
Abstract
The present research developed a sand blasted SS304 wire mesh and alkali-silane treated pineapple/flax fiber reinforced Si2N2O modified epoxy sustainable biocomposite optimized for structural performance. The best performing composite (EFS3) demonstrated substantial enhancement over neat epoxy. Further, tensile strength increased by 263 % (72.4–262.7 MPa), tensile modulus by 279 % (2.4–9.1 GPa), flexural strength improved by 107 % (151–312 MPa), flexural modulus by 238 % (2.9–9.8 GPa), compression strength rose by 131 % (29–67 MPa). Similarly, impact performance also improved markedly with peak impact load increasing by 155 % (4.2–10.7 kN) and total energy absorption by 214 % (14–44 J). The superior performance was attributed to enhanced fiber-matrix interfacial adhesion from alkali-silane treatment, strong mechanical interlocking of the sand blasted steel mesh and effective crack deflection and energy dissipation induced by filler particles. These results confirm the effectiveness of controlled hybrid reinforcement in achieving high structural efficiency for lightweight load bearing applications.
Introduction
On global demand of sustainable material with specialized characteristic properties, is difficult to obtain in single material. Thus, incorporating different material as composite became a great solution to fulfill the need of various developing technologies like automobiles, electronic devices, aerospace etc. Especially, in recent years synthetic polymer composite like carbon, glass, basalt etc., are widely used in various manufacturing industries owing to their characteristic properties like high strength, less weight, heat resistance, high mechanical strength and corrosion resistance. Nevertheless of these advantages these fiber are non-sustainable, non-degradable and toxic to environment. On considering the planetary protection this generation showing deep interest to move toward eco-friendly products. On account of this natural fiber reinforced polymer are creating great trend in research field. But physicochemical properties like mechanical strength, heat resistance and wear resistance of these natural composite are less than synthetic fiber. 1 So till now natural polymer composite are not yet commercialized. Thus, researches are trying to modify the natural fiber reinforced composite to possess similar properties as synthetic polymer composite. Whereas, incorporating metal mesh and natural fiber is considered as one of the best solution to achieve such properties. Sayyed et al. 2 investigated the strength of the stainless steel mesh AISI 304 reinforced with glass fiber. The results obtained by means of 10-120 openings per inch using hand layup and compression molding, the study revealed the 120 openings per inch showed good tensile strength 539.19 MPa, flexural strength 487.97 MPa. Eventually, Elayaraja et al. 3 reported the mechanical strength of stainless steel mesh FSS 304 reinforced with flax fiber. The value yielded for tensile strength 49.2 MPa, flexural strength 106.58 MPa and hardness 23.8 VHN. In this study we sandwiched the sand blasted SS304 wire mesh in between Alkali-Silane treated pineapple/flax-reinforced Si2N2O as stacked hybrid structure with epoxy resin as matrix.
The hybrid reinforced fiber will elevate the mechanical properties. For example, Stalin et al. 4 investigated the mechanical performance of vetiver/banana fiber reinforced with vinyl ester polymer matrix. The result showed the tensile strength 47 MPa, flexural strength 86 MPa and impact 160 KJ/m2 respectively. Similarly, Ng LF et al. 5 evaluated with pineapple leaf/ramie fiber reinforced with polypropylene polymer matrix. The result achieved the 52.10% of tensile strength, 18.78% of flexural strength and 166.60% of impact energy. Furthermore, Rajesh et al. 6 explored the strength characteristic of flax/ramie fiber. The derived result showed the tensile strength 54 MPa and flexural strength 143 MPa respectively.
Whereas, flax fiber is rich in cellulose, hemicellulose and lignin content which provide maximum tensile strength, stiffness and low thermal expansion. 7 While pine apple fiber is rich in cellulose and lignin content give stiffness and strength to the composite material. 8 In order to further enhance the properties alkali-silane treatment is done to the fiber. Where alkali treatment improve the tensile, flexural, compression properties and silane improve the adhersion between the fiber and matrix. 9 The evidences for alkali and silane treated fibers by the researchers, Kumar et al. 10 assessed the mechanical strength of alkali and silane treated pineapple fiber. The outcome result fatigue properties estimated at 16,000–20,000 life counts and lap shear value 15–23 MPa and rail shear value 19–27 MPa respectively. Similarly, Srinivasan et al. 11 reported the strength of alkali and silane modified on sun hemp fiber and pistachio shell lignin, the value yielded 164.2 MPa, flexural strength 176.3 MPa and ILSS 40.7 MPa. Subsequently, Xavier et al. 12 analysed the mechanical properties of alkali and silane treated cellulose free veld grape fiber with ziziphusjujubamicroparticles reinforced with epoxy composite. The result obtained for tensile strength 148 MPa, 974-36,471 life counts of fatigue performance value yielded. Though these fiber have high mechanical strength it in incomparable to the synthetic polymer composite. Therefore, sand blasted SS304 wire mesh is sandwiched in between the pineapple and flax fiber by using epoxy resin. Which have strong adhesion property and low strinkage properties is more suitable for load bearing application. While the grid pattern sand blasted SS304 have significant corrosion resistance property, light weight with high mechanical strength and provide the balanced weight configuration to the polymer composite material which helps particularly in load bearing application.
On top of all these advantages epoxy resin has low fracture and high brittle nature which affect the fabricated composite material. To overcome this Si2N2O filler is added it provide crack resistance and improve the toughness of the composite material. Further, the selection of Si2N2O filler is justified based on its superior combination of high thermal stability, oxidation resistance, and inherent toughness compared to commonly used ceramic fillers such as SiC and Al2O3. Unlike these traditional fillers, Si2N2O possesses a partially covalent network structure that promotes better stress transfer and crack deflection within polymer matrices, thereby improving fracture resistance rather than merely increasing hardness.Additionally, Si2N2O offers relatively lower brittleness and improved interfacial compatibility with epoxy systems, which contributes to enhanced load distribution and reduced stress concentration at the filler–matrix interface. This makes it particularly effective in hybrid systems where simultaneous reinforcement from fibers, mesh, and particulate phases is required. The selection is therefore based on its multifunctional reinforcing capability rather than single-property enhancement.
Typically, Sudarsan et al. 13 investigated the mechanical impact of Si2N2O derived from rice husk ash incorporated with metal matrix. The result showed the tensile strength 524 MPa and flexural strength 311 MPa by the addition of 3 vol.% of Si2N2O. Through the incorporation of 5 vol.% it showed 0.005 mm3/Nm specific wear rate. Similarly, Suganya et al. 14 explored the mechanical testing of Si2N2O with tamarind fiber reinforced with. The result showed the tensile strength 132 MPa, flexural strength 172 MPa and IZOD impact energy 5.74 J respectively. Moreover, Mahendran et al. 15 examined with Si2N2O derived from wheat husk with castor sheath fiber. The results obtained tensile strength 142 MPa, flexural strength 175 MPa and impact strength 5.24 KJ/m2, in that order.
Although hybrid composites reinforced with metal mesh and natural fibers have been previously reported, and filler-modified epoxy systems are also extensively investigated, the present study differs through the synergistic integration of sand-blasted SS304 wire mesh, alkali–silane treated pineapple/flax fibers, and Si2N2O ceramic filler within a single epoxy matrix system. Existing studies primarily focus on either mesh-natural fiber laminates or particulate-filled polymer composites independently, with limited attention toward combining metallic reinforcement, chemically modified natural fibers, and ceramic fillers simultaneously to achieve multifunctional enhancement. In particular, no prior research has reported the incorporation of Si2N2O filler together with sand-blasted SS304 mesh and alkali–silane treated pineapple/flax fibers in an epoxy composite system.
The novelty of the present work lies in the interfacial engineering strategy adopted through dual surface treatment of the natural fibers and surface modification of the SS304 mesh via sand blasting, which improves fiber–matrix adhesion and mechanical interlocking. Furthermore, the addition of Si2N2O filler is expected to enhance stiffness, crack arrest capability, load transfer efficiency, and fracture resistance. The hybrid reinforcement architecture developed in this study is therefore designed to simultaneously improve tensile, flexural, and impact properties along with corrosion resistance and structural durability.
Accordingly, this work establishes a distinct research gap by investigating the combined influence of treated natural fibers, metallic mesh reinforcement, and ceramic filler within a single epoxy composite system for structural load-bearing applications. The developed composites are envisaged for lightweight engineering components such as dashboards, door panels, boat bulkheads, aircraft interior structures, and wind turbine blades. Mechanical performance of the fabricated composites was systematically evaluated using universal testing machine-based tensile and flexural tests together with Izod impact testing.
Research methodology
Raw materials
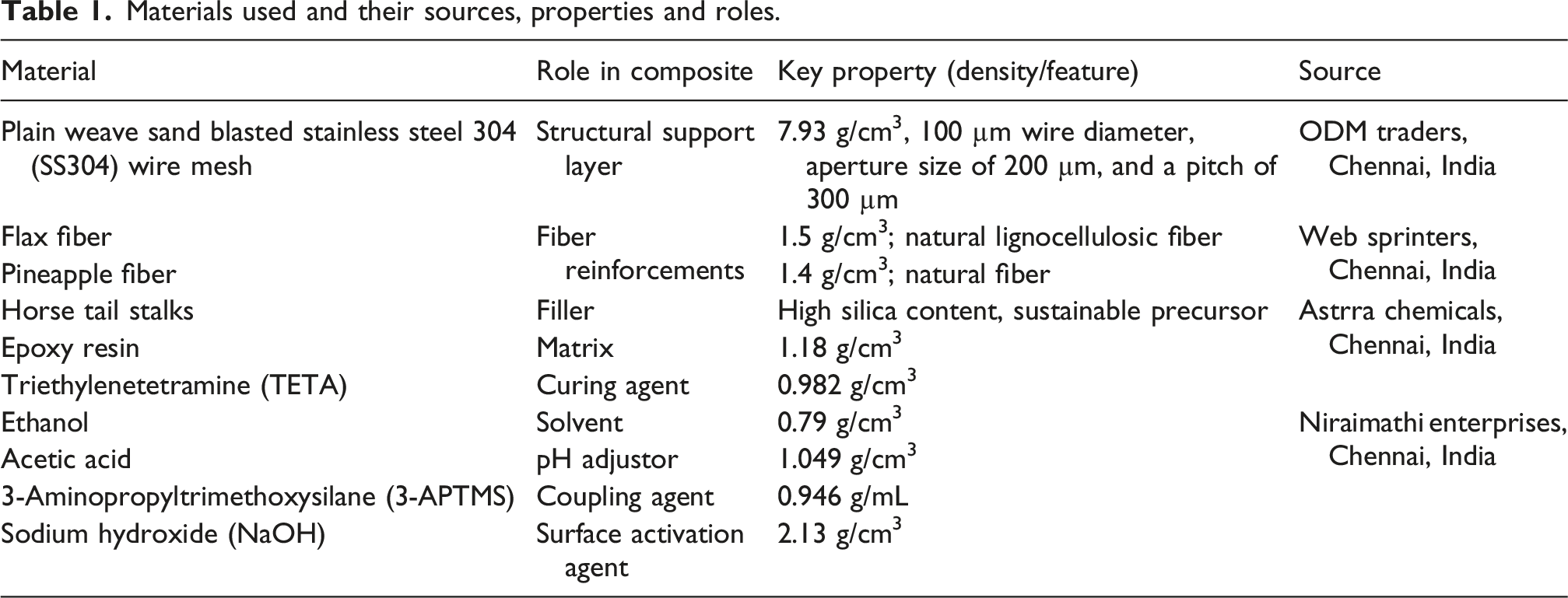
Materials used and their sources, properties and roles.
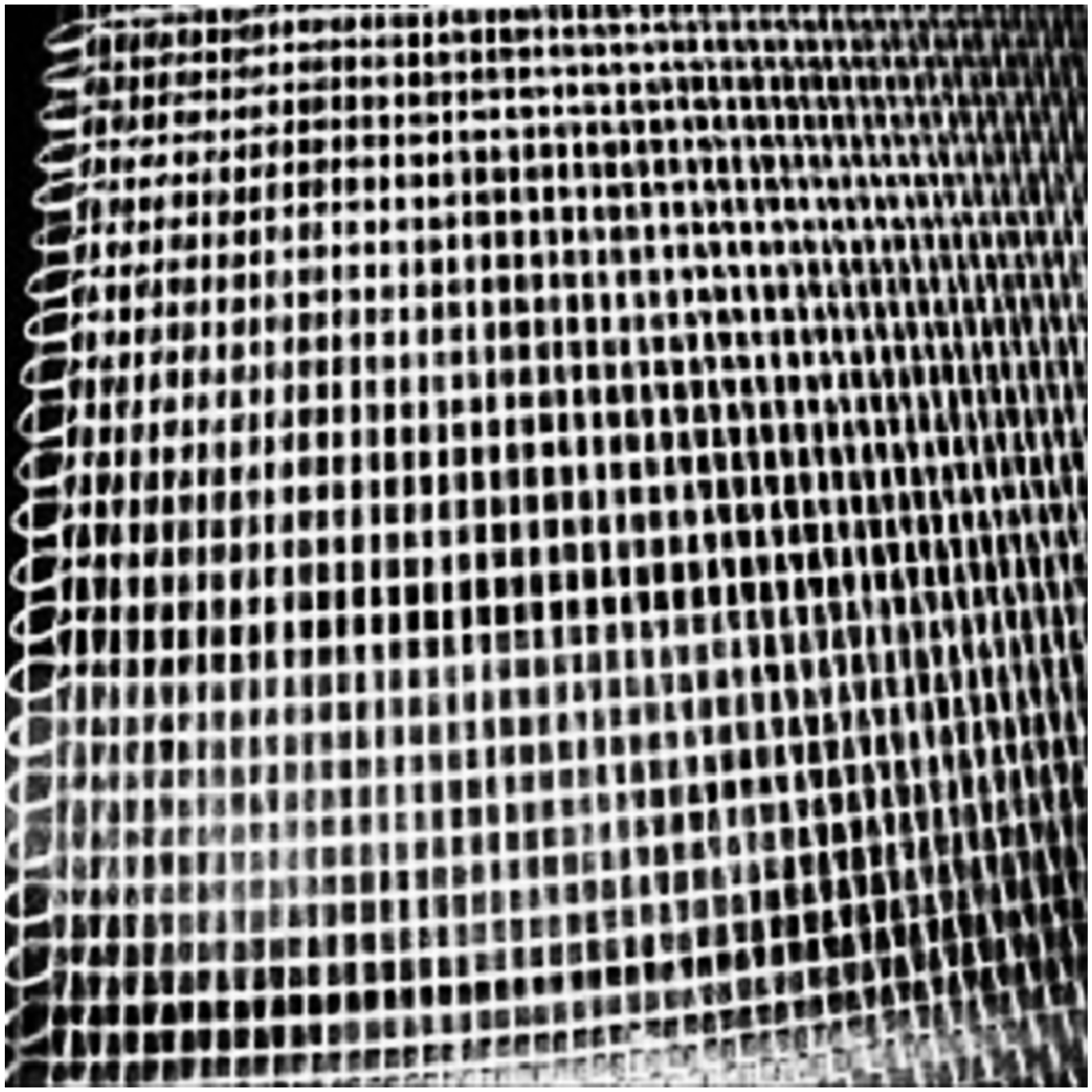
Sand blasted stainless steel 304 (SS304) wire mesh.
Synthesis of Si2N2O from horse tail stalks
Si2N2O was obtained from horsetail stalks through a controlled multistep thermal-chemical route designed to maximize and yield. The collected stalks were first washed with distilled water to remove adhered impurities and then oven-dried at 60°C for 2 h to remove moisture. The dried biomass was subsequently pyrolyzed at 600°C under an inert atmosphere to decompose organic constituents, producing silica-rich ash. This ash was treated with ammonium hydroxide to purify and activate the silica phase for subsequent nitridation. The processed material was then subjected to high-temperature treatment at 1200°C under continuous nitrogen gas atmosphere at a rate of 300 mL/min, promoting the reaction of silica with nitrogen to form Si2N2O.
16
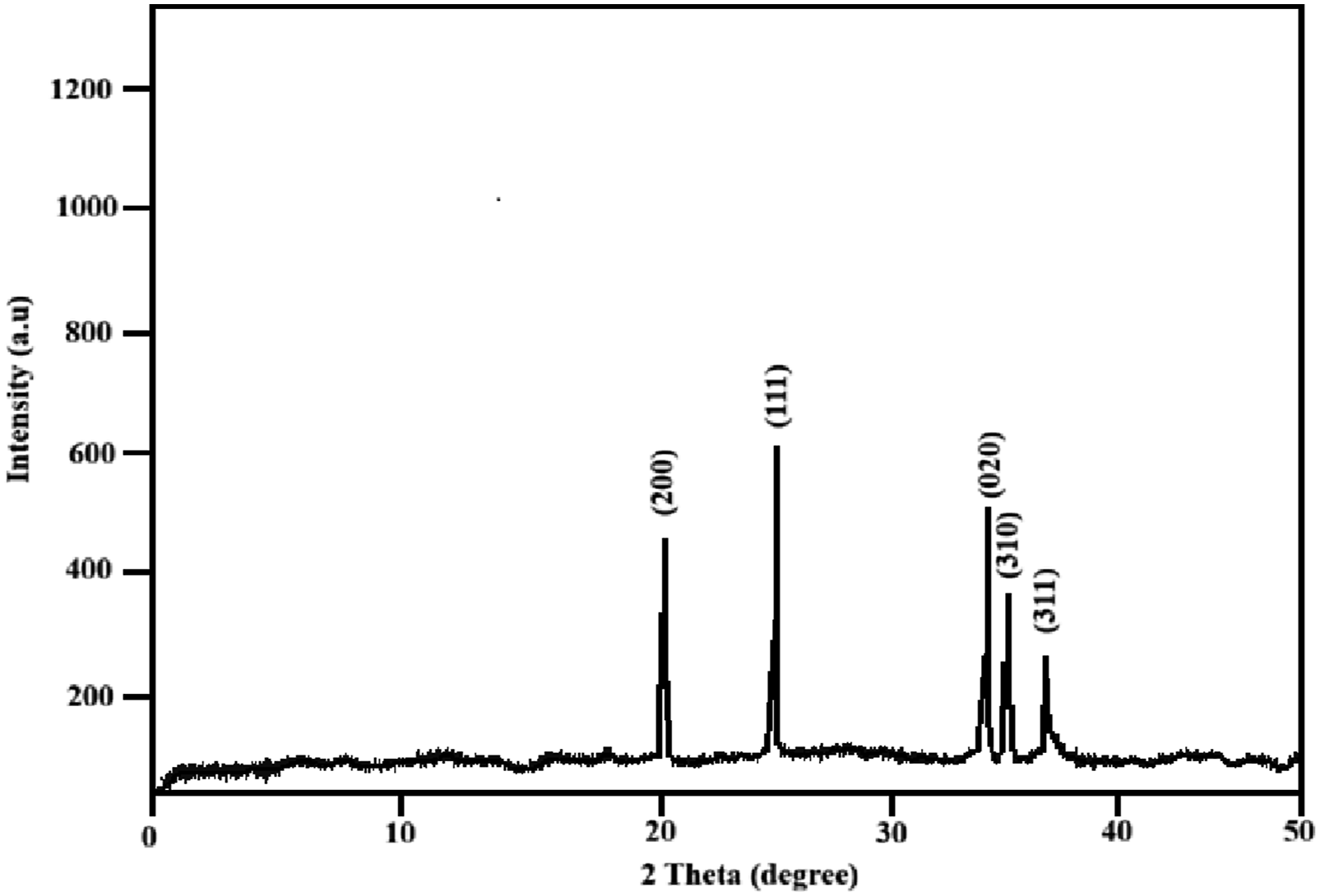
The resulting powder was finally ball-milled to obtain a uniform particle size distribution 0f 40 nm with a purity of 94 %. The overall extraction pathway is illustrated in Figure 2. The XRD pattern (shown in Figure 3) confirms an orthorhombic crystal structure characterized by strong covalent bonding through corner-sharing Si2N2O tetrahedral units, corresponding to the (200), (111), (020), and (311) planes. In this structural configuration, each silicon atom is coordinated with three nitrogen atoms and one oxygen atom. Pictorial representation of Si2N2O extraction from horse tail millet husk. XRD plot of Si2N2O particles.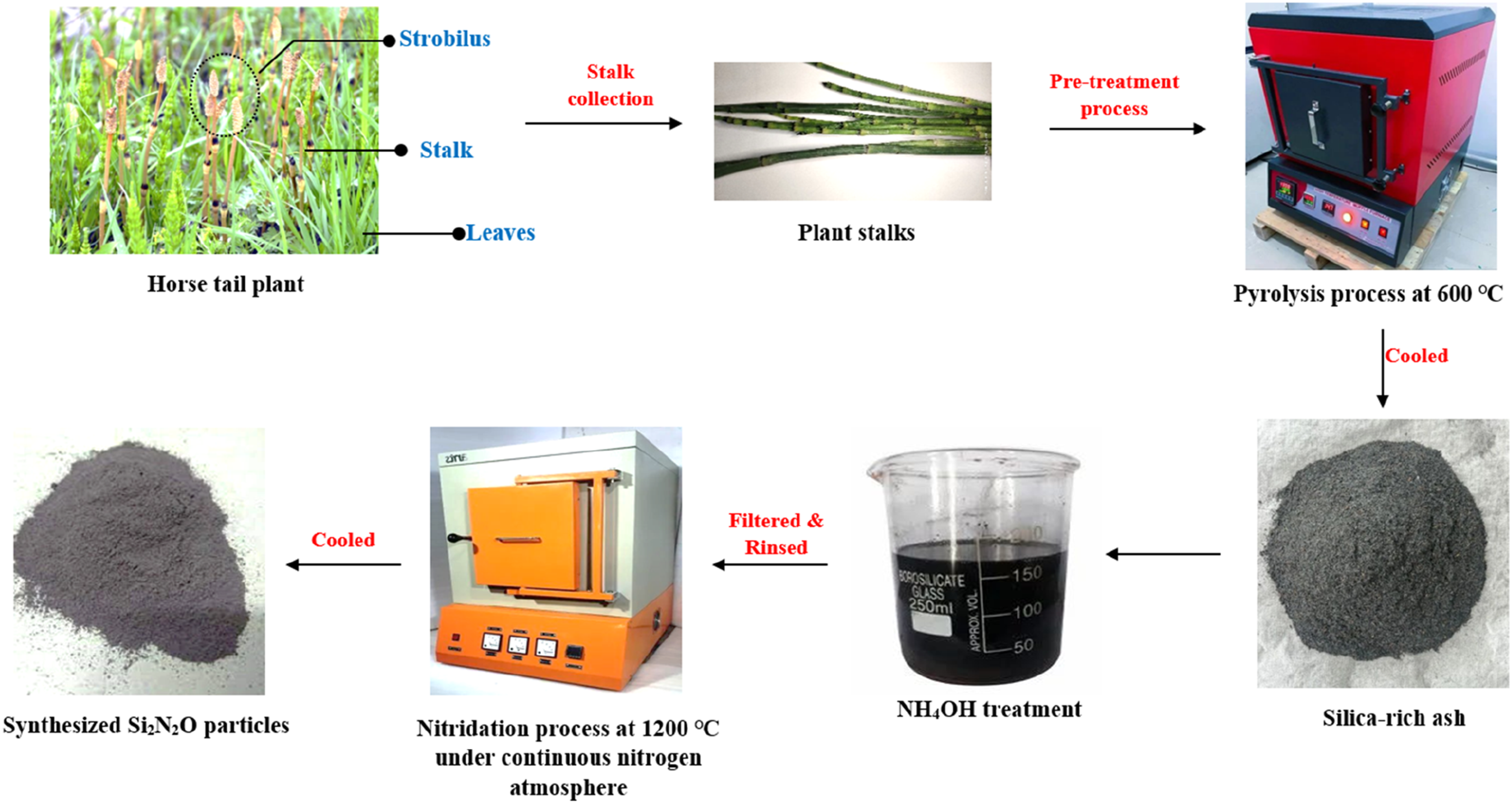
Surface modification treatment of fiber reinforcements
The fibers were alkali-treated by immersing the flax and pineapple fibers in 4 wt. % alkaline solution for 4 h at room temperature to remove surface impurities. They were then washed distilled water until neutral pH (∼7) and oven dried at 80°C until constant weight. A 4 wt. % (v/v) silane solution was formulated by dissolving 3-APTMS in a mixture of ethanol and acetic acid obtain a slight acidic solution (pH = 4.5–5.5), which is facilitate the silanol formation. Then the solution was constant stirring to uniform solution and improve treatment efficiency. The alkali-treated pineapple and flax fibers were individually immersed in the prepared solution for 24 h to allow adequate adsorption of silane molecules onto the fiber surfaces. This treatment facilitated the formation of a siloxane layer, thereby enhancing interfacial compatibility with the epoxy matrix.
17
After treatment, the fibers were removed and rinsed thoroughly with distilled water to remove any unreacted silane, and oven-dried at 80°C for 40 mins. Figure 4 shows the silane treatment procedure for the fibers. Surface treatment procedure for the fibers.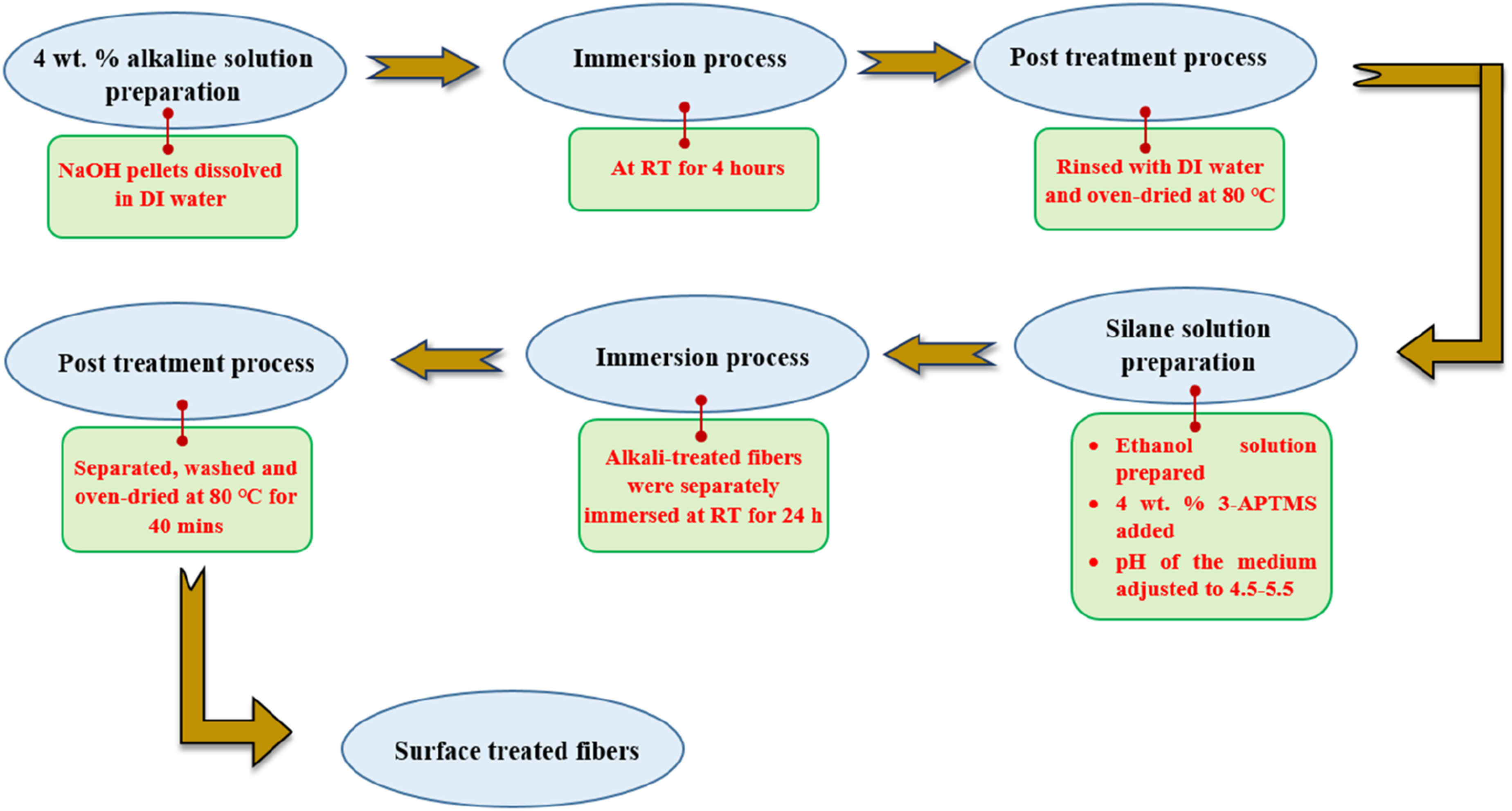
Figure 5 illustrates the FTIR spectra of untreated and alkali–silane treated flax and pineapple fibers, providing evidence for successful surface modification after chemical treatment. In the untreated flax and pineapple fibers (Figure 5(a) and (c)), the broad absorption band around 3330–3340 cm−1 corresponds to O–H stretching vibrations associated with hydroxyl groups present in cellulose, hemicellulose, and absorbed moisture. The peaks observed near 1730–1735 cm−1 are attributed to C=O stretching of hemicellulose and waxy constituents, while the bands around 1595–1600 cm−1 correspond to aromatic C=C vibrations associated with lignin. The peak near 1240–1245 cm-1 is related to C–O stretching of lignin and hemicellulose, and the band around 1030–1032 cm−1 corresponds to C–O–C stretching vibrations of the cellulose backbone. After alkali–silane treatment (Figure 5(b) and (d)), significant spectral changes are observed, confirming successful surface modification and silane grafting. The substantial reduction in intensity of the C=O peak around 1730–1735 cm−1 indicates the removal of hemicellulose and surface impurities during alkali treatment. Similarly, the reduced intensity of lignin-associated peaks confirms partial delignification of the fiber surface. The appearance of new absorption bands near 1550–1560 cm−1 is attributed to N–H bending vibrations from the aminosilane coupling agent, while the prominent band around 1100 cm−1 corresponds to Si–O–C/Si–O–Si stretching vibrations, confirming the formation of siloxane linkages between silane molecules and hydroxyl groups on the fiber surface. In addition, the narrowing and slight reduction in the broad O–H band suggest reduced hydrophilicity and improved interfacial compatibility. The degree of surface modification was qualitatively confirmed through these characteristic FTIR spectral changes, particularly the reduction of hemicellulose/lignin peaks and the emergence of Si–O–C and N–H related bands. FTIR of the (a) untreated and (b) alkali-silanetreated flax fiber, (c) untreated and (d) alkali-silane treated pineapple fiber.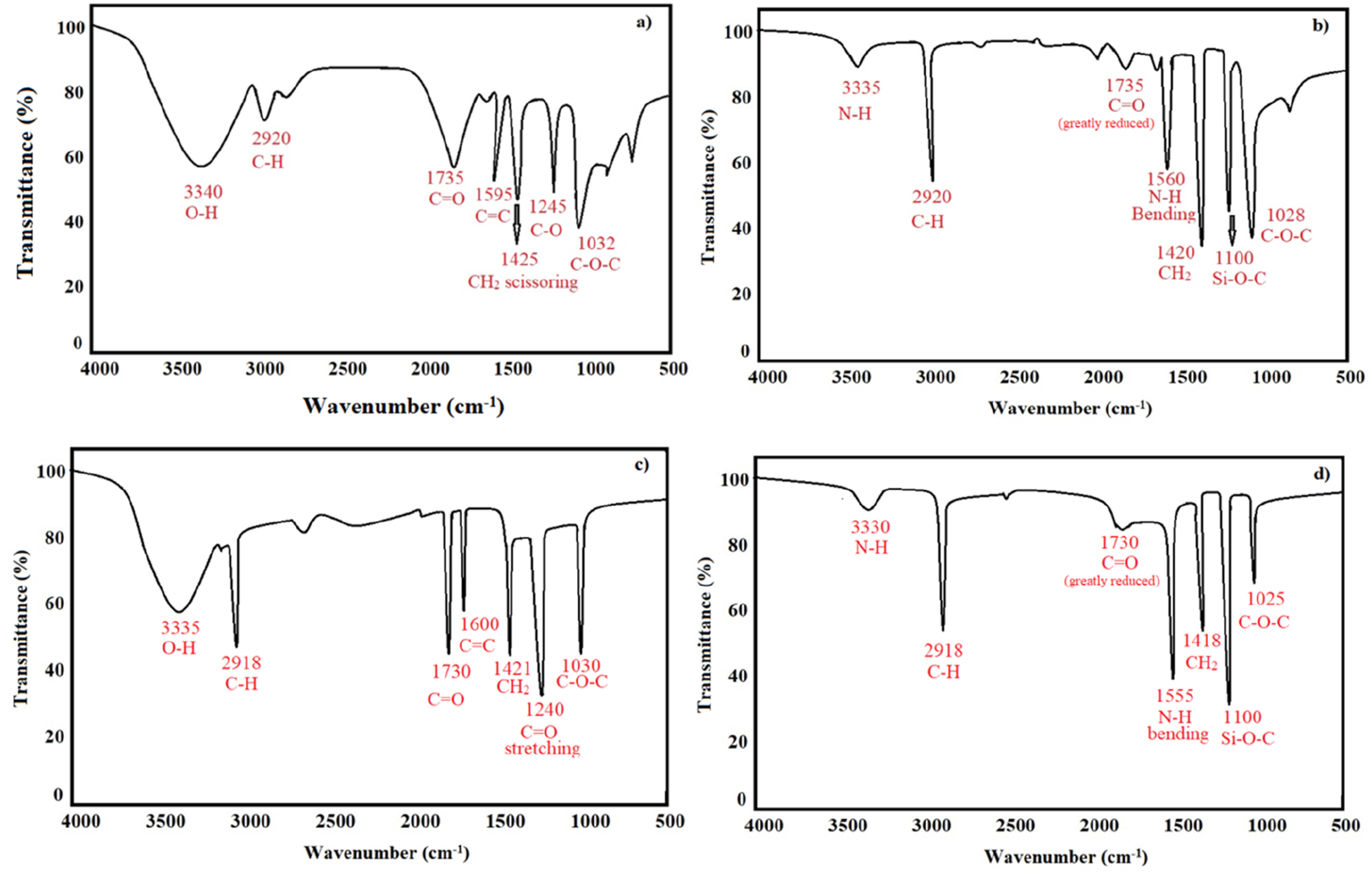
Composite development preparation
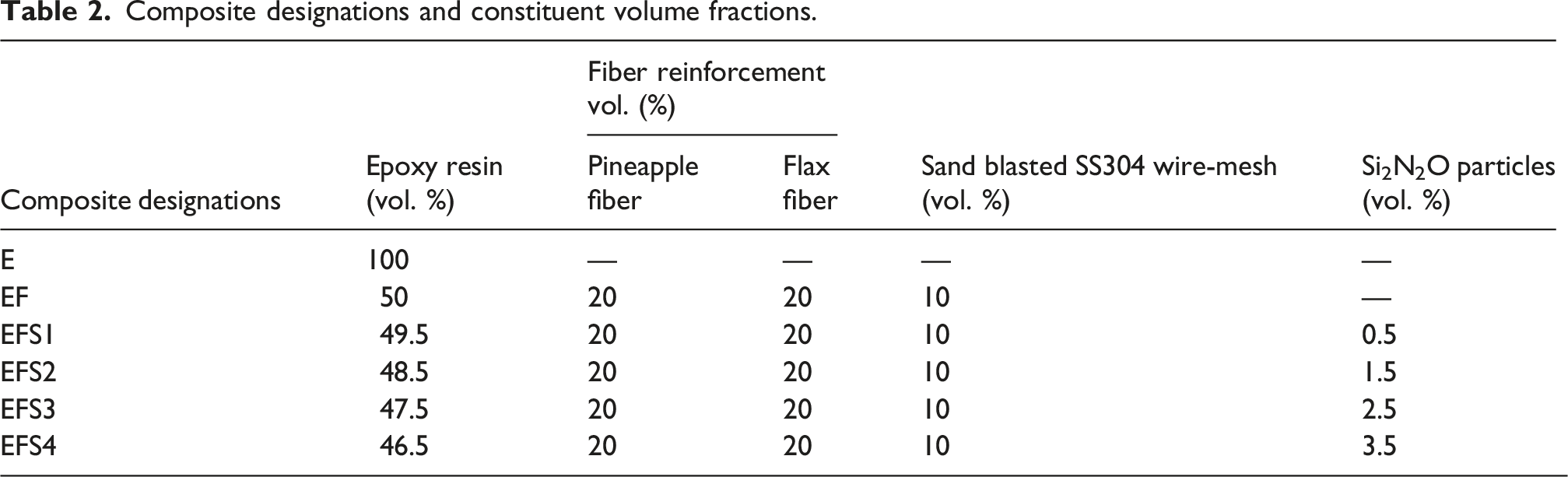
Composite designations and constituent volume fractions.
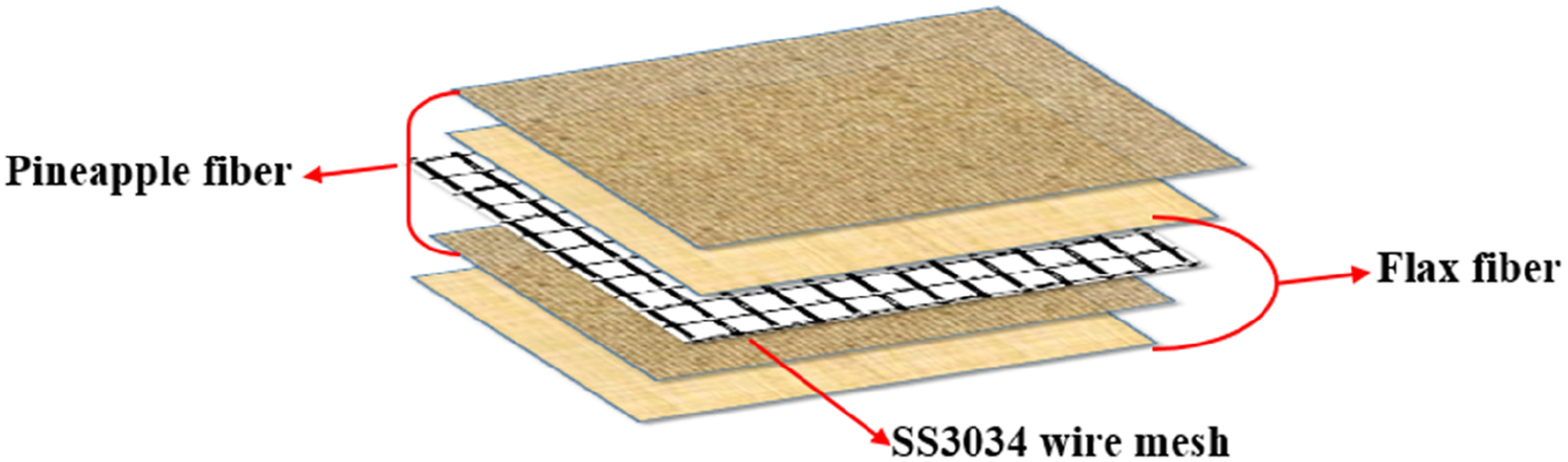
Graphical illustration of composite stacking sequence.
Composite characterization
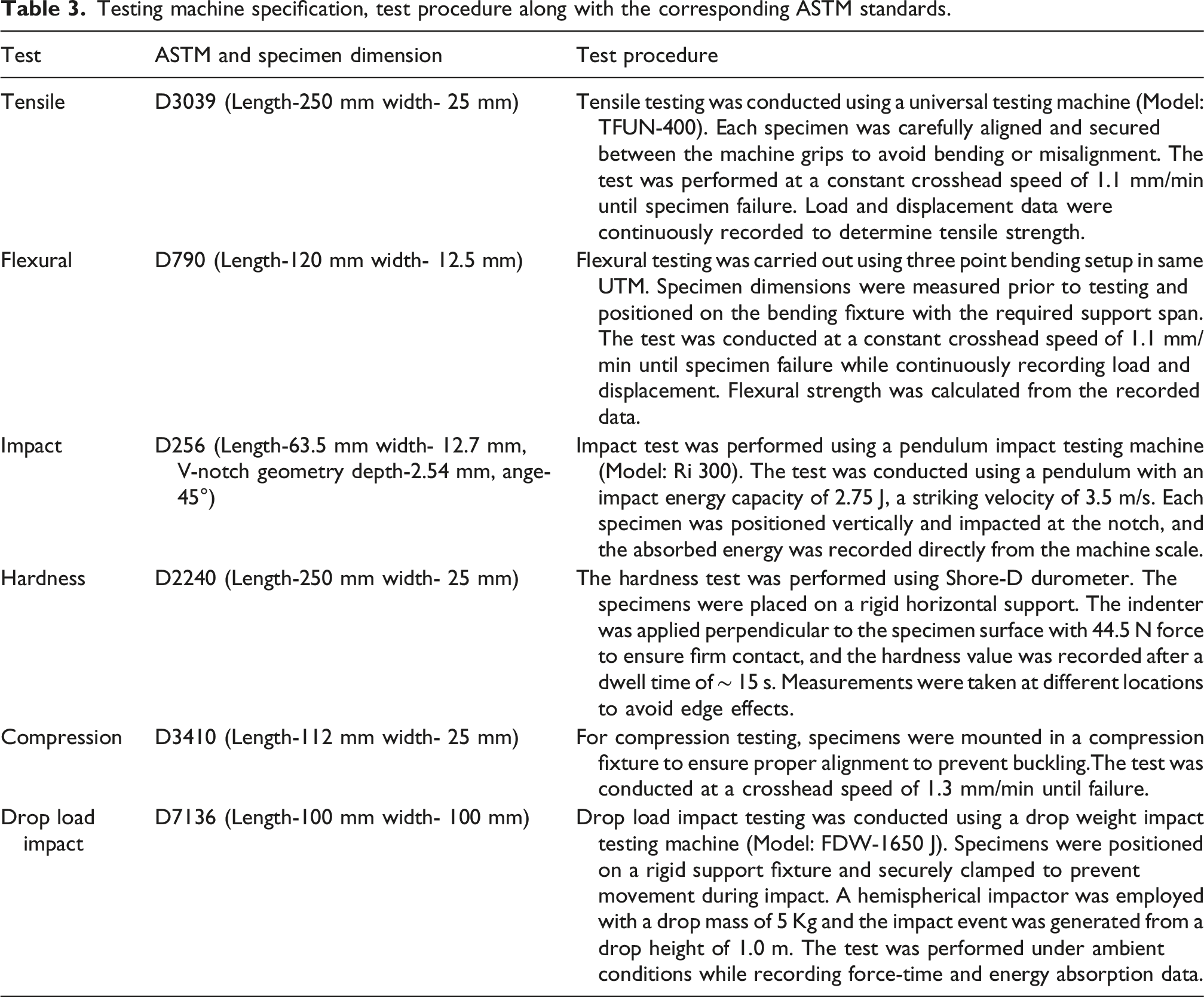
Testing machine specification, test procedure along with the corresponding ASTM standards.
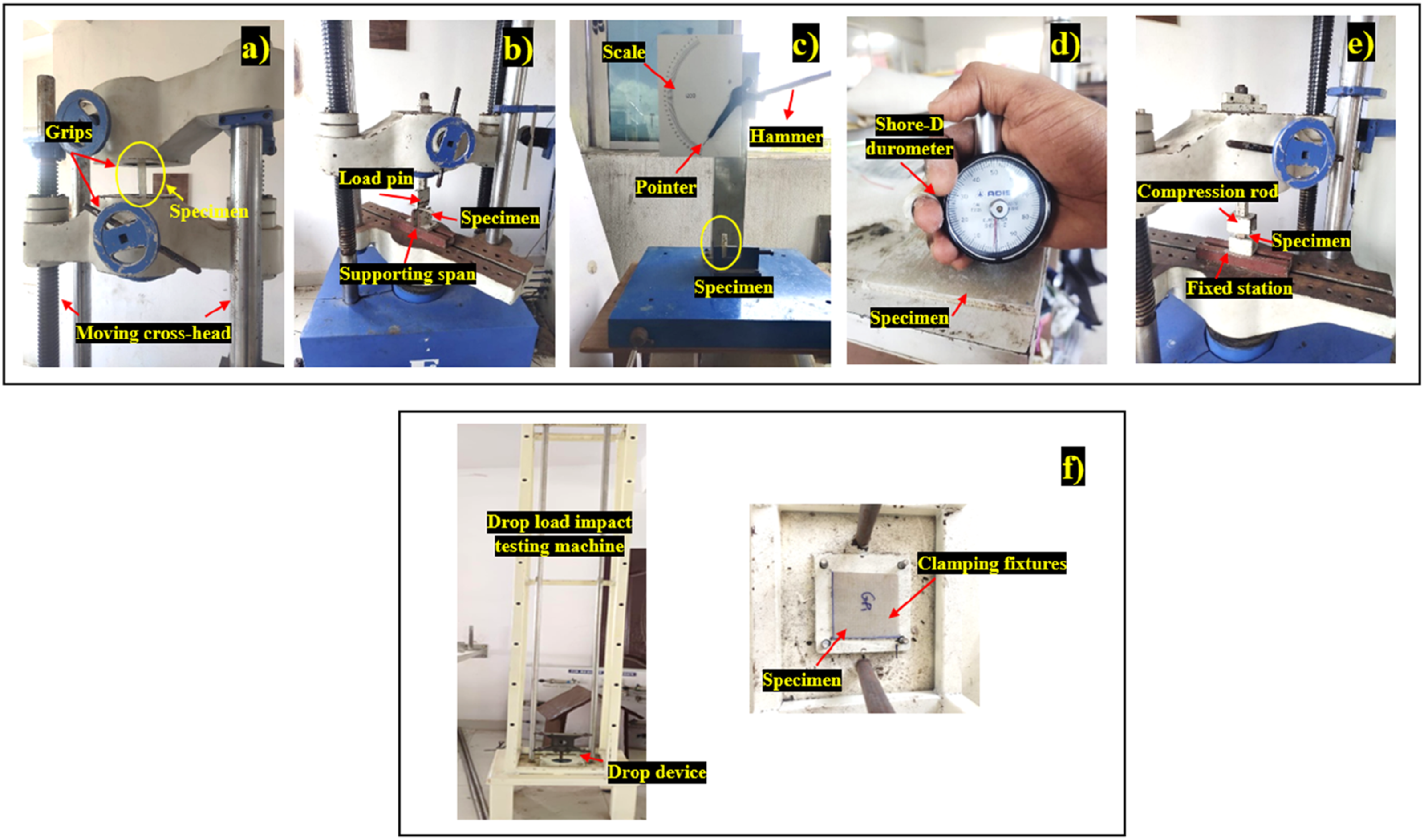
Photograph of test setup of (a) tensile, (b) flexural, (c) impact, (d) hardness, (e) compression and (f) drop load impact.
Results & discussion
Mechanical properties
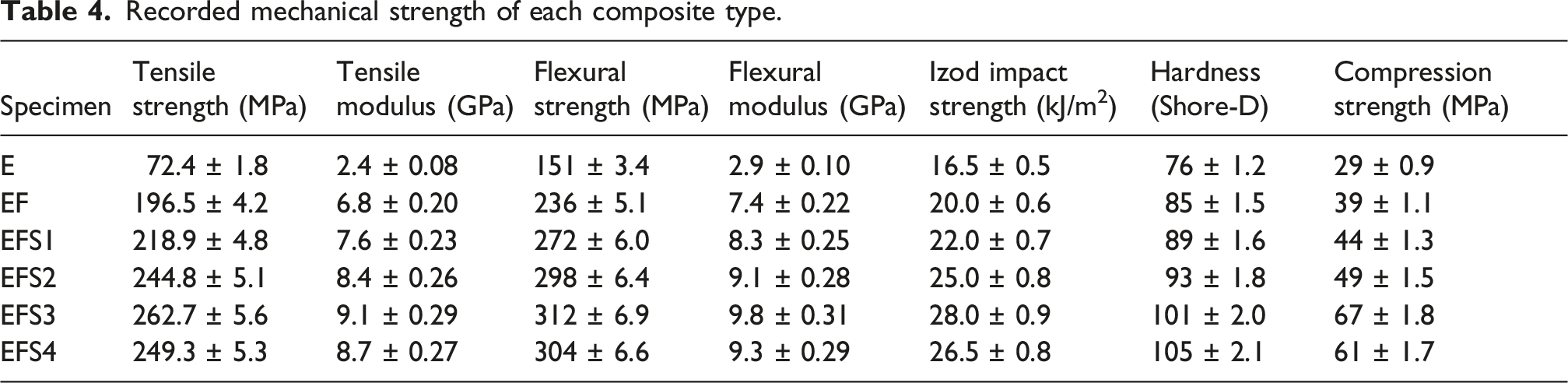
Recorded mechanical strength of each composite type.
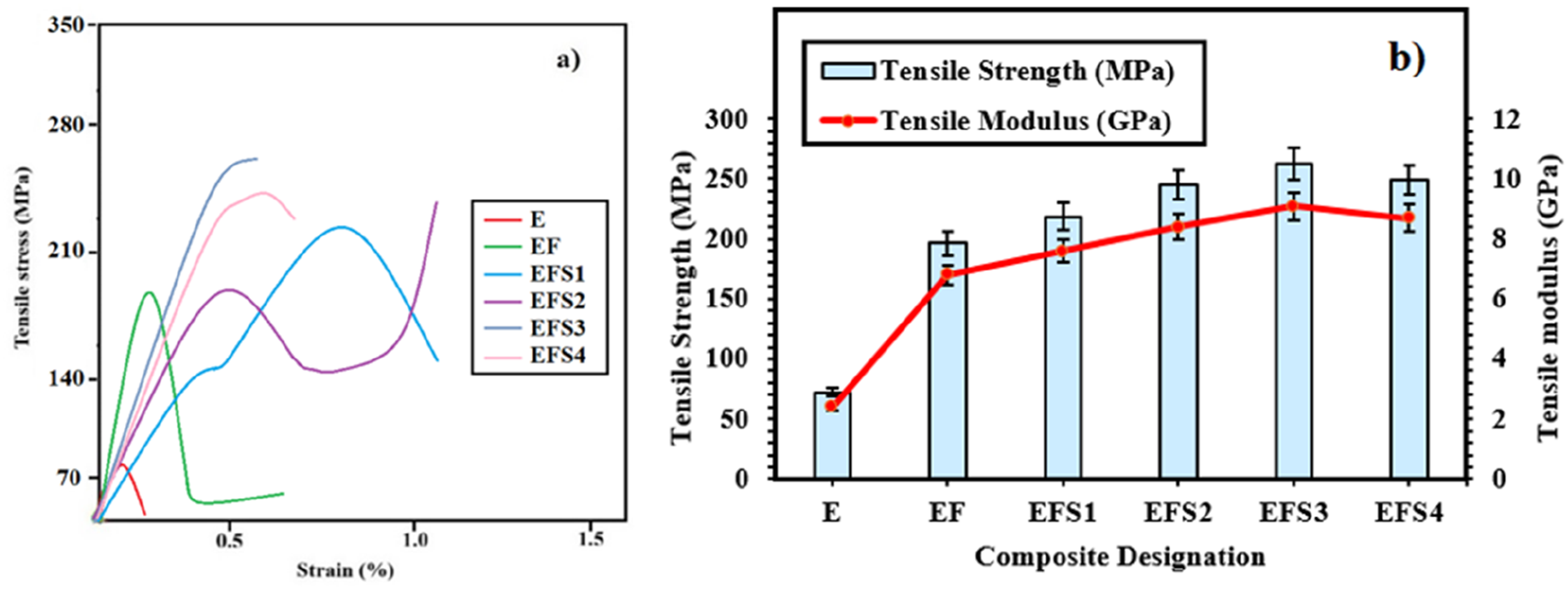
(a) Stress-strain curve, (b) tensile strength and modulus of the samples.
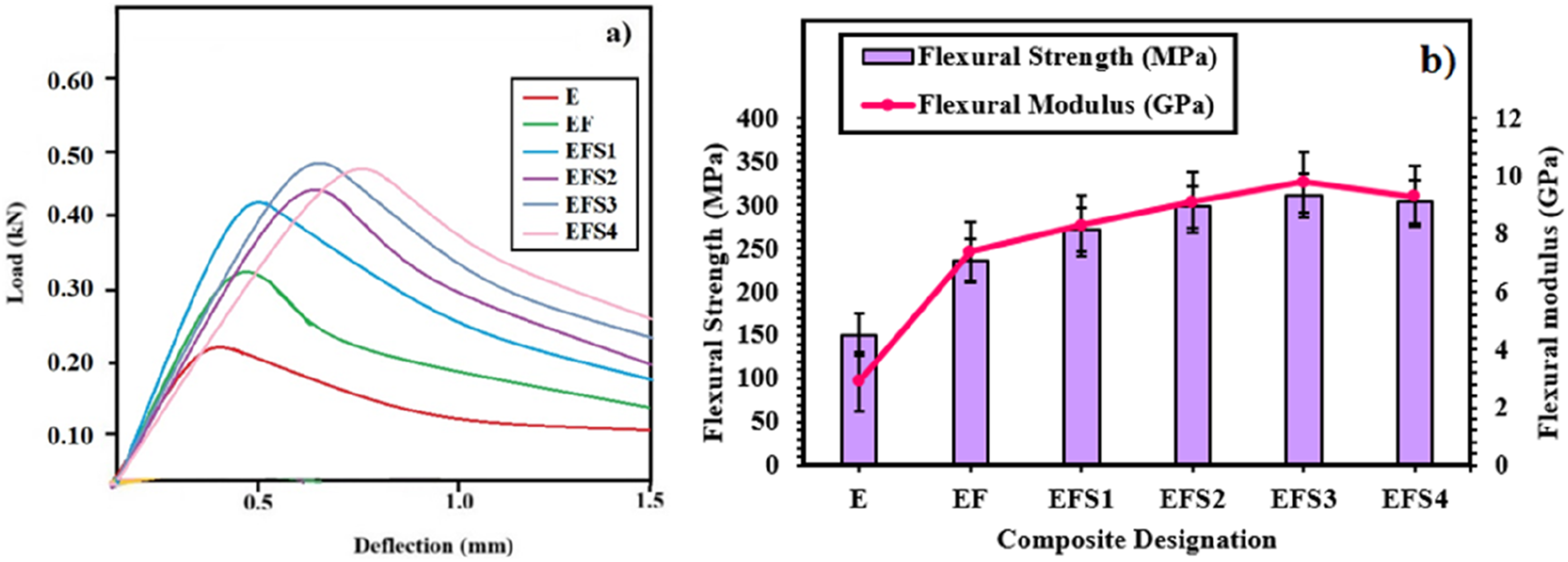
(a) Load-deflection curve, (b) flexural strength and modulus of the samples.
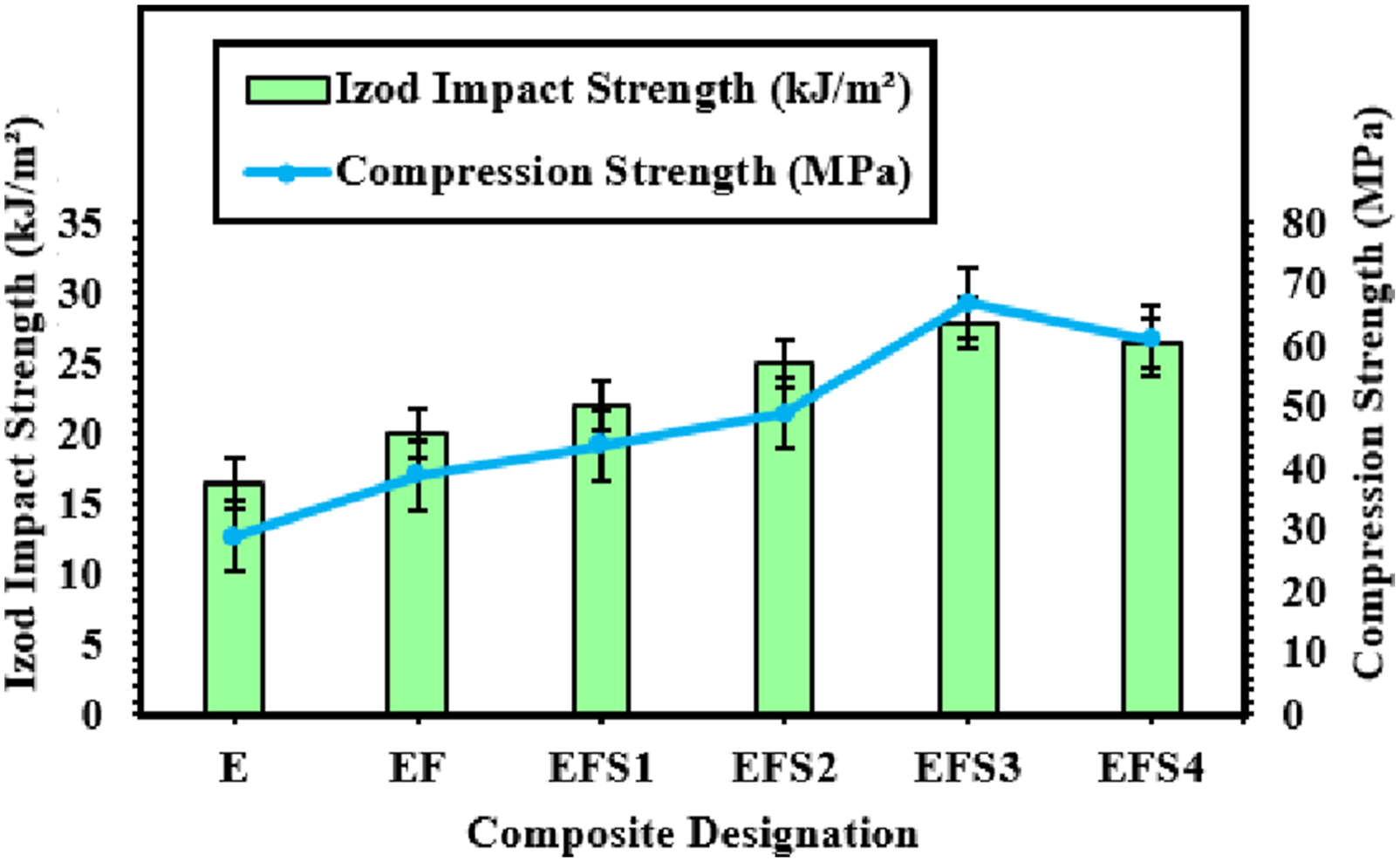
Impact and compression strength of the samples.
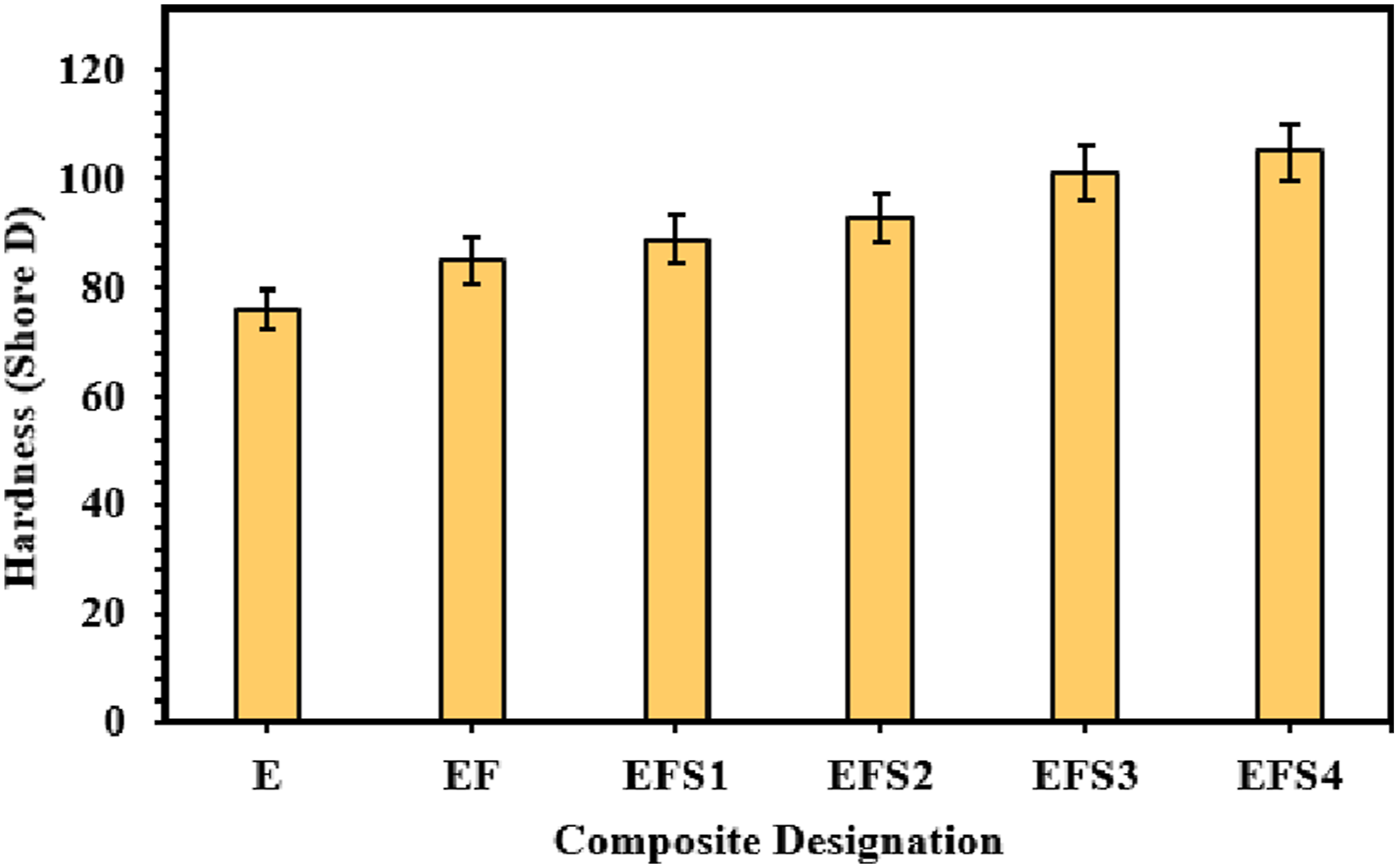
Graphical view of hardness values.
Tensile strength
The neat epoxy (E) exhibited a tensile strength of 72.4 MPa and a tensile modulus of 2.4 GPa, showing a steep linear elastic region followed by sudden fracture at relatively low strain. This behaviour indicates limited strain energy density, poor crack resistance, and unstable crack propagation, which are characteristic of brittle polymer systems where crack growth occurs rapidly once initiated. With the incorporation of alkali–silane treated pineapple and flax fibers along with SS304 metallic mesh (EF), the tensile strength increased significantly to 196.5 MPa and the modulus increased to 6.8 GPa. This improvement is not only due to enhanced stiffness but also due to improved strain energy distribution within the composite. The presence of fibers and metallic mesh introduces multiple load-bearing pathways, which helps in delaying crack initiation and promoting stable crack propagation. From a fracture mechanics perspective, this system exhibits crack bridging, crack deflection, and crack pinning mechanisms, which collectively increase the energy required for crack advancement and thus improve strain energy density. 19 Further incorporation of Si2N2O filler (EFS1–EFS3) resulted in a progressive increase in tensile strength, reaching a maximum of 262.7 MPa for EFS3, along with an increase in tensile modulus up to 9.1 GPa. This trend indicates enhanced stiffness and restricted polymer chain mobility, which increases resistance to elastic deformation. More importantly, the hybrid system shows improved resistance to stiffness degradation under loading, as the ceramic filler contributes to effective stress transfer between matrix and reinforcement phases. The increased strength and modulus together suggest that more external energy is required to initiate and propagate cracks, indicating improved strain energy storage and dissipation capability within the composite structure. 20
However, at higher filler loading (EFS4), a slight reduction in tensile strength was observed despite continued high stiffness. This reduction is attributed to localized agglomeration of Si2N2O particles, which introduces stress concentration sites within the matrix. These localized defects reduce effective load transfer efficiency and act as preferential crack initiation points. From a fracture mechanics perspective, this leads to a reduction in effective strain energy density and promotes earlier crack initiation and unstable crack growth, ultimately resulting in premature failure. Overall, the stress–strain behaviour demonstrates a clear transition from brittle fracture with low energy absorption in neat epoxy to a more damage-tolerant and energy-dissipative failure mode in the hybrid composites. This improvement is governed by synergistic mechanisms including crack bridging by fibers, crack deflection by metallic mesh, and crack pinning by ceramic particles, all of which collectively enhance strain energy density and delay catastrophic failure while improving overall structural performance.
Presents the results of one-way ANOVA for tensile strength, highlighting both between-group and within-group variations across the base matrix and composite formulations, and confirming statistically significant differences among all investigated specimens.

Flexural properties
The flexural behavior shows a progressive enhancement governed by distinct reinforcement contributions. The neat epoxy (E) exhibited a flexural strength of 152 MPa, representing a baseline response dominated by matrix-controlled brittle failure. Upon incorporation of treated fibers and SS304 mesh (EF), the flexural strength increased to 236 MPa. This improvement is primarily attributed to the fiber phase, which resists tensile stresses at the lower surface through crack bridging and fiber pull-out mechanisms, while the metallic mesh provides a continuous load-bearing skeleton that redistributes bending stresses across the span. In this stage, the mesh contribution is dominant in enhancing load redistribution, whereas fibers primarily contribute to local crack resistance and energy dissipation. With further addition of Si2N2O filler (EFS1–EFS3), flexural strength increased to 312 MPa with a corresponding flexural modulus of 9.8 GPa. This increment can be specifically associated with the filler phase, which restricts polymer chain mobility and enhances matrix rigidity, thereby improving stiffness and resistance to bending deformation. Unlike fibers and mesh, the ceramic filler contributes mainly at the microscale by improving stress transfer efficiency between the matrix and reinforcement phases and by acting as crack pinning sites. However, at higher filler loading (EFS4), the observed reduction in flexural strength indicates that filler agglomeration begins to dominate, leading to localized stress concentration and inefficient load transfer, thereby reducing the effectiveness of both fiber and mesh reinforcement under bending. 21
The flexural load–displacement curves further support these mechanisms. The neat epoxy shows a linear elastic response followed by sudden catastrophic failure, indicating negligible plastic deformation and low strain energy absorption. In contrast, the EF system exhibits a steeper initial slope, reflecting the combined stiffness contribution of fibers (tensile load resistance) and mesh (structural continuity), along with increased displacement at failure due to progressive damage mechanisms. The hybrid composites (EFS1–EFS3) demonstrate further improvement in both peak load and displacement prior to failure, indicating a transition toward a more damage-tolerant system. Here, fibers contribute to crack bridging and pull-out, mesh governs load redistribution and delayed catastrophic failure, and filler enhances stiffness and crack resistance at the microscale. At EFS4, the slight reduction in peak load is attributed to filler agglomeration, which introduces stress concentration zones that partially disrupt the fiber–matrix–mesh synergy. 22
Impact strength
The impact behavior similarly reflects distinct contributions from each reinforcement phase. The neat epoxy (E) exhibited an impact strength of 16.5 kJ/m2, characteristic of brittle fracture with minimal energy dissipation capacity. The EF composite increased to 20.0 kJ/m2, where the improvement is primarily governed by the fiber reinforcement mechanism, including fiber pull-out, crack deflection, and interfacial debonding, which collectively absorb impact energy. The mesh contribution in this stage enhances structural integrity by preventing rapid crack propagation across the laminate thickness. With the addition of Si2N2O filler (EFS1–EFS3), impact strength further increased to 28.0 kJ/m2. This enhancement is mainly attributed to the filler phase, which introduces crack pinning sites, increases crack path tortuosity, and improves interfacial bonding between matrix and reinforcements. The synergistic interaction among fibers, mesh, and filler results in improved energy dissipation mechanisms such as crack branching and progressive microcracking, leading to higher impact resistance. 23
However, at higher filler loading (EFS4), a reduction in impact strength was observed. This is attributed to excessive filler content leading to particle agglomeration, which reduces matrix ductility and introduces localized stress concentration sites. These defects weaken the fiber–matrix–mesh synergy, thereby reducing energy absorption capacity under dynamic loading conditions. Overall, the flexural and impact responses clearly demonstrate that fibers primarily govern crack bridging and pull-out mechanisms, metallic mesh governs structural load redistribution and integrity, and Si2N2O filler governs stiffness enhancement and crack pinning, with optimal performance achieved only when all three phases remain well-dispersed and synergistically interacting.
Compression strength
Under compressive loading, sample E exhibited 29 MPa, primarily due to micro-crack formation and brittle failure. The EF composite demonstrated 39 MPa reflecting improved load bearing capacity and crack resistance. Further addition of filler particles significantly enhanced compressive strength reaching 67 MPa for EFS3. The improvement was associated with better stress confinement and restricted matrix deformation. 24 Nevertheless, at higher filler loading (EFS4), compression strength slightly decreased which was attributed to reduced flexibility and localized stress amplification around clustered particles.
Hardness
Hardness results can be more critically interpreted in relation to network structure and interfacial interactions. The steady increase in hardness from 76 Shore D (E) to 105 Shore D (EFS4) indicates a progressive rise in surface stiffness, which is strongly associated with increased effective crosslink density and restricted polymer chain mobility due to hybrid reinforcement. In the neat epoxy (E), lower hardness reflects a relatively flexible crosslinked network with higher segmental mobility, leading to easier localized deformation under indentation. With the incorporation of treated fibers and SS304 mesh, the hardness increase is attributed to improved interfacial bonding and mechanical constraint imposed by the reinforcing phases, which reduces matrix deformability and enhances resistance to localized penetration. Upon addition of Si2N2O filler, the continuous increase in hardness is governed by strong filler–matrix interactions and increased physical restriction of polymer chain motion. The rigid ceramic particles act as localized stress-bearing sites, while also increasing the effective crosslink constraint around the interphase region. Simultaneously, the metallic mesh contributes to global structural confinement, further limiting plastic indentation.
At the highest filler loading (EFS4), the maximum hardness value (105 Shore D) suggests a highly constrained surface network with significantly reduced molecular mobility. However, this increase in hardness occurs despite the previously observed reduction in tensile/flexural strength, indicating that hardness is primarily governed by surface-level densification and stiffness rather than bulk load transfer efficiency. In this condition, filler–matrix interactions dominate surface resistance, even though localized agglomeration may adversely affect bulk mechanical integrity. Overall, the hardness trend reflects a transition from a relatively compliant epoxy network to a highly constrained hybrid system, where increased effective crosslink density, interfacial restriction, and rigid phase incorporation collectively govern indentation resistance.
Overall interpretation
Collectively, the mechanical results confirm that the hybrid reinforcement architecture comprising alkali-silane treated natural fibers, metallic mesh and optimally dispersed filler particles produces synergistic strengthening. While metallic mesh primarily governs stiffness and load redistribution, surface treated fibers enhance interfacial bonding and ceramic fillers improve stress transfer efficiency. Importantly, the optimal performance was observed at 2.5 vol. % filler (EFS3) beyond which marginal deterioration suggests the onset of agglomeration related stress concentration. Thus, the mechanical behaviour reflects a balance between reinforcement efficiency and filler dispersion quality.
SEM analysis
The SEM images presented in Figure 12 correspond to the fracture surfaces of tensile tested specimens. Each micrograph represents a different specimen composition, namely neat epoxy (E), epoxy with fiber (EF) and hybrid composites with progressive filler incorporation (EFS1-EFS4). All images were obtained from the central fracture region after tensile failure. In Figure 12 (a)), sample E exhibits a relatively smooth fracture surface with evident brittle matrix cracking and isolated voids. The absence of fiber bridging or plastic deformation features confirms a predominantly brittle failure mechanism which correlates directly with its low tensile strength (72.4 MPa) and limited energy absorption capacity. In contrast, Figure 12 (b)), composite EF reveals fiber pull-out, splitting and interfacial voids. These features indicate partial stress transfer between fiber and matrix, however, the presence of voids and incomplete bonding suggests inefficient load sharing, explaining the increase in tensile strength compared to E but remains below the optimized hybrid systems. With the introduction of filler and improved surface treatment, Figure 12(c)) and (d)) show reduced void content and clearer evidence of fiber-matrix interaction in the composite EFS1 and EFS2. Fiber debonding and micro-gaps at the interface are visible, however, the roughened fracture morphology indicates improved crack deflection and energy dissipation. These features are consistent with the progressive increase in tensile and flexural properties. Notably, Figure 12(e)) shows the composite EFS3 which corresponds to the best performing composite exhibits strong fiber embedding within the matrix, limited interfacial gaps and evidence of plastic deformation around reinforcement regions. Wire necking and improved matrix anchoring are visible, indicating efficient stress transfer between the sand blasted SS304 wire mesh and epoxy matrix. The rough fracture surface morphology and absence of large voids confirm enhanced interfacial bonding and crack bridging mechanisms. These microstructural observations directly support the 263% improvement in tensile strength and 279% increase in tensile modulus observed experimentally. However, in Figure 12(f)) (EFS4), filler clustering and localized matrix cracking are evident. Broken fibers and agglomerated regions act as stress concentration sites which explains the slight reduction in tensile and flexural performance compared to EFS3. Excess filler loading appears to reduce dispersion uniformity, thereby, limiting reinforcement efficiency. Overall, the failure mechanism transitions from brittle matrix dominated fracture in neat epoxy to a synergistic fiber-mesh-particle reinforced mechanism in EFS3. The improved mechanical properties are therefore attributed to enhanced interfacial adhesion due to alkali-silane treatment, mechanical interlocking from sand blasted SS304 mesh and crack deflection, bridging and energy dissipation induced by filler particles. The observations establish a clear microstructure-property relationship, validating the mechanical performance improvements reported in the tensile results. SEM micrograph of tensile tested (a) E, (b) EF, (c) EFS1, (d) EFS2, (e) EFS3, and (f) EFS4 specimen surfaces.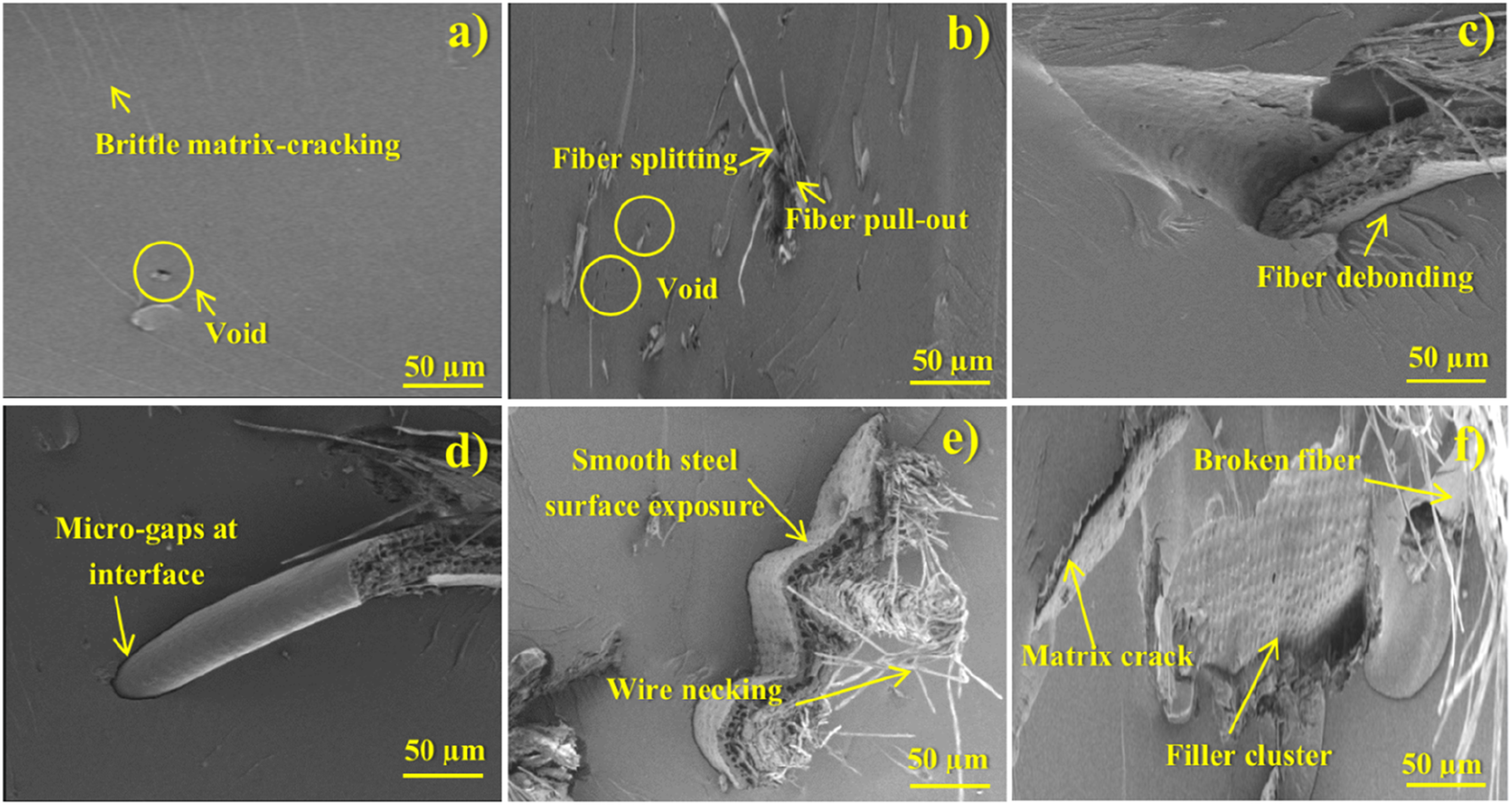
Drop load impact strength
Measured impact duration, absorbed energy, total energy and maximum deflection.

With the addition of Si2N2O filler (EFS1–EFS3), the impact response becomes progressively more stable, with higher peak load and increased absorbed energy. This corresponds to a more gradual force build-up and delayed damage initiation, indicating improved dynamic load resistance. The filler phase enhances microstructural resistance to deformation, increases contact stiffness, and raises the threshold for crack initiation. The extended interaction time further suggests progressive energy dissipation through crack pinning, crack branching, and interfacial debonding mechanisms.
26
At higher filler loading (EFS4), although a slight reduction in peak impact load and absorbed energy is observed, the impact duration and displacement increase further. This indicates a transition in the force–time response from a sharp peak to a more flattened and prolonged profile, suggesting reduced stiffness uniformity due to particle agglomeration. These agglomerates act as local stress concentrators, promoting earlier micro-damage initiation; however, energy is still dissipated over a longer duration, indicating a shift toward more distributed damage propagation rather than sudden catastrophic failure.
27
Overall, the inferred force–time behavior confirms that the neat epoxy exhibits a sharp, low-duration impact response with limited energy absorption, whereas the hybrid composites progressively develop a higher peak force, longer contact duration, and more stable energy dissipation profile. This demonstrates that the combined fiber–mesh–filler architecture enhances not only impact strength but also damage tolerance by delaying damage initiation and promoting controlled energy dissipation under dynamic loading conditions. Figure 13 displays the drop load impact of the samples. Drop load impact of the samples (a) Time-energy curve and (b) Deflection-energy plot.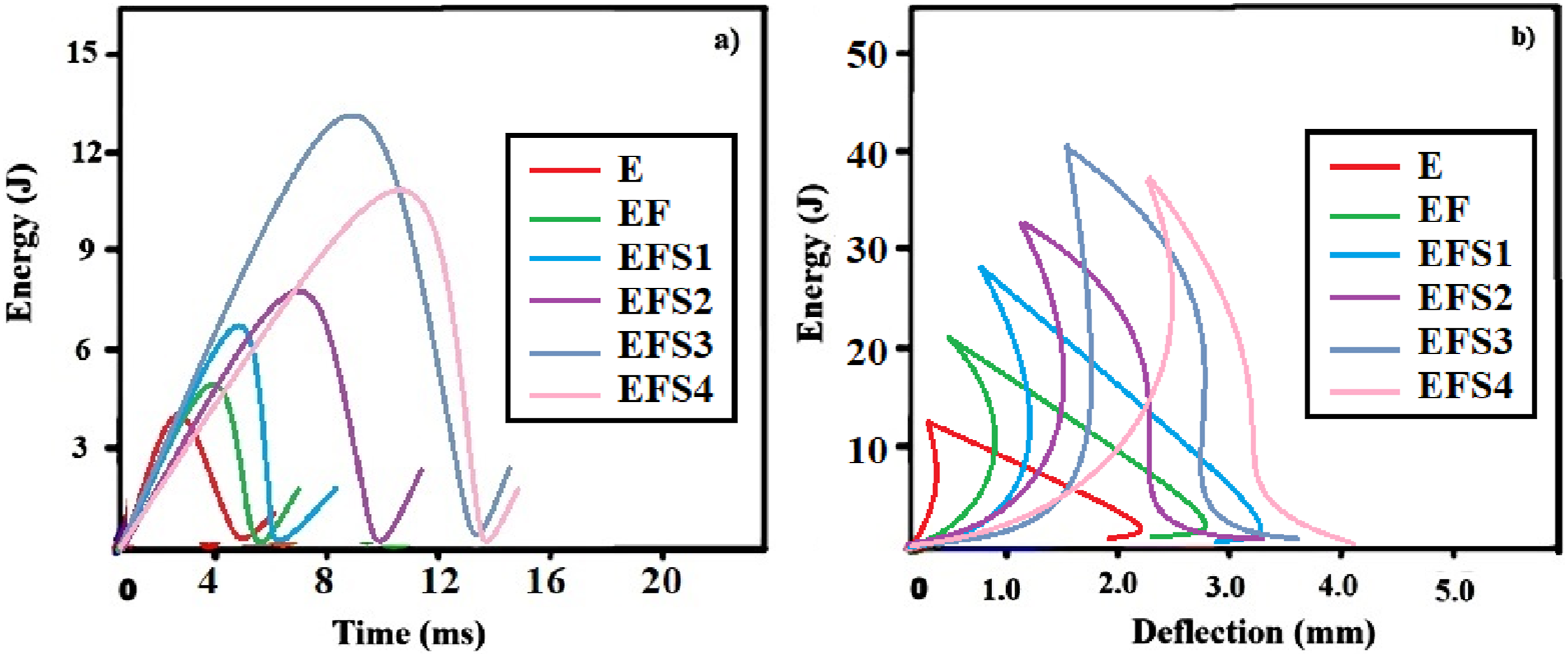
Damage analysis
Damage analysis was conducted to evaluate the structural integrity and failure mechanisms under impact loading. The primary damage modes observed include matrix cracking, fiber breakage, and delamination between reinforcement layers and localized debonding at the fiber matrix and mesh matrix interfaces. In the sample E, failure was dominated by radial matrix cracking and brittle fracture with limited plastic deformation. In contrast, the reinforced composites exhibited more complex damage mechanisms. The treated fibers contributed to crack bridging and pull out which dissipated impact energy and delayed crack propagation. Additionally, the SS304 wire mesh acted as a structural barrier redistributing impact stresses and preventing sudden perforation. 28 At optimal filler content (EFS3), damage was more distributed and less localized indicating improved toughness and resistance to catastrophic failure. However, at higher filler loading (EFS4), microvoid formation and particle agglomeration promoted localized stress concentration resulting in matrix micro-cracks and partial interfacial debonding. Despite this, the overall damage pattern suggested enhanced energy absorption compared to the neat matrix. Thus, the damage morphology confirms that alkali-silane treatment combined with controlled filler dispersion significantly improves impact resistance, structural stability and durability under dynamic loading conditions.
Comparative analysis
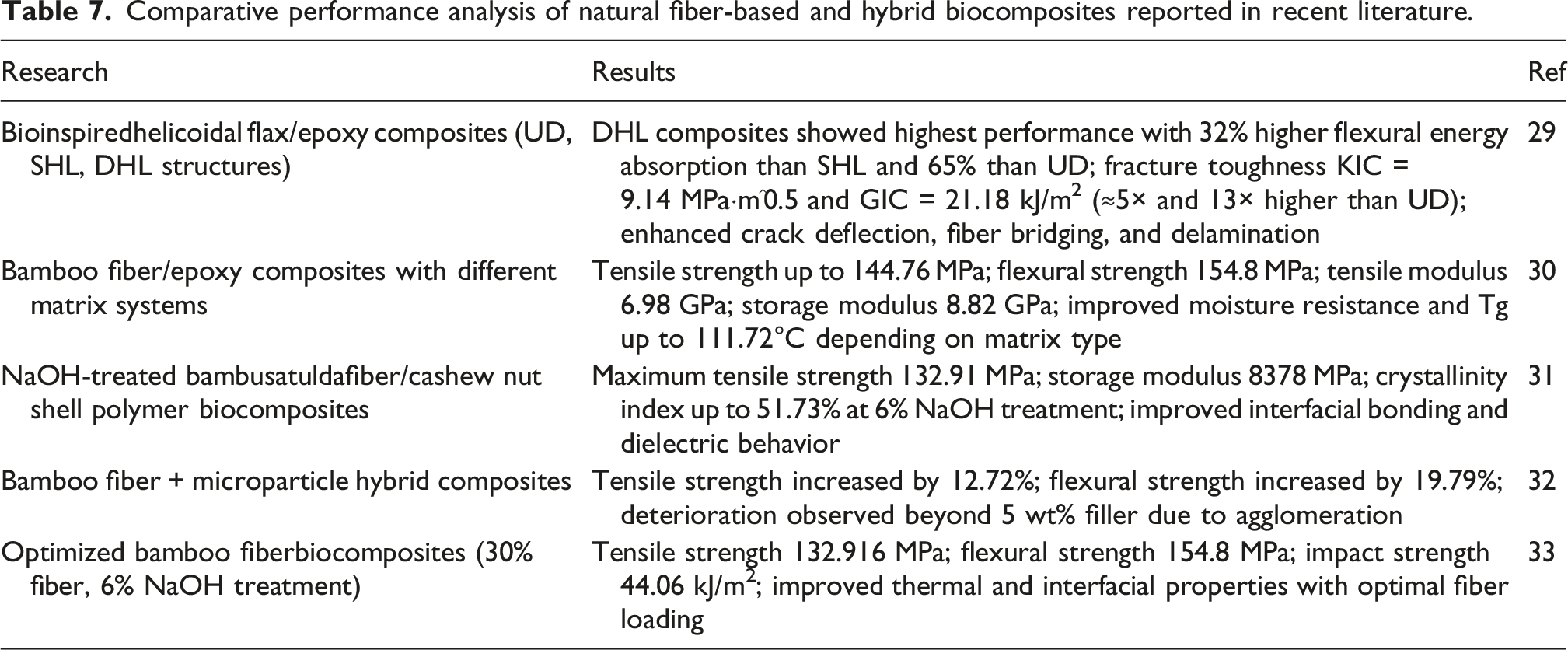
Comparative performance analysis of natural fiber-based and hybrid biocomposites reported in recent literature.
Conclusion
The study successfully developed a multi-scale hybrid composite incorporating sand-blasted SS304 wire mesh, alkali–silane treated pineapple/flax fibers, and Si2N2O-filled epoxy, leading to significant improvements in mechanical performance. Among all formulations, EFS3 exhibited the optimum balance of tensile, flexural, and impact properties. Compared with neat epoxy, EFS3 showed a 263% increase in tensile strength, 279% increase in tensile modulus, 107% improvement in flexural strength, 238% increase in flexural modulus, and 131% enhancement in compressive strength. Impact performance also improved, with a 155% increase in peak impact load and a 214% rise in energy absorption. These enhancements are attributed to synergistic reinforcement mechanisms involving improved interfacial adhesion from chemical treatments, mechanical interlocking from SS304 mesh, and crack deflection and energy dissipation due to Si2N2O filler dispersion. However, the applicability of the composite is presently limited to short-term mechanical and impact performance evaluation. Long-term durability, fatigue behavior, environmental degradation, and interfacial shear stability were not investigated in this study. Additionally, quantitative dispersion analysis and large-scale processing reproducibility were not performed. Future work should therefore focus on cyclic loading behavior, hygrothermal and corrosion resistance (particularly of the embedded steel mesh), interfacial shear strength characterization, and numerical modeling of failure mechanisms. Advanced optimization of particle dispersion and interface engineering may further enhance performance. Based on the current results, the optimized composite shows potential for lightweight semi-structural applications such as automotive interior panels and moderate-load bearing boards where improved stiffness and impact resistance are required, rather than fully critical structural components.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.