
Abstract
The epoxy-based glass fibre-reinforced polymers (GFRPs) were fabricated by adding three different graphene derivatives: anthracite coal-derived graphene oxide (AGO), commercial-grade graphene oxide (GGO), and commercial-grade reduced graphene oxide (GrGO). The composites having varying concentrations of nanofiller (0.075–0.3 phr), were prepared with hand layup using vacuum-assisted infusion molding setup. The results of the mechanical tests revealed that the AGO-reinforced composites showed the highest improvement at a concentration of 0.1 phr, with an increase of 27.6% in impact resistance, 27.1% in flexural modulus, and 11.7% in tensile strength. However, GGO and GrGO showed higher contents of 0.2 phr for maximum improvement. Structure-property correlations were carried out using FTIR, EDS, XRD, TEM and SEM. FTIR analysis revealed an increased relative abundance of oxygen functional groups in AGO, while EDS analysis revealed a decreasing trend of oxygen content (AGO > GGO > GrGO). The presence of remaining nitrogen-containing heteroatoms as reported in previous studies on coal-derived graphene oxide, can increase interfacial interactions. XRD and TEM analysis revealed improved exfoliation at optimal concentrations of GO, fracture surface analysis revealed improved matrix-fibre interactions and efficient crack-deflection. The findings of this study confirm that coal-derived graphene oxide is a low-cost nanofiller material for high-performance structural composites.
Keywords
Introduction
Fibre-reinforced composites is a key area in contemporary materials science research due to their remarkable mechanical performance, resistance to chemicals, and high stiffness-to-weight ratios. Among these materials, glass fibre-reinforced polymer (GFRP) composites find extensive applications in automobile, construction, and aerospace industries due to their attractive cost-performance ratio. Nevertheless, some inherent limitations, including the onset of matrix cracking, interfacial debonding, and ineffective transmission of stress between the matrix and fibre phases, have so far restricted the complete utilization of GFRP composites in high-performance applications.1–5 These problems have been attributed to the lack of sufficient interfacial bonding and the brittle characteristics of the thermosetting matrices, such as epoxy resin.
To tackle these challenges, there is increasing interest in polymer nanocomposites, which include nanofillers into the polymer matrix to enhance physical, thermal, and mechanical properties. Nanocomposites demonstrate enhanced interfacial interactions, crack resistance, and stress distribution in fibre-reinforced materials due to the elevated surface area, aspect ratio, and surface chemistry of nanofillers.4,6,7,8,9 The nanofillers used in the production of nanocomposites include carbon nanotubes (CNTs), nanoclays, silica (SiO2), and metal oxides like titanium dioxide (TiO2) and aluminium oxide (Al2O3). Each nanofiller has its own distinct properties: CNTs have high tensile strength and electrical conductivity; nano clays are thermal and barrier enhancers; and metal oxides are flame retarders and strength additives.10,11,12,13
Graphene-based nanofillers, particularly graphene oxide (GO) and reduced graphene oxide (rGO), have become favoured options due to their synergistic mechanical and chemical characteristics. Graphene oxide (GO) is characterized by a significant concentration of oxygen-containing functional groups, including hydroxyl, epoxy, and carboxyl, which render it highly surface-active and confer a strong affinity for epoxy matrices and glass fibres. Graphene oxide, when adequately distributed, can augment both strength and toughness by acting as a fracture arrester and a stress transfer bridge at the fibre-matrix interface. 14 Reduction of GO leads to partial loss of oxygen-containing functional groups, causing a reduction in surface polarity, which can be detrimental to dispersion and interfacial properties in epoxy matrices.
Reduced graphene oxide (rGO) is produced through the partial restoration of the sp2-hybridized carbon network of graphene oxide (GO), leading to improved electrical and thermal conductivity, while concomitantly decreasing the density of oxygen-containing functional groups. The lower surface polarity of rGO can limit its direct compatibility with epoxy matrices unless further functionalization or hybridization strategies are employed. Nevertheless, rGO has shown promising performance in hybrid filler systems, such as combinations with montmorillonite clay or metal oxides, enabling multifunctional enhancements in GFRP composites.6,15
However, research has now moved from merely adding a filler to understanding the molecular mechanisms of GO and rGO interactions with the polymer matrix and fibre surfaces. The high aspect ratio and 2D structure of GO make it easier to align along the polymer chains, creating a strong barrier against crack growth and enhancing stress transfer. The existence of functional groups in GO facilitates hydrogen bonding and covalent bonding with polar epoxy groups, hence augmenting interfacial shear strength and inhibiting microvoid formation. 16 Exfoliated GO nanosheets work better than multilayer particles by increasing interfacial contact with the matrix. 17
One of the most innovative evolutions in this field is the use of coal-derived graphene oxide, which provides a more sustainable and economically viable alternative to graphite-derived graphene oxide. The Hummers’ method of graphene oxide synthesis involves the use of toxic chemicals and produces toxic byproducts, which is not the case with coal-derived graphene oxide. Furthermore, coal-derived graphene oxide has demonstrated the ability to retain a significant density of oxygen-containing functional groups as well as a substantial density of nitrogen-containing heteroatoms, which are obtained from the original coal structure and its oxidation chemistry. The existence of oxygen- and nitrogen-containing functional groups enhances surface polarity, hence facilitating greater interfacial interactions with epoxy matrices and reinforcing fibres.18,19
Although the beneficial structural properties of GO and rGO have been extensively explored, their economic viability is still a major concern. Currently, commercial GO and rGO are priced between $100 and $500 per gram because of the complex processing and the need for high-purity precursors. 20 Also, these materials show variability in oxidation states, lateral sizes, defect densities, and impurity contents caused by different methods to produce them (i.e., synthesis methods and precursor materials). This will also cause inconsistent behavior during dispersion and variable interfacial properties in polymer composites, ultimately making these materials unsuitable for large-scale structural applications. Therefore, there is a need for graphene derivatives that have consistent surface chemistries and controlled functionalization. In addition, different routes to producing graphene (e.g., oxidative unzipping of carbon nanotubes to produce graphene nanoribbons) can demonstrate the extent of which the structural and property performance of graphene is dependent on the choice of precursors and processing methods. 21
However, despite these improvements, there are still issues in standardizing processing routes and optimizing filler ratios depending on the type of GO. Most of these studies have shown improvements in mechanical properties but vary in precursor materials, methods of functionalization, and testing parameters. There is a lack of standardization in these studies, making it difficult to compare results. Furthermore, the dependence of GO/rGO concentration on the performance of the composite is nonlinear and requires careful control to prevent agglomeration. 20
To overcome the problems that arise from dispersion, researchers have done chemical functionalization and surface modification of graphene oxide (GO) and reduced graphene oxide (rGO). Researchers have reported extensively about various methods used to improve the compatibility of graphene oxide/reduced graphene oxide composites, reduce agglomeration, and improve the transfer of load between your composite and the polymer matrix. Techniques such as covalent functionalization, polymer grafting, heteroatom doping, and hybridization with nanoparticles or nanofluids have been widely reported to improve compatibility with polymer matrices, suppress agglomeration, and enhance interfacial load transfer.22,23,24 In particular, Graphene liquid crystal systems have shown to effectively align and disperse graphene nanosheets, resulting in improved interfacial interactions and composite performance. 22 Similarly, strategies that use nanofluids have also improved interfacial synergy and dispersion stability, 23 while the use of two-phase extraction methods have enhanced dispersion and provided enhanced mechanical and thermal properties in graphene/epoxy composites. 24 Furthermore, functionalization of graphene oxide using hyperbranched polymer has been reported to significantly improve interfacial bonding and load transfer efficiency within epoxy systems. 25
Despite these advancements, there remains a lack of systematic investigations comparing graphene derivatives derived from different precursor sources under identical processing conditions, particularly in glass fibre-reinforced polymer (GFRP) systems. The focus of the majority of research has been on modified graphene systems, where it is difficult to isolate the impact of precursor chemistry, oxidation degree and surface chemistry on composite performance. In this context, the present study provides a controlled comparative evaluation of anthracite coal-derived graphene oxide (AGO), graphite-derived graphene oxide (GGO), and reduced graphene oxide (GrGO) without additional surface modification. This approach enables direct insight into the role of precursor-dependent surface chemistry, dispersion behaviour, and interfacial interactions in governing the mechanical performance of GFRP composites.
Although graphene oxide has been widely used as a reinforcement in epoxy composites, systematic comparisons between graphene oxides derived from different precursors within identical GFRP systems remain scarce. This study provides a controlled comparison between coal-derived graphene oxide, graphite-derived graphene oxide, and reduced graphene oxide under identical processing conditions.
This study fills this gap by using the same processing paradigm to compare graphite-based GO, coal-based GO, and rGO at various concentrations in GFRP composites. This study aims to furnish significant insights for material optimisation, scalability, and the creation of economical, high-performance composite materials for the transportation, building, and renewable energy sectors.
Furthermore, understanding how precursor chemistry influences dispersion behaviour, interfacial bonding, and reinforcement efficiency is essential for developing cost-effective graphene-based nanofillers suitable for scalable structural composite applications.
Materials and methods
Materials
An epoxy resin system with Araldite CY-230 was used as the matrix material for this study and were procured from Excellence Resins Meerut. The resin had a density of 1.1–1.2 g/cm3 and a viscosity of 1350 to 2000 mPa·s at 25°C. HY-951 served as the curing agent. Woven roving E-glass fibre mat (WR360), obtained from Revex Plasticisers Pvt. Lyd., Chandigarh Inc., India, was utilized as the reinforcing component. Graphene oxide (GO) nanofillers from various sources were integrated to alter the epoxy matrix. Graphene oxide (GO) extracted from anthracite coal was synthesized internally using the method described by Garg et al.19 having lateral size ∼0.17 µm and thickness of ∼1–5 nm (few layers). Graphite-based GO and reduced graphene oxide (rGO) were obtained from Nanoshell LLC, Wilmington, DE, USA. GGO has lateral size of ∼10 µm and thickness of ∼1.6 nm (few-layers), however lateral size of GrGO is in micron scale (Variable) and thickness is of ∼1–10 nm (few-layers).
Composite fabrication
Composite laminates fabricated in this study comprise of an epoxy resin matrix reinforced with woven E-glass fibre mats and modified with various graphene-based nanofillers. The nanofillers comprised anthracite coal-derived graphene oxide (AGO), graphite-derived graphene oxide (GGO), and reduced graphene oxide (GrGO), with the latter two procured commercially from Nanoshell. The nanofiller concentration was systematically altered at 0.075, 0.1, 0.2, and 0.3 phr, with phr indicating parts per hundred parts of resin, based on the total weight of the epoxy and hardener.
Prior to laminate preparation, the dispersion of nanofillers inside the epoxy matrix was prepared for the manufacture of epoxy-based GFRP nanocomposites. The requisite quantity of graphene oxide was included into the epoxy resin and manually blended with a glass rod to achieve consistent wetting. This was succeeded by high-speed homogenisation at 20,000 rpm for 10 min with a laboratory homogeniser (T18, IKA, Staufen, Germany). Following this, probe ultrasonication was conducted utilising a 700 W sonicator (QSonica, Newton, USA) with pulse-on and pulse-off intervals of 40 s and 20 s, respectively, at an amplitude of 80%. To avert excessive temperature elevation during sonication, the resin-nanofiller suspension was maintained in an ice bath throughout the procedure.
The nanomodified resin system was subsequently applied to the glass fibre mats with a vacuum-assisted hand layup process with a VARIM (vacuum-assisted resin infusion moulding) apparatus from Indutch Composites Technology Pvt. Ltd., Ahmedabad, India. For tensile and flexural testing, laminate panels were fabricated using two layers of woven glass fibre mats in accordance with ASTM D3039/D3039 M and ASTM D790 standards. The specimen dimensions were 250 mm × 25 mm × ∼0.7 mm (length × width × thickness) for tensile testing, and 60 mm × 12.7 mm × ∼0.7 mm for flexural testing, and the span length was adjusted in accordance with specimen thickness to maintain the prescribed span-to-depth ratio in accordance with relevant ASTM standards. In contrast, impact test specimens were produced using twelve layers of glass fibre mats to achieve the dimensions of 63.5 mm × 12.7 mm × ≥3.2 mm. To fabricate the composites, resin infusion molding (VARIM) process assisted hand layup was carried out under a controlled vacuum level of 50–60 mbar (absolute pressure), to ensure effective resin infiltration and removal of entrapped air. The layup was performed at ambient temperature (∼25°C), followed by curing under vacuum for 6 h and post-curing at 60°C for an additional 6 h.
The resin-to-glass fibre weight ratio was maintained at 45:55, ensuring adequate wetting and uniform distribution of the matrix within the fibre network. The fibre volume fraction of the fabricated laminates was determined experimentally by weighing the dry glass fibre preforms prior to fabrication and the final cured composites after removal of excess resin. Based on this method, the fibre volume fraction was estimated to be approximately 60 ± 2%, indicating a well-consolidated laminate structure suitable for structural applications.
Testing and characterization
Mechanical testing, including impact, tensile, and flexural assessments, was conducted to examine the mechanical behaviour of the composites. Tensile and flexural tests were conducted using a Zwick/Roell (Ulm, Germany) Universal Testing Machine (UTM) equipped with a 10 kN load cell. Tensile tests were done at a crosshead speed of 2 mm/min and flexural testing was done at crosshead speed of 1.3 mm/min. The Tinius Olsen (PA, USA) impact tester (model IT504) as shown in Figure 1 was utilized for impact testing. The specimens were notched prior to testing using a V-notch cutter as per ASTM specifications. The pendulum type Izod impact tester had a nominal impact energy of 5 J, with a striker velocity of approximately 3.5 m/s and a pendulum length of approximately 0.33 m. The average value of four specimens was calculated for each test. The standard deviation of the numbers was derived using the standard deviation, while the range of values was approximated using the error bar. Izod impact tester.
Characterizations of GFRP nanocomposites were performed via Scanning Electron Microscopy (SEM), Fourier-Transform Infrared Spectroscopy (FTIR), and X-ray Diffraction Analysis (XRD). Fractographic examination of diverse broken composite samples was performed utilizing a Carl Zeiss (Oberkochen, Germany) scanning electron microscope (SEM) at an acceleration voltage of 5 kV. FTIR analysis was performed using a PerkinElmer RX-IFTIR spectrometer (Massachusetts, US) over the range of 4000 to 400 cm-1, and the FTIR spectra were normalized relative to the C = C skeletal vibration (∼1600 cm-1) for comparative evaluation. X-ray diffraction (XRD) was conducted using a PANalytical X-ray diffractometer (Malvern, United Kingdom) with Ni-filtered Cu Kα radiation (λ = 0.1504 nm). The scan rate was established at 2° min-1 throughout the range of 10°–90° at an applied voltage of 45 kV. TEM was done on Thermo Scientific USA, Model: Talos F200X G2. Differential Scanning Calorimetry (DSC) was performed using a TA Instruments DSC25 thermal analyser. To ensure experimental accuracy and reproducibility, several parameters were strictly controlled, such as temperature distribution uniformity, which was maintained across the sample, optimal thermal contact was established by using flat-bottomed crucibles, and a constant nitrogen (N2) flow rate was maintained throughout the procedure. Each sample, having a weight of 5 mg, was placed in aluminium crucibles and analysed under a nitrogen atmosphere. The thermal program consisted of an initial heating scan from room temperature (RT) to 200°C, followed by a cooling ramp to 10°C at a constant rate of 10°C min−1. The glass transition temperature (Tg) was determined from the inflection point of the heat flow curve obtained from the DSC thermograms. The Tg measurements were subject to an experimental error margin of ±1°C.
Results and discussion
Mechanical Properties
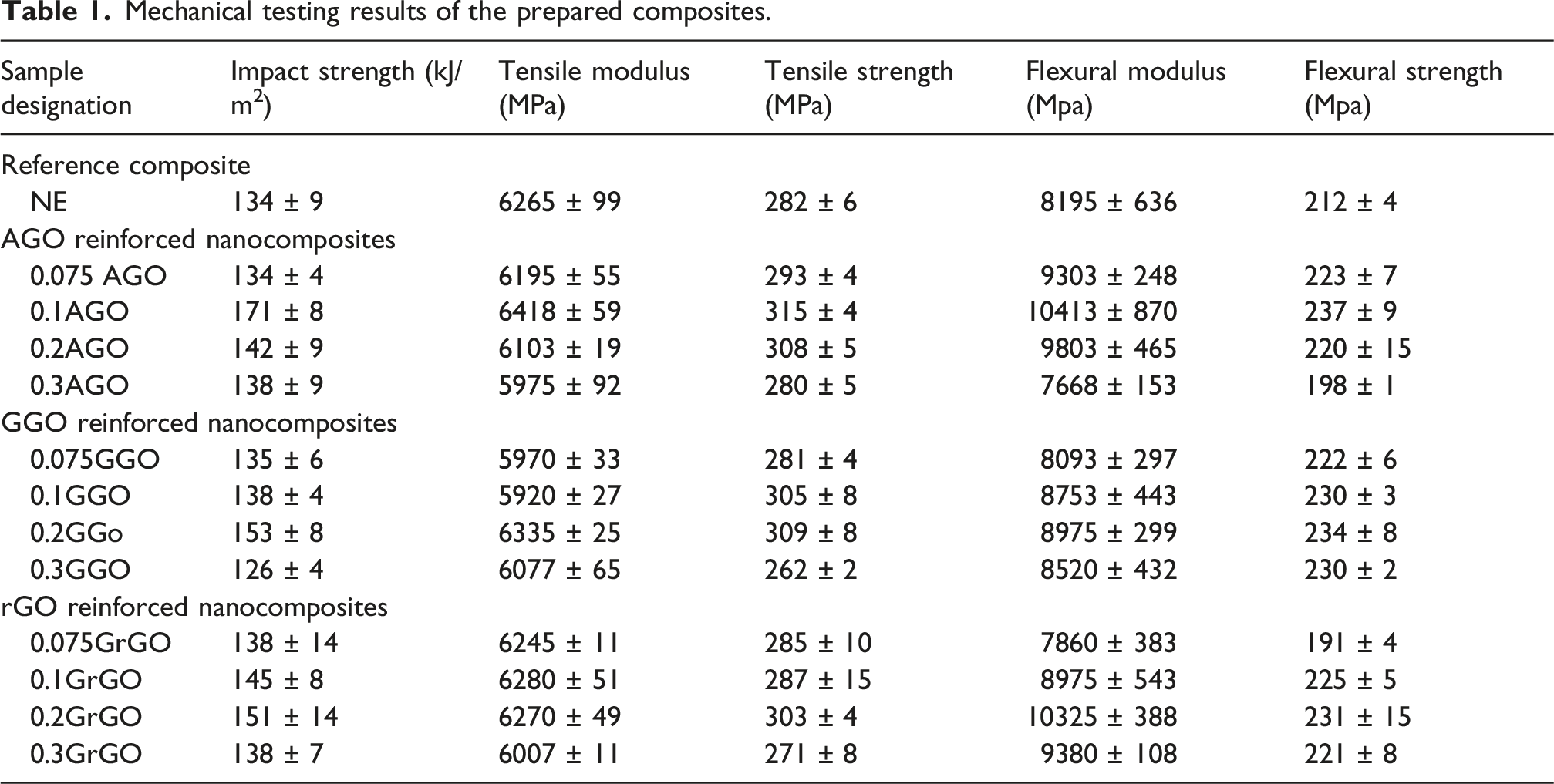
Mechanical testing results of the prepared composites.
Impact strength
The value of impact resistance of polymer composites is an important consideration for applications that have sudden or dynamic loading conditions, such as aerospace and automotive parts, as well as safety equipment. Figure 2 illustrates the impact test result of different composite formulations. In this research, the NE sample has an impact strength of 134 kJ/m2. With the addition of AGO, a significant improvement was noticed, especially at 0.1 phr, where the highest value of 171 kJ/m2 was achieved. This represents a 27.6% improvement, underlining the efficacy of anthracite-derived graphene oxide in improving impact properties. The toughening effect can be ascribed to the lamellar structure and graphitic microstructure of AGO, which favors crack deflection, microvoid coalescence, and mechanical interlocking at the matrix-filler interface.26,27,28 Impact testing results of the prepared composites.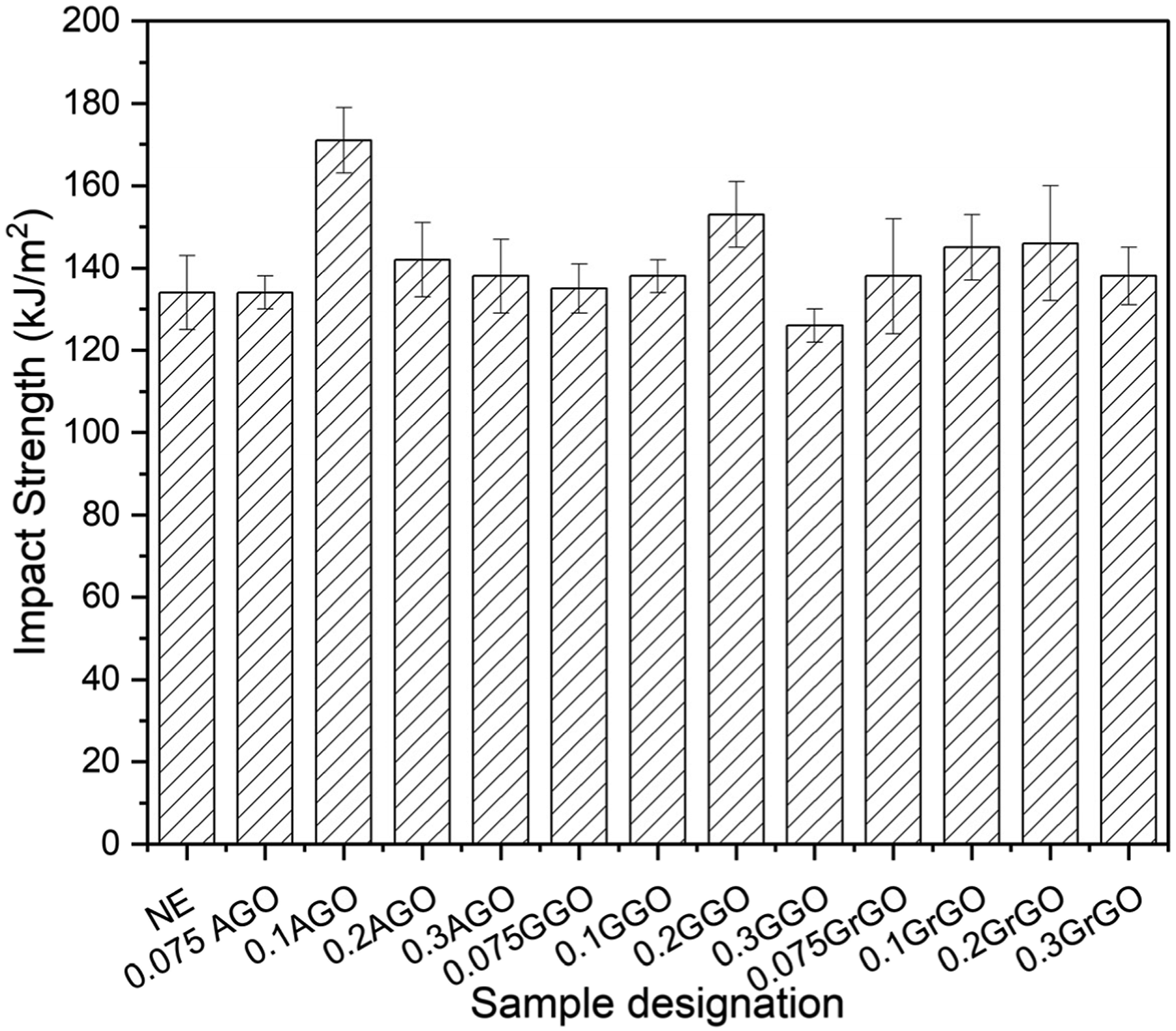
The trend for AGO indicated an initial increase from 0.075 to 0.1 phr, followed by a drastic drop at higher concentrations, indicating a percolation-like phenomenon where high filler content resulted in agglomeration and poor energy absorption. In the case of GGO-modified samples, the notched impact strength increased with increasing concentration up to 0.2 phr, reaching a maximum of 153 kJ/m2 (14.2% increase). This indicated that the graphite-derived GO was well dispersed and had better compatibility because of the presence of oxygen functional groups, although to a lesser extent than AGO. However, at a concentration of 0.3 phr, a substantial decrease to 126 kJ/m2 was noticed, which was even lower than NE. This drop can be attributed to poor dispersion and the presence of stress concentrators, which may act as crack nucleation sites 24. GrGO showed a similar trend, with impact strength reaching a maximum of 151 kJ/m2 (12.7% increase) at a concentration of 0.2 phr. The modest increase compared to AGO and GGO may be due to the thermal and/or chemical reduction treatment of graphite to obtain GrGO, which reduces the surface oxygen content and hence the interfacial bonding between matrix and filler.
Tensile properties
Tensile testing offers critical information regarding the resistance of the material to tensile loads without yielding or failure. As shown in Table 1, NE composite had a tensile modulus of 6265 MPa and tensile strength of 282 MPa. The addition of AGO showed a substantial improvement in tensile properties, especially at 0.1 phr, where the tensile modulus was enhanced to 6418 MPa (2.4% increase) and tensile strength to 315 MPa (11.7% increase). The variation followed a trend of sharp improvement up to the optimal point, beyond which the mechanical properties degraded. The improved properties at 0.1 phr can be attributed to efficient load transfer and stiffness contributed by the high aspect ratio and rigidity of AGO, which originates from its coal-based crystalline structure. Figure 3 shows representative tensile stress-strain curves generated by neat epoxy composite and graphene-reinforced GFRP composites at their optimal filler loadings. As discussed, all composites behaved primarily linearly elastic until failure, indicating that the GFRP system made with epoxy resin is most likely brittle. Overall, the stress-strain curves for all the graphene-composite systems have a close resemblance to one another. However, the inset graph clearly shows differences in the high-strain region of the curves. The 0.1 phr AGO-reinforced composite has the highest tensile strength, followed by the GGO composite (0.2 phr). The GrGO composite (0.2 phr) also provides an increase in tensile strength, but to a lesser extent than does the neat epoxy. When comparing the curves above, the minimal gap between the curves indicates that the magnitude of the enhancement in tensile properties of the composites was modest but consistent across all graphene-composite systems. The highest performance of AGO (at a lower loading) may indicate better dispersion and/or better interfacing with the epoxy matrix leading to more effective stress transfer. The comparatively lower performance of the GGO and GrGO systems may reflect differences in the levels of oxidation, differences in the types of structural defects, and differences in agglomeration properties. Tensile stress-strain curves of various composite formulations.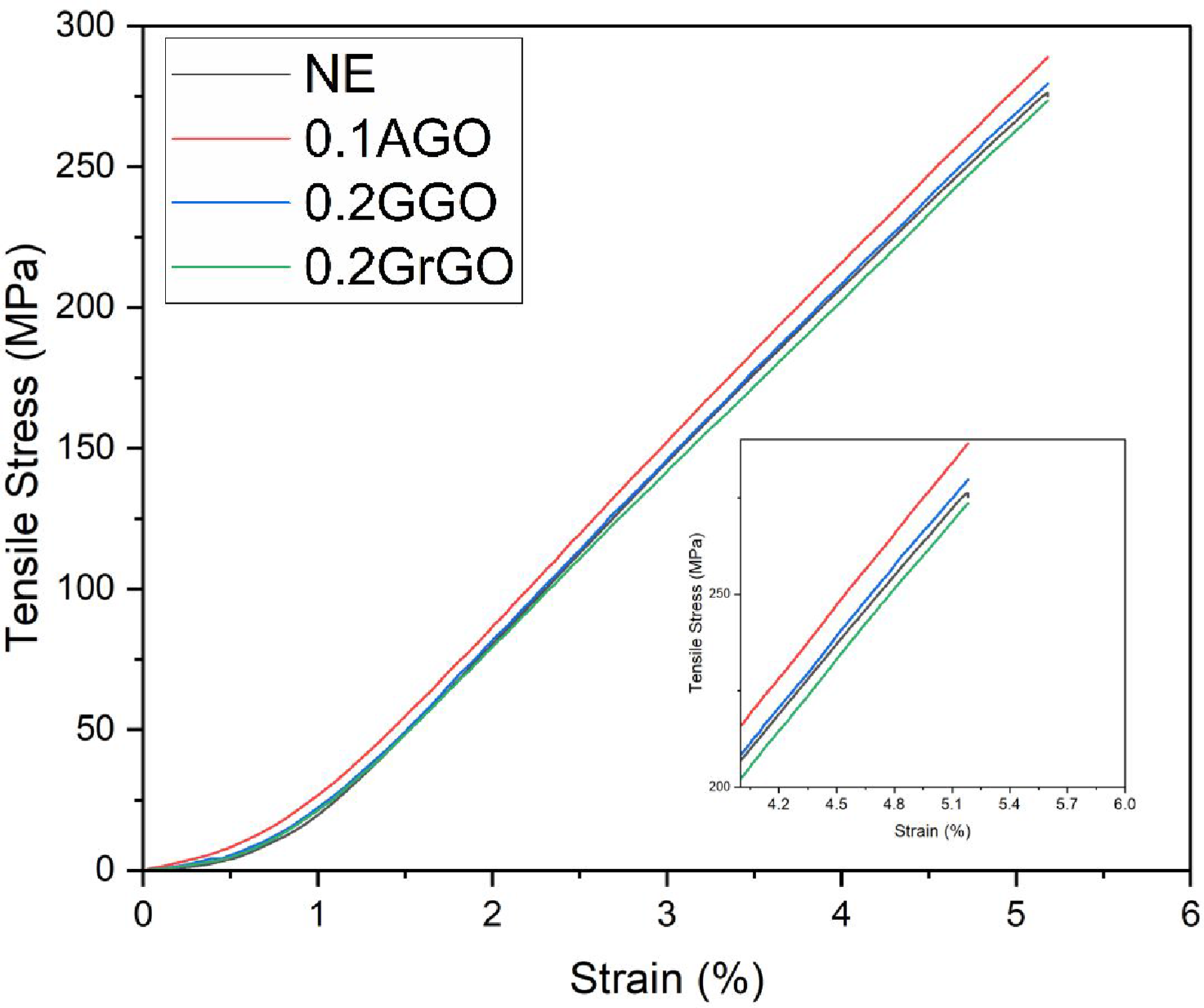
Flexural properties
Flexural properties are critical for determining the material’s behavior under bending stress, which is of great significance in load-bearing beam and layered composite structures. As shown in Table 1, NE sample had a flexural modulus of 8195 MPa and a flexural strength of 212 MPa.
The AGO-modified composite showed the greatest improvement at 0.1 phr, with a modulus of 10413 MPa (27.1% increase) and strength of 237 MPa (11.8% increase). The result followed the expected rise-and-fall pattern, with the degradation at higher concentrations being due to the reduced efficiency of stress distribution and higher defect density. The GGO-reinforced composites at 0.2 phr showed maximum performance with a modulus of 8975 MPa (9.5% increase) and strength of 234 MPa (10.4% increase). This clearly indicates that the graphite-based GO fillers play a significant role in the mechanical reinforcement, although slightly less than the anthracite-derived AGO. The reduction at 0.3 phr once again supports the hypothesis of stress localization due to agglomeration. The GrGO samples also performed best at 0.2 phr with a modulus of 10325 MPa (26.0% increase) and strength of 231 MPa (9.0% increase), which is almost on par with the AGO flexural properties despite its reduced functionalization.
Figure 4 shows flexural stress strain curves of reference composite and composites reinforced with optimum quantity of different types of graphene used. All of the samples exhibit linear elastic effects at first, followed by non-linear flexural responses, illustrating how fibre reinforced polymer composites are damaged in bending. Flexural stress-strain curves of various composite formulations.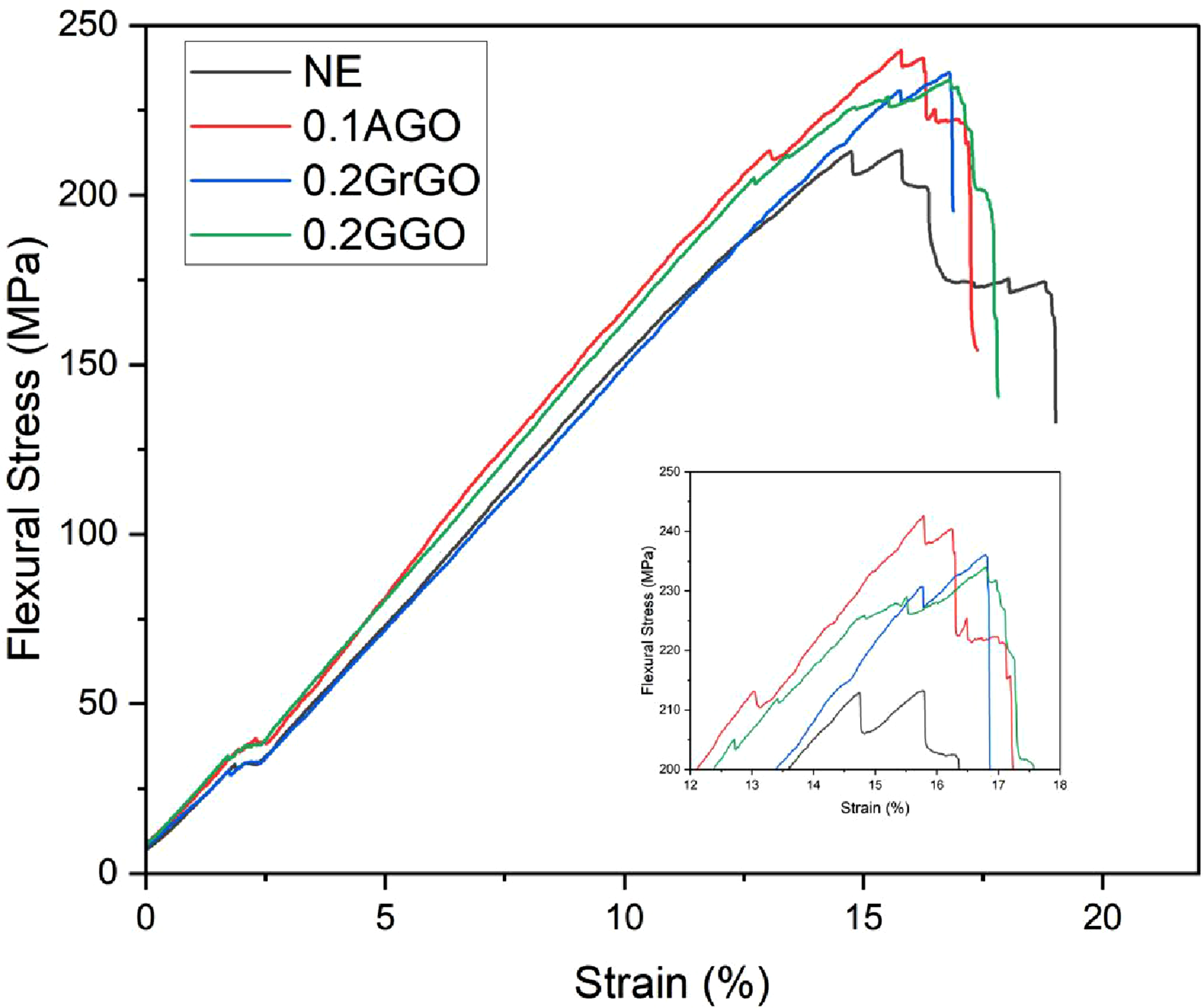
The composite containing AGO with a concentration of 0.1 phr exhibited the maximum flexural strength, while those containing GGO (0.2 phr) and GrGO (0.2 phr) were intermediate in performance and neat composite had the lowest. While the curves of all three composite types appear closely grouped overall, the high-strain region shown in the inset demonstrates that they differ from one another in this region of response confirming the trend already observed.
The nonlinear region exhibited prior to failure implies there are multiple progressive damage mechanisms involved such as matrix cracking, fibre-matrix debonding, and fibre breakage. The AGO-reinforced composite retained more load than the other composites in this region demonstrating that it has improved resistance to damage accumulation during flexural loading.
The trend of this study is similar to that observed in the tensile test demonstrating the more efficient reinforcing capability of the AGO at a low level of addition; however, the differences are even more significant when compared under bending forces illustrating that graphene has a significant impact on improving the tolerance to damage and the integrity of the structure under complicated loading scenarios.
Differential scanning calorimetry (DSC) analysis
The thermal transition behaviour and macrostructure of the composites have been studied using differential scanning calorimetry (DSC). Glass transition temperature (Tg) is considered to be the thermal transition point at which the isotropic portions of an epoxy resin matrix transform from a hard (glass-like) state to a flexible (rubbery) state. Since there is no residual exotherm on the DSC heating curve, the presence of an exothermic peak indicates complete curing of the epoxy nanocomposites, supporting that adequate processing and post-curing conditions have been employed to ensure complete crosslinking of the epoxy network. 29
The DSC thermograms for the neat epoxy (NE) and nanofiller modified composites indicate a single glass transition region, confirming complete formation of a homogeneous crosslinked structure without phase separation. Figure 5 shows the DSC thermograms for a variety of composite formulations. The Tg value of NE was 66.55°C; however, as graphene derivatives were introduced into the formulation, there was a significant increase in Tg values corresponding with the amount of restriction on polymer chain mobility by nanofillers. The AGO-reinforced composite at 0.1 phr demonstrated the highest Tg value of 73.21°C, followed closely by the GGO (0.2 phr) composite at 71.75°C and GrGO (0.2 phr) composite at 71.39°C. Overall, the ranking of Tg values for each composite is AGO > GGO ≈ GrGO > NE illustrating the enhancement of thermal stability for epoxy matrices with graphene-based nanofillers. This finding is further elaborated by how anthracite-derived graphene oxide has the greatest impact on this property amongst its counterparts. DSC thermograms of the composite formulations having an optimum composition of respective graphene derivative nanofillers.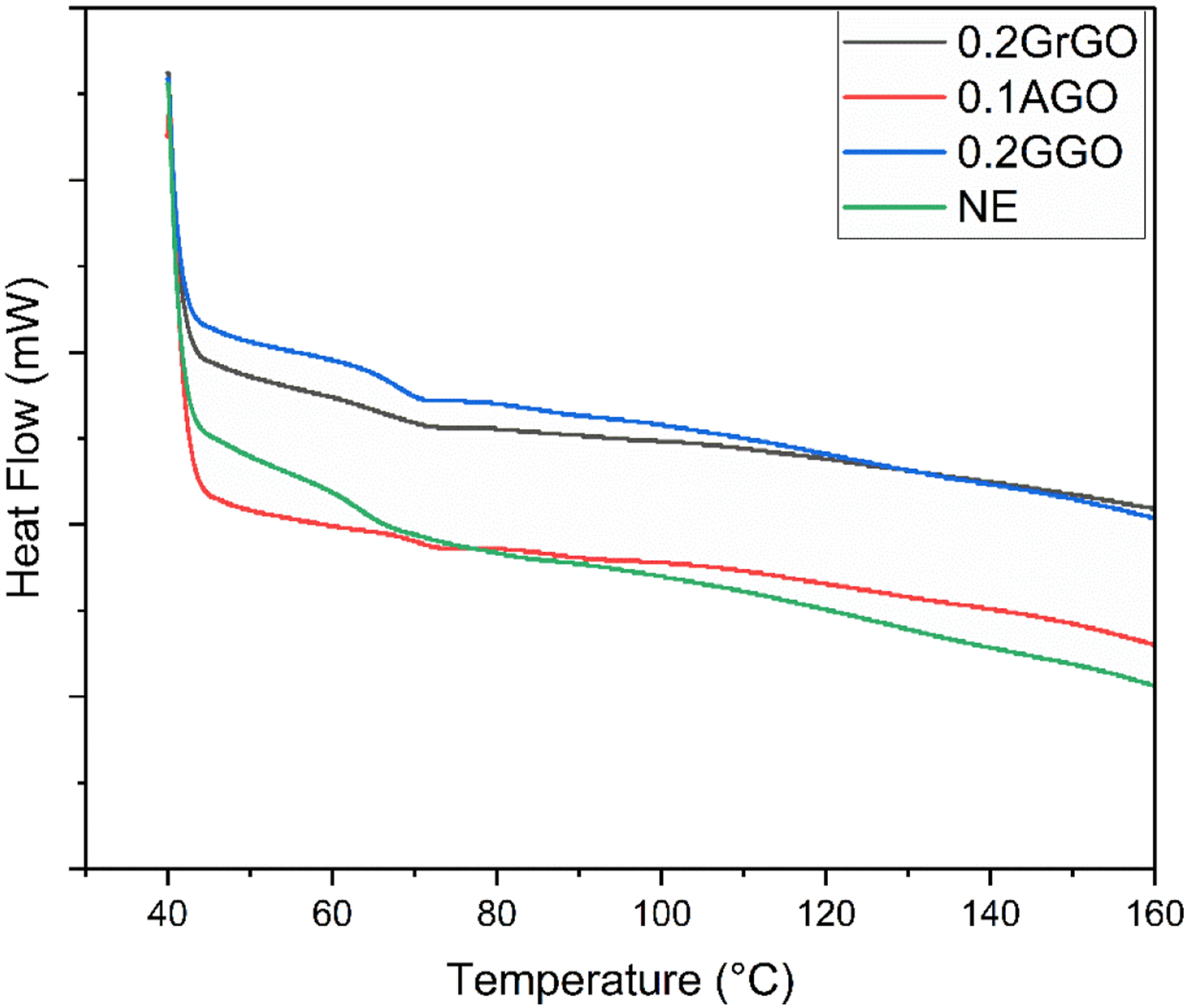
DSC thermograms show clear differences in the nature of glass transition regions among composites. The pure epoxy presents a broad and gradual transition with higher mobility of polymer segments than the AGO-reinforced composite with a much sharper and more easily defined transition which indicates a more restricted and uniform structure has developed upon the formation of AGO nano-sheets’ interfacial interaction with the epoxy matrix, resulting in effective immobilization of the polymer chains within an interphase region. The GGO and GrGO based composites display a broader transition compared to AGO due to less restricted uniform molecular motion achieved between all polymer chains. While both systems have similar Tg results, their different characteristics of the transitions reveal different mechanisms of interfacial interaction, indicating that simply measuring Tg does not adequately reflect the true level of interaction of fillers with polymer. Results from DSC correlate well with the mechanical performance trends found in this research. The composite reinforced with AGO has both the highest Tg and the most pronounced transition, as well as the greatest improvement in impact, tensile, and flexural modulus. This suggests that the improvements in load transfer efficiency and resistance to deformation are directly linked to enhanced interfacial interaction and decreased chain mobility. The GGO and GrGO systems exhibited moderate Tg enhancements and, therefore, intermediate improvements in mechanical properties. Furthermore, the behaviour exhibited by the composites is consistent with prior research reporting current trends relating to graphene/epoxy nanocomposites, where optimally dispersed fillers improve thermal and mechanical performance, but over-filling results in the fillers becoming agglomerated and less effective.28,30,31
Overall, the DSC analysis confirms that the addition of graphene-based nanofillers improves the thermal transition behaviour of GFRP composites by increasing Tg and limiting chain mobility of the epoxy matrix. Anthracite-derived graphene oxide presented the most significant enhancement of mechanical properties due to its superior surface chemistry, dispersion quality, and interfacial compatibility compared to the other fillers studied. These results also support the findings from mechanical testing, establishing the influence of precursor-dependent surface chemistry on thermal and mechanical performance of graphene reinforced composites.
Comparative analysis and discussion
A thorough comparison of the three graphene derivatives indicates that AGO performed better than the other two at a lower loading, especially 0.1 phr, in all the mechanical properties. This is because the mechanical properties of AGO are enhanced by its high crystallinity and surface roughness, which helps in the mechanical locking mechanism and strong interaction with the epoxy matrix. GGO, although slightly less than AGO in terms of the maximum value, showed better resistance to higher loadings (up to 0.2 phr), possibly because of its controlled oxygen content and better dispersion compared to the reduced form. GrGO showed moderate reinforcement, possibly because of its reduced surface chemistry. Nevertheless, it also showed good flexural properties, possibly because of its intact graphitic structure.
The mechanical improvements in the impact, tensile, and flexural ranges show similar trends: a sudden rise to an optimal loading level (0.1-0.2 phr) and then showed a decreasing trend. These results emphasize the importance of achieving a balance between the filler level and dispersion. Furthermore, the filler morphology and chemistry determine the type of interfacial interactions, which in turn determine whether the nanoparticles are acting as reinforcing fillers or stress concentrators.
To further contextualize the observed behaviour, a comparison with previously reported studies is presented. The mechanical performance obtained in the present study is consistent with trends reported in graphene-reinforced epoxy and fibre-reinforced polymer composites. Numerous studies have demonstrated that the incorporation of graphene-based nanofillers significantly enhances mechanical properties due to improved interfacial bonding and dispersion within the matrix. For instance, graphene-modified carbon fibre epoxy composites have shown tensile strength improvements of up to ∼33% and flexural strength enhancements exceeding ∼48% depending on functionalization and stacking sequence. 32 Similarly, epoxy nanocomposites reinforced with GO and rGO have exhibited tensile strength improvements of ∼45% along with notable flexural enhancements at optimized filler loadings. 33
In addition, broader reviews have consistently highlighted that even low filler loadings can lead to substantial improvements in mechanical and interfacial properties due to the high aspect ratio and large surface area of graphene, which enhance stress transfer efficiency.34,35 Furthermore, improvements in mechanical performance are strongly governed by dispersion quality, degree of exfoliation, and interfacial compatibility. For example, enhanced exfoliation and compatibility of graphene oxide within epoxy matrices have resulted in tensile and flexural strength improvements of up to ∼29% and ∼28.5%, respectively, 36 while hybrid nanofiller systems have demonstrated significant increases in fracture toughness and overall mechanical performance. 37 Advanced processing strategies such as functionalization and improved dispersion techniques have also reported improvements as high as ∼77% in tensile strength and ∼56% in flexural strength due to enhanced interfacial interactions. 24
In the present work, the AGO-reinforced composite (0.1 phr) exhibits improvements of approximately 11.7% in tensile strength and 11.8% in flexural strength compared to the neat composite. Although these improvements are lower than peak values reported in the literature, they are achieved at significantly lower filler loading and without additional chemical functionalization, highlighting the efficiency of precursor-dependent structural characteristics. The comparatively smaller lateral size and few-layer structure of AGO promote improved dispersion within the epoxy matrix and stronger interfacial interaction, thereby enhancing stress transfer efficiency and delaying crack initiation and propagation. In contrast, the relatively larger lateral size of GGO and reduced surface functionality of GrGO may promote agglomeration and limit interfacial effectiveness, thereby reducing their reinforcing efficiency. These observations are consistent with established structure–property relationships in graphene-based polymer nanocomposites, where dispersion quality and interfacial bonding play a dominant role in determining composite performance. 38
Characterization
A comprehensive characterization study was conducted to understand the mechanical properties and structure-property relationships of the synthesized nanocomposites, employing Fourier Transform Infrared Spectroscopy (FTIR), Energy Dispersive X-ray Spectroscopy (EDS), X-ray Diffraction (XRD), and Scanning Electron Microscopy (SEM). FTIR was conducted to qualitatively analyze the surface functional groups and chemical composition of the graphene oxide-based nanofillers, while EDS was employed to quantify the elemental composition of the nanofillers. The XRD analysis was performed to assess the degree of exfoliation of graphene oxide layers within the epoxy matrix, while the SEM analysis was executed to examine the morphology of the fracture surface, emphasizing nanofiller dispersion, nanofiller-matrix interactions, and the consequent toughening mechanisms.
FTIR analysis of GO nanofillers
Anthracite Coal Derived Graphene Oxide (AGO), Graphite Derived Graphene Oxide (GGO) and Graphite Derived Reduced Graphene Oxide (GrGO) surfaces were analyzed by means of Fourier Transform Infrared (FTIR) Spectroscopy to identify and compare surface functional groups as shown in Figure 6 below. Normalized FTIR spectra of GO nanofillers.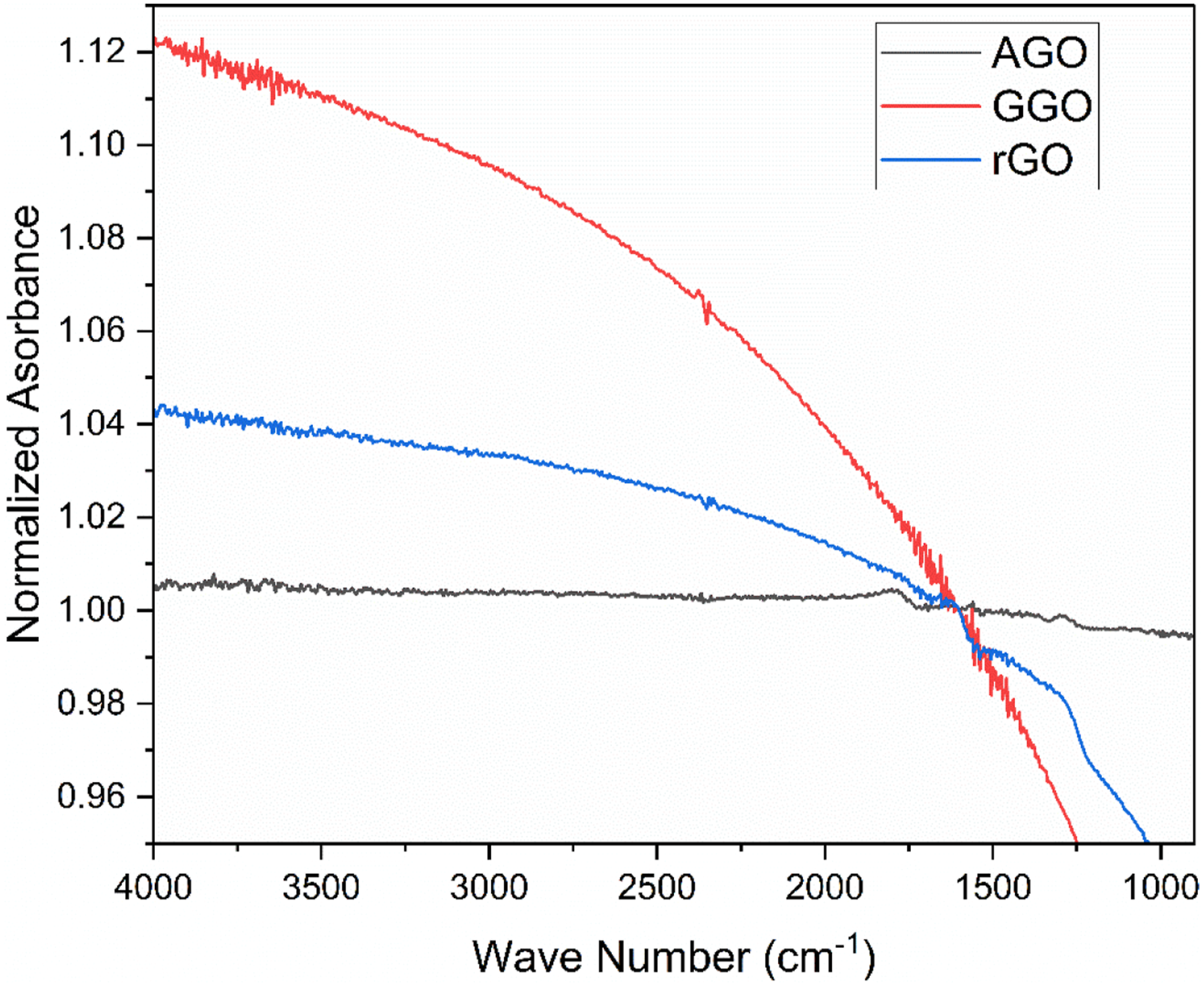
The FTIR spectra of AGO and GGO display a broad absorption band in the region of approximately 3200–3500 cm-1, which is characteristic of O–H stretching vibrations arising from hydroxyl groups as well as physically adsorbed moisture. A distinct absorption band observed around 1710–1730 cm−1 can be ascribed to the stretching vibrations of C = O bonds associated with carboxyl and carbonyl functional groups. Furthermore, the band appearing in the range of about 1580–1620 cm−1 corresponds to the skeletal vibrations of sp2-hybridized C = C bonds within the graphitic framework. Additional absorption features detected between roughly 1050 and 1250 cm−1 are attributed to C–O and C–O–C stretching vibrations, which originate from epoxy and alkoxy functional groups introduced during the oxidation process.
In comparison, the FTIR spectrum of GrGO exhibits a pronounced attenuation of oxygen-related absorption bands, particularly those corresponding to O–H and C = O stretching vibrations. This reduction in peak intensity indicates the effective removal of a significant fraction of oxygen-containing functional groups and suggests partial restoration of the conjugated sp2 carbon network as a result of the reduction treatment.39,40
For comparative interpretation of surface functionalization, the FTIR spectra were normalized with respect to the C = C skeletal vibration (∼1580–1620 cm−1), which represents the preserved graphitic backbone and is relatively insensitive to variations in oxidation or reduction level. This normalization is commonly used in graphene oxide and reduced graphene oxide literature to reduce artifacts caused by variations in sample thickness, concentration, and testing conditions, thus allowing for qualitative comparison of relative intensities of functional groups.31,39,40 In normalized FTIR spectra, AGO shows a greater relative absorption intensity for oxygen-containing functional groups than GGO, suggesting a greater extent of surface functionalization, while GrGO shows significantly reduced oxygen-related features. The FTIR results indicate that AGO has a more chemically active and polar surface, which is favourable for strong interfacial interactions with epoxy matrices. The qualitative trends observed in FTIR are further substantiated by the quantitative elemental analysis discussed in the subsequent EDS section and correlate well with the improved dispersion, interfacial adhesion, and mechanical performance of AGO-reinforced GFRP composites reported in this study.18,19,41
In addition to oxygen-containing functional groups, previous investigations on coal-derived graphene oxide have suggested the possible presence of residual nitrogen-containing heteroatoms, which originate from the inherent nitrogen in the parent coal as well as from nitric-acid-assisted oxidation processes. However, the definitive identification and quantification of such nitrogen functionalities require surface-sensitive analytical techniques, particularly X-ray photoelectron spectroscopy (XPS). Consequently, nitrogen-related functional groups are not explicitly identified or quantified in the present FTIR-based analysis. 19
EDS characterization of GO nanofillers
Energy-dispersive X-ray spectroscopy (EDS) was used to ascertain the elemental composition of the three graphene-based nanofillers, anthracite coal-derived graphene oxide (AGO), graphite-derived graphene oxide (GGO), and reduced graphene oxide (GrGO), prior to their incorporation into the epoxy matrix. The objective was to quantify the relative oxygen functionalities, which are known to strongly influence dispersion behavior, interfacial bonding, and reinforcement efficiency in epoxy-based composites.
The EDS spectra (Figure 7) revealed a clear decreasing trend in oxygen content: AGO > GGO > GrGO (36.7, 24.15, and 8.47 % for AGO, GGO, and GrGO, respectively). AGO displayed the highest oxygen-to-carbon (O/C) ratio, attributed to its oxidative synthesis route from coal precursors, which is known to introduce a higher density of oxygen-containing surface functionalities.
19
GGO exhibited moderate oxygenation, while GrGO showed the lowest oxygen content due to partial chemical and/or thermal reduction that restores the sp2 carbon network and removes oxygenated groups.
39
The higher oxygen content in AGO indicates a more polar and chemically active surface, which has been widely reported to enhance interfacial compatibility and adhesion with epoxy matrices through hydrogen bonding and acid-base interactions.
18
In addition, earlier studies on coal-derived graphene oxide have reported the presence of residual nitrogen-containing heteroatoms inherited from the coal precursor and nitric-acid-based oxidation routes, which may coexist with oxygen functionalities and further enhance surface polarity and interfacial activity, although such nitrogen functionalities are not directly quantified by EDS in the present study [21]. These trends collectively support the superior mechanical performance and improved fracture morphology observed for AGO-reinforced composites in the subsequent sections.
19
EDS spectra of a) AGO, b) GGO, and c) GrGO.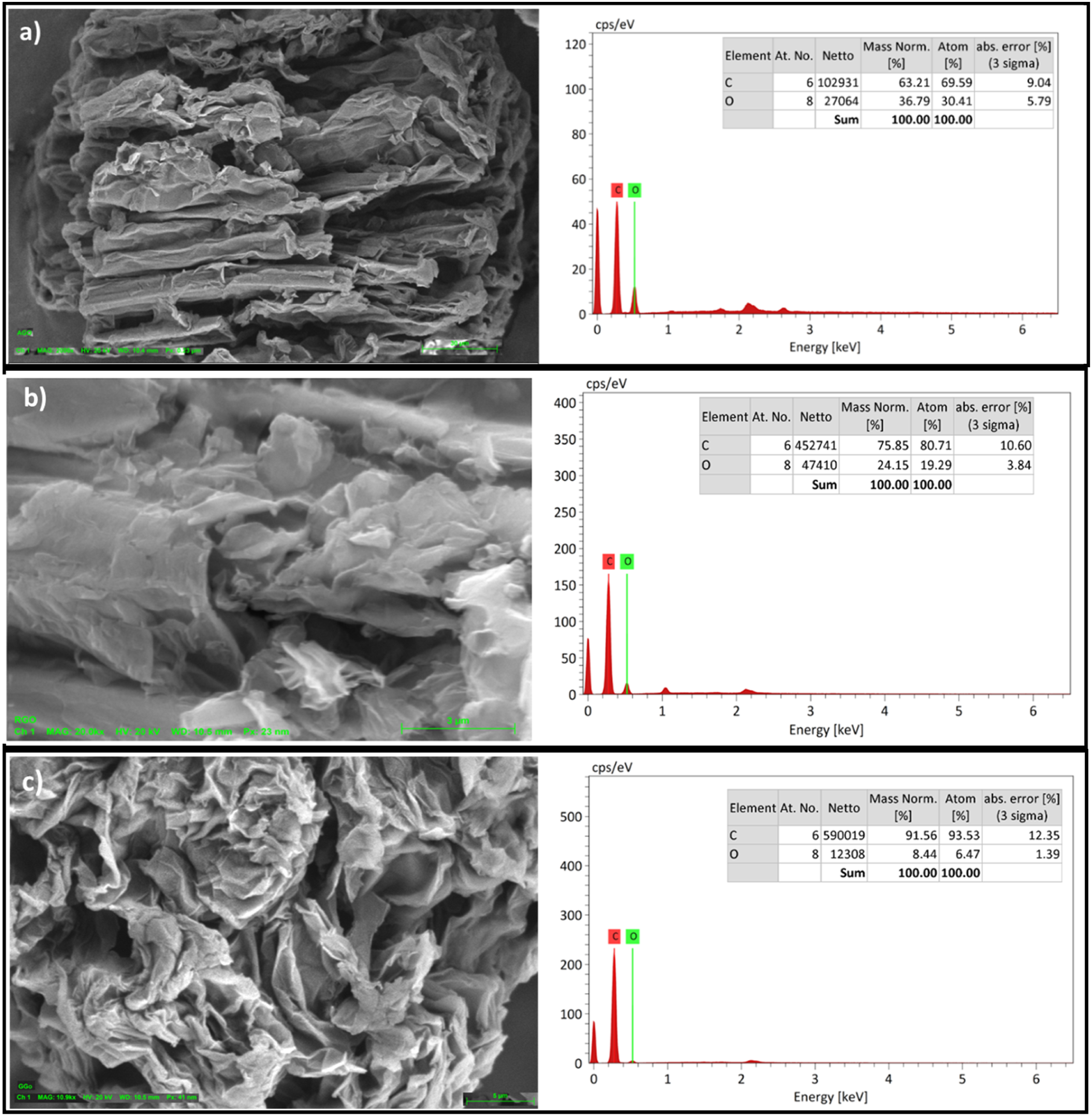
XRD analysis
Samples of epoxy (NE) and nanocomposites made from laminated GO, GGO, and GrGO under different loadings were evaluated using X-ray diffraction (XRD). All samples (Figure 8) showed a broad amorphous halo that had its peak at an approximate 2θ value of between 19° and 22°. This indicates that these crosslinked networks are primarily composed of disordered polymer structures.28,42 In addition, since there are no distinct crystalline peaks in any of the samples, this further supports the predominately amorphous nature of the (NE) matrix. XRD diffractogram of various composite formulations.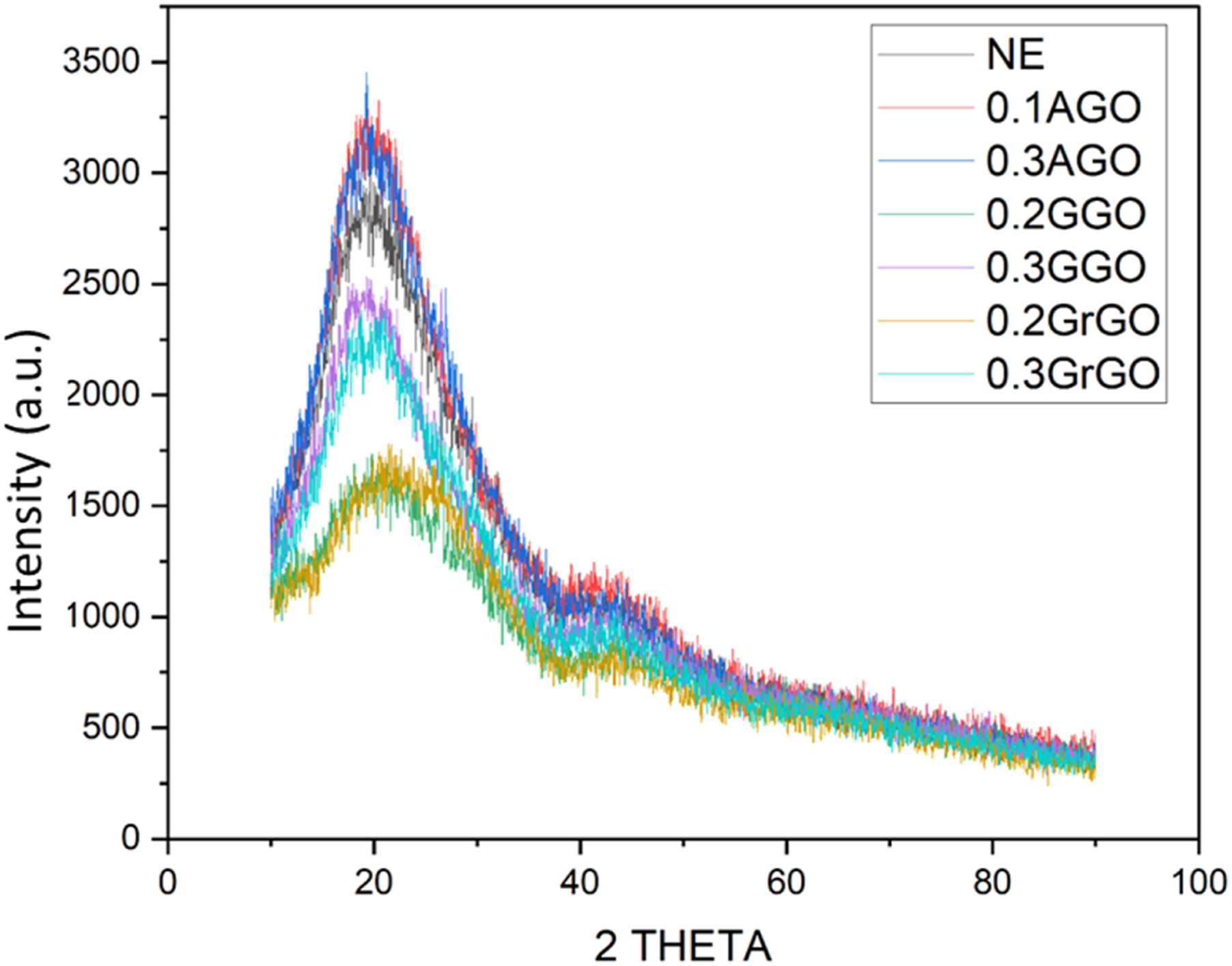
The diffraction profile for AGO-based composites at the ideal load (0.1 phr) continues to exhibit a broad halo and does not show any signals for the (002) reflection associated with stacking of graphite at approximately 26°. The absence of a distinct (002) reflection suggests suppression of long-range restacking and indicates a predominantly exfoliated or highly disordered state of AGO within the epoxy matrix. There were also a minor shift and slight broadening of the amorphous halo towards lower values on the y-axis when comparing 0.1 phr AGO to non-exchanged (NE), suggesting an increase in spacing between the interlayers which can lead to better interaction between the matrix and the filler. This may be attributed to possible intercalation of epoxy chains between well-separated graphene oxide layers, as reported in literature.18,31 The lack of long-range periodicity of stacking further suggests there will be a breakdown of the correlation between fillers, an advantage when it comes to transferring stress in an efficient manner.
When there was more AGO (0.3 phr), the diffraction pattern changed slightly in overall intensity and a lack of uniformity in the halo (indicating that the aggregation of nanosheets was beginning to occur). No clear crystalline peaks were visible, but the increase in local ordered structure at the higher concentrations indicated that there was partial clustering of the fillers, which relates to the mechanical property decrease observed. Similar non-monotonic trends have been found widely across graphene/epoxy systems, where too much filler loading leads to agglomeration-induced stress concentration.28,43,44
Composites made from GGO and GrGO (graphene oxide) when loaded at optimum levels (0.2 phr) exhibited predominantly amorphous structures with no distinct peaks resulting from graphene content in either GGO or GrGO, indicating that the vast majority of the nanosheets within those composites are either in a completely coalesced form or are randomly arranged. However, the composites produced from GGO and GrGO had a stronger halo intensity, along with subtle geometrical characteristics than the composites made with AGO (amorphous graphene oxide) when dispersed under the same conditions. This behaviour may be contributed to by the different properties associated with surface chemistry and lateral dimensions of the exfoliated or unexfoliated graphene nanosheets used to produce each type of composite. Considering the lower oxygen functionality of GrGO (as evidenced by FTIR and EDS), reduced matrix–filler polarity may promote increased filler-filler interactions. The slightly higher optimal loading observed for GGO and GrGO (0.2 phr) compared to AGO (0.1 phr) is consistent with this interpretation. GGO exhibits moderate levels of oxygenated groups at its surface, whereas GrGO has been reduced to a low density of polar groups, this may reduce matrix-filler compatibility, therefore, resulting in increased sheet-to-sheet interactions between the fillers.31,40 This interpretation is consistent with the observation that slightly higher loadings (0.2 phr) were required to achieve optimal reinforcement compared to AGO (0.1 phr).
According to the results of the XRD analysis, all systems were found to mainly be in a state of disorder, without being organized, within the epoxy matrix at optimal levels of loading; however, AGO exhibited comparatively subtle structural variations at lower loading, suggesting more effective disruption of stacking, leading to reduced percolation thresholds and enhanced interaction between matrix and filler materials. The XRD results exhibited structural patterns similar to the results of mechanical tests and the results of SEM fractography, thereby demonstrating a significant structural performance relationship that governs the performance of these graphene-modified GFRP composite materials.
SEM analysis
The fracture surface of the NE sample was found to be relatively smooth with fewer topographical details (see Figure 9(a)–(b)). The majority of the glass fibres were found to be uncoated, and fibre pull-out was also evident. This is typical of a brittle fracture surface, which is ascribed to the lack of adhesion between the matrix and the fibres, as well as the absence of energy-absorbing mechanisms.2,3,4,45 SEM micrographs of the fracture surface of (a–b) NE, (c–d) 0.1 phr AGO, and (e–f) 0.3 phr AGO.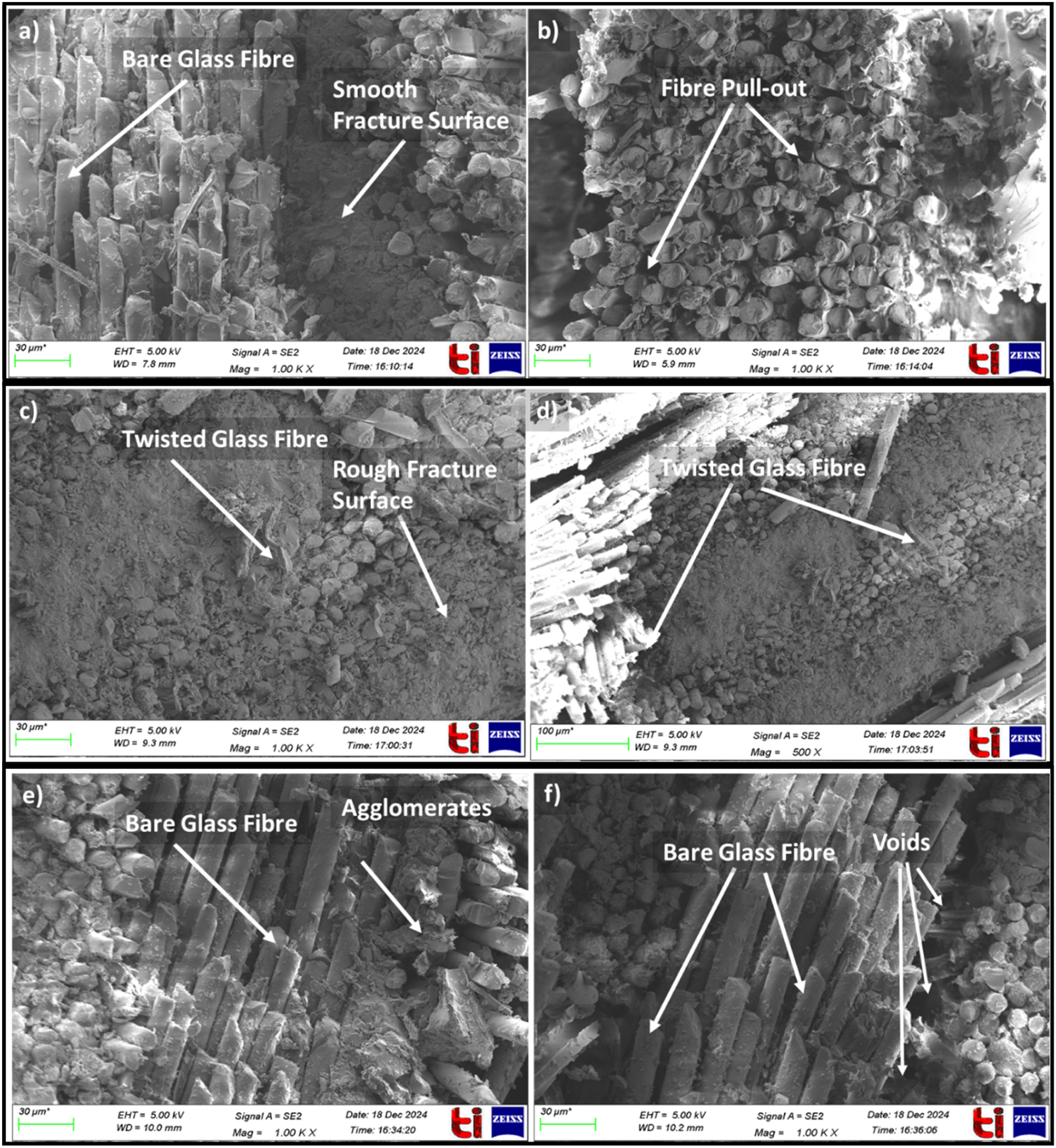
Conversely, the 0.1 phr AGO sample had a substantially roughened surface with surface ridges and microvoids, which indicated improved interfacial bonding and energy dissipation. There was also fibre twisting, which indicated efficient stress transfer between the fibre and the matrix (Figure 9(c)–(d)). These characteristics confirm the XRD results, which indicated well-dispersed nanofillers that served as crack deflection points and stress transfer points.43,46
At 0.3 phr AGO, the SEM micrographs showed some localized voids, bare glass fibres with minimal epoxy attached, and filler-rich agglomerated zones, indicative of stress concentration points (Figure 9(e)–(f)). The transition from reinforcement to embrittlement at higher loadings is well-documented in nanocomposites and typically arises from reduced matrix–filler interactions due to agglomeration.44,47
A similar structure–property correlation was observed in GGO-based composites. At 0.2 phr (Figure 10(a)–(b)), the fracture surface exhibited fibrous matrix tearing, matrix adherence on fibres, and tortuous crack paths, characteristic of toughened matrices resulting from good nanofiller dispersion and interfacial bonding. Conversely, the 0.3 phr sample (Figure 10(c)–(d)) showed smoother surfaces, more distinct fibre pull-out, and planar crack propagation, indicating weakened matrix–filler interactions and potential GO stacking. SEM micrographs of the fracture surface of (a–b) 0.2 phr GGO and (c–d) 0.3 phr GGO.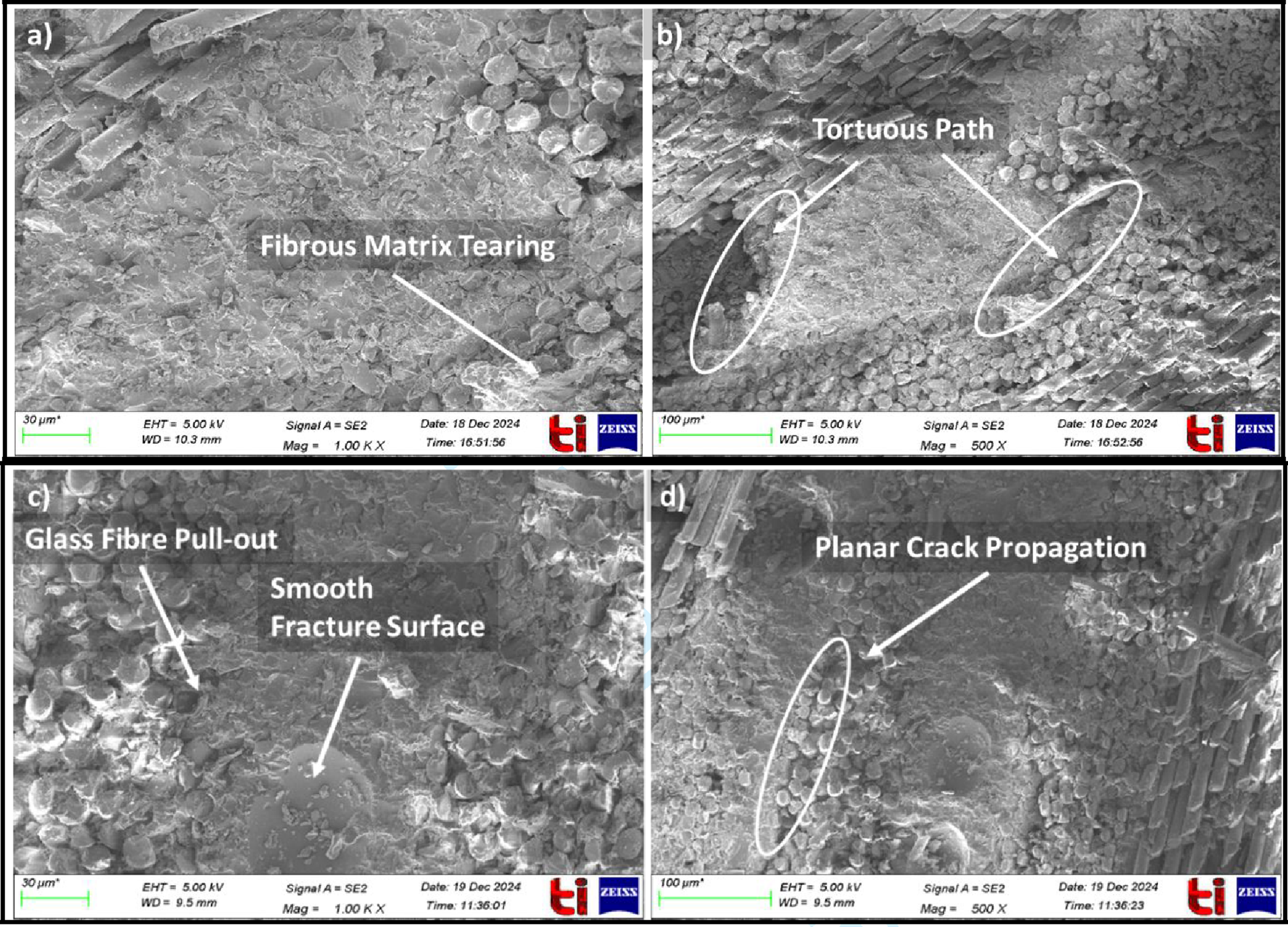
The GrGO-reinforced composites also followed this trend (Figure 11). In the 0.2 phr GrGO sample (Figure 10(a)–(b)), glass fibres were well embedded in the matrix, and twisting of the fibres was observed, signifying strong interfacial bonding likely aided by the partially restored sp2 domains in rGO. In contrast, the 0.3 phr GrGO sample (Figure 11(c)–(d)) exhibited straight crack paths, smoother zones, and visible fibre debonding.18,46 SEM micrographs of the fracture surface of (a–b) 0.2 phr GrGO and (c–d) 0.3 phr GrGO.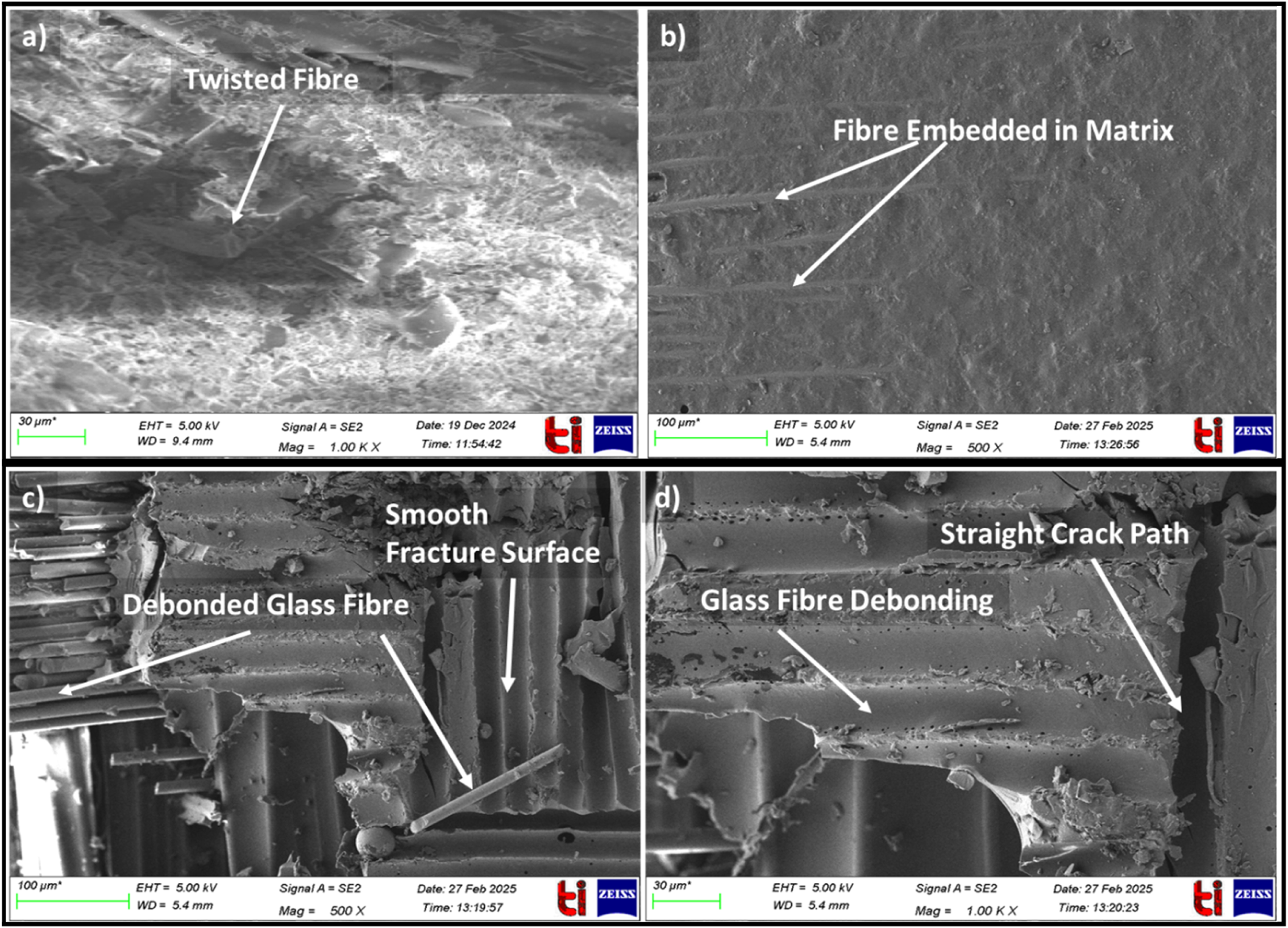
Lower concentrations of nanofillers (0.1-0.2 phr) favoured better dispersion, and interaction with the matrix, thus easily arresting the crack and enhancing fracture toughness. However, higher concentrations of fillers (0.3 phr) led to agglomeration, thus hindering the mechanical advantages and causing brittle fracture. These results highlight the synergistic benefit of combining XRD and SEM analysis to demonstrate filler-matrix interaction and fracture mechanisms in polymer nanocomposites.
The trend in the percolation thresholds and the degree of enhancement in mechanical properties, with AGO performing better than GGO, followed by GrGO, is based on the differences in the physicochemical properties of the fillers. Anthracite graphene oxide (AGO), which is in-house synthesized, has smaller lateral dimensions of the graphene sheets (0.17 µm) and a higher aspect ratio than its graphite-derived counterpart (10 µm). This allows for better network formation and mechanical percolation at lower filler loadings (∼0.1 phr), thus enabling earlier and more efficient load transfer and stress dissipation.19,48 However, the lower properties and higher percolation limit of reduced GO could be due to the reduced functionalization.
AGO also retains a higher concentration of oxygen-containing functional groups due to the controlled oxidation of coal, thus allowing for better dispersion and improved interfacial interactions with the epoxy matrix. 41
However, Graphite-derived Graphene Oxide (GGO) has larger, non-uniformly distributed two-dimensional sheets, necessitating higher load levels (∼0.2 phr) to achieve a percolated structure. While GGO maintains a moderate level of oxygen functionality, its lower surface activity, relative to AGO, restrains matrix filler interactions, causing a slight reduction in mechanical property enhancement. Reduced Graphene Oxide (GrGO) is the least effective of the three, mainly because of its low density of functional groups, introduced during the reduction step, which reduces matrix compatibility.49,50 The lower polarity and higher agglomeration propensity of GrGO require higher loadings to reach percolation, which often leads to stress concentrations and reduced mechanical properties.
TEM Analysis
TEM analysis was conducted for the optimized compositions of AGO-, GGO-, and GrGO-reinforced composites, and the corresponding micrographs are shown in Figure 12(a)–(c). The circled regions in the images highlight the presence of graphene layers within the epoxy matrix. In all three samples, graphene derivatives are observed as randomly oriented sheet-like structures with non-uniform interlayer spacing, indicating exfoliated or few-layer morphology, which is consistent with the XRD analysis. TEM images of a) 0.1AGO, b)0.2GGO, and c) 0.2GrGO.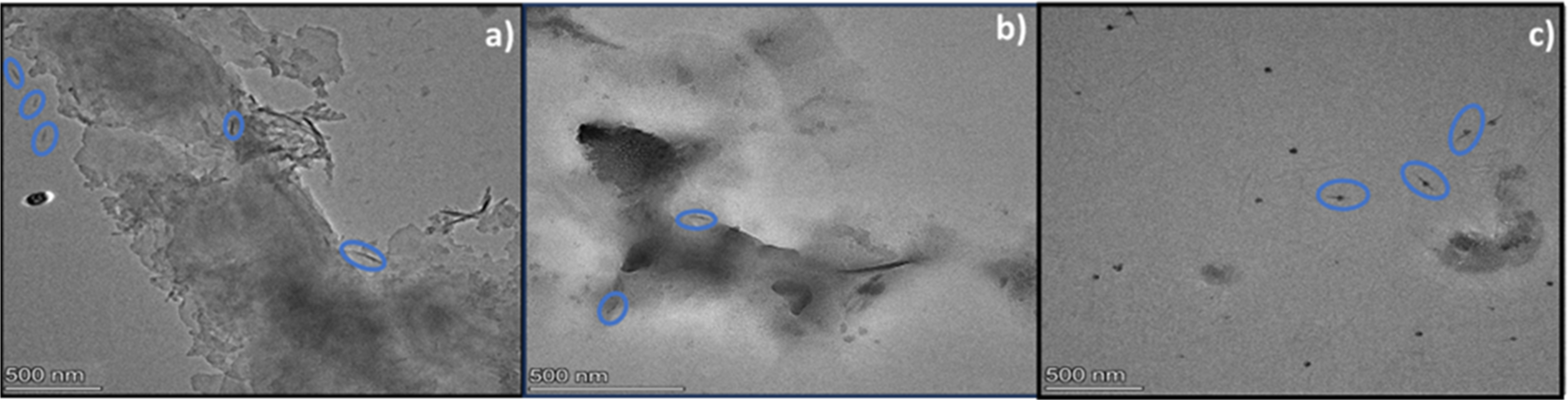
The TEM observations confirm the presence of graphene derivatives within the composite system and support the structural characteristics observed through XRD analysis.
Combining morphology, surface chemistry, and the nanofiller’s quality of dispersion (morphology of the nanofiller) contributes to reducing percolation threshold and increasing the mechanical properties of epoxy composites containing AGO nanofiller. The advantages of using AGO as an alternative low-cost and scalable means of adding nanofillers to epoxy composites help create structural reinforcement to polymers compared to conventional graphite-derived nanofillers. The combination of the results from both the X-ray (XRD) and scanning electron microscope (SEM) analyses creates the basis for understanding how a GO-based nanofiller’s impact on epoxy composites is determined by how much quality dispersal of nanofiller, the extent of exfoliation, and the interfacial compatibility of the nanofiller have effects on the overall reinforcement of the polymer composites. As a result of this comparison with the use of XRD and SEM, AGO has been identified as superior to both the GrGO and GGO because AGO has an elongate aspect ratio, a smaller sheet size, and significantly more oxygen-containing functional groups. Consequently, the use of these properties, AGO has provided more consistency in effective dispersion and enhances the interfacial interactions at typical loading level of approximately 0.1 phr than in GGO (∼0.2 phr), despite having much larger and less functionalized flakes to attain percolation, resulting in moderate improvements in mechanical properties. GrGO exhibits significantly less surface area covered with oxygen-containing functional groups due to chemical reduction as opposed to AGO and, therefore, GRGO will also have lower quality interfacial interactions and higher chances of agglomeration and less than optimum improvements in mechanical properties.
The findings of this study show that a combination of surface chemistry, filler morphology and the quality of dispersion of the filler is primarily responsible for providing high levels of reinforcement in materials made via exfoliation, and hence that the use of AGO at low amounts can be substituted for traditional graphite-based nanofillers in structural polymer composites due to its very high level of reinforcement efficiency.
Conclusion
This study compares three types of graphene derivatives that were produced from different sources of graphene, such as anthracite coal, graphite, and reduced graphite; all three types have been used to reinforce epoxy-based GFRP composite materials. When evaluating the contents of the composites, it is evident from the data that when AGOs are added to GFRPs, they provide superior mechanical reinforcement to either GGO or GrGO at lesser loading amounts (0.1 phr for AGO and 0.2 phr for GGO and GrGO). The performance characteristics of the AGOs have been attributed to specific physicochemical properties relative to their respective precursors (increased surface functionalization, improved dispersion, and increased compatibility with the epoxy matrix).
The correlation between structure and properties was clearly demonstrated by the extensive characterization of the samples using FTIR, EDS, XRD and SEM. FTIR analyses identified an apparent increase in the presence of oxygen-containing functional groups within the AGO compared to the other types of graphene oxides, which correspond to an increase in chemical reactivity of the surface. The quantitative evaluations performed by EDS also supported the same trend of decreasing oxygen content by determining that the AGO had a higher quantity of oxygen compared to the GGO and GrGO. In addition, previous studies have shown that there are still nitrogen-containing heteroatoms present in coal-derived graphene oxide (from the sourced coal precursor) that may coexist with the oxygen functionalities and act to increase the polarity of the surfaces or the surface properties of the GO or graphene oxide-based materials and improve interfacial interactions, this would also act to improve performance. XRD and TEM investigations determined that the AGO would provide the best exfoliation and interlayer interactions at the optimal loading which was also evident in the morphology of the fractured surfaces observed by the SEM characterization. The fracture surfaces of the AGO composites demonstrated an improvement in the interphase where the matrix and fibres meet, in addition to improving the characteristics of the crack paths as well as energy dissipation mechanisms. Conversely, at higher loading levels of filler, there was evidence of agglomeration and interfacial debonding, which was evidenced by reductions in mechanical properties within all systems.
The morphology, surface chemistry, and dispersion quality of the nanofiller all have a significant influence on how well the GFRP composites will be reinforced and how well the composites will achieve percolation through the composite. Graphene oxide produced from coal has been shown to offer superior mechanical reinforcement from lower concentrations and has a cost-effective and scalable synthesis method. Therefore, AGO is a strong candidate to replace conventional graphite-derived graphene fillers presently employed in high-performance structural composite materials.
Footnotes
Acknowledgments
The research is funded by CEEMS (Centre for Excellence in Emerging Materials), TIET, Patiala and is duly acknowledged.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by supported by TIET-VT Center of Excellence in Emerging Materials through Project no. 8187.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
No external datasets were used or analysed during the current study. All experimental data generated in this work are included within the article.