
Abstract
Natural fibres in composites offer eco-friendly, and lighter alternative for industries, construction, furniture, and marine, however the mechanical and thermal properties are lower than synthetic fibres. The present study explores several natural fibre-reinforced epoxy composites to increase the toughness and performance. Besides, the interfacial adhesion between the fibre and matrix is minimal in the natural fibre-reinforced, causing premature failure. To overcome this, 1 wt.% of Organically Modified Montmorillonite (OMMT) is incorporated in the composite fabrication to increase the potential of the material. The tensile tests and Flexural tests are performed in Universal Testing Machine (UTM) to evaluate the characteristics of the fabricated composite. The tests analyze and compare the composite characteristics without OMMT and after adding OMMT. The analysis inferred that the performance is increased with OMMT reinforcements, which is proven by EGS’s (Epoxy with Glass and Silica Carbide) tensile strength of 44.08 N/mm2 that is increased to 55.18 N/mm2 after OMMT reinforcement. Similarly, the shear strength of EGS also improved from 4.686 N/mm2 to 5.388 N/mm2 with OMMT. This proves the OMMT-integrated composites enhance tensile, flexural, and crack resistance properties, which make the composites promising materials for lightweight, sustainable applications in automotive, structural, and industrial engineering sectors.
Keywords
Introduction
Over the last few years, natural fibre reinforced polymer composites are gaining attention due to their potential as sustainable alternatives to conventional synthetic fibre composites as they are biodegradable, non-corrosive and light weight, and have high specific strength and high heat insulation. 1 The increasing need in the ecofriendly materials results in the use of natural fibres like coconuts, banana fibres, and agricultural wastes in the polymer matrices. These are low density fibres, which are also biodegradable, cost effective and are found in renewable sources. Therefore, natural fibre composites find wider applications in automotive parts, light structural panels and building materials. 2
Carbon Fibre Reinforced Polymer (CFRP) 3 is a very lightweight and powerful polymer employed in high performance cars and aircrafts whereas Glass Fibre Reinforced Polymer (GFRP) 4 is an alternative to construction and automobiles offered at lower prices. In the meantime, an example of the durable and heat resistance bullet proof vests is made using Aramid Fibre Reinforced Polymer (AFRP). 5 But GFRP is significantly cheaper than AFRP, but GFRP has lower impact resistance as compared to AFRP. However, the composites made of natural fibres are susceptible to moisture, resulting into swelling and degradation, and incompatible with synthetic matrices thus fibre-matrix adhesion is weak.
Furthermore, Epoxy resin is a commonly utilized polymer matrix because it has good adhesion properties, a high degree of mechanical strength, chemical resistance, and dimensional stability. Enhanced with natural fibres, epoxy-based composites offer better stiffness and strength without an increase of weight. 6 The major weakness of natural fibre reinforced epoxy composites is the weak interfacial bonding between the hydrophilic fibres and the hydrophobic polymer matrix. Such mismatch will tend to cause inefficiency in transfer of stress and mechanical failure of the composite material. 7
Moreover, Epoxy composites contain Fillers in order to enhance mechanical properties of hardness, compressive strength, tensile strength and wear resistance. Nevertheless, when fillers are dispersed improperly, they make it brittle and make it less elongating at break. 8 Traditional fillers include Colloidal Silica, Microballoons and Milled Glass Fibres are commonly utilized in order to alter the viscosity and structural stability of epoxy systems. 9 Other fillers that are used to provide customization properties like electrical conductivity and density include Carbon Black, Graphite, Calcium Carbonate and Metal Powders. However, some fillers exhibit low dispersion rates in the polymer matrix, high viscosity processing, and in some instances certain health hazards, which highlight the need for alternative reinforcement materials to enhance mechanical performance. 10
In recent years, researchers have been examined various techniques including chemical treatment of fibres, hybrid fibre reinforcement and use of nano-scale fillers. A number of researchers have looked into the adding a tiny portion of nanoclay to the epoxy systems which enhances tensile strength, flexural strength and fracture resistance by enhancing the transfer of stress between the fibre and the matrix. 11 Moreover, hybrid composites incorporated a variety of natural fibres that are reinforced by nano-reinforcements have proven to have excellent stiffness, toughness, and durability. 12 More specifically, nanoclay materials, like Montmorillonite (MMT) are considered due to their good aspect ratio, high surface area, and capacity to increase an interfacial interaction in polymer matrices. 13 In particular, the Organically Modified Montmorillonite (OMMT) is useful in polymer composites due to the fact that the surface modification enhances the compatibility of the organically based matrices, resulting in a superior dispersion and mechanical performance.14,15
Despite these developments, limited experimental investigations have been conducted on hybrid natural fibre epoxy composites incorporating agro-based fibres together with nanoclay reinforcement. In particular, the influence of organically modified montmorillonite on the mechanical behavior of such hybrid systems requires further systematic investigation. Therefore, the present study investigates the effect of incorporating organically modified montmorillonite (OMMT) nanoclay into natural fibre reinforced epoxy composites. The major contribution of the research is represented below: • To explore various natural fibre-reinforced epoxy composites and to analyze mechanical and flexural properties. • To increase the interfacial adhesion between the fibre and matrix, 1 wt.% of Organically Modified Montmorillonite (OMMT) is added with the reinforcements for producing stronger materials. • To carry out the Tensile tests and Flexural tests for assessing the performance of the composites and make a comparative assessment with and without OMMT reinforcements.
The content of the research is organized as follows: Literature review Section briefly analyzes the researches based on various composites; Nano-silica based composite Section explains the research and processes; Results and assessment Section analyze the mechanical characteristics ofthe composites using tensile strength analysis and flexural tests, and finally ended up with Conclusion Section.
Literature review
Several researches have been conducted on various composites and analyzed the mechanical, thermal and acoustic properties for numerous applications.
Kaliappan and Natrayan 16 researched PolyPropylene (PP) composites formed with natural fibres such as Calotropis Gigantea (CGF), jute, sisal, and kenaf. The analysis showed enhanced mechanical strength of 73.26 shore D values of Hardness with CGF, while 42.35 MPa tensile strength with sisal. However, the long-term durability of these composites needed to be evaluated to ensure their ability to withstand for automotive use. Furthermore, SP et al. 17 investigated reinforced polymer (NFRP) composite containing the palm and coconut shell fillers with hemp and basalt fibres, which showed improved tensile and flexural strength with 5% wt. palm and coco shell combination. However, the surface finish and kerf inclination were highly sensitive to traverse speed, with both low and high speeds reduced quality results.
Besides, Prabhu et al. 18 prepared strong epoxy biocomposites with Caryota Urens Woven (CUW) fibre and Coconut Husk Biochar (CHB) for light weight and cheaper engineering requirements. It showed a higher tensile strength with 5% CHB, while 7% CHB decreased wear volume. Moreover, the biochar inclusion raised the composite heat conductivity, which made it unsuitable in construction processes, and thermal protection applications. Meanwhile, the application of jute with coconut husk in hempcrete hurd composite blocks is explored by Ranakoti et al., 19 which showed enhanced physical and mechanical strength, while with reduced thermal conductivity. Similarly, Shamindi et al. 20 examined coconut husk, with advanced adhesives like rice water, rubber wastewater, bael fruit (Aegle marmelos) extract and lime to generate an eco-efficient insulation boards. However, the biological resistance of the natural adhesive was poor.
Besides, Ogundana et al. 21 produced epoxy composites reinforced with coir fibre and rice husk using a hand layup method. The experiments revealed that treated RH composites exhibited higher water absorption for tiny particles with 425 µm, whereas treated coir composites showed increased water absorption for larger particles of 1180 µm. In addition, the untreated coir and RH composites had greater flexural strength and impact energy, while the treatment reduced the impact energy in RH composites. Meanwhile, Pandiselvam et al. 22 utilized tender coconut husk with Potato and corn starch as additives and developed the biodegradable composite papers. The examinations inferred the same moisture content for all starch types, showing a higher tensile strength of 9.52 ± 4.30 MPa and elongation of 15.52 ± 3.27%; however tensile strength decreased with increasing starch content.
Furthermore, Thorat et al. 23 created banana fibre reinforced composites with epoxy resin using both the hand lay-up and VARTM methods. The VARTM produced bio-composites with higher flexural and tensile strength than those produced with the hand layup technique. Nevertheless, banana fibres become weak with water absorption that required treatments and hybridization for durability. Abdullah et al. 24 developed bio-composites made of banana fibre, bamboo fibre, and their hybrid using hand lay-up process. The study determined that the hybrid had a higher tensile of 7.3 MPa and flexural strength of 9.5 MPa, with low voids and micro-cracks. The analysis also revealed the hybrid’s increased thermal stability with a moderate degradation and late peak decomposition. However, the mechanical performance was average and high moisture intake.
Apart from plant based composites, several researches on animal based composites are made, which are biodegradable. Al-Sabbagh et al. 25 created three distinct types of composites with cow, sheep, and their hybrid with polyester resin. The findings demonstrated tensile and flexural loads increased with reduced particle size and minimal volume fraction provided highest fracture load for the two tests. Comparison analysis revealed Sheep with polyester had highest tensile and flexural loads, followed by the hybrid with polyester and then least was the cow with polyester. However, the least particle sizes of sheep, cow and hybrid bones composite materials leaded to increased failure of loads. Moreover, Dinesh et al. 26 produced the composite by fusing human hair with Kevlar 29 synthetic fibre with epoxy resin using the hand layup, which showed a higher strength and reduced water absorption with reduced synthetic fibre content. Furthermore, a notable heat resistance made it applicable in higher temperature. Nevertheless, the water absorption was guaranteed up to 250 days which made it unsuitable in marine applications.
To further increase structural, thermal, and barrier properties of the polymer, OMMT is explored due to its high aspect ratio and high surface area. Sand Chee and Jawaid 27 examined optimum fillers for preparing organoclay nanocomposites by using in-situ polymerization, which revealed higher thermal stability. The examination exhibited organoclay loading of 1 wt.% enhanced storage modulus, loss modulus, cross-link density and glass transition temperature of the nanocomposites. Meanwhile, Huang et al. 28 investigated MMT in improving the flame retardancy of Epoxy Sheet Molding Compound Composites. The compound with 1phr MMT had the limiting oxygen index (LOI) of 8.94% higher than without MMT. It also reduced the peak heat release rate, average heat release rate and total heat release, as well as it reduced production of Carbon Monoxide and carbon dioxide production, fire growth index. However, improper mixing or excessive loading of OMMT introduce microcracks or void content in the composite, reducing its structural integrity.
Despite of the potential of various composites, several challenges existed such as follows. 16 failed to address long-term durability, while in Ref. 17, the surface finish and kerf inclination were highly sensitive to traverse speed, with both low and high speeds reduced quality results. In addition, 18 Biochar particles inclusion increased the heat conductivity. Furthermore, 19 had decreased mechanical properties due to fibre impregnation and agglomeration, while in Ref. 20 the natural adhesive had poor biological resistance. Besides, 21 had low impact energy in RH composites, whereas 22 had reduced tensile strength with increased starch content. Additionally, in Ref. 23 banana fibres become fragile with water absorption and 24 had average performance with high moisture intake. Moreover, in Ref. 25 reduced particle sizes caused load failure, while 26 was not suitable for marine applications. Meanwhile in Refs. 27 and 28, improper mixing or excessive loading of OMMT introduce microcracks or void content in the composite, reducing its structural integrity. These research gaps impose a need of developing a more promising composite with higher mechanical strength.
Nano-silica based composite
The composite materials enable achieving high strength-to-weight ratio, durability, and corrosion resistance, with their versatile design in aerospace, automotive, marine, and renewable energy applications. To increase the toughness and performance, the research examines several natural fibre-reinforced epoxy composites. The composites are made using fibres such as Human Hair, Coconut Fibre, Sugarcane Bagasse, Banana Fibre, E-Glass Plain Weave Woven Fabric. Further, to enhance hardness, compressive strength, tensile strength of the composites, the fillers chosen are Crushed Animal Bone, Wood Powder, Coconut Shell Ash, Alumina Nano-particle, Silica Nano-particle, Carbon Nano Tube, Graphite, and Silica Carbide. Moreover, the polymer matrix is formed by Epoxy (LY556) and Hardener (HY952) that binds and shapes the composite, transferring loads between fibres and protecting them from damage. Despite these benefits, natural fibre-reinforced composites often suffer from poor interfacial adhesion between the fibre and matrix, or the particle and matrix interfaces. These poor bonds and the resulting microvoids lead to premature failure that reduces load transfer efficiency and thermal stability, limiting their performance over time, during thermal or mechanical loads. To overcome these challenges, 1 wt.% of Organically Modified Montmorillonite (OMMT) nanoclay is incorporated into bio-epoxy matrices that enhance interfacial adhesion, thermal strength, and resistance to thermal decomposition, while improving heat-aged mechanical retention. This strategy contributes to the development of thermally stabilized, waste-derived bio-hybrid composites that are stronger and more durable but also more environmentally sustainable, aligning with the growing demand for green engineering materials.
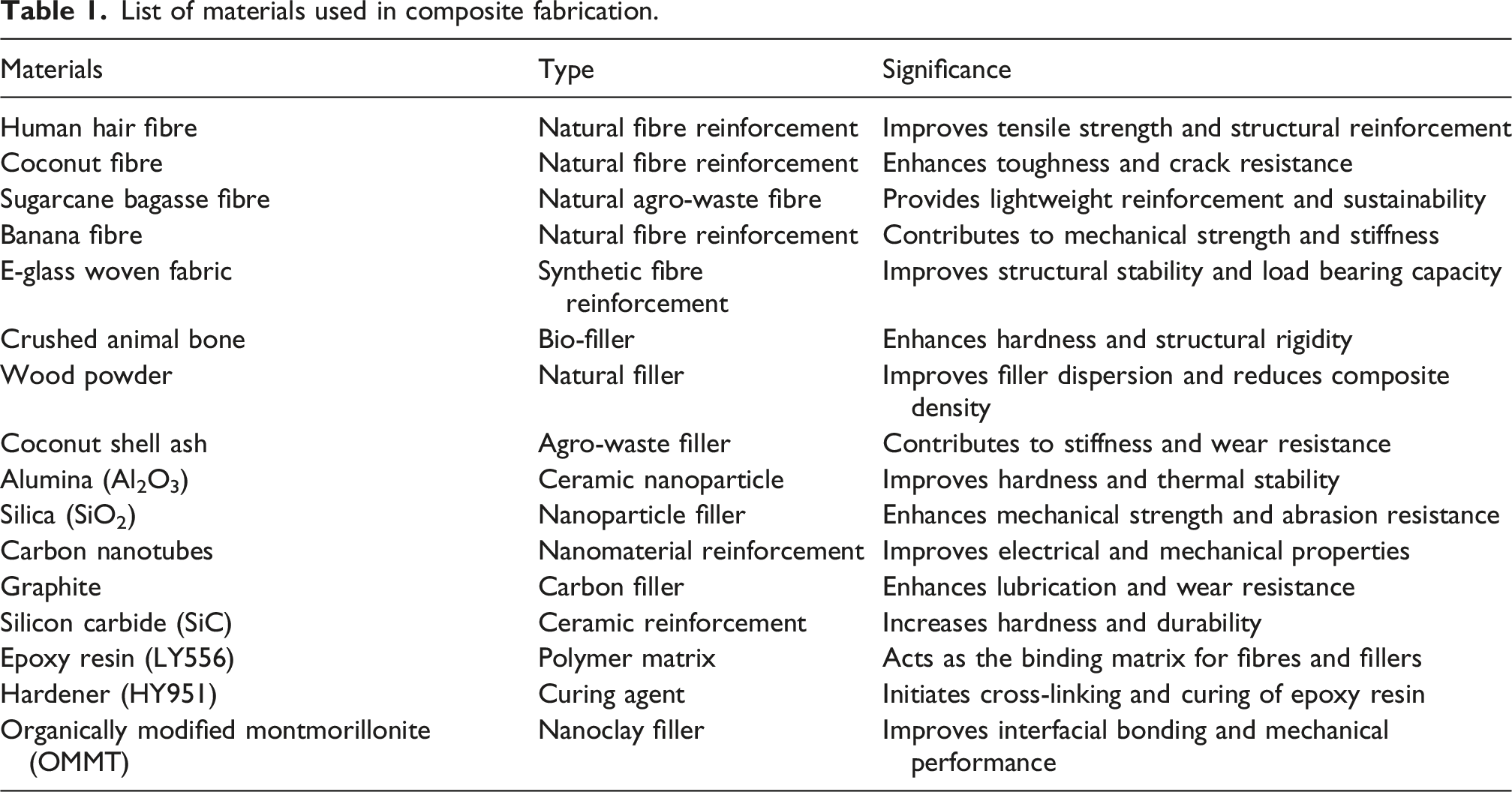
Materials used for research
List of materials used in composite fabrication.
The distinct natural as well as synthetic fibers employed in the research is shown in Figure 1, while the fillers used to reinforce the fibres are represented in Figure 2. Various fibres employed in the research to form composites. Materials used as fillers in the research.

While the fibres enhance strength-to-weight ratios and stiffness, the fillers are incorporated in the fibres within a matrix that enable reducing weight, cost, and improve hardness and thermal stability, or modifying electrical conductivity. The polymer matrix used for forming composites is explained in section 3.1.1.
Polymer matrix
The fibrous reinforcement is merged with polymer matrix to create composite materials, which ensures high strength and flexibility. In this research, LY 556 Epoxy Resin and HY 951 polyamine hardener is used as the polymer matrix, which is represented using Figure 3. It is supplied by Mahadev Acrylics, Coimbatore, India. Representation of (a) Epoxy resin and (b) Hardener HY 951.
Bisphenol-A diglycidyl ether units make up the majority of LY 556, an aromatic epoxy resin based on bisphenol-A. Its molecular structure consists of aromatic rings linked through ether bonds and terminated by epoxide groups, with an Epoxy Equivalent Weight (EEW) of approximately 190 g/eq. The bonding of Carbon and Hydrogen with Oxygen forms the epoxy ring, and the structure of Epoxy Resin
29
is represented as follows:
The polyamine hardener HY 951, with triethylenetetramine (TETA) or a blend of low-molecular-weight aliphatic amines is used for curing.
30
The amine groups in the hardener react with the epoxy functional groups, and the Hardener structure is represented by
The epoxy-to-hardener ratio is maintained at 10:1 by weight for attaining the right mixing that ensures complete curing, balances the losses and eases of processing. A magnetic stirrer is used to stir the mixture for 3−4 min at room temperature and then the mixture is allowed to settle for 60 s before experiments. This initiates polymerization and enable formation of a rigid, durable epoxy matrix suitable for fibre reinforcement.
Organically modified montmorillonite (OMMT) nanoclay
To address the poor interfacial adhesion between the fibre and matrix, Organically modified montmorillonite (OMMT) is incorporated in the fibre and filler-reinforced epoxy composites.
The OMMT represented in Figure 4 serves as an important additive, which functions as nanofiller and a compatibilizer that significantly improves the interfacial adhesion between the different materials. The naturally hydrophilic clay named montmorillonite is modified to become compatible with the hydrophobic epoxy matrix to facilitate uniform dispersion in the epoxy. OMMT often undergoes exfoliation to nano-sized layers in the matrix while processing, which translates to a dramatic increase in available surface area for interaction. This surface area and nano-size allow the OMMT to exhibit strong physical and chemical interactions, and sometimes, they chemically crosslink, especially if functionalized, with both the epoxy resin and the Fibres or filler surfaces. This effect is termed bridging, which provides improved stress transfer efficiency between the stiff reinforcement materials and the matrix, thus improving mechanical properties like tensile strength, flexural strength, and fracture toughness of the final composite. OMMT also aids in improving thermal stability, barrier properties, and dimensional stability of the composite material. Representation of OMMT nanoclay.
Fabrication of various composites
The overall fabrication and testing procedure involved in the research is illustrated using the process flow chart, depicted in Figure 5. Process flowchart depicting the research.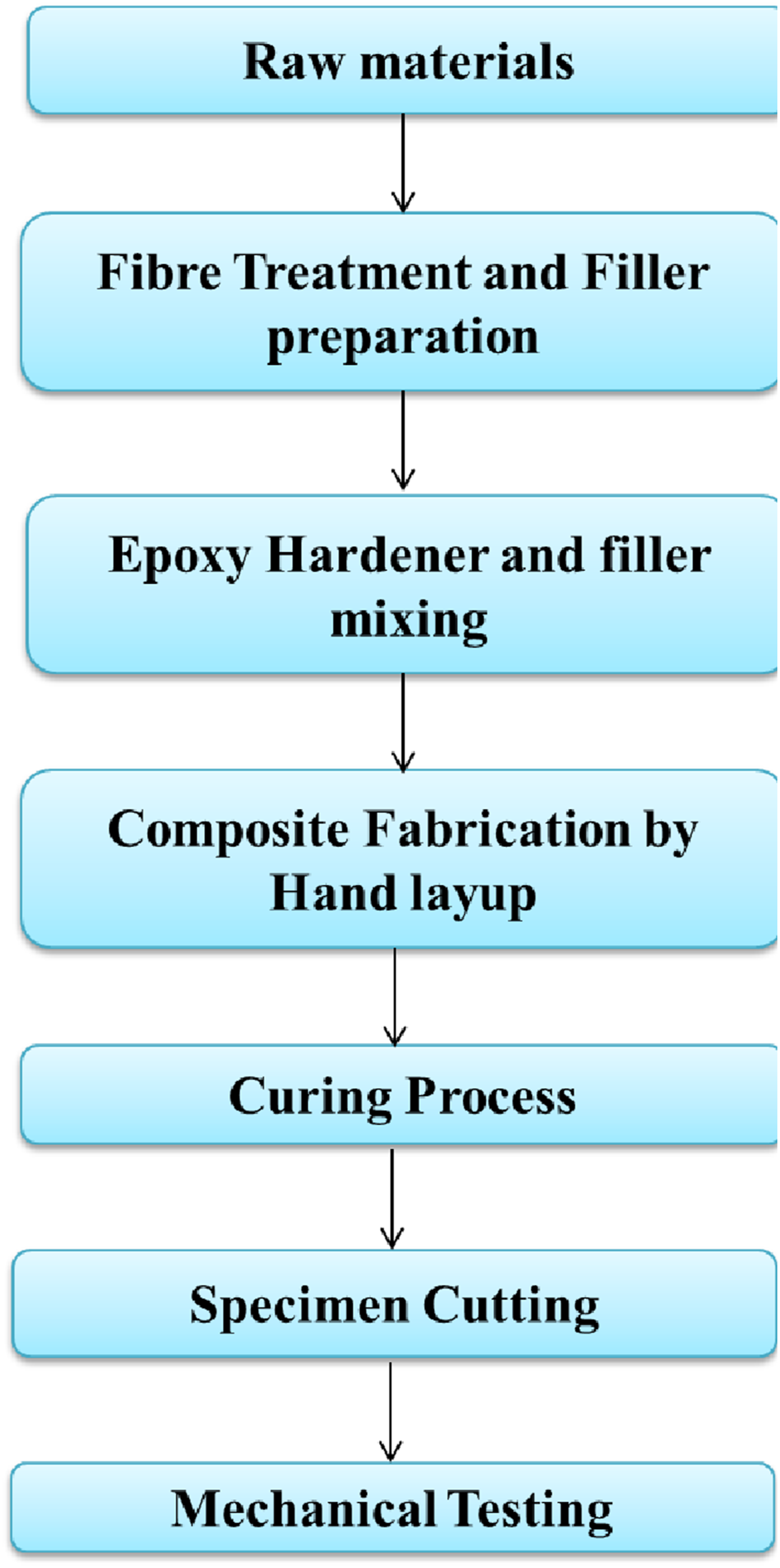
In this research, the raw materials including natural fibres, fillers, epoxy resin and hardener, are collected and prepared. The fibers are treated to remove impurities, while the fillers are processed to obtain the required particle size for uniform dispersion. Next, the epoxy resin and hardener are mixed in 10:1 ratio, and the prepared fillers are added to the mixture to ensure proper distribution within the matrix. Once, a homogeneous mixture is formed, the composite laminates are fabricated using the hand lay-up technique, where the fibres are placed in the mould and impregnated with the epoxy mixture. The fabricated composite laminates are then subjected to the curing, which enable the material to form a solid structure with the desired mechanical strength. After curing, the laminates are cut into standard test specimens based on the testing standards. Finally, the prepared specimens are subjected to mechanical testing, such as tensile and flexural tests, to evaluate the mechanical performance of the developed natural fibre reinforced epoxy composites.
Components and fabrication process of various natural composites.
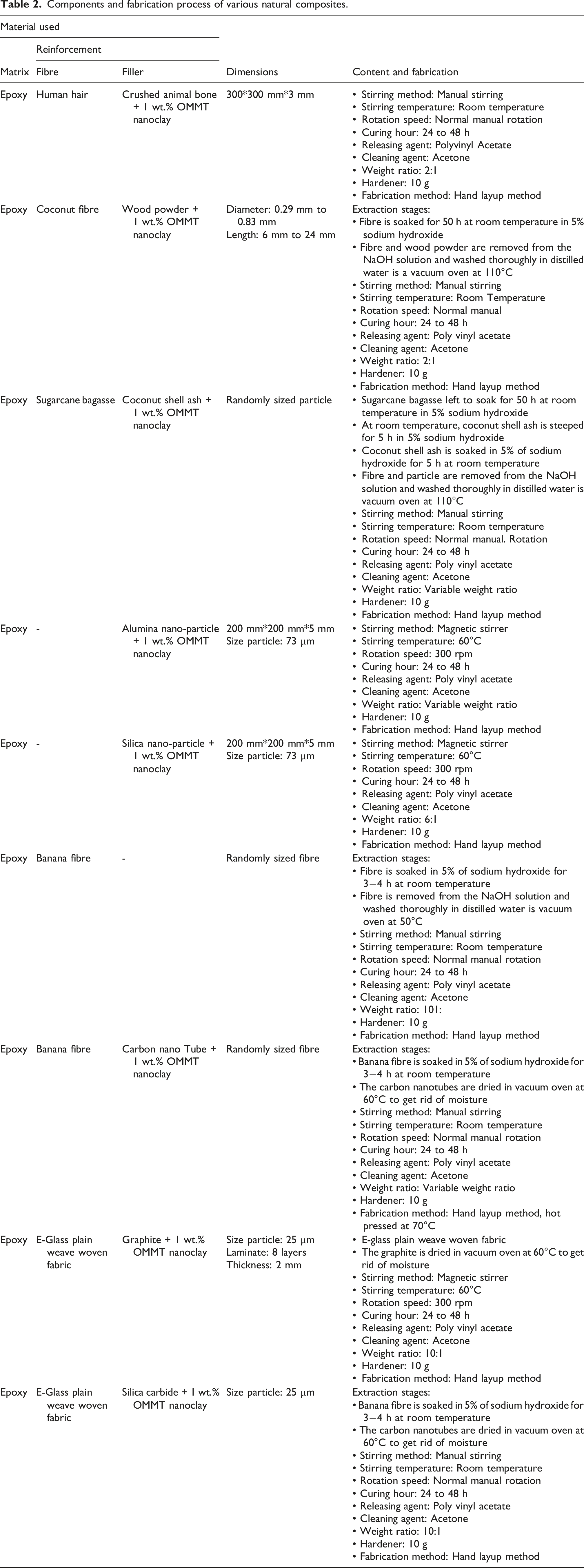
In hybrid composites, 1 wt.% organomodified montmorillonite (OMMT) nanoclay is ultrasonically dispersed into the epoxy resin prior to fibre and filler addition. This enhanced interfacial adhesion, reduced microvoids, and improved cross-link density.
Integration of Human Hair and Crushed Bone
The human hair is chosen due to its high tensile strength, which is same as copper wire of same diameter, and because of its cheaper and abundant availability. It comprises of α-keratin and proteins with Carbon, Oxygen, Nitrogen, Hydrogen, and Sulphur.
31
First, it is collected in raw form as in Figure 6(a), which is cleaned, and treated with a mild alkali solution to remove surface impurities that improve adhesion with the polymer matrix. Next, the treated Fibres are silane-functionalized to increase compatibility with the epoxy resin. Crushed animal bones as represented in Figure 6(b) are chosen for their strength and calcium phosphate content.
32
They are washed, dried, and calcined at 500°C to remove organic matter and boost their thermal stability. To create the nano-hybrid variant, 1 wt.% of organomodified montmorillonite (OMMT) nanoclay is dried and dispersed ultrasonically in the epoxy resin for uniform exfoliation. The OMMT serves as a coupling additive that fills interfacial voids, enhances cross-link density, and acts as a nano-bridge for stress transfer between the organic and inorganic phases. Then, the silane-treated human hair and calcined bone powder are mixed into this nanoclay-modified resin while continuously stirring to ensure an even distribution of all components. The well-mixed blend is poured into a mold, vacuum-degassed to remove trapped air, and cured at room temperature for 24 h. This is followed by post-curing at 80°C for 2 h and 120°C for 1 h. During curing, the OMMT nanoclay filled nanoscale voids in the composites; increases cross-link density, and act as a bridge to facilitate effective stress transfer between the organic hair Fibres and inorganic bone particles. This process improves both the thermal stability and mechanical integrity of the hybrid composite represented in Figure 6(c). (a) Human hair, (b) Crushed bone and (c) Composites reinforced with human hair and crushed bone.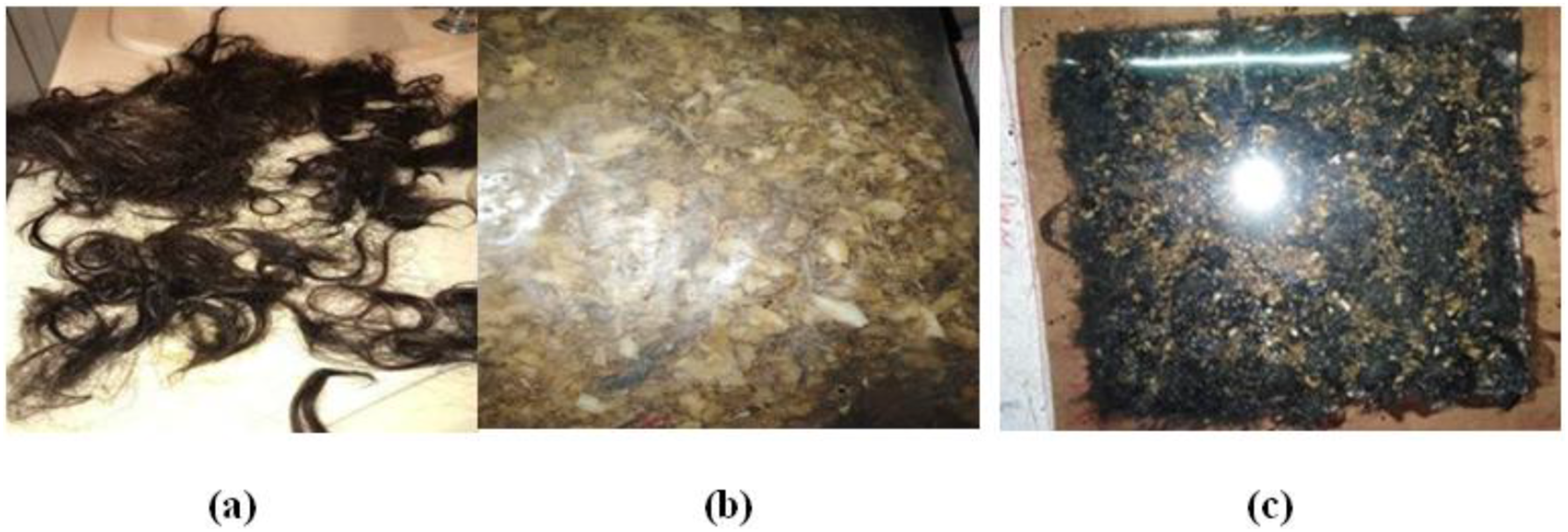
Hybrid of coconut fibre and wood powder
Coconut fibre, a lignocellulosic natural fibre extracted from the coconut husk, enhances several engineering parameters of the composite material. It has a higher torsional resistance, surface hardness, tensile strength, and resistance to crack propagation under repeated loading, thereby increasing its overall toughness. The Coconut fibre, as represented in Figure 7(a) is cleaned and then sun-dried, which is treated with a 5% NaOH solution to remove lignin, hemicellulose, and surface waxes, which improves fibre-matrix adhesion. The alkali-treated Fibres are cleaned thoroughly using purified water before being dried at 80°C for 6 h before use. Additionally, the inclusion of appropriate fillers contributes to higher compressive strength by improving particle packing and load transfer within the matrix. Wood powder is chosen as secondary filler and is ground into fine powders and sieved to reach particle sizes less than 75 µm for uniform distribution into the matrix, depicted in Figure 7(b). Together, the fibre and filler reinforcements result in a more durable and mechanically balanced composite system. To develop the nano-hybrid, 1 wt.% of OMMT nanoclay is pre-dried and dispersed ultrasonically into the epoxy resin to prepare the homogeneous nano-dispersion of the nanoclay. Treated coconut fibres and wood powder are added gradually to the nanoclay-enhanced epoxy under continuous mechanical stirring to achieve uniform mixing and strong interfacial contact of all components. Molds are filled with the prepared mixture, and after removing air entrapped by vacuum degassing, the mixture is allowed to be cured first at room temperature for 1 day, which is then kept at a temperature of 80°C for 2 h, and at 120°C for 1 h. This, in turn, minimizes microvoid formation that, along with an increase in cross-link density and enhanced efficiency of load transmission, proved to increase composites’ mechanical and thermal stability which is shown in Figure 7(c). Representation of (a) Coconut fibre, (b) Wood powder and (c) Composites reinforced with coconut fibre and wooden powder.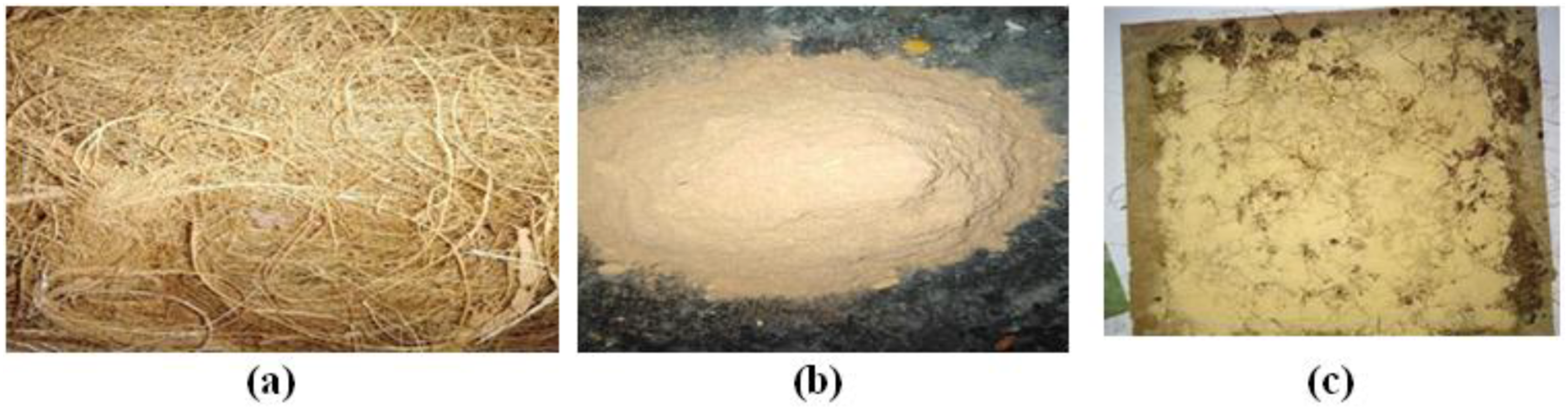
Composite of sugarcane bagasse and coconut shell reinforcements
Sugarcane bagasse, the fibrous residue is extracted from juice of sugarcane stalks, which is cleaned using distilled water to remove the residual sugars and dust. It is shown in Figure 8(a), which is then oven-dried at 80°C for 6 h. The dried bagasse Fibres are then immersed in a 5% NaOH solution for 2 h to remove lignin and hemicellulose, resulting in increased surface roughness and Fibre-matrix adhesion. The alkali-treated Fibres are washed until they reached neutral pH and dried again at 80°C. The coconut shells are cleaned, crushed into small particles, and calcined at 600°C for 3 h to obtain fine coconut shell ash as in Figure 8(b), acting as inorganic filler that provides rigidity and thermal reinforcement. For the nano-hybrid composite, 1 wt% of OMMT nanoclay is dried in the pre-heated oven, followed by ultrasonic dispersion in the epoxy resin to achieve homogeneous exfoliation. The nanoclay improves the adhesion between the organic bagasse Fibres and the mineral-rich shell ash, resulting in better thermal stability and tensile strength retention. The treatments of sugarcane bagasse Fibres and sieved coconut shell ash are added gradually to the nanoclay-modified epoxy matrix with the aid of mechanical stirring so as to get a homogeneous dispersion. The prepared mixture is then poured into moulds, followed by a vacuum de-airing to remove the entrapped air, and cured at ambient temperature for 24 h and then post-cured at 80°C for 2 h and at 120°C for 1 h. The addition of OMMT nanoclay increases the degree of interfacial adhesion between the organic and inorganic phases, which reduces microvoids and increases the cross-link density of this nanohybrid composite represented in Figure 8(c). Images showing (a) Sugarcane bagasse (b) Coconut shell ash and (c) Composite reinforced with sugarcane bagasse and coconut shell ash.
Integration of E-glass with graphite and silicon carbide reinforcements
The primary reinforcement material E-glass fibres are used in the form of a plain weave, with an average filament diameter of about 12 µm, and an areal weight of 360 g/m2. To serve the role of secondary fillers, Graphite powder is chosen for its lubricating capabilities and crystalline hexagonal structure, and silicon carbide (SiC) powder, also known as carborundum, is chosen for its exceptional hardness, wear resistance, and thermal stability. In its natural form, SiC occurs as the rare mineral moissanite, and its grains can be fused by sintering to form durable ceramics used in high-endurance applications such as automotive brakes, clutches, and ballistic armour plates. Both filler types are sieved to a particle size smaller than 75 µm to promote consistent dispersion throughout the resin. In preparation for the first nano-hybrid composite variant, 1 wt% of organomodified montmorillonite (OMMT) nanoclay is pre-dried, followed by ultrasonically dispersing it in the epoxy resin to produce a uniform exfoliated structure. The plate-shaped nanoclay particles enhanced the cross-link density of the resin and the interfacial wetting of high-temperature ceramic fillers, leading to elevated glass-transition temperature and thermal stability. The E-glass fabric layers are then impregnated with this OMMT-modified resin containing graphite and SiC powders while being continuously stirred mechanically to effectively disperse the fillers as much as possible. The laminated stack is vacuum-degassed to remove entrapped air, cured at room temperature for 24 h, and post-cured at 80°C for 2 h, followed by 120°C for a further hour. By contributing to an improved cross-link density that reduced voids and enabled stress transfer at the nano-scale, the introduction of OMMT nanoclay increased the resin-fibre interphase.
Reaction mechanism
In composite formation, the interaction of natural fibre, OMMT nanoclay, and epoxy matrix occurs through a combination of chemical bonding, hydrogen bonding, and physical interlocking mechanisms. Natural fibres hava a large number of hydroxyl (OH) groups on their surface, which interacts with epoxy matrix during the curing process. Once hardener is added to the epoxy resin, the epoxide rings open and form a three-dimensional cross-linked polymer network. Meanwhile, the hydroxyl groups on the fibre surface form hydrogen bonds with the epoxy chains, which improve fibre-matrix adhesion.
Besides, OMMT has a layered silicate structure with organic modifiers that enhance compatibility with the epoxy matrix. During mixing and curing, the epoxy molecules penetrate between the clay layers, which lead to intercalated or exfoliated nanostructures. This increases the interfacial surface area between the filler and the matrix. Moreover, the OMMT act as a bridge between the natural fibre and epoxy matrix, since the silicate layers interact with the hydroxyl groups of the natural fibres through hydrogen bonding, while the organic modifiers interact with the epoxy matrix. This combined interaction improves stress transfer efficiency and reduces microvoid formation within the composite. As a result, the presence of OMMT enhances interfacial bonding, restricts polymer chain mobility, and improves the load transfer capability between fibre and matrix. This synergistic interaction contributes to improved mechanical strength, stiffness, and thermal stability of the natural fibre reinforced epoxy composite.
Results and assessment
The generated composites are examined in this section using 60 specimens, in which five specimens of six composites are tested to analyze the mechanical characteristics using tensile strength analysis and flexural tests. In addition, the thermal property analysis and Microstructural analysis are performed to validate the potential of the formed composites.
Equipment specifications
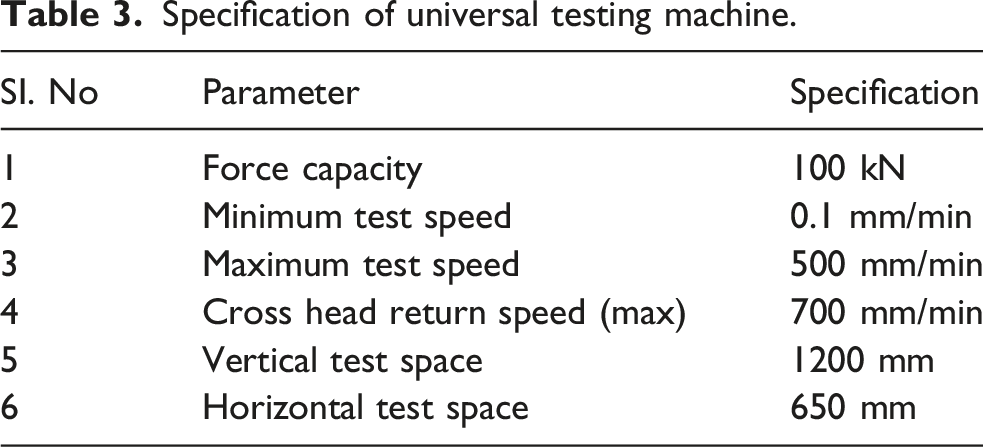
A fully automated apparatus is connected to a computer with Kalpak software for conducting tensile and flexural tests. The equipment has a load capacity of 100/10 kN. According to ASTM D638 standards, the crosshead speed for the tensile test is maintained at 5 mm/min under quasi-static conditions. The tests are performed on a Tinius Olsen H100KU Universal Testing Machine (UTM) in accordance with the relevant ASTM standard. All experiments are carried out at the Strength of Materials Laboratory, KIT–Kalaignar Karunanidhi Institute of Technology, Coimbatore. Figure 9 represents UTM equipment, and Figure 10 depicts the process of testing samples in UTM, which comes with specifications listed in Table 3. UTM at KIT. Sample tested in the UTM. Specification of universal testing machine.

Analysis of mechanical properties
The mechanical properties of various composites are examined using Tensile strength analysis and Flexural assessment.
Tensile strength analysis
The tensile test determines the mechanical properties of various specimens of the composites to estimate yield strength, tensile strength, elongation at break, and load at break. The specimen tested for analyzing the tensile characteristics has the following specifications: Specimen shape: Flat ASTM standard: ASTM D 638 specimen with 14 mm width, 2.4 mm thickness Cross sectional area: 32.6 mm2 Final gauge length: 50.36 mm
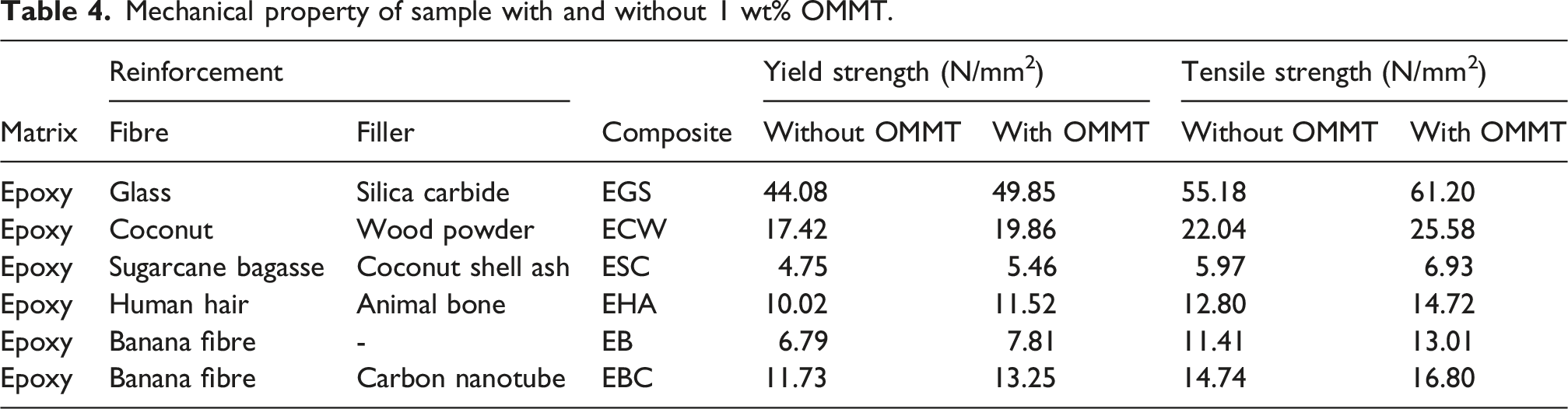
Mechanical property of sample with and without 1 wt% OMMT.
Comparison of base composites and added OMMT at break.
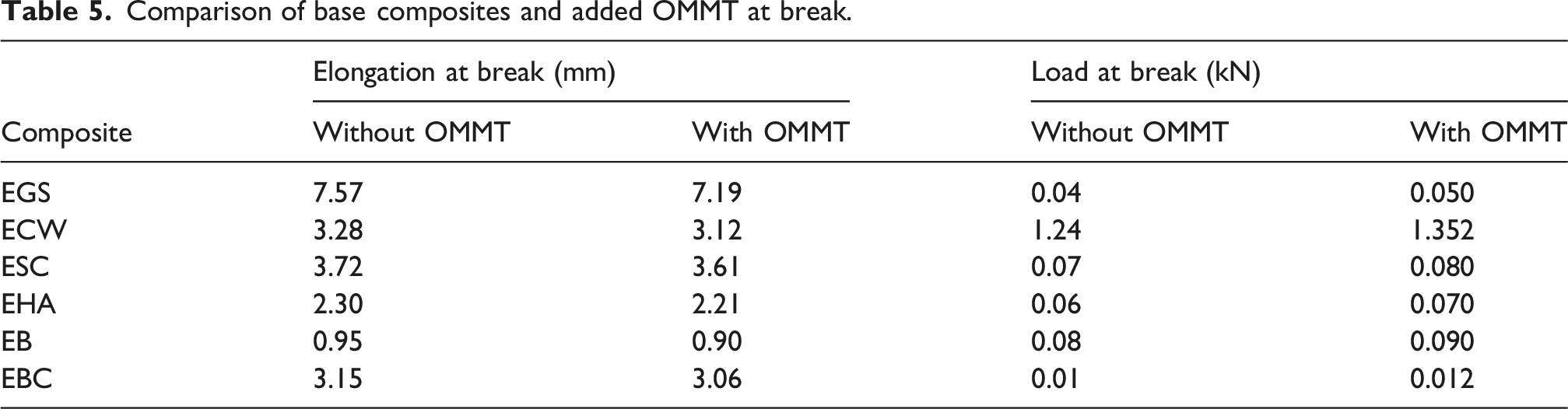
Figure 11 illustrates the comparative analysis of various composites in terms of yield strength with and without adding OMMT. The base refers to the composites without adding OMMT. The base composite EGS attained yield strength of 44.08 N/mm2, which is increased to 49.85 N/mm2 when the 1 wt% OMMT is added. Similarly, the yield strength of ECW without and with OMMT is 17.42 N/mm2 and 19.86 N/mm2. Likewise, the yield strength of ESC, EGA, EB, and EBC without OMMT is 4.75 N/mm2, 10.02 N/mm2, 6.79 N/mm2, and 11.73 N/mm2. Whereas, after adding OMMT, the corresponding yield strengths are increased to 5.46 N/mm2, 11.52 N/mm2, 7.81 N/mm2, and 13.25 N/mm2. This substantial improvement is due to the inclusion of OMMT, which has a high aspect ratio layered structure that restricts polymer chain mobility. This Strong matrix-filler interaction improves stiffness, thereby ensuring structural integrity, safety, and durability in various engineering applications. Analysis of the composite’s yield strength before and after adding OMMT.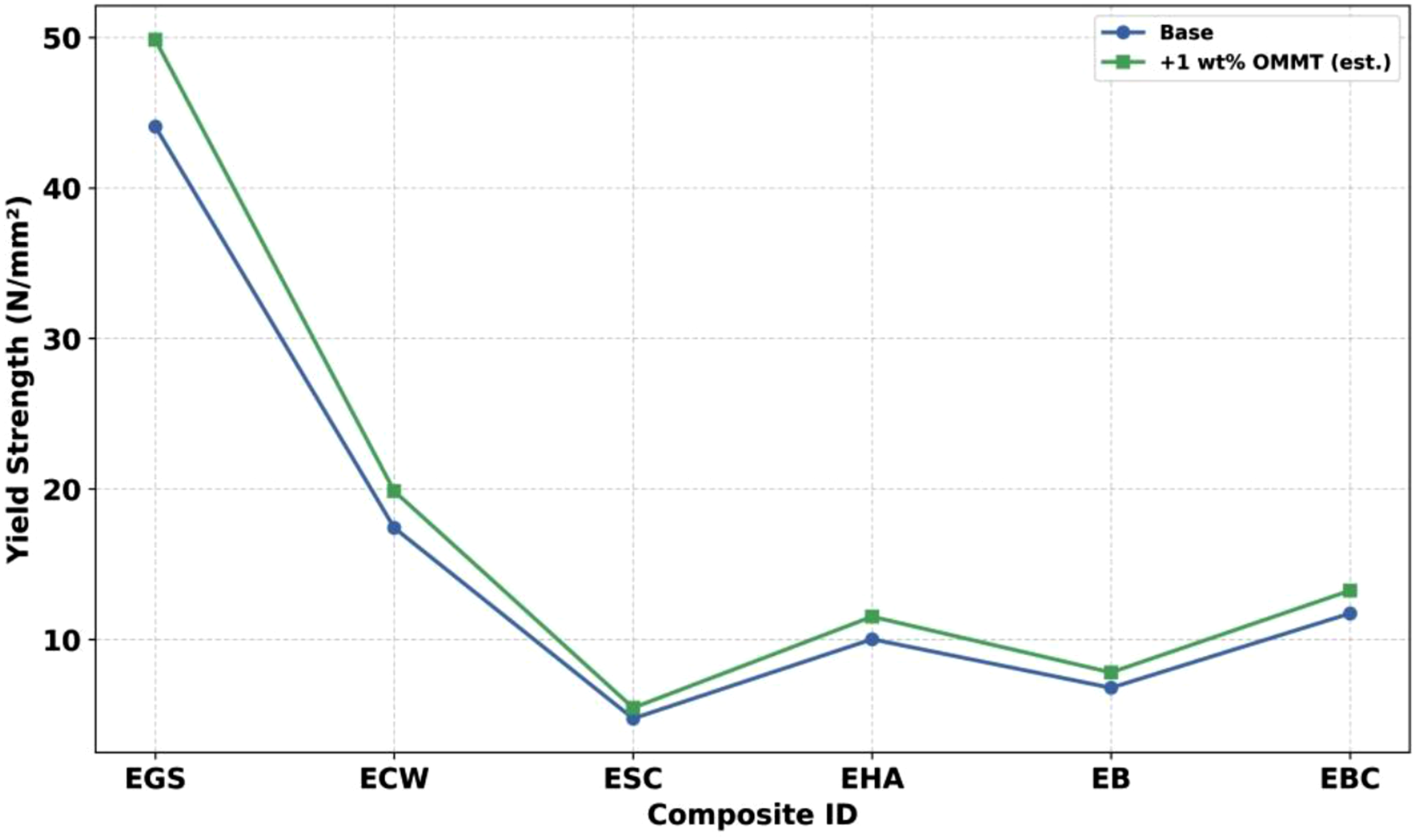
The tensile strength of composites namely EGS, ECW, ESC, EGA, EB, and EBC is analyzed in Figure 12. From the graph, it is inferred that the tensile strength of EGS, ECW, ESC, EGA, EB, and EBC is 55.18 N/mm2, 22.04 N/mm2, 5.97 N/mm2, 12.80 N/mm2, 11.41 N/mm2, and 14.74 N/mm2. Meanwhile, on adding OMMT, the tensile strength of each composite is increased to 61.20 N/mm2, 25.58 N/mm2, 6.93 N/mm2, 14.72 N/mm2, 13.01 N/mm2, and 16.80 N/mm2. This increased tensile strength is due to the enhanced interfacial bonding between the fibre and epoxy matrix provided by OMMT, which is a stress transfer medium that reduced voids and defects. This made the composite stronger, more durable, making it applicable in structural reinforcement, advanced manufacturing, and protective packaging. Tensile strength analysis with and without OMMT.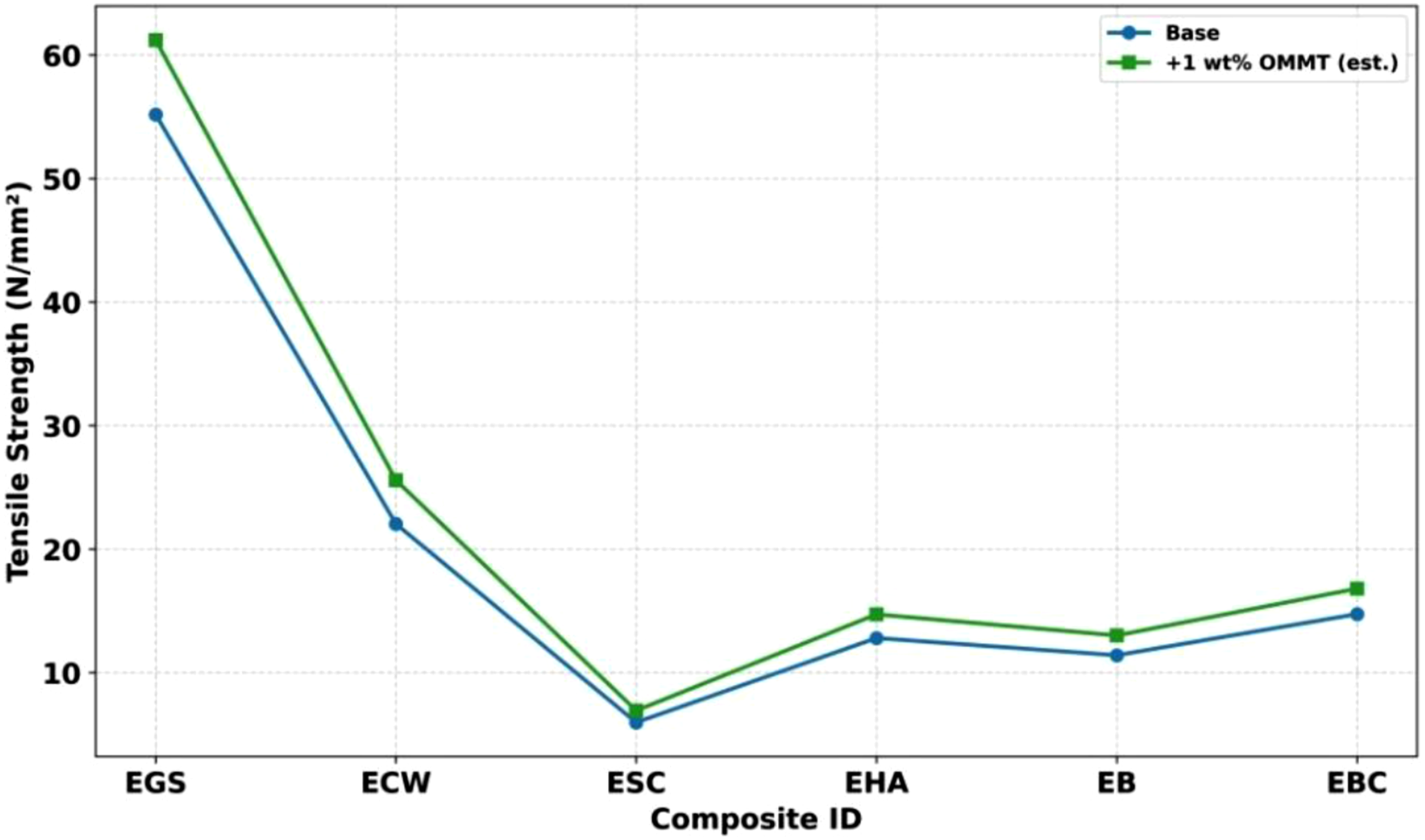
Figure 13 analyzes the elongation at break characteristics of various composites mentioned in Table 4. Without adding OMMT, the observed elongation at break of composites such as EGS, ECW, ESC, EGA, EB, and EBC are 7.57 mm, 3.28 mm, 3.72 mm, 2.30 mm, 0.95 mm, and 3.15 mm. While examining the composites with OMMT, the elongation at break is decreased to 7.19 mm, 3.12 mm, 3.61 mm, 2.21 mm, 0.90 mm, and 3.06 mm with respect to EGS, ECW, ESC, EGA, EB, and EBC. This reduced elongation at break is due to the increased matrix stiffness of OMMT that reduced Polymer chain flexibility. This increases rigidity and restricted deformation thereby makes it suitable in applications that specifically require high stiffness, dimensional stability, and resistance to deformation under normal loads. Elongation at break before and after adding OMMT.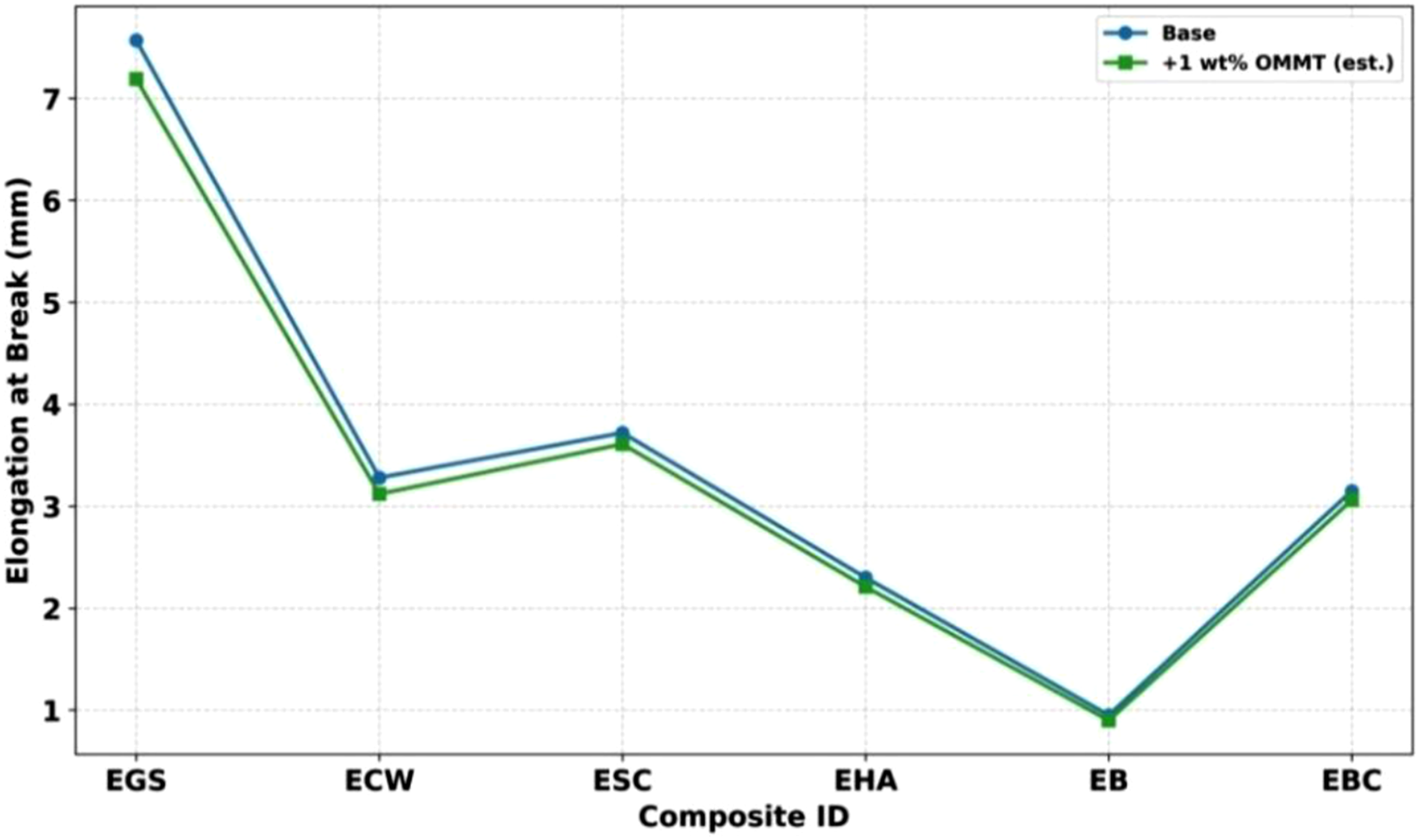
The load analysis at break of various composites such as EGS, ECW, ESC, EGA, EB, and EBC are represented in Figure 14. The load at break for the base composites such as EGS, ECW, ESC, EGA, EB, and EBC, are 0.04 kN, 1.24 kN, 0.07 kN, 0.06 kN, 0.08 kN, and 0.01 kN. When the composites are made with OMMT, the loads at break are increased to 0.05 kN, 1.352 kN, 0.080 kN, 0.070 kN, 0.090 kN, and 0.012 kN. This increased load during break indicates improved load-bearing capability of the composite due to enhanced filler-matrix interaction. This enhances strength, durability, and resistance to sudden, catastrophic failure, which enables the material to withstand greater forces and absorb more energy before fracturing. The mechanical properties, elongation and load at break of various composites with and without OMMT are listed in Table 5. Load at break before and after adding OMMT.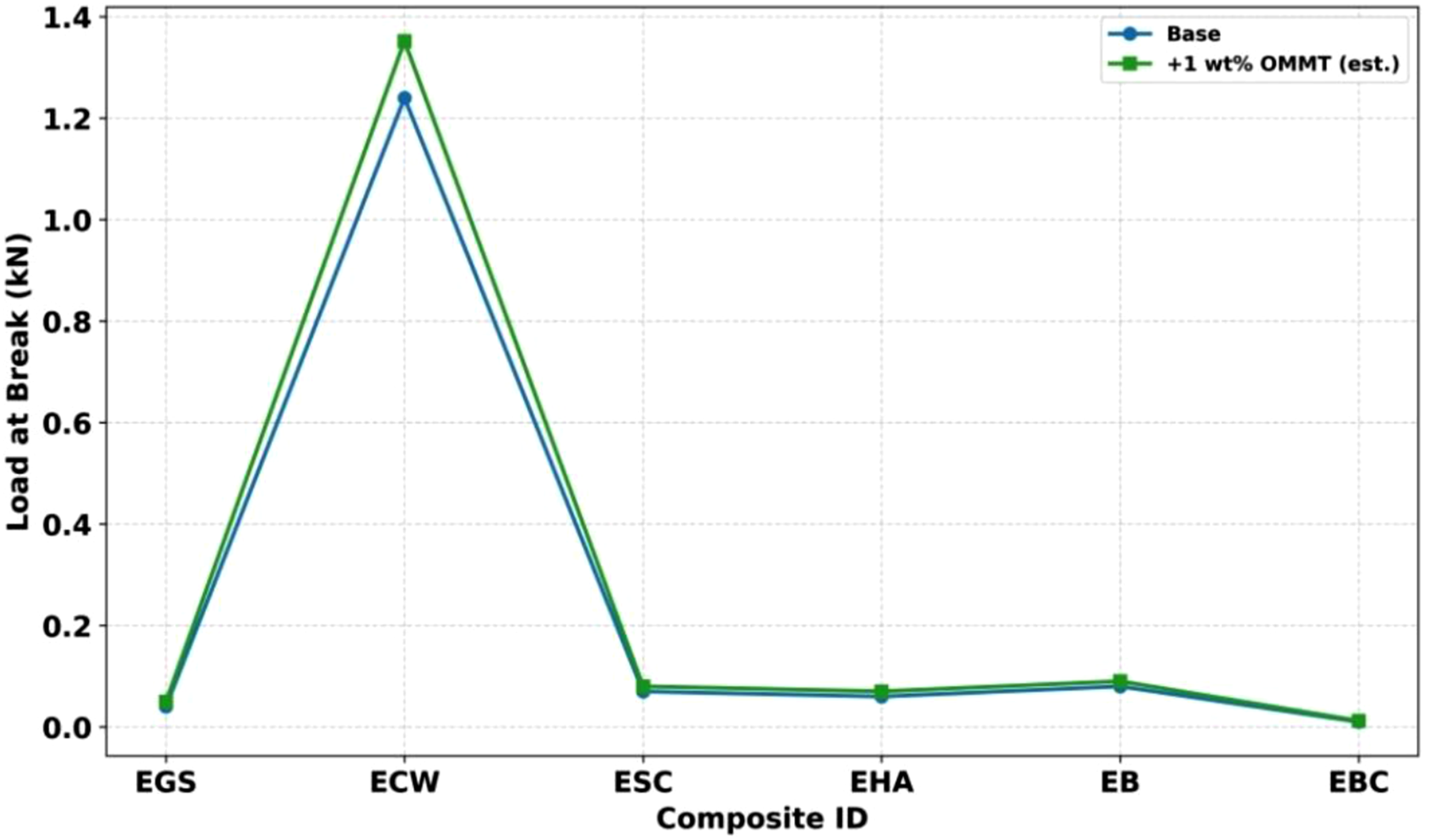
The increase in tensile strength after incorporating OMMT filler is attributed to the improved interfacial bonding between fibre and epoxy matrix. The layered silicate structure of OMMT enhances stress transfer within the composite and restricts crack propagation, which results in improved mechanical performance.
Flexural assessment
The tests on flexural characteristics are carried out using UTM with ASTM standards specified below: Maximum cross head speed: 1 mm/min Support span length: 100 mm Mode of test: Three-point bending flexural test
Figure 15 depicts the load at peak analysis of several composites such as EGS, ECW, ESC, EGA, EB and EBC. The loads at peak for the base composites EGS, ECW, ESC, EGA, EB and EBC are 0.4 kN, 0.4 kN, 0.44 kN, 0.5 kN, 0.03 kN, and 0.50 kN. On creating the composites with OMMT, the loads at peak are increased to 0.46 kN, 0.46 kN, 0.51 kN, 0.58 kN, 0.035 kN, and 0.58 kN. This increased peak load is attributed to OMMT, which has crack resistance and reinforcement effect, hence it delays crack initiation and improves structural integrity. This enhances strength providing better load-bearing capacity, thereby improving impact resistance of composites. Load at peak of the composites with and without OMMT.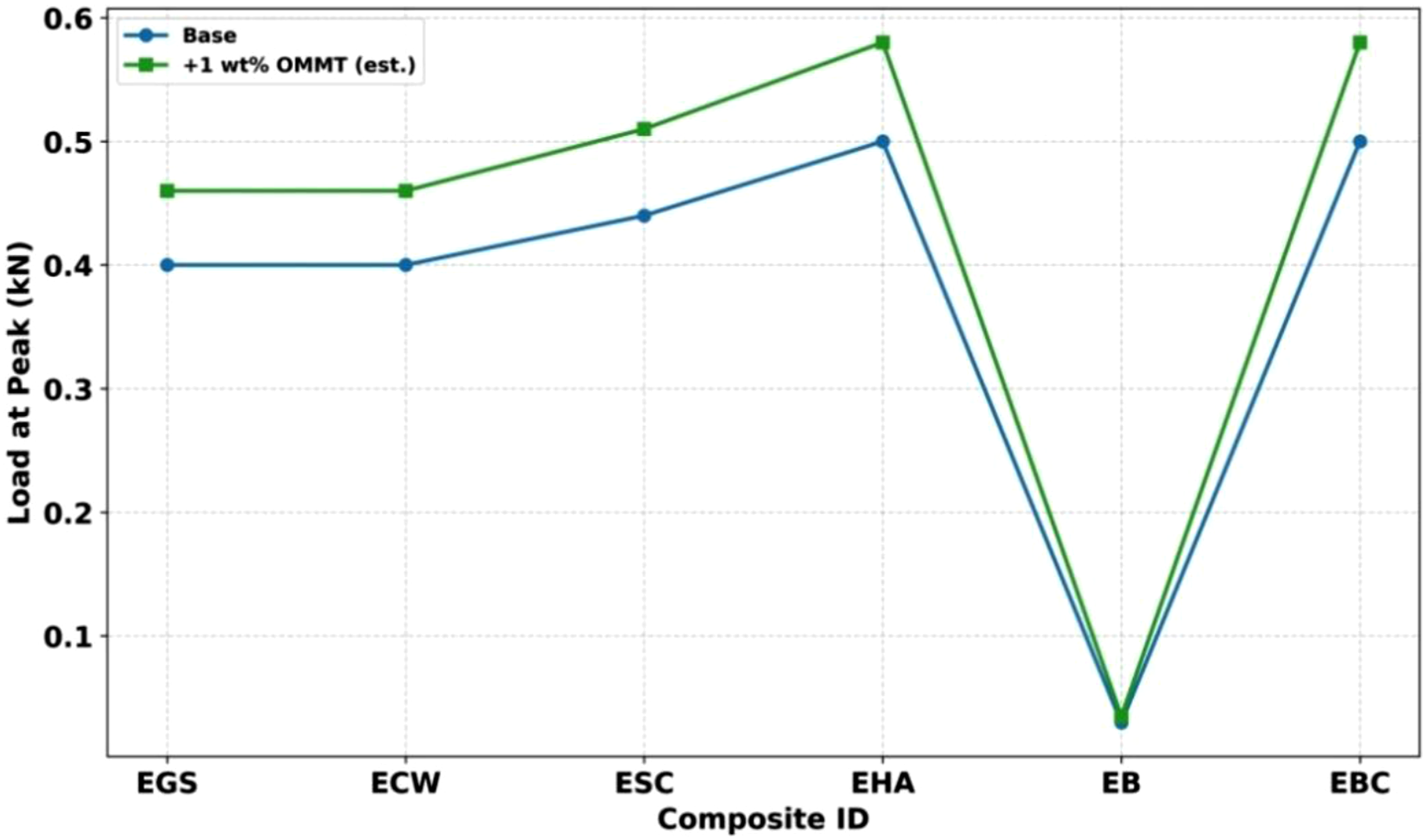
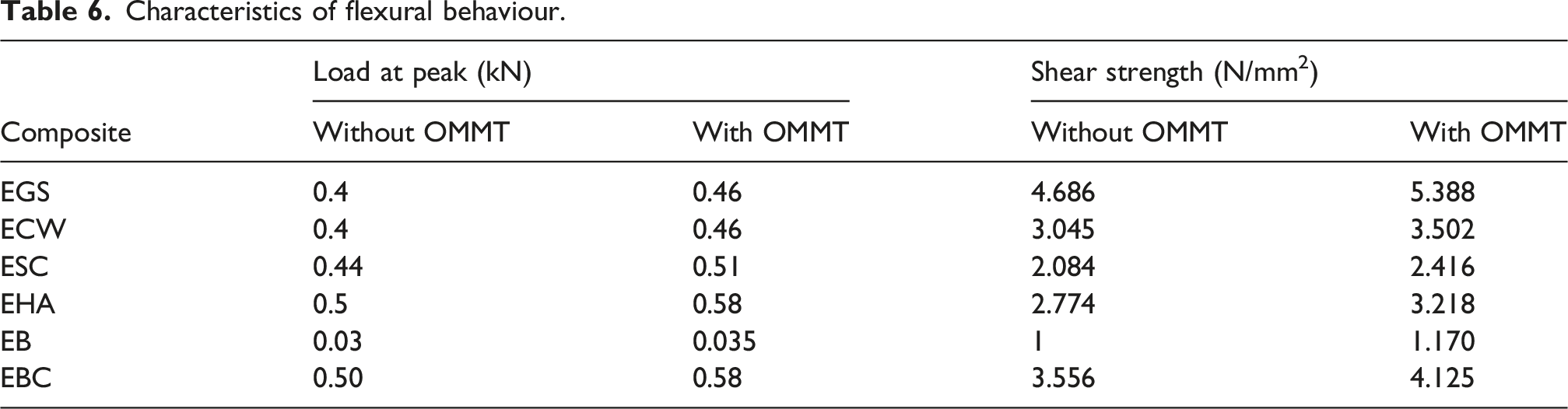
The shear strength of the composites are analysed in Figure 16 without OMMT and with added OMMT. The composites namely EGS, ECW, ESC, EGA, EB and EBC are analysed which exhibits shear strength of 4.686 N/mm2, 3.045 N/mm2, 2.084 N/mm2, 2.774 N/mm2, 1 N/mm2, and 3.556 N/mm2. Whereas, the composites with OMMT shows high shear strength of 5.388 N/mm2, 3.502 N/mm2, 2.416 N/mm2, 3.218 N/mm2, 1.170 N/mm2, and 4.125 N/mm2 for EGS, ECW, ESC, EGA, EB and EBC respectively. This increase in the shear strength of composites is attributed to the improved interfacial bonding provided by OMMT, which acts as a reinforcing nanolayer and provide better fibre-matrix adhesion. This leads to improved resistance to sliding failure and enhanced structural performance. The flexural behaviour characteristics are listed in Table 6. Shear strength of the composites with and without OMMT. Characteristics of flexural behaviour.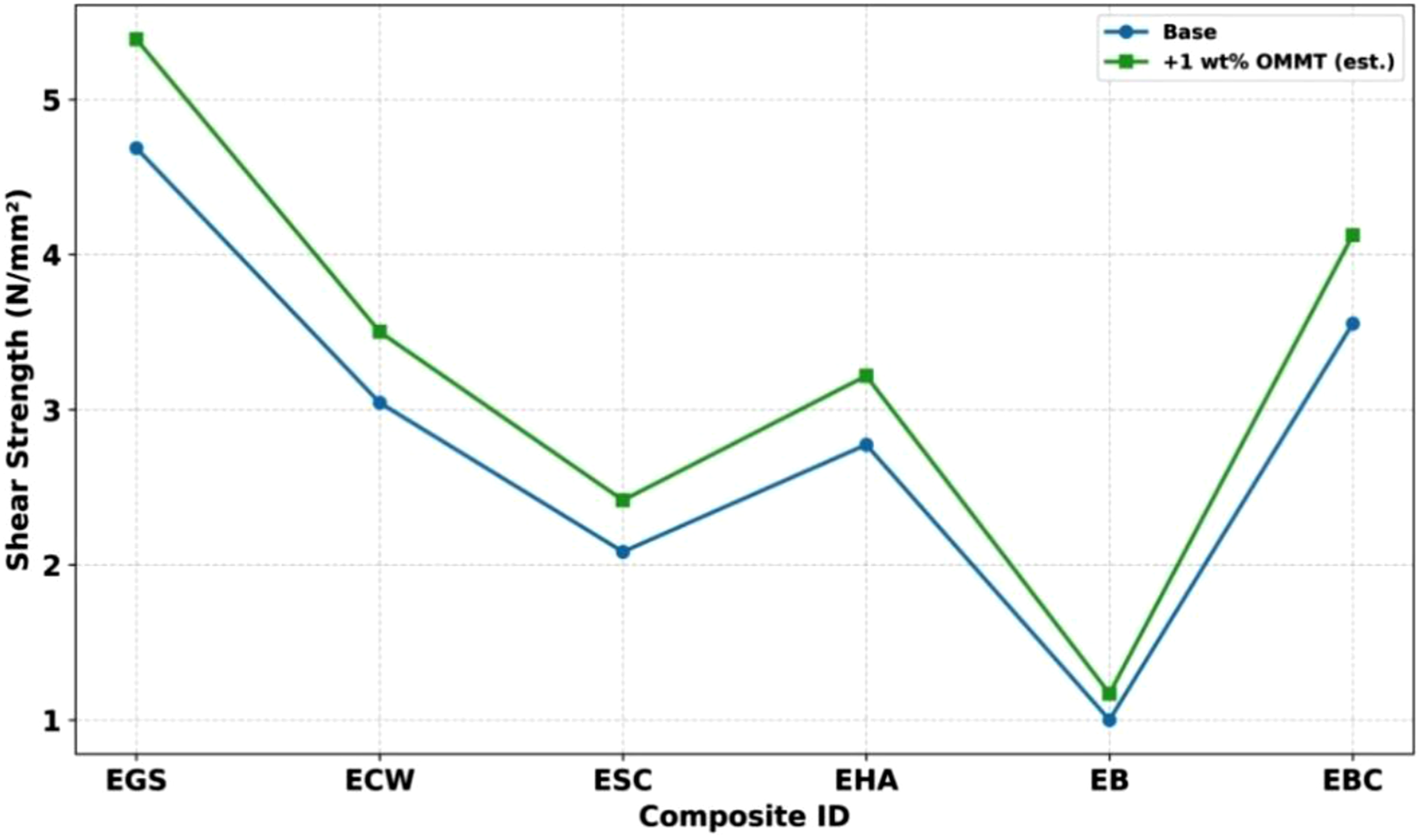
The flexural strength increases with OMMT addition, as the nanoclay improves matrix stiffness, fibre-matrix adhesion, stress transfer, and crack resistance, which enable the OMMT reinforced composites to achieve better bending performance. Overall, the natural fibre based composites achieves higher mechanical properties and flexural characteristics, which is further enhanced with inclusion of OMMT, which makes the composites the toughest, suitable for various engineering applications.
Analysis with synthetic fibre
Ultimate behaviour of sample.
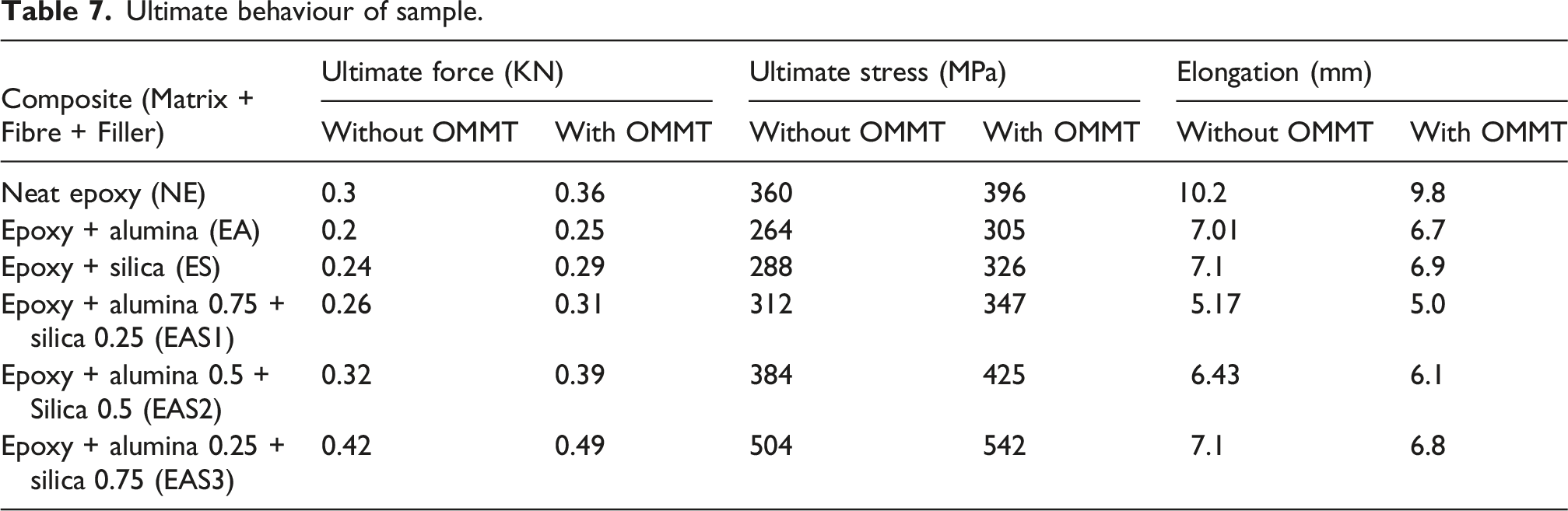
From the Table 7, Epoxy + Alumina 0.25+ Silica 0.75 (EAS3) performed better achieving 0.42 kN Ultimate force and 504 MPa Ultimate stress. Meanwhile, the performance is even more increased to attain 0.49 kN Ultimate force and 542 MPa Ultimate stress with OMMT inclusion. Whereas, in case of elongation, Epoxy + Alumina 0.75+ Silica 0.25 (EAS1) achieves the reduced elongation of 5.17 mm, which is further reduced to 5 mm with OMMT. Thus, the inclusion of OMMT significantly influences the mechanical behaviour of synthetic fibre reinforced epoxy composites. The OMMT improve load transfer between the synthetic fibres and epoxy matrix in the composites, which increases ultimate force, enhancing the structural integrity of the composite. Similarly, the reinforcement effect of OMMT increases strong interfacial interaction with high material stiffness, thereby increasing the ultimate stress. This increased stiffness and restricted polymer chain mobility is responsible for reduced elongation at break. Despite the natural fibres struggle to compete with synthetic fibres in terms of performance, the presented approach tries to fill this gap by introduction of nano material OMMT. Thus, the natural composite EGS attains higher yield and tensile strengths of 49.85 N/mm2 and 61.20 N/mm2 by utilizing OMMT, which require further treatments or hybridization to compete with synthetic fibres as discussed in Future scope.
Effect of fibre structure, filler distribution and matrix-filler interaction on mechanical behaviour
The mechanical behaviour of the developed composites is further examined by analysing the influence of fibre structure, filler dispersion, and the interfacial interaction between the matrix and reinforcement phases. Natural fibres with higher stiffness and aligned orientation well embedded in the matrix enable efficient load transfer and increase tensile strength. Conversely, fibre waviness, poor orientation, or weak bonding leads to fibre pull-out and microcrack formation, which reduces mechanical performance. Moreover, the uniformly distributed fillers act as micro-reinforcement particles, which improve stiffness and restrict crack propagation within the matrix. These fillers enable distribution of stress evenly throughout the composite structure, which enhances tensile and flexural properties. In addition, the strong interfacial bonding between the fibre surface and the matrix enables effective stress transfer across the interface. This is achieved by surface treatments or compatible fillers that improve adhesion between these components, reducing fibre pull-out thereby improving structural integrity. With good interfacial bonding, the applied load is efficiently transferred from the matrix to the fibres and fillers, which increase mechanical properties such as tensile strength, flexural strength, and stiffness. Thus the combined effect of fibre reinforcement, uniform filler dispersion, and enhanced matrix-fibre interfacial bonding leads to improved mechanical behavior in the developed composites.
Thermogravimetric analysis
Thermogravimetric Analysis (TGA) is performed to evaluate the thermal stability of the formed composite materials. It includes Thermogravimetric analysis (TG), Derivative Thermogravimetry (DTG), and Differential Scanning Calorimetry (DSC).
Figure 17 shows the TGA analysis of the composite material using TG-DTG-DSC graph to assess the thermal degradation behaviour over a temperature range from approximately room temperature to 1000°C. The TG curve indicates a small initial weight loss below about 200°C, which is due to the evaporation of moisture and volatile components in the material. Then, a significant loss in mass occurs between approximately 350°C and 450°C, which represents the primary thermal degradation associated with the decomposition of organic constituents and the breakdown of the polymer structure. Furthermore, the DTG curve represents the rate of weight loss during thermal degradation, which exhibits a sharp peak around 420°C−450°C indicating the maximum degradation rate of the material. Similarly, the DSC curve shows indicates the heat flow behaviour of the material during heating, which reflects heat absorption and release associated based on the moisture removal and decomposition reactions. Beyond this region, the rate of weight loss decreases gradually, leaving a small amount of residual char at higher temperatures, which indicates the presence of thermally stable components. Overall, the analysis shows the material remains thermally stable up to around 300°C, after which major thermal degradation takes place. A TG-DTG-DSC graph for GA analysis.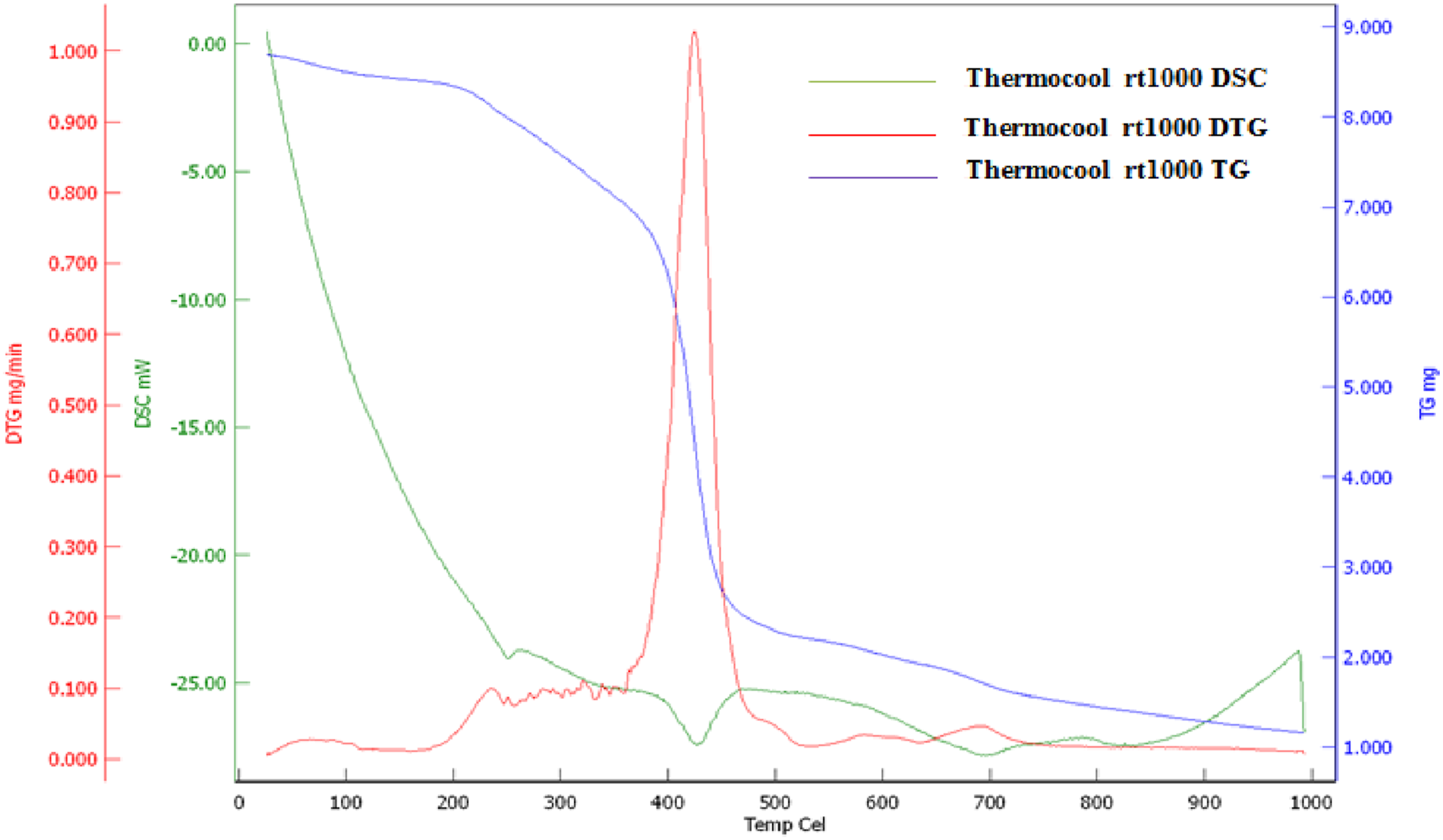
Figure 18 illustrates the TG-DSC thermal analysis of the sample over a temperature range from approximately 27°C to 1000°C, which evaluate its thermal stability and degradation behavior. The TG curve shows the gradual reduction in sample mass with increasing temperature. Initially, the sample mass decreases slightly from 8.69 mg at 27°C to 8.46 mg at 123°C, which is attributed to the evaporation of absorbed moisture and volatile components. A moderate weight loss occurs around 255°C and 384°C due to the initial thermal degradation of organic constituents. A major degradation stage is observed between 384°C and 482°C, where the mass rapidly decreases from 6.71 mg to 2.39 mg. This indicates the primary decomposition of the polymeric as well as organic components of the material. Similarly, DSC curve also shows reduction in mass, which shows significant peaks around 398°C to 426°C, with a maximum heat flow change of approximately −27.43 mW at 426°C. This corresponds to the main decomposition reaction, and then the mass loss continues gradually, which indicates the formation of thermally stable composites. Thus, the analysis suggests that the material remains relatively stable up to about 250°C−300°C, after which significant thermal degradation occurs, with the primary decomposition taking place near 400°C−450°C, followed by gradual carbonization and residue formation at higher temperatures. TG-DSC analysis of sample.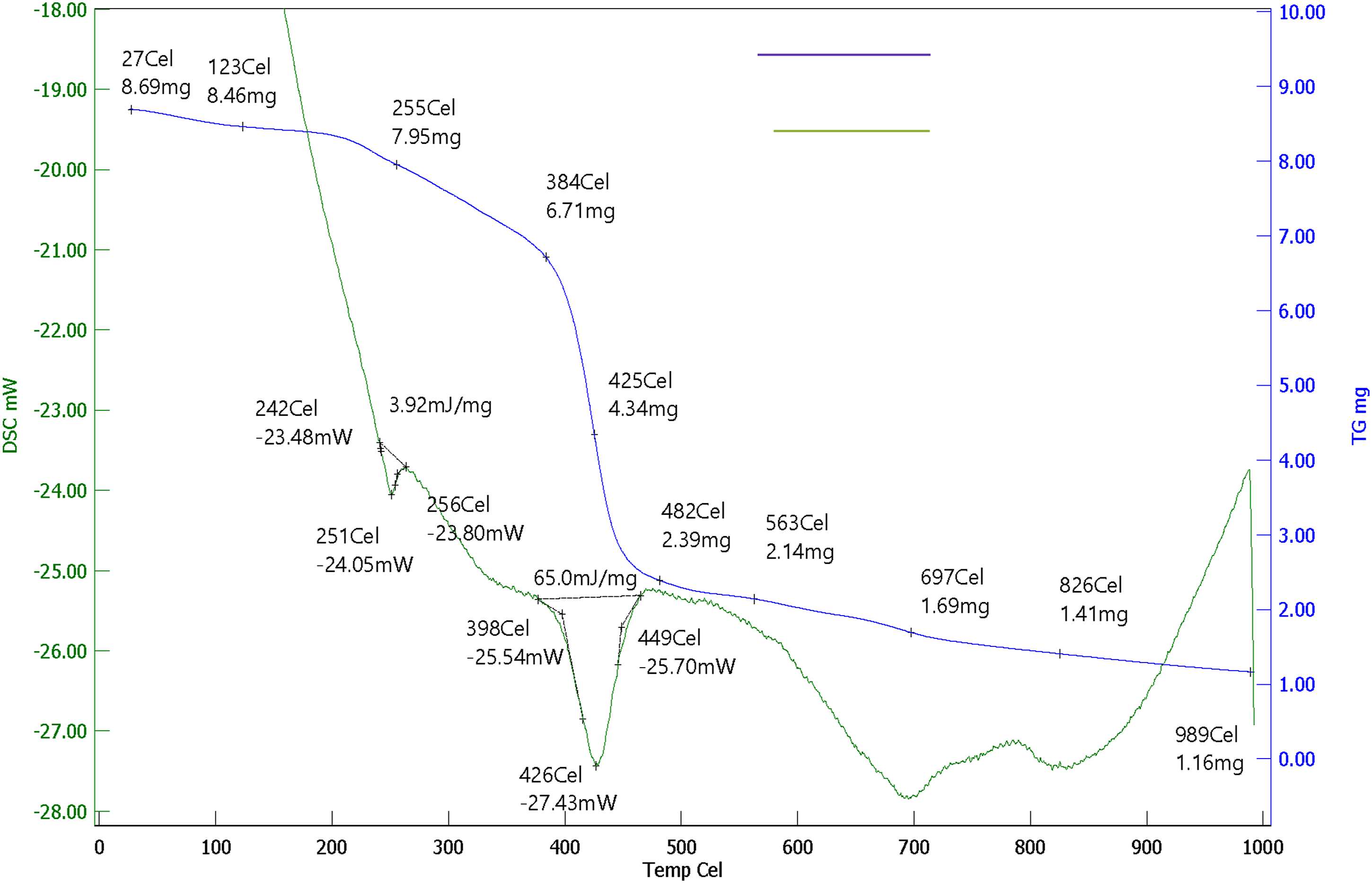
Overall, the improvement in thermal stability of the composite is increased with the addition of OMMT filler due to the layered silicate structure and high thermal resistance of the nanoclay. OMMT has a plate-like layered structure with a large surface area, which acts as a thermal barrier within the polymer matrix. This barrier effect slows down heat transfer and restricts the diffusion of volatile degradation products during thermal decomposition. Furthermore, the incorporation of OMMT improves the interfacial interaction between the filler and epoxy matrix, which results in better structural integrity of the composite. The dispersed nanoclay layers restrict the mobility of polymer chains and delay the breakdown of the matrix at elevated temperatures. As a result, the composite requires higher temperatures for thermal degradation, indicating improved thermal stability. Thus, the improved thermal stability of the composite is achieved by the barrier effect and high thermal resistance of the OMMT nanoclay, which restricts polymer chain mobility and delays thermal degradation of the epoxy matrix.
Cross link density analysis
The cross-linking density of the prepared composites is analyzed in this section with different fibres and fillers. In general, cross link density is calculated from Dynamic Mechanical Analysis (DMA) using the rubber elasticity theory as represented in equation (1).
33

Cross link density analysis of various composites.
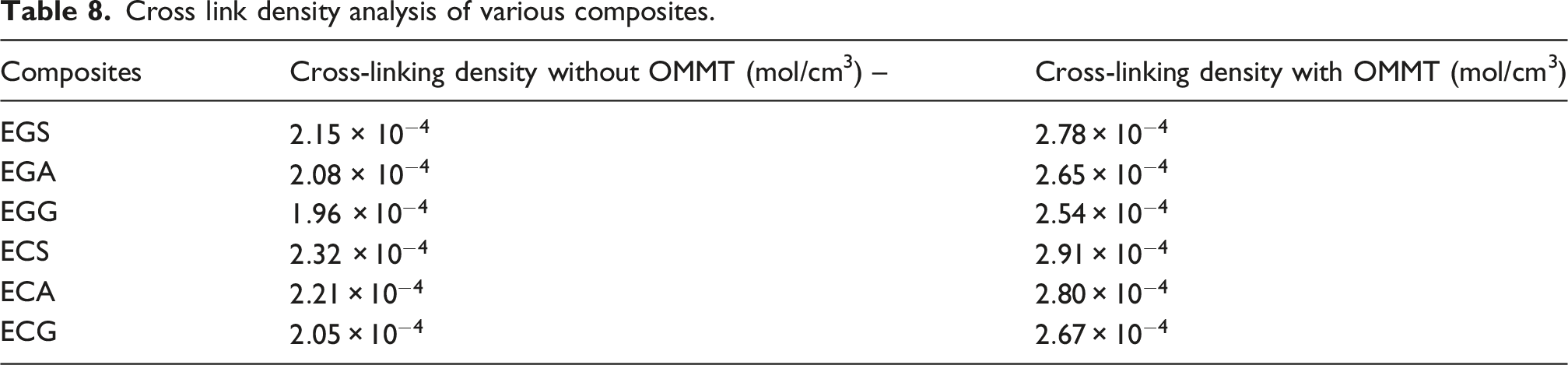
From the table, it is observed that the addition of OMMT increases the cross-linking density of all the composites. On analyzing the samples, Carbon fibre reinforced composites exhibit comparatively higher cross-linking density than glass fibre composites due to improved interfacial interaction between the fibre, filler, and epoxy matrix. The presence of OMMT enhances the network structure of the epoxy matrix, which leads to improved molecular bonding and structural rigidity.
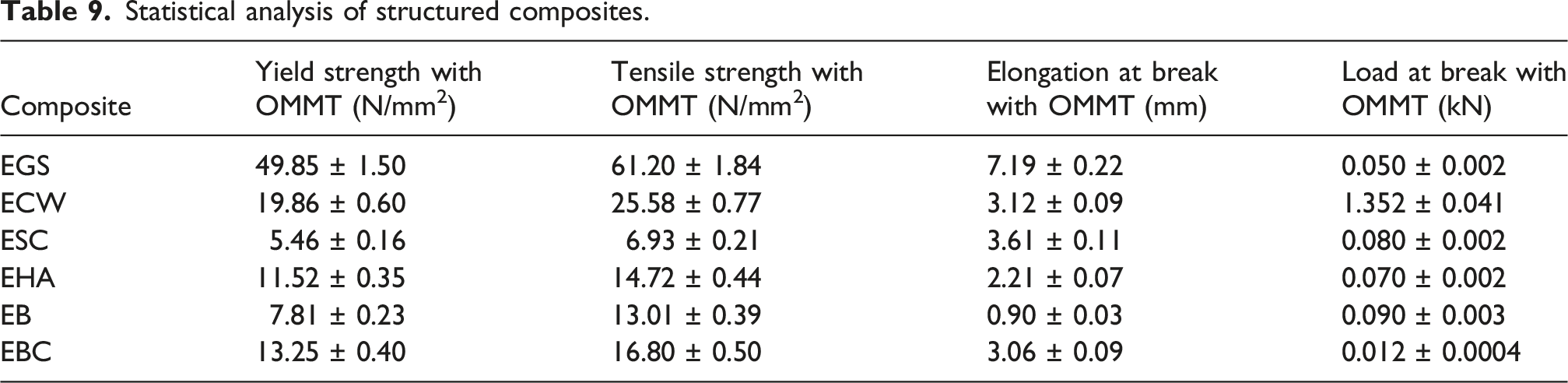
Statistical analysis
Statistical analysis of structured composites.
Scanning electron microscopy (SEM) microstructural analysis
The SEM image analysis is carried out to evaluate the composite materials in high-resolution, with detailed visualization of materials. This analysis evaluates surface topography, morphology, and particle size, which is essential for quality control, failure analysis, and characterizing materials.
Figure 19 evaluates the SEM image analysis of several composites including Human hair and crushed bone composites, E-glass with graphite and Silicon Carbide reinforcements, Sugarcane Bagasse and Coconut shell. These composites are formed with Epoxy resin, which are analyzed with and without OMMT. The analysis reveals that by adding OMMT, more structured composites are formed showing the fibre-matrix bonding with reduced micro voids, when comparing to the composites formed without OMMT. The improved interfacial adhesion is attributed to the enhanced interaction between the epoxy matrix and reinforcement. This is due to the high surface area and layered structure of OMMT, which promotes efficient stress transfer. Moreover, the OMMT particles occupy void spaces within the matrix and improve filler dispersion, which reduce microvoid, thereby resulting in a denser composite structure with fewer stress concentration sites. This improved interfacial adhesion and reduced microvoid formation are supported by the analyzing the mechanical properties and microstructural characteristics of the composite material. The improved performance of the composite is attributed to hydrogen bonding between fibre hydroxyl groups and the epoxy matrix, along with the intercalation/exfoliation of OMMT nanoclay that enhances interfacial interaction and stress transfer. Analysis of composites using SEM images.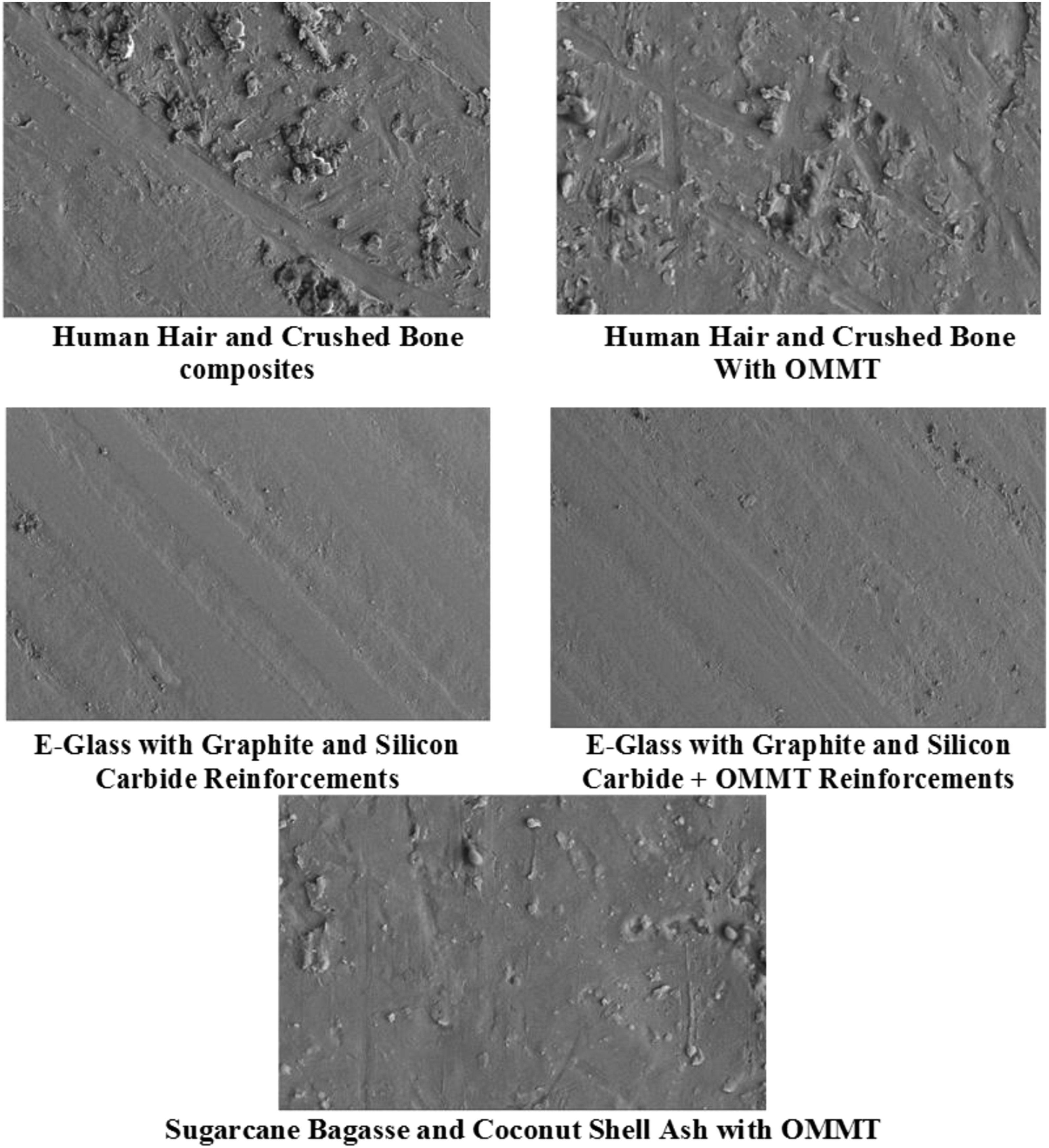
Conclusion and future scope
The study examined various natural fibres reinforced epoxy composites and analysed the mechanical and flexural properties. Among the fabricated composites, EGS attained higher yield strength of 44.08 N/mm2 and highest tensile strength of 55.18 N/mm2. Meanwhile on adding OMMT, the yield and tensile strengths are raised even higher to 49.85 N/mm2 and 61.20 N/mm2. In addition, the composite EB has a least elongation at break with 0.95 mm, which is even reduced to 0.90 mm with OMMT reinforcement. Furthermore, ECW exhibits a higher load at break of 1.24 kN, while with OMMT the load is increased to 1.352 kN. On analysing the flexural property, EHA and EBC have achieved higher loads at peak with 0.5 kN, which is further increased to 0.58 kN with OMMT. Moreover, the shear strength of EGS is higher with 4.686 N/mm2 which is increased to 5.388 N/mm2 on adding OMMT. Overall, the OMMT fused composites produced are with high tensile strength, mechanical strength, and improved crack resistance. These enhanced properties bring the natural fibre composites closer to the performance standards of synthetic fibres, making them highly suitable for applications in automotive, structural, and lightweight engineering components.
Future scope
• Optimizing the OMMT concentration and dispersion technique enable achieving uniform reinforcement and improves interfacial bonding between the fibre and matrix. By ultra-sonication, surface-modification and by incorporating machine learning approaches enable optimizing OMMT concentration. • Hybridization with other nanofillers like graphene, nanoclay, or carbon nanotubes can be explored to further strengthen mechanical and thermal stability. This hybridization enables the natural reinforced composites to achieve properties similar to synthetic fibre of Epoxy + Alumina 0.25 + Silica 0.75 which have higher ultimate force, stress and elongation.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.