
Abstract
This research presents the development and comprehensive performance evaluation of silk fibroin fiber reinforced epoxy matrix composites prepared from natural fibers of Bombyx mori (Bm), Antheraea pernyi (Ap), and Samia cynthia ricini (Sr). High volume fraction composites up to 68 vol% were prepared by vacuum-assisted resin impregnation and hot pressing. The effects of different kinds of silk fibers and fiber volume fractions on the mechanical, thermal, and microstructural properties of the composites were examined. Tensile tests showed a significant improvement over neat epoxy, and the values of tensile strengths for Bm, Sr, and Ap are 36.5 ± 2.5 MPa, 67.8 ± 3.8 MPa, and 98 ± 5.0 MPa, respectively, along with tensile modulus values ranging from 8.0 to 8.6 GPa. The flexural strengths for Bm, Sr, and Ap are 228, 210, and 250 MPa, and the flexural modulus values are 3.5-4.5 GPa. The impact strength values are up to four times higher, reaching a value of 28.5 kJ/m2 for Ap. The interlaminar shear strengths are more than doubled compared to neat epoxy. Dynamic mechanical thermal analysis tests showed that the storage modulus retention and thermal stability are improved. The A. Peryii silk fiber-reinforced epoxy composite material possesses a balanced combination of properties, and this study confirms that silk fibroin fiber-reinforced composites are sustainable, high-performance fiber-reinforced composite materials.
Keywords
Introduction
Fiber-reinforced polymer composites are increasingly used in structural engineering applications because of their high strength-to-weight ratio and design flexibility. Among various classes of composites, fiber-reinforced polymer systems have gained significant attention for structural applications. 1 Several natural reinforcements have been used among which silk fibroin is one of the most promising reinforcements because of its favorable mechanical properties, low density, and compatibility with polymers. 2 In recent years, silk-based materials have been explored beyond biomedical applications and are increasingly considered for structural and hybrid composite systems. 3 This shift is driven by the need for sustainable reinforcement alternatives to synthetic fibers in advanced engineering applications. 4
Previous studies have reported the processing of silk fibroin-based fiber slurries and hybrid systems combining silk with nano fibrillated materials. 5 However, such approaches often suffer from limitations such as poor fiber dispersion, aggregation, and inconsistent fiber morphology, which negatively affect the mechanical performance of the resulting composites. 6 Natural fibers, in general, have been extensively investigated as reinforcing phases in polymer composites due to their low density, cost-effectiveness, and environmental advantages. 7 In structural applications, natural fiber composites have shown potential for energy absorption and lightweight design. Silk fibers have also been studied in hybrid systems with high-strength reinforcements such as carbon fibers and glass fibers to improve impact resistance and structural performance. 8
Despite the advantages of enhanced impact resistance and low weight obtained through the use of silk composite materials in past studies, there still exist a number of critical drawbacks that have not yet been solved. Studies dealing with silk slurry and nanofibrillated reinforcing materials showed uneven fiber distribution and fiber aggregation leading to unstable mechanical properties. Moreover, the use of hybrid reinforcing materials increased the toughness of materials, but failed to provide the required stiffness. Another problem was the fact that research was mostly carried out for ballistic and biomedical application.
To overcome such challenges, the current study has chosen to focus on the investigation of Silk Fibroin Fiber Reinforced Epoxy Composites (SFFRECs), where the short fibers are controlled to have aligned orientation and known fiber volume fractions. The performance of the fabricated composite materials is then tested from both mechanical and thermal aspects to assess their capabilities in being used as structures. In addition, several types of silk fibroin is tested to explore the effect of each on its own mechanical properties and failure mechanisms.
The organization of the manuscript is set up in key sections for the systematic presentation of research. Section 1 contains the motivation for using Silk Fibroin Fibers (SFF) in epoxy composites and aims to set the objectives of the study. Section 2 deals with the materials, fabrication, and experimental methods adopted for mechanical, thermal, and microstructural testing. Section 3 comprises the presentation and discussion of the results of tensile, flexural, interlaminar shear, impact, and Dynamic Mechanical Thermal Analysis
Objective of the study
✓ Using a simple hot-press and vacuum-assisted method, create silk fibroin fiber reinforced epoxy composites with different reinforcement volume fractions and evaluate the impact of fiber content on composite performance. ✓ To evaluate the mechanical behavior of SFFRECs, including tensile, flexural, interlaminar shear, impact, dynamic, and thermal properties, to determine the strengthening and toughening effects of silk fibroin fibers. ✓ To investigate the influence of different silk fibroin sources such as B. mori, A. pernyi, and Samia cynthia ricini on the mechanical performance, failure modes, and brittle–ductile transition of the composites. ✓ To investigate the potential of SFFRECs for environmentally sustainable and evaluate the influence on strength and thermal behavior, emphasizing their suitability for lightweight structural components and their performance under low temperatures and impact conditions.
Literature review
Prior investigations have shown that there was a significant benefit of increased impact resistance, toughness, and low weight in the use of composite materials that contain silk fibers. Patanapisalsin et al. 9 employed the two primary approaches to using natural silk that are covered in this article were creating recombinant spider silk proteins and incorporating silk fibers into composites. Their research highlighted the ability of silk composites to enhance the toughness and impact resistance of structures without adding too much mass, thus showing promise of silk materials in aerospace engineering and armor technologies. Nevertheless, their research was only concerned with general reinforcement techniques and never explored the performance of silk fibroin-reinforced epoxy composite systems under optimized fiber alignment configurations. Jarupong et al. 10 evaluated the ballistics and mechanical properties of recycled composite materials from the cocoons of white silkworms (WCRC). They was revealed that waste silk composite materials that were considered effective, eco-friendly, and inexpensive substitutes to be used in ballistics protective devices. Even though their research confirmed that silk waste composites have great potential in energy absorption applications, the study concentrated on ballistics protection and finite element analysis rather than load-bearing epoxy composite materials. Likewise, Rahman et al. 11 fabricated ecological composite sheets from silk cocoon waste and epoxy resin that was used for ballistic applications. These composites displayed good tensile and impact properties under projectile loads. However, their research was more focused on ballistic properties and behaviors rather than structural properties, interface bonding efficacy, and thermal performance of the composite sheet when subjected to engineering loads. They appeared that there was a need for further studies on silk fibroin-reinforced epoxy composites for structural purposes. Research has also highlighted the importance of reinforcement configuration and fabrication techniques in improving composite performance. Mann et al. 12 conducted research on thermoset composites filled with continuous carbon fiber tows and observed increased tensile and flexural strengths attributed to improved wetting and fiber/matrix interactions. Their study concluded that orientation and resin penetration played important roles in controlling the behavior of the composites. Nevertheless, their study concentrated on continuous fibers of synthetic origin without exploring the use of short natural fibers of silk fibroin for epoxy composites. Puttegowda 13 discussed the evolution of sustainable green composites from renewable fiber and polymer sources used in automobile, aerospace, and marine industries. They focused on the ecological benefits associated with natural fiber composite, such as biodegradation and eco-friendly nature. Nevertheless, their research only provided an overview of general issues related to natural fiber composites but did not consider the structural effectiveness, fiber orientation, and mechanical strength properties of silk fibroin-based epoxy composites. Liang et al. 14 conducted research into natural fiber composites, made from fibers including hemp, kenaf, jute, and flax. Their research brought out the significance of increasing fiber and matrix interaction and durability in the development of sustainable composites. While their research illustrated the rising trend in developing natural fiber reinforced composites, the majority of the composites made were in woven form or had continuous fibers. Little was known about alignment of short SFF and comparison of different silks processed using the same conditions. Although the versatility of silk fibroin based materials in various application fields was promising, their applicability in structural epoxy composites still needs to be evaluated in a more transparent manner. Choosang et al. 15 designed silk fibroin-MXene electrospun composites as fibers to be used in their field of tissue engineering. Although the research work highlighted good biological and structural properties, they mainly emphasized the biological application and paid less attention to the efficiency of structural reinforcement. Likewise, Wang et al. 16 have prepared Silk Fibroin-Based Membranes (SFMU) through a process of unidirectional nanopore dehydration and inclusion of iron oxide nanoparticles, which resulted in better structure formation and mechanical properties. While the experiments showed that the water resistance of the materials was increased along with elasticity, these structures were designed for biomedical applications, not for epoxy composites. Mejía Suaza et al. 17 examined bone tissue engineering scaffold applications through the use of nanofibers of silk fibroin that were reinforced by silver nanoparticles. Their results indicated enhanced thermal stability, mineralization, and cell response; nevertheless, their research was mostly focused on the nanofiber structures and biological aspects, with no attention to structural composites and high-fraction epoxies.
A review of the existing studies shows that, while there are promising results for the improvements in the mechanical properties, impact resistance, and sustainability of silk-based and natural fiber composites, most of the existing studies are focused on particular applications, such as biomedical scaffolds, ballistic protection, and nanostructured materials. It is noted that most of the existing studies are focused on the development of the materials, and there are not enough studies devoted to the analysis of the structural aspects of the fiber-reinforced composites. In particular, most of the existing studies are focused on random or fabric-based fiber arrangements, and there are no comparative studies of various types of silk fibroins under identical conditions.
Despite these advancements, existing research has some limitations, such as insufficient exploration of high volume fraction natural fibers, lack of fiber orientation, and insufficient comparative analysis of various species of silk fibroin. These limitations restrict the understanding of structure property correlations in such composites. Unlike previous research, in this research, an attempt has been made to develop silk fibroin fiber-reinforced epoxy composite materials by using controlled alignment of short SFFs at high volume fractions. In addition, various species of silk fibroin have been compared and analyzed to understand their effect on various properties. The novelty of the current work resides in the synthesis and characterization of aligned short fibers of silk fibroin reinforced epoxy-based composites used in structural applications. Based on the identified research gaps, the present study aims to address these limitations through controlled fabrication and comprehensive performance evaluation.
Methods and materials
Preparation and characterization of the SFFRECs are discussed in the methods and materials section. Preparation is discussed of SFF from three species of wood, followed by epoxy-hardener concoction processing and laminate fabrication with vacuum-assisted impregnation and hot pressing, in addition to standardized tests for evaluating mechanical, thermal, and microstructural properties. These specific steps ensure the reliability, repeatability, and accuracy of the developed composite samples for analyses to follow.
Materials used
To prepare the raw materials for SFFRECs, both natural SFF and the epoxy resin system are processed together for optimum compatibilization of reinforcement and matrix performance.
Table of the materials’ mechanical characteristics in SFFRECs.

Epoxy resin and hardener
The commercial epoxy resin system CYD-128 fixed with a polyamine hardener, EPAMINE PA-53, was the matrix material. Then, with the ratio of 2:1 resin-to-hardener from the manufacturer, the compositions were cured and cross-linked to an adequate density of 1.2 g/cm3.
Silk fibroin fiber source
Silk fibroin fibers from three different silkworm species were used as reinforcement, they are as follows as Bm, Ap, and Sr. ❖
The silkworm cocoon waste that was used in the current research was derived from Chul 1-1 breed of Bombyx mori in the Nang Noi Sisaket-1 silkworm breed in Sisaket Province. The average size of the silkworm cocoon waste was about 1.7 cm in width and 3.1 cm in length; they were fibrous, blunt at one end, and pointed at the other end. Capitalizing on the exceptional specific strength and stiffness of the natural fiber, Bm silk fibroin fiber composites are used in lightweight applications and serve as reinforcement in polymer matrices. This leads to eco-friendly high-performance composites for various new-age engineering applications. ❖
Antheraea pernyi SFF were collected from wild tussah cocoons. Their filament diameters are considerably larger and β-sheet content is found to be greater when compared to that of Bm silk. This wild silk is particularly valuable for hybrid structural composites when integrated with stronger, stiffer synthetic fibers like CF. ❖
The different varieties of Eri silk were used, possessing a porous structure and thicker fibroin filaments for collection. Sr Silk fibroin is a promising natural biomaterial for lightweight composites because of its excellent biocompatibility, low weight, and good mechanical qualities, such as high toughness and strength.
Preparation of silk fibroin fibers and exopy resins
Silk fibroin fibers and epoxy resins undergo a series of controlled treatments to ensure optimum reinforcement quality and matrix performance for the composite. Silk is degummed from Bm, Ap, and Sr, dried, cut, and aligned so as to maintain uniform orientation and disentanglement, allowing effective bonding. At the same time, CYD-128 epoxy resin and EPAMINE PA-53 hardener are mixed, degassed, and conditioned to produce a matrix with a stable state for uniform infiltration and strong interfacial adhesion with the silk fibers.
Degumming
Silk fibers have been extracted from the respective sources, such as BM, AP, and SR. Degumming of the raw silk was done to remove sericin from the fibroin core. Degumming was done with mild alkaline solution containing 0.04 wt.% Na2CO3 for 30 min, the most appropriate solvent for dissolving sericin yet preserving the structural integrity and mechanical properties of the fibroin filaments. This is critical in our study, as removing sericin that improves fibre-matrix bonding and facilitates resin infiltration while ensuring that the reinforcing effect is exclusively due to fibroin protein; thus, mechanical performance comparisons are carried out across silk species.
Washing and drying
After degumming, the fibers were thoroughly washed with distilled water to wash off the remaining alkalis and pieces of sericin. The washing of the fibers is done to protect against the adverse effects of chemical impurities on curing reactions or interfacial bonding. The fibers were dried in a vacuum oven at 60°C for 8 h to dry the fibers and remove the moisture from them, in an attempt to develop excellent adhesion between the epoxy matrix and the silk fibers. Drying of fibers is an essential step in the production of SFFRECs, as it removes the moisture from the fibers, ensuring uniform wetting of the resin and reducing the formation of defects during composite fabrication.
Cutting and alignment
After drying, the SFF were cut to the required lengths determined by the composite thickness of reinforcement volume fraction of 30 mm. The fibers were then manually arranged along a preferred direction to achieve preferential alignment within each layer of the laminate. The alignment has been a major consideration in our research as fiber orientation has a direct effect on the mechanical behavior of the composites under tensile and flexural loading conditions. Optimum alignment that liberates the fibers from uneven stress distributions, increases load transfer efficiency, and enables valid comparisons between results obtained using different types of fibers. In this current research, controlled orientation of short fibroin fibers was used to enhance load transfer effectiveness along the desired direction of reinforcement while reducing randomness during manufacture. The reinforcing fibers utilized in this study include short fibers made from silk fibroin. Such fibers have lengths of 30 mm. These fibers are arranged in the aligned state within each layer of the composite material. The preferential positioning of fibers in the epoxy matrix was further investigated by microstructural analysis after composite fabrication.
Epoxy resin preparation
The composite matrix was prepared from epoxy resin E-51 provided by Hexion Chemicals India Pvt. Ltd, Mumbai, Maharashtra, also known as bisphenol-A, commercial epoxy resin with a density of approximately 1.2 g/cm3 was used as the matrix material. The curing agent employed was polyether amine D-400, a polyamine-based hardener commonly used in epoxy resin systems. Both the epoxy resin and the hardener were procured from local chemical suppliers in India.
The epoxy resin and hardener were mixed in a weight ratio of 2:1 and then applied in the matrix form for the composite fabrication process. After the curing process, the epoxy resin had a hardness of approximately 85 Shore D, as measured using the ASTM D2240 test. This is presented as an additional property.
Figure 1 displays the preparation of silk fibroin fiber reinforcement for epoxy composites involves degumming raw cocoons from silkworms with Na2CO3, rinsing, and drying the fibroin. The fibroin is cut into 30 mm pieces for uniform sizing. Concurrently, CYD-128 epoxy resin is mixed with EPAMINE PA-53 hardener in a 2:1 ratio, and the fibroin fibers are hand-oriented before being incorporated into the epoxy matrix. Process of preparing Silk Fibroin Fibers and Epoxy Resins.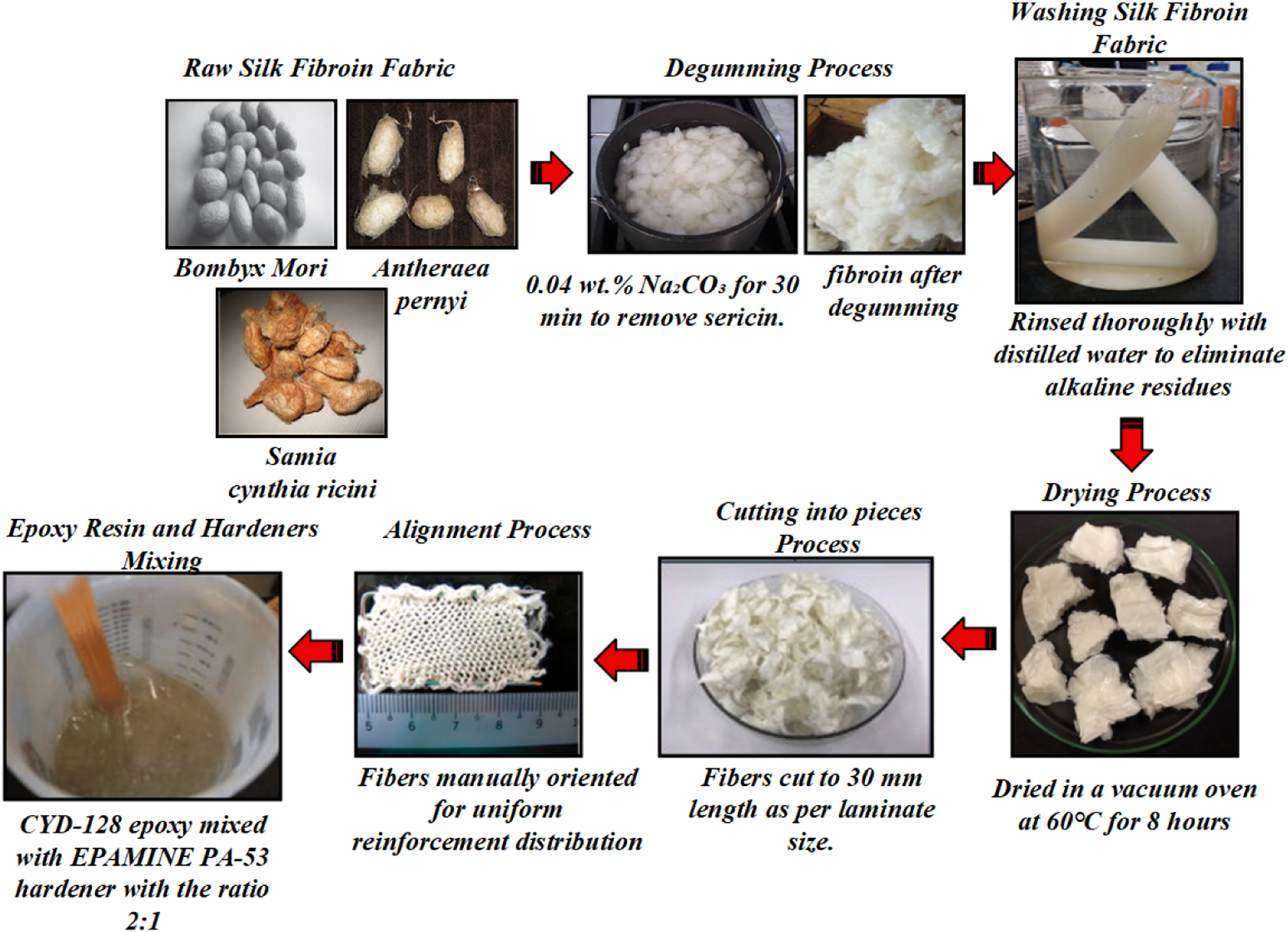
Composite fabrication process
Composite laminates were manufactured using a combined vacuum-assisted impregnation and hot-press moulding process. The preferred alignment of the short SFF is retained throughout the fabrication process in order to preserve the consistency of the distribution of reinforcement in all the samples.
Mould preparation
Before making the mould surfaces clean and covering them with a good releasing agent to avoid adhering cured laminate to mould walls, for smooth demoulding without damage to the composite surface, well-mould preparation is part of the whole work for uniform laminate thickness, precise fiber packing, and consistent pressure distribution during hot pressing.
Fiber layer stacking
The SFF from the three species are aligned and placed inside the mould in volumes from 25% to 68% to achieve the desired reinforcement volume fractions. The stacking procedure applied fiber layering involving the sequence placement of fiber arrangement, followed by the compaction of the layers for uniform thickness and orientation. Such was a crucial point since the reinforcement volume fraction would have a direct effect on performance in terms of stiffness, strength, and energy absorption capacity. The manner in which these composites were stacked could ensure varying composite behavior attributable to fiber content and species, rather than because of processing inconsistencies. The use of a high fiber volume fraction of up to 68% is also an important feature of this research because such a high volume fraction of reinforcement is not usually attained in natural fiber composites due to difficulties associated with infiltration and wetting. This shows that the technique used is effective in producing composites with such a high fiber volume fraction.
Vacuum-assisted impregnation
The prepared resin mixture was then introduced into the stacked fibers using a vacuum-assisted technique at 5 mbar. This process ensures the proper penetration of the resin into the composite, thereby enhancing the interfacial bonding and minimizing the occurrence of voids. In our work, this step was most vital it allowed efficient impregnation into strong interfacial bonding lesser void formation, and correct evaluation of each silk species’ reinforcing capability.
Hot pressing
After impregnation, the fiber-resin assembly are subjected to hot-pressing at 60°C with a pressure of 1.38 MPa for 3 h to consolidate the composite and remove trapped air pockets. The predetermined temperature and pressure during consolidation developed low porosity as well as uniform fiber distribution and dense composite structure. This step was quite significant for the high-volume fractions of SFFRECs with 65%, where even resin-free reinforced materials have considerable challenges in acquiring full penetration and uniformity of structure.
Curing and post-curing
The cured laminates were impregnated and pressed according to the epoxy system requirements under controlled temperatures, specifically at 80°C for 2 h, compared to the aforementioned post-curing at 100°C for 1 h, which purportedly helps to increase the cross-link density thereby enhancing thermal stability of the matrix to achieve uniform mechanical properties in each sample. Once cured correctly, it helps the matrix to attain stiffness along with maximizing interfacial bonding with silk fibroin. This next stage is vital in making composites with reproducible properties for mechanical and thermal testing, thus accurately comparing the species and volume fractions.
Figure 2 depicts the development of a silk fibroin-epoxy composite involves layering silk fibroin fiber with epoxy resin under high pressure, followed by consolidation in a hot press. This process includes curing at 80°C for 2 h and post-curing at 100°C for 1 h to ensure complete cross-linking of the epoxy matrix, resulting in a strong, lightweight composite panel. Fabrication process of composites.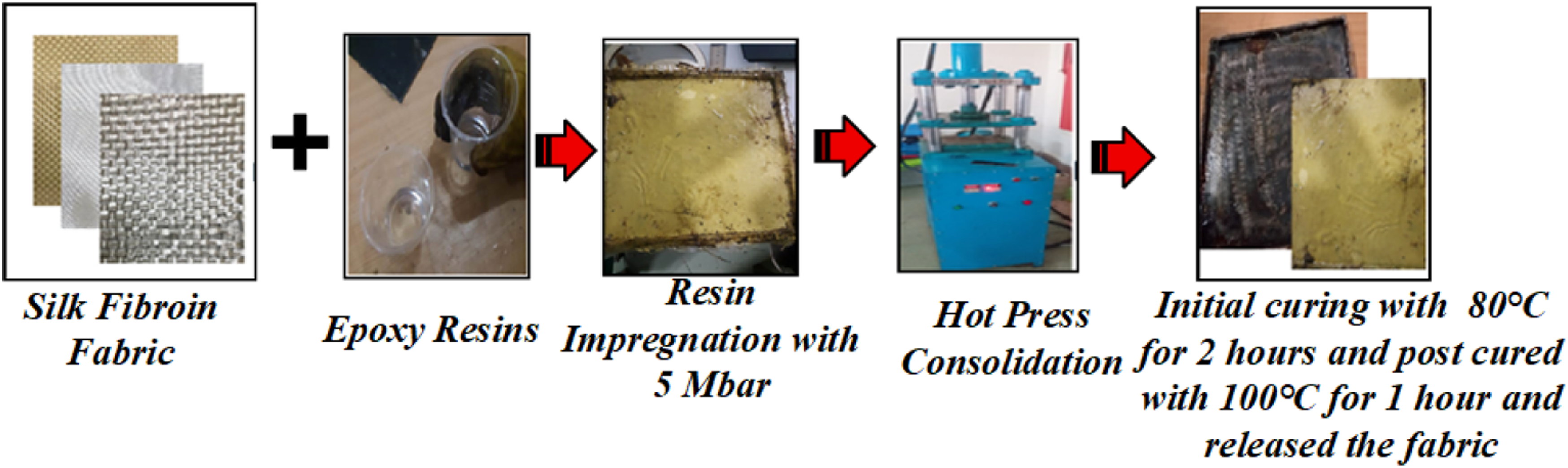
Determination of actual fiber volume fraction
To confirm the intended reinforcement content and verify the precision of structure-property relationships, the actual fiber volume fraction
Representative composite specimens were cut from the fabricated laminates of each silk species (BM, AP, SR) and for each targeted reinforcement level. The initial mass 

Void content estimation
The fabricated composite materials’ void content was also assessed to check the quality of the resin infiltration and consolidation process. The theoretical density of the composite materials was calculated by the rule of mixtures, considering the densities of the fiber and matrix materials and their volume fractions, respectively. The experimental density of the composite materials was obtained by the Archimedes method. The void content of the composite materials was estimated by the difference between the experimental and theoretical densities. The results revealed that the composite materials’ void content was below 5%, indicating the successful resin infiltration and the low defects in the laminate composite structures. The high fiber volume fraction of 68% is well above the conventional levels of natural fibers, which are generally between 40% and 50%. This has been achieved in the present study through the proper alignment of the fibers, efficient vacuum-assisted resin infiltration at 5 mbar pressure, and subsequent hot pressing at 1.38 MPa pressure. Any possible defects, dry spots, non-uniform wetting, and resin starvation were well minimized through the optimized conditions and the proper control of the stacking sequence. The experimentally determined percentage of void content has been well maintained at levels below 5%, which is satisfactory. Furthermore, the results of the SEM analysis are also in good agreement with the presence of uniform fibers and the effectiveness of the fabrication process. The low void content of the composite materials is attributed to the combined effects of the vacuum-assisted resin infiltration and hot-pressing process. The void content 
Mechanical property testing
The mechanical property tests conducted on SFFRECs were for evaluating structural performance, strengthening potential, and failure behavior of the developed composites. The standard load tests like tensile, flexural, interlaminar shear, impact, and dynamic analysis were performed to evaluate the effect of varied silk types and the volume fraction of reinforcement on the behavior of composites. These tests give an understanding of stiffness, strength, toughness, and energy absorption and thus, provide a basis for analysis on the appropriate suitability of composites in lightweight structures. A minimum of five specimens (n = 5) were tested for each composition to guarantee the validity and repeatability of the experimental findings.
Tensile test
The SFFRECs were tensile tested following the ISO 527-4:2020 standards for fiber-reinforced composites. The specimens were machined into the standard dog-bone geometry with an average thickness of 2 mm, identical to the composite laminates produced in this research. The reported values represent the average of five specimens, ensuring consistency in the measured properties. The tests were carried out on a Kamal Metal Industries based in Ahmedabad, testing machine set at a crosshead speed of 0.5 mm/min. All samples corresponding to silk fibroin volume fractions (up to 68 vol. %) were tested under identical conditions so as to ascertain the influence of reinforcement content and silk species on tensile strength, modulus, and breaking energy.
18
The breaking energy (toughness) was calculated as the area under the stress-strain curve obtained from tensile testing. The area under the curve was determined using the trapezoidal numerical integration method based on the experimental stress-strain data. The caluculation of breaking energy which is expressed as per equation (4), where 
Flexural test
Flexural behavior of the fabricated SFFRECs was evaluated with a three-point bending configuration as per ASTM D790. A minimum of five specimens (n = 5) were tested for each sample under identical conditions. The specimens were cut down to 10 mm in width, 3.1 mm in thickness, and 100 mm in total length. Testing was conducted using Universal Testing Machine EIE Instruments Private Limited with Model: TM-074D, 100 kN load cell capacity with a span-to-thickness ratio of 16:1, as per the standard. Each composite formulation was tested to failure, including the one with a maximum of 68 vol.% silk fibroin laminate, to determine flexural strength, modulus, and deformation behavior.
Interlaminar shear test
Interlaminar shear testing was done as per ISO 14130 by a displacement rate of 1 mm/min. All SFFREC samples were precision-cut using progressive water-jet cutting to achieve a dimensional tolerance of ±0.05 mm for accurate load transfer and edge effect minimization. The ILSS values are used to estimate the silk fibroin fiber-epoxy matrix interfacial bonding as well as load transfer efficiency.
Impact test
The impact strength of SFFRECs was determined according to ISO 9073-17 in tensile-impact mode. For each composite type, five specimens (n = 5) were tested and the average value was reported. The specimen thickness was modestly set at 1.05 mm in adhesive with the kind of laminate thickness achieved in our fabrication process. An impact testing unit was used Presto Stantest Pvt Ltd, Faridabad, Haryana, India designed to characteristically evaluate the high energy absorption behavior of composites reinforced with Ap which exhibited a considerable toughening effect.
Dynamic Mechanical Thermal Analysis
Dynamic mechanical thermal analysis was performed to test the temperature-dependent viscoelastic behavior of SFFRCs. The tests were done using Waters (India) Private Limited operating the brand of TA Instruments DMA 850 model in the single cantilever mode. The temperature was maintained from −50°C to 150°C, at a constant frequency of 1 Hz and heating rate of 3°C/min. A dynamic strain amplitude of 0.1% was applied. The storage modulus (E′), loss modulus (E″), and loss factor (tan δ) were measured to assess the effect of silk fibroin volume fraction and species on the thermo-mechanical property.
Microstructure and morphological analysis
Using a trans-reflective polarizing optical microscope, the architecture of silk fibroin fabrics in composite laminates was examined, with an emphasis on yarn orientation, weave uniformity, filament arrangement, and flaws influencing mechanical performance. Using a FE-SEM operating at 10 kV following gold sputter-coating for conductivity, fracture surfaces and fiber/matrix interfacial properties were investigated using scanning electron microscopy (SEM). In order to evaluate SFF and their nano-scale characteristics, high-resolution imaging was carried out using a TESCAN MIRA LMS. This allowed for the identification of fiber surfaces, matrix penetration, fiber pull-out behavior, micro-voids, and failure patterns, which linked microstructural characteristics with the mechanical behavior of the composites.
Data analysis
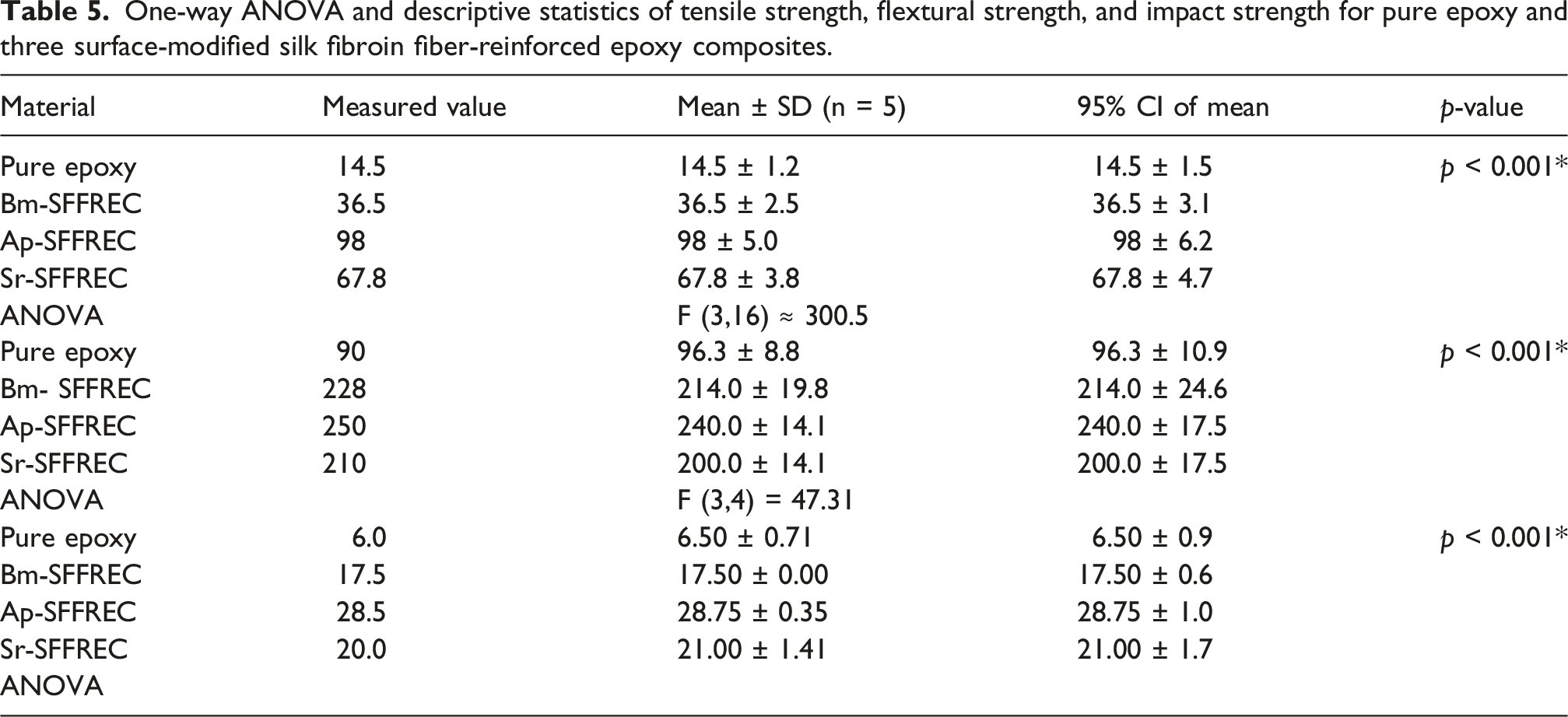
The mechanical test data enduring statistical analyses was to investigate the volume and type of silk fibroin reinforcement on the composite properties. For group differences, analysis of variance (ANOVA) was applied while pairwise comparisons for statistical significance were made by two-sample t-tests. A correlation matrix established relationships among key properties such as tensile strength and flexural modulus, which confirmed that the improvement for silk fibroin reinforced composites depended upon a combination of reinforcement parameters and composite architecture. Statistically analyzed mechanical properties with experimental data are shown in Tables 3–5.
Results and discussion
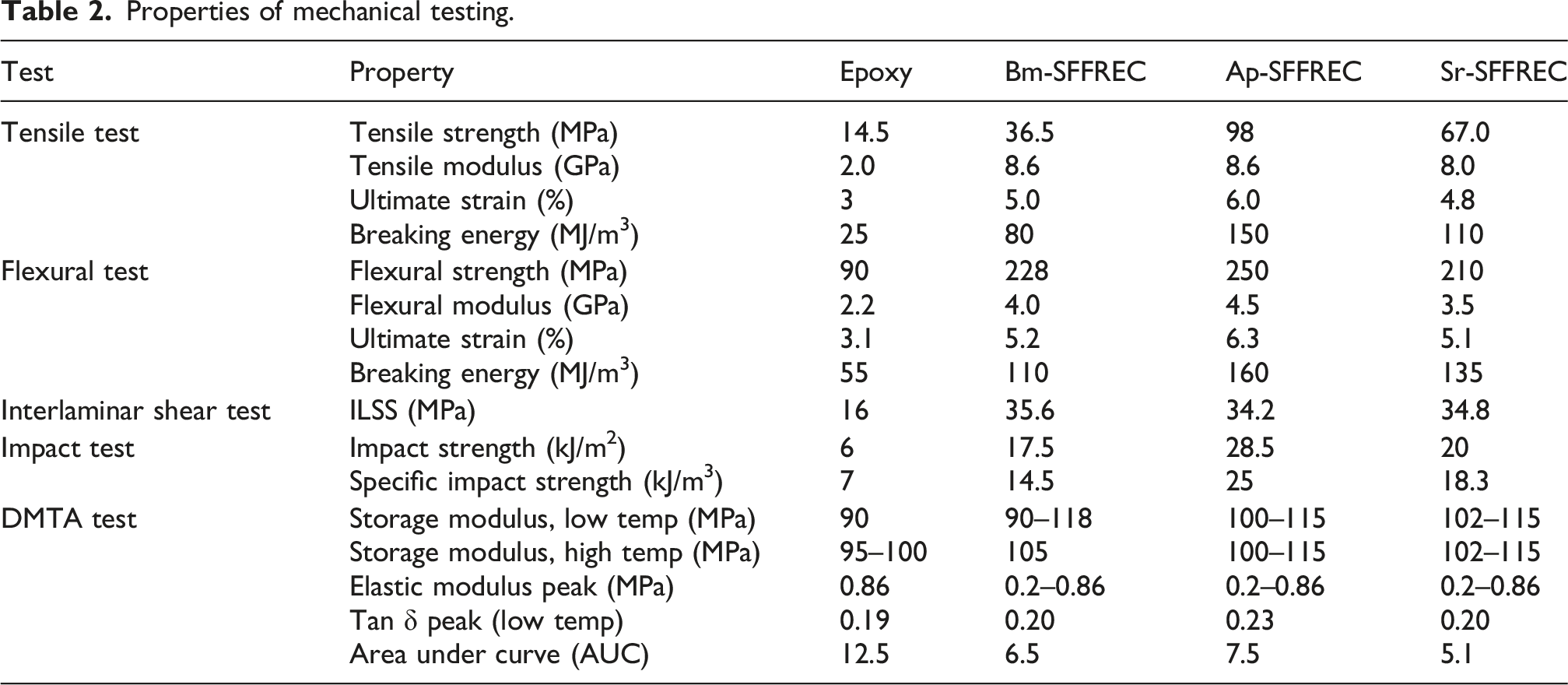
Properties of mechanical testing.
Tensile test
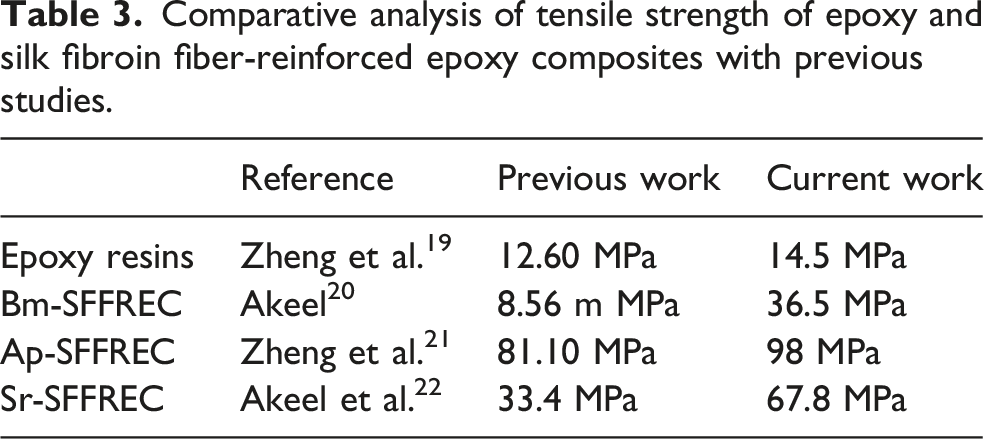
Figure 3 depicts the analysis of the tensile test with epoxy resins and SFFRCs. Figure 3(a) captures the tensile stress-strain response of epoxy and epoxy composites reinforced with SFF. The curves represent the average response of five specimens (n = 5). Pure epoxy shows the tensile strength value 14.5 ± 1.2 MPa, while Bm-SFFRECs, Sr-SFFRECs, and Ap-SFFRECs achieve progressively higher tensile strengths at values of 36.5 ± 2.5 MPa, 67.8 ± 3.8 MPa, and 98 ± 5.0 MPa respectively. Silk reinforcement apparently augments stiffness, strength, and ductility, with Ap-SFFREC showing the highest overall tensile performance. Enhanced performance stems from effective stress transfer and very efficient fiber-matrix interaction within the composite structure. Figure 3(b) compares the mechanical performances, namely tensile modulus and tensile strength, of pure epoxy with three types of SFFREC such as Bm-SFFREC, Ap-SFFREC, and Sr-SFFREC. The results indicates that pure epoxy shows a approximate tensile modulus of about 2.0 GPa and tensile strength about 14.5 ± 1.2 MPa, while all the silk fiber-reinforced composites (SFFRECs) have far better values, with tensile modulus rising to 8.6 GPa and tensile strength rising to 98 ± 5.0 MPa. Thus, this leaves an obvious 4× improvement in stiffness and strength due to silk reinforcement, which enhancing load-bearing capability. Figure 3(c) shows that the improvement between ductility of composite materials and neat epoxy by reinforcing with SFF is quite impressive. Data on the ultimate strain graph show that pure epoxy has inferior ductility of around 3%. The SFFRECs, however, show better deformation capacity, with Bm-SFFREC having deformation capacity ranging 5.0%, Ap-SFFREC having 6.0%, and Sr-SFFREC from 4.8%. This reinforces the claims that silk reinforcement improves toughness and flexibility, with Ap-SFFREC producing the maximum improvement thereby validating efforts in making composites that are more deformable and resilient. Figure 3(d) depicts to compare the breaking energy (toughness) of pure epoxy with different SFFRCs. Epoxy Resin and Silk Fibroin Fiber-Reinforced Epoxy Composites (a) Tensile Stress-Strain Behaviour without the vacuum treatment, (b) Tensile Modulus and Tensile Strength, (c) Ultimate Strain, and (d) Breaking Energy.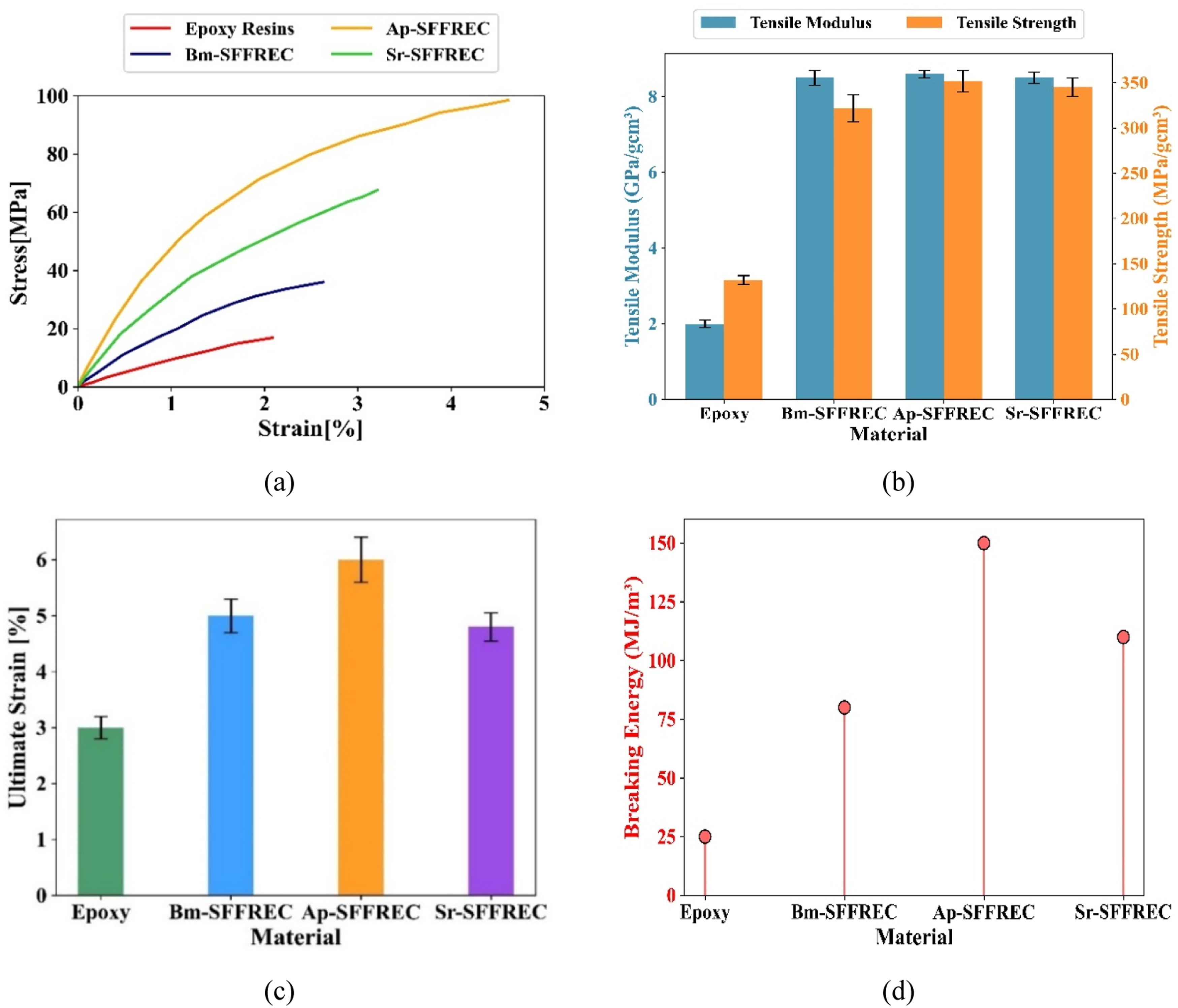
Comparative analysis of tensile strength of epoxy and silk fibroin fiber-reinforced epoxy composites with previous studies.
Flexural test
Figure 4 depicts the analysis of the flexural test with epoxy resins and SFFRCs. Figure 4(a) illustrates the tensile stress-strain behavior of epoxy and collagen fiber reinforced epoxy composites. Pure epoxy has the maximum tensile stress of about 90 MPa, while silk fiber has markedly improved performance. Bm-SFFREC reaches around 228 MPa, Sr-SFFREC has the maximum stress of about 210 MPa, and the last one, Ap-SFFREC, shows comparable high strength of around 250 MPa. Hence, these results show that reinforcement by silk has really increased the tensile strength, stiffness, and strain capacity, among which Sr- and Ap-based combinations have exhibited the most significant increments because superior interactions have taken place between fiber and matrix. Figure 4(b) indicates to compare the flexural modulus and flexural strength of pure epoxy with different SFFRCs. Pure epoxy is indicated on the graph to have flexural moduli of 2.2 GPa and flexural strength of 90 MPa. The values rise significantly for all composite types when SFF are used to reinforce them. Bm-SFFREC presents a flexural modulus of 4.0 GPa and a flexural strength of 228 MPa. The highest-modulus sample Ap-SFFREC with values of 4.5 GPa and strength of 250 MPa stands in first position. Sr-SFFREC also performed well with a modulus of about 3.5 GPa and strength within the range of 210 MPa. These results are very definite in the sense that silk fiber reinforcement increases both bending stiffness and strength in epoxy, the contribution being best among them by Ap-SFFREC. This aspires strongly to our aim of developing lightweight structural composites with higher load-bearing and flexural performances. Figure 4(c) illustrates the ultimate strain (ductility) comparison between pure epoxy and various silk fibroin fiber-reinforced composites. Pure epoxy exhibits the lowest strain at approximately 3.1%. In contrast, composites reinforced with SFF show significant increases, with Bm-SFFREC at 5.2%, Ap-SFFREC peaking at 6.3%, and Sr-SFFREC at 5.1%. Epoxy Resin and Silk Fibroin Fiber-Reinforced Epoxy Composites: (a) Tensile Stress-Strain Behaviour for the effect of vacuum treatment, (b) Flexural Modulus and Flexural Strength, (c) Ultimate Strain and (d) Breaking Energy.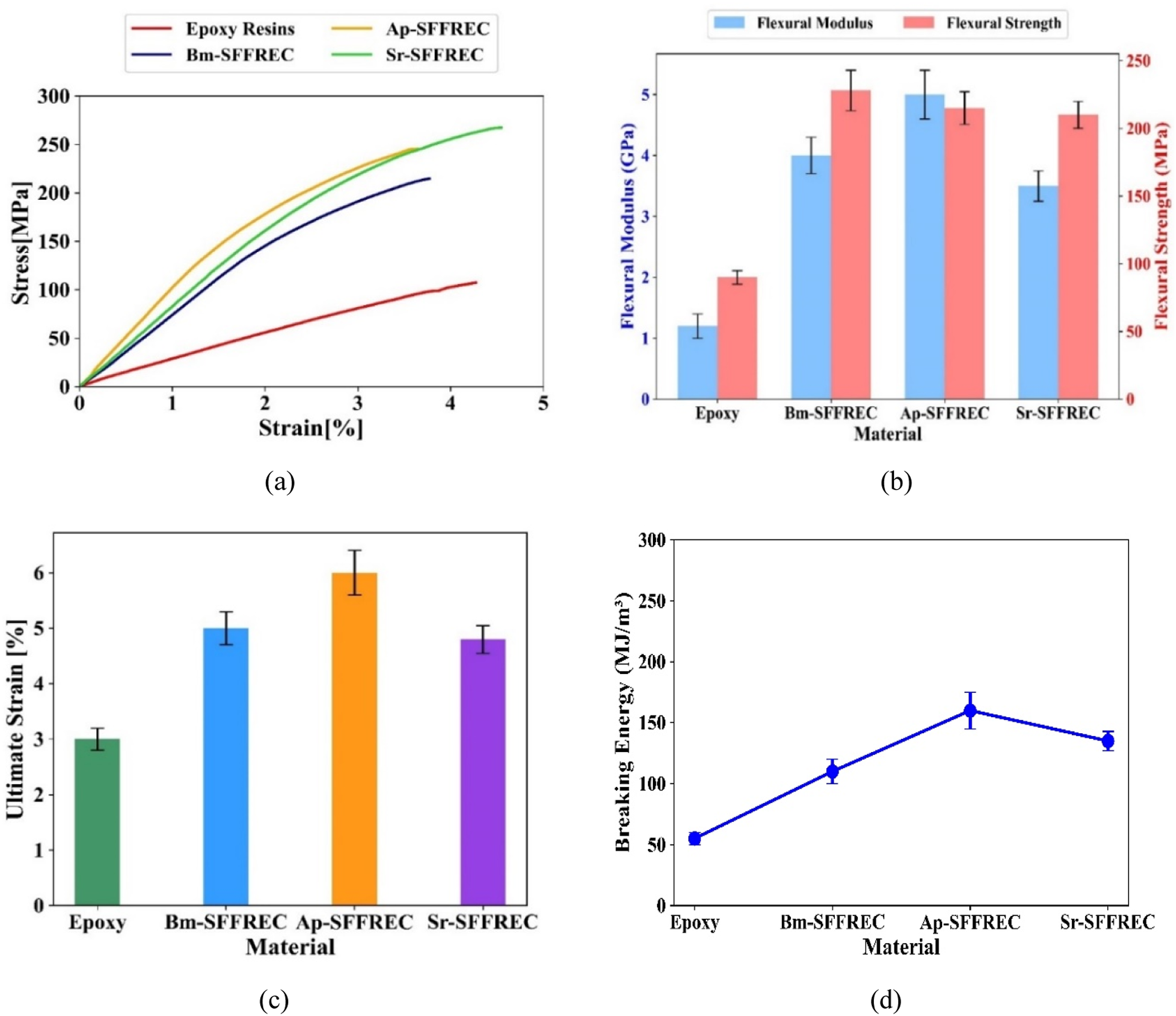
These findings suggest that silk fiber reinforcement enhances the bending capability and toughness of epoxy, particularly highlighted by Ap-SFFREC’s superior ductility, thereby contributing to the development of lightweight composites with better structural resilience. Figure 4(d) illustrates the breaking energy of epoxy compared to SFFRECs. Pure epoxy has a breaking energy of approximately 55 MJ/m3, indicating limited fracture resistance. In contrast, silk fibroin reinforcement significantly enhances this energy: Bm-SFFREC reaches 110 MJ/m3, while Ap-SFFREC peaks at 160 MJ/m3. Sr-SFFREC shows around 135 MJ/m3, demonstrating that silk reinforcement markedly improves energy absorption and fracture resistance. Ap-SFFREC exhibits the highest performance, aligning with the goal of creating lightweight, tough, and failure-resistant structural materials.
Interlaminar shear strength test
Figure 5 depicts that the interlaminar shear strength (ILSS) of pure epoxy which is compared with the three silk-fibroin-fiber-reinforced epoxy composites such as Bm-, Ap-, and Sr-SFFRECs to evaluate to what extent the fibre reinforcement improves the interfacial bonding strength. Interlaminar shear strength (ILSS) of epoxy and silk-fibroin-fiber-reinforced epoxy composites.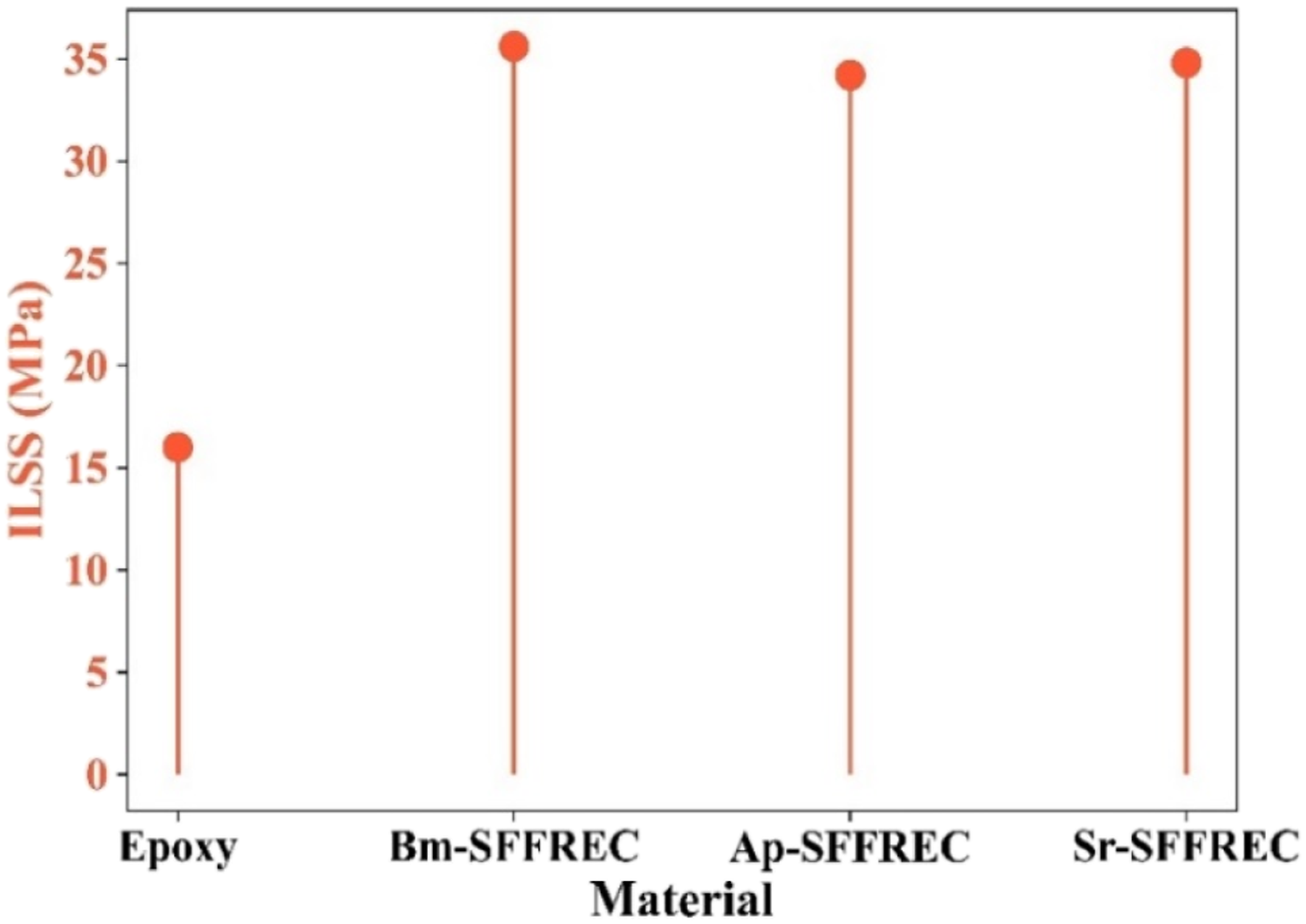
The graph shows that pure epoxy has the lowest ILSS value of 16 MPa, indicating weak interlaminar resistance, while all the silk-reinforced composites yielded relatively higher ILSS values in the range of 34–36 MPa, indicating that they provide significant improvement of about 90–130% over epoxy.
The Bm-SFFREC among the three has the highest ILSS 35.6 MPa which is closely followed by Ap-SFFREC 34.2 MPa and Sr-SFFREC 34.8 MPa. This indicates that the addition of silk fibers serves as a booster for adhesion between the fibers and epoxy matrix, enhancing load transfer. This is also in accordance with the study whereby interlaminar strength and structural performance of epoxy composites are enhanced using natural SFF.
Impact test
Figure 6 compares the impact and specific impact strength on epoxy and silk-fibroin-reinforced epoxy composites assessed the measures of toughness and energy absorption improvement. Results showed a noticeable enhancement of toughness with the reinforced incorporation of silk fibers into epoxy composites. Pure epoxy had the least impact strength 6 kJ/m2 and specific impact strength of 7 kJ/m3, which all referred to its brittle nature; the values were increased by reinforcement as Bm-SFFREC recorded 17.5 kJ/m2 and 14.5 kJ/m3, signifying enhanced crack resistance. The most outstanding performance was recorded by Ap-SFFREC, with impact strength of 28.5 kJ/m2 and specific impact strength of 25 kJ/m3, showing excellent capacity for energy absorption. The other improvement was registered in Sr-SFFREC, with high values of 20 kJ/m2 and 18.3 kJ/m3, thereby confirming steady improvement for different silk types. All these trends lead well to the objective of developing silk-reinforced composites of enhanced toughness, impact resistance, and energy-dissipation characteristics. Impact strength and specific impact strength of epoxy and silk-fibroin-reinforced epoxy composites.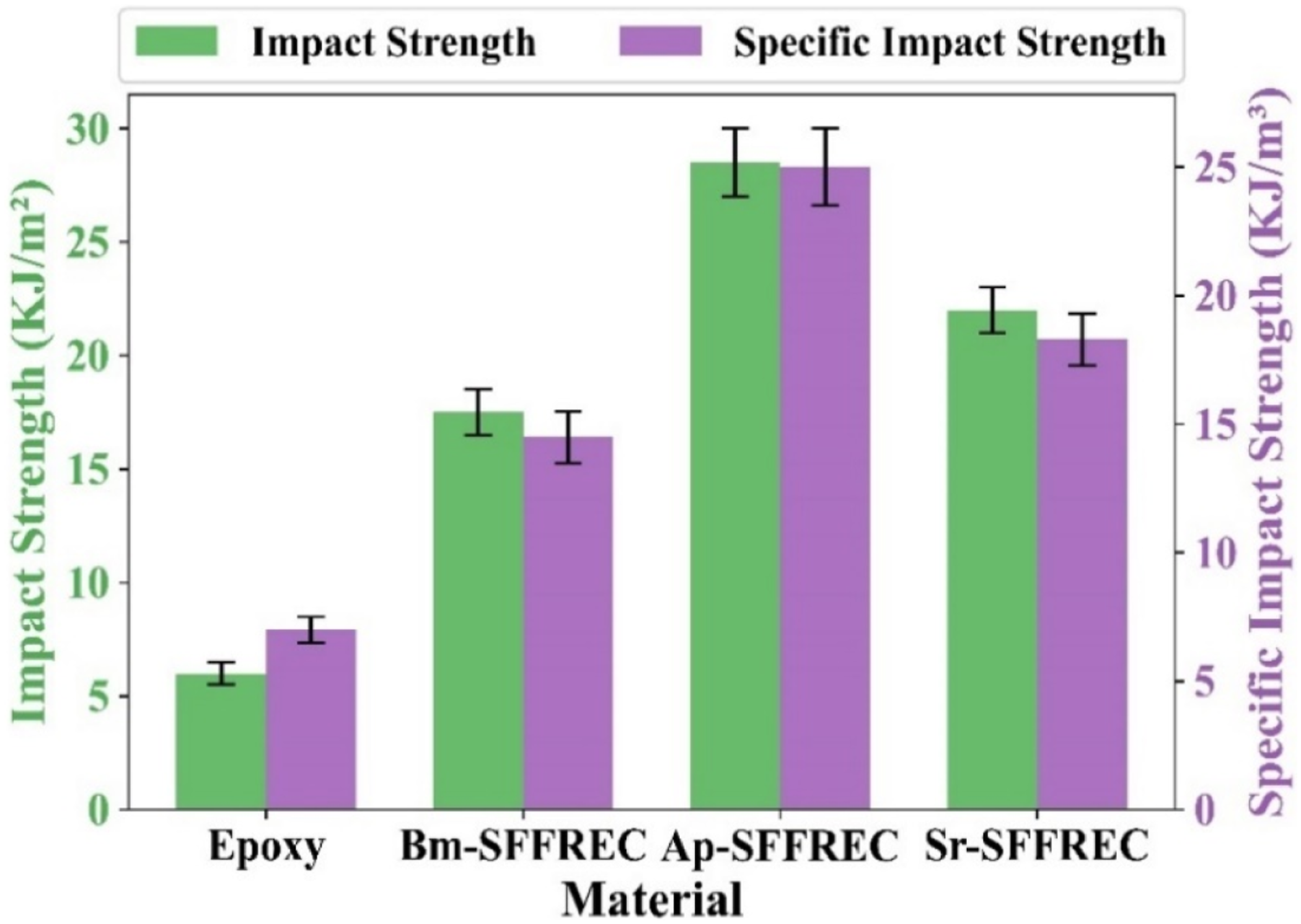
Dynamic mechanical thermal test
Figure 7 indicates the effect of silk fibroin fibre reinforcement on temperature-dependent stiffness is analysed by measuring the storage modulus (E′) of epoxy and silk-reinforced epoxy composites. The aforementioned studies show that epoxy has a steep reduction in its stiffness from about 3200 MPa at 25 to175°C and then goes down to 200 MPa beyond 175°C. On the other hand, it is impressive that silk-reinforced composites maintain stiffer characteristics throughout the temperatures; for instance, Bm-SFFREC has 6100 MPa at 25–175°C and drops to 400 MPa in high temperature, whereas Ap-SFFREC has 4900 MPa at 25–175°C and reduces to 800 MPa above 175°C; and Sr-SFFREC sustaining the highest stiffness, being in the ranges of 7200 MPa at 25–175°C, and dropping to 1400 MPa at high temperatures. The results clearly indicate that reinforcement with silk can potentially improve stiffness and thermal stability, of which Sr-SFFREC has been manifested to be one of the greatest improvements. Temperature-dependent storage modulus (E′) of epoxy and silk-fibroin-fiber-reinforced epoxy composites.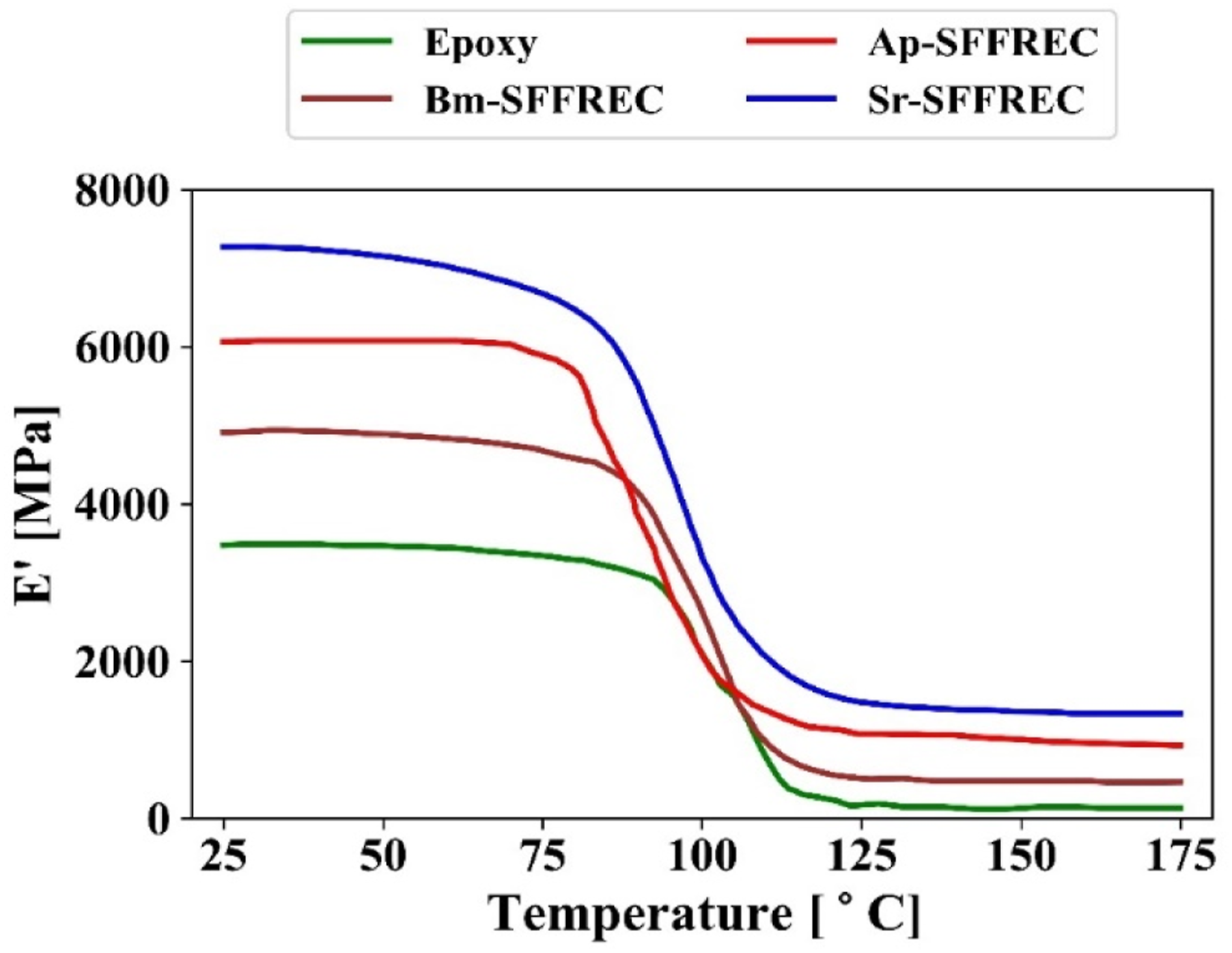
Figure 8 depicts the storage modulus of pure epoxy and silk-fibroin-fiber-reinforced epoxy composites like Bm-SFFRECs, Ap-SFFRECs, and Sr-SFFRECs, which is plotted at 30°C and 150°C to compare their stiffness retention across low and high temperatures. All composite materials with silk fiber outperformed the pure epoxy in terms of storage modulus at both temperatures. The pure epoxy stiffness value at 30°C was 90 MPa, while that of the silk composites lay in the range 90–118 MPa, which indicates enhancement of around 20–30%. At 150°C, the modulus of epoxy went down to about 95-100 MPa, while silk composites exhibited higher stiffness values: 105–115 MPa for Bm-SFFREC, 100–115 MPa for Ap-SFFREC, and 102–115 MPa Sr-SFFREC. These values further help to strengthen the influence of SFF in imparting excellent thermal-mechanical stability for increased load-bearing and structural reliability along a range of temperatures. Storage modulus of epoxy and silk-fibroin-fiber-reinforced epoxy composites at 30°C and 150°C.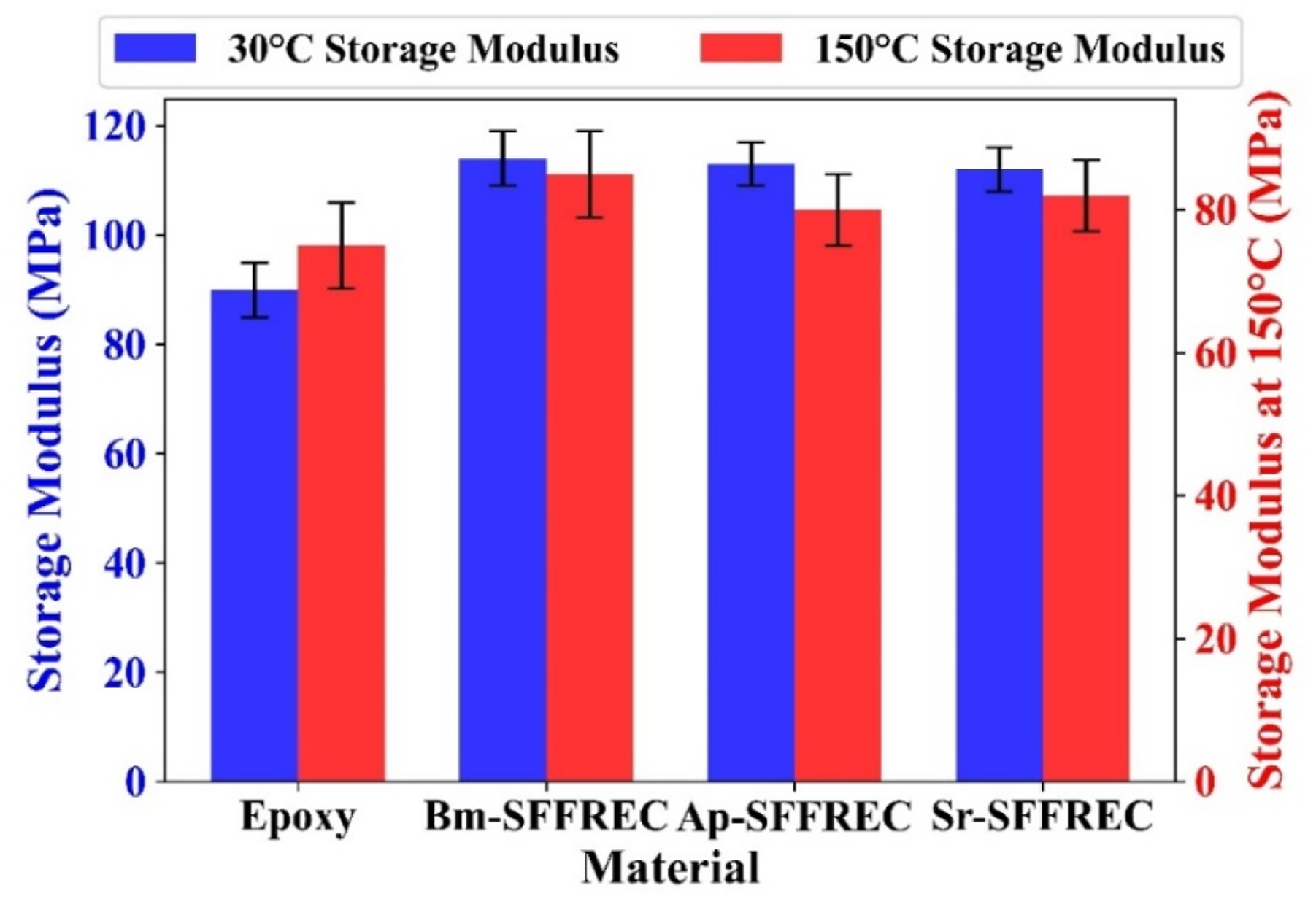
Figure 9 illustrated the elastic modulus (E) of epoxy and SFFREC to temperature from 25°C to 175°C. It is evident from the graph that elastic modulus (E) peaks (green curve) for unreinforced epoxy around 100°C; hence, the highest thermal stability. On the contrary, composites with Ap-SFFREC (red curve) had the highest peak of approximately 125°C, following with Bm-SFFREC (brown curve) around 100°C, and finally Sr-SFFREC (blue curve) with the lowest peak. In addition, the shift in temperature for each composite at which its peak occurs suggests variations in thermal behavior and reinforcement efficiencies of the different silk fibroin species within the epoxy matrix. The elastic modulus peaks in these composites are in the range of approximately 0.2 MPa to 0.86 MPa, depending on the silk species and their interaction with the matrix. Thermal stability and elastic modulus of epoxy and silk fibroin fiber reinforced epoxy composites.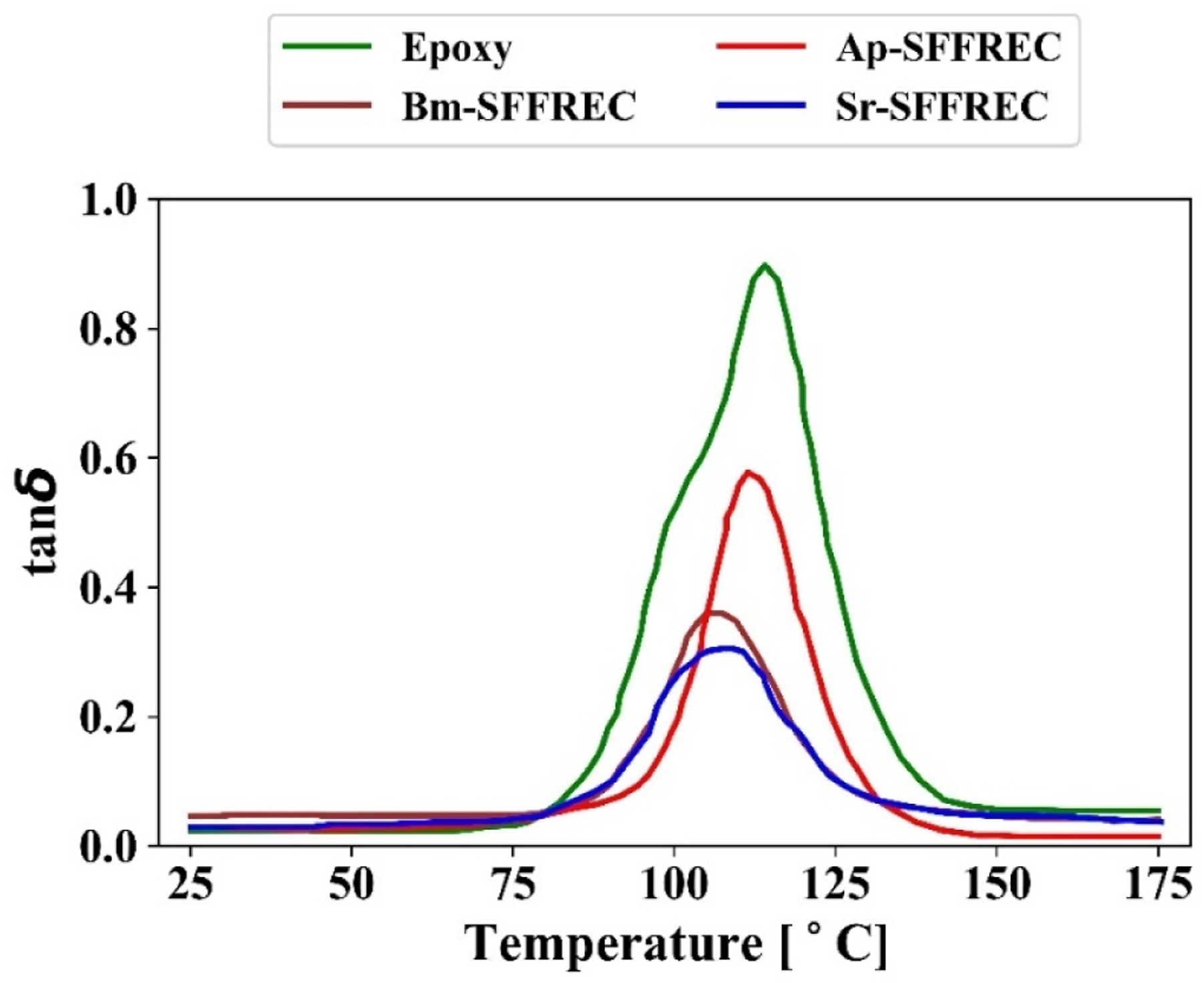
Figure 10 compared for the area under the curve (AUC), indicating total energy absorption or thermal stability over the temperature range for epoxy and SFFRECs. The graph indicates that epoxy material (unreinforced) has the highest AUC value of 12.5, which denotes the best overall energy absorption and thermal performance. The Bm-SFFREC (brown curve) comes next with an AUC noticeably lower at 6.5, while Ap-SFFREC (red curve) and Sr-SFFREC (blue curve) were much lower at 7.5 and 5.1, respectively. The error bars show the variability and uncertainty in the measurements, and it was observed that Sr-SFFREC had the least uniformity. This suggests that silk fibroin reinforcement, especially from Sr and Ap species, tends to reduce from overall thermal performance compared to pure epoxy, denoting a trade-off in reinforcement effectiveness. Auc for epoxy and silk fibroin fiber reinforced epoxy composites.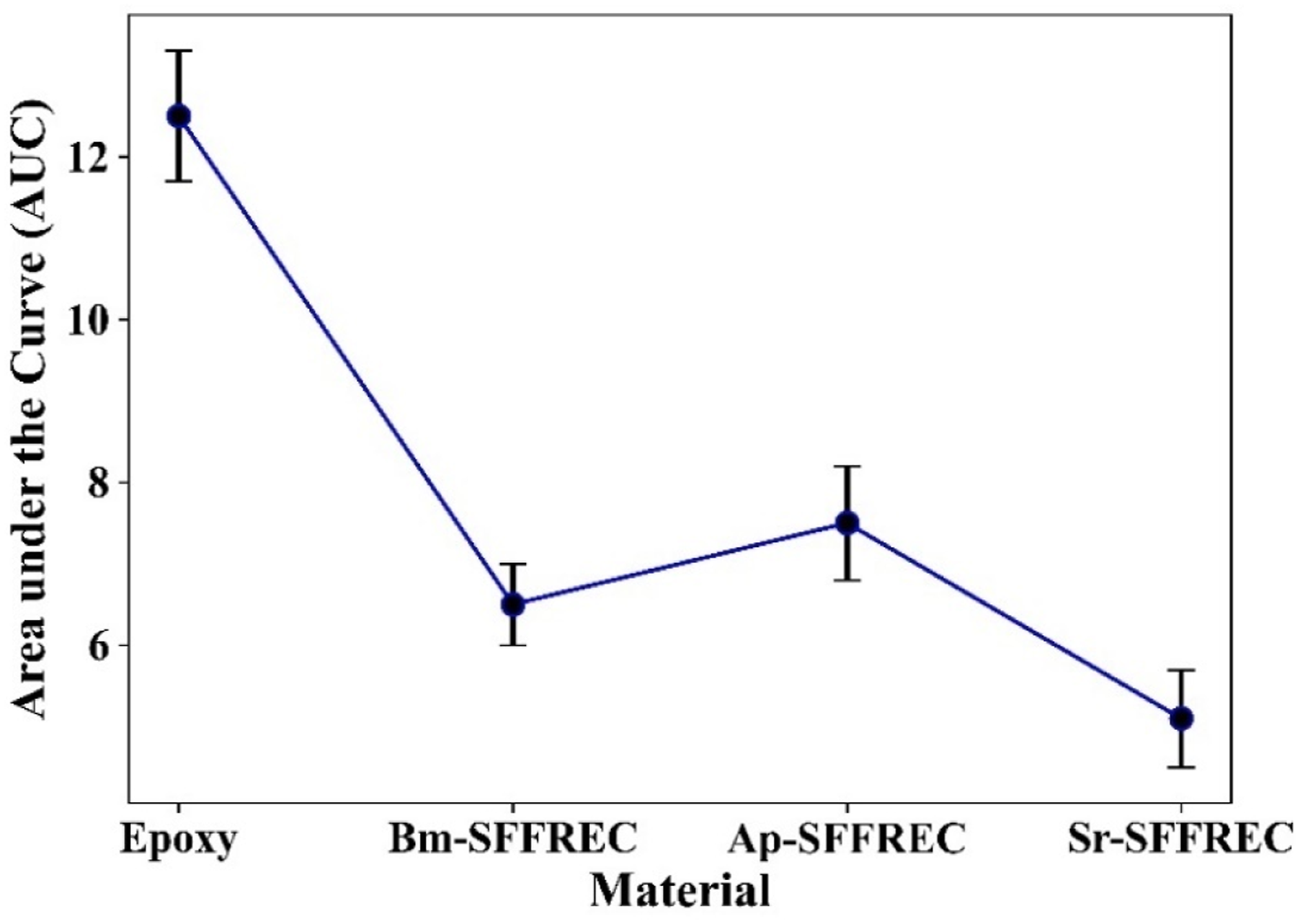
Figure 11 illustrates to analyze the behavior of the elastic modulus (E) of epoxy and SFFRECs over a temperature range from −150°C to 25°C. The graph illustrates that as the temperature decreases, the elastic modulus for all materials increases, with epoxy (green curve) maintaining the highest modulus throughout the temperature range. Specifically, epoxy shows a range from approximately 3100 MPa at 25°C to 5000 MPa at −150°C. Bm-SFFREC (brown curve) exhibits a lower elastic modulus compared to epoxy, ranging from about 5900 MPa, while Sr-SFFREC (red curve) shows the lowest modulus, ranging from 6000 MPa. This suggests that silk fibroin fiber reinforcement slightly reduces the material’s stiffness at low temperatures, with Sr-SFFREC showing the most significant reduction. The overall trend shows that while the reinforcement reduces stiffness, it still maintains considerable performance even at cryogenic temperatures. Elastic Modulus (E) versus Temperature for Epoxy and Silk Fibroin Fiber Reinforced Epoxy Composites at Low Temperatures.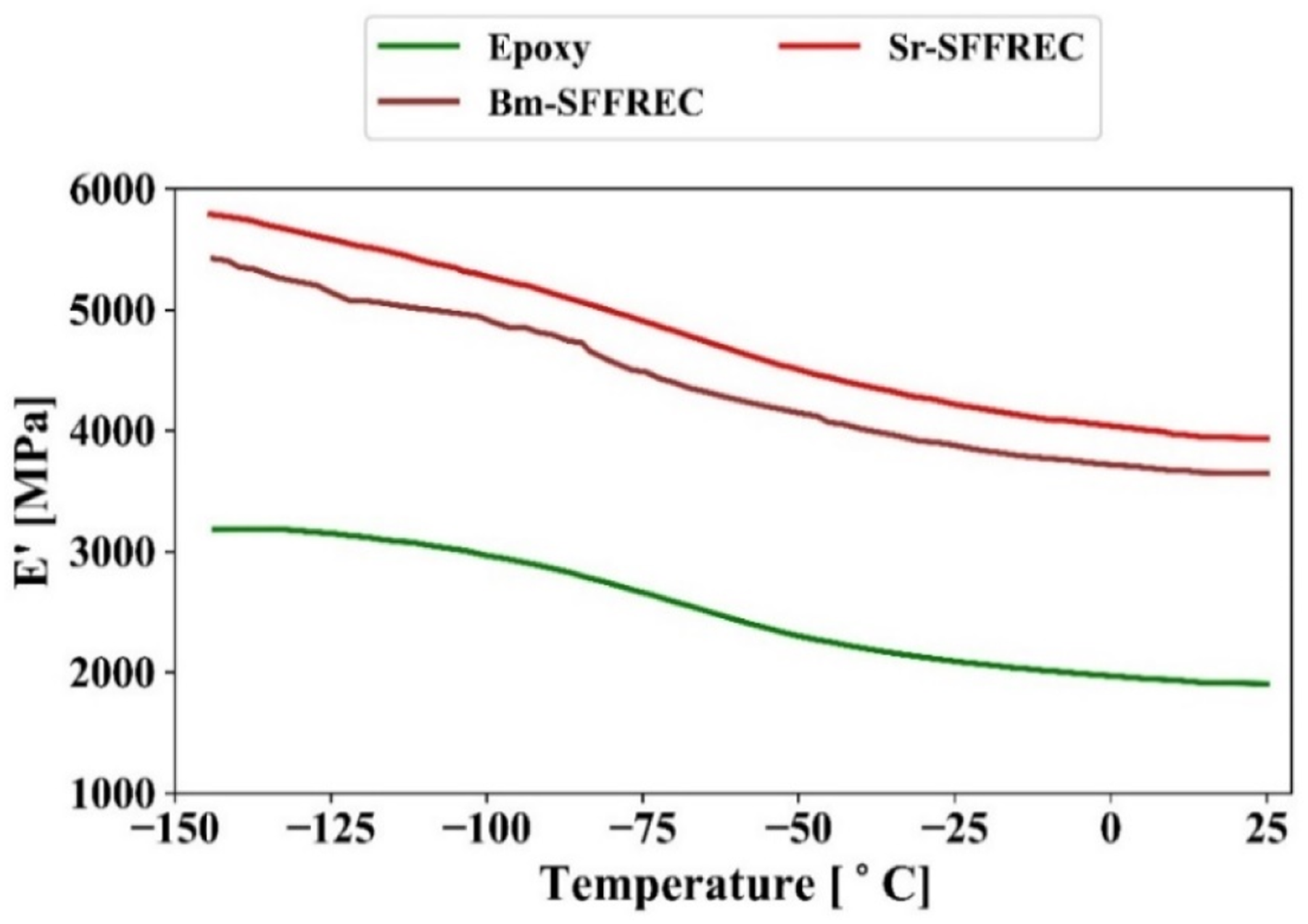
Figure 12 depicts the low-temperature tan δ profiles of pure epoxy and silk-reinforced epoxy composites. Pure epoxy shows a β relaxational peak close to −70°C at around 0.19, while at around −72°C Sr-SFFREC shows a marginally higher peak of about 0.20. Tan δ and Temperature for Epoxy and Silk Fibroin Fiber Reinforced Epoxy Composites.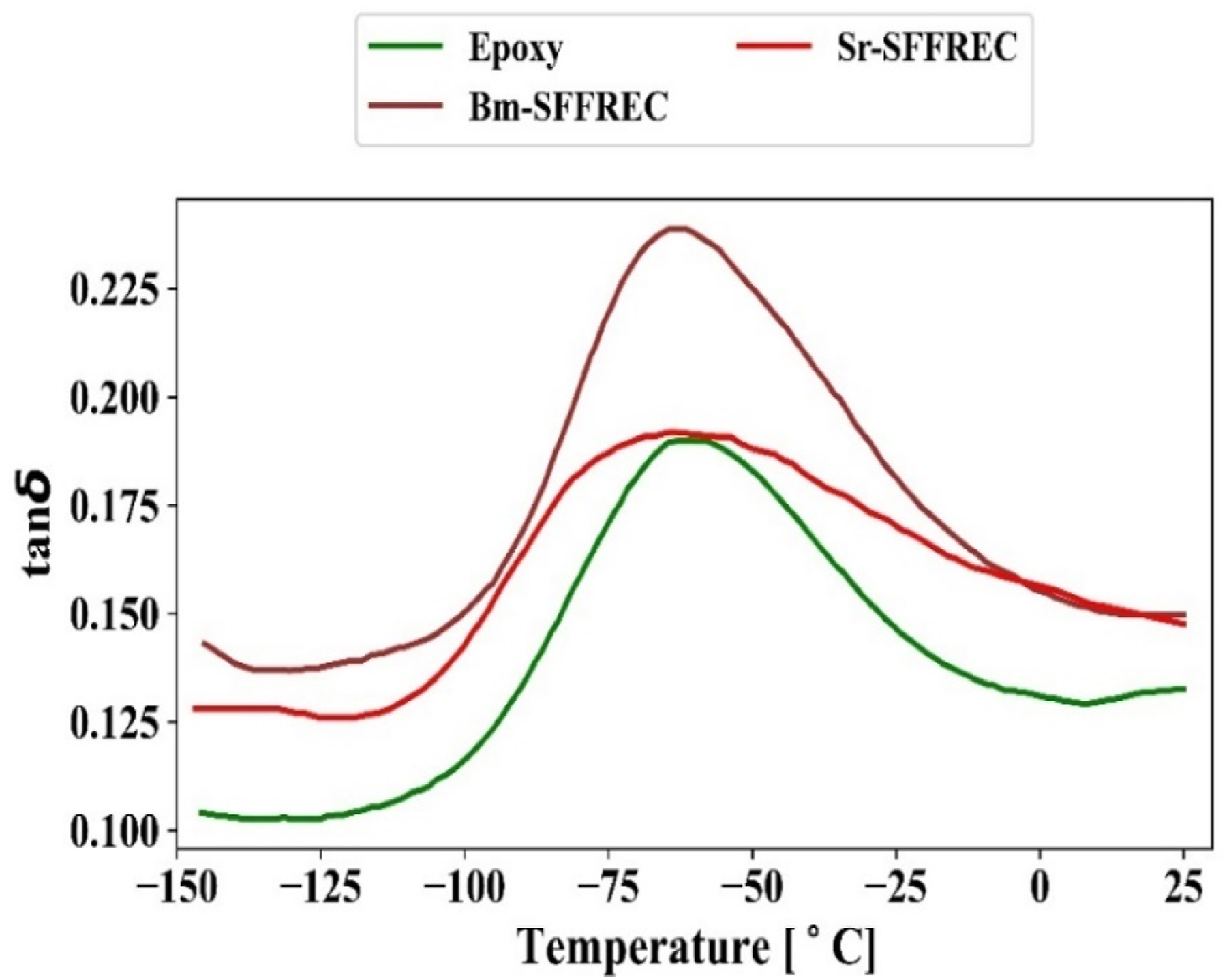
The combination has the highest tan δ peak at about 0.230, occurring nearly around −75°C suggesting quite higher energy dissipation. While Bm and Sr silk fibers were incorporated, both of them tend to enhance the damping response, increase tan δ peak values, and marginally shift the relaxation temperature toward lower values due to an interaction of fiber-matrix that is more intense. In general, it’s improving epoxies quite a bit in terms of subzero viscous performances.
Microstructure and morphological analysis
Figure 13(a)–(c) represent the SEM fractographs of tensile fractures of the fabricated composites. The SEM fractographs demonstrate various fracture mechanisms including pull-out of fibers, pull-out cavities, matrix debonding, and fiber bridging, which signify the efficient interaction between the silk fibroin fibers and the epoxy matrix. Pull-out and fiber bridging play significant roles in resisting crack formation and dissipating fracture energy, while matrix debonding is evidence for interfacial failure. These results clearly show that using aligned silk fibroin fibers increases the load carrying capacity and toughness of the composites. Scanning electron microscopy (SEM) micrographs of impact fracture surfaces of (a) pure epoxy, (b) surface-modified SFFREC (Bm-/Sr-type), and (c) Samia cynthia ricini.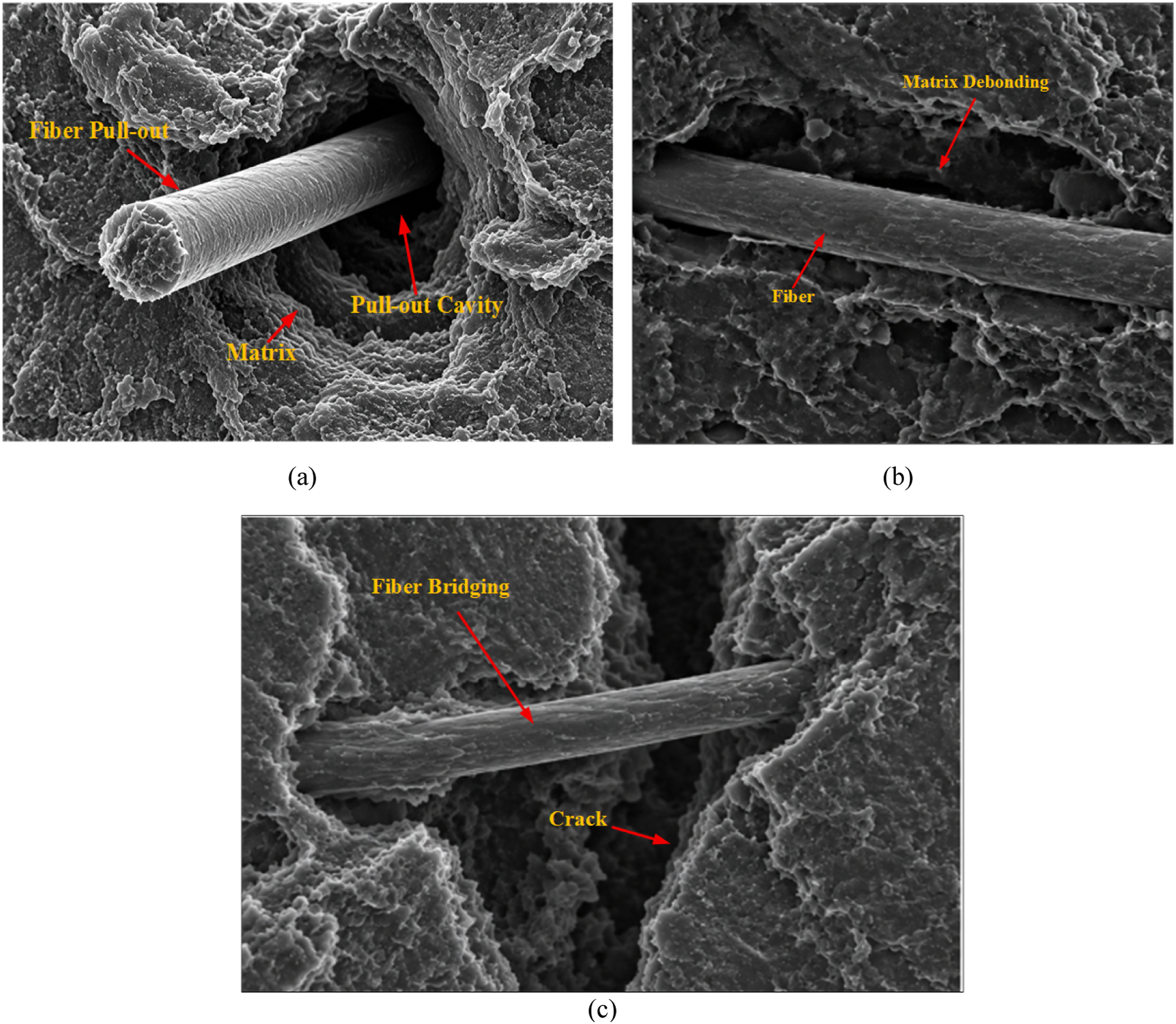
Figure 13(a) shows that the fracture surface of the neat epoxy resin consists of relatively smooth areas, implying the presence of matrix fractures and demonstrating that it is a brittle failure mechanism involving low levels of energy absorption. Conversely, Figure 13(b) shows that in Bm and Sr SFFRECs, there is evident presence of fiber pull-out, pull-out voids, and matrix debonding. The presence of such features implies improved interface interaction and toughening through fiber-matrix debonding and energy dissipation at the fiber-pull out sites. On the other hand, as depicted in Figure 13(c), the fracture surface of the Ap-SFFREC shows a more rugged nature, which is characterized by the presence of fiber bridging on crack surfaces along with matrix and interface debonding. It is inferred that due to the presence of bridging fibers, crack arrest and load transfer become effective, thus resulting in greater fracture toughness and energy absorption capacity, which explains its better impact strength than the other materials studied.
Analysis of actual fiber volume fraction
Targeted and measured fiber volume fractions for high-performance SFFRECs (target
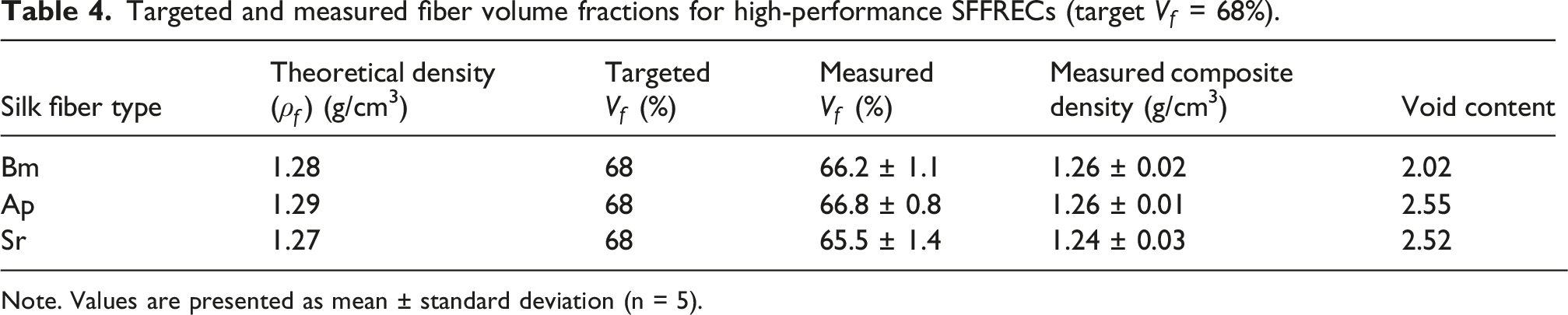
Note. Values are presented as mean ± standard deviation (n = 5).
This experimental verification is essential for accurate determination of specific mechanical properties and for a precise comparison with other natural fiber composites that have been reported in the literature. This ensures that the exceptional properties of silk fibroin-based composites are not due to the lack of control in the manufacturing process.
Water absorption behavior
The water absorption behavior of the developed composite materials was studied to assess the suitability of the developed composite materials for structural applications. The composite materials were immersed in distilled water at room temperature. The weight gain was recorded at regular time intervals until saturation was attained. The percentage of water absorption was calculated by the following equation (5), where 
The results are presented in Figure 14. It is observed that water absorption increases progressively with immersion time (24, 48, and 72 h) for all materials. The neat epoxy exhibited the lowest water uptake at the initial stage due to its hydrophobic nature; however, a gradual increase was observed with prolonged immersion. In contrast, the silk fiber-reinforced composites showed comparatively higher water absorption due to the hydrophilic nature of SFF, which facilitates moisture uptake. Water absorption (%) of epoxy and silk fiber-reinforced composites as function of immersion time.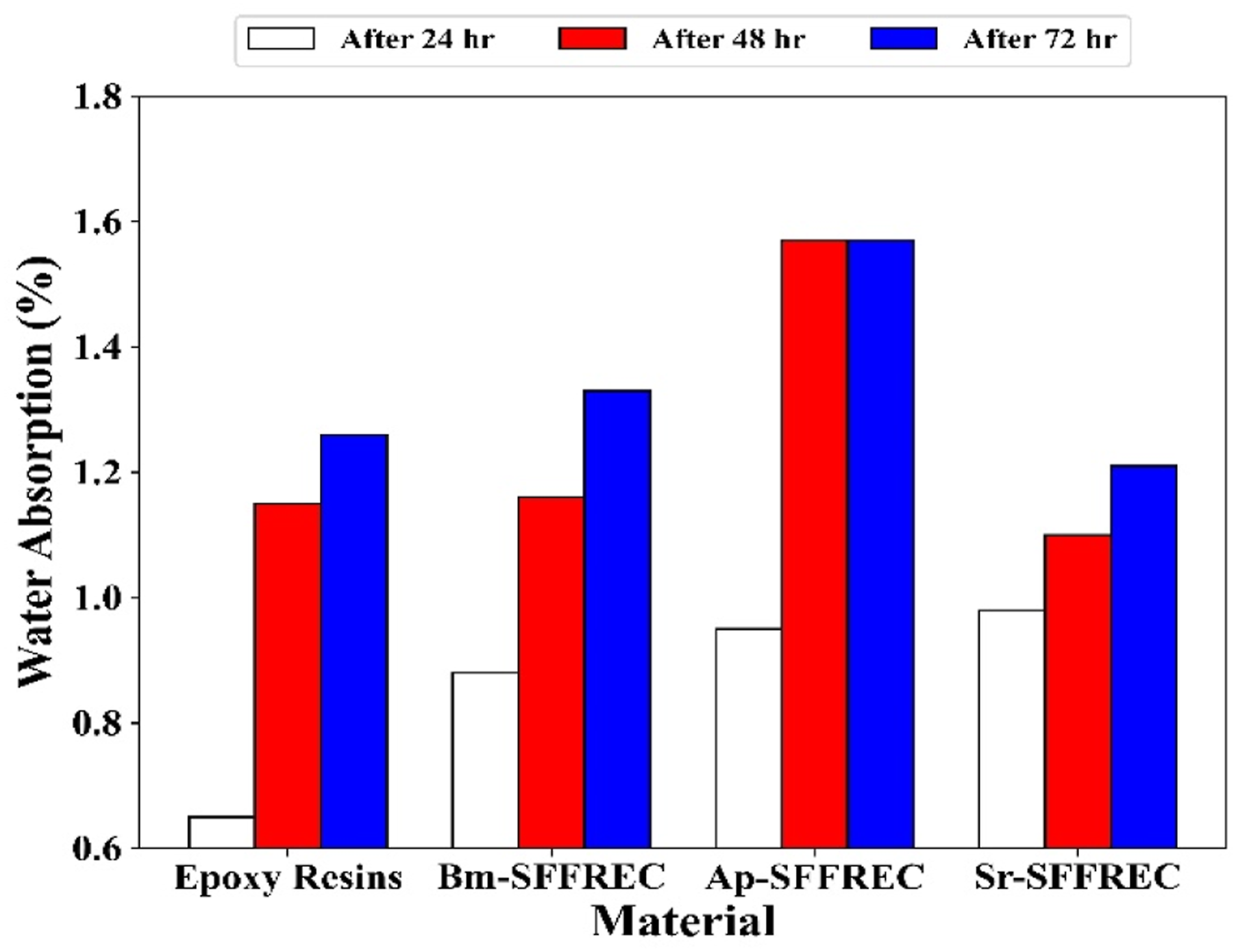
Among the composites, Ap-SFFREC exhibited the highest water absorption, reaching approximately 1.57% after 72 h, indicating greater moisture affinity. This behavior is attributed to higher fiber content and increased availability of hydrophilic sites, which promote water diffusion. Bm-SFFREC and Sr-SFFREC demonstrated moderate water absorption behavior, suggesting relatively better resistance compared to Ap-SFFREC. Despite the increase in moisture uptake, the overall absorption values remain relatively low (below ∼1.6%), indicating acceptable moisture resistance.
These results suggest that the developed composites, particularly Bm-SFFREC and Sr-SFFREC, maintain reasonable durability and considered suitable for lightweight structural applications where moderate environmental exposure is expected.
Data analysis through statistical analysis of experimental data
One-way ANOVA and descriptive statistics of tensile strength, flextural strength, and impact strength for pure epoxy and three surface-modified silk fibroin fiber-reinforced epoxy composites.
Conclusion and future direction
The research has developed and fully characterized SFFRECs made from Bm, Ap, and Sr fibers, with varying reinforcement volume fractions. The research presents evidence that silk fibroin is an effective natural reinforcement that improves the properties of epoxy to a large extent in terms of mechanical, thermal, and interfacial properties. All SFFRECs have better mechanical properties than neat epoxy with an increase in tensile and flexural strengths by greater than four times, impact resistance over 4.5 times, along with significant gains in ductility and breaking energy. Ap-SFFREC among the three silk species has always exhibited the highest performance in tensile, flexural, and impact abilities attributable to better filament morphology and fiber-matrix interaction. DMTA results further confirmed enhanced stiffness retention at both low and high temperatures together with a higher damping characteristic in the sub-zero region. The microstructural analysis showed that the resin infiltration was uniform, the formation of voids was reduced, and the load was transferred effectively via clean and well-aligned fibroin surfaces. In summary, the study uses silk fibroin, specifically Ap, as a possible green material in the development of lightweight and high-strength/tough epoxy-based composite materials. SFFRECs thus offer a greener option as a substitute to synthetic fiber composites by virtue of their low density and high mechanical reliability. Future scopes could be hybridization with nanofillers, silk surface functionalization, fatigue and long-term durability studies, and scaling up the fabrication process for commercialization.
Footnotes
Ethical considerations
This study did not involve human participants or animals, and therefore, ethics review and approval were not required.
Author contributions
Srinivasan Prasath: Conceptualization, Methodology. Shreyas Rajendra Hole: Project administration, Supervision. Kathapillai Arun: Writing – original draft, Writing – review & editing. Sri Sabarinathan: Validation, Investigation.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The research did not generate or analyze any datasets; therefore, data sharing is not applicable.