
Abstract
Hybrid composites are increasingly studied for their environmental benefits and enhanced mechanical performance. This study investigates polyester composites reinforced with combinations of glass fiber (GF), pineapple fiber (PF) and basalt fiber (BF), including a variant using carrot peel-derived polyester resin (GF-PR). Composites were fabricated via hand lay-up and tested for tensile, flexural, impact, and hardness properties. GF-BF composites showed superior mechanical performance, attributed to basalt fiber’s ability to enhance fracture toughness, crack-bridging, and elongation at break. GB1 (3 vol.% pectin) exhibited the highest tensile strength (298.05 MPa), impact strength (9.5 J) and flexural strength (331.08 MPa). GB2 (5 vol.% pectin) recorded the highest hardness (85.2 Shore-D), drop impact resistance (52.3 J), and deflection (4.7 mm), indicating balanced durability and toughness. In flammability tests, GP2 showed the lowest flame propagation rate (12.70 mm/min), marking it as the most fire-resistant. SEM analysis revealed effective fiber-matrix bonding and typical failure patterns. Overall, BF-GFspecimens exhibited excellent flame-retardant and strength properties, suitable for wind turbine blades, construction, and automotive applications.
Introduction
The most recent breakthroughs in the field of materials science are propelling the creation of composites made of fiber infused samples naming, FRP’s for use in aerospace, boats, and cars. Due to their greater durability, resilience to severe conditions, and higher strength-to-weight ratios, these materials are perfect for superior applications in various industries. 1 Composite fibers can be either natural or synthetic. Synthetic fibers, such glass, carbon, and aramid, are great for uses that need top-notch mechanical performance because of their durability, resistance to wear, and high tensile strength. Natural materials like jute, hemp, kenaf, flax, and pineapple fiber, are more sustainable than synthetic fibers, although they are typically weaker. They also have lower densities and are biodegradable. A hybrid composite can be made by mixing these fibers, which improves mechanical qualities, increases environmental friendliness, and decreases prices. 2 Pineapple fiber, a byproduct of agriculture, and synthetic fibers like glass and basalt are mixed in this study. The former two are valuable components of the composite, while the latter is generated from volcanic rocks. Academics and scientists have looked at what hybrid composites are good for. The usual flexural strength of 296 MPa was found in composites reinforced with abaca and glass hybrid fibers, according to Datta et al. 3 Results from an analysis of the characteristics of carbon fiber reinforced composites with abaca and kenaf fibers by Ramkumar et al. 4 exhibited better tensile, flexural, impact and hardness property. Similarly, a hybrid composite reinforced with flax and carbon fiber was studied by Saroj et al. 5 Their results showed that the composite had an better mechanical features.
Hybrid fibers are essential for reinforcing composites, but they have a few downsides, like not bonding well, absorbing moisture, and having uneven characteristics. Therefore, hybrid composites are designed to improve the composite’s overall performance by reinforcing filler materials. 6 Here, the biopolymer pectin is used as a filler reinforcement to improve the strength qualities and minimize the water absorption propensity. 7 Pectin is generated from carrot peel waste. Also, pectin makes up about 10–20% of carrot peel. Composites with biopolymer filler reinforcements have been the subject of research. Abotbina et al. 8 showcased a composite reinforced with cassava bagasse and black seed fiber and maize derived starch filler, for example. Elastic modulus and tensile strength are enhanced with this reinforcement. In a similar vein, Feng et al. 9 investigated a composite reinforced with lignin particles and found that it elevated tensile strength. In a similar vein, de Lima Moreira et al. 10 examined a composite reinforced with pectin particles collected from eggshells. The author found that it had a water vapour barrier of 59%, an elastic modulus of 29.7%, and a tensile strength of 32%.
Composites reinforced using biomass extract filler material exhibit improved qualities, according to the aforementioned literature. This reinforcement can be applied to both synthetic and natural fibers. The primary goals of this study are to design, develop, and test resin-matrices for hybrid composites reinforced with glass, basalt, pineapple, and pectin fibers. The author is aware of no prior study that has made use of the fiber and filler combination indicated above, which adds to the originality of the research. Packaging, automotive interior components, agricultural films, and eco-friendly building materials are all potential end uses for this composite.
Experimental method
Resources used
The fiber reinforcing phase makes use of basalt fiber (BF) and glass fiber (GF), which are sourced from Link composites private limited, Mumbai, India. These fibers impart remarkable strength characteristics to the composite. Pineapple fiber (PF), supplied by Vruksha Composites of Chennai, India, to increase biodegradability and durability. In the meanwhile, hydrochloric acid was procured from Sri Kailash Chemicals, Chennai, to extract the pectin filler from carrot peel. We used unsaturated polyester resin (UPR) from Shri Shyam Polymers in Chennai. The methyl ethyl ketone peroxide (MEKP), a catalyst and the cobalt naphthenate, an accelerator was utilised. UPR was selected for its exceptional features.
Pectin extraction
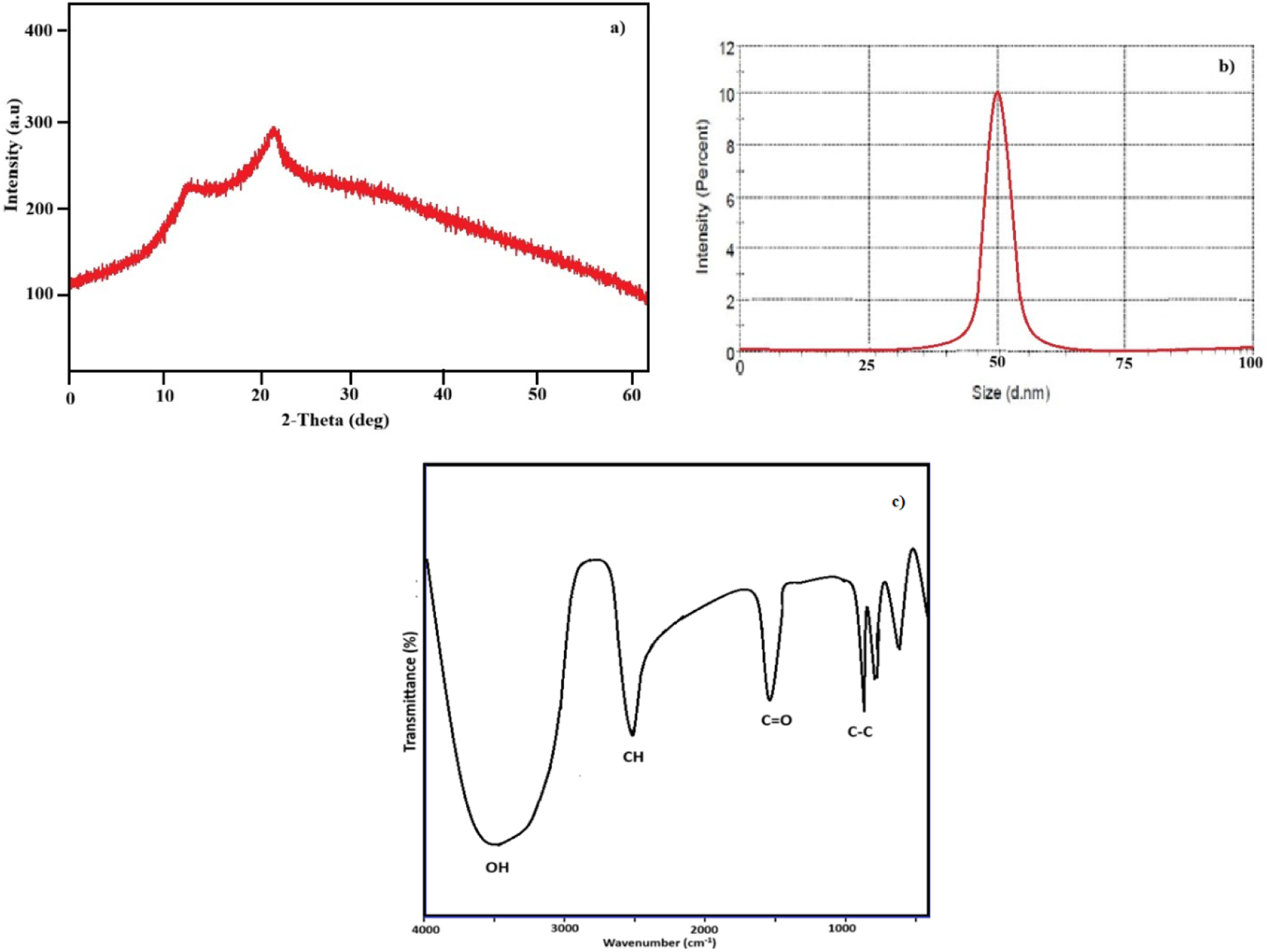
The extraction of pectin from carrot peel was performed in this research. The peels were collected from carrot, washed thoroughly with clean water, and subjected to a drying process using a hot air oven at 100°C for 3 h. After the drying process, the peels were ground into powder form for further processing. To break down the cell wall components, the powdered peel was subjected to an acid hydrolysis process using diluted hydrochloric acid (HCl) and stirred for 2 h using a magnetic stirrer. Following that, the solution was filtered using a vacuum filter, and then ethanol was added to the filtrate for the precipitation of pectin. To allow the pectin to precipitate, the solution was allowed to stand at room temperature for 4 h. The resulting pectin was then filtered, cleaned, and dried for an hour at 120°C in a hot air oven. The extraction yield of carrot peel-derived pectin obtained in this study was approximately 18.6%, which is within the commonly reported range for vegetable waste-derived pectin. The purity of the extracted pectin was estimated to be around 91.3%, indicating effective removal of non-pectic impurities during acid hydrolysis and ethanol precipitation. Chemically, the extracted pectin primarily consisted of galacturonic acid (≈72.4%), along with smaller fractions of neutral sugars such as arabinose (≈8.1%) and xylose (≈5.4%). Compared with commercially available citrus or apple pectin, the carrot peel-derived pectin demonstrated slightly lower galacturonic acid content and purity, but remained within an acceptable range for composite filler applications. Commercial pectin generally exhibits purity above 95% and galacturonic acid content between 75 and 85%. Nevertheless, the extracted pectin showed suitable structural integrity and compatibility for reinforcement in hybrid composite systems while offering the additional advantage of utilizing agricultural waste as a sustainable bio-based filler. Figure 1 illustrates the step-by-step pectin extraction process. The XRD pattern of pectin particles shown in Figure 2(a)) exhibited an amorphous nature with broad diffraction peaks observed at 13.5° and 22.5°. The broad nature of the peaks indicates the irregular arrangement within the pectin structure. Furthermore, the absence of additional unwanted peaks confirms the good purity of the prepared pectin particles. Figure 2(b)) presents the particle size analysis of pectin particles, where the average particle size was found to be approximately 50 nm, indicating the nanoscale dimension of the particles. The FTIR spectrum (Figure 2(c)) of the extracted carrot peel-derived pectin confirmed the successful extraction of pectin through the presence of characteristic functional groups. A broad absorption peak observed around 3200–3500 cm−1 corresponds to O–H stretching vibrations, indicating the presence of hydroxyl groups in the polysaccharide structure. The peak near 2920 cm−1 is attributed to C–H stretching vibrations of aliphatic groups. Strong absorption bands around 1730 cm−1 and 1600–1650 cm−1 represent esterified and free carboxyl (C = O) groups of galacturonic acid units, which are the primary structural components of pectin. Additionally, peaks observed between 1000 and 1200 cm−1 correspond to C–O–C and glycosidic bond stretching vibrations, confirming the polysaccharide backbone of pectin. The presence of these characteristic peaks verified the successful extraction of pectin from carrot peel and demonstrated the retention of its essential chemical structure suitable for composite reinforcement applications. Carrot peel pectin extraction process. (a) XRD, (b) particle size analyser and (c) FTIR spectra of pectin produced from carrot peel.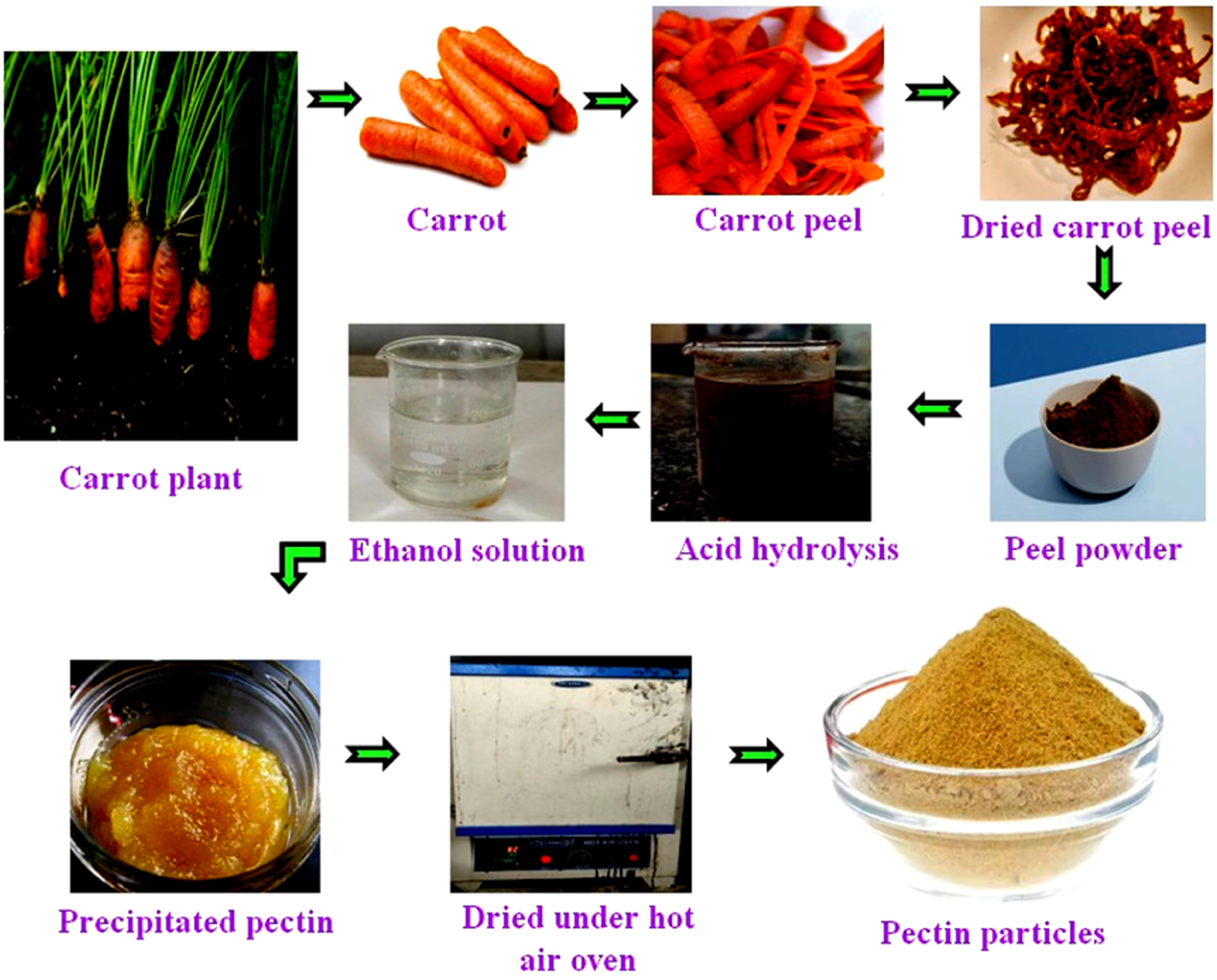
Fabrication of composites
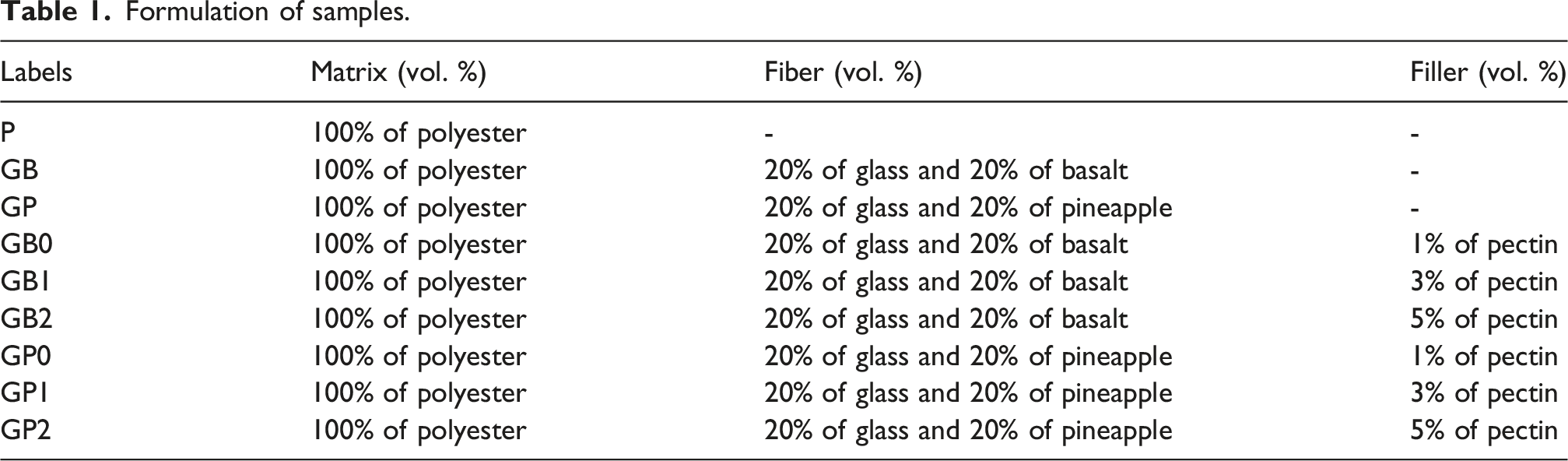
Formulation of samples.
Characterization
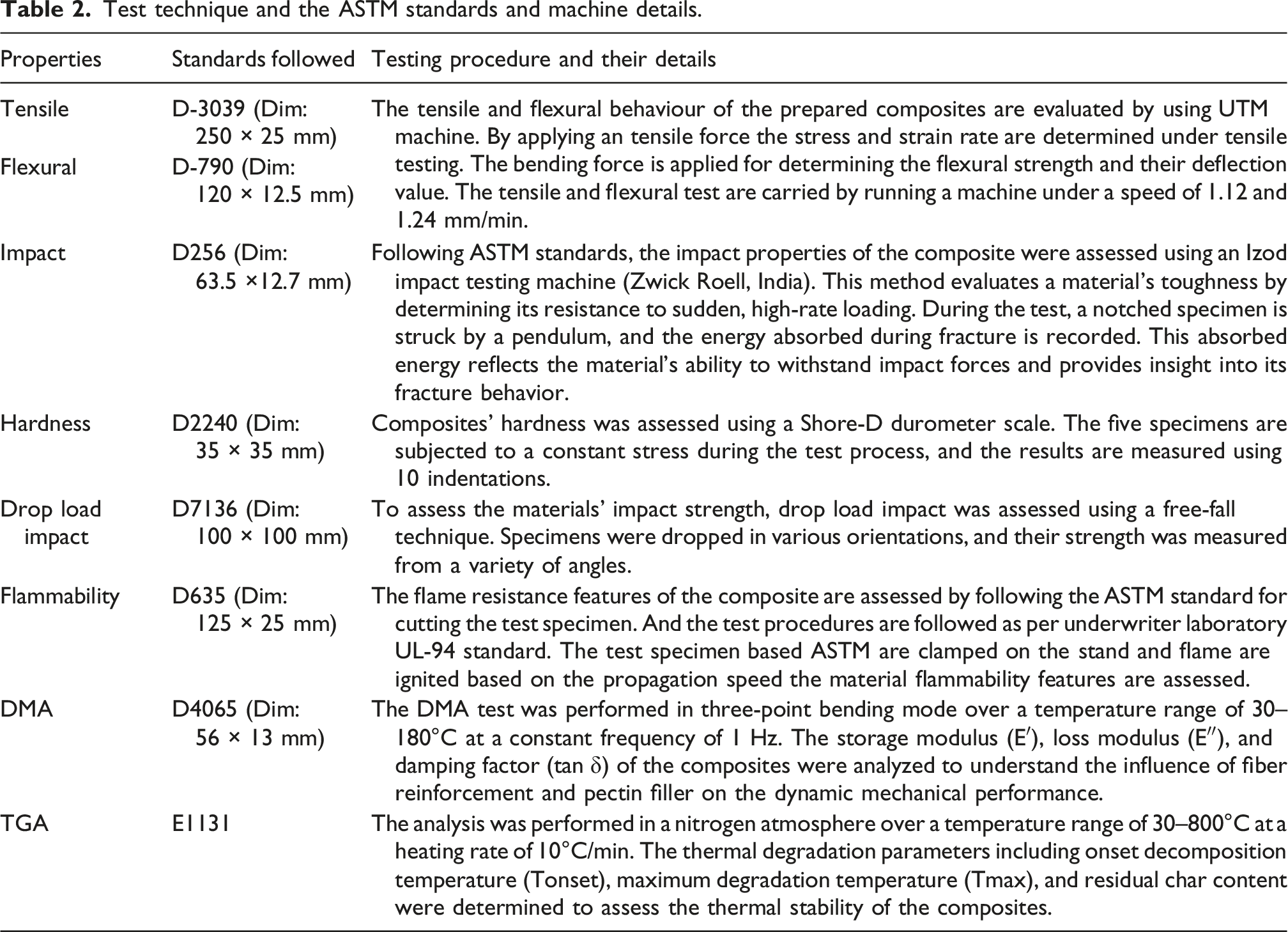
Test technique and the ASTM standards and machine details.
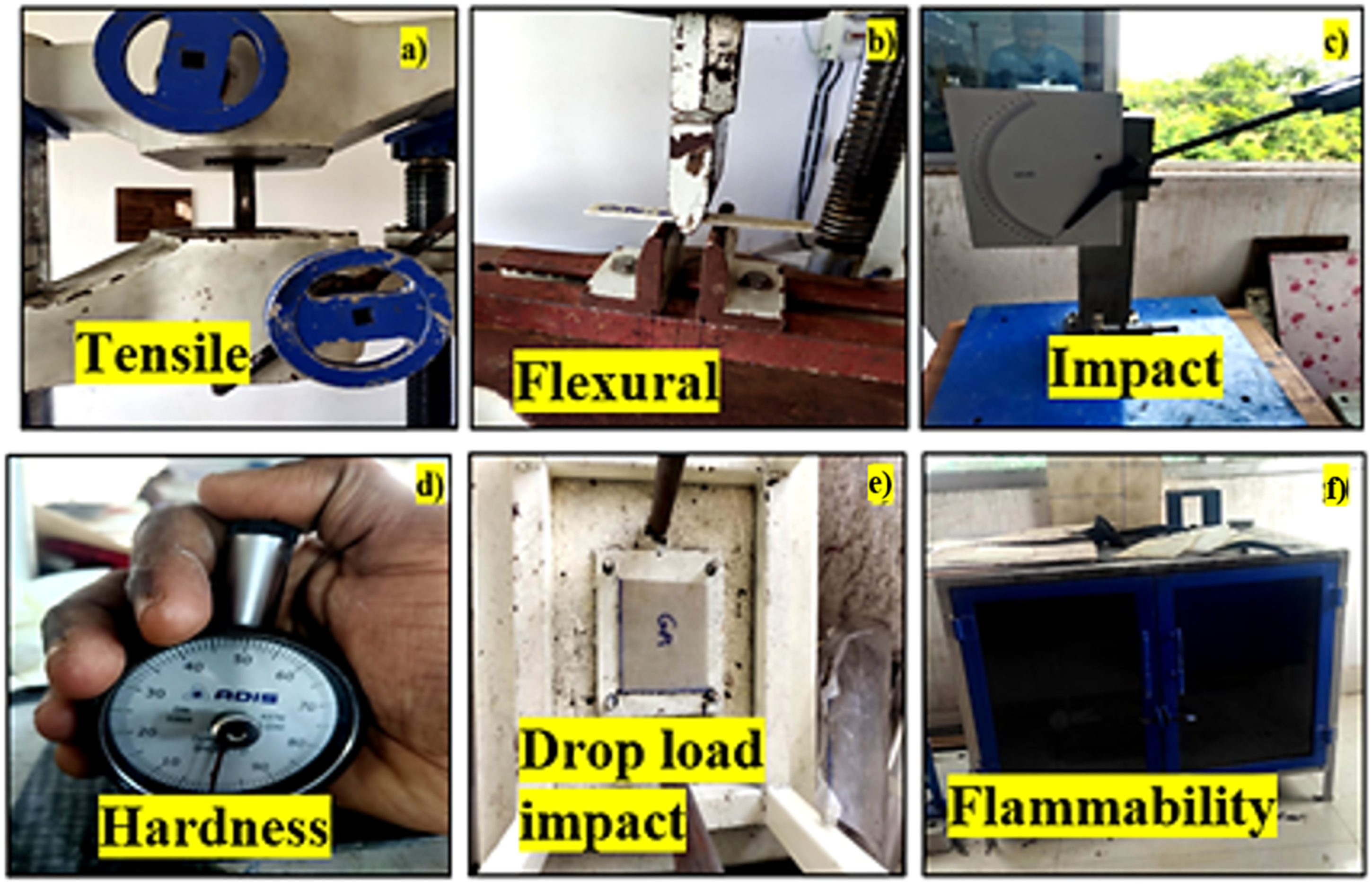
Different types of test and their testing view.
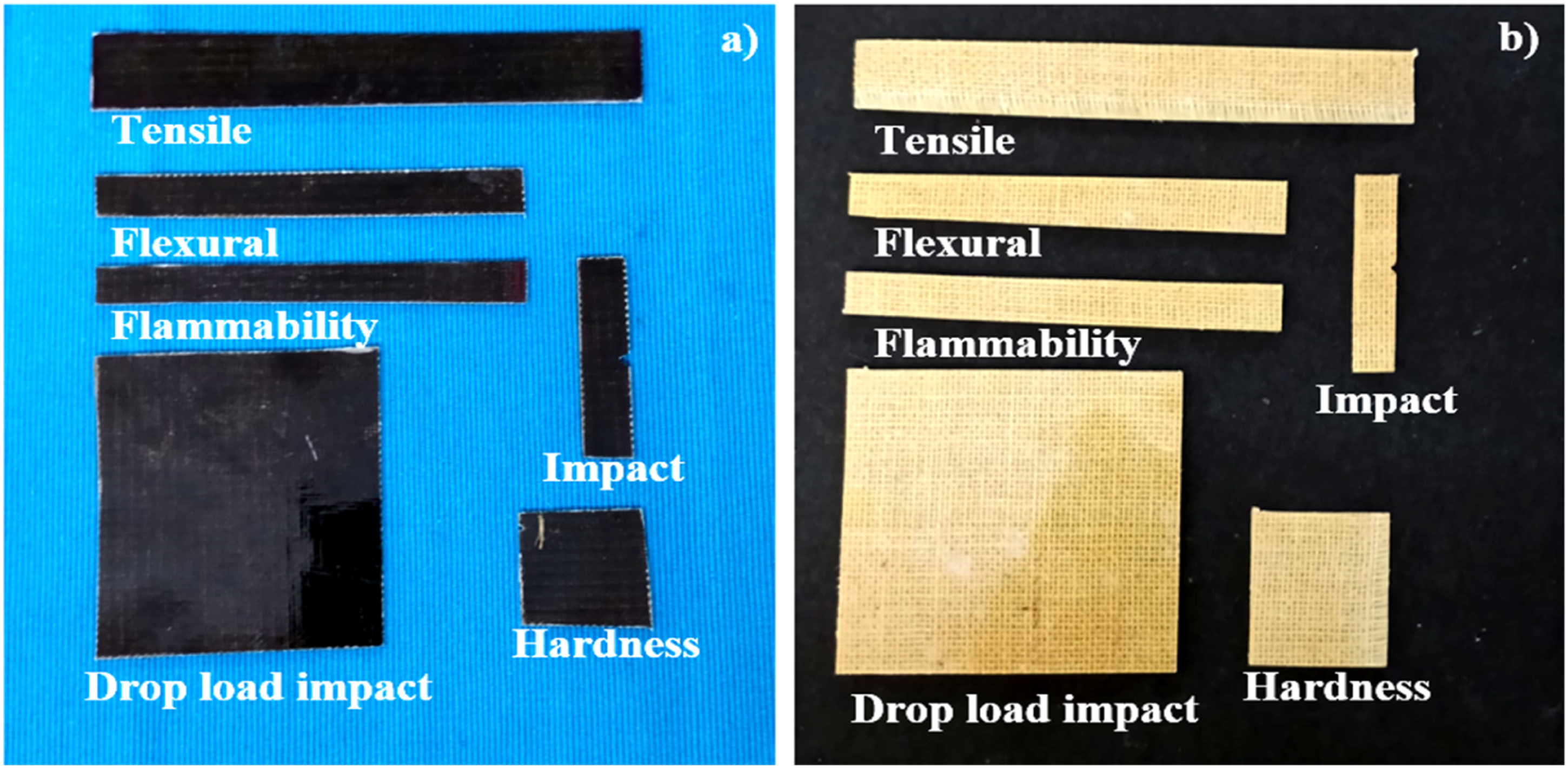
Visual representation of samples: (a) GF-BF and (b) GF-PF.
Report analysis
Mechanical study
To better understand the composites’ structural veracity, sturdiness, and act under different situations, this research assessed their mechanical properties. The resistance was evaluated using a battery of tests, including tensile, flexural, impact, hardness, and compression. What follows is a presentation of the test findings.
Tensile strength
The composites’ stress-strain graph is shown in Figure 5(a), and a snapshot of the specimens that were examined can be seen in Figure 5(b). The results showed that specimen P, which contained 100 vol.% pure polyester resin, accomplished a tensile strength of 43.8 ± 1.2 MPa. The low resistance to tensile stress caused by the resin’s brittle nature is the reason for this rating. Polyester resin shrank considerably as it cured, resulting in cracks and a decrease in tensile strength. At the same time, the composite that was reinforced with 40 vol.% GF and BF (GB) demonstrated an impressive tensile strength of 241.09 ± 3.8 MPa, representing a 450.4% increase in comparison to the basis specimen P. Combining basalt with glass fiber increases the composite’s stiffness and maximum tensile strength, which in turn reduces the likelihood of excessive deformation when subjected to tensile forces.
13
The fibers are firmly attached to the matrix, allowing the composites to transfer tension effectively before they break. (a) Tensile stress and (b) composite sample.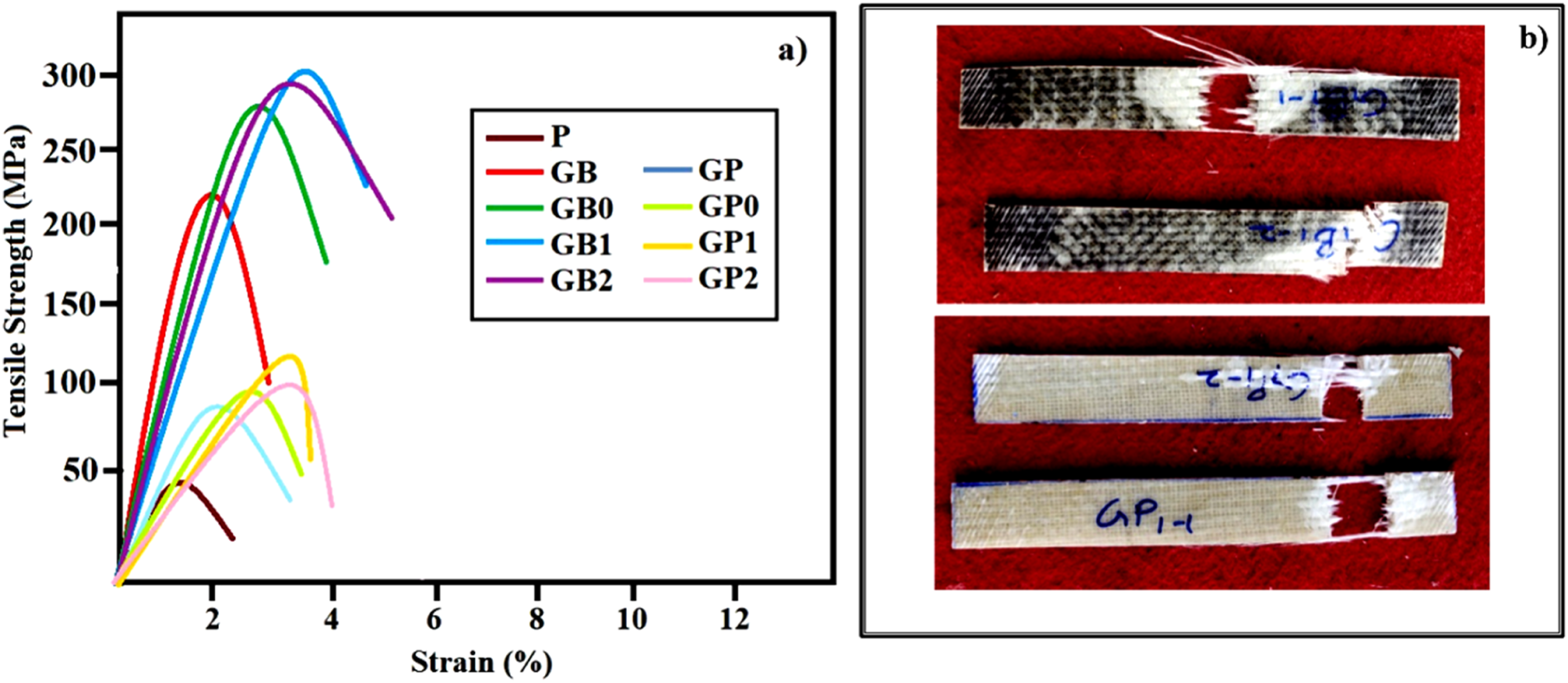
Also, the composite that had pectin GB0 (1 vol.%) or GB1 (3 vol.%) added to it showed an increase in tensile strength of 261.26 ± 4.1 MPa (496.48 % increase) and 292.85 ± 4.7 MPa (562.1 % increase), respectively. The elevated cellulose content (60–70%) in pineapple fiber enhanced the composite’s load-bearing ability and tension resistance, resulting in a tensile strength of 72.68 ± 2.1 MPa—a 65.9% improvement—in the GF and PF-based composites. 14 The inclusion of pectin further boosted tensile strength significantly, with GP0 reaching 83.24 ± 2.6 MPa (a 90% increase) and GP1 achieving 115.68 ± 3.2 MPa (a 164.1% rise). Pectin contributed to the fiber-resin cross-linking process, increasing the composite’s stiffness and reducing its susceptibility to deformation under tensile load. Additionally, the uniform dispersion of filler particles minimized micro-voids and porosity, further enhancing mechanical performance. In example, composites containing 3 vol.% pectin demonstrated superior tensile strength when compared to other composites. Improved fiber-matrix adhesion allowed for the introduction of well disseminated pectin, which is essential for increasing the tensile strength of composites. Pectin delays fracture propagation under stress by improving chemical interaction with resin, strengthening interfacial bonding, and reducing the creation of weak spots. 15
Composite GB2 (containing 5 vol.% pectin) demonstrated a tensile strength of 273.93 ± 4.4 MPa, while composite GP2 (containing 5 vol.% pectin) showed a tensile strength of 96.51 ± 2.8 MPa. Although these values remained higher than the unfilled composites, they were lower than the corresponding 3 vol.% pectin-filled composites. The reduction in tensile strength at higher filler loading was mainly attributed to filler agglomeration, poor stress transfer, and cluster formation within the matrix. Therefore, GB1 containing 3 vol.% pectin exhibited the highest tensile strength among all the fabricated composites and was considered the optimum composition in this investigation.
Flexural behavior
The composite P without reinforcement withstand bending load capacity of 64.2 ± 1.5 MPa. Lack of reinforcement cause low load bearing which it was prone to cracking under bending stress. However, the addition of reinforcing fibers significantly enhanced the flexural performance of the composites. Specifically, the GB and GP fiber-reinforced variants recorded flexural strengths of 175.75 ± 3.2 MPa and 121.52 ± 2.8 MPa, marking improvements of 173.7% and 92.1%, respectively. These enhancements were attributed to the fibers’ ability to hinder crack propagation and evenly distribute flexural stress across the composite. 16
Furthermore, when pectin was incorporated into the composites—particularly in GB0 and GP0—they achieved even greater flexural strengths of 190.59 ± 3.6 MPa (a 196.8% increase) and 135.88 ± 3.1 MPa (a 111.6% increase), respectively. This improvement is largely due to pectin’s high modulus, which contributes to the rigidity and structural integrity of the material during flexural loading. As the pectin content was raised to 3 vol.%, the flexural strengths of GB1 and GP1 surged to 364.05 ± 5.4 MPa and 331.08 ± 4.9 MPa, corresponding to 415.7% and 467.05% increases. Pectin helped prevent early deformation of the resin under stress and minimized shrinkage during the curing phase.
17
However, increasing the pectin content to 5 vol.% resulted in a slight decline in performance, with GB2 and GP2 reaching flexural strengths of 270.62 ± 4.2 MPa (a 132.5% increase) and 170.19 ± 3.5 MPa (a 165.0% increase), respectively. The higher filler loading led to increased stiffness, which while beneficial up to a point, ultimately reduced the composites’ ability to flex, making them more inclined to fragile failure under bending. Figure 6(a) Comparative flexural performance of composite specimens, b) Visuals of fractured samples post-flexural test. (a) Load deflection curve (b) flexural tested composite.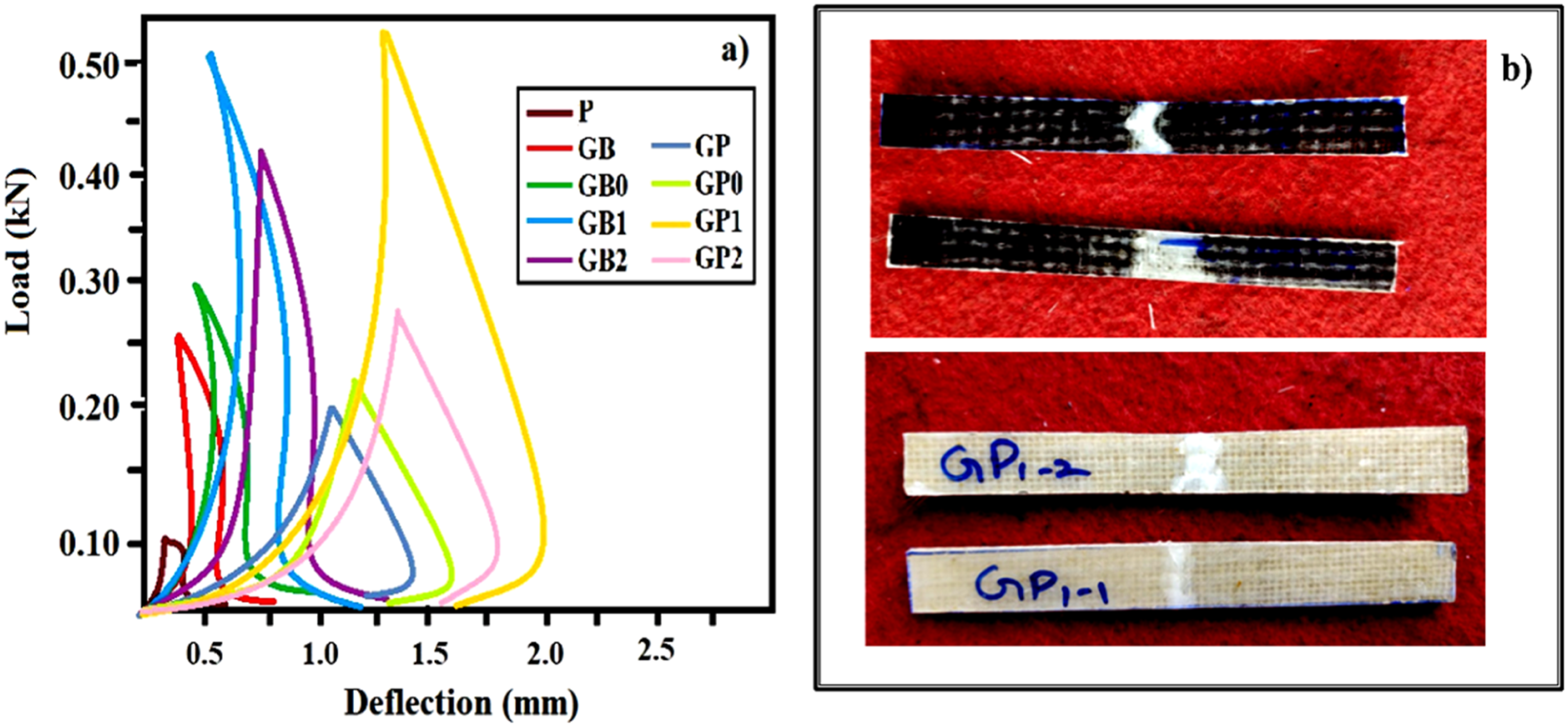
Impact strength
Figure 7(a) displays the tested specimens’ photographs, whereas Figure 7(b) illustrates the impact strength variation of samples with varied fiber incorporations. The energy of 1.3 ± 0.1 J was absorbed by the basis specimen P. Polyester resin fails quickly because it cannot absorb energy and cannot distribute the impact forces uniformly. Composite GB and GP absorbed 7.2 ± 0.2 J and 4.2 ± 0.1 J, respectively. The impact strength of both composites was enhanced by 453.8% and 223%, respectively, as a result of the fiber reinforcement. By absorbing and distributing the impact energy more uniformly, this reinforcement helped to avoid stress concentrations and postponed unexpected failure.
18
Composites GB0, GB1, GP0, and GP1 with pectin absorbed 8.2 ± 0.2 J, 9.5 ± 0.3 J, 4.8 ± 0.2 J, and 5.4 ± 0.2 J of energy, respectively. The energy absorption of the filler-infused composites was 530.7, 630.7, 269.2, and 315.3% better than that of the basic specimen. Composites with 3 vol.% pectin showed better energy absorption than other substances because of the synergistic impact of pectin. By strengthening the link between the matrix and the fiber, pectin improved the composites’ inclusive energy absorption capacity and resilience when mixed with polymer and fibers.
19
Composites GB2 and GP2, which contain 5% pectin, improved upon the basic specimen by 589.6% and 284.6%, respectively, when it came to absorbing 8.9 ± 0.2 J and 5.0 ± 0.1 J of energy. Due to the uneven distribution of pectin within the matrix, these composites showed a modest decrease in energy absorption.
20
(a) Graphical view and (b) impact tested composite.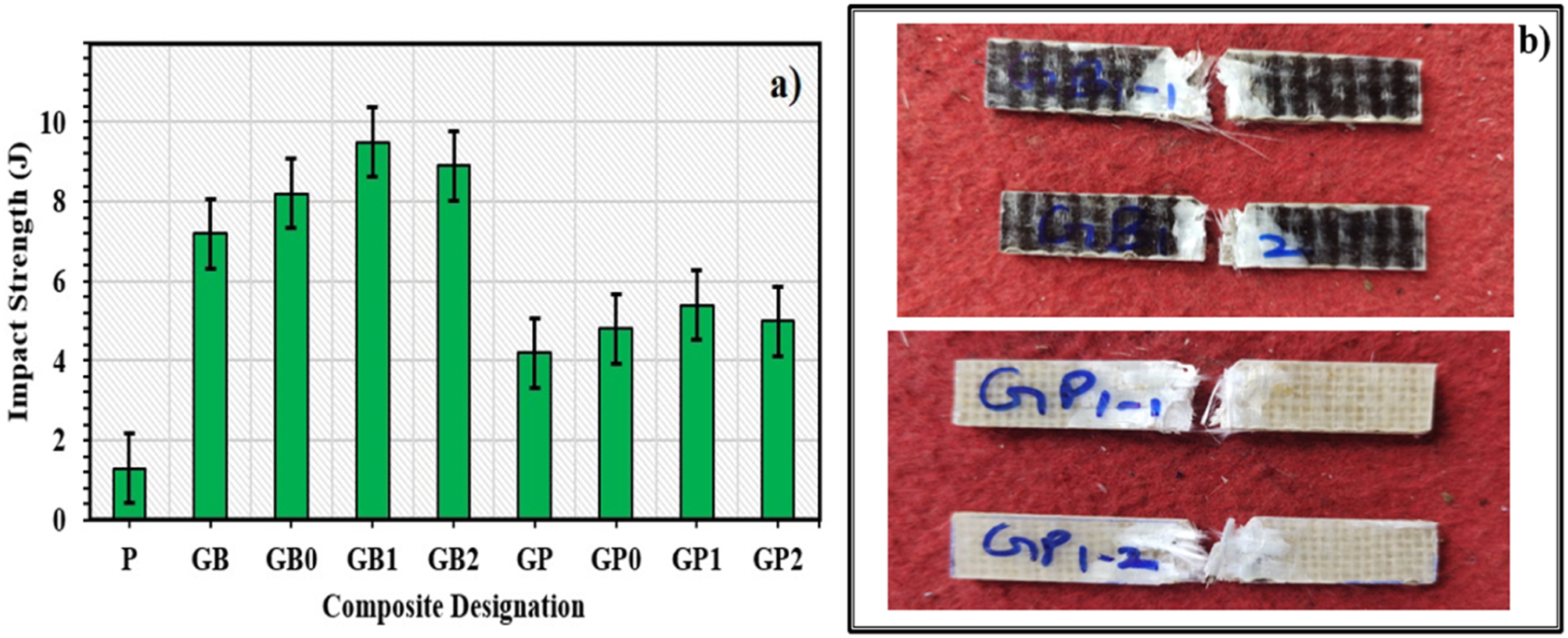
Hardness
A variety of composites’ hardness strengths are shown in Figure 8. The occurrence of voids and fragility mainly caused the firmness of pure polyester resin (P) and it was 60 ± 1.1 Shore-D. The strength of hardness is greatly affected by fiber-matrix bonding. In terms of hardness, the GB composite was 74.2 ± 1.4 Shore-D, while the GP composite was 67.6 ± 1.2 Shore-D. By increasing the composite’s resistance to surface deformation, the addition of GF-BF and GF-PF reinforced the material. Additionally, pectin reinforced composites showed improvement; GB0 and GP0 (with 1 vol. %) achieved 76.0 ± 1.5 and 69.2 ± 1.3 Shore-D values, respectively, while GB1 and GP1 (with 3 vol. %) reached 79.5 ± 1.6 and 72.2 ± 1.4 Shore-D, respectively. The added stiffness from the pectin helped distribute the indentation force evenly across the composite, making it more resistant to damage.
21
Mixed materials that contained 5 vol.% GB2 and GP2, two types of pectin, had the hardest surfaces, measuring 85.2 ± 1.8 and 73.8 ± 1.5 Shore-D, respectively. A more compact and rigid composite structure is produced when the pectin’s hydroxyl (-OH) and carbonyl (-COOH) functional groups engage with the polymer.
22
In the end, this improves the composite’s hardness strength by reducing surface deformation under piercing force. Hardness of samples.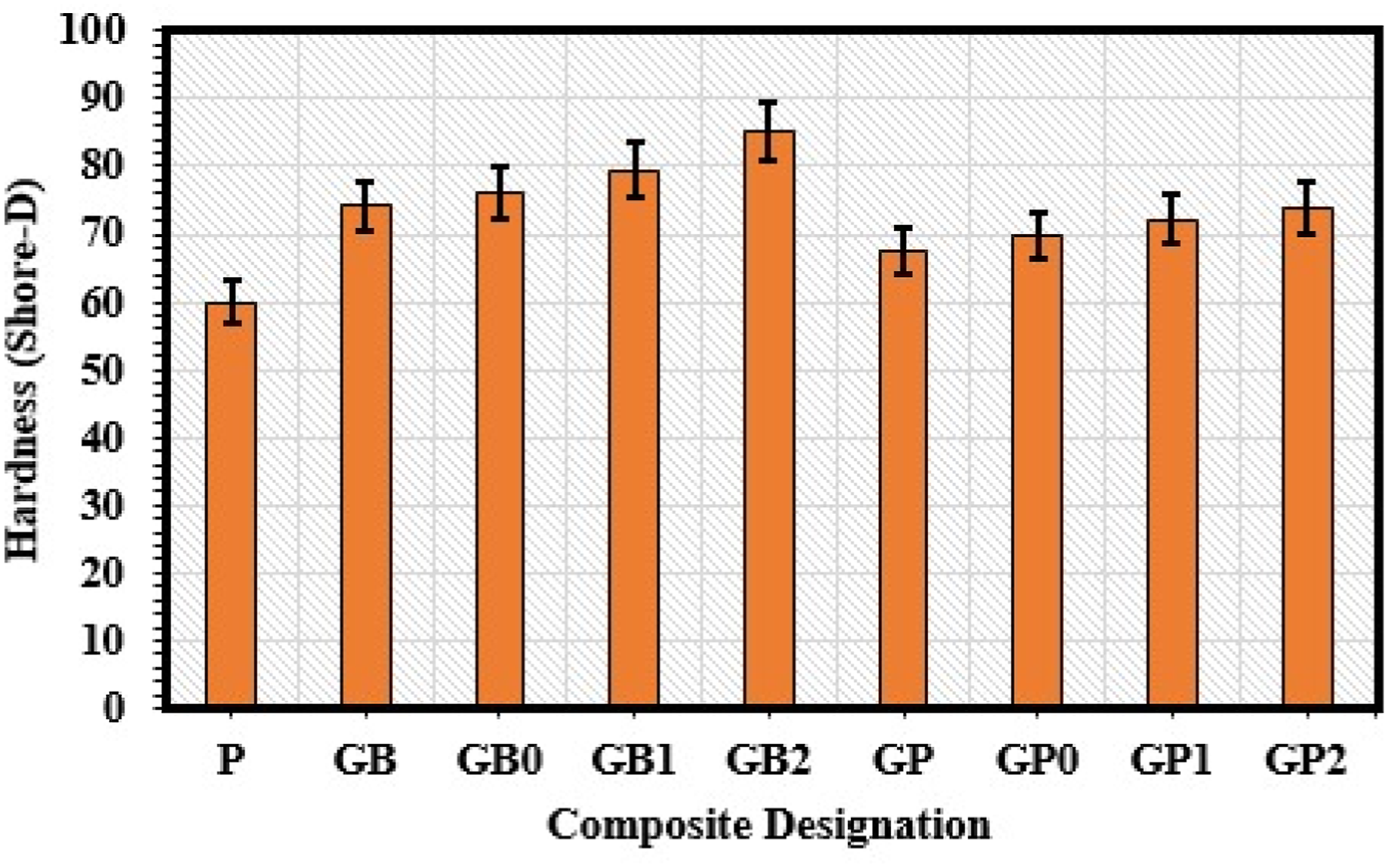
Microstructural analysis
Figure 9 presents the fractography analysis showing the failure modes of mechanically tested composites. Figure 9(a) shows that the base specimen has many micro-voids, which are probably caused by air bubbles trapped during manufacturing. These voids impede efficient stress transfer and lead to early failure under mechanical loading. Figure 9(b) illustrates the surface morphology of the GF-BF reinforced composite, clearly showing the fiber reinforcement and matrix interaction. Figure 9(c) reveals delamination between the GF and PF fibers, indicating insufficient adhesion between the fibers and the matrix. Such weak interfacial bonding promotes crack initiation and propagation, thereby reducing the overall mechanical performance of the composite. Scanning electron micrographs of composites reinforced with GF, BF, and PF that were mechanically tested.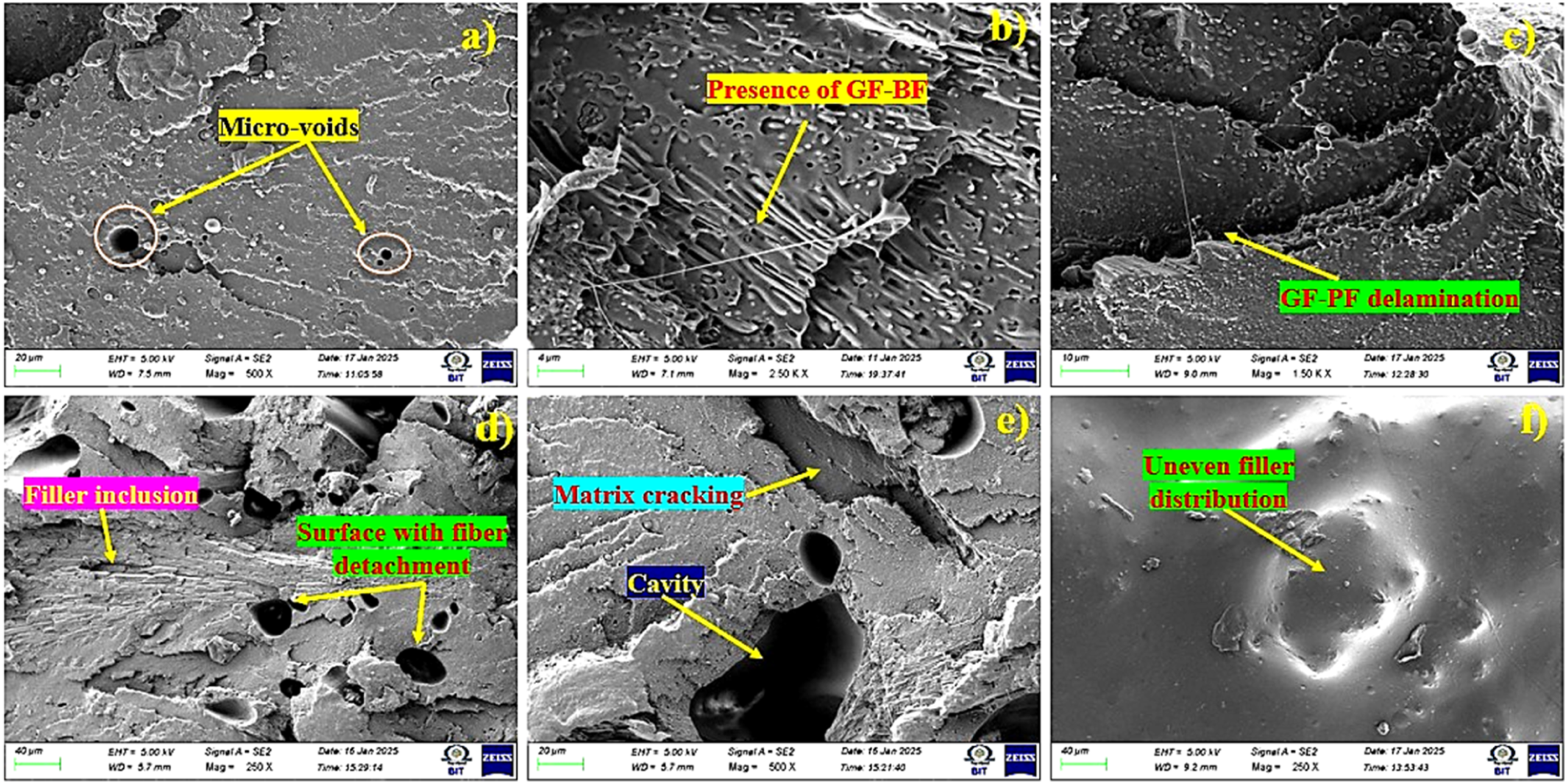
Figure 9(d)–(e) shows fiber pull-out and interfacial debonding, where the separation between the fiber and polymer matrix weakens stress transfer efficiency and creates localized stress concentration regions, increasing the probability of fracture under loading conditions. Figure 9(f) demonstrates pectin agglomeration within the composite structure, where the filler particles are clustered rather than uniformly dispersed. These agglomerated regions act as defect sites and reduce the load-bearing capability of the composite under mechanical stress. To improve clarity, the revised SEM images have been annotated with arrows and labels indicating micro-voids, fiber pull-out, debonding regions, delamination, and pectin agglomeration. Additionally, higher magnification SEM micrographs have been included to clearly distinguish the individual failure mechanisms and interfacial features.
Analysis of the drop load impact
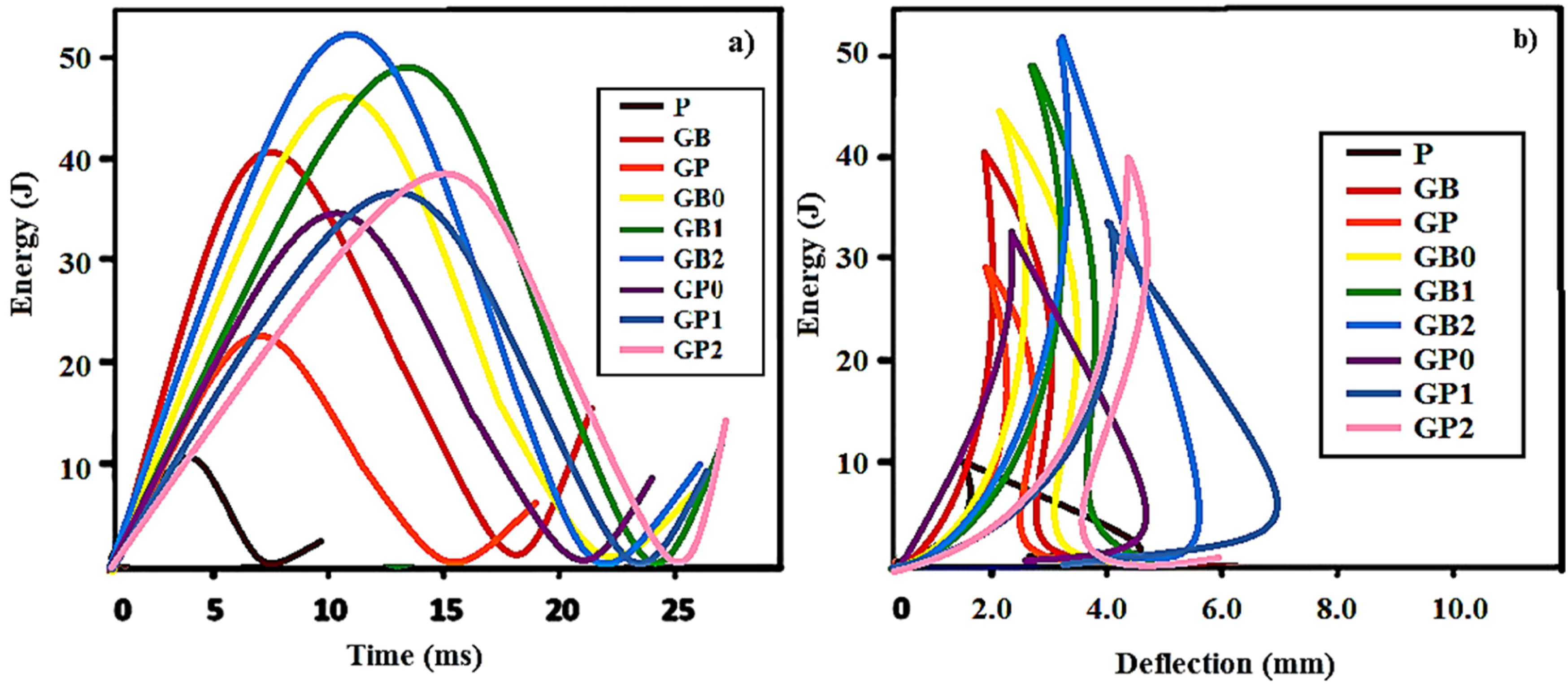
The drop load impact apparatus measured the maximum impact force and the amount of energy absorbed by the object during the impact. Using a 100 vol.% base specimen P, a drop load impact of 10.4 ± 0.3 J with a 4.5 ± 0.1 mm deflection was observed. Because of its poor toughness and energy absorption ability, polyester resin brittlely failed when subjected to the drop load impact. 23 In addition, adding 40 vol.% fibers amplifies the drop load impact resistance. In GB, the incorporation of glass and basalt fibers resulted in a drop load impact resistance of 40.7 ± 0.8 J with a deflection of 3.7 ± 0.1 mm, while also contributing to delayed crack propagation under impact loading. This is because the glass fibers slowed the cracks’ propagation, while the basalt fibers offered superior failure modes under impact. Similarly, the composite GB0, GB1, and GB2 showed increased drop load impacts of 45.1 ± 0.9 J, 49.8 ± 1.1 J, and 52.3 ± 1.2 J, respectively, with deflections of 4.2 ± 0.1 mm, 4.5 ± 0.1 mm, and 4.7 ± 0.2 mm. A 1–3 vol.% pectin addition strengthened the impact resistance, but a 5 vol.% pectin addition showed limited improvements due to the clustering effect, which reduced energy absorption. 24
Adding 40 vol.% fibers also amplifies the effect of the drop load. GP made with glass and pineapple fibers improved energy absorption, toughness, and crack propagation resistance, and achieved a drop load impact of 28.6 ± 0.7 J with a deflection of 2.5 ± 0.1 mm.
25
Adding 1, 3, or 5 vol.% filler also enhances stress distribution, which in turn increases the load bearing capacity by allowing the stress to be uniformly distributed throughout the matrix and reducing the likelihood of localized failure when subjected to impact. Figure 10 shows an image of the specimens that were testedwhereas Figure 11 shows the graphical depiction of the findings. Post-Test Images of Composite Specimens: (a) Front View, (b) Rear View. Energy absorption as a function of time under the applied load.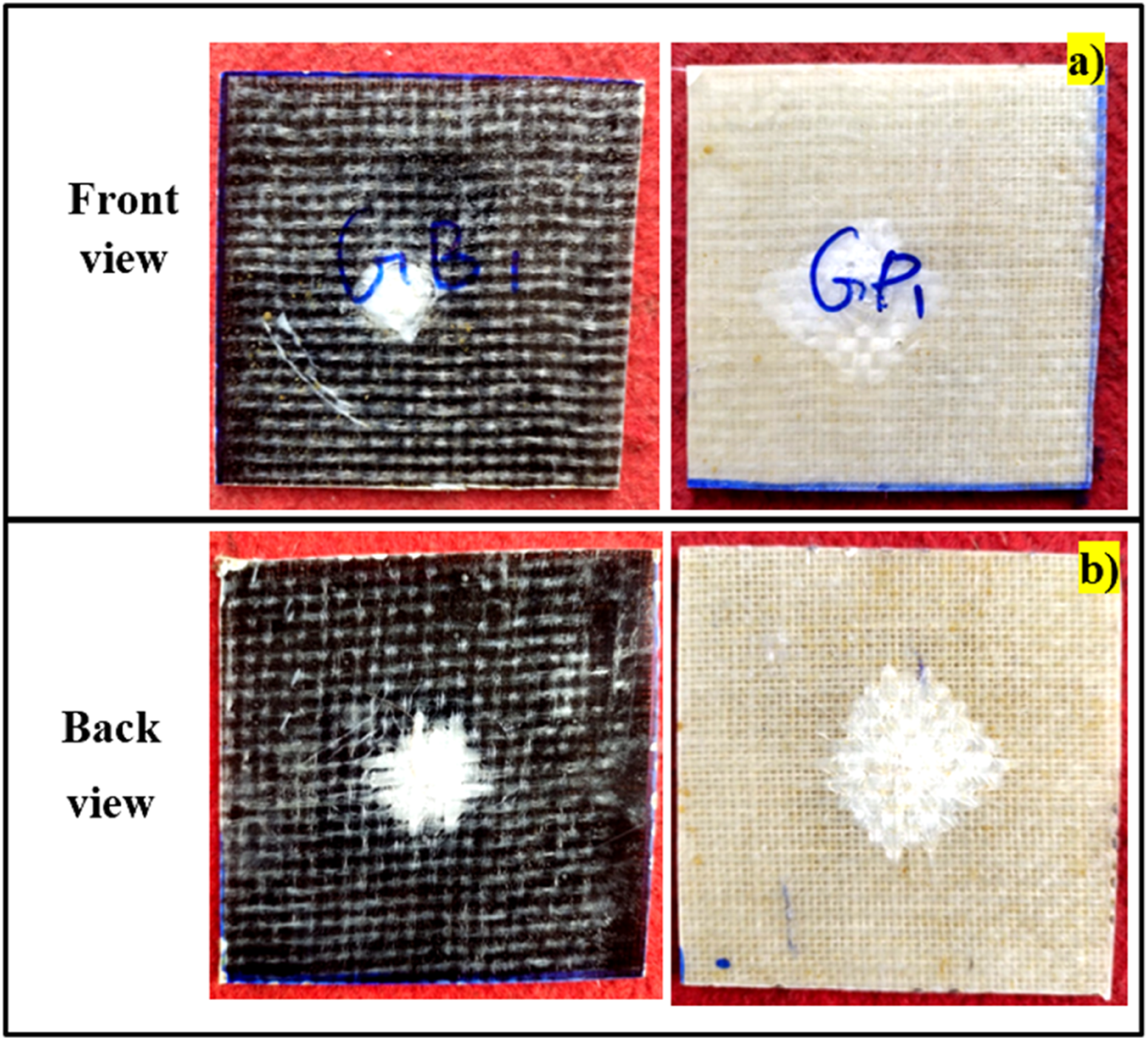
Flame retardant properties
In order to determine the composites’ flame retardant qualities, flammability experiments were performed in both vertical and horizontal orientations. Images captured during the flammability test (Figure 12) demonstrate how the materials burned, and the UL-94 test findings (Table 3) are summarized. There was no evidence of sample dropping during the flammability test. The after-flame time for all the tested specimens was less than 10 s, the total after-flame time remained below 50 s, and the after-glow time was below 30 s. No flaming dripping behaviour was observed during the testing, which confirmed the UL-94 V-0 classification of all the fabricated composites. Sequential view of flame retardancy test of different composite materials. Flammability test outcomes for hybrid glass-basalt and glass-pineapple fiber polyester material.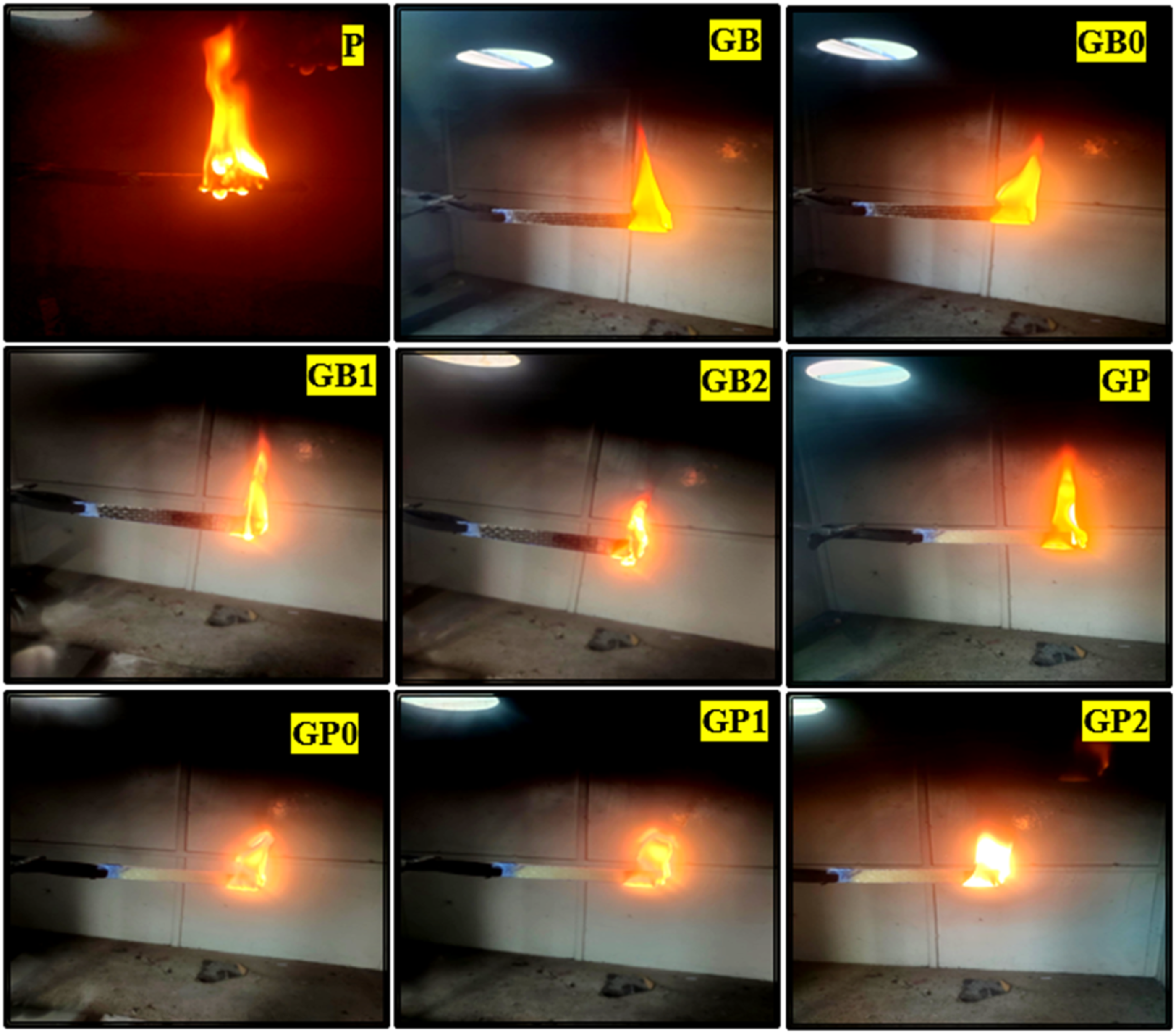
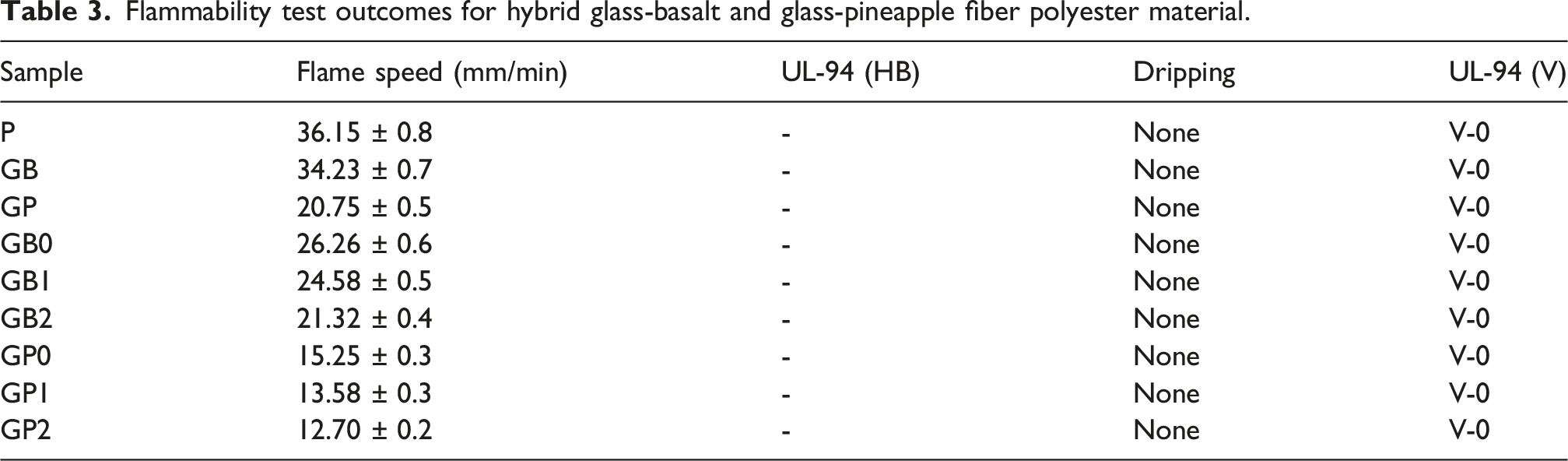
As a thermosetting polymer, the base specimen exhibited rapid combustion due to its inherent lack of flame resistance.26,27 However, the incorporation of natural and synthetic fiber into the composites enhanced flame retardancy by promoting the formation of a protective char layer. This layer acted as a barrier, delaying ignition and reducing flame spread. As a result, the flame propagation rates dropped significantly—by 34.23 mm/min for GB composites and 20.75 mm/min for GP composites. The addition of pectin filler further inhibited flame spread. Specifically, GB0 (1 vol.% pectin) and GP0 showed reduced flame velocities of 26.26 mm/min and 15.25 mm/min, respectively. When the pectin content was increased to 3 vol.% in GB1 and GP1, the flame spread slowed further to 24.58 mm/min and 13.58 mm/min, respectively. The most notable reduction occurred in GB2 and GP2, containing 5 vol.% pectin, where flame propagation speeds were minimized to 21.32 mm/min and 12.70 mm/min, respectively. Because oxygen can’t easily pass through this char layer, combustion progresses more slowly and the flame can’t spread as far. 28
Dynamic mechanical analysis
Dynamic Mechanical Analysis (DMA) was carried out to evaluate the viscoelastic behavior, interfacial adhesion, and thermal stability of the fabricated composites. The neat polyester specimen (P) exhibited a storage modulus of 1.82 ± 0.05 GPa at room temperature, indicating lower stiffness due to the absence of reinforcement. The incorporation of 20 vol.% glass fiber and 20 vol.% basalt fiber significantly improved the stiffness of the composites, where GB exhibited a storage modulus of 3.94 ± 0.08 GPa. Similarly, the GP composite reinforced with glass and pineapple fibers showed a storage modulus of 2.76 ± 0.07 GPa. The enhancement in stiffness was mainly attributed to efficient stress transfer between the fiber and matrix.
The addition of pectin filler further enhanced the dynamic mechanical performance. Among the tested composites, GB1 containing 3 vol.% pectin exhibited the highest storage modulus of 4.86 ± 0.09 GPa, demonstrating improved interfacial bonding and restricted molecular mobility within the polyester matrix. Similarly, GP1 achieved a storage modulus of 3.65 ± 0.08 GPa. However, at higher filler loading (5 vol.% pectin), a slight reduction in storage modulus was observed for GB2 (4.42 ± 0.08 GPa) and GP2 (3.31 ± 0.07 GPa) due to filler agglomeration and non-uniform stress distribution. The loss modulus results also confirmed improved energy dissipation capability in pectin-filled composites. The GB1 composite exhibited the highest loss modulus of 0.71 ± 0.02 GPa, while GP1 showed 0.54 ± 0.01 GPa. Furthermore, the tan δ peak intensity decreased with pectin incorporation, indicating stronger fiber–matrix interaction and improved interfacial adhesion. The glass transition temperature (Tg) of neat polyester was observed at 82.4 ± 1.1°C, whereas GB1 and GP1 showed improved Tg values of 96.8 ± 1.3°C and 91.5 ± 1.2°C, respectively. The increase in Tg confirmed that the incorporation of pectin and hybrid fibers restricted polymer chain mobility and enhanced the thermal stability of the composites. Overall, the DMA results confirmed that the incorporation of carrot peel-derived pectin improved the interfacial bonding, viscoelastic behavior, and thermal performance of the developed hybrid composites. Figure 13 presents the DMA behaviour of the samples. DMA behaviour of the composite.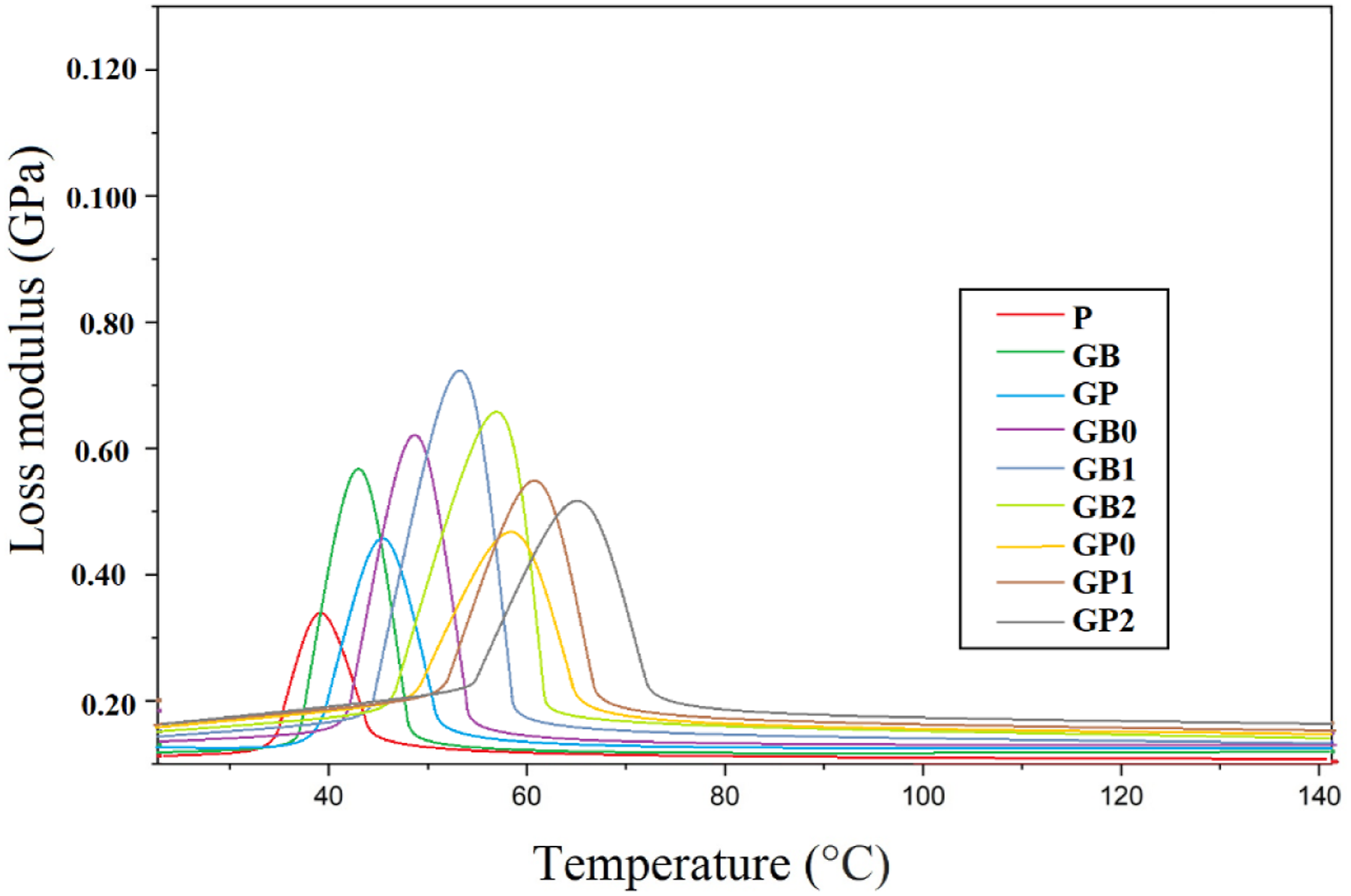
Thermogravimetric analysis
Thermogravimetric Analysis (TGA) was carried out to evaluate the thermal degradation behavior and flame retardant performance of the fabricated composites. The neat polyester specimen (P) exhibited an onset degradation temperature of 312.4 ± 2.3°C with a maximum degradation temperature of 386.7 ± 2.8°C and a residual char yield of 8.6 ± 0.4%. The lower thermal stability was mainly attributed to the absence of reinforcing fibers and flame-resistant filler constituents. The incorporation of 20 vol.% glass fiber and 20 vol.% basalt fiber improved the thermal resistance of the composite, where GB showed a Tonset of 338.5 ± 2.6°C, Tmax of 412.8 ± 3.1°C, and residual char content of 18.2 ± 0.6%. Similarly, GP composites reinforced with glass and pineapple fibers exhibited Tonset and Tmax values of 329.4 ± 2.4°C and 401.5 ± 2.9°C, respectively, with a char residue of 22.6 ± 0.7%.
The incorporation of pectin filler further enhanced the thermal stability and char-forming capability of the composites. GB0 and GP0 containing 1 vol.% pectin exhibited Tonset values of 344.2 ± 2.5°C and 335.7 ± 2.3°C, respectively. As the pectin content increased to 3 vol.%, GB1 showed the highest thermal stability with a Tonset of 356.8 ± 2.8°C, Tmax of 428.6 ± 3.3°C, and char residue of 29.4 ± 0.8%, while GP1 exhibited values of 348.1 ± 2.7°C, 417.2 ± 3.1°C, and 31.8 ± 0.9%, respectively. The improved thermal behavior was mainly due to the formation of a stable carbonaceous char layer produced by the pectin and natural fiber constituents, which delayed thermal decomposition and reduced heat transfer. At higher filler loading (5 vol.% pectin), GB2 and GP2 demonstrated residual char contents of 33.6 ± 1.0% and 37.4 ± 1.1%, respectively, confirming enhanced flame retardant characteristics. The higher char yield acted as an insulating barrier that restricted oxygen diffusion and slowed the combustion process. The TGA results therefore strongly supported the flammability findings obtained from the UL-94 and flame spread tests, confirming the improved thermal stability and flame resistance of the pectin-reinforced hybrid composites. Figure 14 displays the TGA characteristics of the samples. TGA of the samples.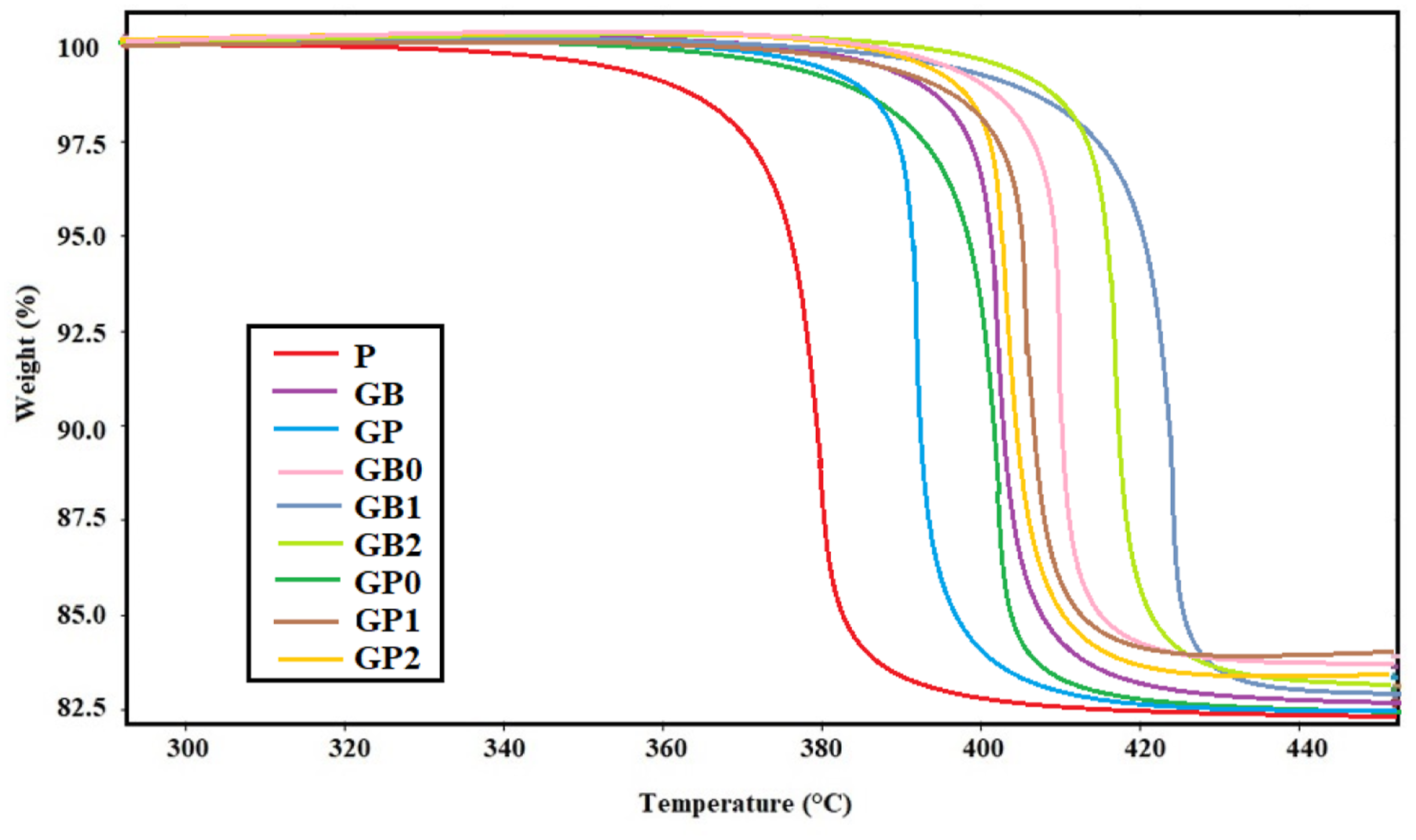
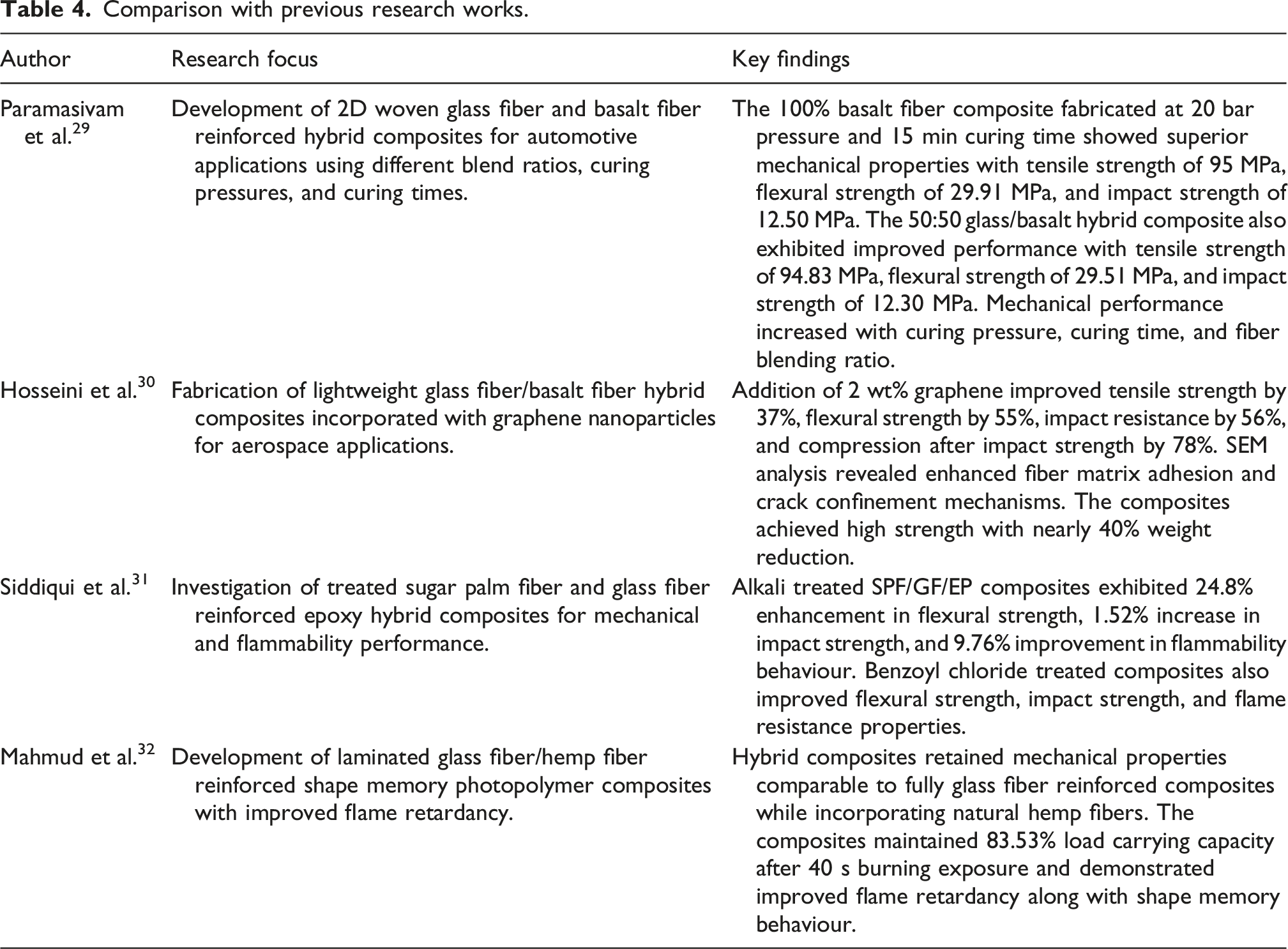
Comparative analysis
Comparison with previous research works.
Conclusion
In this study, two types of hybrid fiber-reinforced polyester composites were developed and characterized with the inclusion of pectin extracted from carrot peel as a natural filler. The incorporation of pectin with both synthetic and natural fibers demonstrated a synergistic enhancement in structural integrity and flame resistance. Among all the fabricated composites, GB1 containing 3 vol.% pectin was identified as the optimum formulation due to its superior balance of mechanical performance and structural stability. The composite exhibited outstanding mechanical properties with a flexural strength of 364.05 MPa, impact strength of 9.5 J, and tensile strength of 298.05 MPa. Meanwhile, GB2 (5 vol.% pectin) exhibited the highest surface durability, achieving a hardness of 85.2 Shore-D, a peak drop impact resistance of 52.3 J, and a deflection of 4.7 mm, highlighting its structural robustness under dynamic loading. However, the higher pectin loading also introduced filler agglomeration and increased stiffness, which slightly reduced tensile and flexural performance compared to GB1. In terms of fire performance, GP2—reinforced with pineapple fiber and containing 5 vol.% pectin—achieved the lowest flame propagation rate of 12.70 mm/min, indicating superior flame retardant behavior. The improved flame resistance was mainly attributed to the enhanced char-forming ability of pineapple fiber and pectin, which created an insulating barrier during combustion. Therefore, a clear trade-off was observed between mechanical performance and flame resistance, where GF-BF composites exhibited superior mechanical strength and impact resistance, while GF-PF composites demonstrated better flame retardancy. The enhanced performance of GF-BF composites was primarily attributed to the intrinsic toughness and crack-bridging potential of basalt fibers, delayed failure, and increased elongation at break. Conversely, GF-PF composites were prone to earlier failure under cyclic stress due to fiber debonding, pull-out, and the formation of micro-voids arising from weaker interfacial bonding with pineapple fibers. These findings position the pectin-enhanced GF-BF and GF-PF composites as promising candidates for applications in structural engineering, automotive components, and wind turbine blades, where high mechanical strength and flame retardancy are essential.
Limitations
Despite the promising outcomes obtained in this investigation, several limitations remain in the present study. The composites were fabricated using the hand lay-up technique, which may introduce voids and slight variations in fiber distribution and resin impregnation. Interfacial properties such as fiber pull-out strength and interlaminar shear strength were not quantitatively evaluated. In addition, long-term durability aspects including water absorption, moisture sensitivity, thermal aging, fatigue, creep, and environmental degradation were not investigated. The study also focused only on limited pectin filler concentrations (1, 3, and 5 vol.%), and a broader optimization range could provide deeper insight into filler–matrix interactions. Furthermore, large-scale manufacturing feasibility, lifecycle assessment, and detailed cost analysis of carrot peel-derived pectin composites were beyond the scope of the current work and require further investigation for industrial applications.
Footnotes
Authors’ contributions
Hemadri Chadalavada – Research, writing and testing. D.Jayabalakrishnan – Material arrangement and writing.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datastes were generated or analyzed during the current study.