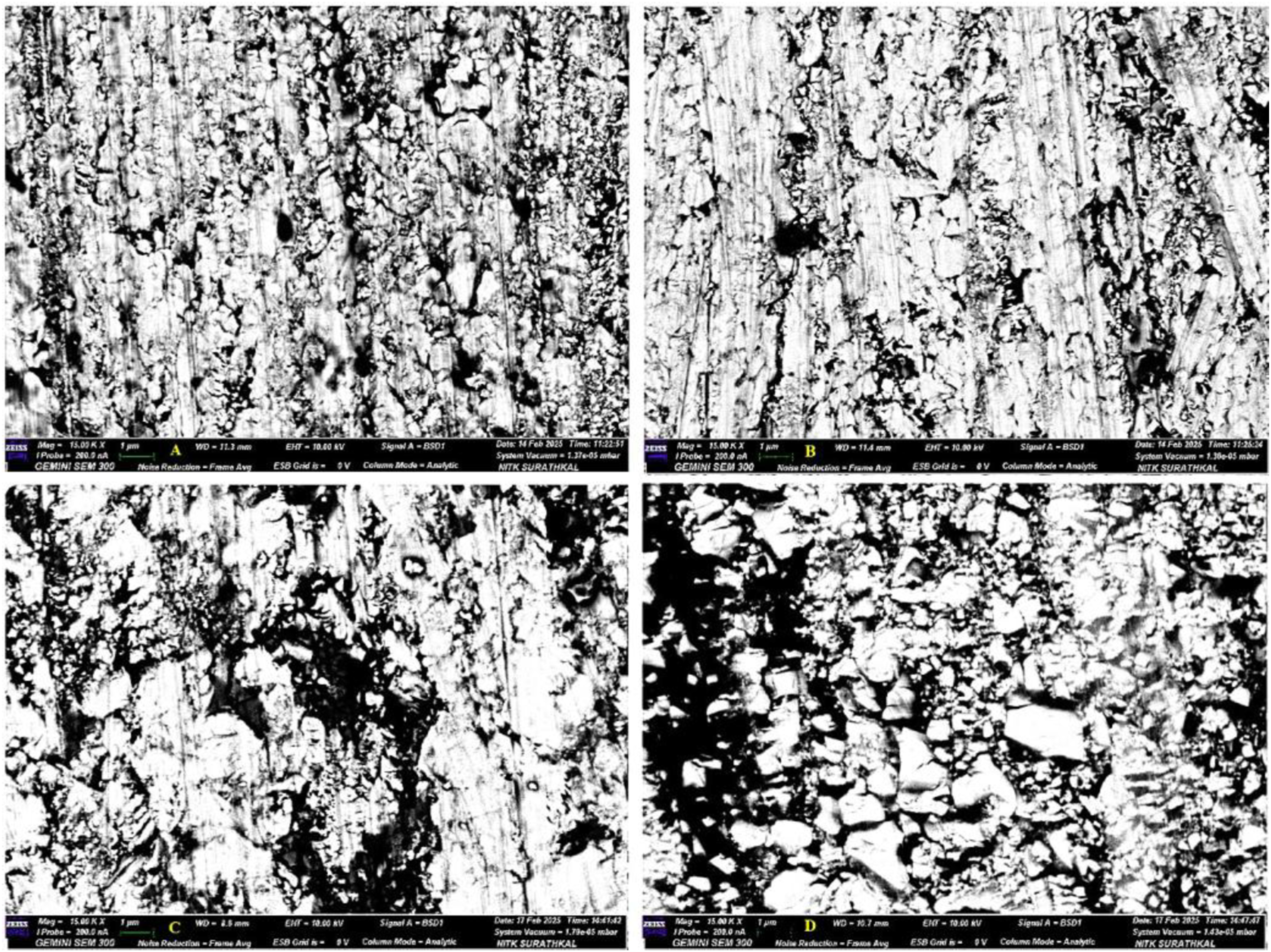
The trends in crystallite size and micro-strain (Figure 4) indicate that different levels of nano-WC addition influence the material behavior in distinct ways. A 0.5% nano-WC addition resulted in WC grain refinement accompanied by increased lattice strain, whereas 1% nano-WC contents led to grain coarsening and strain relaxation, particularly in samples processed by SPS. These observations are supported by the FESEM micrographs shown in Figure 5. The optimized samples exhibit a fine and uniform grain structure, while the nano-WC-rich samples show clear evidence of agglomeration, porosity, and microcrack formation. The corresponding EDAX analyses (Figure 6) further validate these findings. In the optimized samples, continuous bonding at the W–Co interface is evident, whereas the nano-WC-rich samples display elemental clustering, oxidation, and interfacial discontinuities. (a) Crystallite size and (b) micro-strain of phases for all four samples. (a, b, c, d): FESEM images at 1 µm magnification Sample A, B, C and D. (a, b, c, d): EDAX report of sample A, B, C and D.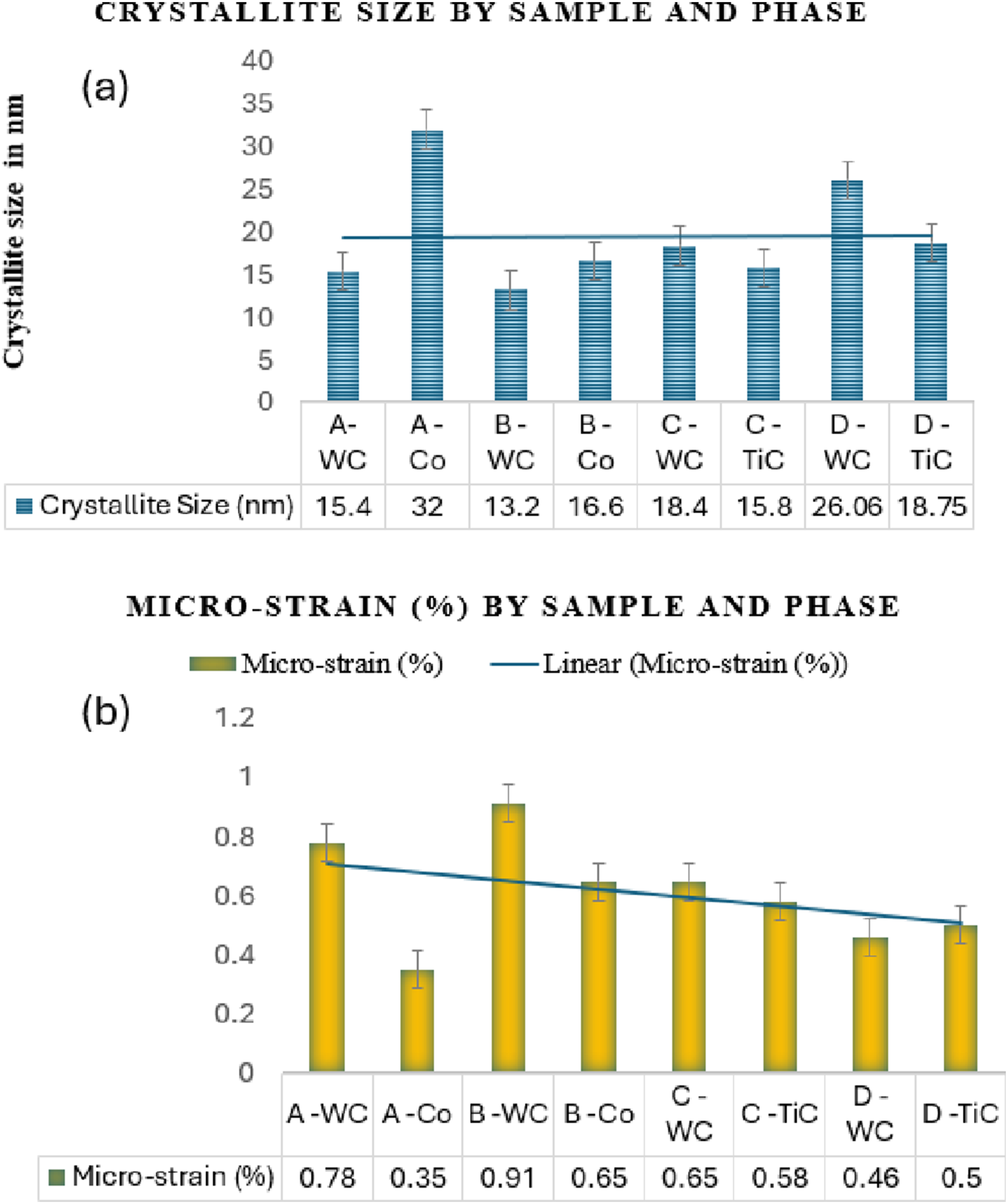
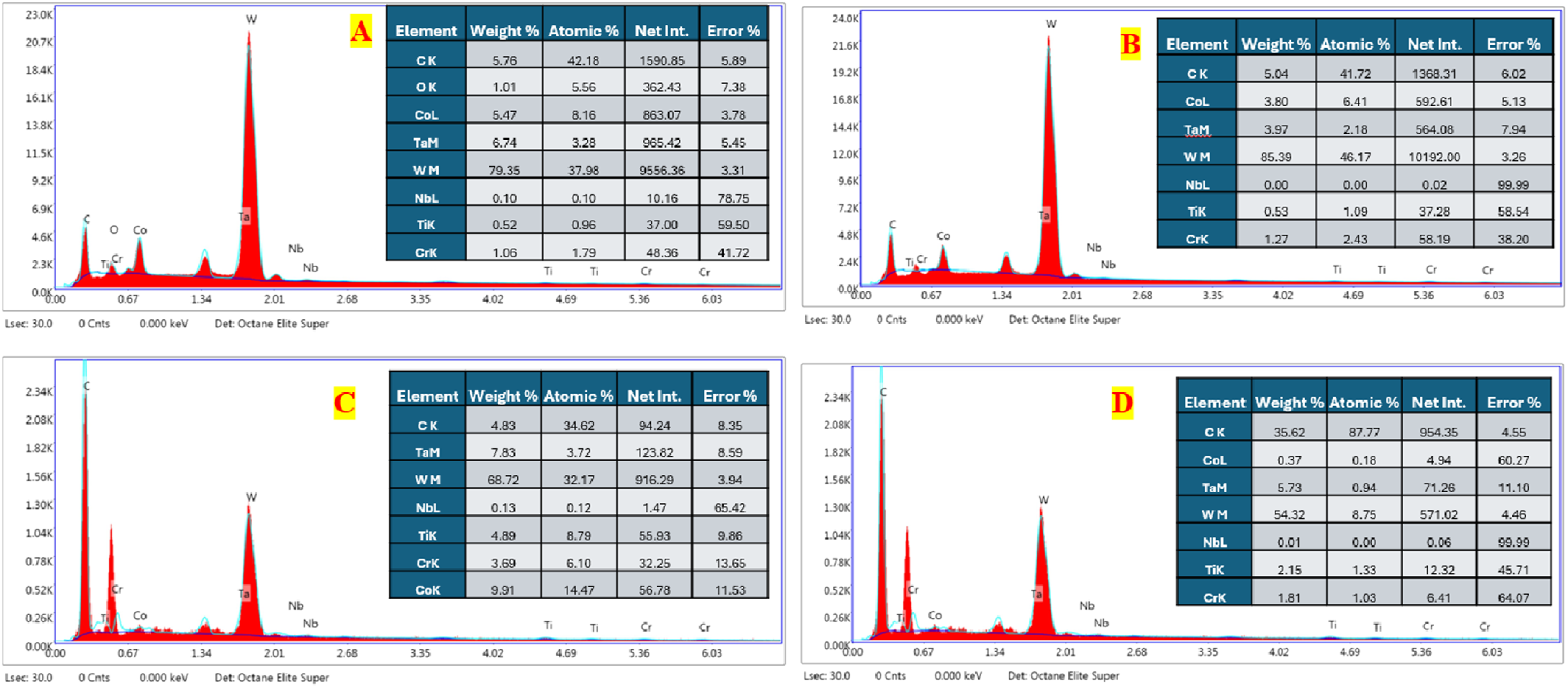
EDAX analysis was performed using the same SEM setup described earlier. The spectrum was acquired at lower magnification to obtain a larger interaction volume, enabling improved detection of alloying elements. Figure 6 presents the EDAX spectrum obtained from the analyzed region, showing distinct peaks corresponding to W, Co, C, Cr, Ti, Ta, and Nb, thereby confirming the expected elemental composition of the material. No additional peaks associated with unwanted elements were detected. The EDAX spectra of Samples C and D exhibit the anticipated elemental variations resulting from nano-reinforcement addition. In comparison with Samples A and B, both spectra display characteristic peaks corresponding to the reinforced phases, confirming their successful incorporation. Importantly, the absence of foreign elements indicates that the nano-reinforcement process did not compromise the material’s chemical purity.
Figure 7 presents the EDS elemental mapping of WC94Co6 inserts before and after machining Inconel 718. Prior to machining, the insert exhibits a uniform distribution of tungsten, carbon, and cobalt, confirming the expected WC–Co composition and the absence of contamination or pre-existing wear. The presence of cobalt contributes to toughness, while tungsten carbide provides high hardness and wear resistance. Elemental mapping images of WC-Co Inserts.
After machining, tungsten remains the dominant element in all samples, whereas a reduction in surface carbon intensity is observed, which can be attributed to material removal and surface exposure during cutting. The appearance of nickel in the post-machining elemental maps corresponds to adhesion of the Inconel 718 workpiece material onto the tool surface. Notably, the nano-reinforced insert retains a relatively uniform distribution of tungsten and carbon with minimal nickel pickup, indicating reduced adhesion wear. This observation supports the enhanced wear resistance and extended tool life observed for the nano-reinforced inserts.
Machining performance on Inconel 718
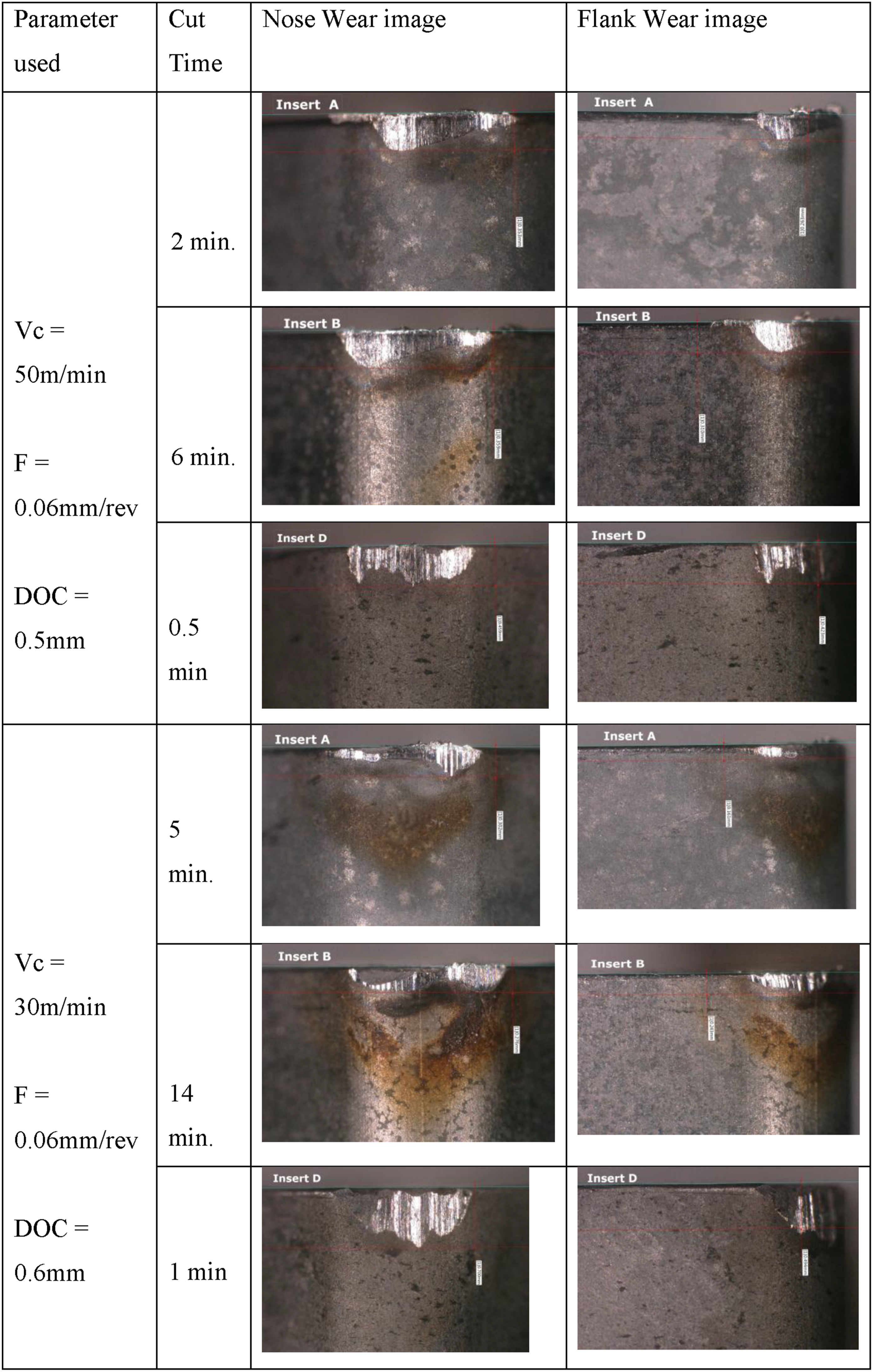
Performance evaluation during turning operations revealed significant differences in the behavior of the WC–Co cutting tools (Figures 8, Figure 9, Figure 10 and Table 3). At the lower cutting speed of 30 m/min, flank and nose wear progressed more uniformly, indicating stable wear behavior under predominantly abrasive conditions imposed by the hard phases in Inconel 718. Under these conditions, the cobalt binder remained stable, contributing to controlled wear evolution. Shows the tool life results of all samples while machining Inconel 718 using cutting speed of (a) 50 m/min, (b) 30 m/min. Optical image of tool wear measurement while machining Inconel 718 with Insert Samples A, B and D. Shows Tool Life comparison between newly developed WC-Co insert. Tool life achieved while machining Inconel 718 using new four inserts.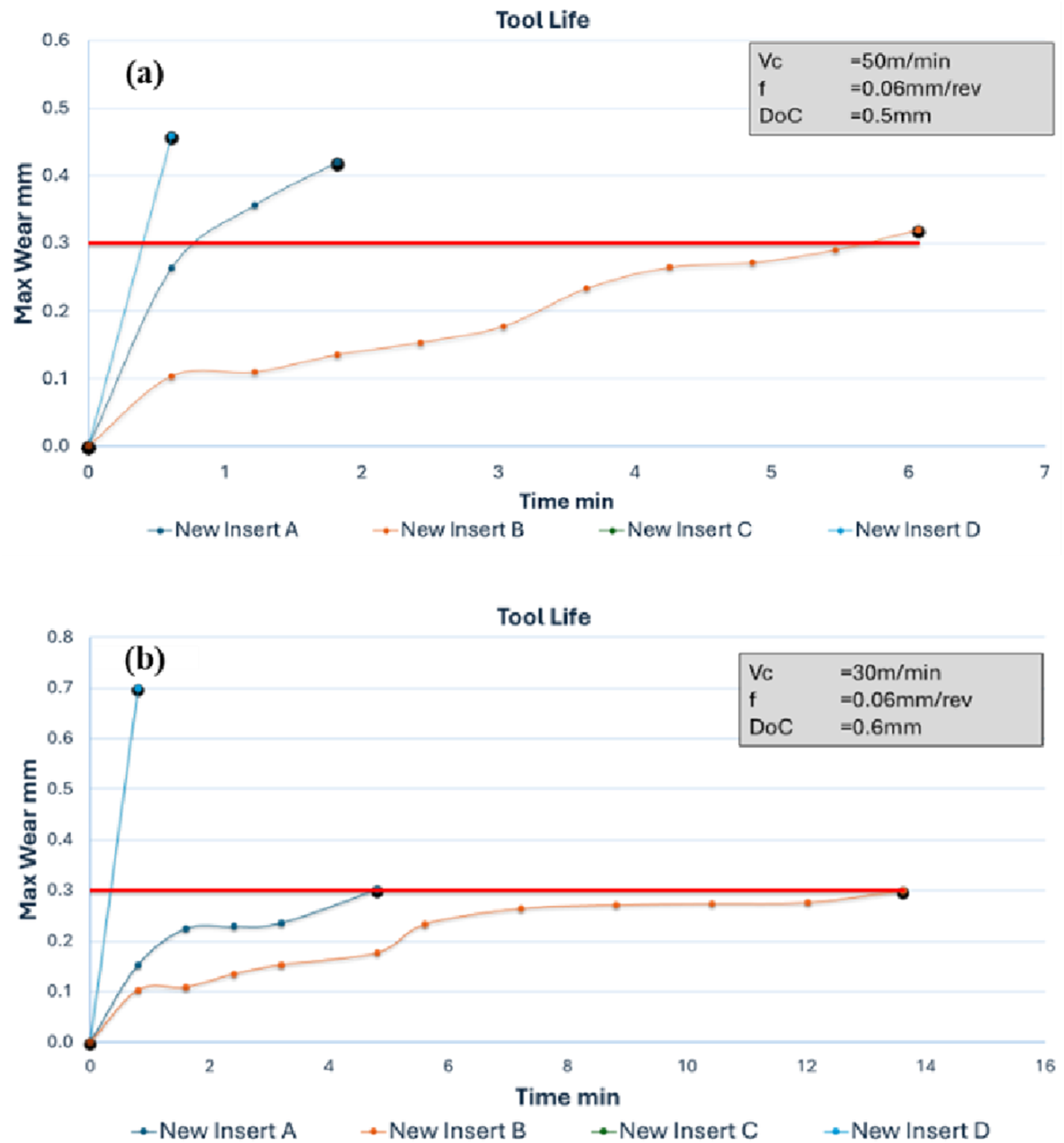
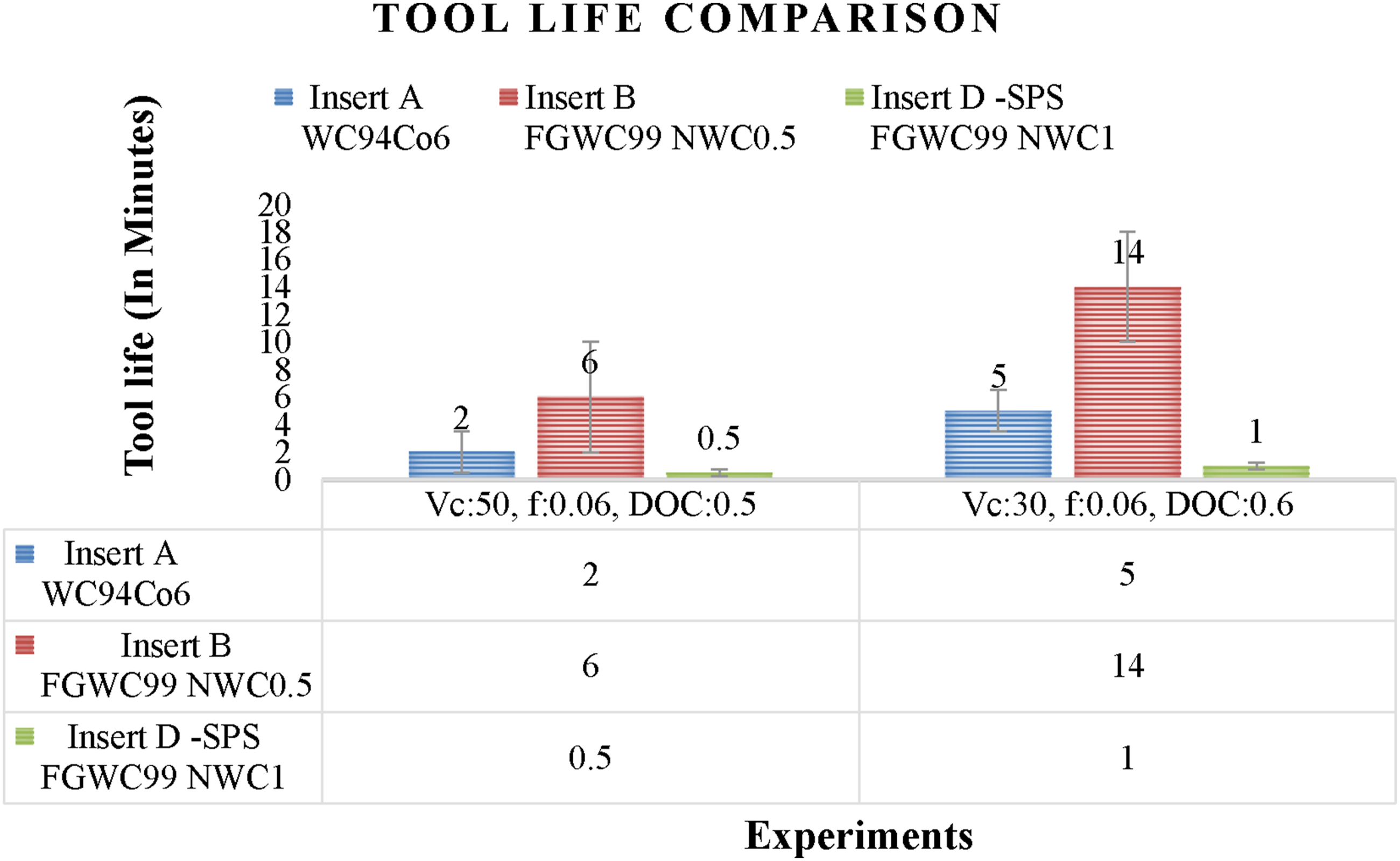
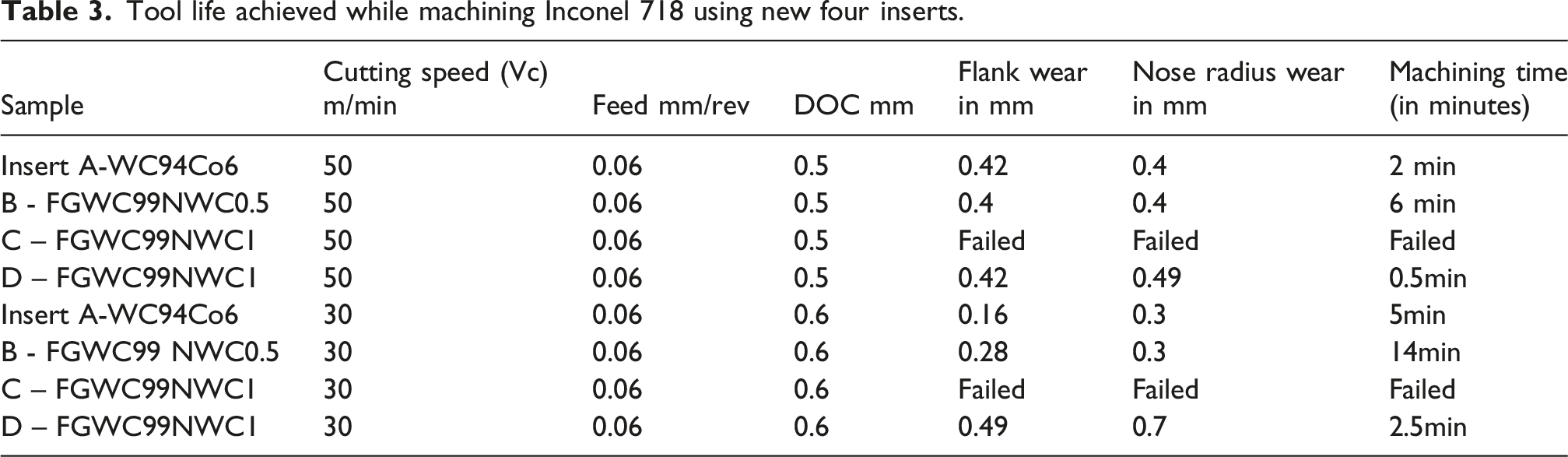
At the higher cutting speed of 50 m/min, tool failure shifted predominantly toward rapid nose-radius wear. The elevated cutting temperatures softened the cobalt binder, promoted diffusion of W and Co into the workpiece, and facilitated adhesive smearing of the Inconel 718 matrix along the cutting edge. These effects accelerated edge rounding and compromised the dimensional stability of the cutting tool.
Inserts with higher nano-WC content performed poorly under these conditions, as observed in Samples C and D. Sample C experienced catastrophic failure due to edge chipping, which can be attributed to nanoparticle agglomeration, increased porosity, and reduced fracture toughness. Sample D, processed using the SPS route, exhibited severe wear within approximately 2 minutes. The high thermal exposure promoted binder migration and instability, leading to rapid tool degradation.
As observed, excessive nano-WC additions lead to agglomeration, increased porosity, and binder instability, which collectively degrade fracture toughness and accelerate tool wear, particularly at higher cutting speeds. In contrast, a moderate nano-WC addition of 0.5 wt.% provides an optimal balance between hardness and toughness. Among the tested conditions, the Sinter-HIP-processed Sample B demonstrated the most stable and reliable tool life during machining of Inconel 718.
Although the reported 180% improvement in tool life is based on three repeated trials, the results exhibit a strong and consistent trend across all experiments. While additional repetitions would further strengthen the statistical confidence, the observed improvement clearly indicates the promising potential of nano-WC-reinforced WC–Co inserts for enhanced machining performance.
Conclusion
This research demonstrates an integrated experimental and ANN-based approach for the design of WC–Co cutting inserts and evaluates the feasibility of nano-WC reinforcement for machining Inconel 718. The study successfully developed and tested optimized WC–Co cutting inserts, with the ANN serving as a decision-support tool to guide the selection of composition and sintering parameters. Although the ANN was not employed as a fully autonomous predictive model, it effectively identified WC94Co6 as the most balanced base composition in terms of hardness and fracture toughness. The ANN-predicted outcomes were experimentally validated, confirming that inserts fabricated via the Sinter-HIP route exhibited superior mechanical properties and wear resistance. The incorporation of nano-sized WC particles revealed that a moderate reinforcement level of 0.5 wt.% improves microstructural uniformity without compromising toughness, whereas higher nano-WC additions promote agglomeration and secondary phase formation. As a result, the optimized nano-reinforced insert achieved a significant improvement of approximately 180% in tool life during the machining of Inconel 718 compared to the conventional grade, highlighting its suitability for high-performance cutting applications.
While the present study has certain limitations, the observed trends are consistent and meaningful. Future work will focus on detailed analysis of particle dispersion and porosity, three-dimensional microstructural characterization, and in-situ thermal analysis to further improve statistical reliability. In addition, the developed WC–Co inserts show strong potential for further performance enhancement through the application of advanced coating technologies such as PVD, CVD, or HiPIMS. The integration of state-of-the-art coatings on the optimized nano-reinforced substrate is expected to further enhance tool life and wear resistance, paving the way for next-generation high-performance WC–Co cutting tools for machining aerospace-grade superalloys.
Footnotes
Acknowledgments
The authors extend their acknowledgement to the school of Mechanical Engineering, REVA University, Bangalore, for providing the facilities and support to carry out the research work.
Author contributions
S.M.K.: Conceptualization, methodology, investigation, data curation, writing an original draft and editing; K.S.N.: Reviewing, Data Analysis; D.S.M.: research design, project administration. All authors have read and agreed to the published version of the manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.