
Abstract
Surface-composites (SCs) are produced using reduced graphene oxide (rGO) and Silicon Carbide (SiC) particles via the friction stir processing (FSP) technique to improve the mechanical and microstructural characteristics for aerospace and automotive components. The purpose of this research was to examine the manufacturing of hybrid metal-matrix-surface composites (HMMSCs) by means of the friction stir process (FSP) technique for high-performance aerospace and automotive parts. In this particular investigation, reduced graphene oxide (rGO) was utilized as a continually reinforced nanoparticles in order to enhance the mechanical behavior of AA7050 aluminum alloy. Simultaneously, silicon carbide (SiC) nanoparticles were employed as secondary reinforced particles, showing enhanced grain growth control, increased chemical stability, and resistance to deformation at high temperatures. Hybridization was conducted by combining equal proportions of SiC with rGO nanoparticles prior being applied on the surface of AA7050 aluminum alloy. Reinforcing particles were identified by scanning electron microscopy (SEM), revealing strong adhesion between the reinforcing components and the AA7050 aluminum alloy. The microstructural investigation revealed that the hard SiC with rGO nanoparticles makes even distribution of reinforcement particles in the aluminum matrix. This can lower the chances of particles sticking together and clustering. The hybrid AA7050rGO-SiC composite matrix achieved a higher degree of grain refinement compared to the base alloy and mono composite. The mechanical characteristics such as tensile strength and microhardness of the ideal HMMSCs of AA7050rGO-SiC exhibited enhancements relative to the base alloy.
Keywords
Introduction
The product manufacturing sector has recently encountered significant demand for lightweight, high strength and low cost materials to remain competitive in the worldwide market. 1 To fulfill industry demands, the materials research sector works to develop a variety of lightweight materials. Nevertheless, aluminum is the preferred material for meeting the low cost and weight requirements, as it is abundantly available and has a low density. To fulfil the continually increasing demand for a superior strength-to-weight ratio. Grain refinement acts as a standard technique for improving the strength of metals and alloys.
Aluminum-zinc alloys, such as AA7050, have become increasingly important in a variety of sectors. The 7000 series Al–Zn alloys are presently utilized, with strength as the primary limiting design parameter. 2 As a result, it can be utilized in cylinder liner in automobile, fusel frame, aircraft gears and shafts, bike frames, aerospace and aviation applications, all of which directly increase fuel economy. 3 Because of the limitations of some of its characteristics, researchers aimed to improve the performance of such an alloy using one or more specialized reinforcement particles into the metals, significantly enhancing the qualities of the resultant metal matrix composite. (MMC). 4 MMC is a prevalent approach for enhancing the mechanical characteristics of aluminum alloys5,6 Aluminium metal matrix composites (AMMCs) are increasingly gaining importance in engineering because of its mechanical characteristics and high specific strength along with its light weight.7,8 Hybrid aluminum matrix Nano-composites (AMNCs) are utilized in advanced aerospace and automobile applications, as well as in electronic, optical, magnetic, and biological fields, due to their distinctive features, including superior electrical conductivity, high specific strength, exceptional wear and corrosion resistance.9,10 However, they will become more brittle if hard phase reinforcing material is added. Furthermore, surface properties including strength, toughness, hardness, and wear resistance typically determine a component’s service life. 11 So, in most situations, developed surface composite materials have strong metal matrix and a hard ceramic substrate.11,12 The prevalent methods for processing aluminum metal matrix composites include both liquid and solid-state techniques. Liquid phase processing techniques include Squeeze-casting, Stir-casting and infiltration procedures. The techniques of physical vapour deposition (PVD), friction stir processing (FSP), powder metallurgy and diffusion bonding are all examples of Solid-state processing technologies. Liquid stage procedure produces intermetallic compound, porosity, agglomeration, undesirable chemical reactions in the metal/particle interface that adversely affect its mechanical characteristics.13,14 Nonetheless, solid-state processing approaches mitigate the production of intermetallic.8,13
Nonetheless, the characteristics of the composites generated via liquid processing method exhibits variability, attributed to the potential for porous structures, uneven filler distribution, and inadequate wettability between the reinforcement and the matrix.
15
Although these processes taken more time and costly. On the other hand, the composites that are created by the process of FSP exhibit both the benefits of microstructural and particles strengthening.
16
FSP is an innovative solid-state method for modifying the surfaces of metals and alloys.
17
FSP is an alternative form of friction stir welding (FSW) employed as an innovative surface treatment for microstructural alterations, encompassing super plasticity, surface composites and the micro-structural modifications of cast aluminum.
18
FSP and FSW operate on nearly identical principles, with the distinction that FSP is designed for processing a single plate, whereas FSW focusses on the joining of two plates or workpieces. During the FSP, a specialized non-consumable tool, featuring a unique shoulder and pin design inserted into base material while in rotating state. Schematic diagram of FSP is shown in Figure 1. The dynamic movement of the tool generates frictional heat between tool and workpiece, leading to softening and plasticization of material of the workpiece.
19
Friction Stir Processing creates the desired composite by causing the work material to undergo plastic deformation and reinforcing particles to integrate with the base matrix as a result of the tool’s intense stirring motion. FSP minimizes casting defects, disintegrates secondary phase particles and substantially enhances mechanical performance.19,20 Recently, FSP has been explored as a more adaptable and cost-effective method for producing surface composites, utilizing vigorous agitation of materials to evenly distribute reinforcements within a metal matrix.
21
Modifications in solid-state and microstructural properties are made possible by FSP, intensive plastic deformation, and the frictional and deformation heat that comes with it. This process successfully suppresses the development of recrystallized grains, leading to microstructures with fine grains. The observed enhancement in hardness can be associated with the refinement of grains resulting from dynamic recrystallization as well as the dispersion of smaller reinforcement precipitates.
22
Increased rotational speed enhanced decomposition of reinforcement particles. Enhanced hardness and wear resistance were attained through higher rotational speeds. FSP effectively enhances ultimate tensile strength (UTS) and elongation of the MMCs due to improved interface bonding and enhanced dispersion. Improvements are more pronounced at elevated rotational speed
23
The significant plastic deformation generated by the tool pin results in a refined grain structure, so enhancing the matrix in addition to the reinforcement provided by filler. The intrinsic advantages of FSP attract researchers to showcase novel lightweight composites reinforced with SiC, Al2O3, B4C, and TiC, Carbon nanotubes etc.15,20 The reinforcement volume fraction of composite has substantial effect on composite integrity and overall mechanical properties upto a critical value.
24
Composite integrity is basically a balance between groove filling efficiency and reinforcement volume fraction. High reinforcement volume fraction increases the strength by different mechanisms up to certain limiting value (up to 20 %). Beyond this the clustering of reinforcement takes place and degrade the overall mechanical properties. Groove filling efficiency in FSP process should be optimum to ensure uniform distribution, overall mechanical properties and composite integrity.
25
Schematic diagram of friction stir processing (FSP) illustrating various sections.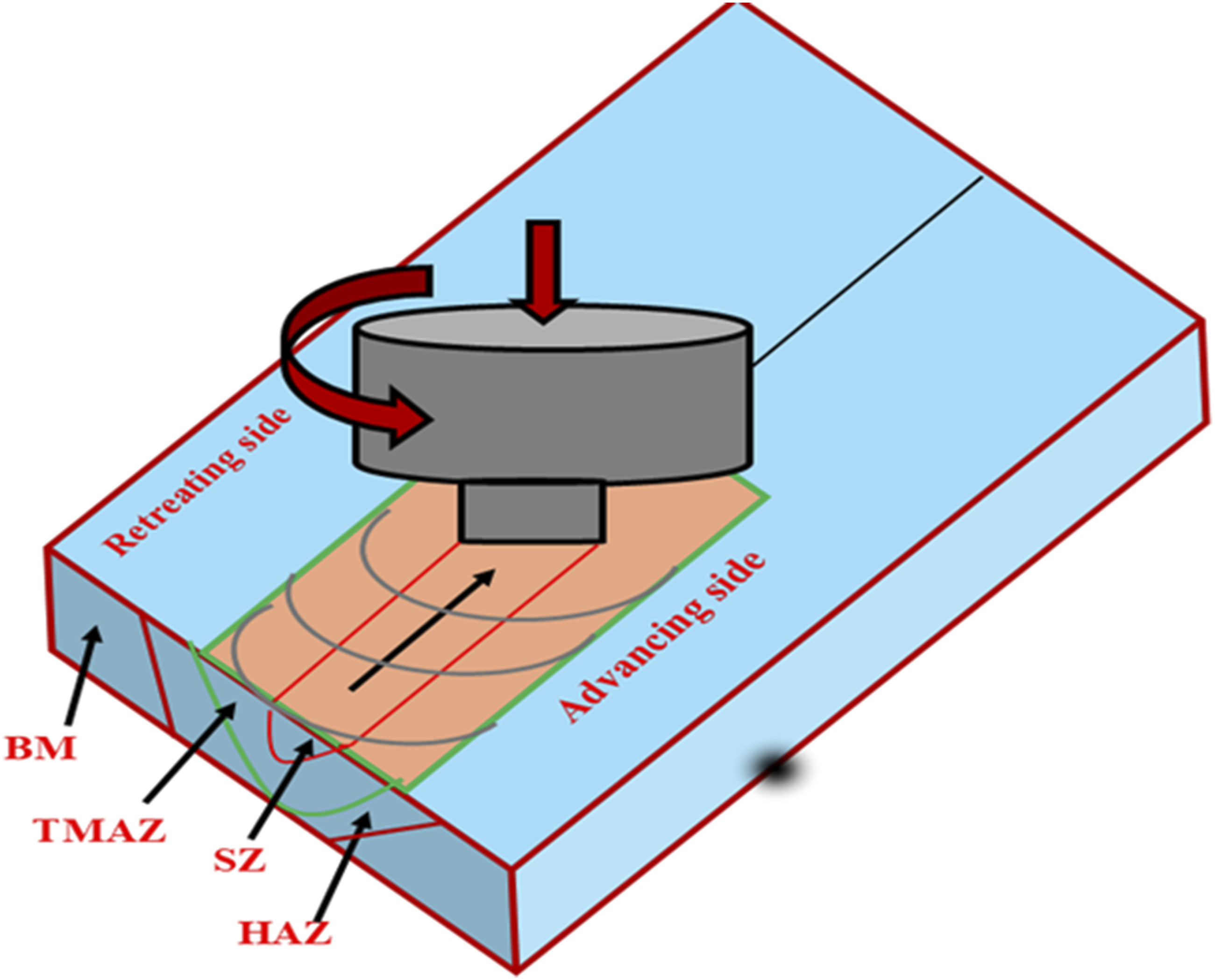
Furthermore, one of the biggest challenges is maintaining the material’s ductility while increasing its strength.
FSP successfully integrated a hybrid-reinforced particles mixture of TiB2, Al2O3, Mg, and Zn into Al 7050-T7451 at 67.5, 22.5, 6.5, and 3.5 wt%. No significant grains refining particles were in stir zone. 26
FSP-fabricated A5083–Al2O3–TiO2 hybrid surface nanocomposite mechanical characteristics were examined. Different nanosized Al2O3 and TiO2 particle ratios affected microstructural, mechanical and tensile behaviors of these composite. The investigation revealed that a mixture of 25%–75% Al2O3 and TiO2 resulted in a maximal tensile strength of 350 MPa and microhardness of 158 HV. 27
The hybrid composite exhibits superior mechanical properties when compared with the mono composites of Al-graphite and Al-SiC. The application of a tool rotational velocity 2200 rpm combined with a linear speed 25 mm/min enhances mechanical characteristics of the hybrid composite. 28
Researchers made mono(B4C) and hybrid (B4C + MoS2) surface composite by mixing 75:25 and 50:50 abrasive, lubricant particles and using the hole method for multi-pass FSP in opposite direction on the surface of AA6061-T651. They found that the powders were evenly distributed and the micro-hardness and tribological performance were improved. 29
Researchers utilized multiple passes of FSP to create bio-composites of the WE43 Mg alloy with hydroxyapatite additions. In multi-pass FSP the grain structure is further improved by subsequent passes. A uniform distribution of additive particles was achieved after four FSP pass, and as the number of FSP passes increased, agglomeration reduced. Because of the reciprocating stirring motion of the material driven by the tool, uniform distribution and clustered free region were seen in SZ with increased number of passes. 30
Certain studies indicated that Al/Al2O3 composites exhibited greater stability and inertness, along with superior corrosion resistance, mechanical properties, wear properties and high-temperature performance compared to Al/SiC.31,32 In this way, it may be more beneficial to utilize both SiC and Al2O3 particles as reinforcements to take advantage from their combined benefits for enhancing composite characteristics. 32
The hybrid composite exhibits greater hardness relative to the base material, attributable to the presence of hard SiC particles and substantial microstructural alterations resulting from FSP. Furthermore, the reduction in hardness observed in the hybrid composite relative to the A356/SiC composite may be attributable to the inclusion of MoS2 particles.33,34
The influence of tool rotational speeds on the mechanical and structural characteristics of friction-stir-processed nano-hybrid composites, which include MWCNT, graphene, and AZ31 magnesium. During stirring, the tool’s rotational speed increased the ultimate tensile strength (UTS) and compressive strength, indicating better dispersion of the graphene particles inside the matrix. The analysis of the morphological and fractured properties of the samples revealed that their quality improved at the maximum rotational velocity.23,35
To utilize hard inorganic metallic particles reinforcement/ceramic reinforcement such as SiC and rGO to enhance the properties of aluminum composite, processed using FSP. 16 Considering that the SiC and rGO hybrid combination has significant potential for improving its mechanical characteristics.36,37
FSP of several Al and Mg alloys has resulted in improved mechanical characteristics. However, because the approach is relatively new, there are numerous unsolved difficulties that require further researchers’ investigation. One such issue that requires special consideration is the microstructure’s evolution throughout the process. Furthermore, the majority of FSP research relies on Al alloys, where second phase particles influence the mechanical characteristics and microstructure development. It is crucial to understand how the microstructure of pure metal subjected to this technique developed without secondary effects like secondary phases. The microstructure significantly influences the properties, making its essential to investigate the mechanical characteristics and their relationship with the microstructure. 38
The objective of this investigation is to create a hybrid aluminum metal matrix surface composite through friction stir processing by reinforcing nanoparticles rGO and SiC in the Al7050 alloys and to analyse the resulting microstructure, establishing a connection with the mechanical properties observed. Research on this combination is very limited; thus, our findings offer novel insights into the benefit of this composite. The aim of this investigation is to show methods for producing lightweight, high-strength aluminum matrix composites that can be used in the automobile, aerospace and other excellent performance in structural applications. Two distinct materials have been selected for reinforcing to maintain their tensile strength and hardness. The distinctiveness and originality of the current work lie in the incorporation of nanoparticles SiC and rGO in a hybrid configuration with same weight percentages in AA7050.
Materials and methodology


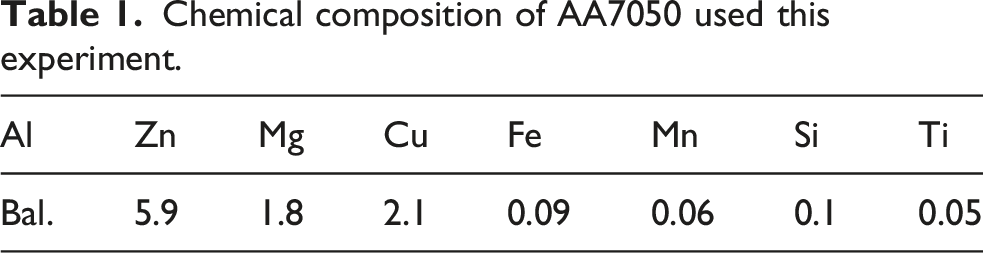
Chemical composition of AA7050 used this experiment.
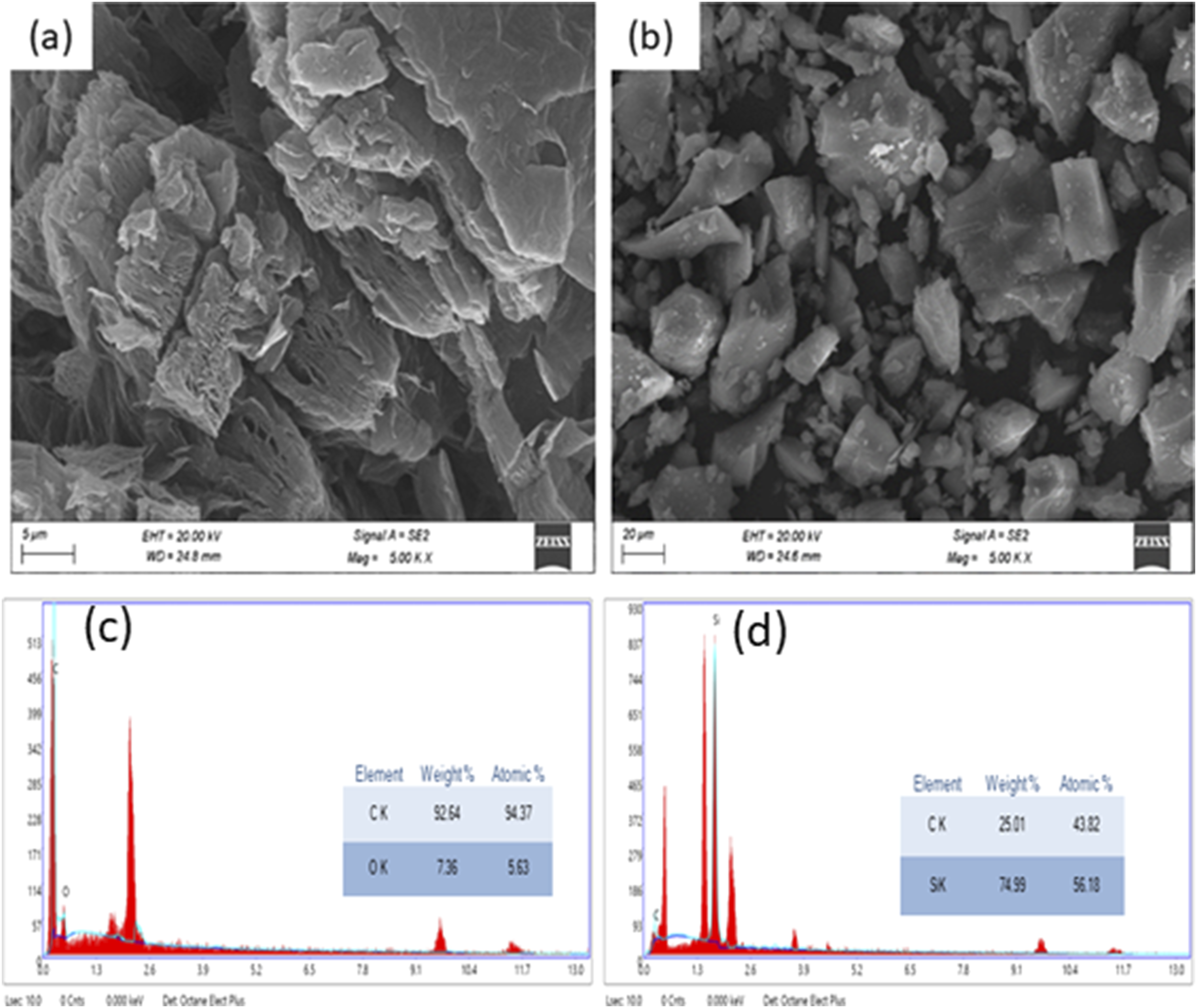
SEM images of reinforcements (a) rGO (b) SiC.
The calculated volume fraction of reinforcement particles in mono composite approximately 19.6 vol%. The hybrid composite volume fraction for rGO and SiC nanoparticles were mixed with the AA7050 matrix approximately 9.8 vol% in this case. Each groove contains an identical volume of reinforcement, resulting in the same percentage volume fraction of reinforcements throughout all surface composites. From the previous study reinforcement particles filled in groove are partially lost during FSP due to tool movements or expulsions.
Following the insertion of reinforcement rGO and SiC nanoparticles inside groove, an spinning pin-less tool was employed to seal the surface of groove, thereby preventing the escape of reinforcement during FSP. The FSP tool was made from heat-treated H-13 tool steel with a hardness of 65HRC.
41
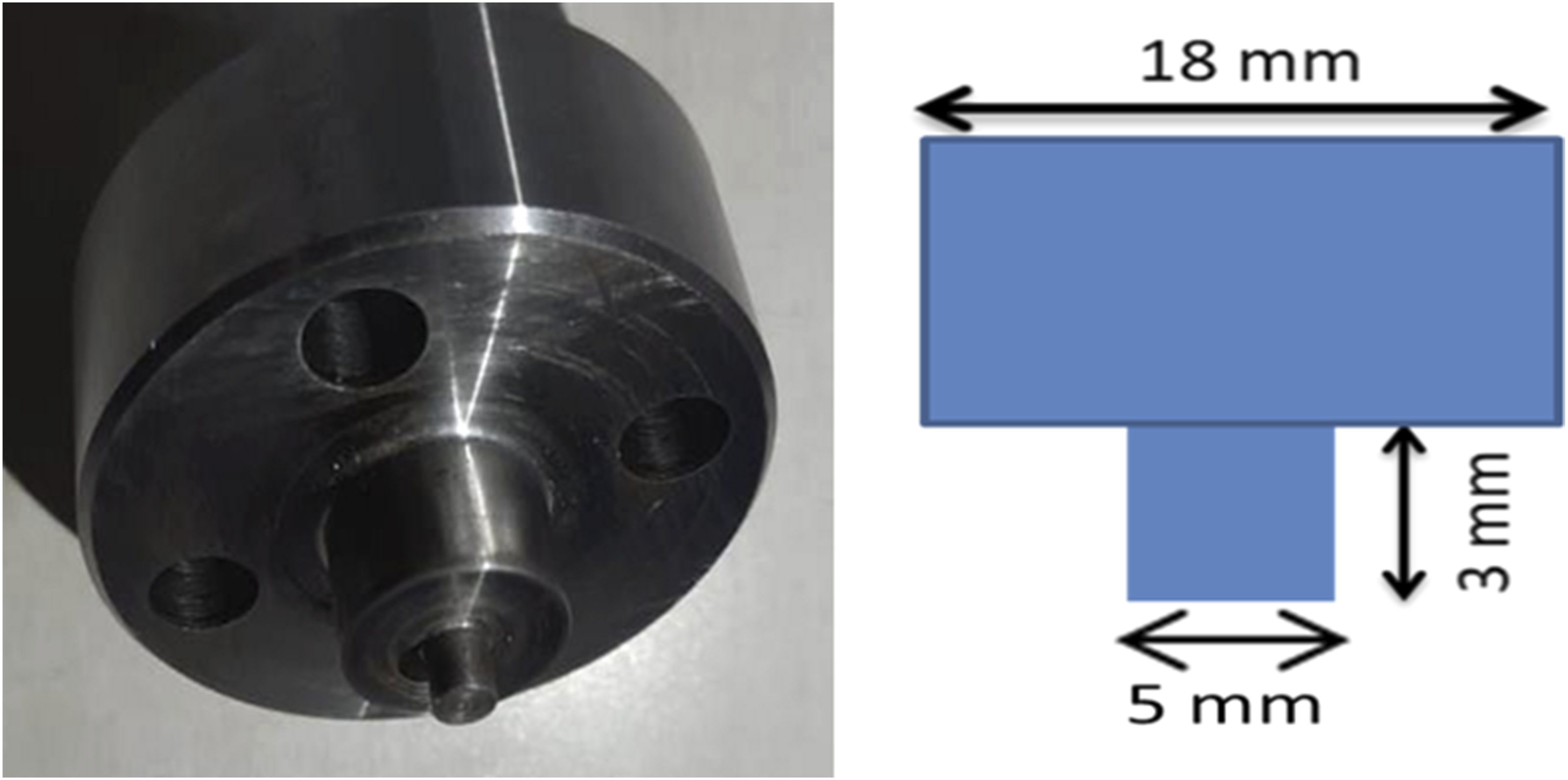
The cylindrical tool was designed with shoulder and pin diameters of 18 mm and 5 mm with pin length of 3 mm.The tool tilt angle was kept as 1°. Figure 3 illustrates the tool’s schematic representation. Using the right rotational and traverse velocities are crucial for producing a quality work-piece. The selection of this parameter is governed by heat input generated during FSP. In the investigation of FSP in aluminum alloys, some researchers developed an empirical equation (3) that relates to the peak temperature ( H-13 FSP tool used in fabrication process.
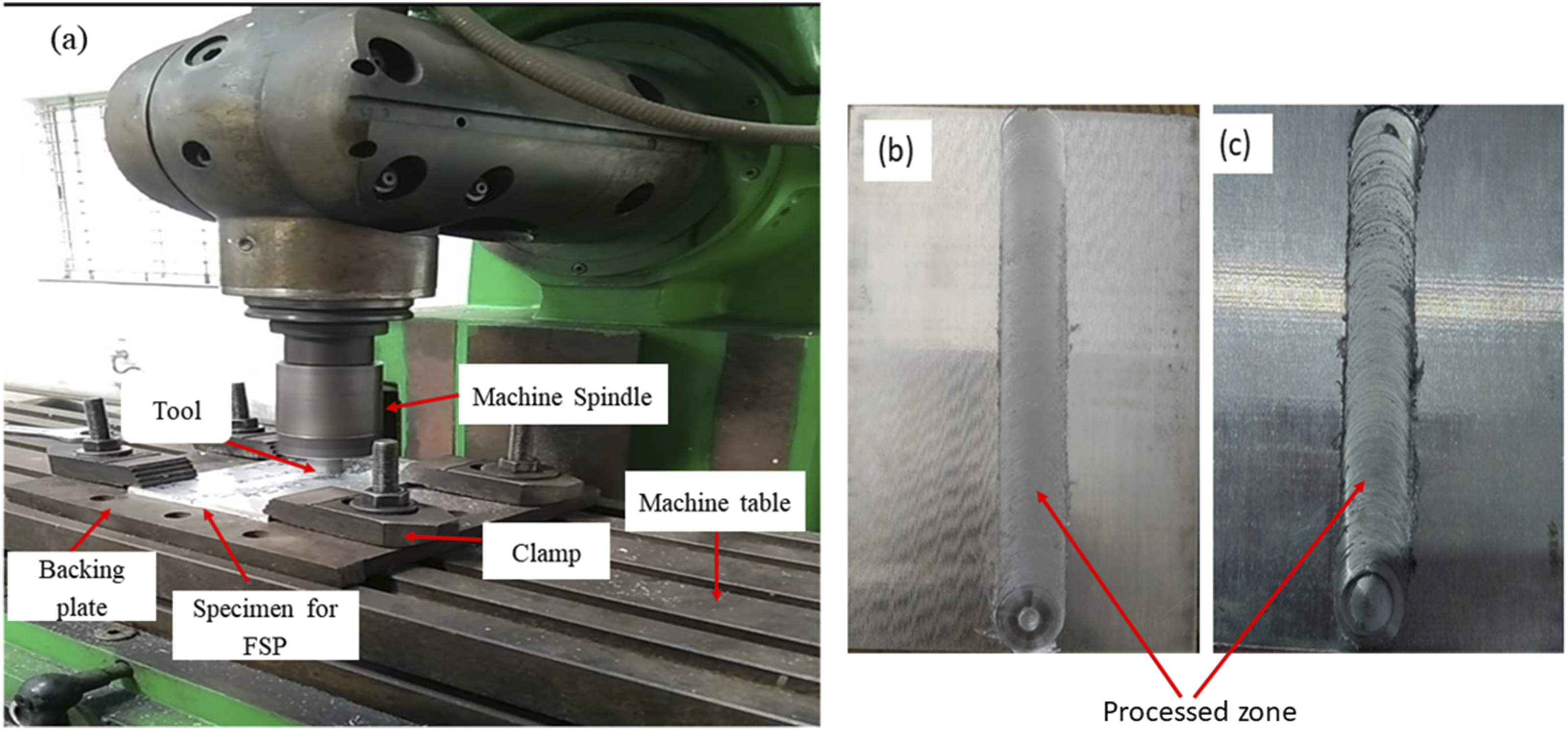
The temperature of the processing zone during Friction Stir Processing (FSP) is between 0.6 Tm and 0.9 Tm (Tm is the metal melting point)and strain rate is 1-10−3s−1 Together, they causes intense thermal effects, plastic deformation, and material mixing.40,43 While RPM is high and speed is low, it creates an excessive amount of heat and softness. When RPM is low and speed is high, it does not generate sufficient heat, which causes mixing to be poor and more defects. The aluminum alloy utilized for processing has a melting point of 635°C. In accordance with the experimental setup, the following FSP parameters were used: single pass; transverse speeds of 90, 60, and 25 mm/min; and rotational speeds of 600, 1000, and 1600 rpm. Based on these trials and experimental observations, rotational speed of 1000 rpm and transverse speed of 60 mm/min are selected for the final FSP experimentation which resulted in optimal peak temperature of 421°C. For other parameters the maximum peak temperature was either in lower side or in the upper side which was not producing good surface with proper mixing. As a result, these parameters are exclusively selected for maximization of the surface quality. Figure 4 shows the process of fabricating steps on base metal using an FSP tool with a shoulder and cylindrical pin profile in a single pass. Sample F1(mono composite) was fabricated by including rGO reinforcement in base metal, while sample F2(hybrid-composite) incorporated a homogenous mixture of hybrid-reinforcement of reduced graphene oxide (rGO) and silicon carbide (SiC) nano-particles(50%rGO-50%SiC) with tidentical parameters as previously mentioned. The hybrid surface composite was created using modified vertical milling machine (PARAGA, which has 2-ton capacity) and with a specifically made fixture. During processing, the fixture was designed to hold samples fixed and prevent them from moving. At room temperature, the experiments were conducted. A comparative investigation of the mechanical and microstructural properties was performed on Samples F0, F1, and F2, where F0 was unprocessed using Friction Stir Processing (FSP) of AA7050. All samples were designated in accordance with Table 2. The sample’s surface was very smooth after the process, with no flaws like cracks or holes that could be seen. Photographic view of fabricated samples and modified vertical milling machine indicating in Figure 5. Schematic representation of the fabrication steps involved in FSP. Various experimental conditions with compositions of reinforcement. (a) Photographic view of experimental setup (b) and (c) FSP sample F1 and F2.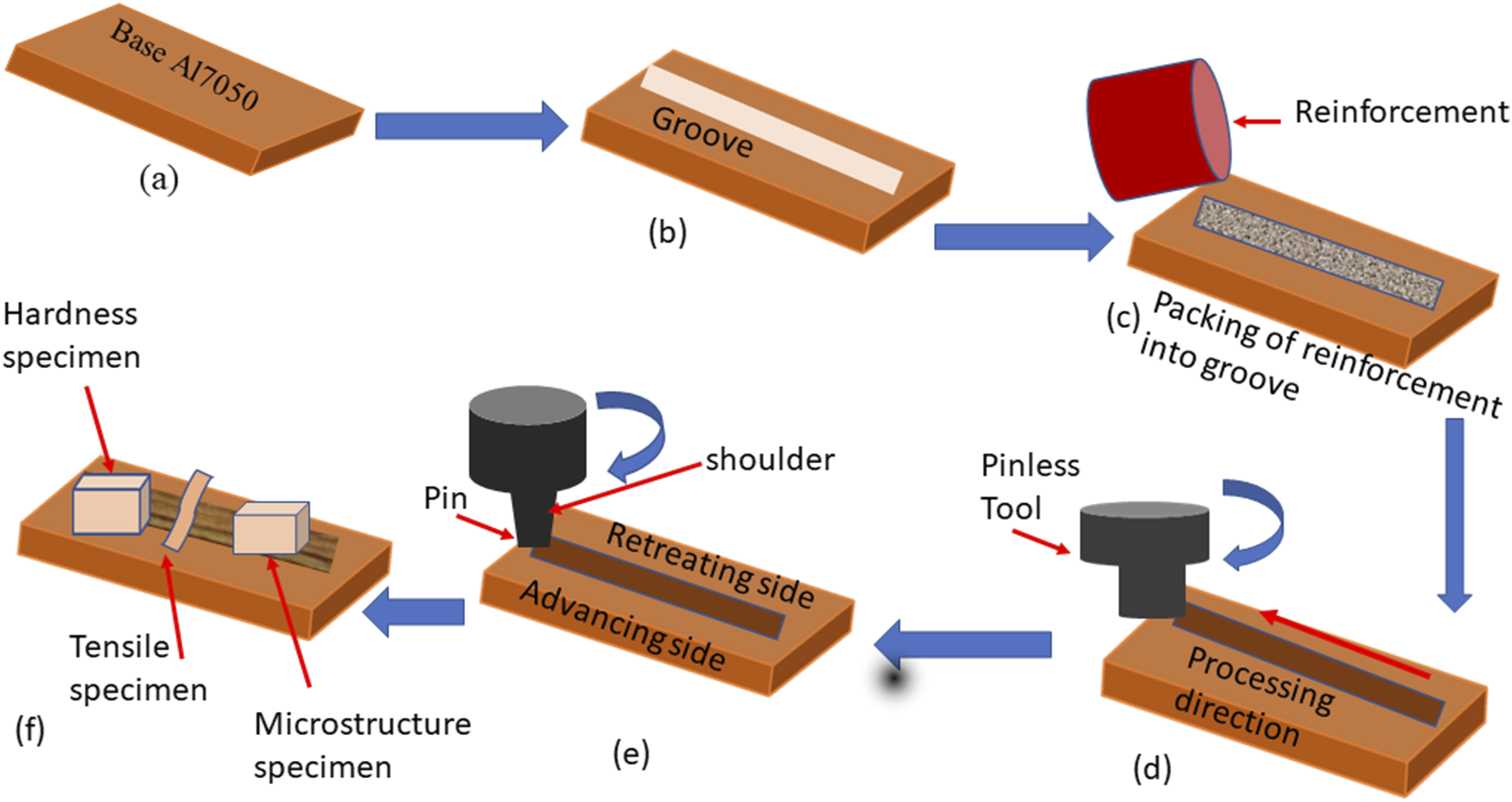

Microstructural characterizations
After the experiment, specimen was cut along the processing surface and polished with different grades (200, 400, 600, 1000, 1400, 1800, 2000, 2500) of emery paper and finally to create a clear surface for microstructural analysis, disc polishing was ultimately performed using diamond paste to eliminate extremely fine scratches. Polished surfaces are etched for 15 s using Keller’s reagent, including 2 ml HF, 3 ml HCl, 5 ml HNO3, and 190 ml H2O. 21 Microscopic analysis was conducted utilizing Scanning Electron Microscopy (SEM) apparatus JOEL 6000 plus for all the samples. The chemical composition of elements content of the particles in the treated zone was analyzed using Energy Dispersive Spectroscopy (EDS) equipment. XRD (Make: Bruker, Model: D8 Advance) was utilizing with a step size of 0.02°, at 2Ɵ range of 20° − 120°, and a counting time per step of 0.2 s to identify the various phases present in the composite’s samples.
Mechanical characterization
The mechanical properties of the single-pass FSP/rGO/SiC composites were investigated using transverse tensile tests, as well as the Vickers microhardness test. Tensile test specimens were fabricated according the sub-size sample specifications of the ASTM E8-M standard, as depicted in Figure 6. Tensile test specimen dimensions.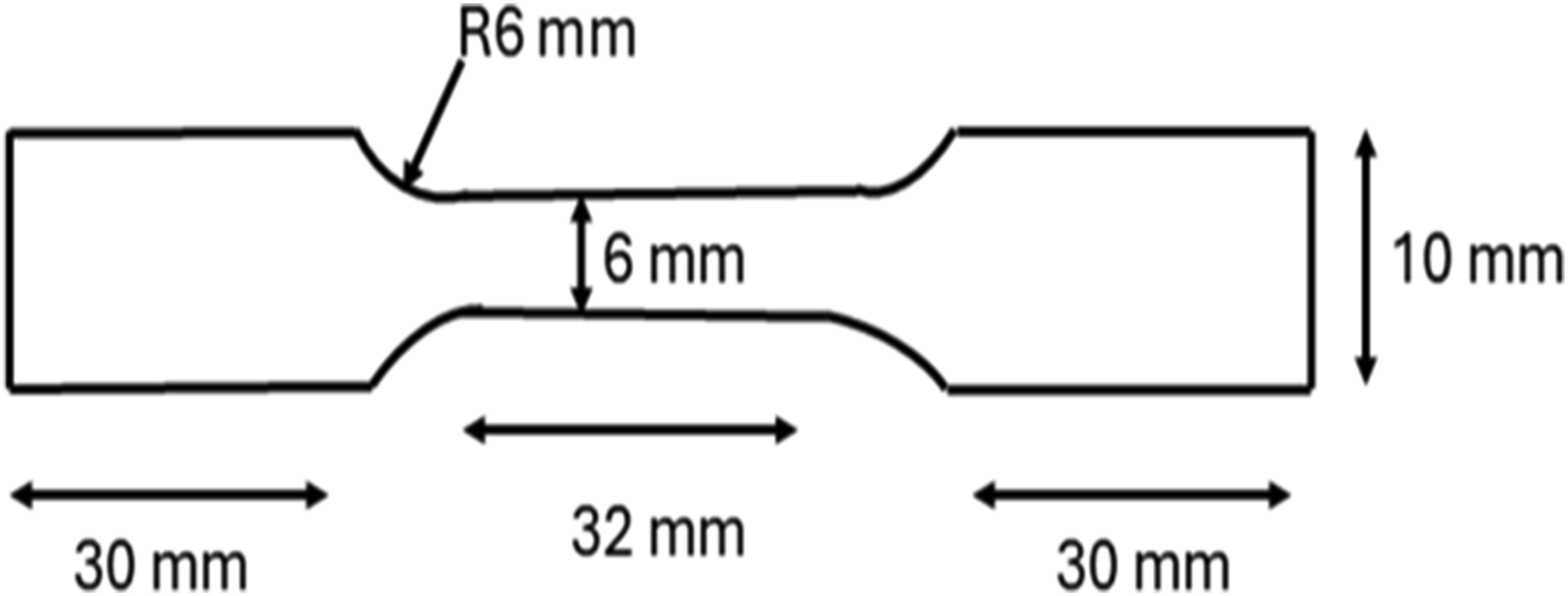
The rectangular samples, measuring 10 mm × 10 mm were precisely extracted from the stir zone using wire EDM technique. The diamond indenter is positioned on material’s surface, followed by measurement of diagonal lengths of the indentation utilizing the two scales available in the measuring apparatus. 44
The same specimen was subjected to Vickers’s microhardness testing (UHL VMHT) of 200 g load and 10 s dwell time for stable and accurate indentation. The indentation was conducted across various zones, with a distance of 1.00 mm between each subsequent indentation on the composite surface. The hardness values were assessed in the different zone at 10 specific locations across all samples, and the average of these values was computed.
Result and discussion
Microstructural analysis
Scanning electron microscopy (SEM) and an optical microscope (OM) were used to observe microstructure. Figure 7(a) and (b) shows the Macro image of sample F1 and F2. The macrographs distinctly illustrate that the processed zone exhibits a trapezoidal configuration, with the upper base corresponding to the diameter of tool shoulder and lower base being marginally larger than the probe diameter. Figure 7(c)–(e) illustrates the optical micro structure of the F0 and fabricated surface composite F1 and F2. Figure 7(f) shows interface layer between AA7050 and composite layer. The friction stir processing zone is typically categorized into several distinct regions: heat-affected zone (HAZ),stir-zone (SZ), thermo-mechanically affected zone (TMAZ) and base material. Macro image of F1 in (a) and F2 in (b), optical microstructure (c), (d) and (e) of sample F0, F1, F2, and interface of specimen F2 in figure (f).
The base metal’s structure (Figure 7(c)) displays a coarse grain morphology, distinguished by numerous agglomerations and pores. The measured average grain size of BM (F0) in the rolling direction is approximately 97 µm.The significant elongation of the grains along the rolling direction, leading to irregular shapes, as indicated in Figure 7(c).
Average grain size and mechanical properties of samples.

A significant alteration in the grain size and morphology of the TMAZ and HAZ is seen due to the heat generation and temperature gradient occurring during FSP. In Figure 7(d) and (e), all samples exhibit a reduced grain size compared with base material.
The analysis revealed that grains in SZ have undergone greater refinement compared to the other two aspects, resulting in the formation of fine equiaxed grains. The heat produced by two sources friction between the tool and the reinforcement, and the plastic flow of materials leads to dynamic recrystallization occurring in the center of the stir zone. 45 At the same time, the grains are broken by rotation of FSP tool. The stirring action of the tool broken reinforcement particles, preventing grain growing. This reduction in grain size causes by Zener pinning. 46 The presence of rGO resulted in a less significant change in grain size. This phenomenon may be associated with the reduced graphene oxide (rGO) undergoing breakdown, which subsequently provided nucleation sites during the intense deformation experienced during friction stir processing (FSP).
The composition included a blend of nanoparticles along with deformed and finely recrystallized grains in proximity to the SZ/TMAZ interface shown in Figure 7(f), while deformed grains were shown extended toward the lower section. The lower SZ area is characterized by ultra-fine grains resulting from the higher presence of Nano-reinforcement particles. Additionally, Figure 7(f) shows a distinct interface between base matrix and surface composite layer, indicating that the FSP process parameters used are suitable. No holes, micro voids, or clusters of reinforcement were identified among all the FSPed samples in Figure 5(b) and (c). The low feed rate of 60 mm/min made the grain structure more refined. Which influences an extended processing duration through stirring effect of the pin, leading to dynamic recrystallisation. A more refined grains improves physical characteristics, as shown in subsequent studies.
FESEM - EDS analysis
Figure 9 indicates the FESEM and EDS mapping images of F0, F1 and F2 samples. The nanoparticle reinforcement distribution is consistently uniform within the substrate material across nearly all fabricated AA7050-rGO and SiC reinforced FSPed samples. Reduced graphene oxide (rGO) appears as white spot particles or small clusters, as illustrated in Figure 8(a). The SiC is observed as greyish angular grains, as illustrated in Figure 8(b). The hybrid AA7050rGO-SiC samples exhibit distinct grey and white spots of SiC and rGO, as illustrated in Figure 9(b). Spot EDS of particles distribution in FSPed samples F1 and F2. FESEM images with elemental analysis of samples (a) Base meatal (b) Base metal with rGO (c) AA7050rGO-SiC (d)–(i) EDX mapping of the AA7050rGO-SiC.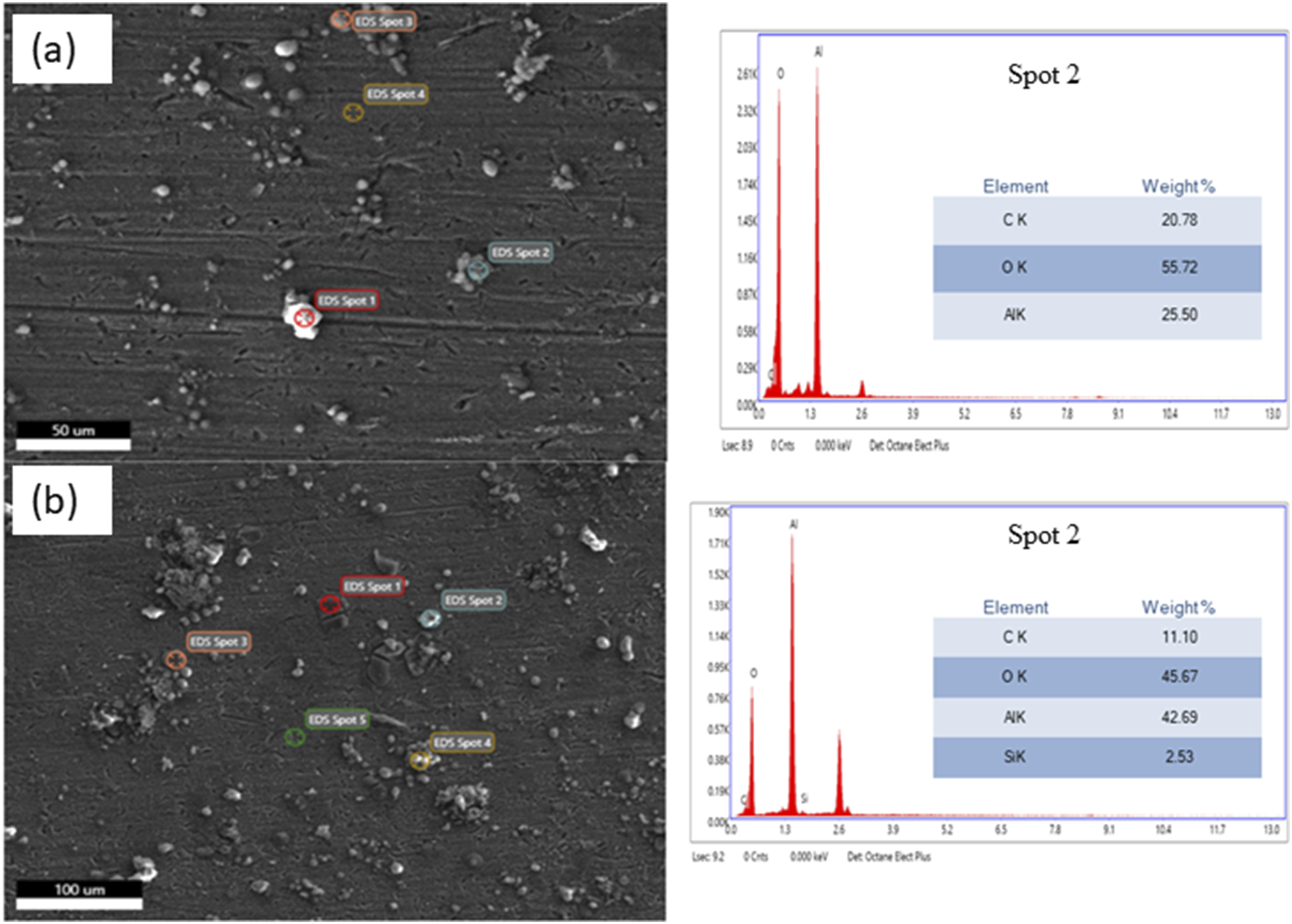
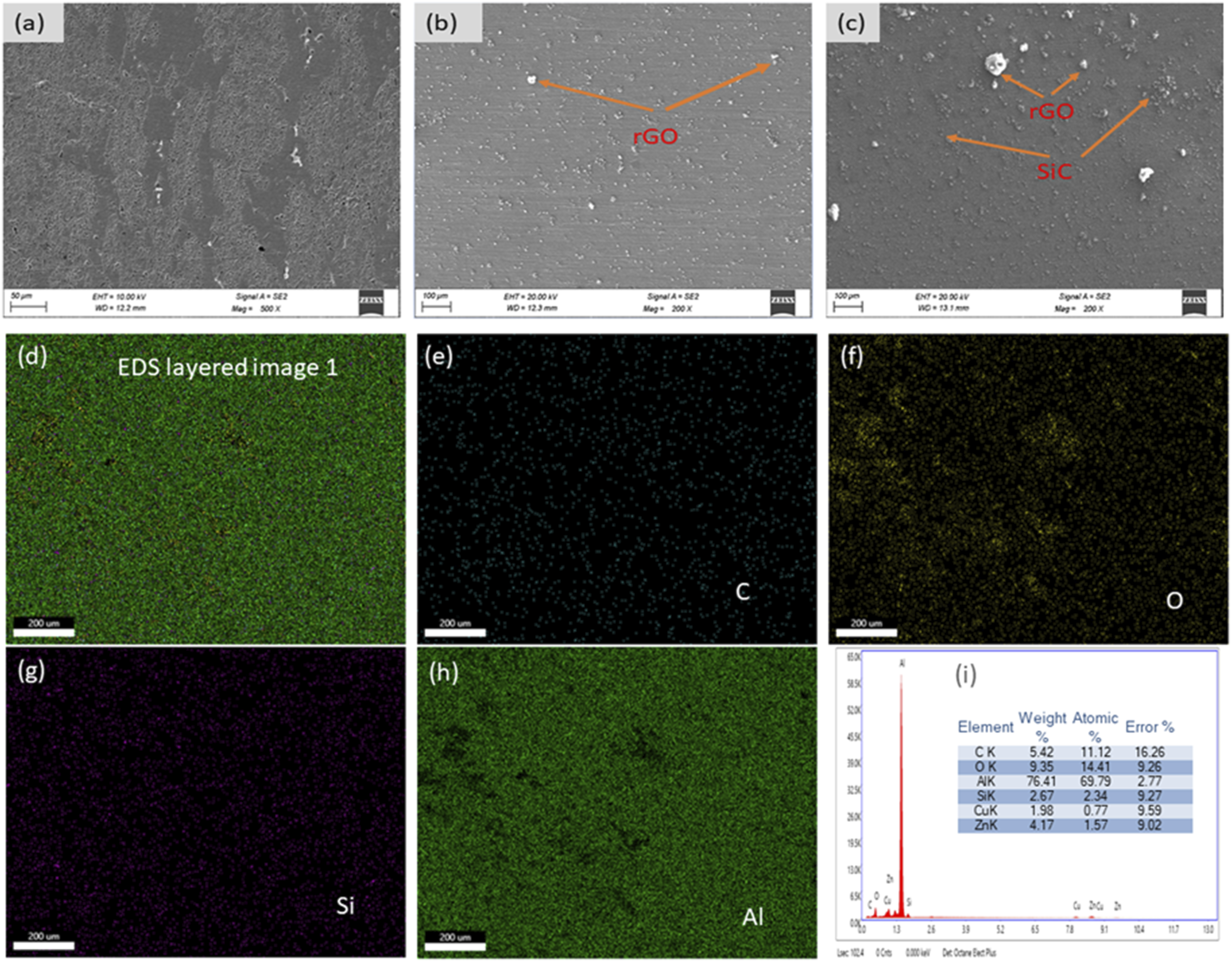
The EDS mapping of the AA7050rGO-SiC sample, illustrated in Figure 9(d)–(h), validates the existence of SiC and rGO, along with their consistent distribution, as represented in the colored images.
Additionally, it illustrates the flawless interface between the parent matrix and the rGO, SiC reinforcement particles. Since rGO is made entirely of carbon (chemical formula C), it has a relatively high melting point of about 4237°C. The aluminum alloy AA7050 is characterized as heat-treatable, with the processing temperature during friction stir processing (FSP) ranging from approximately 350 to 450°C. This temperature is significantly lower than the melting point of reduced graphene oxide (rGO). As a result, it involves equally dispersed rGO particles with mechanical bonding. 47 Additionally, during FSP, no cracks or defects were created.
The distribution of reinforcement in the hybrid surface composite AA7050rGO-SiC is superior to that of mono composites, as previously mentioned in the microstructure analysis. In mono composite (F1) the limited dispersibility of graphene particles in composites arises from its insolubility in the matrix, the influence of Van der Waals forces, and the π–π stacking interactions among the graphene lamellae. Graphene often tends to aggregate and irreversibly precipitate in various matrices. 48 The incorporation of hard nano SiC particles enhances interfacial bonding with the nanocarbons (rGO) and Al matrix prevents particle migration and reduced agglomeration and stablished hybrid composite. 49 The uniform distribution may be associated with the tool’s rotating velocity. SiC nanoparticles can function as effective nucleation sites for recrystallization during the refining procedure, which leads to the formation of smaller, more uniform grains in the aluminum matrix. Similarly, rGO nanoparticles can facilitate the formation of tiny, equiaxed grains by inhibiting grain growth and promoting recrystallization. Figure 9(c) illustrates that a uniform distribution of nanoparticles within the matrix can promote a more homogeneous microstructure, reducing variations in grain size and improving the overall characteristics of the microstructure. The researchers demonstrated that the addition of hard SiC and graphene nanoparticles to the aluminum matrix results in a more homogenous distribution of reinforcement particles, which can reduce the occurrence of particle clustering and agglomeration. 50
In summary, the addition of SiC and rGO nanoparticles in a uniform mixture to the AA7050 matrix facilitates grain refinement, promoting the development of smaller and more uniform grains.
There are four main ways that metal matrix composites get stronger: improving the grain structure, generating more dislocations through work hardening or thermal mismatch, Orowan strengthening, and transferring stress from the matrix to the reinforcement. 51 Orowan strengthening and the transfer of load from the matrix to the reinforcement are the main causes of the overall strengthening in metal matrix composites. 52 All the four strengthening methods are essential for enhancing the reinforcement of composite materials developed through FSP with nanoparticles.
As a result of the tooling process, the striations are visible on the composite specimens’ surface. Additionally, it illustrates the flawless interface between the parent matrix and the rGO-SiC reinforcement particles. The fragmentation of reinforcement particles is greater in the F2 composite than in the F1 composite. This phenomenon is ascribed to interactions of FSP tool with the reduced graphene oxide (rGO), hard silicon carbide (SiC) particles and the work specimen. EDS analysis determines the presence of reinforcement elements such as C, Si and O, in addition to the primary metal constituents (Al, Zn, Cu, and Mg). The concentration of Al is greater in the elemental mapping examination of the material (Figure 9d–(i)) than in the other constituent elements C, Si, and O. It also confirms that the composite surface contains reinforcing elements and that their dispersion pattern is homogeneous. 8 Overall, there are no visible flaws in the homogenous distribution of rGO and SiC reinforcements in Al metal matrix surface, which improves mechanical characteristics.
XRD analysis
XRD analysis was conducted on samples F0, F1, and F2 to identify the various phases present, as illustrated in Figure 10. Every sample has four distinct aluminum peaks at 38.35°, 44.67°,64.99°,78.25°. rGO phases found between at 25 to 26°. SiC phases found at 41.20° and 65.34°. Another well-known peak of SiC shows up at an angle of 77.82° at 2θ. Despite slight peak intensity changes in the composite material (F1 and F2) and unreinforced alloy F0 have similar XRD phase structures. The XRD pattern verifies the existence of AA7050, rGO, and SiC particles in the composite, indexed according to the JCPDS data acquired. In the overall analysis, no distinct peaks of rGO and SiC are observable owing to the minimal volume percentage of rGO and SiC reinforcement within the matrix relative to Al, resulting in very small reinforcement peaks. Similar results was observed by some researchers.
53
A weak MgZn2 precipitate phase was observed and intensity of peak is low in all of the samples, this was the result of the less amount of heat input, and the pattern of material flow.54,55 Figure 10 confirms that there are no intermetallic compounds present in the composite. This occurrence can be attributed to the insufficient temperature generations required to initiate the kinetic process of Al4C3 formation. Several studies indicated that Al4C3 formation does not occur when the composite fabrication is conducted at temperatures below approximately 500°C. In FSP, the determination of IMC formation is influenced by the peak temperature and the duration of exposure. The increase in temperature is influenced by the rotation of the tool and traverse speed. In this context, the time and temperature during processing in FSP were inadequate to initiate the thermochemical process.
56
Observing no alteration in the peaks of the graphs with the reinforcements suggests that that no chemical reaction occurred between the SiC and graphite powders during FSP, indicating no possibility of intermetallic compound generation. Incorporating SiC in rGO may obstruct the reaction between rGO and aluminum, hence preventing the formation of the Al4C3 phase.
57
When more increase rotational velocity and decrease traverse speed generate more heat input and increase Al-C interfacial reaction, this high-sensitive to peak temperatures and contributing in generation of Al4C3 during FSP. This effect offers a distinct benefit of FSP compared to other alloying methods, which typically require high-temperature processing techniques like Casting, Thermal-spraying and Laser beam processing among others.
44
The intensity of rGO in the F2 sample has diminished compared to F1 due to the accumulation of SiC over rGO. This might be ascribed to the concurrent action of sufficient heat generation and enhanced dynamic recrystallization (DRX)which reduces the oxide film content present on the reinforcement surface. This disruption leads to enhance the wettability of Al matrix with rGO particulates which favors to enhance the mechanical properties. XRD plot of sample F0, F1 and F2.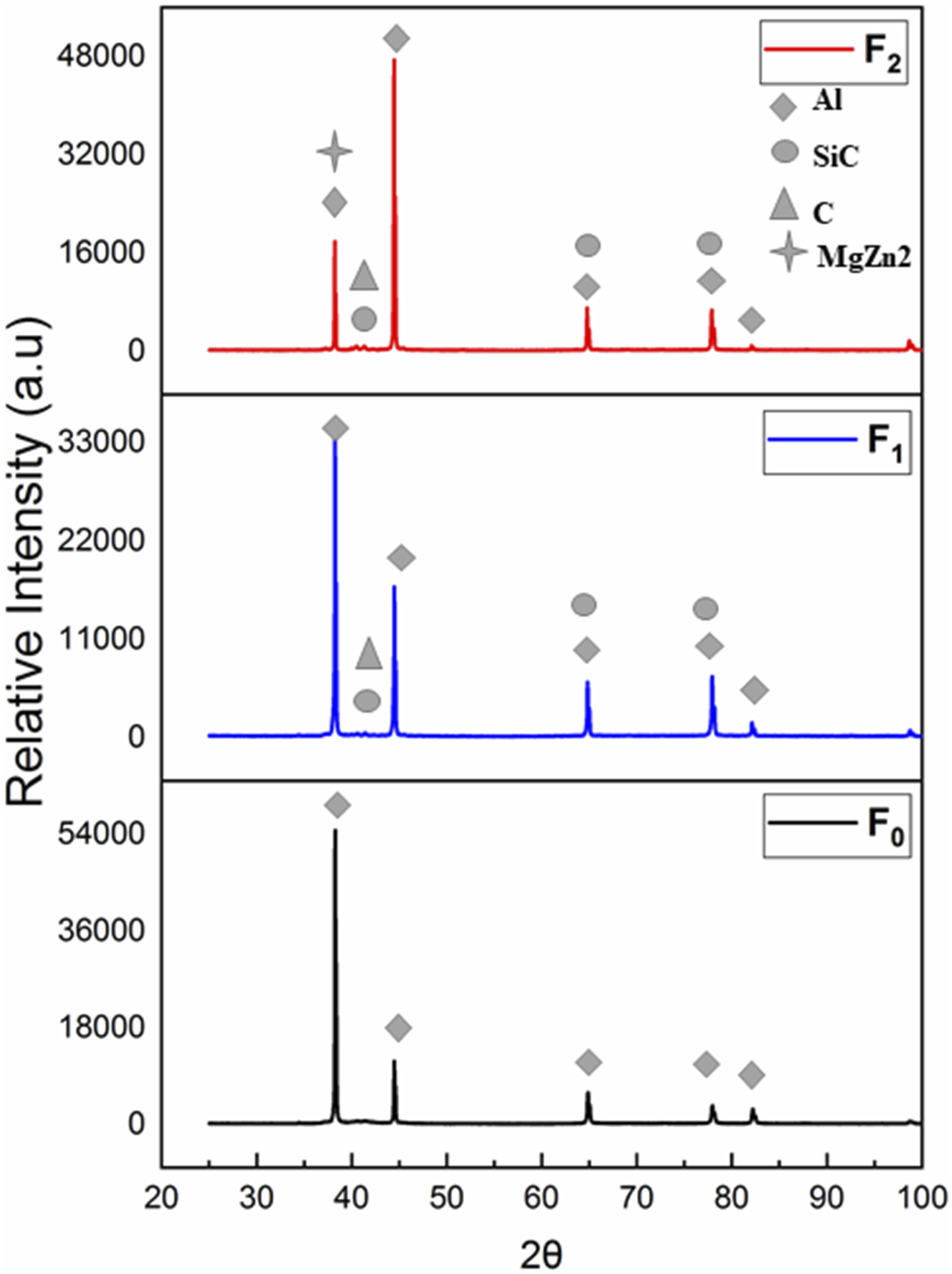
Microhardness behavior
The microhardness distribution across the specimen cross-section for several samples is depicted in Figure 11. The average hardness value for microhardness of base metal, Al7050-rGO and Al7050rGO-SiC are 160, 219 and 235HV0.2 respectively. Microhardness profile of specimen cross-section.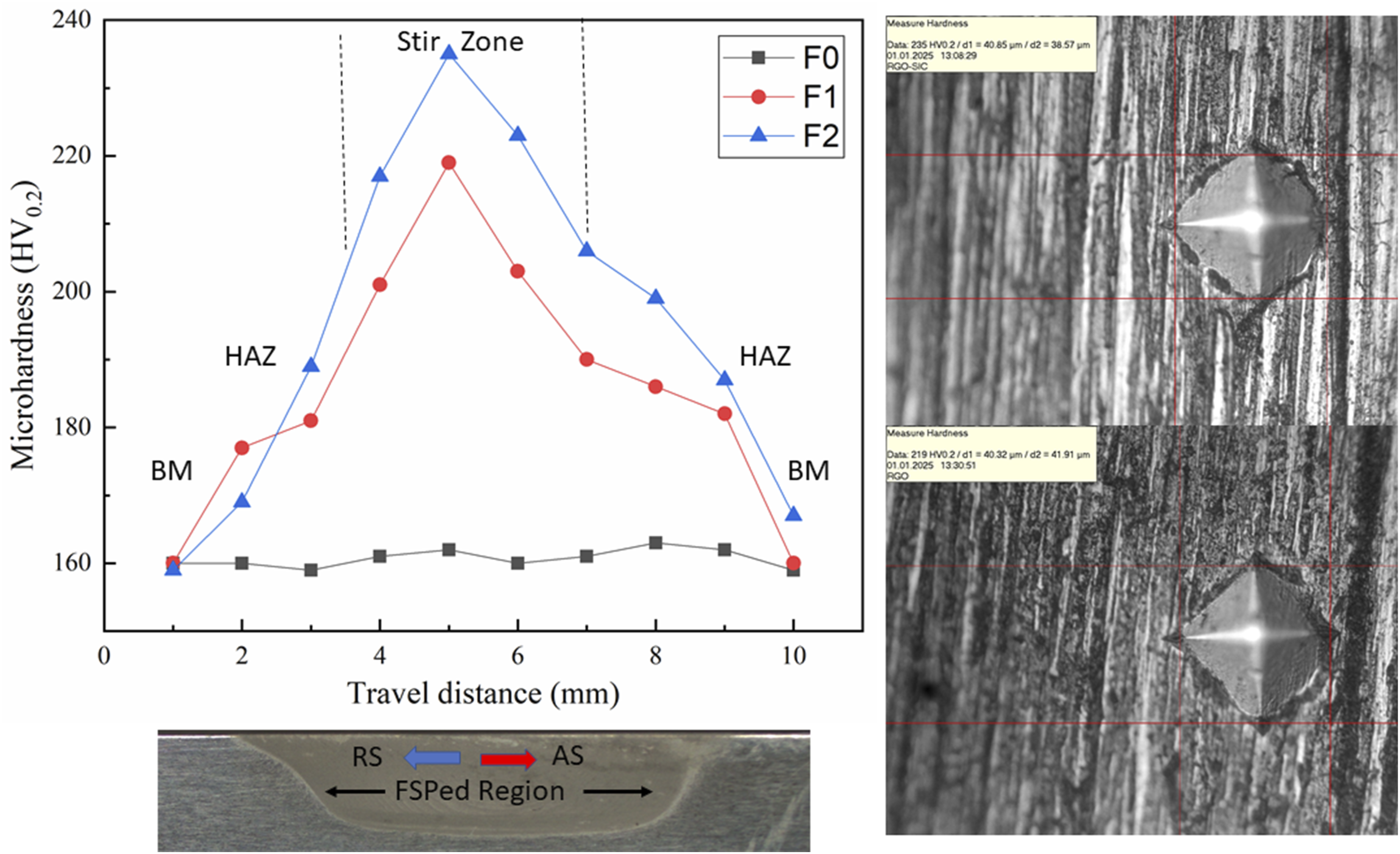
The hybrid surface composite AA7050rGO-SiC exhibits superior hardness in stir zone compared to mono-surface composites. SiC and rGO nanoparticles serve as effective reinforcements for aluminum alloys due to their superior stiffness and strength. The rGO and SiC employed as reinforcement have a rigid structure and are incorporated into the matrix as uniformly as possible, which is the primary reason of this rise. During indentation, the presence of tougher reinforcing particles typically prevents penetration. Table 3 shows the change in microhardness of the samples.
The incorporation of rGO significantly improves the interfacial adhesion between hard nano SiC particles and the aluminum matrix, thereby enhancing the mechanical properties.
The incorporation of SiC and rGO nanoparticles into the AA7050 matrix notably influences performance and enhances mechanical properties. The combination of SiC and rGO nanoparticles results in a more homogeneous distribution inside the aluminum matrix, hence reducing the likelihood of particle clustering and agglomeration. This results into a more uniform load distribution during deformation, which improves mechanical characteristics and raises microhardness. The interaction between SiC and rGO nanoparticles has resulted in an aluminum matrix with a refined grain structure. The observed increase in microhardness is attributed to strengthening mechanisms attached with particulate-reinforced metal matrix nanocomposites. 58 Including the Hall–Petch relation effect resulting from significant particle size refinement and Orowan mechanism strengthening which arises from the dispersion of reinforcement particulates. 35 The nanoparticles may serve as nucleation sites for recrystallization and the formation of grains during processing, resulting in a finer and more uniform grain structure.
It is also noted that during FSP, the reinforcing particles occupy positions at the grain boundaries and are referred to as geometrically necessary dislocations (GNDs). The differences in the coefficients of thermal expansion (CTE) among aluminum, reduced graphene oxide (rGO), and silicon carbide (SiC) reinforcing particles, coupled with elastic modulus, lead to the formation of geometrically necessary dislocations (GNDs). The outcome of GNDs is to act as a barrier to the movement of dislocations and to increase the strength of the composite. 28 Consequently, GND may have contributed to the increased hardness and elastic modulus with reinforcements.
Tensile behavior
The tensile test results for the base material and FSP specimens are shown in Figure 12. The ultimate tensile strength (UTS) of the base material AA7050 is about 295 MPa. Post-FSP, the tensile strength may differ based on the reinforcement incorporated, refinement in particle size and dispersion.17,59 Figure 12 illustrates that the F1 specimen demonstrated a slightly increased ultimate tensile strength of 320 MPa compared to the F0 specimen, which recorded 295 MPa. This difference can be attributed to the formation of very fine grains in the F1 specimen. The specimen F2, that include a combination of SiC and rGO, has a highest ultimate tensile strength of 495 MPa, surpassing all previous specimens. The synergistic strengthening in dual-reinforced composites arises from the additional grain refinement of the matrix and the enhanced strengthening of nanocarbons through the incorporation of n-SiC particles. The incorporation of n-SiC particles enhances the interfacial bonding between nanocarbons and the Al matrix. The improved tensile characteristics derive from the Orowan strengthening mechanism and the increased dislocation density caused by the significant disparity in the thermal expansion coefficients of graphene and the aluminum matrix. Some researchers examined tensile characteristics of the aluminum matrix composites that are reinforced with graphene-encapsulated SiC nanoparticles.
60
The existing literature indicates that the mechanisms contributing to the enhancement of tensile strengths in hybrid composites include particle-assisted dislocation strengthening or Orowon strengthening, along with dynamic recrystallization effects.
16
Therefore, samples are taken from the processed area in a transverse direction to the processing line in order to evaluate the effect of the distribution and refinement of reinforcing particles. After tensile testing, extracted samples from the traverse direction are shown in Figure 12(a) and (b) along with the associated failure locations. The results of the tensile tests conducted under various conditions of FSP are presented in Table 3. Tensile specimen (a) before tensile test (b) fracture specimen after test and (c) stress-strain curve of the specimens.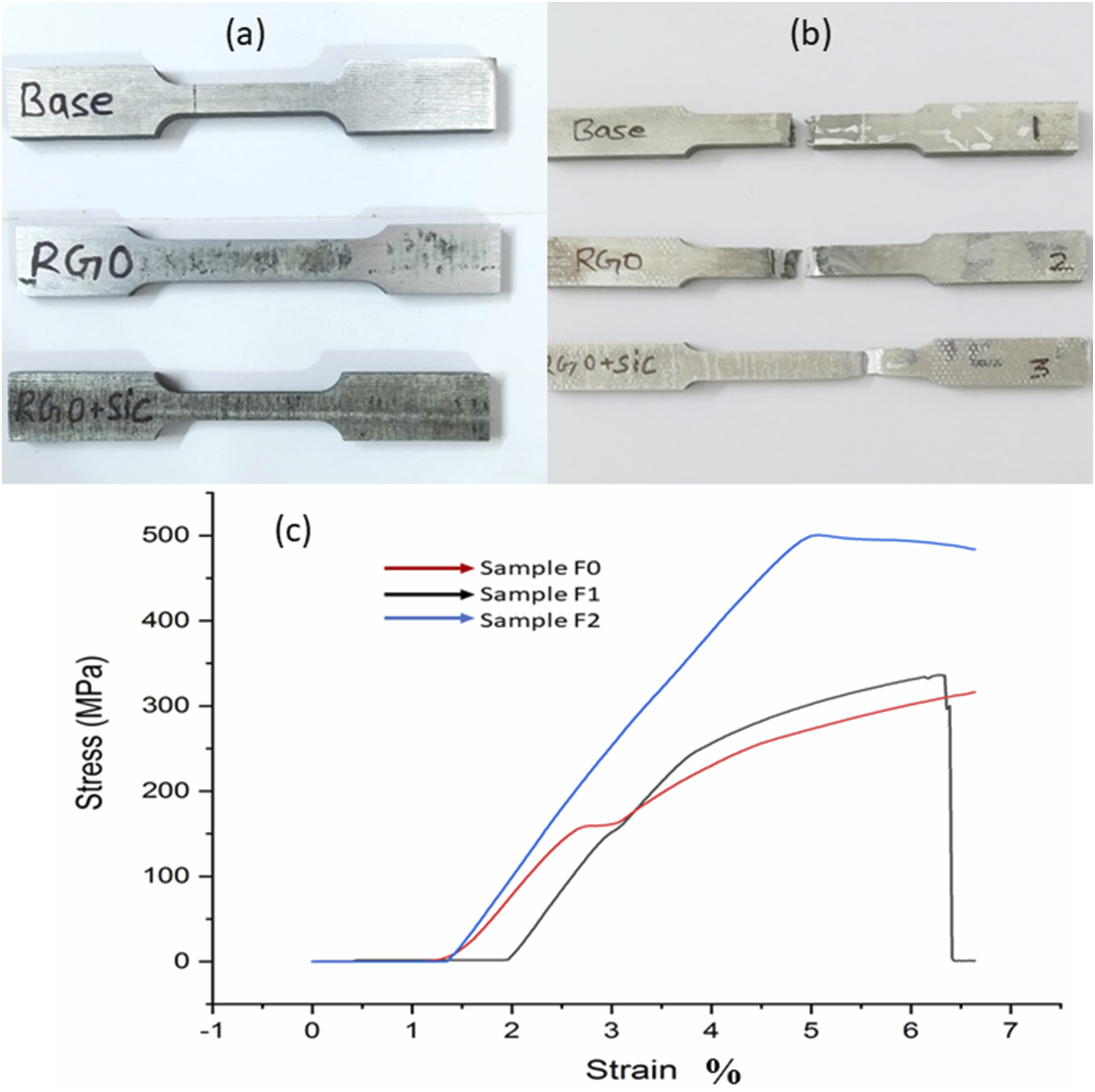
The tensile specimen sample from the transverse direction exhibited fracture at the place of intersection of heat-affected zone and base material. The outcomes indicate that the strength of the FSP zone is better than of the base material; however, alterations in the HAZ present a significant concern. The FSP specimens exhibited an enhancement in ultimate tensile strength, measuring 320 MPa and 495 MPa, compared to the base material’s strength of 295 MPa.
The treated zone exhibits optimal tensile strength according to the Hall-Petch relationship.61,62 SEM micrograph was used to analyse the fracture surface in order to investigate the tensile fracture behavior of synthesized hybrid-surface composite specimens. It was observed that in the FSP specimen, the fracture originated from the upper surface of the SZ. It is a well-established fact that the variation in fracture locations aligns with the microstructural characteristics when heat transfer during FSP is taken into account. The uniform dispersion of particles without agglomeration is, hence, the most important need for the successful fabrication of composite. The Fractography of the samples shown in Figure 13. The dimple structures in the hybrid AA7050rGO-SiC surface composite on the fractured surface were more intense and finer than those in the base and mono composites, as shown in Figure 13(c) that indicating a higher amount of energy was utilized before fracture occurred in that location.
63
The occurrence of densely populated deep dimples in this specimen during tensile analysis signifies significant plastic deformations attributed to the dynamic recrystallization and particle-pinning effect created by the FSP before fracture, indicating ductile failure.64,65 The fracture is located at the interface of heat-affected zone (HAZ) and thermo-mechanical affected zone (TMAZ)on the retreating side(RS)(Figure 12(b)). The simultaneous enhancement in ductility (16%) and strength (495 MPa) in hybrid MMCs, the primary reason for this is the reduced interparticle spacing in the stir zone, which facilitates fine grain refinement and dislocation movement. This phenomenon prevents the breakage of the samples during tensile testing, resulting in greater ductility compared to the as-cast samples.66,67 Also, the synergistic impact of grain refinement generated by dynamic recrystallization during friction stir processing, along with enhanced Orowan strengthening resulting from the homogeneity and uniform distribution of SiC particles. According to the Hall-Petch relation, strength is increased by the formation of finer grains after the FSP.
67
The notable enhancement in elongation to failure is attributed to the fracture of the cast dendritic structure, the formation of a well-defined grain structure, and eliminating of segregation or aggregation of SiC particles along with other casting imperfections. The enhancement of ductility with tool rotation results from superior mixing and sufficient bonding of reinforcements inside the matrix.
35
Fractography of sample (a) base (b) base with rGO (c) base with SiC and rGO.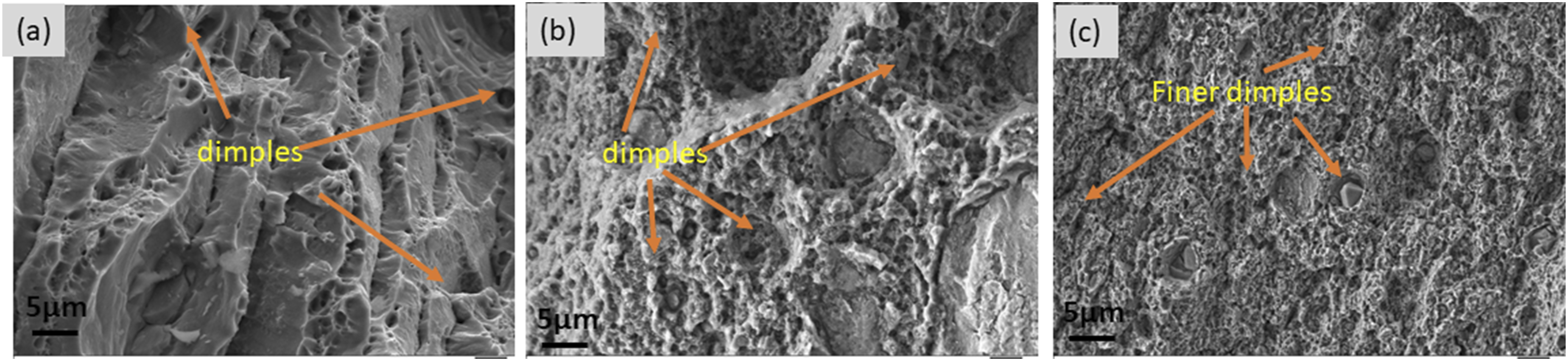
Conclusion
In this work, the friction stir processing method was used to create Aluminum hybrid composites. The mechanical and microstructural properties were evaluated. The following were the conclusions drawn: • AHMMCs were successfully manufactured using a hybrid Nano-particle reinforcement of rGO and SiC, employing equal proportion (50%-50%) of both materials by the FSP method. • Microstructural analysis indicates that the unaffected zone displays elongated grains, while the stir zone shows an ultrafine-grained microstructure due to the influence of severe plastic deformation. The interface is presented in an optimal manner, free from any defects. • Grain refining occurred in AHMMCs due to dynamic recrystallization which occurs thermo-mechanical action of FSP. The contribution of the FSP being approximately 80%–90%, while the pinning effect contributed around 10%–20%. The FSP zones (BM, HAZ, TMAZ, and SZ) are easily distinguishable. Overall, specimens’ average grain size decreased following FSP, particularly those that were FSPed AA7050/rGO and FSPed AA7050/rGO-SiC. • The SEM image indicates that the dispersion of reinforcement particles within the aluminum matrix was virtually uniform. XRD data verify that no undesirable intermetallic compounds were generated during FSP. • In comparison to AA7050 as received, the microhardness of the FSPed AA7050-rGO and FSPed AA7050rGO-SiC specimens enhanced due to the inclusion of hard reinforcement and grain refinement. The maximum microhardness of 235HV is attained in FSPed AA7050rGO-SiC, attributed to the predominant role of SiC in grain refinement and grain growth inhibitors and preventing the generation of large grains relative to reduced graphene oxide. • In comparison to the AA7050 matrix material, the rGO and SiC reinforced composite specimens exhibit superior ultimate tensile strength under both conditions due to strengthening effect including grain refinement through dynamic recrystallization, particle-pinning effect and hard SiC particle during FSP.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.