
Abstract
In this study, the influence of TiC reinforcement content on the tensile and fatigue behavior of Ti-6Al-4V alloy fabricated using the Laser Powder Bed Fusion (LPBF) process was investigated. Ti-6Al-4V and Ti-6Al-4V/TiC composites with different wt.% of TiC were successfully produced and evaluated through tensile, fracture toughness, and fatigue testing. The results demonstrated that TiC reinforcement significantly improves the mechanical performance of the alloy. The maximum tensile strength of 1378.8 MPa was achieved, corresponding to a 15.3% increase compared to the base alloy, while the elastic modulus increased by 16.8%. However, ductility decreased markedly from 11.5% to 4.6% due to the presence of hard ceramic particles. Fracture toughness increased with TiC addition, rising from 58.6 MPa√m for the base alloy to a maximum of 68.5 MPa√m. SEM analysis of the fabricated samples revealed a uniform distribution of TiC within the Ti-6Al-4V matrix, and EDS elemental mapping confirmed the presence of Ti, Al, V, and C, with minor traces of O, N, and Fe. Tensile fracture surfaces showed ductile dimple fracture for the base alloy, whereas TiC-reinforced composites exhibited finer dimples and mixed-mode fracture behavior. Fatigue crack growth analysis using CT specimens indicated restricted crack propagation in reinforced samples. Fatigue strength was enhanced with the addition of TiC, with endurance strength increasing by 15.2%. S–N curves developed for different composites confirmed an improvement in fatigue life.
Introduction
Due to its high specific strength, excellent corrosion resistance, and good biocompatibility, Ti-6Al-4V is the most widely used titanium alloy in the aerospace, biomedical, automotive, and energy industries. 1 Ti-6Al-4V is now considered a standard material for studying the relationship between structure, property, and performance under complex loading conditions, due to the rapid growth in additive manufacturing (AM), specifically LPBF. 2 Nevertheless, additively manufactured Ti-6Al-4V, in most cases, exhibits poorer fatigue behaviour than its wrought counterparts due to process-induced defects, such as lack-of-fusion porosity, keyhole defects, anisotropic microstructures, and residual stresses.3,4 These shortcomings limit the large-scale operation of AM Ti-6Al-4V elements in fatigue-sensitive structures.
To overcome these issues, a lot of research has been carried out on the tensile and fatigue behavior of additively manufactured Ti-6Al-4V. The extensive experimental data presented by Fatemi et al. 1 and Sterling et al. 2 enabled us to conclude that build orientation, surface condition, and loading direction have a significant effect on fatigue life in AM Ti-6Al-4V. Fatigue resistance and crack growth performance of LPBF-fabricated Ti-6Al-4V were also reported to be determined by defect population and microstructural anisotropy (Leuders et al., 2015), 3 who also showed that microstructural anisotropy influences the fatigue resistance of the material. Sun et al. 5 also verified that the direction of build plays a crucial role in determining tensile strength, elongation, and fatigue life due to directional grain development and defect alignment.
On-site and comprehensive experimental studies have provided more information regarding the fatigue of AM Ti-6Al-4V. Qian et al. 6 conducted in-situ fatigue experiments and found that crack initiation frequently occurs on a surface or near-surface defect, accompanied by steady crack propagation governed by microstructural obstructions. Jiao et al. 7 assessed tensile and fatigue crack growth behavior of LPBF-Ti-6Al-4V and demonstrated that the rate of crack growth is larger than in wrought alloys, especially at the near-threshold regime. Research on high-cycle and very-high-cycle fatigue has also increased the sensitivity of Ti-6Al-4V to internal defects and surface roughness.8,9
The behavior of fatigue crack growth (FCG) has also been the subject of attention of several researchers as a very important parameter to design damage-tolerant structures. Wu et al. 10 established a systematic analysis of the impact of build orientation, stress ratio and temperature on the crack growth rates in LPBF Ti-6Al-4V, finding notable anisotropy in the 0 K/dN behavior. Martins et al. 11 revealed that the printing strategies and scan patterns are crucial towards influencing the paths of crack propagation and fracture resistance. Simulation and numerical methods, e.g. extended finite element modeling have also been used to forecast tensile, fracture toughness and fatigue crack propagation behavior of AM Ti-6Al-4V with reasonable precision. 12
Other than fatigue, the tensile behavior of Ti-6Al-4V fabricated using AM processes has also been extensively studied. The study of Soltani-Tehrani et al. 13 demonstrated that the tensile strength and fatigue resistance are largely dependent on powder characteristics. Barbagallo et al. 14 examined how process parameters affected the behavior of the static and dynamic tensile behavior whereas Prakash et al. 15 examined the flow behavior of Ti-6Al-4V in a wide range of strain rates at varied temperatures. All these studies point to one direction: that high strength is possible in AM Ti-6Al-4V, but ductility and fatigue resistance are very sensitive to processing conditions.
More complex geometries, biomedical implants, and lattice structures have also been recent research targets, which makes fatigue performance even more critical. Lietaert et al., 16 Pirotais et al., 17 and Mahmoud et al. 18 have established that the defect distribution, stress concentration, and microstructural heterogeneity of the locality control the fatigue life in porosity- and lattice-type Ti-6Al-4V structures. Experiments of real biomedical parts demonstrated that the behavior of fatigue and crack growth, and its understanding, were essential in long-term reliability.19,20
In-situ TiC/Ti-6Al-4V composite was successfully prepared by Wang et al. 21 by elemental powder mixing and subsequent spark plasma sintering. Their study showed that the in-situ formed TiC particles have a grain refining effect and improved densification behavior. The uniform distribution of the TiC reinforcement and good interfacial bonding between the TiC and matrix resulted in an improvement in the hardness and tensile strength of the composite.
Ren et al. 22 conducted a study on the synergistic effect of strengthening Ti-6Al-4V alloy cladding layer by TiB2 and TiC reinforcing phase. According to the authors, the combined addition of TiB2 and TiC, which had a positive effect on both strength and toughness, was found to be most effective. Microstructures of the reinforced cladding layers were refined, crack sensitivity was decreased and their wear resistance was increased. They emphasized that ceramic reinforcement can have a strong effect on the evolution of phases and the mechanical reliability.
The deformation and fracture mechanism of the Ti-6Al-4V/TiC composites were investigated by Panin et al. 23 who produced the composite parts by wire-feed electron beam additive manufacturing process. The results showed that tensile strength and crack propagation resistance were enhanced by adding TiC reinforcement, which is attributed to grain refinement and load transfer mechanisms. Mixed ductile-brittle modes of fracture were observed, and the amount of plastic deformation was small in the reinforced composites in comparison with the unreinforced Ti-6Al-4V alloy, based on the fractographic analysis.
Lal et al. 24 carried out the nano-indentation characterization of TiC nano-ceramic reinforced Ti-6Al-4V composites and found that the hardness and elastic modulus of the composites were improved significantly with increasing TiC content. The study validated the effectiveness of nano-scale TiC particles in restricting the dislocation movement and enhancing local mechanical response. These enhancements in terms of improved indentation hardness and stiffness were believed to be due to uniform dispersion of hard ceramic particles within the titanium matrix.
Though the fatigue and fatigue crack growth behavior of monolithic additively manufactured Ti-6Al-4V has been widely reported, relatively little has been done on titanium matrix composites (TMCs) prepared using Ti-6Al-4V reinforced with ceramic particles. Ceramic reinforcements, including TiC, have been suggested as a means of improving the hardness, stiffness, wear resistance, and stability at high temperatures of Ti-6Al-4V. TiC is especially desirable because it is very hard, has high thermal stability, and exhibits good adhesion to the titanium matrix. Past work on Ti-6Al-4V/TiC systems has primarily been done on the evolution of microstructures, hardness, and tensile strength enhancement, and few studies have offered extensive testing on fatigue and crack growth.
Based on the literature review above, the current literature primarily considers tensile, fatigue behavior of monolithic additively manufactured Ti-6Al-4V, and process parameters, build orientation, and defect nature are the key aspects of interest in the literature. 8 Although fatigue crack growth behavior has been examined on AM Ti-6Al-4V alloys, 10 systematic research has not been performed on fatigue crack propagation behavior in Ti-6Al-4V-based ceramic particle reinforced composite. Besides, the tensile properties, fatigue life and fatigue crack growth behavior evaluated as a functional combination of reinforcement content have not been addressed properly.
The strength of the current paper is the combined and systematic exploration of tensile behavior, fatigue performance, and fatigue crack growth nature of Ti-6Al-4V reinforced with TiC particles with different weight percentages. The present research provides the overall correlations between the TiC content, mechanical strength, fatigue resistance and crack propagation behavior. The proposed approach directly addresses the aforementioned research gaps and provides new insights into the damage tolerance and reliability of Ti-6Al-4V/TiC composites.
Materials and methods
Preparation of powder
Gas-atomised Ti-6Al-4V powder (10–40 μm) was used in this experiment, which was reinforced with titanium carbide (TiC) particles to form a composite feedstock for use in LPBF. TiC powder (1–5 μm, more than 99.0% purity) was added in the ratios of 1:3 and 5 wt.% and low-energy planetary ball milled to give a homogenous dispersion without affecting powder morphology that is essential to powder-bed fusion. The powders were mixed in a stainless-steel vial with a 10:1 ball-to-powder ratio and milled at 200 rpm for 6 h under an argon atmosphere to inhibit the oxidation process. To reduce heat build-up and agglomeration of TiC, an intermittent milling regime consisting of 30 min of milling and 10 min of rest was implemented. Additionally, 0.5 wt.% stearic acid was added as a process control agent to prevent cold welding. After milling, the composite powders were dried in a vacuum at 70°C for 2 h and then sieved using a 45 µm mesh to remove soft agglomerates and achieve a narrow particle size distribution. The streamlined milling process enabled decorating the TiC on Ti-6Al-4V particles with uniform surfaces, maintaining a close-to-spherical morphology, and achieving good flowability, thereby fulfilling the high demands of the feedstock for stable LPBF processing.
Analysis of particle size
In the ImageJ software, the particle size properties of the matrix, reinforcement, and composite powders, formed with varying TiC weight fractions, were quantitatively analyzed using SEM micrographs. Figure 1(a) shows the SEM micrograph of TiC powder. To obtain a credible size estimation, the analysis was conducted on a statistically significant number of particles. Figure 1(b) shows the particle size analysis of TiC powder. Similarly Figure 1(c) shows the SEM micrograph of Ti-6Al-4V Powder and Figure 1(d) shows the particle size analysis of Ti-6Al-4V Powder. The Ti-6Al-4V powder was predominantly spherical in shape, with a mean particle diameter of 19.19 µm, which agreed with the gas-atomized Ti-6Al-4V feedstock used in powder bed fusion applications. Accordingly, TiC reinforcement powder exhibited a smaller particle size and irregular morphology, and a mean particle size of 4.46 µm, which is advantageous in attaching to the surface during ball milling. Figure 1(e) shows the SEM micrograph of Ti-6Al-4V/TiC powder Figure 1(f) shows the particle size analysis of Ti-6Al-4V/TiC Powder. After low-energy ball milling, the Ti-6Al-4V/TiC composite powders (regardless of TiC content 1, 3, and 5 wt.%), underwent a slight decrease in the average particle size to 18.68 µm, which proved that the chosen milling conditions allowed the fair distribution of the TiC without a considerable change in the size of the Ti-6Al-4V particles. The minimal reduction in particle size after milling demonstrates the optimization of the process to maintain powder flowability and packing properties, which are key to achieving stable and defect-free LPBF fabrication. (a) SEM micrograph of TiC powder (b) Particle size analysis of TiC powder (c) SEM micrograph of Ti-6Al-4V Powder (d) Particle size analysis of Ti-6Al-4V Powder (e) SEM micrograph of TiC + Ti-6Al-4V Powder (f) Particle size analysis of TiC + Ti-6Al-4V Powder.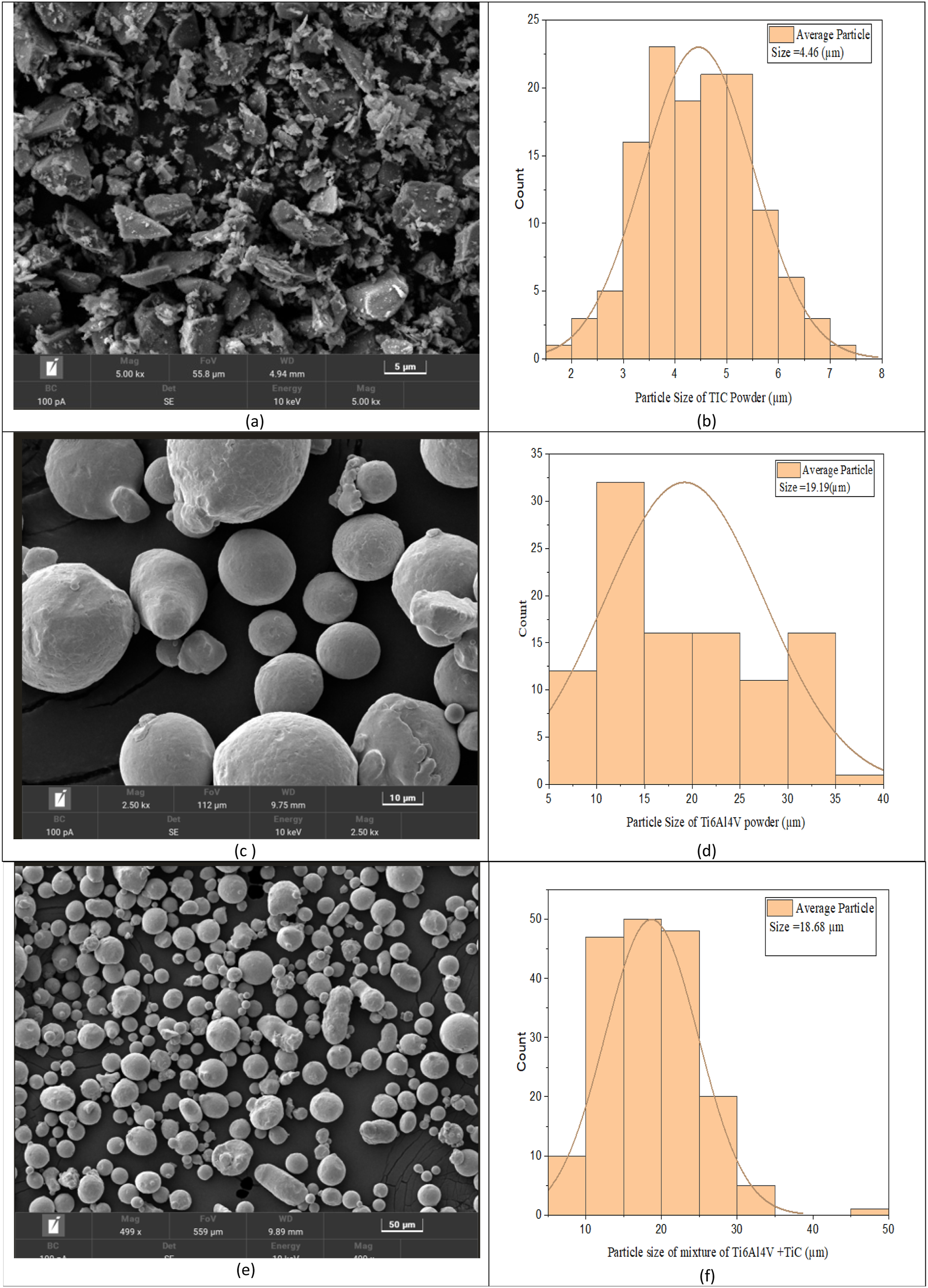
Fabrication of tensile and fatigue test specimens
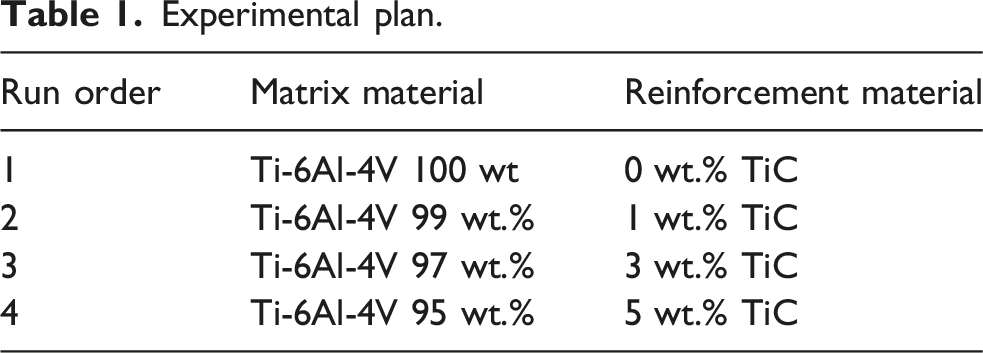
Experimental plan.
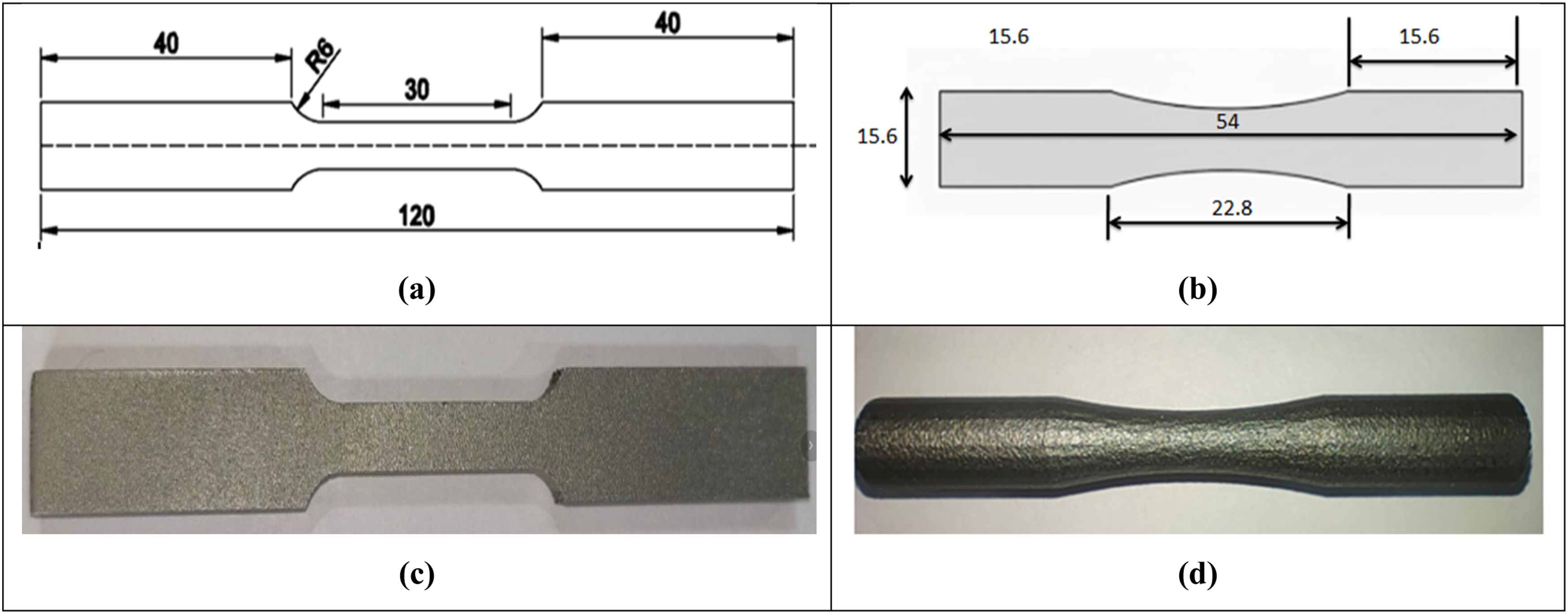
(a) Dimension of tensile test specimen (b) Dimension of Fatigue test specimen (c) Fabricated tensile test specimen (d) Fabricated fatigue test specimen.
Evaluation of tensile strength
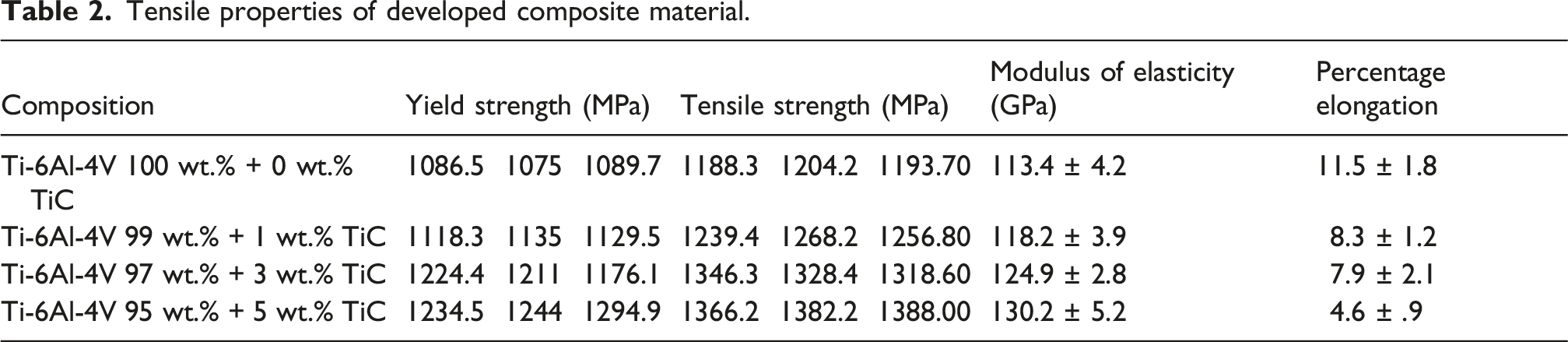
Tensile properties of developed composite material.
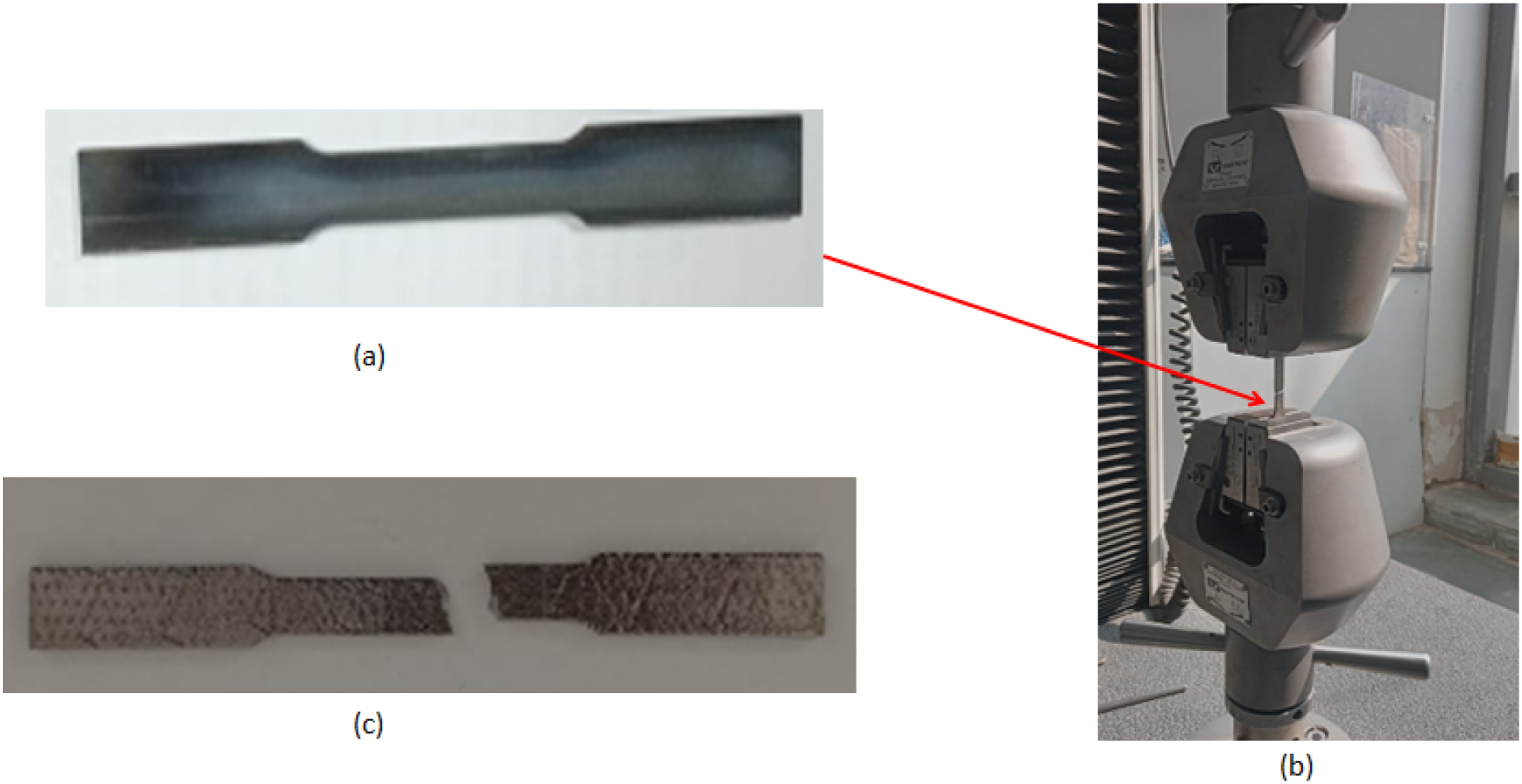
(a) Tensile test specimen before loading (b) UTM machine tensile testing (c) tensile test specimen after fracture.
Evaluation of fatigue strength
Cyclic loading was used to test the fatigue behavior of the prepared Ti-6Al-4V composites reinforced with different wt.% TiC. Experiments involving fatigue were to be conducted at various stress levels, ranging from 0.9 to 0.4 of the ultimate tensile strength (UTS) of each composition, as ascertained during previous tensile tests. For each stress level, the number of cycles to failure (Nf) was experimentally measured, and the corresponding results are presented in Table 2.
The fatigue tests were conducted using a servo-hydraulic universal testing machine (UTM) with a maximum load capacity of 100 kN. The tests were performed under constant-amplitude loading in a load-controlled mode, with a sinusoidal waveform. A stress ratio of R = 0.1 was maintained throughout the tests to simulate tension–tension fatigue loading conditions. The loading frequency was kept constant to minimize thermal effects during cyclic deformation.
Standard axial fatigue test specimens were machined in accordance with ASTM E466 guidelines to ensure uniform stress distribution and repeatability of results. All tests were conducted at room temperature, and failure was defined as the complete fracture of the specimen.
Investigation of fracture toughness
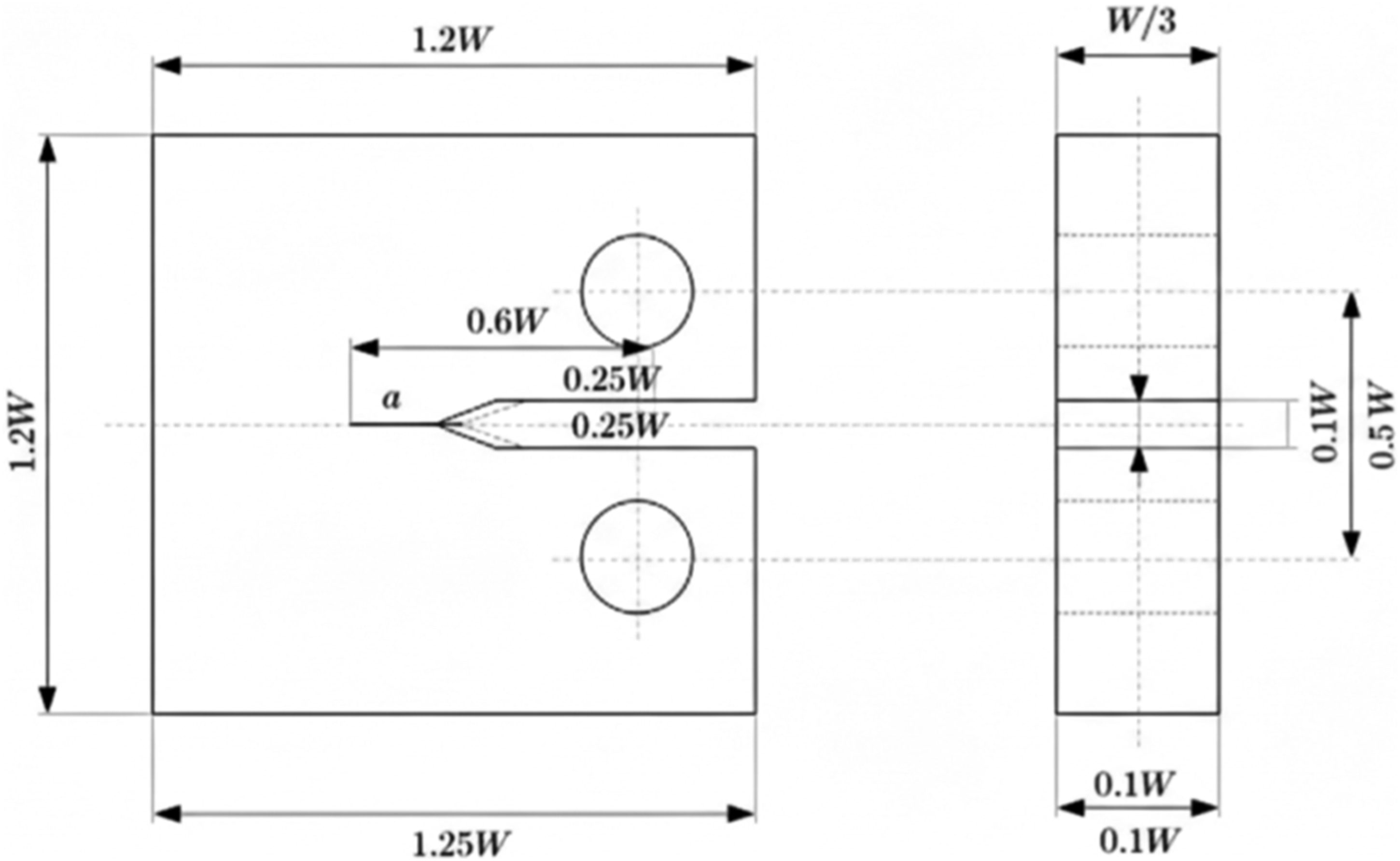
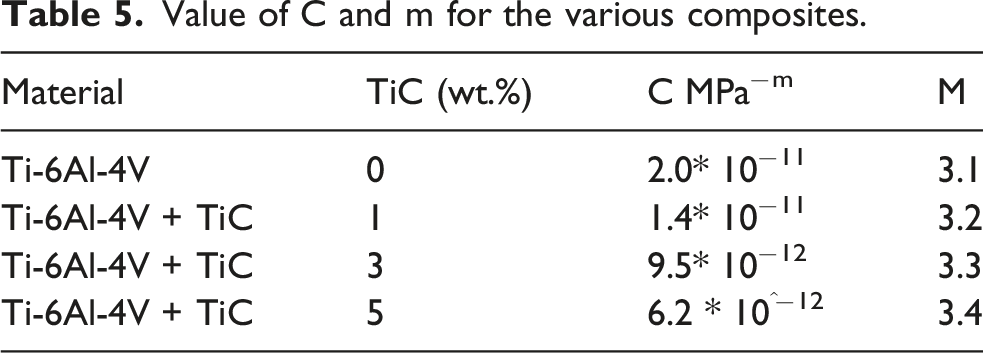
The fracture toughness of LPBF-fabricated Ti-6Al-4V and Ti-6Al-4V/TiC composites containing 0, 1, 3, and 5 wt.% TiC was evaluated using compact tension (CT) specimens in accordance with ASTM E399. Specimens with a width of 30 mm and a thickness of 10 mm were machined from additively manufactured blocks, maintaining an initial crack length ratio (a/W) of approximately 0.5. A sharp notch was introduced by electrical discharge machining, followed by fatigue pre-cracking under cyclic loading to generate a natural crack tip. Fracture toughness tests were performed at room temperature under Mode I loading using a servo-hydraulic universal testing machine operated in displacement control. The critical load corresponding to crack instability was determined from the load-displacement response, and the provisional fracture toughness was calculated using the ASTM-recommended stress intensity factor formulation for CT specimens. The calculated values were reported as plane-strain fracture toughness (KIC) only after satisfying the plane-strain validity criterion based on specimen dimensions and yield strength. The effect of TiC reinforcement on fracture toughness was subsequently analyzed, accounting for the transition from ductile to brittle fracture behavior at higher reinforcement contents. Figure 4 shows the dimension of CT specimen for the investigation of crack growth. Table 3 shows the experimentally measured values of critical load and fracture toughness. Equation (1) was used for the calculation of F(a/w) and equation (2) was used for the calculation of fracture toughness. Equation (3) was used for the calculation of Bmin. Fatigue life was evaluated by using equations (4) and (5). Table 4 shows the number of cycles required for the fatigue crack growth. Table 5 shows the value of c and m for the various composite. • Geometry factor: Y = 1.12 • Stress range: Δσ = 200 MPa • Stress ratio: R = 0.1 • Initial crack length: a0 = 5 mm • Final crack length: af = 20 mm Dimension of CT specimen. Value of critical load and fracture toughness. Number of cycles required for the fatigue crack growth. Value of C and m for the various composites.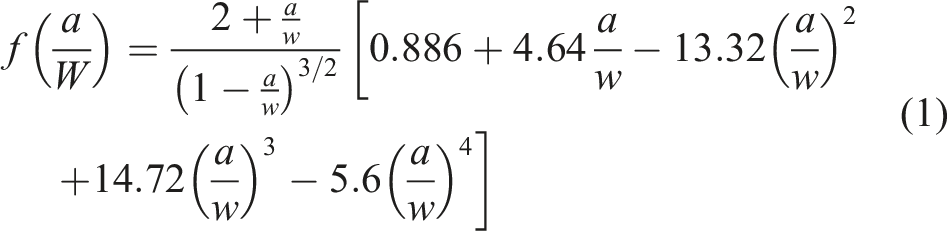






Results and discussion
Analysis of tensile strength
Figure 5 illustrates the stress–strain curve of the Ti-6Al-4V + TiC composites with varying TiC content. The findings suggest that the ultimate tensile strength increases with the increment in TiC content, but ductility decreases. This tendency could be explained by the reinforcing effect of hard and rigid TiC particles, which allow the transfer of the load between the ductile Ti-6Al-4V matrix and the reinforcement to increase strength. In addition, TiC acts as an effective barrier to dislocation motion, leading to dispersion strengthening and grain refinement. Initially, the linear elastic region represents uniform elastic deformation of the material. With increasing applied stress, plastic deformation begins through the initiation and movement of dislocations within the metallic matrix. The smaller grain sizes increase the grain boundary area, which acts as an obstacle to dislocation movement and thereby improves strength. During plastic deformation, the multiplication and interaction of dislocations increase dislocation density, resulting in work hardening and higher flow stress. Stress- strain curve.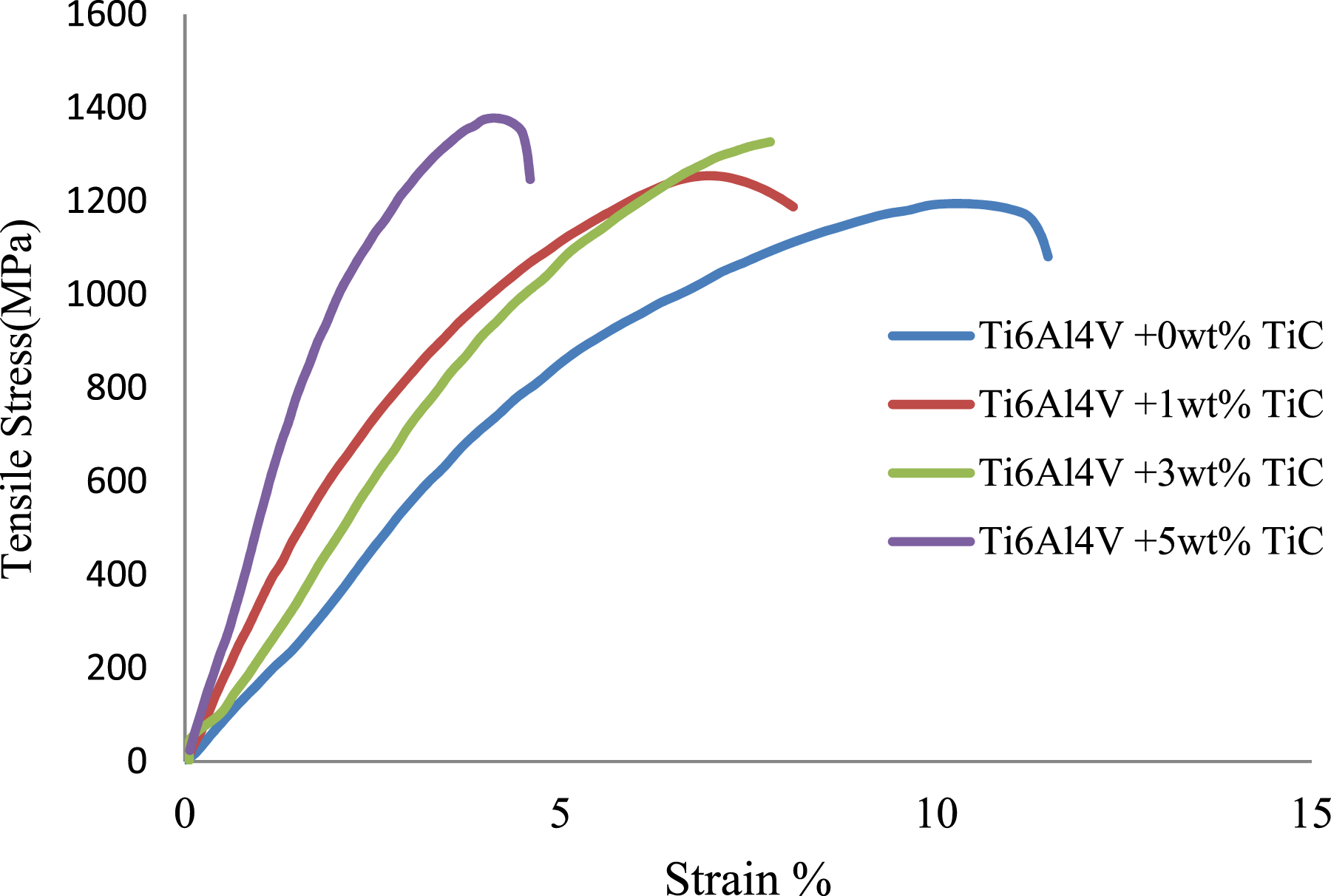
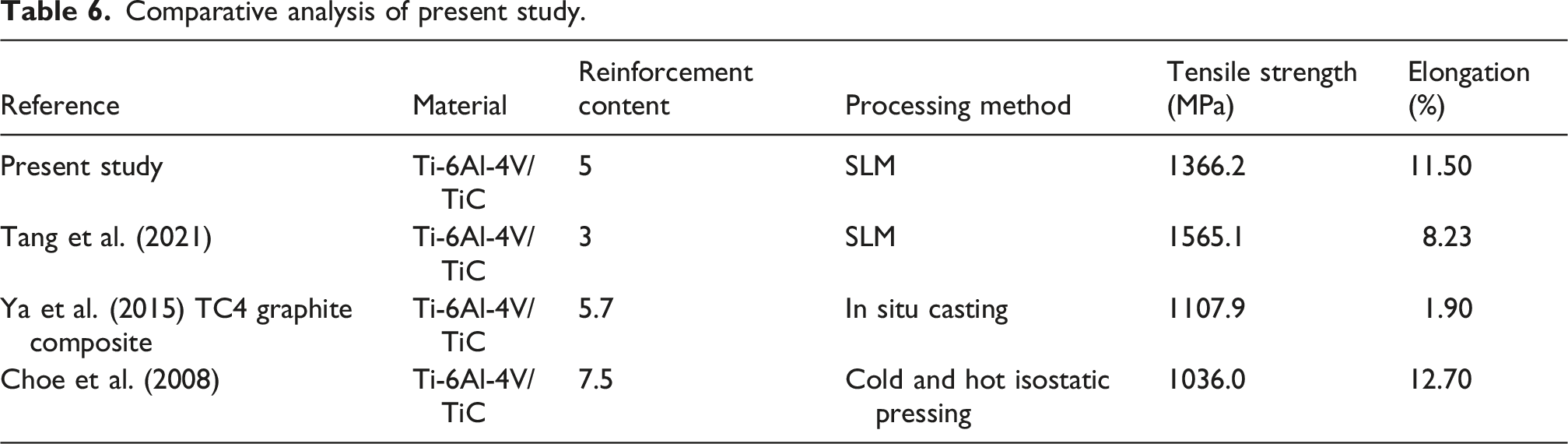
Figure 6 shows the variation of tensile strength and percentage elongation as a function of TiC content, plotted on the primary and secondary axes, respectively. The observed reduction in ductility with increasing TiC content is mainly due to the brittle nature of ceramic TiC particles and the increased matrix–reinforcement interfacial constraints. At higher TiC wt.%, stress concentration around the TiC particles and particle–matrix interfaces promotes early crack initiation and limits plastic deformation, resulting in reduced elongation. Thus, the incorporation of TiC leads to a typical strength–ductility trade-off, where improved tensile strength is achieved at the expense of ductility. The maximum value of tensile strength was found to be 1378.8 MPa at a 5 wt.% concentration of TiC. However, the percentage elongation was found to be a maximum of 11.5% in pure Ti-6Al-4V, and a minimum percentage elongation of 4.6% was noticed in the composite containing 5 wt% of TiC. Table 6 presents a comparison of present study with previously published work. Results depicted that findings of present study are consistent with the results reported by other processing techniques. Variation of tensile strength and percentage elongation with TiC wt.%. Comparative analysis of present study.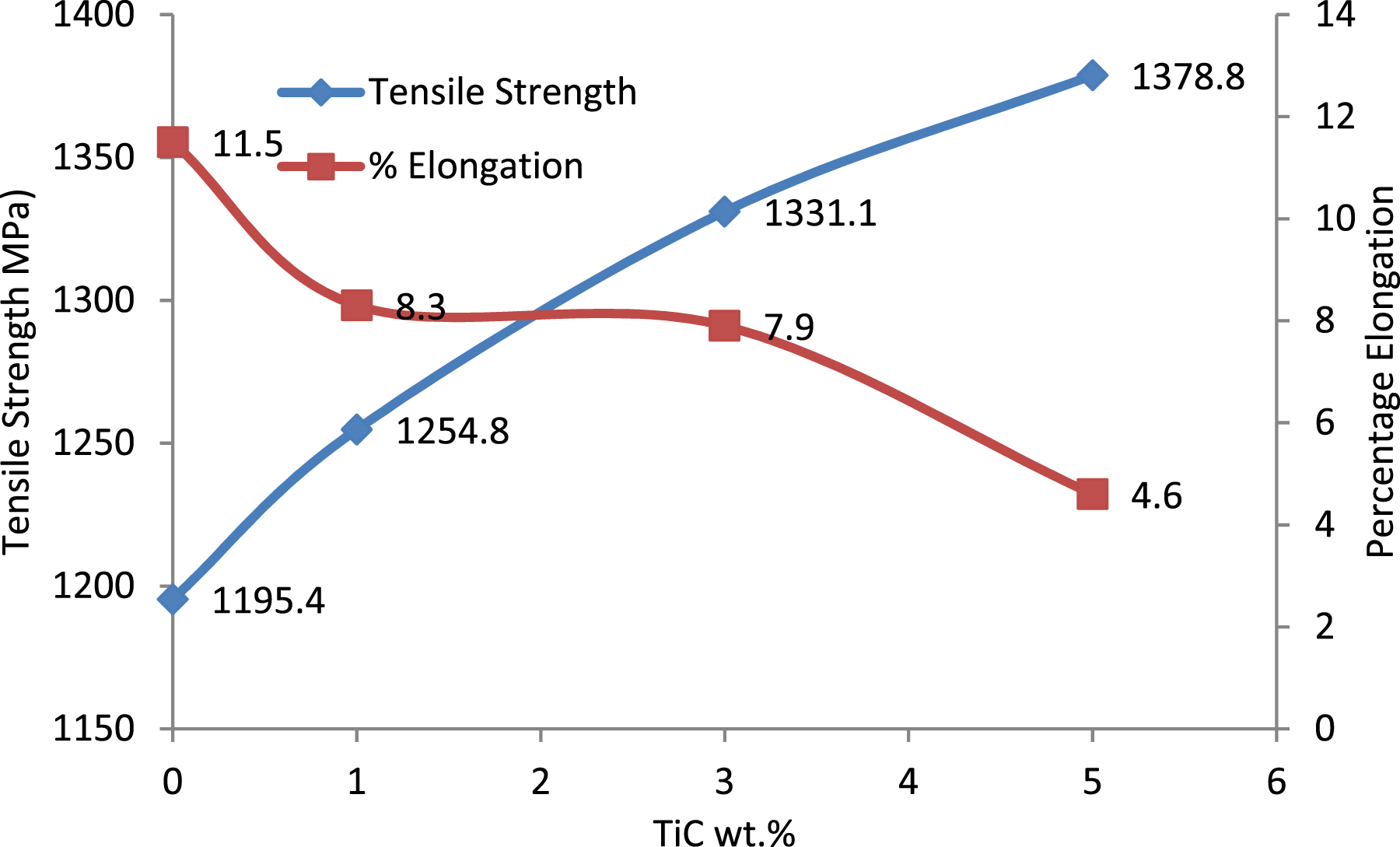
Analysis of axial fatigue
Figure 7 presents the axial fatigue S–N behavior of the Ti-6Al-4V matrix and Ti-6Al-4V/TiC composites with varying TiC content. A clear improvement in fatigue performance is observed with the incorporation of TiC reinforcement, as reflected by the systematic upward shift of the S–N curves with increasing TiC wt.%. For a given number of cycles to failure, the composite specimens sustain higher applied stress compared to the unreinforced Ti-6Al-4V alloy, indicating enhanced fatigue strength. Stress amplitude vrs Number of cycles of developed composite.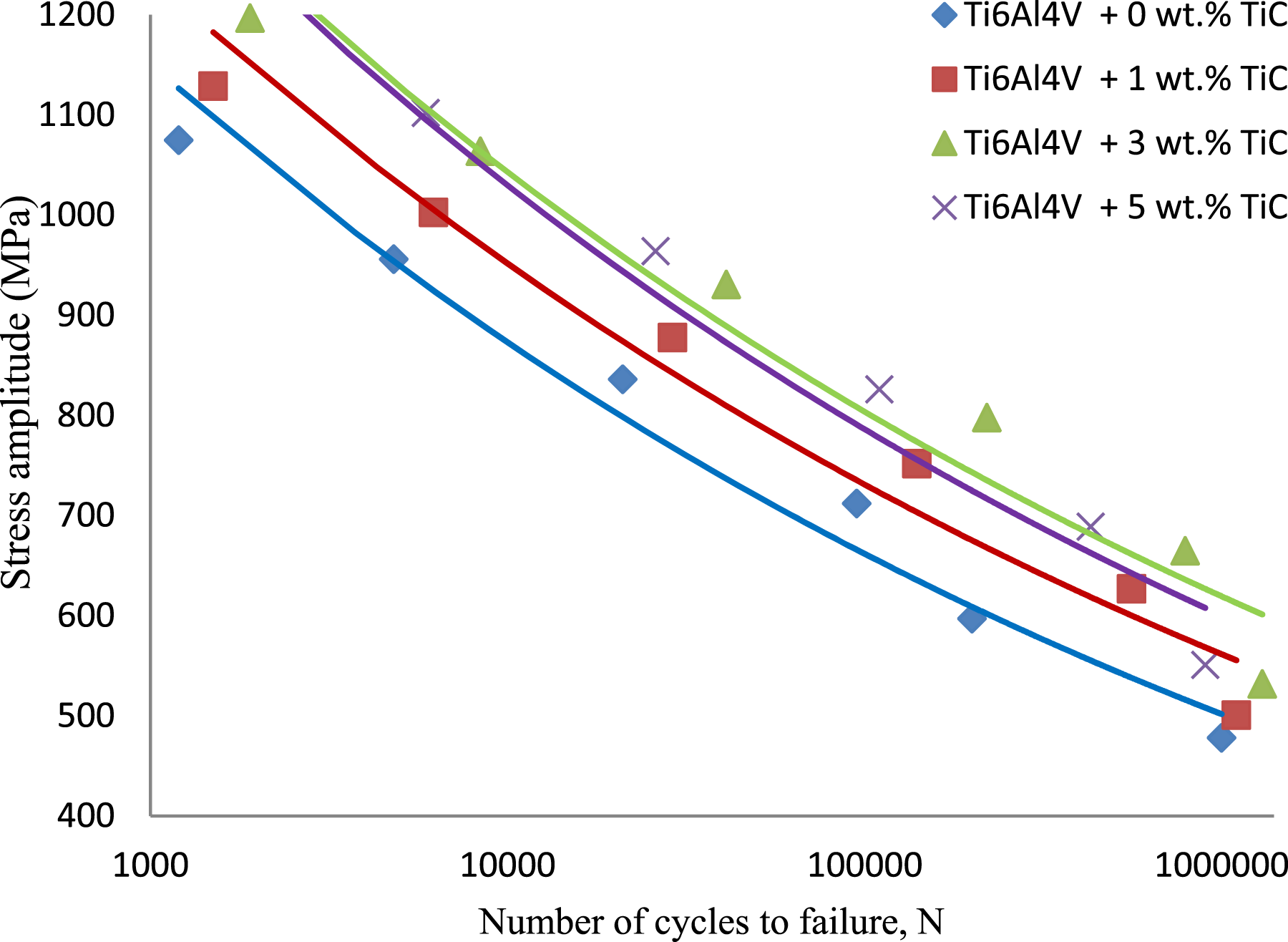
For the monolithic Ti-6Al-4V alloy, failure occurs at relatively lower stress levels for a given fatigue life, with the stress amplitude reducing from 1075 MPa at 103 cycles to about 478 MPa at 106 cycles. The addition of 1 wt.% TiC would lead to a significant improvement of the overall fatigue life regime, e.g., at 106 cycles, the fatigue strength of the material would be improved by 478 MPa to 501 MPa. This is further improved with the addition of TiC content. The TiC composite, 3 wt.% has the best overall fatigue performance, maintaining a steady stress level of 532 MPa at 106 cycles, and having a large rise in fatigue stress in both the low cycle fatigue (LCF) and high cycle fatigue (HCF) curves. The increase in resistance to axial fatigue with higher TiC content can be attributed to several strengthening mechanisms. Having hard TiC particles facilitates efficient transfer of the loads between the Ti-6Al-4V matrix and the reinforcement, minimizing the cyclic stress undergone by the former. Moreover, TiC particle hinders dislocation movement and slows down localization of cyclic slip, thus postponing crack formation. The refinement of grain caused by the introduction of TiC also improves fatigue life by increasing the grain boundary density, which serves as a resistance to fatigue crack propagation. In addition, the good interfacial bonding between Ti-6Al-4V and TiC facilitates in prevention of interfacial debonding at an early stage of loading in a cyclic manner.
Nevertheless, when the TiC content is increased to 5 wt.%, a slight decrease in fatigue life is observed compared to 3 wt%. per cent TiC composite, especially at high-cycle regime (9.0 × 105 cycles at 551 MPa). This action can be linked to higher particle clustering and stress concentration points with high reinforcement levels, which may promote premature crack formation, even though the static strength is greater.
Analysis of fracture toughness
The trend of fracture toughness with TiC content of the Ti-6Al-4V/TiC has been plotted in Figure 8. The findings indicate that there is a monotonic growth in fracture toughness with increased wt.% of TiC, with the highest toughness of 68.5 MPa · m2 recorded when a mixture of TiC 5 wt.% is used. This tendency demonstrates that the addition of TiC not only leads to an increase in strength and fatigue resistance but also has a positive effect on resistance to crack initiation and propagation. The multiple toughening mechanisms induced by the presence of TiC particles in the Ti-6Al-4V matrix can be attributed to enhanced fracture toughness with increasing TiC content. The dispersed TiC particles are effective barriers to the growth of cracks, which enhances deflection of the crack and bridging of the crack. When a propagating crack encounters TiC particles, the crack is diverted, and its length is effectively increased, as well as the energy required for continued propagation is augmented. This crack deflection process is especially well achieved at high TiC contents, where the density of particles is large enough to continuously interact with the progressing crack front. Variation of fracture toughness with TiC wt. %.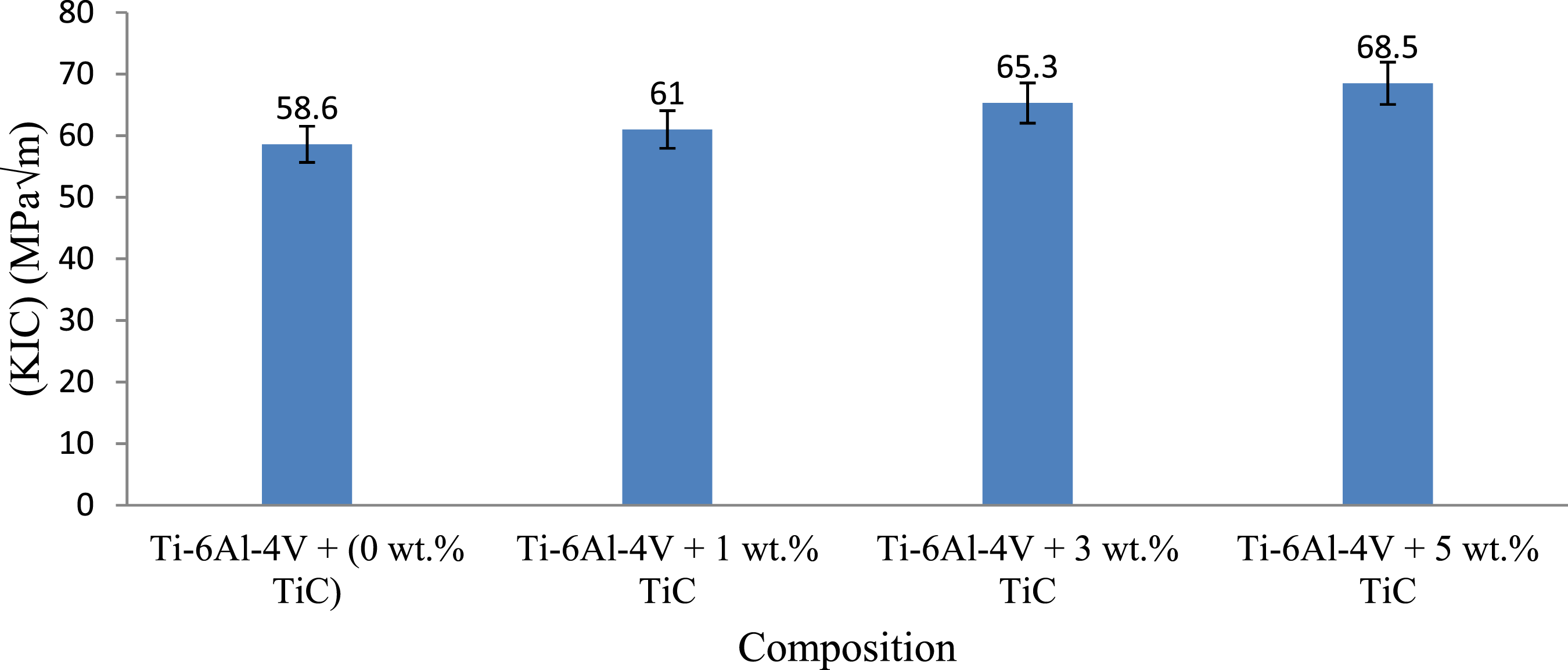
The Figure 9 illustrates the correlation between the fatigue crack growth rate (da/dN) and the stress intensity factor range (ΔK). The findings suggest that the rate of crack growth increases with ΔK, which is normal Paris-law behavior. The rate of crack growth at lower values of ΔK is low and is associated with successful crack-tip shielding and increased resistance to crack initiation. The faster increase of da/dN with ΔK is attributed to better plasticity of the crack-tip and increased crack propagation. Fatigue crack growth rate versus stress intensity factor.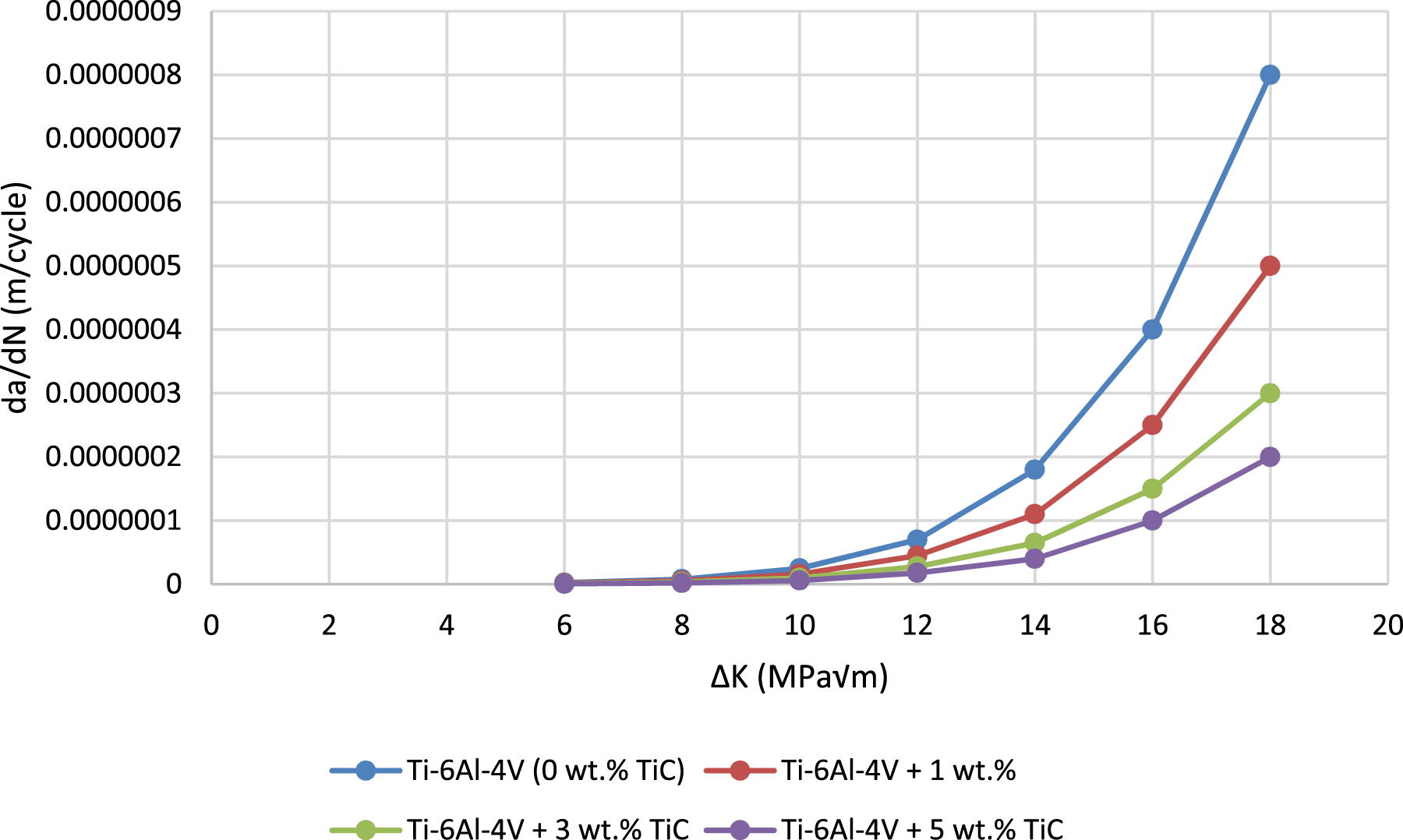
The Figure 10 shows the change in the crack length (a) versus the number of fatigue cycles (N) in CT specimens. The findings indicate that the unreinforced Ti-6Al-4V alloy (0 wt.% TiC) exhibits a rapid crack length-fatigue cycle relationship, i.e., it shows that the fatigue crack growth rate is high and resistance to crack propagation is low. However, the composite with 5 wt.% TiC exhibits a much slower N dependence on the crack length, and it is more resistant to fatigue crack propagation. The slower rate of crack growth in the 5 wt.%. The TiC composite may be explained by the presence of hard TiC particles, which are useful in preventing crack propagation through mechanisms such as deflection of cracks, bridging of cracks, and shielding of crack tips. These particles enhance the tortuosity of the crack path and allow the dissipation of energy to take place during cyclic loading. Moreover, enhanced load transfer and plastic arrestment confined to the TiC–matrix interfaces help in crack-tip blunting, thereby inhibiting the progression of cracks. Overall, these findings are consistent with the increase in fatigue crack growth resistance with the TiC content, and the 5 wt.% TiC composites showed the most desirable crack growth behavior in the compositions examined. Variation of crack length (a) with number of fatigue cycles (N) for CT.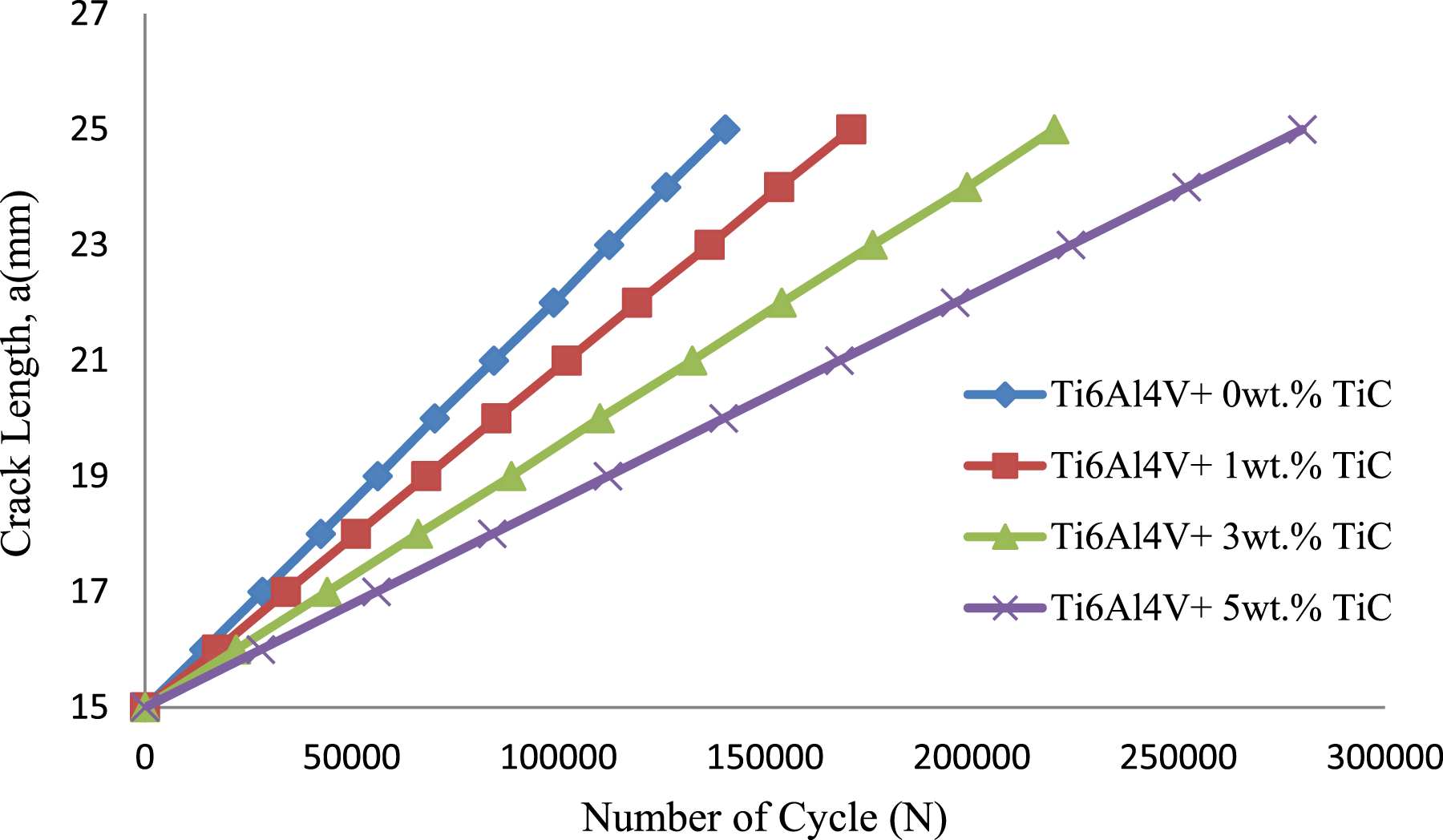
The Figure 10 shows the change in the crack length (a) versus the number of fatigue cycles (N) in CT specimens. The findings indicate that the unreinforced Ti-6Al-4V alloy (0 wt.% TiC) exhibits a rapid crack length-fatigue cycle relationship, i.e., it shows that the fatigue crack growth rate is high and resistance to crack propagation is low. However, the composite with 5 wt.% TiC exhibits a much slower N dependence on the crack length, and it is more resistant to fatigue crack propagation. The slower rate of crack growth in the 5 wt.% TiC composites may be explained by the presence of hard TiC particles, which is useful in preventing crack propagation through mechanisms such as deflection of cracks, bridging of cracks and shielding of crack-tips. These particles enhance the tortuosity of the crack path and allow the dissipation of energy to take place during cyclic loading. Moreover, enhanced load transfer and plastic arrestment confined to the TiC–matrix interfaces help in crack-tip blunting, thereby inhibiting the progression of cracks. Overall, these findings are consistent with the increase in fatigue crack growth resistance with the TiC content, and the 5 wt.% TiC composites showed the most desirable crack growth behavior in the compositions examined.
The Figure 11 demonstrates the change of the stress intensity factor range (ΔK) with the crack length (a) in the developed Ti-6Al-4V -TiC composites. Those findings indicate that with the same length of the crack, 1/0-K depends on wt.% of TiC, and the maximum range of stress intensity factors in the composite with the highest TiC concentration is 5 wt.%. This tendency means a higher crack propagation resistance with increased TiC reinforcement content. Variation of stress intensity factor range (ΔK) with crack length (a).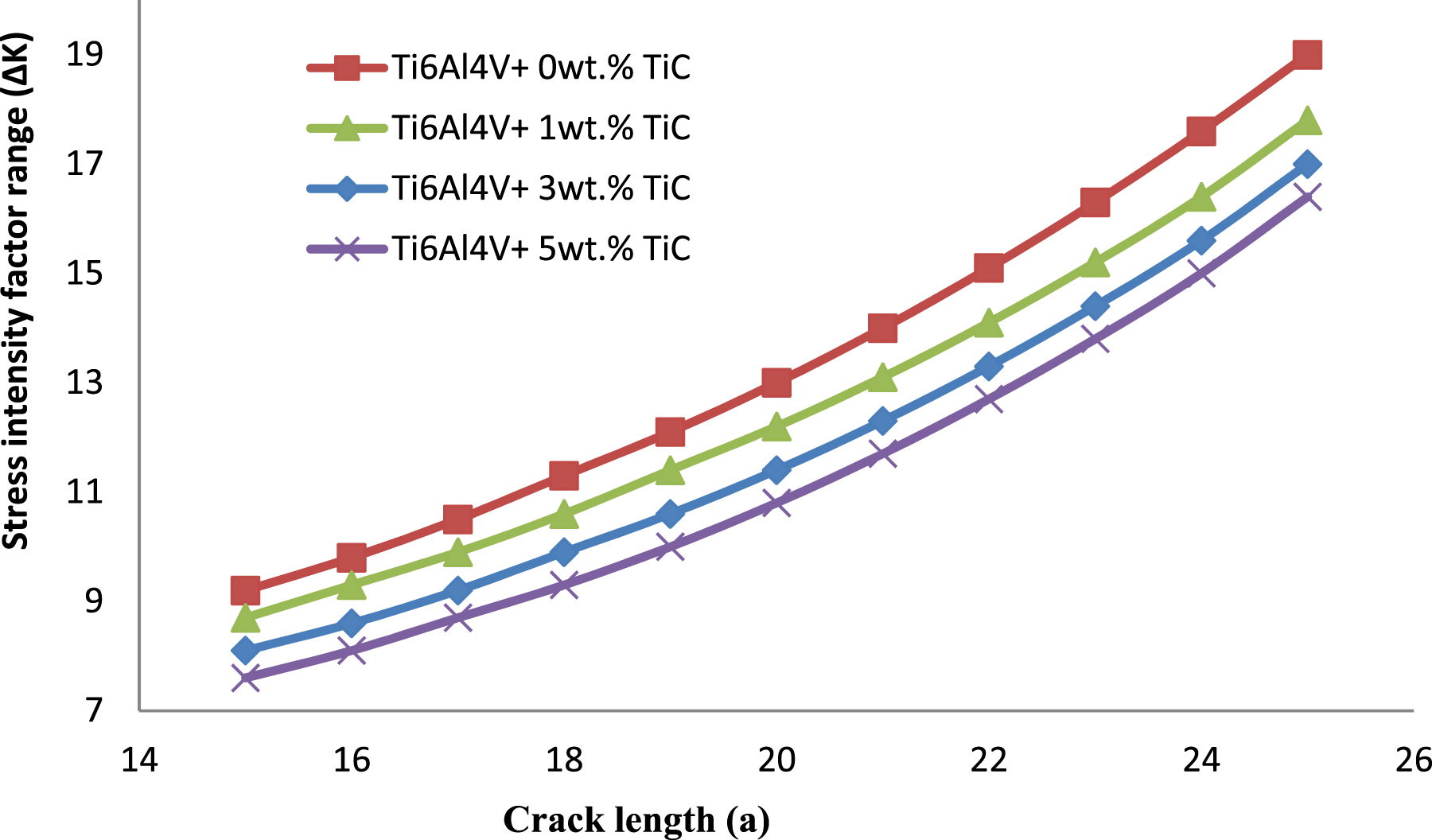
This decrease in ΔK as a function of increasing TiC is explained by the fact that ceramic reinforcement has provided the best possible crack-tip shielding measures. TiC particles are also hard, which allows for the deflection of cracks and bridging of cracks that minimize the driving force at the crack tip. The more the crack mixes with TiC particles, the more tortuous the crack path becomes, and the more energy is required to continue propagating further, thereby reducing the effective ΔK. Moreover, good interfacial bonding between the Ti-6Al-4V matrix and TiC enables the redistribution of loads and helps in blunting cracks through localized plastic deformation in the matrix.
In the case of the 5 wt.% TiC composites, the highest volume fraction of the uniformly distributed TiC particles gives the maximum effect in crack-tip shielding, and consequently, the lowest values of 0.3 at the entire range of crack lengths measured. This is in line with the improvement in fatigue crack growth resistance and fracture toughness observed, which confirms that higher TiC content is an effective suppressor of the crack driving forces. In general, the findings indicate a significant improvement in TiC reinforcement, enhancing the damage tolerance of Ti-6Al-4V composites through a decrease in the stress intensity factor range that occurs during fatigue loading.
The Figure 12 represents the change in load against crack opening displacement (COD) of Ti-6Al-4V/TiC composites. The findings show that with a constant applied load, the displacement of crack opening increases with an increase in wt.% TiC is lower. Such a trend indicates a gradual increase in crack resistance and structural rigidity as TiC reinforcement is added. Load (P) versus crack opening displacement (COD).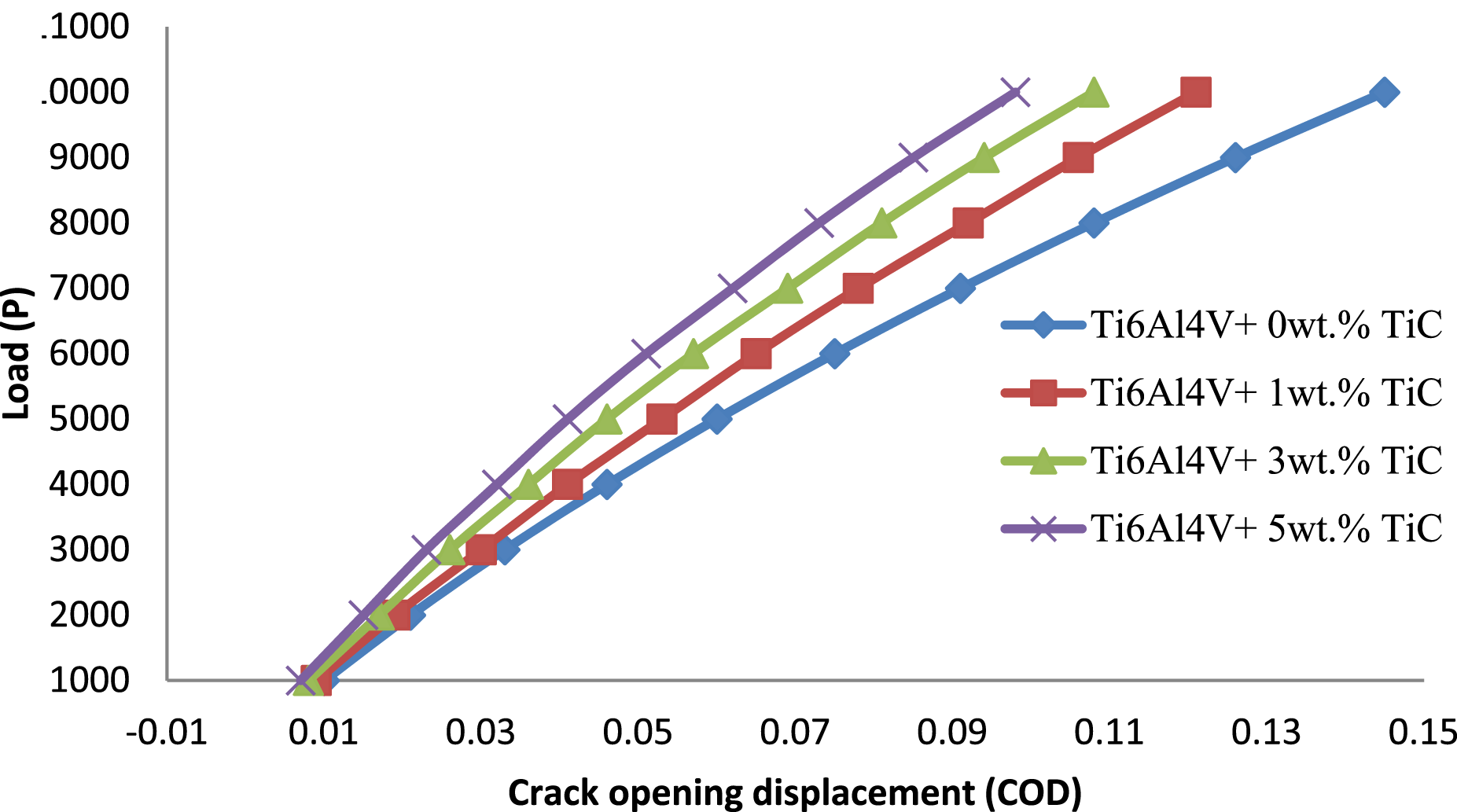
This is because the lower the COD, the more TiC content is present in the composite, and this implies that the TiC particles have a greater elastic modulus and greater load-bearing capacity, which limits the crack from opening as the applied load gets transferred and redistributed throughout the composite. It is also due to the presence of TiC that facilitates crack-tip constraint and shielding, which inhibits plastic deformation around the crack tip and consequently minimizes the crack opening. In addition, the good interfacial bonding between the Ti-6Al-4V matrix and TiC particles also inhibits interfacial debonding, which helps to make the cracked material compliant to loads at a lower level.
The composite with a larger TiC content has the minimum COD values in the range of applied loads, which indicates its better ability to resist crack opening and propagation. These correlations are in line with the observation of the increased fracture toughness and fatigue crack growth resistance of TiC-reinforced composites, which indicates the role of TiC in the increased damage tolerance of the developed Ti-6Al-4V/TiC composites.
EDS mapping
The elemental distribution and compositional uniformity of Ti-6Al-4V + 5 wt.%. The TiC composite was studied using energy-dispersive spectroscopy (EDS) elemental mapping. As already indicated in Figure 13, the EDS analysis showed that the main components were Ti, Al, and V, which are related to the Ti-6Al-4V matrix, as well as C, which is related to the TiC reinforcement. The elemental maps revealed a relatively homogeneous distribution of carbon-rich areas in the titanium matrix, indicating good dispersion of TiC particles within the material and strong interfacial bonding between the reinforcement and the matrix. EDS element mapping of Ti-6Al-4V & 5wt.% TiC composite.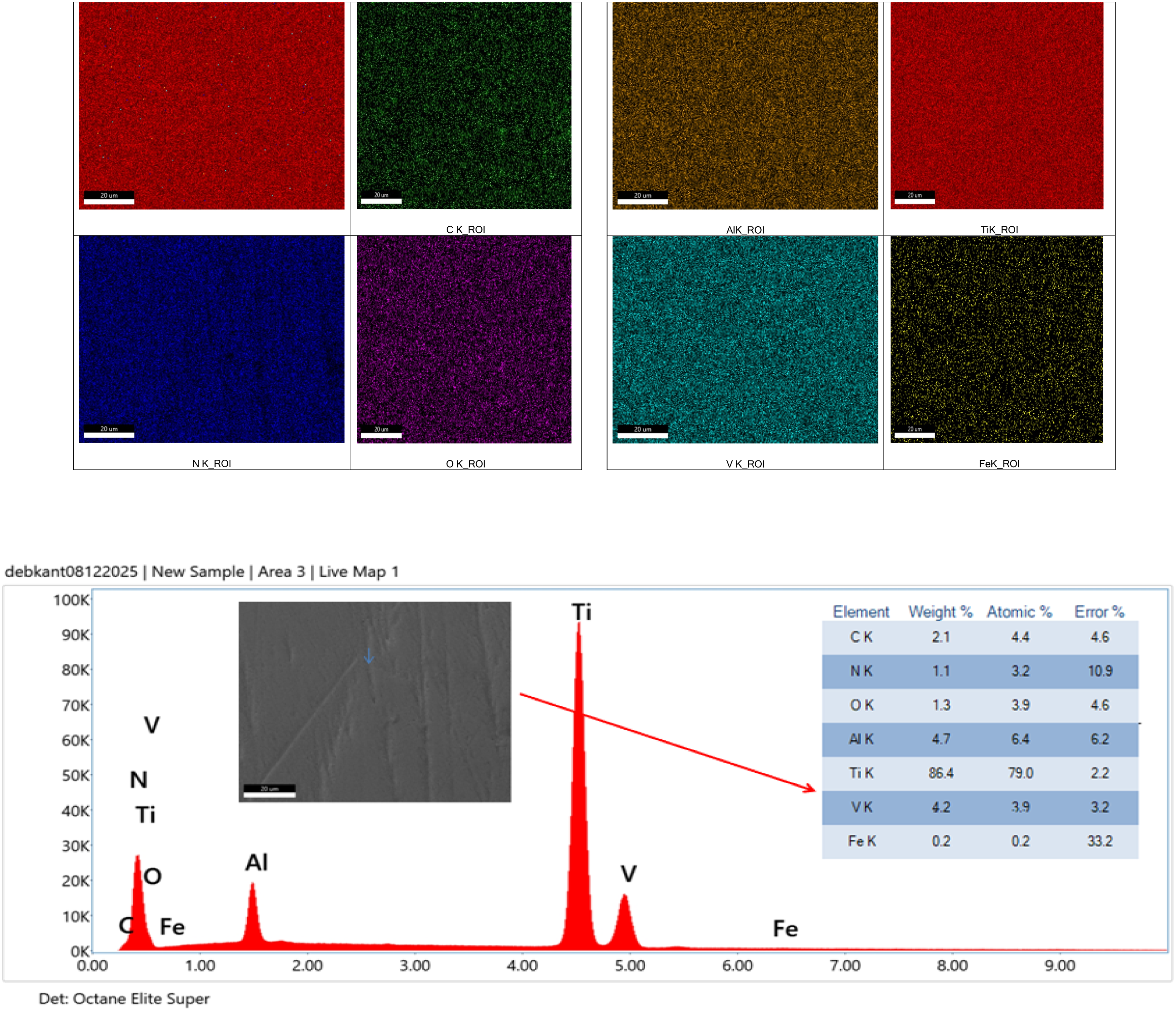
In addition to the primary constituents, minor amounts of N and O were detected. These elements are commonly attributed to surface oxidation and nitrogen pickup during powder handling and the fabrication process. The presence of Fe in trace quantities is likely due to contamination from the build platform, recoater blade, or milling and handling equipment. Importantly, no significant elemental segregation or clustering was observed, suggesting that the processing conditions were adequate to achieve chemical homogeneity in the developed composite. The homogeneous distribution of TiC is expected to contribute positively to the improved mechanical and tribological performance of the composite.
SEM analysis of fabricated composite
SEM analysis was carried out to examine the morphological features of the fabricated samples and their tensile fracture behavior. Figure 14(a) shows the microstructure of the monolithic Ti-6Al-4V alloy, which exhibits a relatively homogeneous matrix with characteristic α/β phase morphology and a comparatively smooth surface. In contrast, Figure 14(b) presents the microstructure of the Ti-6Al-4V + 5 wt.% TiC composite, where TiC particles are clearly visible and appear to be fairly distributed within the Ti-6Al-4V matrix. Figure 14(e) shows the microstructure of unreinforced Ti-6Al-4V alloy, which have comparatively course grain structure. Figure 14(f) shows the Ti-6Al-4V+3wt.% TiC microstructure, results depicted that TiC particles has refined the grains, and are considered efficient load-bearing reinforcement, which means that they have good interfacial bonding with the matrix and little agglomeration. The tensile fracture surface of Ti-6Al-4V alloy is presented in Figure 14(c). Big and deep equiaxed dimples are common characteristics of ductile fracture created by the nucleation and expansion, as well as coalescence of micro-voids. The lack of cleavage facets indicates that the major mode of fracture was plastic deformation, which is also in line with the natural ductility of Ti-6Al-4V. As shown in Figure 14(d), the tensile fracture surface of Ti-6Al-4V + 5 wt.% TiC composite is shown. The finer and shallower dimples on the fracture surface and local zones of particle-matrix debonding, and in some cases, fractured TiC particles are observed on the fracture surface compared to the base alloy. These characteristics suggest a behavior of mixed-mode fracture, i.e., ductile failure of the matrix is supplemented by small brittle behavior brought up by the hard ceramic reinforcement. Improvement in dimple size indicates limited plastic deformation due to the presence of TiC particles, which act as stress concentrators and hinder the movement of dislocations. Nonetheless, the fact that dimples are dominant developments proves that the composite still possesses a highly ductile fracture mechanism. SEM analysis of composite (a) fabricated sample of Ti-6Al-4V+0wt.%TiC (b) fabricated sample of Ti-6Al-4V+5wt.%TiC (c) Tensile fracture of Ti-6Al-4V+0wt.%TiC (d) Tensile fracture of Ti-6Al-4V+5wt.%TiC (e) unreinforced sample (f) Ti-6Al-4V+3wt.%TiC.
SEM analysis of fatigue fracture surface
The SEM fractography of the fatigue crack growth zone of the compact tension (CT) specimen made from Ti-6Al-4V reinforced with varying wt.% TiC are shown in Figure 15(a)–(d). The micrographs show the different stages of fatigue damage. Crack initiation is observed at the surface and in the areas surrounding stress concentrations, where cyclic loading facilitates local plastic deformation. The subsequent crack propagation region is predominantly characterized by transgranular fracture, indicating that the crack advances through the α–β titanium matrix rather than along grain boundaries. This behavior suggests strong interfacial bonding between the TiC reinforcement and the Ti-6Al-4V matrix. SEM micrographs of the fatigue crack growth region of the compact tension (CT) specimen of (a) Ti-6Al-4V + 0 wt.% TiC composite (b) Ti-6Al-4V + 1 wt.% TiC composite (c) Ti-6Al-4V + 3 wt.% TiC composite (d) Ti-6Al-4V + 5 wt.% TiC composite.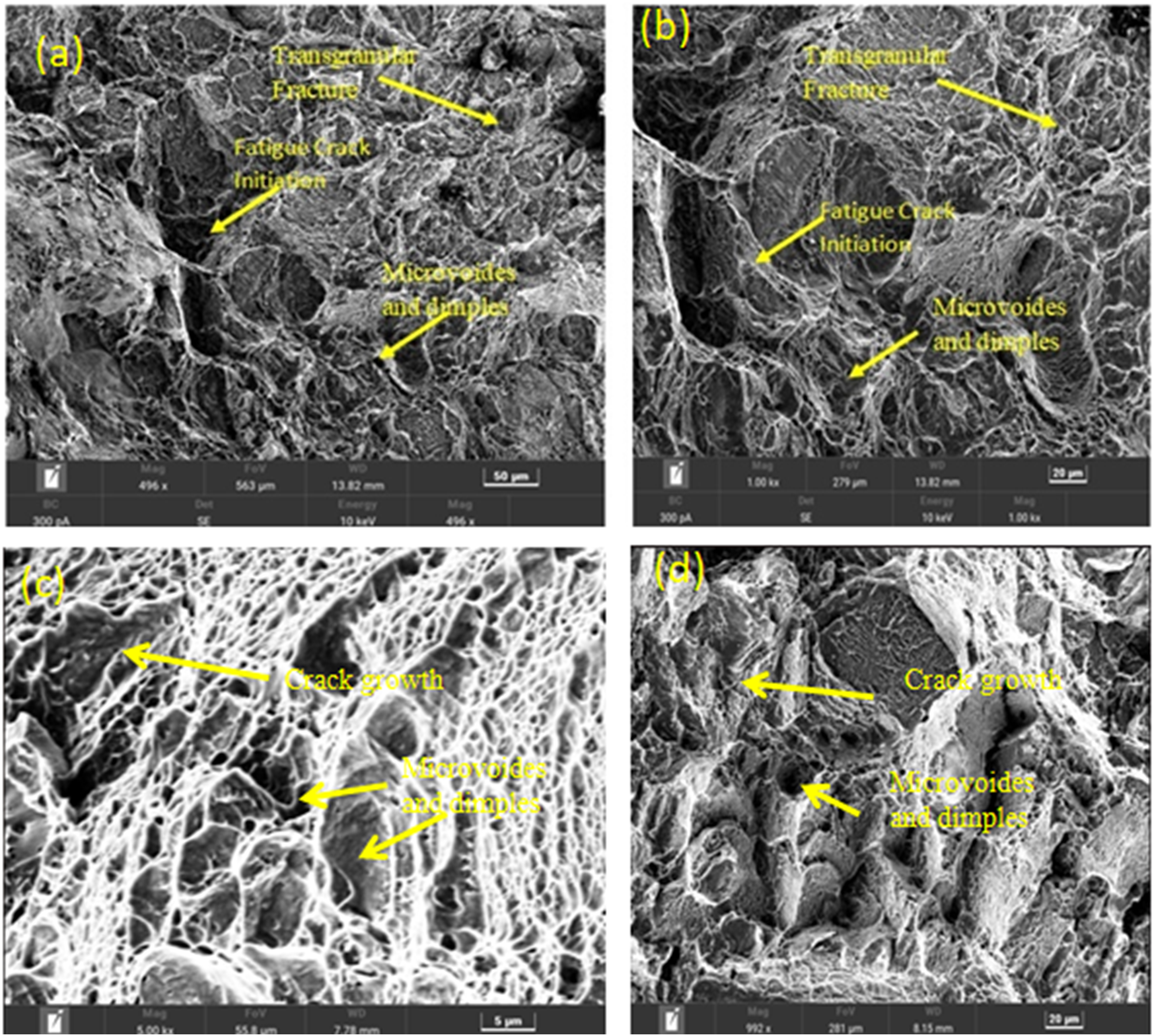
At higher magnifications, the fracture surface exhibits the presence of microvoids and well-defined dimples, which are indicative of a ductile fracture mechanism during the final stage of fatigue failure. The formation and coalescence of microvoids around TiC particles contribute to energy absorption and retard crack growth to some extent. Overall, the combined features of crack initiation, transgranular fatigue fracture, and dimpled rupture confirm a mixed fatigue–ductile fracture mechanism in the LPBF-fabricated Ti-6Al-4V + 3 wt.% TiCcomposite.
X-ray diffraction
The X-ray diffraction patterns of Ti-6Al-4V/TiC obtained from LPBF process are presented in Figure 16. The diffraction peaks confirmed the existence of α-Ti, β-Ti and TiC phases, thus the successful fabrication of Ti-6Al-4V/TiC composites was achieved by LPBF technique. TiC peaks are visible in the spectrum, indicating the successful formation and fair distribution of the ceramic reinforcement in the Ti-6Al-4V matrix during the laser processing. In addition, there were no peaks of unreacted carbon found in the XRD patterns, indicating that the reaction of the carbon source with the titanium matrix was not incomplete, and that the amount of TiC particles formed was not less than the amount of carbon source reacted with the titanium matrix. The dual-phase microstructure of Ti-6Al-4V was found to be preserved after LPBF. The X-ray diffraction patterns of Ti-6Al-4V/TC4 composites.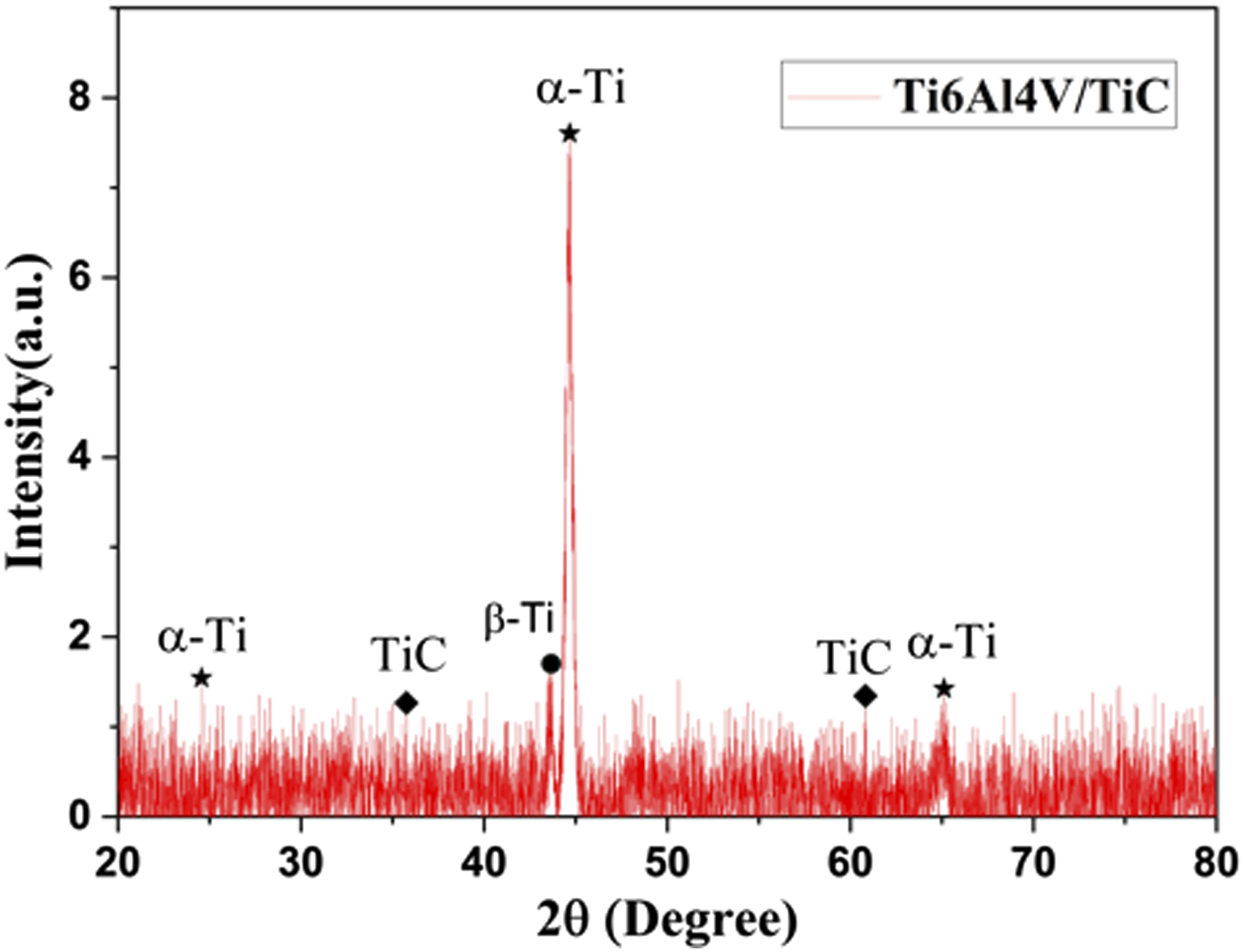
Conclusion
The following conclusion can be drawn from this study: • Ti-6Al-4V/TiC composites were successfully fabricated using the LPBF process, demonstrating good structural integrity and uniform dispersion of TiC reinforcement within the matrix. • The incorporation of TiC resulted in a great improvement in the tensile properties of Ti-6Al-4V. The tensile strength improved by 15.3%, with the highest tensile strength being 1378.8 MPa, and the elastic modulus increased by 16.8% compared to that of the base alloy. • A significant decrease in ductility was noted with the addition of reinforcements; the elongation started to decrease to 4.6% with the hard TiC particles and restriction in plastic deformation. • Fracture toughness. The higher value of wt. % of TiC, the higher the fracture toughness, which rose to a high of 68.5 MPa ·m, representing a higher level of resistance to crack propagation and initiation. • SEM analysis of prepared samples showed refinement of the microstructure because of adding TiC, and EDS elemental mapping showed uniform distribution of reinforcement and constituent elements. • Analysis of tensile fracture surfaces revealed that Ti-6Al-4V ductile fracture by dimples, but TiC reinforced composites had finer dimples and mixed-mode fractures, suggesting high load transmission and particle-matrix interfaces. • TiC reinforcement greatly enhanced fatigue performance. Endurance enhanced strength at a rate of 15.2%, and fatigue crack growth analysis of the CT specimen depicted slower crack growth rates and a crack deflection process in the composites. • S-N curves prepared on the various wt.% of TiC composites were able to clearly show the superior fatigue life of the composite as compared to the unreinforced alloy.
By and large, the analysis establishes TiC reinforcement as a viable solution to enhance tensile strength, fracture toughness, as well as fatigue strength of the fabricated Ti-6Al-4V alloys through LPBF, and thus the developed composites are eligible criteria of being high-performance structural and aerospace materials.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.