
Abstract
Poor dispersion and insufficient interface strength have always been the major obstacles hindering the development of multi-walled carbon nanotube reinforced magnesium-based composites (MWCNTs/Mg). In this study, the finer magnesium powder with a higher surface area enabled the better dispersion of multi-walled carbon nanotubes, thereby significantly enhancing the mechanical properties of the MWCNTs/Mg composites. Furthermore, by incorporating copper-coated multi-walled carbon nanotubes (Cu-MWCNTs) into the magnesium matrix, Cu2Mg and CuMg2 phases were formed, which in turn strengthened the interface between the reinforcement and the matrix. The optimal content of multi-walled carbon nanotubes was found to be 0.75 vol.%; compared with the refined magnesium matrix, the composite’s strength was increased by 48% to 226% without the sacrifice of toughness. Its ultimate tensile strength, yield strength and elongation reached 428 MPa, 337 MPa and 5.7%, respectively. However, an excessive addition of multi-walled carbon nanotubes would lead to nanoparticle agglomeration, which consequently compromised the composite’s mechanical strength and crack propagation resistance. This study demonstrates that copper-coated multi-walled carbon nanotubes act as highly efficient reinforcements in magnesium-based composites, and it also emphasizes that achieving a homogeneous dispersion of MWCNTs is an essential prerequisite for significantly improving the mechanical properties of such composites.
Introduction
Magnesium-based composites are prized for their exceptional mechanical performance, most notably their high strength-to-weight ratio and superior damping capacity.1,2 These characteristics position them as promising candidates for demanding applications across transportation infrastructure, aerospace systems, and the 3C electronics industry-encompassing computing devices, telecommunications hardware, and consumer digital products. 3 Multi-walled carbon nanotubes (MWCNTs) exhibit an exceptionally high length-to-diameter ratio and outstanding mechanical performance.4–6 When used as reinforcements in magnesium-based (MWCNTs/Mg) composites, MWCNTs can further enhance the specific strength and even the toughness of the composites, 7 thus expanding the application fields of magnesium-based materials.
However, these materials face challenges, including the difficulty in obtaining a even dispersion of MWCNTs and poor interface adhesion. 8 Many researchers have conducted numerous studies for better dispersion quality of MWCNTs in Mg matrix. L. Wang et al. 9 incorporated 0.2% nickel-coated carbon nanotube (CNT) into WE43 magnesium alloy via laser directed energy deposition, resulting in a 45.8% improvement in its wear resistance. F. Meng et al. 10 first treated the CNT surface to prepare special D-CNTs (a kind of dispersed CNT)), and then fabricated a 0.6 wt.% D-CNT/ZK61 composite via powder metallurgy. The composite achieved a 52.3% increase in thermal conductivity, with an ultimate tensile strength (UTS) of 354 MPa, and elongation of 14%. M. Zhou et al. 11 improved the dispersion of CNTs in the (5%SiC+0.5%CNTs)/AZ61 composite through two passes of equal channel angular pressing at 250°C, successfully achieving grain refinement and texture weakening. The final composite has the best mechanical performance, with a UTS of 445 MPa, and elongation of 6%. Q. Zhang et al. 12 fabricated a laminated CNTs/AZ31 B magnesium alloy composite using selective electrophoretic deposition followed by hot pressing. Adding 0.5 wt.% CNTs increased the UTS and Young’s modulus by 30.3% and 10.5%, respectively. Özer, E. et al. 13 prepared a Mg-3Zn-based composite with 1 vol.% CNT and 14 vol.% TiB2 through 4 h of high-energy ball milling at 300 rpm, followed by 600 MPa cold pressing and pressureless sintering. The resulting composite exhibited a grain size smaller than 100 nm, leading to a 46.3% increase in compressive strength, while the fracture strain was 7.8%. K.R. Padmavathi 14 added 6 wt.% CNTs to the AZ91D/SiC nanocomposite using the stir casting technique under semisolid state combined with ultrasonic vibration, which enhanced the composite’s tensile yield strength (YS, 174 ± 1.5 MPa) and UTS (271 ± 1.6 MPa). Among these techniques, powder metallurgy stands out as one of the most effective. 15
Despite extensive research, the optimal MWCNTs volume fraction that can provide the best performance in Mg matrix composites mainly remains between 0.125% and 0.6% in some existing studies.7,9–11 This indicates that the amount of MWCNTs that can be accommodated in the available space is limited, meaning the matrix can only host a limited volume of MWCNTs. To ensure a high concentration of uniformly distributed MWCNTs, it is necessary to increase the available space that can accommodate them. Given that MWCNTs are primarily distributed on the surface of metal particles 16 in both whole and semi powder metallurgy method, the greater the specific surface area of Mg particle, the more MWCNTs it can accommodate. Therefore, this study explores the use of ball milling to reduce the diameter of Mg particles and increase their surface area, thereby expanding the surface area available for accommodating MWCNTs. The goal is to achieve a higher volume fraction of uniformly dispersed MWCNTs and, consequently, to obtain MWCNTs/refined Mg composites with enhanced mechanical properties.
Additionally, the interfacial bonding between MWCNTs and the magnesium matrix is also one of the key factors influencing the performance of the composite. 16 In this study, copper-coated MWCNTs (Cu-MWCNTs) were used as the raw material. First, the solubility of copper in the magnesium matrix is extremely low, which can ensure that it can exist relatively stably near the interface. Second, there is no reaction between copper and CNTs, so it will not damage the structure of CNTs. Third, the amount of copper added is very small, and its influence on the corrosion resistance of the magnesium matrix is limited. Fourth, previous studies have added copper particles to the magnesium matrix as reinforcing phases Ref. 17, proving the feasibility of adding copper to magnesium. Therefore, in this study, copper is introduced into the CNTs/Mg interface. Additionally, there are many studies on coating copper onto the surface of CNTs, such as Ref. 18. By utilizing the copper coating as an interlayer, effective stress transmission occurs from the metal matrix material to MWCNTs, thereby enhancing the performance of the MWCNTs/refined Mg composite.
In summary, the poor dispersion of CNTs and the insufficient bonding strength at the CNT/Mg interface have always been the main obstacles hindering the improvement of the mechanical properties of MWCNTs/Mg composites. In this study, the authors used finer magnesium powder with a higher surface area to significantly improve the dispersion of multi-walled carbon nanotubes, and by incorporating Cu-MWCNTs into the magnesium matrix, Cu2Mg and CuMg2 phases were formed near the interface to strengthen the interface. As a result, the mechanical properties of MWCNTs/Mg composites were significantly improved.
Materials and methods
The pure Mg powder (25 µm) and the MWCNTs (<10 µm length, and 30–50 nm outer diameter) were employed. Then these MWCNTs were coated by copper particle through electroless plating process. 7
Preparation of composites
The fabrication process of the composites involved magnesium powder refinement, ball milling mixing with reinforcement, vacuum pressing sintering, and extrusion (Figure 1). Schematic diagram of how Cu-coated MWCNTs/refined Mg composites is prepared.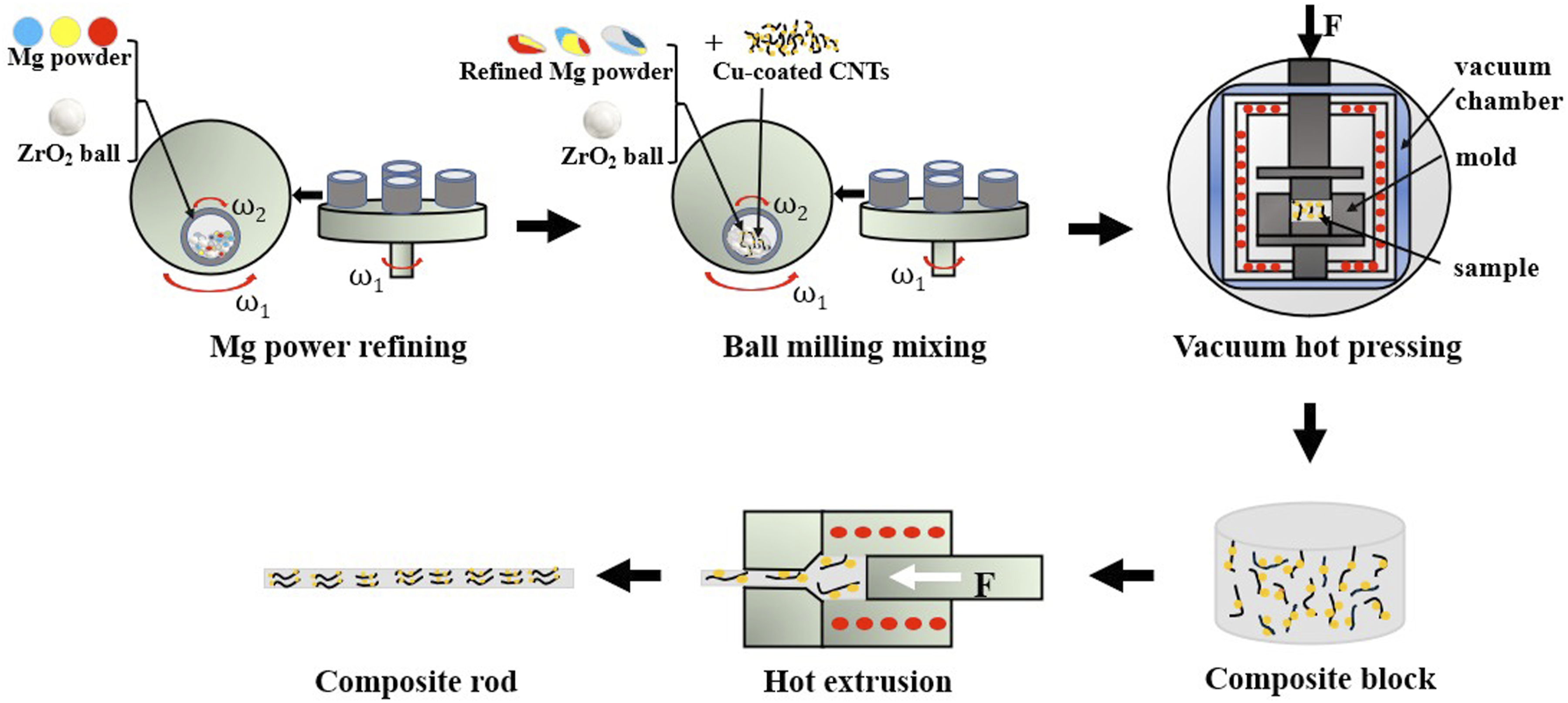
Firstly, pure magnesium particles were refined by During the ball milling process, the dry grinding method is adopted. Ball milling at 230 rpm rotation speed for 40 h. Next, Cu-coated MWCNTs were mixed with the refined Mg powder via dry ball milling, based on the existing research.19–23 According to target MWCNT volume fractions of 0, 0.5%, 0.75%, 1%, and 1.25%, the required quantities of Cu-coated MWCNTs, Mg powder and ZrO2 balls were loaded into stainless steel tank. A MITR YXQM-4L planetary ball mill (China) was employed to mix them at 250 rpm for 3 h. The mass ratio of powder to ZrO2 balls was maintained at 1:10. During ball milling, the mixed powder is all in a sealed tank filled with argon gas.
Subsequently, the mixed powders were compacted in a hot press furnace (Centorr Vacuum Industries, America). The consolidation was carried out at 500°C under 40 MPa for a duration of 1 h, yielding cylindrical composite specimens with a 34.5 mm diameter. Finally, the pressed billets were subjected to extrusion at 400°C at a speed of 0.15 mm/s, resulting in Φ8 mm rods.
Characterization and mechanical testing
For microstructural characterization, composite samples were subjected to sequential preparation procedures including sectioning, polishing and etching prior to metallographic analysis. To conduct microstructure analysis, the composite material samples underwent a series of preparation procedures, including cutting, polishing and etching, before undergoing metallographic analysis. Subsequently, the morphologies of the starting powder, composite powder and bulk specimens were characterized via scanning electron microscopy (SEM, Zeiss Gemini SEM 300) and Electron Back-Scattered Diffraction (EBSD, EDAX—TSL), while their chemical and phase compositions were determined by energy-dispersive spectroscopy (EDS) and XRD (X-Ray Diffraction). For high-resolution transmission electron microscopy (HRTEM) observations, a JEOL 2010F HRTEM was utilized to investigate the interfacial structure of the multi-walled carbon nanotube/refined magnesium composites.
Tensile test pieces having a dog-bone shape and cross-section size of 12.5 × 3.2 × 2 mm3 were prepared for tests, which was performed in a tensile testing equipment (UZDL50, CMTE Co., Ltd) at a speed of 0.18 mm/min. The compressive stress-strain curve of the sample was measured from rectangular shaped specimen of 12.5 mm × 5 mm × 5 mm on mechanical testing system (CMT5305, Suns, Shenzhen, China) under a quasi-static loading condition. The average results obtained from the three tests were used to determine the final mechanical properties. The strain hardening ratio (SHR), work of fracture (WOF, which characterizes toughness
7
), toughening efficiency (T), and strengthening efficiency (S) of the composites were calculated using the following expressions:




Results
Microstructures
Figure 2 presents the as-received copper-coated multi-walled carbon nanotubes (MWCNTs). The nanotube surface is predominantly decorated with copper nanoparticles, with an average diameter of around 100 nm. Elemental mapping results confirm the homogeneous dispersion of these copper nanoparticles across the MWCNT surface. Trace levels of tin (Sn) and a minor fraction of oxygen (O) are also detected; the former is incorporated during the MWCNT sensitization treatment, while the latter arises from the mild oxidation of copper nanoparticles. Due to the exceptionally trace levels of these impurity elements, their influence on the ultimate performance of the composite is practically insignificant. Because the content of these impurity elements is extremely minute, their influence on the final performance of the composite material can almost be ignored. SEM and EDS figures of elements of Cu-coated MWCNTs.
Figure 3 illustrates the morphological evolution of pure magnesium (Mg) particles throughout the refinement process. The as-received magnesium powder exhibits a predominantly spherical particle shape with a measured mean diameter of 26.24 μm (Figure 2(a)). After 40 h of ball milling treatment, the powder particles transformed into flat plate-like structures, with a significant simultaneous reduction in particle size. The mean size of the wide face is 6.04 μm, and the thickness is approximately 1–3 μm. The surface area of the refined particle increases substantially compared to the original spherical magnesium powder, which facilitates the subsequent dispersion of MWCNTs on the magnesium powder surface. Additionally, after prolonged ball milling, the physical modification effect increases the surface activity of the magnesium powder, improving the interface adhesion between the Mg matrix and the MWCNTs. SEM images and particle size distribution of pure magnesium powder. (a, b) as-received state and (c, d) post-refining process.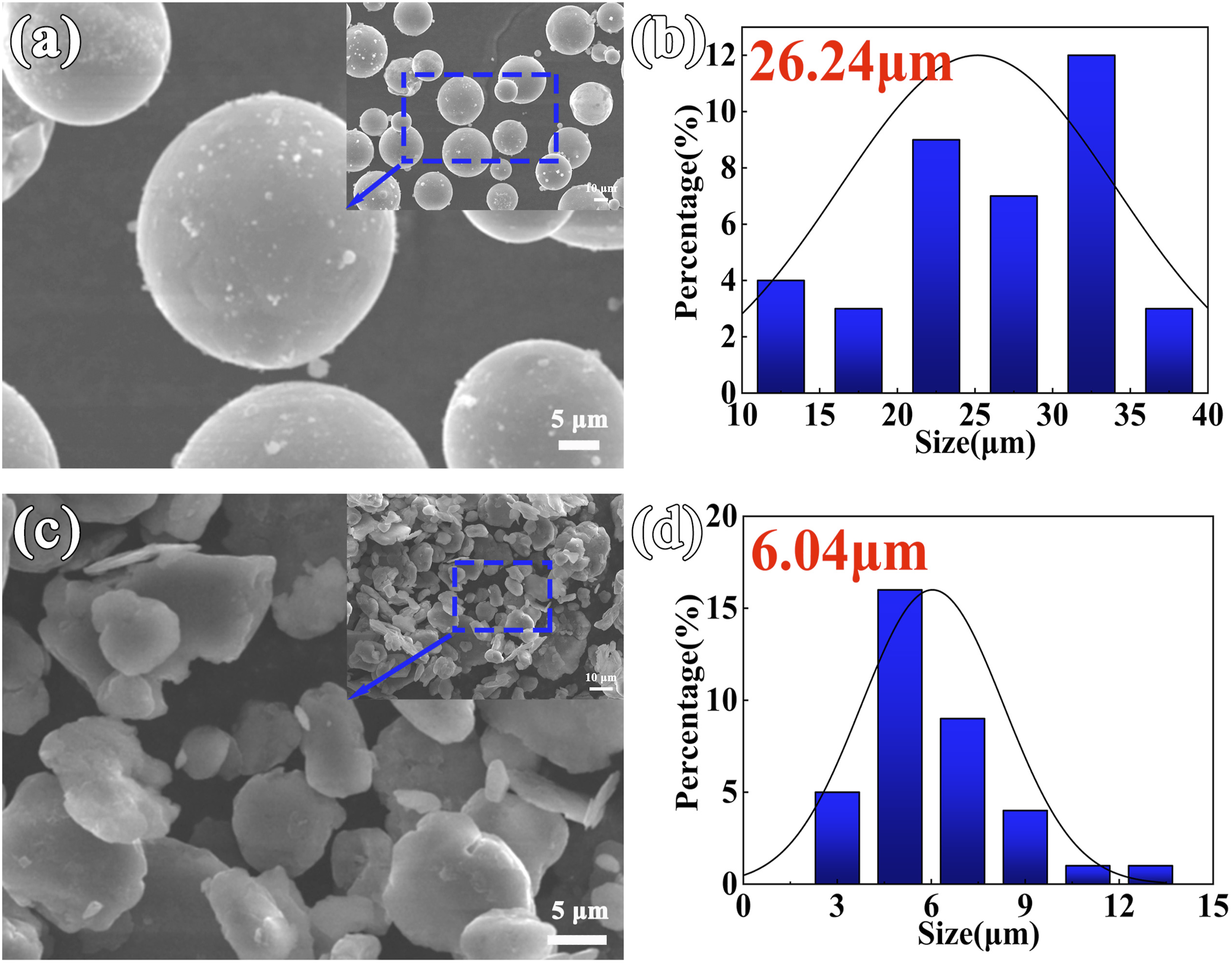
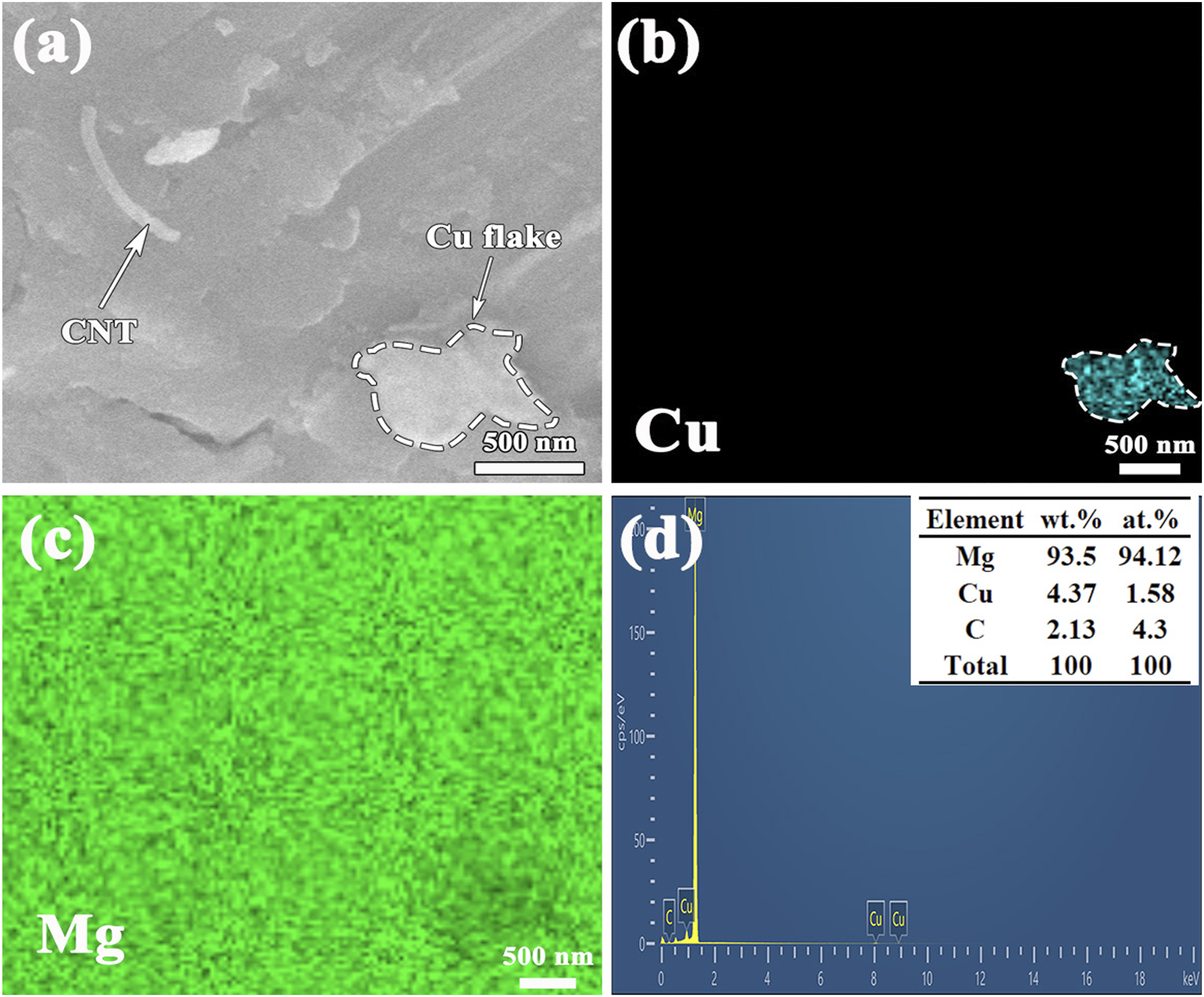
The addition of copper-coated MWCNTs to the ball-milled magnesium powder resulted in a mixed powder with varying MWCNTs contents, as shown in Figure 4. At low magnification, there is little visible difference in the morphology of the mixed powders with different MWCNTs contents. However, at higher magnification, due to the crushing and impact of the milling balls, the MWCNTs and the copper particles on the MWCNT surfaces are embedded into the magnesium powder surface. The EDS analysis in Figure 5 further confirms that the thin sheets embedded on the magnesium powder surface are copper. Moreover, the distribution of MWCNTs varies significantly with different MWCNTs contents. At 0.5% MWCNTs content, no agglomeration of MWCNTs is observed on the magnesium matrix surface, and the copper-coated carbon nanotubes are evenly impacted onto the Mg matrix surface, as shown in Figure 4(c). At 0.75% MWCNTs content, small agglomerates start to appear. As the MWCNTs content rises, the size of the agglomerates gradually increases. At 1.25% MWCNTs content, the MWCNT agglomerates reach a size of nearly 4 μm. SEM maps of MWCNTs/refined Mg powder with different volume fractions of MWCNTs. (a b and c) 0.5 vol.%, (d) 0.75 vol.%, (e) 1 vol.% and (b, f) 1.25 vol.%. Distribution of elements in EDS maps of 0.5% MWCNTs/refined Mg composite. (a) SEM topography, (b) Cu, (c) Mg and (d) spectra.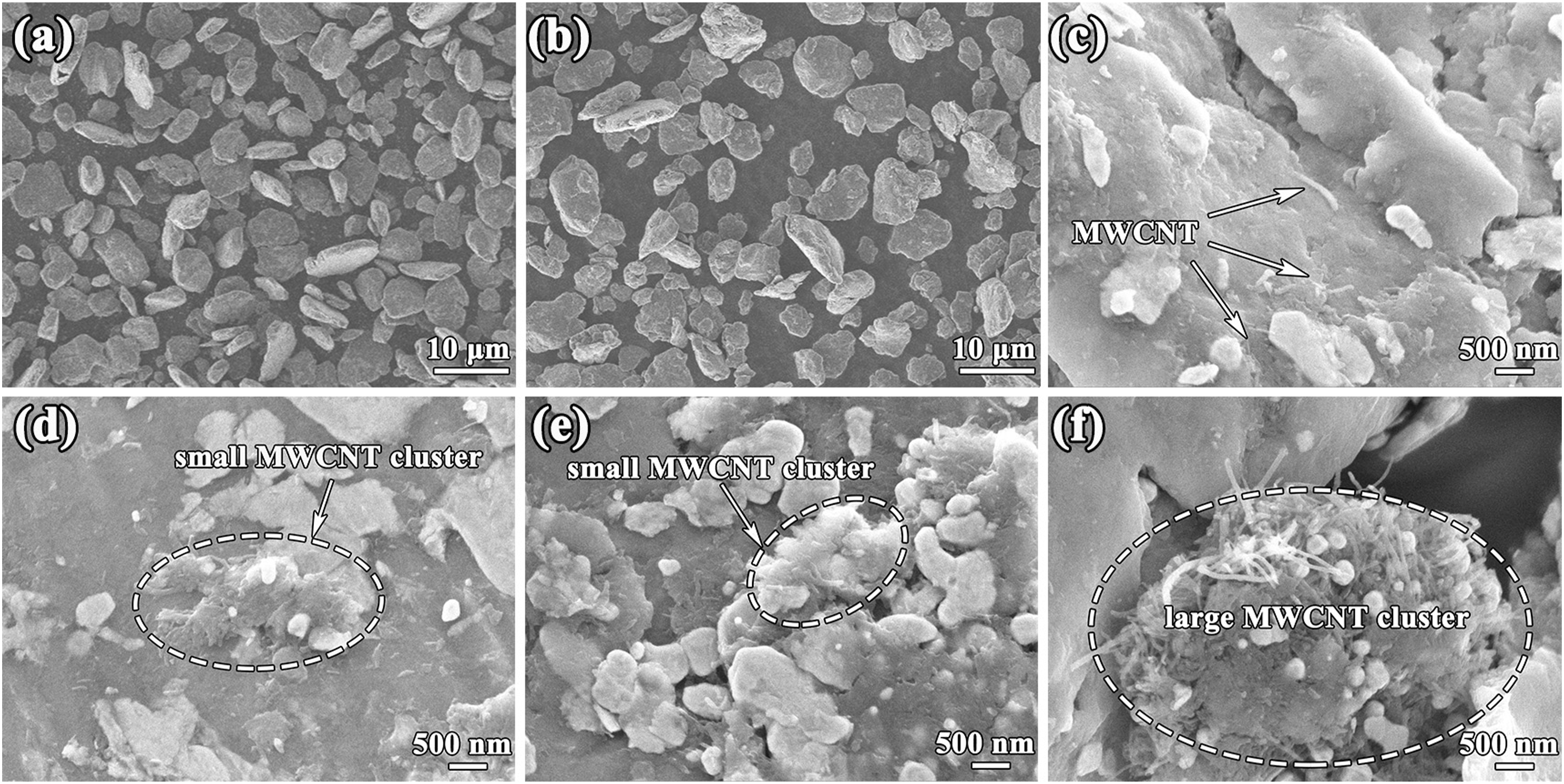
Compared to the unrefined magnesium powder, 7 the refined pure magnesium powder has smaller particle sizes and increased specific surface area, which improves the dispersion of MWCNTs, allowing for a higher fraction of MWCNTs to be uniformly dispersed in the Mg matrix.
The rod-shaped MWCNTs/refined Mg composites were prepared through hot pressing and extrusion. The magnesium matrix inverse pole figure obtained through EBSD testing is shown in Figure 6. After adding MWCNTs, the grain size of MWCNTs/refined Mg composite was refined. At a CNT content of 1%, the grain size reduced from 1.79 μm for pure magnesium to 1.37 μm. This demonstrates that the addition of MWCNTs, which are pinned near the particle boundaries (i.e., the later formed grain boundaries), affects the recrystallization process during sintering and extrusion, thereby inhibiting grain growth. Similar results, where the addition of MWCNTs leads to grain refinement of the matrix, have also been reported in other studies.
7
EBSD inverse pole figure (a-e) and grain size distribution diagram (f) of MWCNTs/refined Mg composites having varying volume fractions. (a) refined Mg, (b) 0.5 vol.%, (c) 0.75 vol.%, (d) 1 vol.% and (e) 1.25 vol.%.
Figures 7 and 8 show the phase distribution maps and phase content variations of MWCNTs/refined Mg composites with different MWCNTs contents, obtained through EBSD. At 0.5% MWCNTs content, only a single Mg phase is present. When the MWCNTs content is 0.75%, a granular CuMg2 phase with a volume fraction of 12% begins to appear around the Mg grain boundaries, with particle sizes smaller than 2 μm. As the MWCNTs content increases, the size of the CuMg2 phase particles rises, and its volume fraction grows to 16%. At 1.25% MWCNTs content, a minor Cu2Mg phase begins to appear near the Mg grain boundaries, with a volume fraction of only 3%. EBSD phase distribution of MWCNTs/refined Mg composites with different volume fractions of MWCNTs. (a, e and i) 0.5 vol.%, (b, f and j) 0.75 vol.%, (c, g and k) 1vol.% and (d, h and l) 1.25 vol.%. Effect of MWCNTs volume fraction on phase composition of MWCNTs/refined Mg composites.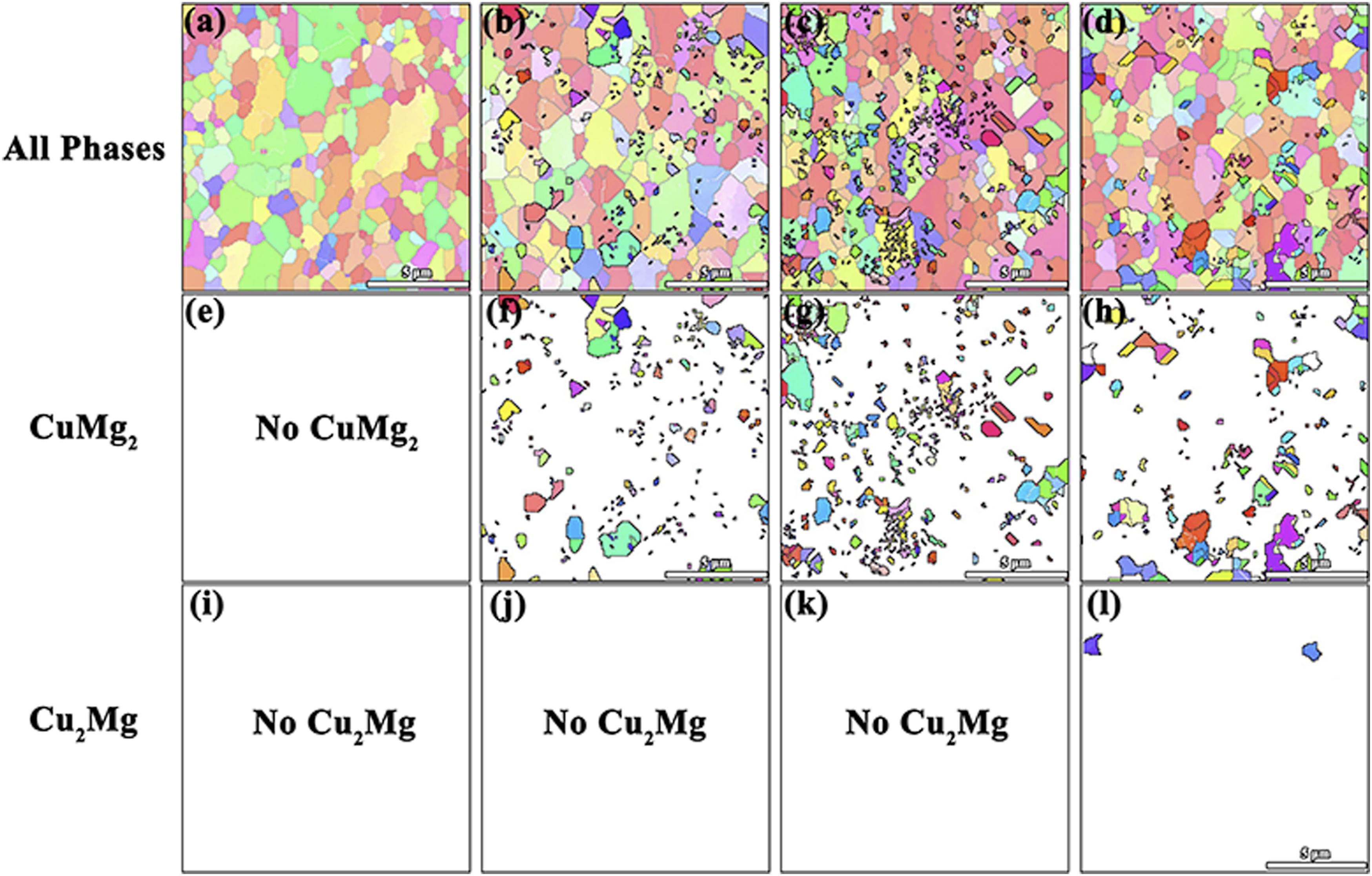
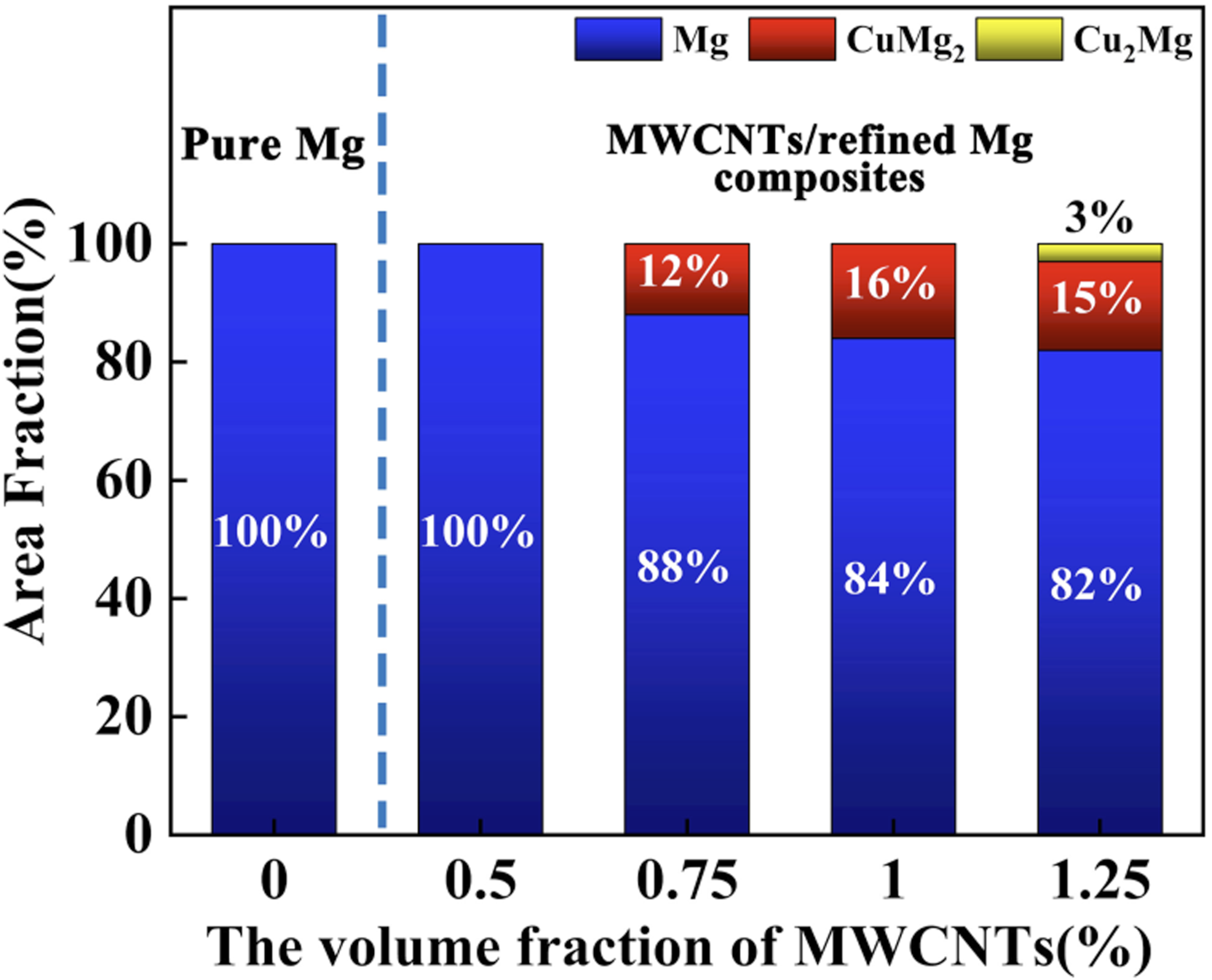
Figure 9 displays the XRD phase composition of MWCNTs/refined Mg composites with different MWCNTs contents. The primary phase in the composite is Mg. Between 0.5% and 1.0% MWCNTs content, only the CuMg2 phase is observed. When the CNT content reaches 1.25%, both CuMg2 and a small amount of Cu2Mg phases appear, which is consistent with the EBSD results (Figures 7 and 8). With 0.5% MWCNTs content, the CuMg2 phase is already present, but it may be too small in size and distributed at the CNT interfaces, which is why it was not detected in the EBSD results (Figure 7). XRD phase composition of MWCNTs/refined Mg composites with different volume fractions of MWCNTs.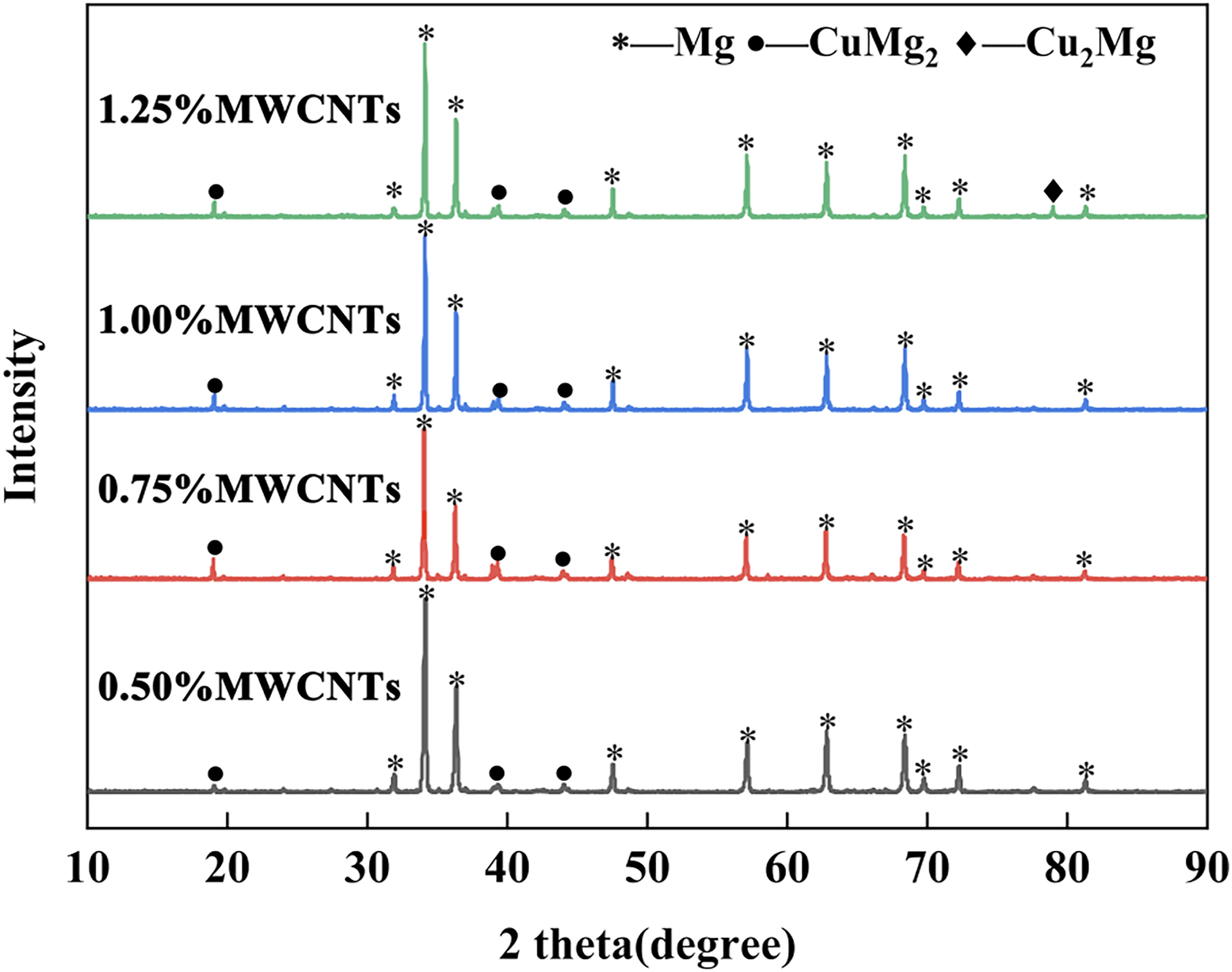
Figure 10 shows the EBSD pole figures (Figure 10(a)–(e)) and the variation of texture peak intensity (Figure 10(f)) for MWCNTs/refined Mg composites with different MWCNTs contents. Both pure magnesium and the composites exhibit a typical {10-10} extrusion texture. However, the texture intensity significantly decreases after the addition of MWCNTs, indicating a weakening of the texture. At 1% MWCNTs content, the texture peak intensity of the composite decreases from 16.5 for pure magnesium to 10.37, a reduction of 37%. This reduction in texture intensity is attributed to the addition of MWCNTs, which disrupts the texture formation during the processing.
24
EBSD pole diagram (a-e) and peak value of textures (f) of composites with different volume fractions of MWCNTs. (a) Pure Mg, (b) 0.5 vol.%, (c) 0.75 vol.%, (d) 1.0 vol.%, (e) 1.25 vol.% and (f) value of textures.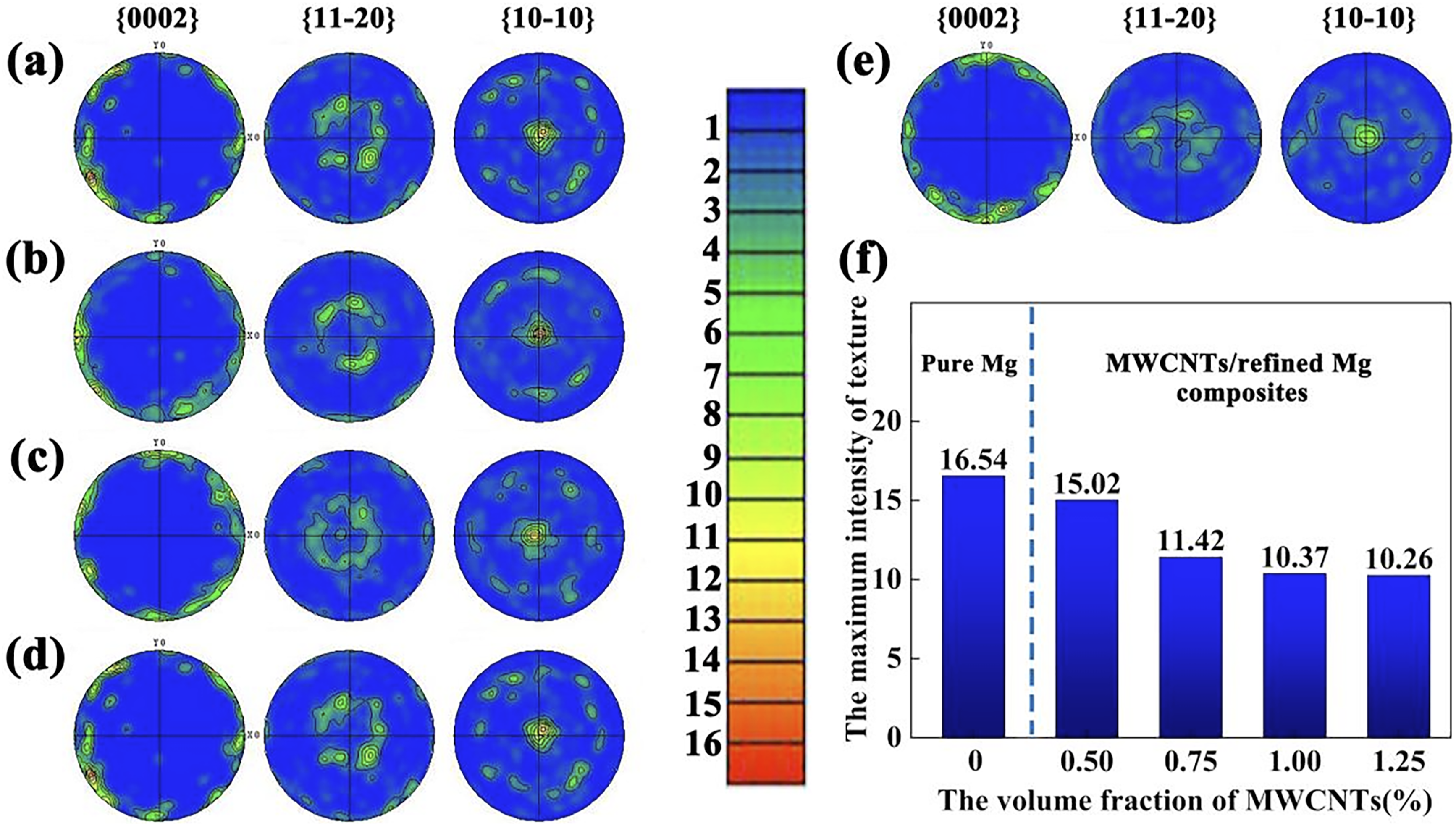
To further investigate the phase distribution in the composites, surface scans of EDS were conducted at low magnification on composites with different copper-coated MWCNTs contents, as shown in Figure 11. As the MWCNTs content increases, more Cu-enriched regions appear on the surface of the composite powder. The larger regions reach sizes of 2-3 μm, while the Mg distribution map begins to show light-colored areas of low content that correspond to the Cu-enriched regions. Additionally, the distribution of C elements is similar to that of Cu elements. Since MWCNTs are added in the form of copper-coated MWCNTs, the appearance of Cu and C element enrichment areas at higher MWCNTs content proves the occurrence of MWCNT agglomeration. The element composition at the grain boundaries and inside the grain revealed that at 1.25 vol.% MWCNTs content (Figure 10(c)), the C and Cu contents near the grain boundaries were significantly higher than inside the grains, indicating that the copper-coated carbon nanotubes tend to accumulate at the grain boundaries. The EBSD results shown in Figure 7 support this observation. Comparing the EDS result of MWCNTs/coarse Mg composite containing 1 vol.% MWCNTs,
7
the voids in the EDS distribution map of Mg are significantly smaller in this work. This demonstrates that the refinement of the powder improved the dispersion of MWCNTs and optimized the microstructure of the MWCNTs/refined Mg composites. SEM and EDS results of MWCNTs/refined Mg composites having varying CNT content. Element distribution of composites containing (a) 0.5% MWCNTs and (b) 1.25% MWCNTs. (c) Element composition at the grain boundary and inside the grains of 1.25% MWCNTs/refined Mg composites.
Interfacial structure of MWCNTs/Mg
Figure 12 shows the HRTEM result of 0.5% MWCNTs/refined Mg composite. Figure 12(a) shows the typical morphology at the interface between MWCNTs and the magnesium matrix. By performing inverse Fourier transforms on the characteristic regions in Fi. 12a, information about the interplanar spacing and angles between different crystal planes was obtained. By comparing this data with the labeled lattice parameters, phases (b) Mg, (c) CuMg2/Mg interface, (d) MWCNTs, (e) CuMg2, and (f) MWCNTs were identified. This confirms that the MWCNTs are well embedded into the Mg matrix, and the copper coating on the MWCNTs reacts with the Mg matrix to form CuMg2 intermetallic compounds, resulting in effective interfacial bonding. HRTEM micrographs of the MWCNTs/refined Mg interface within 0.5 vol.% MWCNTs/refined Mg composite. (a) Morphology, (b) Mg, (c) CuMg2/Mg interface, (d) MWCNTs, (e) CuMg2, (f) MWCNTs.
Figure 13 presents the HRTEM image of the 1.25% MWCNTs/refined Mg composite. The structure of the MWCNTs is relatively clear, indicating that their structure is not significantly damaged. At the MWCNTs interface, in addition to the formation of the CuMg2 intermediate phase, a Cu2Mg intermediate phase also appears. This indicates that as the MWCNTs content increases, the copper content also increases significantly, and the intermediate phases with higher copper content are more likely to form. HRTEM images of the MWCNTs/Mg interface in the 1.25 vol.% MWCNTs/refined Mg composite. (a) Overall morphology, (b) CuMg2, (c) MWCNTs, (d) CuMg2/Mg interface, (e) Cu2Mg, (f) CuMg2.
Tensile and compression properties
Figure 14 shows the tensile stress-strain curves and performance data for MWCNTs/refined Mg composites with varying MWCNTs contents. After incorporating copper-coated carbon nanotubes, the UTS and YS of the composite significantly rose, while the elongation slightly reduced. As the MWCNTs fraction increases, both YS and UTS first increase and then decrease. At 0.75 vol.% MWCNTs content, the UTS and YS of the composite achieved 428 MPa and 337 MPa, respectively, with an elongation of 5.7%. Compared to the refined matrix, the UTS and YS were improved by 48% and 55%, respectively. The tensile fracture toughness (WOF) was nearly the same as that of refined magnesium. This demonstrates that adding MWCNTs significantly strengthens the matrix without reducing the toughness of the composite. In Figure 14(c), compared to pure magnesium, the composite shows a higher strain hardening ratio. The peak value of the 0.75 vol.% MWCNTs/refined Mg composite reached 101.6 MPa-1, which is an increase of 52% over pure magnesium, confirming that the addition of MWCNTs hinders dislocation slip, increases deformation resistance, and enhances the strain hardening process, resulting in higher strength. In Figure 14(d), the strengthening efficiency of the 0.75 vol.% MWCNTs/refined Mg composite reaches a maximum of 64.3%. Tensile properties of MWCNTs/refined Mg composites containing varying MWCNT fraction. (a) stress-strain curve, (b) tensile property values, (c) strain hardening ratio and (d) toughening and strengthening efficiency.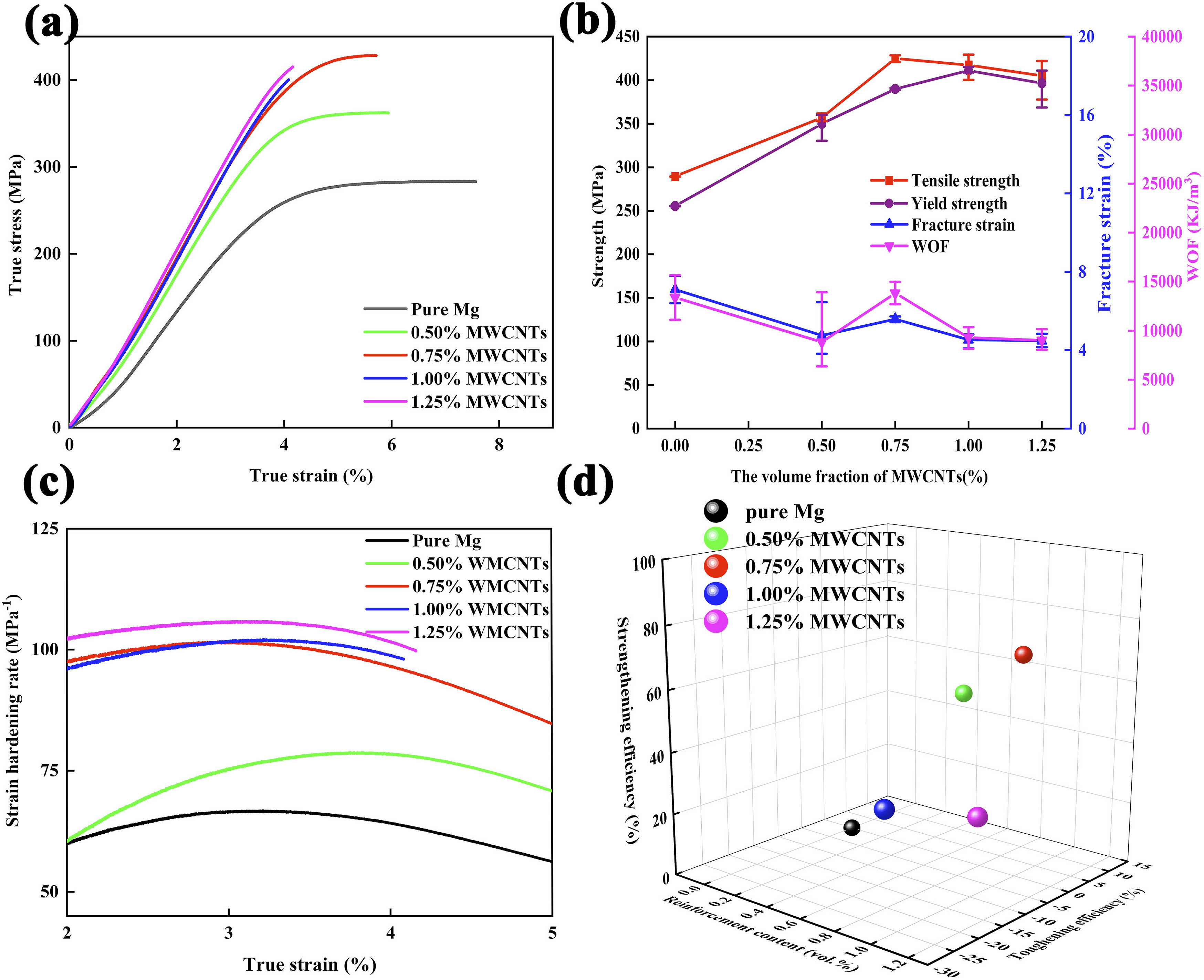
When the MWCNTs content is 0.75 vol.%, the composite reaches its maximum UTS. Comparing this with the MWCNTs/coarse Mg composite, which reached the maximum UTS at 0.125 vol.% MWCNTs content, 7 it can be concluded that MWCNTs achieve better dispersion in the refined pure magnesium powder, allowing a higher amount of MWCNTs to be uniformly dispersed into the magnesium matrix, thereby continuously enhancing the reinforcing effect.
The compression stress-strain curves and performance data for MWCNTs/refined Mg composites with different MWCNTs contents is shown in Figure 15. After the addition of MWCNTs, both the UTS and YS of MWCNTs/refined Mg composite rose significantly. At a CNT volume fraction of 0.75 vol.%, the UTS and YS reached 423 MPa and 347 MPa, respectively, with a fracture strain of 11.5%. Compared with the refined matrix, the UTS and YS rose by 58.6% and 226%, respectively. Compression properties of MWCNTs/refined Mg composites containing varying MWCNT fraction. (a) stress-strain curve, (b) compression property values, (c) strain hardening ratio and (d) toughening and strengthening efficiency.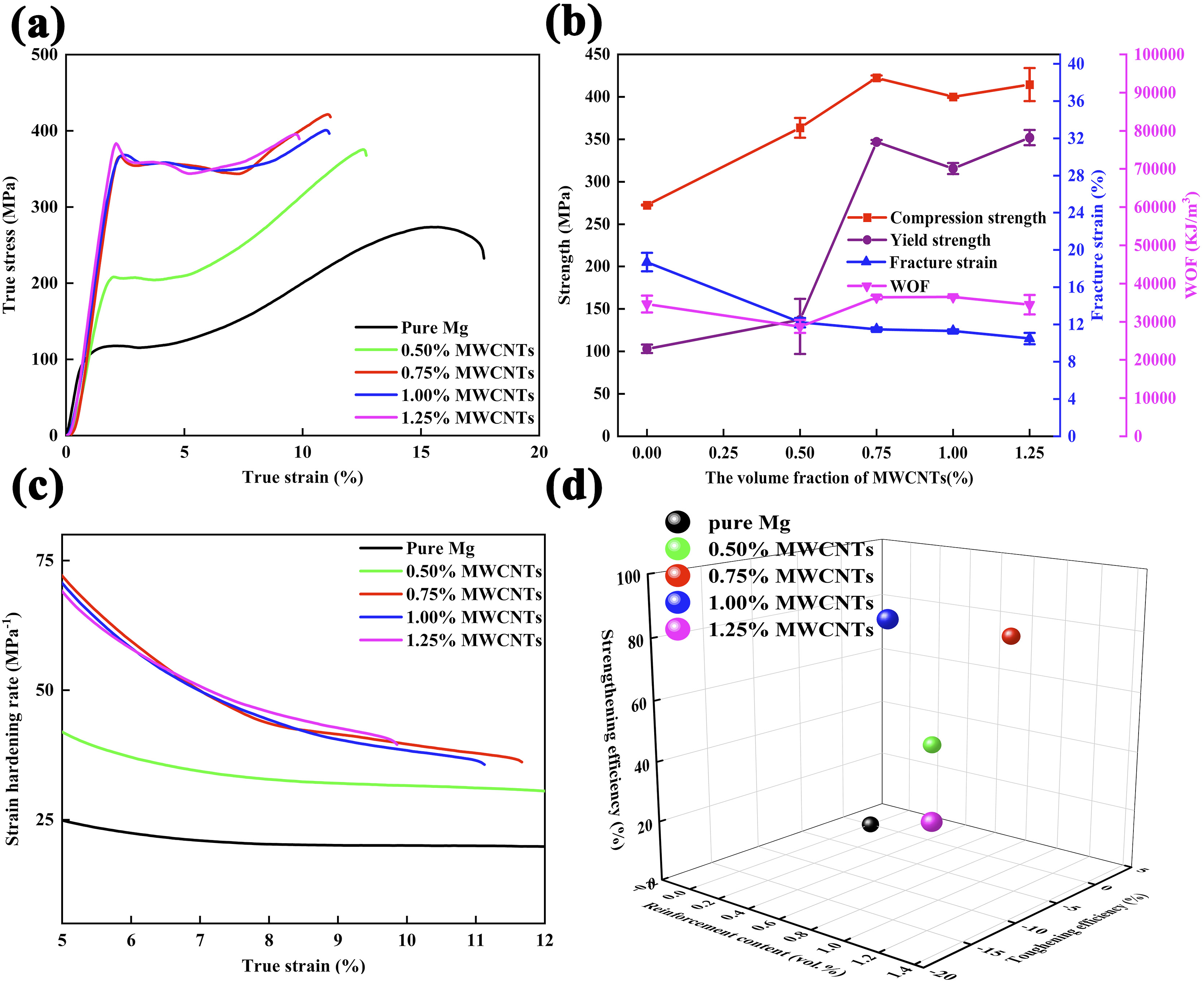
Overall, compared to tensile testing, the composite exhibited higher plasticity and stronger strength-ductility efficiency in compression testing. The strengthening efficiency and toughening efficiency of the 0.75 vol.% MWCNTs/refined Mg composite reached 73.7% and 3.3%, respectively. This is because, in tensile testing, cracks are more likely to nucleate and propagate due to stress concentration under unidirectional tensile stress. However, in compression testing, the material is subjected to triaxial compressive stress, making internal crack sources more likely to be compressed and less likely to nucleate or propagate, thus exhibiting higher plasticity and toughness.
Comparison of tensile properties of the current study with previously reported Mg-based composites.
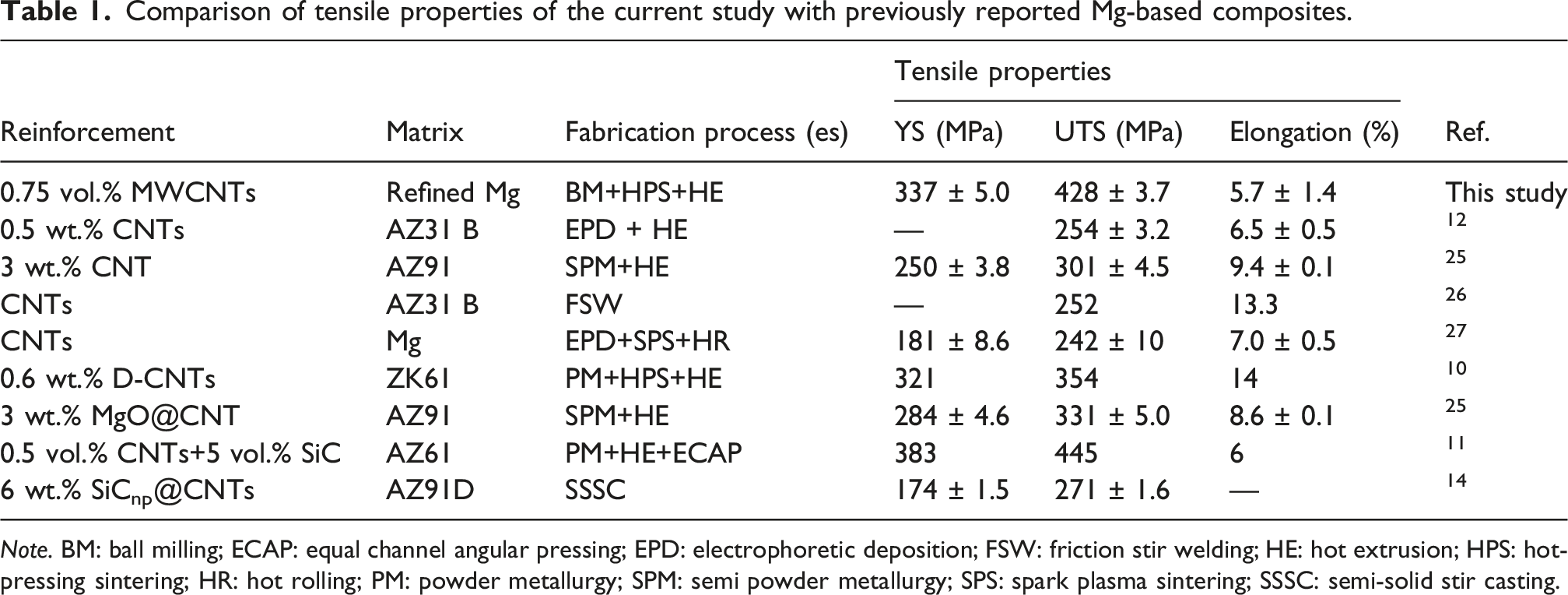
Note. BM: ball milling; ECAP: equal channel angular pressing; EPD: electrophoretic deposition; FSW: friction stir welding; HE: hot extrusion; HPS: hot-pressing sintering; HR: hot rolling; PM: powder metallurgy; SPM: semi powder metallurgy; SPS: spark plasma sintering; SSSC: semi-solid stir casting.
Fracture behavior
Figure 16 illustrates the morphology of the fracture surface for MWCNTs/refined Mg composites under varying MWCNTs contents. In the fracture surface of the refined Mg (Figure 16(a) and (b)), no significant cleavage platforms or obvious dimples were observed. Some particles were scattered on the surface, and their sizes were close to the grain size. This indicates that cracking along the grain boundaries was the primary mode of fracture, which is a common fracture mechanism in fine-grained metals.
28
SEM images of fracture surface in refined Mg and Cu-coated MWCNTs/refined Mg composites having varying CNT fractions. (a-b) refined Mg, (cd) 0.5% and (e-f) 1.25%.
At lower MWCNTs contents (Figure 16(c) and (d)), the fracture surface revealed pulled-out MWCNTs, indicating their role in bridging and load transfer. Copper-coated carbon nanotubes can effectively disperse loads and prevent crack propagation, thereby strengthening the matrix. When the applied load reaches the maximum limit that the multi-walled carbon nanotubes can withstand in relation to the matrix, these multi-walled carbon nanotubes will be pulled out from the matrix.
At higher MWCNTs contents (Figure 16(e) and (f)), MWCNT agglomerates appeared on the fracture surface. This indicates that when there is a higher amount of MWCNTs, they fail to disperse evenly. These agglomerates are loose inside, and during deformation, they cannot withstand a large load, leading to stress accumulation at the boundaries of the MWCNTs agglomerates in the matrix. This results in crack initiation at the agglomerates, and cracks propagate along the crack tips, leading to further fracture.
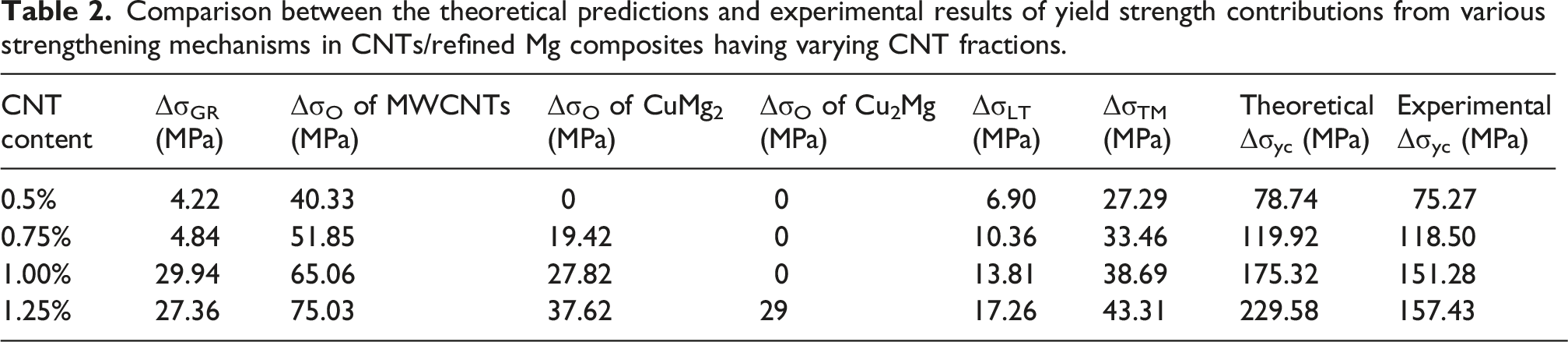
Theoretical calculation of the contribution values of strengthening mechanisms
In essence, the enhanced mechanical performance of MWCNTs/refined Mg composite is attributed to the synergistic contributions of multiple mechanisms: grain refinement, Orowan, load transfer, and thermal expansion mismatch. This study presents a theoretical evaluation of each individual strengthening contribution on YS, such as grain refinement (ΔσGR), Orowan mechanism (ΔσO, Orowan–Ashby model
7
), thermal mismatch (ΔσTM,
7
), load-transfer contribution of MWCNTs (σLT,
29
), the overall yield strength σyc are evaluated using the Formula (5)–(11), respectively.






Comparison between the theoretical predictions and experimental results of yield strength contributions from various strengthening mechanisms in CNTs/refined Mg composites having varying CNT fractions.
Discussion
Figure 17 schematically shows the ball milling process and microstructure of MWCNTs/refined Mg composites. The role of MWCNTs on the performance of Mg based composites is complex and depends heavily on their dispersion within the matrix. The MWCNTs/refined Mg composites achieved optimal performance with a significantly higher MWCNTs content (0.75 vol. %) than the unrefined Mg composites (0.125 vol. %).
7
In this study, it was found that refining the magnesium powder before incorporating the MWCNTs significantly improved the dispersion of the carbon nanotubes. The refined magnesium particles, with their increased specific surface area, facilitate the homogeneous dispersion of multi-walled carbon nanotubes (MWCNTs), thereby significantly enhancing the performance of MWCNT/refined Mg composites. The composite containing 0.75 vol% MWCNTs exhibited the highest tensile performance, achieving a 49% increase in ultimate tensile strength and a 55% rise in yield strength relative to the refined magnesium matrix. Schematic representation of the fabrication process and microstructure of MWCNTs/refined Mg composites.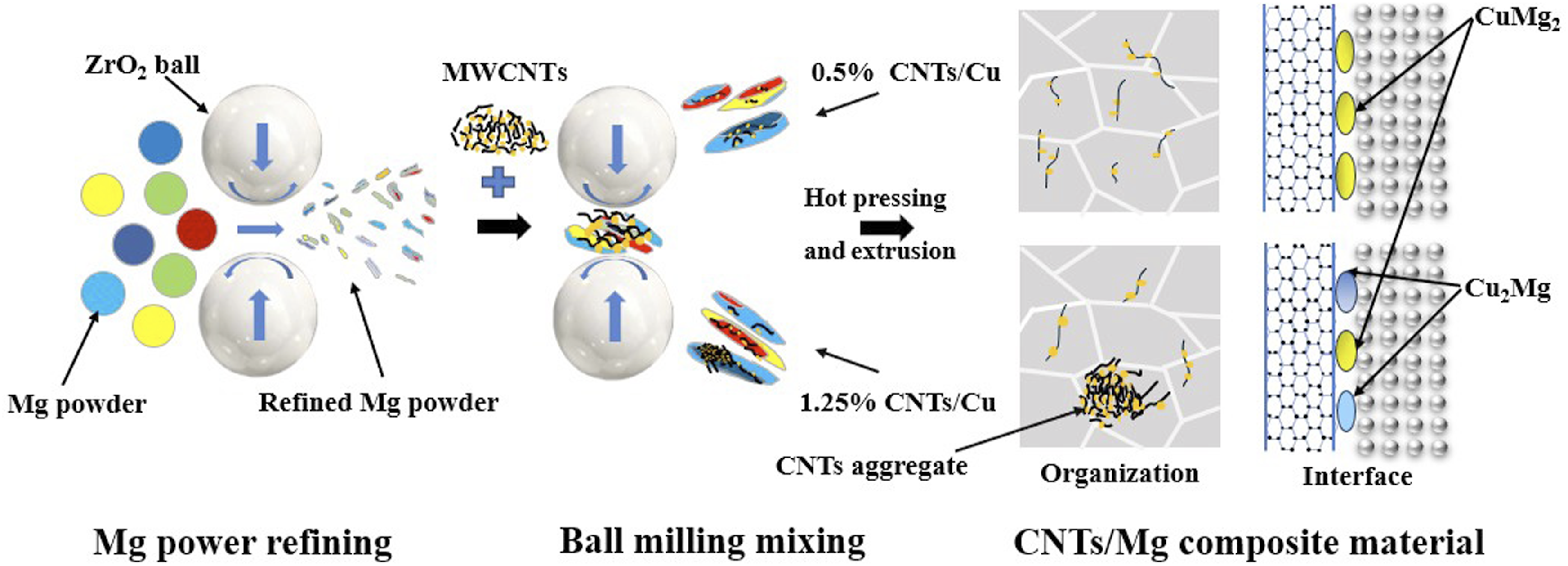
Copper plating on multi-walled carbon nanotubes (MWCNTs) is crucial for enhancing the MWCNT-Mg interfacial bonding, as copper reacts with the magnesium matrix to form CuMg2 and Cu2Mg intermetallic compounds during preparation. The interface reaction between the copper layer of CNTs and the magnesium matrix produces CuMg2 phase with coherent or semi-coherent interface, which significantly improve the interface bonding. This is confirmed by the fracture surface observation results (Figure 16), and the enhanced bonding enables effective stress transfer while inhibiting crack propagation. In the field of composite materials, the formation of interface phases at the interface is a typical chemical reaction interface, which has the advantage of strong interface bonding force. 7 Furthermore, copper-functionalized MWCNTs act as load carriers, preventing the early initiation of cracks and maintaining the composite’s strength under applied stress. However, there is a trade-off regarding the MWCNT content: a low content can effectively bridge cracks, whereas a high content induces agglomeration, which causes stress concentration and crack initiation, thereby reducing the material’s toughness. In addition, the CuMg2 and Cu2Mg phases may further reinforce the composite by restricting grain growth during the sintering process.
Fracture surface analysis indicates that the fracture mechanism is significantly dependent on the content of multi-walled carbon nanotubes (MWCNTs): at low doses, carbon nanotubes inhibit crack propagation, while at high contents, their agglomeration leads to premature crack initiation and rapid propagation. This trend further demonstrates that controlling the content of MWCNTs and ensuring their uniform dispersion are the core keys to optimizing the performance of MWCNT/refined magnesium composites.
In conclusion, the experimental results highlight the crucial role that the content and dispersion state of MWCNTs play in regulating the overall performance of MWCNT-reinforced magnesium-based composites. Furthermore, this study provides valuable insights into the challenges associated with achieving the uniform dispersion of MWCNTs and the necessity of optimizing manufacturing techniques to enhance the performance of such composites.
Conclusions
In this study, magnesium-based composites reinforced with multi-walled carbon nanotubes (MWCNTs/refined Magnesium) were successfully fabricated through powder metallurgy technology. Copper-coated MWCNTs (Cu-MWCNTs) were incorporated into the composite system to enhance interfacial bonding between the reinforcement phase and the magnesium matrix.
The experimental results show that the introduction of multi-walled carbon nanotubes (MWCNTs) significantly enhances the mechanical properties of magnesium, including its tensile strength and compressive strength, and the refined magnesium powder with an expanded specific surface area facilitates the effective dispersion of MWCNTs. Such dispersion behavior further improves the load transfer efficiency, thereby enhancing the overall structural integrity of the composite.
When the volume fraction of multi-walled carbon nanotubes (MWCNTs) is 0.75%, the mechanical properties of the material reach their optimum values, with the ultimate tensile strength (UTS) and yield strength (YS) reaching 428 MPa and 337 MPa, respectively. This represents a significant improvement in mechanical performance compared with the unrefined magnesium matrix. However, a further increase in MWCNT content induces agglomeration of the nanotube particles, thereby impairing the overall performance of the composite, and this performance degradation arises from the failure of excessive MWCNTs to achieve uniform dispersion within the magnesium matrix.
Fracture behavior analysis indicates that the fracture mechanism is dependent on the content of multi-walled carbon nanotubes (MWCNTs): at lower concentrations, MWCNTs act as crack bridges and inhibit crack propagation, while on the contrary, at higher contents, MWCNT aggregates serve as crack nucleation sites, leading to a reduction in the fracture strain and toughness of the composite.
These findings indicate that the precise control of multi-walled carbon nanotubes (MWCNTs) content and the assurance of their uniform dispersion in the magnesium matrix constitute the key prerequisites for attaining the optimal mechanical properties of the composites. In addition, the research results also highlight the potential of copper-MWCNTs in enhancing the matrix-reinforcement interface, which in turn contributes to the improvement of the comprehensive mechanical properties of magnesium-based composites.
Outlook
Compared to previously reported mechanical properties, the tensile strength of the magnesium-based composites in this study represents a new benchmark among existing literature. However, the plasticity remains relatively low, which is primarily attributed to the incomplete removal of the hard acid control agent introduced during the extended ball milling process. This residual control agent adversely affected the plasticity during the subsequent sintering process. Future research could focus on modifying the type of ball milling control agent to better regulate its removal from the magnesium matrix.
Footnotes
CRediT authorship contribution statement
Wei Zhai: Investigation, Writing—original draft. Xing Gong: Visualization. Yunpeng Ding: Data curation. Xiaoqin Guo: Conceptualization. Qichi Le: Project administration.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Scientific and Technological Project in Henan Province (grant number 242102230056 and 252102231030), and Henan Province International Science and Technology Cooperation Project (grant number 252102520046).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.