
Abstract
The pursuit for more sustainable fibre-polymer composites has motivated the development of renewably sourced bio-based resins. Although these can provide short-term performance similar to that of conventional composites, uncertainties about their long-term durability are still an important limitation. This study investigates the freeze-thaw (FT) durability of a partially bio-based unsaturated polyester resin (UPR) composite, incorporating fumaric acid, 1,3-propanediol, and isosorbide, and reinforced with glass fibres, comparing its performance to that of an oil-based counterpart with identical reinforcement. The composites were preconditioned by immersion in water at 20°C for 30 days, followed by exposure to 300 FT cycles. Each FT cycle consisted of 3 h of dry freezing at −20°C, 8 h of thawing submerged in water at 23°C, and 2.5 h for temperature transitions. Water uptake at 20°C was monitored for up to 180 days. The materials were assessed through mechanical (tensile, compression, in-plane shear, interlaminar shear) and thermomechanical (dynamic mechanical analysis) testing. Most degradation occurred during preconditioning, with property reductions of 20%– 40%, with higher incidence in the bio-based composite. FT ageing led to further but slower degradation in both composites. In-plane shear strength retention of the bio- and oil-based composite was 59% and 93%, respectively, after the preconditioning, which further reduced to 38% and 75% after 300 FT cycles. In comparison, the tensile modulus of both composites remained almost unaffected (∼4-8% reductions). The findings highlight the need for further optimisation of bio-based resin formulations to improve their environmental durability and enable wider structural application.
Keywords
Introduction
Fibre-reinforced polymer (FRP) composites are increasingly being adopted across various sectors, including aerospace, automotive, and sports industries, due to their significant advantages over conventional materials, such as high specific strength, environmental durability and customisability.1–4 In civil engineering, FRPs have also gained prominence, being utilised in both new construction projects and in the rehabilitation of ageing infrastructure. 5
FRP composite materials are primarily composed of synthetic fibres, such as glass, carbon, and aramid, and polymer resins, including epoxy, vinyl ester, and unsaturated polyester (UP), with the resin typically constituting 30%–70% of the total FRP volume. 6 Among these, glass fibre and unsaturated polyester resin (UPR) are the most widely used combinations for FRP fabrication, particularly when cost-effectiveness is a key consideration. 7 UPRs are synthesised via a polycondensation reaction involving a mixture of saturated and unsaturated dicarboxylic acids or anhydrides with glycols, producing water as a by-product. The resulting UP polymer is subsequently diluted with a reactive diluent, typically styrene, which facilitates cross-linking during the curing process. 8
Currently, the chemical compounds used in the synthesis of UPRs and other polymer resins are predominantly derived from petrochemical sources. These oil-based sources are significant contributors to global warming and various other environmental challenges. Additionally, the depletion of fossil fuel reserves and increasing concerns over climate change are driving the FRP industry toward the adoption of more sustainable and environmentally friendly materials. 8 Of particular concern is the reactive diluent styrene, widely used in UPR formulations, which is classified as a carcinogen and poses health risks to personnel involved in manufacturing processes. 9 These factors underscore the urgent need for the development and implementation of bio-based and less hazardous alternatives within the composite materials industry.
Environmentally sustainable alternatives for the development of FRP composites primarily include the use of bio-based polymer resins and plant-based fibres. However, plant fibres have demonstrated significant limitations in structural applications, particularly due to their vulnerability to moisture, which adversely affects their mechanical stability and long-term performance. 10 Consequently, the more viable sustainable option at present is the production of FRP composites using bio-based polymer resins in combination with synthetic fibre reinforcements. This approach enables partial substitution of petrochemical components while maintaining the mechanical integrity required for demanding applications.
Fully or partially bio-based UPRs have been developed by several researchers,11–17 wherein renewable chemical constituents have been incorporated into the resin formulation to substitute conventional petroleum-based components. In parallel, significant research efforts have also focused on identifying renewable and non-renewable alternatives to styrene, the commonly used reactive diluent in UPRs, due to its carcinogenic nature and to environmental concerns.9,13,18–21 While many bio-based alternatives to styrene have demonstrated potential, they often exhibit drawbacks, such as low glass transition temperatures (Tg) and high viscosity,18,19 limiting their applicability in structural composites. Conversely, oil-derived acrylates have emerged as more compatible and viable replacements for styrene, offering a balance between performance and processability.13,20
Although bio-based UPRs have been widely discussed in the literature, their application in actual product development remains limited. A notable exception is presented by Hofmann et al. (2023) 13 and Akbari et al. (2025), 22 who demonstrated the successful synthesis and processing of partially bio-based UPRs. In 13, several resin formulations were developed using bio-derived raw materials, including fumaric acid, furan dicarboxylic acid, dimer fatty acid, isosorbide, and 1,3-propanediol, as part of the UP polymer backbone. Moreover, up to 50% of styrene was substituted with 2-hydroxyethyl methacrylate (HEMA), a less hazardous alternative diluent. This approach yielded UPR formulations that showed compatibility with a variety of reinforcing fibres, such as glass, 23 basalt, 24 and carbon, 25 highlighting the versatility of bio-based UPRs in composite applications. Furthermore, improved environmental sustainability associated with these bio-based UPR systems was attested by life cycle assessments reported by Shahid et al. (2024; 2025).17,26
Despite the promising potential of bio-based resins combined with synthetic fibres to enable more environmentally sustainable fibre-reinforced polymer (FRP) composites, concerns regarding their long-term durability persist. This uncertainty presents a critical barrier to the broader adoption of bio-based alternatives in structural applications. FRP materials are typically exposed to a variety of environmental agents during their service life, including moisture (in some cases, immersion), thermal variations, ultraviolet radiation, and synergistic effects among these factors. One particularly demanding condition is freeze-thaw (FT) cycles encountered in cold regions, where repeated thermal cycling in the presence of moisture or water can induce significant damage. Such degradation may occur through both reversible (e.g., plasticisation) and irreversible (e.g., microcracking, hydrolysis) mechanisms. 27 Therefore, assessing the durability of bio-based FRP composites under these environmental conditions is essential to determine their suitability for real-world applications.
According to literature reports, the damage caused by isothermal freezing conditions on FRP materials is significantly lower than that induced by FT cycling.28,29 Similarly, exposure to thermal cycling (TC) alone has been shown to cause minimal environmental degradation, as the internal stresses generated by TC generally remain substantially below the strength thresholds of the fibre-matrix interface and the polymer matrix itself. 30 However, when FT cycles occur in the presence of moisture or water, the internal stress accumulation is greatly magnified. For instance, Aniskevich et al. (2012) 31 reported a ∼13% reduction in the flexural strength of a glass/polyester composite following FT exposure, in contrast to a 6% increase under dry thermal cycling conditions.
Water ingress into FRP composites initiates degradation through mechanisms such as plasticization and hydrolysis of the polymer network.4,32 In polyester-based FRPs, water molecules react with the ester bonds in the polymer backbone, causing chain scission, leaching of degradation products, and irreversible damage, ultimately reducing mechanical integrity. 33 Moreover, at sub-zero temperatures, absorbed water expands upon freezing, generating internal stresses that may lead to matrix microcracking, which further accelerates moisture ingress. 29
Additionally, the mismatch in the coefficient of thermal expansion (CTE) between the fibre reinforcement and polymer matrix introduces localised differential stresses during FT cycling. These stresses promote fibre-matrix debonding and transverse cracking.34–36 Overall, the combination of moisture exposure and FT cycling results in synergistic damage mechanisms, plasticization, hydrolysis, leaching, microcracking, and interfacial debonding, leading to a cumulative and often irreversible reduction in the performance of FRP composites.
Moisture exposure, combined with the volumetric fluctuations associated with FT cycling, may exert a significant detrimental impact on both the fibre reinforcement and the fibre–matrix interface of composite materials.4,36 Moreover, synthetic fibre reinforcements, particularly glass fibres, are susceptible to chemical degradation upon contact with moisture that diffuses into the composite structure. When immersed in polar aqueous environments, surface cations on glass fibres interact with hydroxyl ions, initiating the dissolution of these cations into the surrounding medium. 37 This interaction facilitates the formation of a corrosion shell composed primarily of silicate compounds, which progressively dissolves, elevating the local alkalinity. The resulting alkaline microenvironment promotes fibre surface degradation through mechanisms such as pitting and leaching, thereby compromising the intrinsic mechanical properties of the fibres. 37 Simultaneously, the degradation of both the polymer matrix and the fibre surface undermine the fibre–matrix interfacial integrity. This degradation forms preferential pathways for moisture ingress and ion transport, further accelerating the composite’s deterioration under FT conditions. 4 In light of these complex and interrelated degradation mechanisms, addressing the FT durability of FRP composites in moisture-laden environments is essential for ensuring their long-term performance and structural reliability.
Summary of studies on freeze-thaw cycling for FRP composite materials.
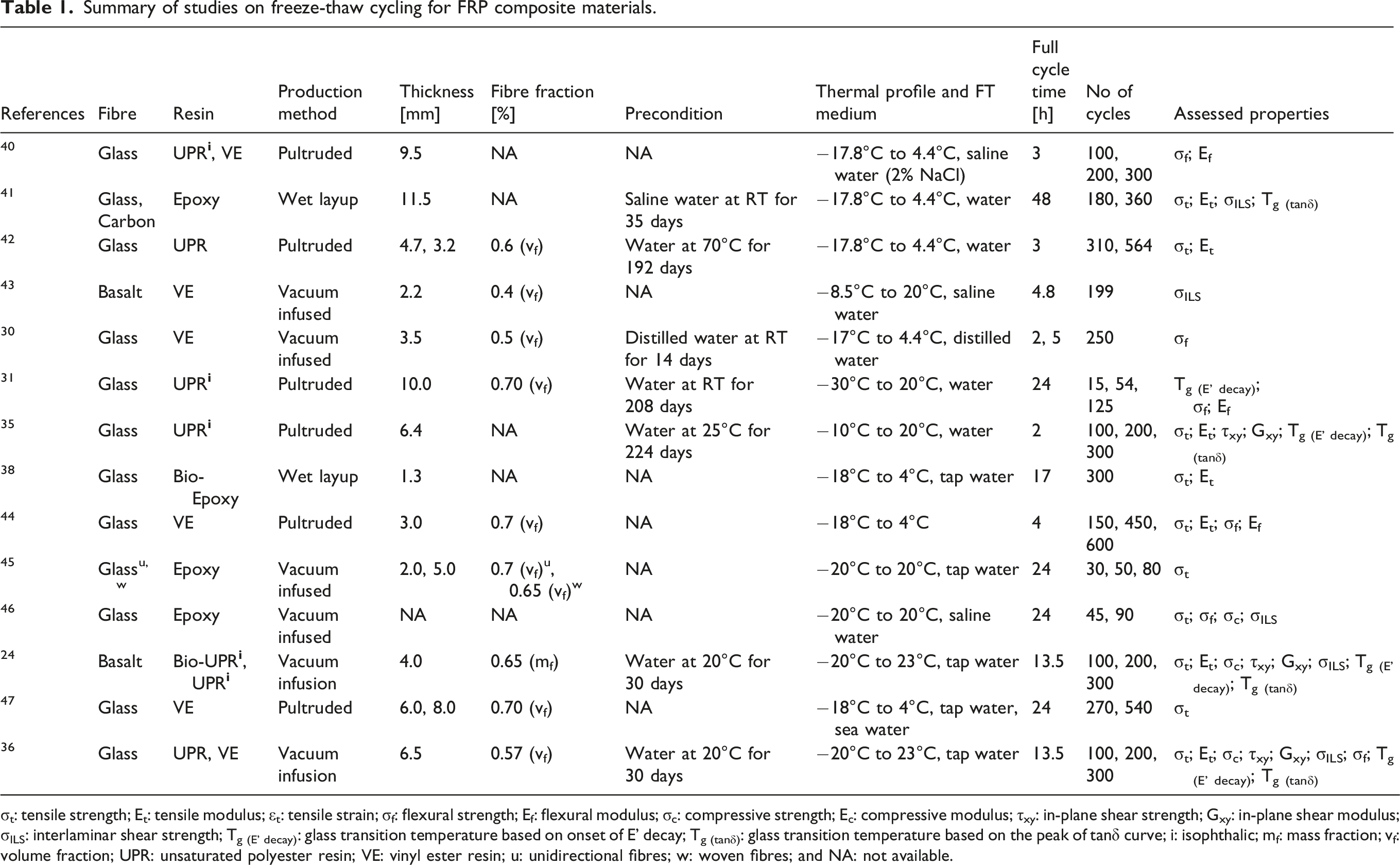
σt: tensile strength; Et: tensile modulus; εt: tensile strain; σf: flexural strength; Ef: flexural modulus; σc: compressive strength; Ec: compressive modulus; τxy: in-plane shear strength; Gxy: in-plane shear modulus; σILS: interlaminar shear strength; Tg (E’ decay): glass transition temperature based on onset of E’ decay; Tg (tanδ): glass transition temperature based on the peak of tanδ curve; i: isophthalic; mf: mass fraction; vf: volume fraction; UPR: unsaturated polyester resin; VE: vinyl ester resin; u: unidirectional fibres; w: woven fibres; and NA: not available.
Effects of freeze-thaw cycling on the mechanical properties of FRP composites.
Despite the availability of several FT-related studies on conventional FRP composites, as listed in Table 1, a critical gap remains in the literature regarding preconditioning composites in water prior to FT exposure. This preconditioning step, explicitly outlined in ASTM D7792/D7792 M, 48 is essential for accurately simulating realistic FT degradation mechanisms. Immersing the composites in water prior to FT cycling enables moisture to occupy the microstructural voids and pores, thereby facilitating more representative freeze-induced damage, such as internal cracking, delamination, and fibre–matrix debonding. Overall, the number of studies that rigorously assess FT durability of FRP composites, particularly those incorporating bio-based polymer matrices, remains extremely limited and thus warrants further investigation.
Literature on FT durability consistently reports that matrix-dominated properties are more susceptible to degradation than fibre-dominated properties under environmental exposure.36,49 Furthermore, the temperature range of the FT cycling plays a critical role in governing the extent of damage mechanisms. FT cycles with a lower upper temperature limit induce greater degradation in composite properties50,51 compared to those with a higher upper bound.30,52 This discrepancy is likely due to post-curing effects at elevated temperatures, which counterbalance degradation of the properties of FRP composites.
Furthermore, the available FT studies listed in Table 1 reveal significant discrepancies. Most notably, the absence of standardised testing procedures results in considerable variation in the number of cycles and exposure durations across different studies. This issue is further complicated by the diversity of FRP material variables, including fibre and resin types, material thickness, manufacturing methods, and component geometry. These factors collectively hinder direct comparison of degradation behaviour in FRP materials under FT conditions. Moreover, the limited number of FT studies specifically addressing bio-resin-based GFRP composites intensifies this challenge. Consequently, there is a pressing need to follow the standardised testing protocols and more comprehensive investigations, particularly focusing on bio-resin GFRP composites, to enable meaningful comparisons and robust conclusions.
To address the aforementioned concerns, a study was conducted about the FT durability of a sustainable FRP composite utilizing a bio-based UPR matrix reinforced with glass fibres, manufactured via vacuum infusion. 1 ,53 ). The testing followed the ASTM D7792/D7792 M standard, 48 including a preconditioning step where the specimens were submerged in water for 30 days at a constant temperature of 20°C. The resulting damage from both preconditioning and FT cycling was evaluated through a comprehensive suite of mechanical and thermomechanical characterisations. These analyses aimed to assess the FT durability of the bio-UPR-based GFRP composite, with particular attention to the preservation of fibre reinforcement and overall structural stability. For comparative purposes, an identical study was performed on a GFRP composite made with an oil-based UPR, with the same glass fibre architecture. This enabled a direct comparison of the performance and durability between the bio-based and the conventional oil-based UPR composites.
Materials
Polymer resins
In this study, a partially bio-based UPR (UPR-Bio) was used to develop the GFRP composite material. The UP polymer chain was synthesised using renewably sourced chemical platforms, namely fumaric diacid, isosorbide, and 1,3-propanediol, alongside oil-based phthalic anhydride. Fumaric acid fully replaced conventional oil-based unsaturated diacids, such as maleic acid, while isosorbide and 1,3-propanediol completely substituted conventional diols. The molar ratio of diacids to diols was maintained at 48:52, resulting in a bio-derived content of approximately 84 wt.% in the UP polymer chain according to the bio-based mass content determination method outlined in ISO 16620-4. 54
To crosslink the UP polymer chain, styrene was used in combination with 2-hydroxyethyl methacrylate (HEMA), replacing styrene partially (50%). The final composition of the bio-based UPR consisted of 60 wt.% UP polymer chain, 20 wt.% styrene, and 20 wt.% HEMA, yielding an overall bio-based content of around 53 wt.%. The UPR-Bio was cured using a radical initiator system comprising methyl ethyl ketone peroxide (MEKP, 2 wt.% of neat resin) and cobalt octoate (1 wt.% of neat resin) as an accelerator. Further details on the resin synthesis and formulation can be found in 13,23.
For comparison, a conventional fossil/crude oil-based UPR (UPR-Oil), branded as Crystic U 904LVKTM and supplied by Scott Bader (Wollaston, UK), was also studied. Since UPR-Oil was pre-accelerated, curing was performed by mixing with only MEKP (1 wt.% of neat resin).
Mechanical and thermomechanical properties of bio-based and oil-based UPRs.
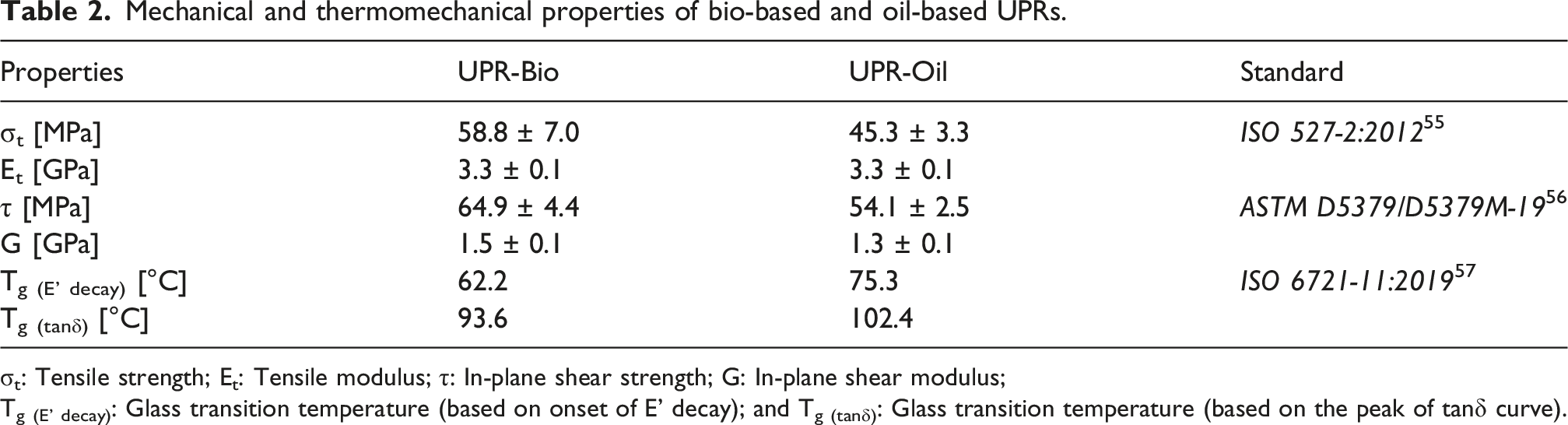
σt: Tensile strength; Et: Tensile modulus; τ: In-plane shear strength; G: In-plane shear modulus;
Tg (E’ decay): Glass transition temperature (based on onset of E’ decay); and Tg (tanδ): Glass transition temperature (based on the peak of tanδ curve).
Composite production
The GFRP composites were fabricated by stacking ten layers of glass fibre mats, comprising two types: unidirectional (U) and plain weave bidirectional (B), arranged in the sequence [U/B/U/B/U/U/B/U/B/U]. The unidirectional and bidirectional fibre mats were sourced from S&P Clever Portugal and Castro Composites (Spain), respectively, with areal weights of 440 g/m2 and 500 g/m2. The fibre mats were impregnated with either UPR-Bio or UPR-Oil resin via a vacuum infusion process to produce the bio-based (GFRP-Bio) and oil-based (GFRP-Oil) composites.
Prior to infusion, peroxide was added to the UPRs, followed by degassing for 15 min to remove entrapped air bubbles. The resin was then infused into the fibre stack. The composites were cured at room temperature for 48 h and subsequently post-cured at 100°C for 4 hours. The nominal thickness of the composites was 4.6 mm, with a glass fibre mass fraction of 65%. Finally, the composite plates were machined to dimensions of 350 mm × 170 mm using a Computer Numerical Control (CNC) milling machine.
Methodology
Freeze-thaw environment
In this study, the FT resistance of the bio-based GFRP composite materials was evaluated following the ASTM D7792/D7792 M 48 (ASTM, 2015) standard. The environmental exposure was conducted using a FT chamber (Aralab FITOCLIMA 500 EPC45). The composite plates, with the aforementioned dimensions, were first preconditioned by immersion in tap water at 20°C for 30 days to ensure water diffusion into the GFRP composites and to promote (later) the effect of repeated thermal cycling in the presence of moisture.
Following preconditioning, the wet GFRP plates were subjected to FT cycling in the chamber for 100, 200, and 300 cycles. Each cycle lasted 13 h and 25 min, with temperatures cycling between Freeze-thaw cycling protocol during one complete cycle.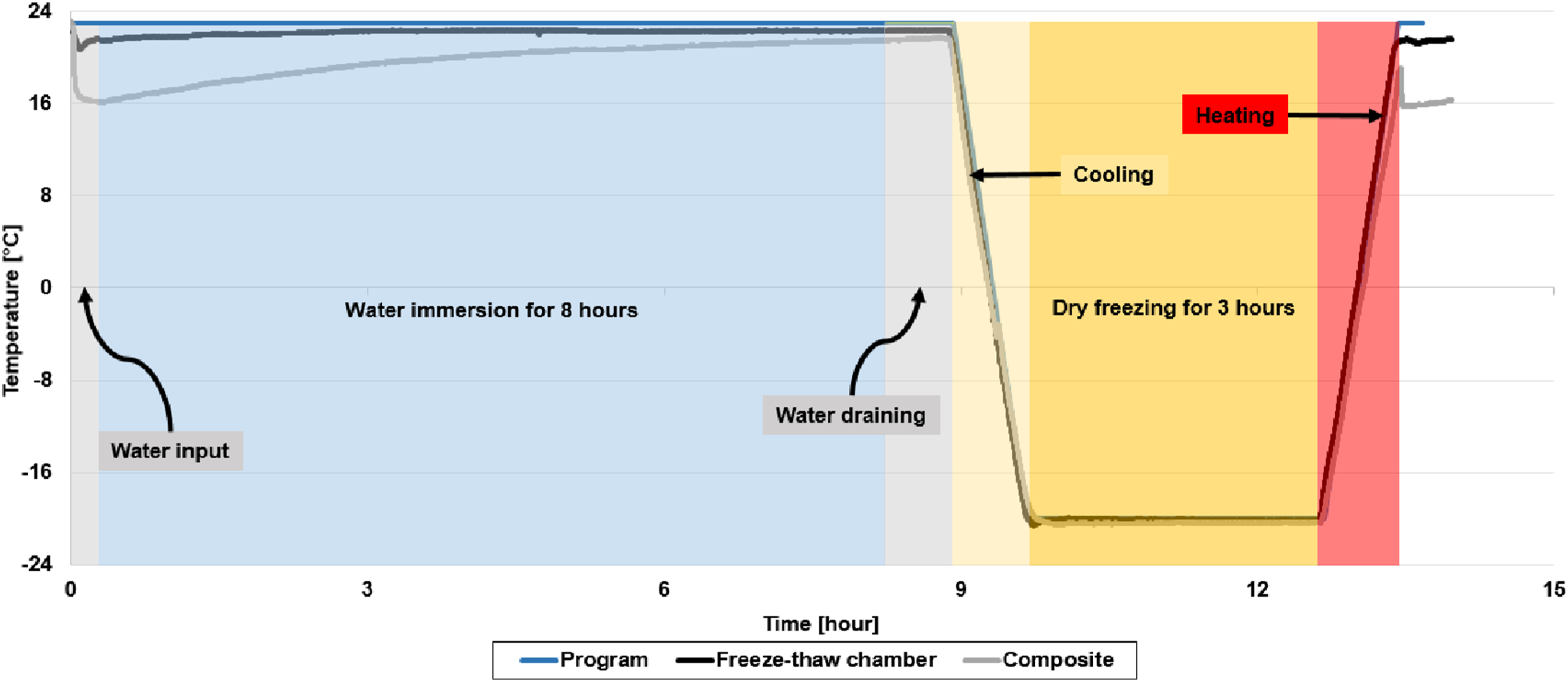
After preconditioning and each set FT cycles, the composite plates were removed from the chamber and kept submerged in water at 20°C. The plates were then cut using a CNC milling machine to dimensions specified by mechanical and thermomechanical testing standards defined ahead. Throughout this period, all test specimens were stored in water and tested within 2 days to maintain consistent moisture content.
Water uptake
In parallel with the FT cycling exposure, the water uptake behaviour of the GFRP composite materials was evaluated through immersion in water at 20°C for up to 180 days. This testing was based on guidelines from ISO 62, 58 ASTM D5229, 59 and ASTM D570 60 standards. Specimens measuring 100 mm × 100 mm were prepared, with three replicates tested for each composite type. Prior to immersion, specimens were cleaned on their edges and surfaces, then dried in a thermal chamber at 35°C and 30% relative humidity (RH) for 24 h, followed by conditioning at 25°C and 30% RH for 60 days until constant mass was achieved (defined as mass variation within 0.1%).
Water uptake was recorded at intervals of 1, 2, 4, 8, 14, 21, 30, 60, 90, 124, and 180 days. At each interval, specimens were removed from the chamber, the surface water was carefully wiped off using lint-free cloths within 1 minute to ensure consistency and then weighed to determine the moisture gain.
Mechanical and thermomechanical characterisations
The damage caused by both preconditioning and FT cycling was evaluated through a series of mechanical tests, including tensile, compressive, in-plane shear, and interlaminar shear, alongside thermomechanical characterisation using dynamic mechanical analysis (DMA). All mechanical tests were performed on a universal testing machine (Instron 5982, Norwood, MA, USA) with 100 kN load capacity, under displacement control. For each material and property, a minimum of five specimens were tested, cut from the 350 × 170 mm plates (excluding material close to their edges).
Tensile properties of the GFRP composites were determined according to ISO 527-4:2023, 61 using specimens sized 300 mm × 25 mm and tested at a crosshead speed of 2 mm/min. Compressive strength testing followed ISO 14126:2023, 62 with specimens measuring 150 mm × 25 mm, tested at 1.3 mm/min. In-plane shear strength, perpendicular to the composite longitudinal axis, was evaluated following ASTM D5379/D5379M-19 56 using V-notched specimens (76 mm × 20 mm), loaded at 2 mm/min. Interlaminar shear strength was measured according to ISO 14130:1997, 63 with specimens sized 46 mm × 23 mm and tested at 1 mm/min.
Maximum failure load was used to calculate strength for all tests except in-plane shear, where strength was determined using the 5% strain offset method. Tensile and in-plane shear strains were measured using a video extensometer system consisting of a SONY FLIR BFS-U3-51S5M-C camera equipped with a Fujinon HF25SA-1 lens, operated through MatchID software (v2022.2). The tensile modulus was calculated according to the respective standard.
Thermomechanical properties were assessed by dynamic mechanical analysis (DMA) in accordance with ISO 6721-11:2019,
57
using specimens of 60 mm × 10 mm. The DMA employed a two-point cantilever setup with an amplitude of 15 μm and frequency of 1 Hz, over a temperature range from
Results and discussion
Water absorption
Figure 3 illustrates the water diffusion behaviour of both bio-based and oil-based GFRP composites immersed in water at 20°C for up to 180 days. It is evident that the bio-based composite exhibited greater hydrophilicity compared to the oil-based counterpart, with water absorption after 30 days of immersion reaching approximately 2.1% in GFRP-Bio, whereas GFRP-Oil absorbed only around 0.4%. The elevated water uptake in the bio-based GFRP is primarily attributed to the bio-based UPR composition, which contains hydrophilic components, such as HEMA, isosorbide, and 1,3-propanediol, all of which have a strong affinity for water.
64
Furthermore, the potentially poorer fibre-matrix adhesion in the bio-based composite may contribute to increased water absorption, as micro-cracks caused by insufficient fibre encapsulation can serve as pathways for water ingress. Additionally, water facilitates hydrolysis of ester bonds within the polymer chain, promoting further moisture accumulation. Water uptake profile of bio-based and oil-based GFRP (error bars = 1 SD).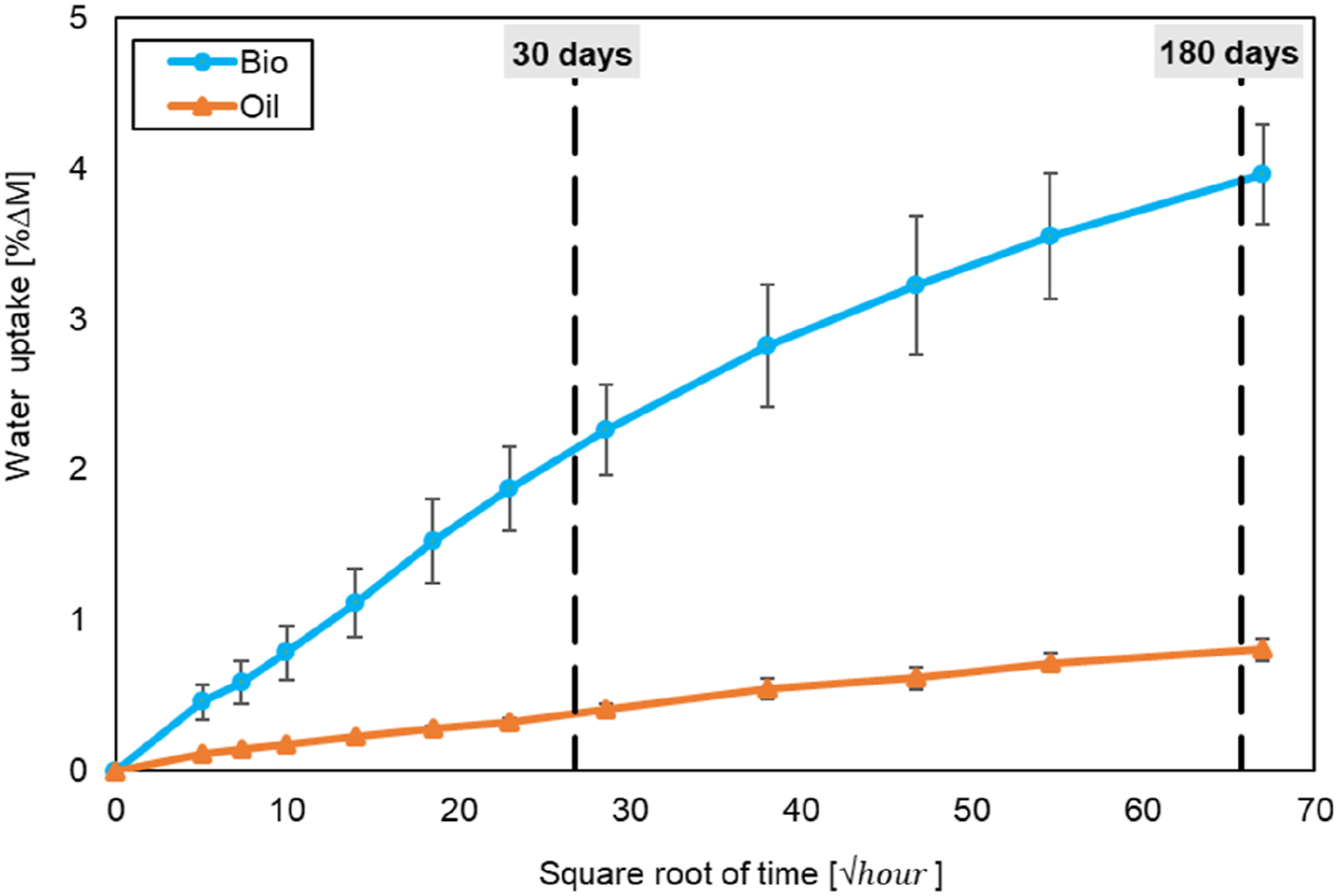
When compared to water uptake studies by Sousa et al. (2021) 65 and Hasan et al. (2024), 36 which examined conventional UPR-based GFRP composites with thicknesses of 5 mm (pultruded) and 6.5 mm (vacuum infused), respectively, the GFRP-Oil composite in this study exhibited 1.5 to 2 times higher water ingress. This difference is likely due to the thinner specimens and uncoated edges used in the current water uptake tests. Moreover, GFRP-Bio showed approximately 20% higher water absorption compared to the bio-based basalt-FRP (BFRP) composite studied by Shahid et al. (2023). 24 This increase is mainly attributed to differences in resin composition: the bio-based UPR in GFRP-Bio contains about 10% more UP polymer chain and 10% less styrene than the bio-based UPR used in the BFRP composite.
Dynamic mechanical analysis
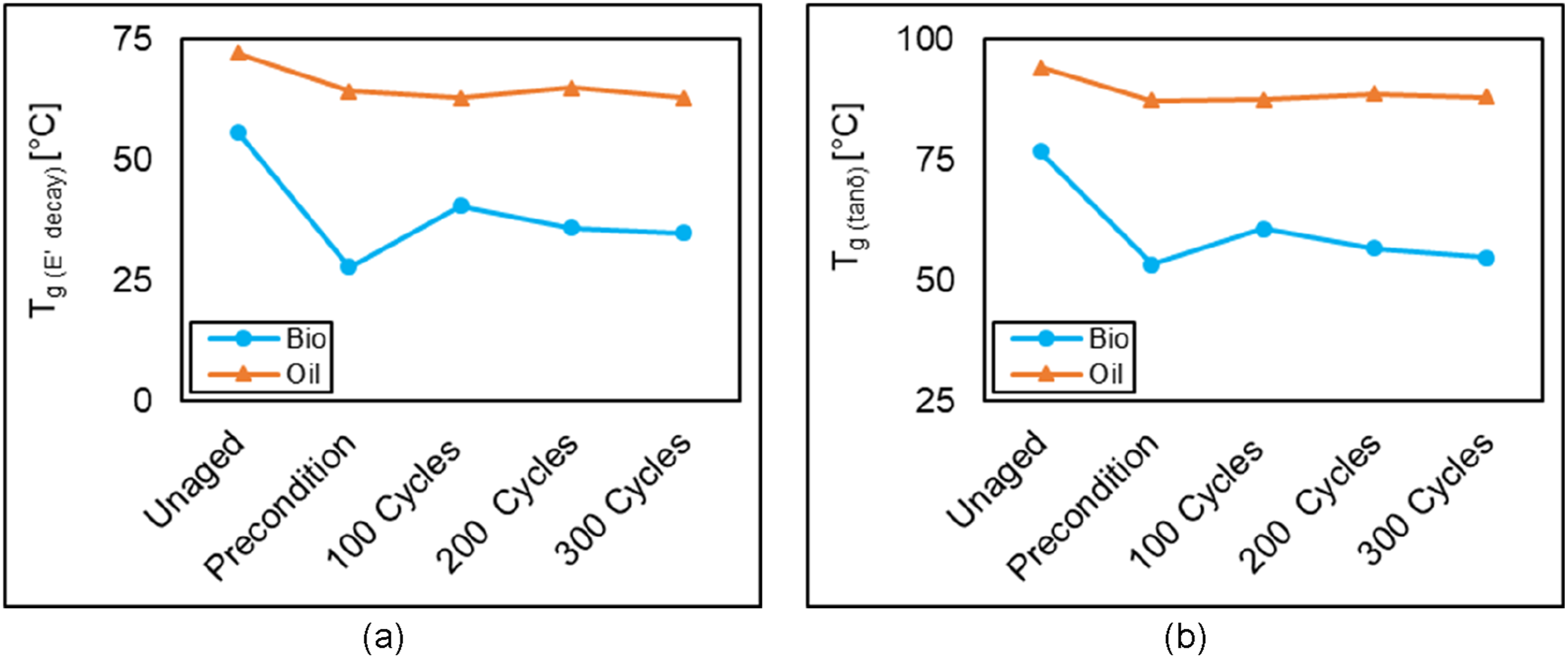
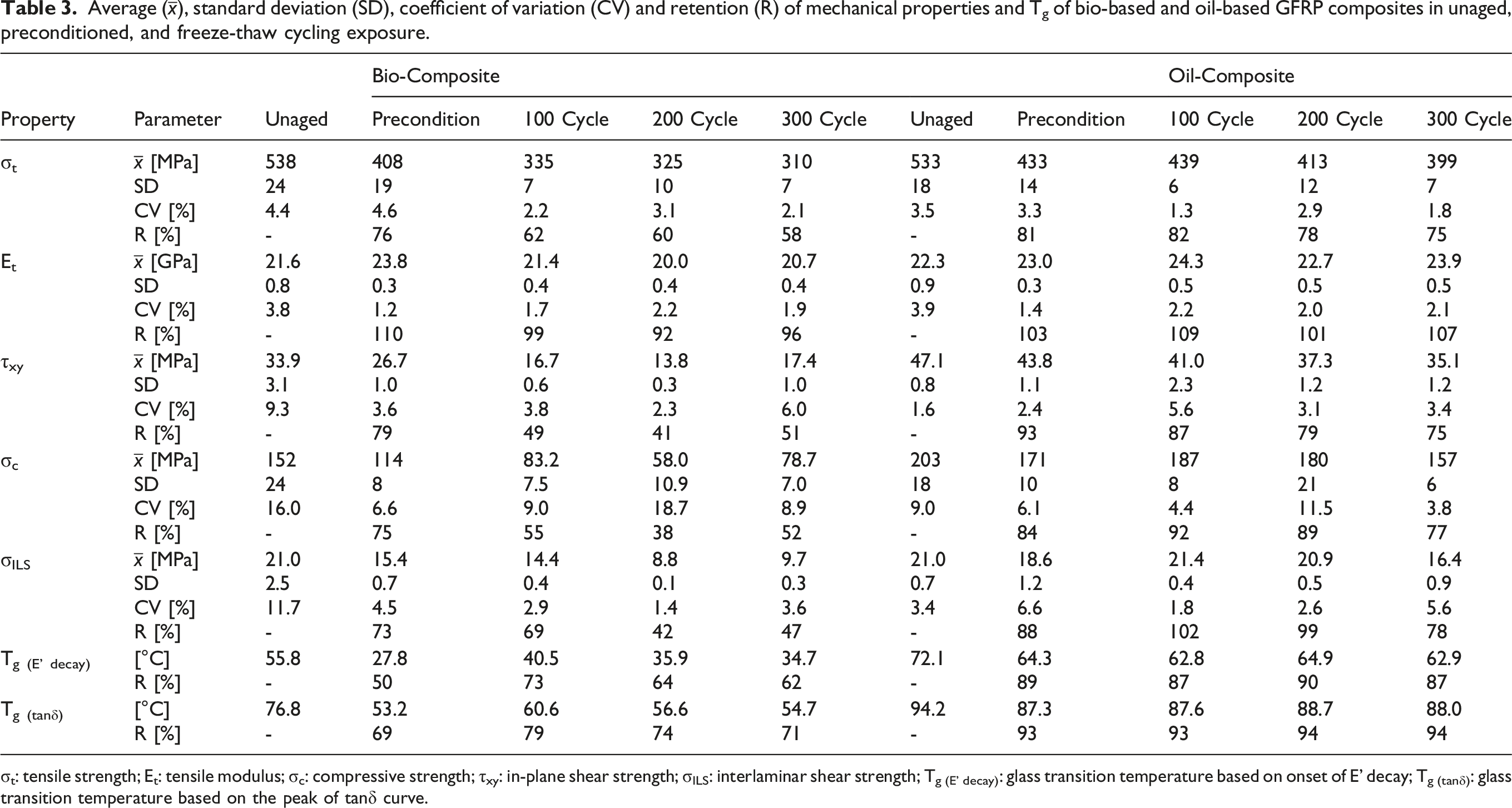
Figure 4 presents the DMA test results, showing the impact of preconditioning and FT exposure on bio-based (Figure 4(a)) and oil-based (Figure 4(b)) GFRP composites, compared to unaged specimens. The evaluated properties include storage modulus and damping behaviour. Additionally, the variations in glass transition temperature (Tg) based on two criteria, Tg (E’ decay) and Tg (tanδ), are plotted in Figures 5a and 5(b), respectively. The respective Tg estimates are detailed in Table 3. Effect of preconditioning and FT cycling on storage modulus (E’) and tanδ curves of (a) bio-based and (b) oil-based GFRP composites. Variation of Tg of bio-based and oil-based GFRP composites based on (a) Tg (E’ decay), and (b) Tg (tanδ). Average ( σt: tensile strength; Et: tensile modulus; σc: compressive strength; τxy: in-plane shear strength; σILS: interlaminar shear strength; Tg (E’ decay): glass transition temperature based on onset of E’ decay; Tg (tanδ): glass transition temperature based on the peak of tanδ curve.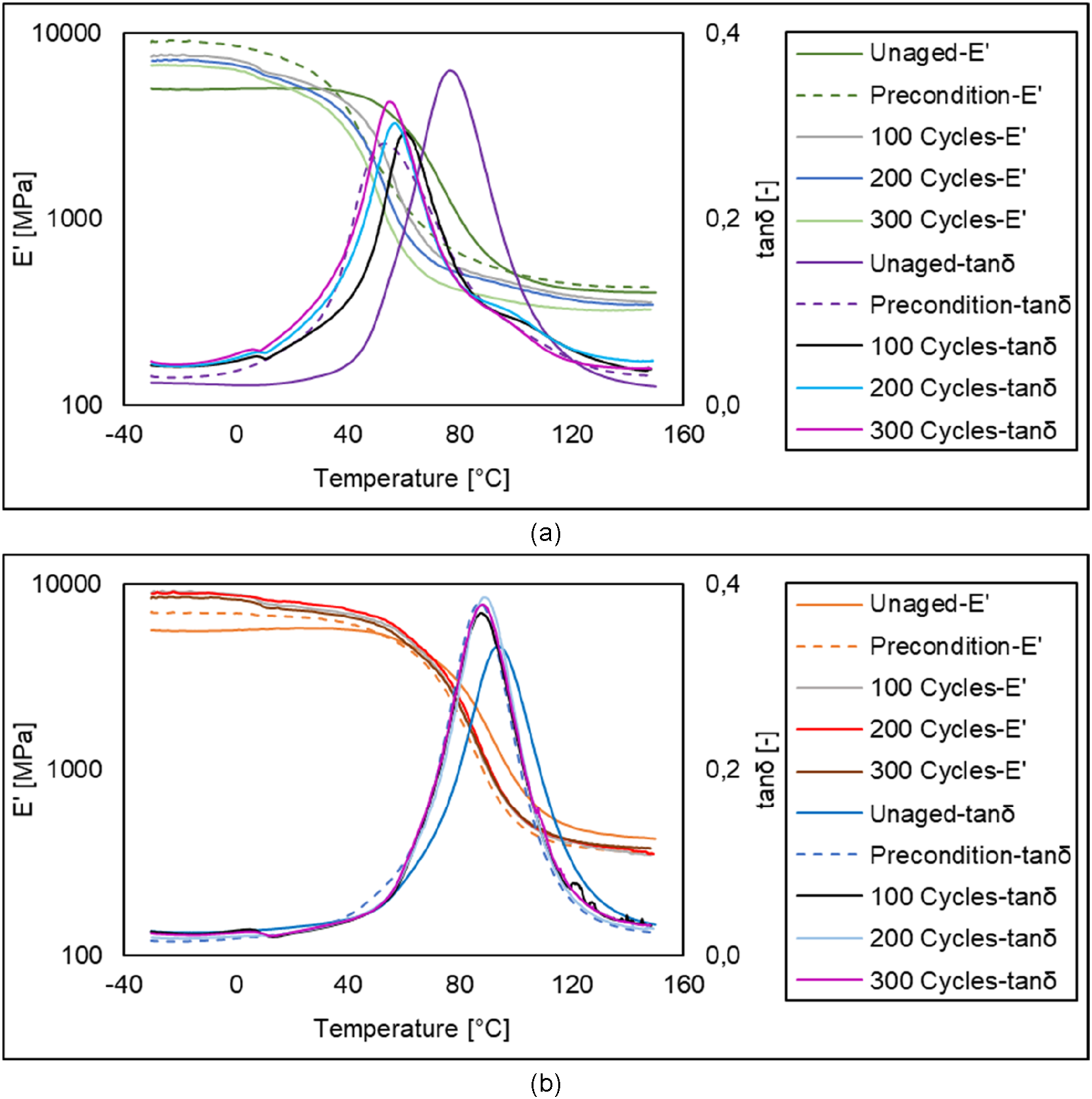
As seen in Figure 4(a), the storage modulus curves of both preconditioned and FT-aged GFRP-Bio composites shifted left relative to the unaged curve, indicating that the transition from the glassy to rubbery state occurred at lower temperatures. A similar but less pronounced shift was observed for the GFRP-Oil composites (Figure 4(b)). Comparable trends were found in the damping curves (Figure 5).
Preconditioning through 30 days of water immersion caused notable water-related degradation, including hydrolysis and plasticization, particularly in the bio-based composite. In this respect, it is worth referring that, in parallel to the experiments described in this paper, the materials used herein were subjected to hygrothermal ageing, involving mass uptake measurements and various mechanical tests, which clearly indicated the occurrence of plasticization and hydrolysis 53 (Shahid, 2026). These degradation mechanisms resulted in a substantial decrease in Tg (E’ decay), from 55.8°C (unaged) to 27.8°C (a 50% reduction), and Tg (tanδ), from 76.8°C to 53.2°C (a 31% reduction). In contrast, the oil-based composite exhibited much smaller reductions during preconditioning, with Tg (E’ decay) dropping from 72.1°C to 64.3°C (11%) and Tg (tanδ) from 94.2°C to 87.3°C (7%), as shown in Table 3.
Interestingly, the bio-based GFRP demonstrated partial property recovery during FT cycling. After 100 FT cycles, Tg (E’ decay) rose by 50% (from 27.8°C to 40.5°C) relative to the preconditioned state and stabilised with some fluctuations upon further cycling. Tg (tanδ) showed a similar recovery trend. In contrast, the Tg values for GFRP-Oil remained largely unchanged throughout FT cycling. At the conclusion of 300 FT cycles, Tg (E’ decay) and Tg (tanδ) for GFRP-Bio were 34.7°C and 54.7°C, respectively, while GFRP-Oil maintained higher values of 62.9°C and 88.0°C.
The observed recovery in the bio-based composite is likely due to factors such as embrittlement and crystallisation of the polymer matrix during freezing. Additionally, water diffusing into the matrix freezes and induces stress, compounded by localised pressures arising from the mismatch in the CTE between the polymer and glass fibres. The higher hydrophilicity of the bio-based composite, as confirmed by the water uptake results in Figure 3, may have accelerated damage progression in GFRP-Bio. These findings align with previous FT cycling studies on oil-based GFRP composites by Grammatikos et al. (2016) 35 and Hasan et al. (2024), 36 which also reported negligible effects on Tg after FT exposure.
Tensile properties
Figures 6(a) and 6(b) show the tensile stress-strain curves of representative specimens for the bio-based and oil-based GFRP composites, respectively, illustrating the effects of FT exposure. The retention (%) of tensile strength (σt) and tensile modulus (Et) after preconditioning and FT cycling are also presented accordingly in Figures 7(a) and 7(b), with the absolute values detailed in Table 3. Tensile stress-strain curves (representative specimens) of (a) GFRP-Bio, and (b) GFRP-Oil composites. Retention curve of (a) tensile strength (σt), and (b) tensile modulus (Et) of the GFRP-Bio and GFRP-Oil composites.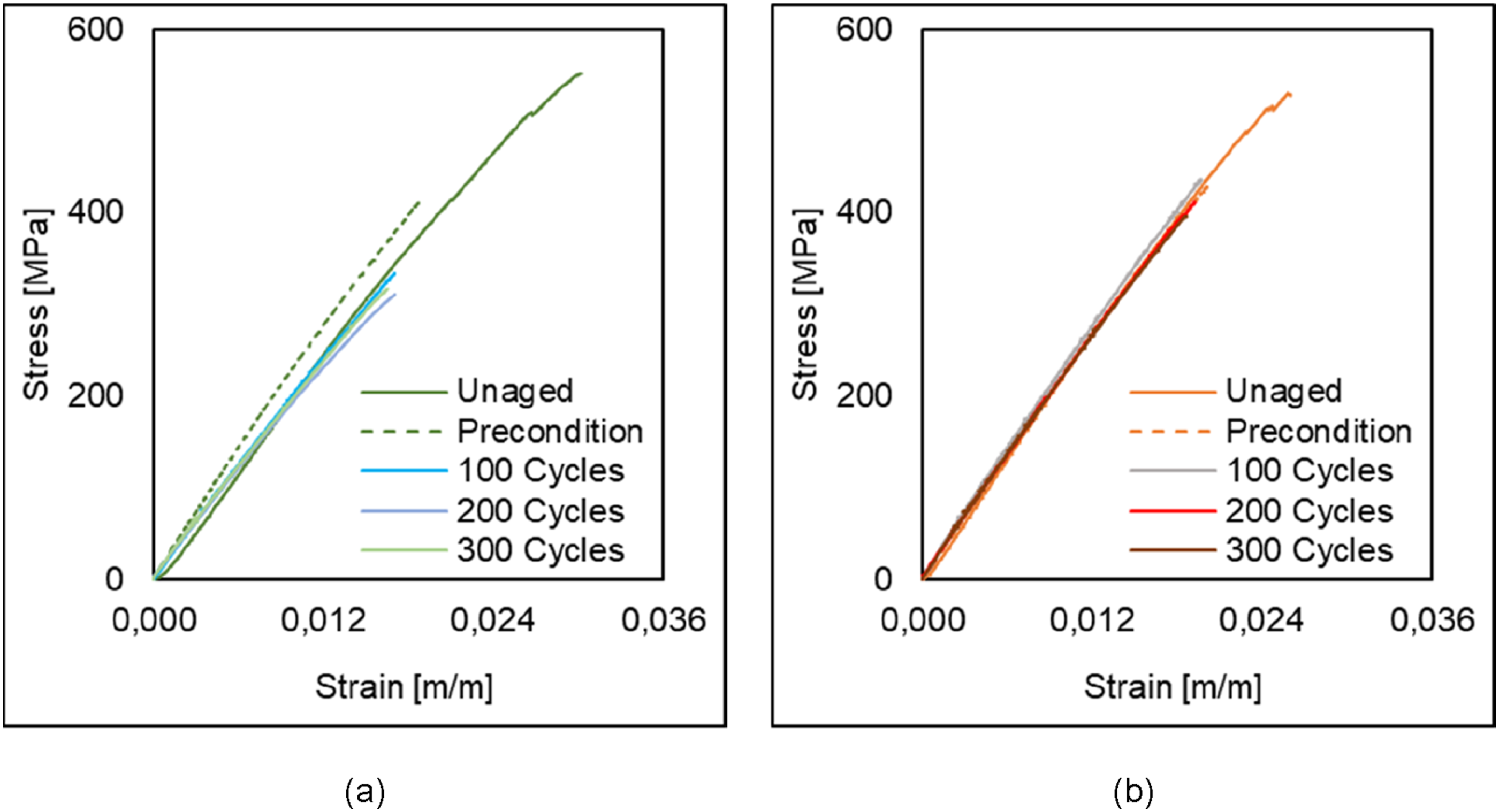
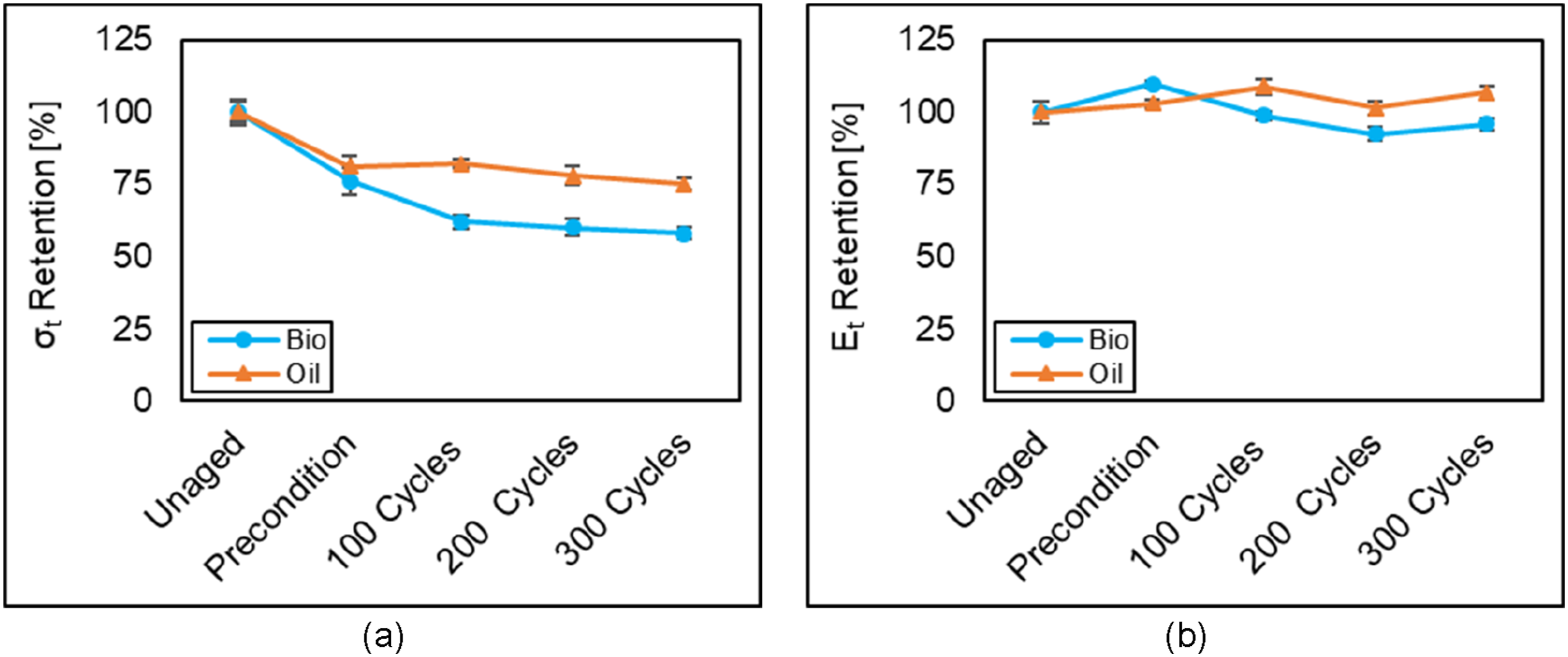
From Figure 6 and 7, it is evident that both bio-based and oil-based composites exhibit an overall decline in σt due to preconditioning and FT exposure. A pronounced reduction in σt occurs during the preconditioning phase for both composites. This reduction continues through 100 FT cycles for the bio-based GFRP, after which the σt stabilises. Conversely, GFRP-Oil shows minimal changes during FT cycling. Following preconditioning, σt retention was approximately 76% for the bio-based and 81% for the oil-based composites, decreasing further to 58% and 75%, respectively, after 300 FT cycles.
In contrast, the tensile modulus (Et) retention (Figure 7(b)) increased by 3%–10% for both composites after preconditioning compared to unaged specimens, with the bio-based composite showing a more pronounced increase. However, the Et in the bio-based GFRP gradually declined during FT cycling, yet retention remained above 90% by the end of 300 cycles. Better performance in Et compared to σt, mainly derived from the fact that is a more fibre-dominated property.
The degradation during the water-submerged preconditioning is primarily attributed to water-induced damage mechanisms, such as diffusion, plasticization, hydrolysis, and chain scission of the polyester matrix.4,65 These processes weaken fibre protection by promoting fibre-matrix debonding and matrix deterioration. Furthermore, poorly bonded fibre-matrix interphases act as pathways for water ingress, exacerbating damage progression, as supported by the moisture uptake depicted in Figure 3. During FT cycling, simultaneous recovery and degradation of material properties occur, as reflected in the Tg behaviour of the bio-based composite. However, recovery within the polymer matrix does not sufficiently improve fibre-matrix bonding, leading to continued σt degradation up to 100 FT cycles, followed by stabilisation.
Previous studies reported that tensile properties of bio-based composites are generally unaffected by FT exposure.24,38 In the earlier study, 24 SEM analysis did not reveal any changes in degradation mechanisms upon freeze-thaw cycling. In contrast, this study observed a comparatively higher degradation (10%–14%) in tensile strength for the GFRP-Bio composite used. This discrepancy mainly originates from the differences in the resin composition, as discussed earlier. Meanwhile, the oil-based composite results align with previous findings,35,36 showing moderate FT effects.
Compressive strength
Figure 8 illustrates the retention (%) in compressive strength (σc) of GFRP composites following preconditioning and FT environmental exposure, comparing bio-based and oil-based materials. The corresponding absolute values are provided in Table 3. Overall, the bio-based GFRP exhibited greater degradation than its oil-based counterpart. Compressive strength retention of (a) GFRP-Bio and (b) GFRP-Oil composites.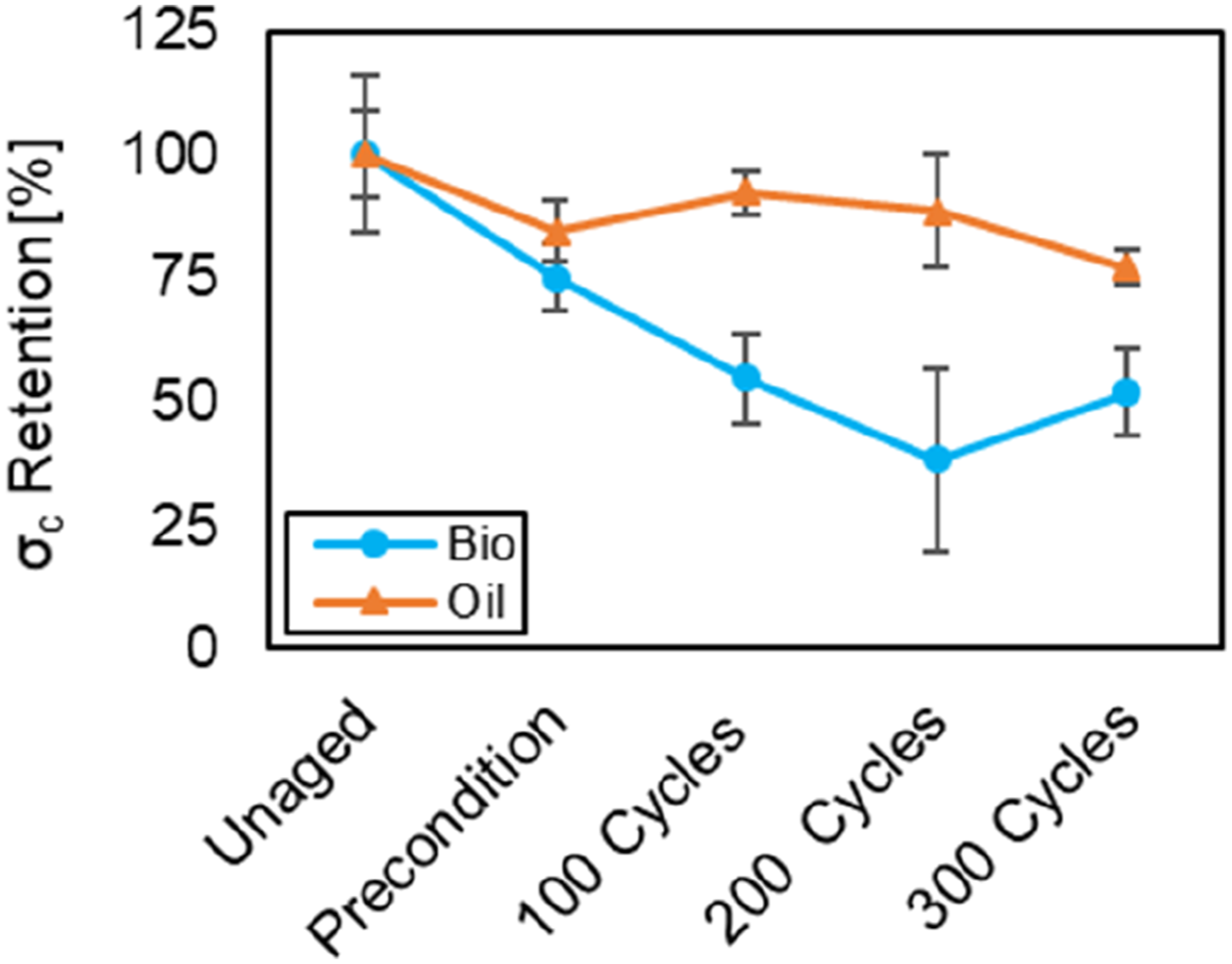
During the preconditioning phase, GFRP-Bio experienced a substantial 25% loss in σc. Subsequent FT cycling led to further degradation, resulting in a final retention of 52% after 300 FT cycles. In contrast, GFRP-Oil showed good resistance to environmental ageing, with only a 10% reduction observed after 300 FT cycles (90% retention).
These findings indicate that GFRP-Bio is significantly more susceptible to moisture-induced degradation mechanisms and fibre-matrix debonding, processes that critically impact compressive strength due to its matrix-dominated nature. Furthermore, the hydrophilic nature of components within the bio-based resin, such as isosorbide, 1,3-propanediol, and HEMA, which contain hydroxyl (-OH) groups, likely contributes to the additional moisture-induced damage.
FT cycling introduces additional stress through thermal expansion and contraction. The mismatch in the CTE between the polymer matrix and the glass fibres contributes to micro-damage at the fibre-matrix interface. However, post-curing effects induced during low-temperature freezing cycles appear to offer partial property recovery. For GFRP-Bio, this phenomenon became noticeable after 200 FT cycles, resulting in a ∼10% recovery by the end of 300 cycles. In the case of GFRP-Oil, post-curing effects were evident earlier, with a ∼9% strength gain after 100 cycles. However, prolonged exposure shifted the dominant mechanisms back to water- and FT-related degradation, leading to a net 10% loss after 300 cycles.
Compared to previous findings by Hasan et al. (2024), 36 where oil-based GFRP showed 84% σc retention after 300 FT cycles, GFRP-Oil in this study performed almost similar with 90% retention. Conversely, GFRP-Bio displayed inferior FT durability when compared to the bio-based BFRP composites studied by Shahid et al. (2023), 24 which is consistent with the degradation trends and resin-related vulnerabilities discussed in earlier sections.
In-plane shear strength
Figure 9 presents the in-plane shear stress–strain curves of representative specimens for GFRP-Bio and GFRP-Oil composites under unaged, preconditioned, and FT-aged conditions, with Figures 9(a) and 9(b) showing the respective behaviours. The corresponding retention (%) of in-plane shear strength (τxy) at 5% strain is provided in Figure 10, and absolute values are detailed in Table 3. In-plane shear stress-strain curves (representative specimens) of (a) GFRP-Bio, and (b) GFRP-Oil composites. Retention of in-plane shear strength (τxy) at 5% strain of bio-based and oil-based GFRP composites.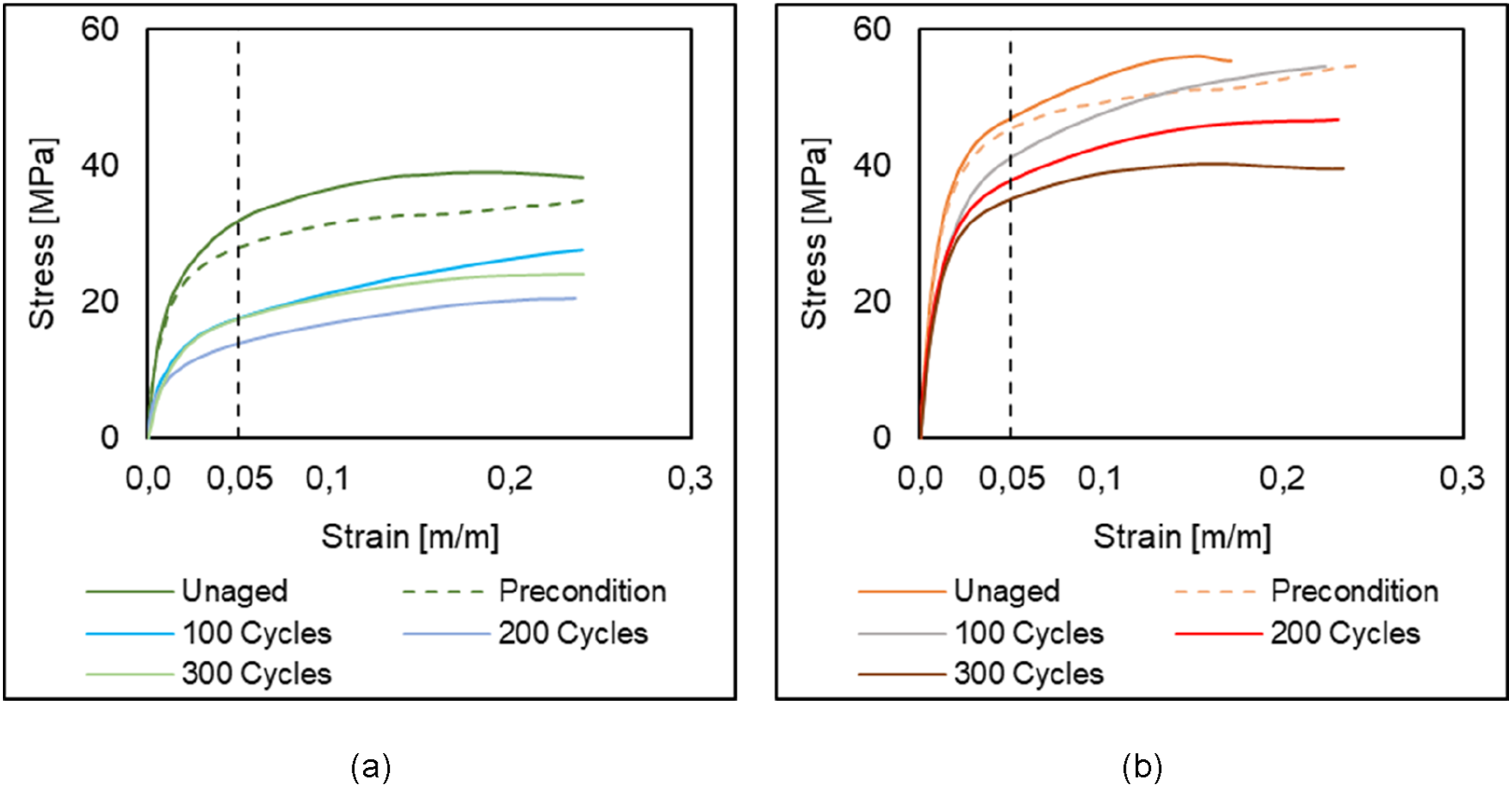
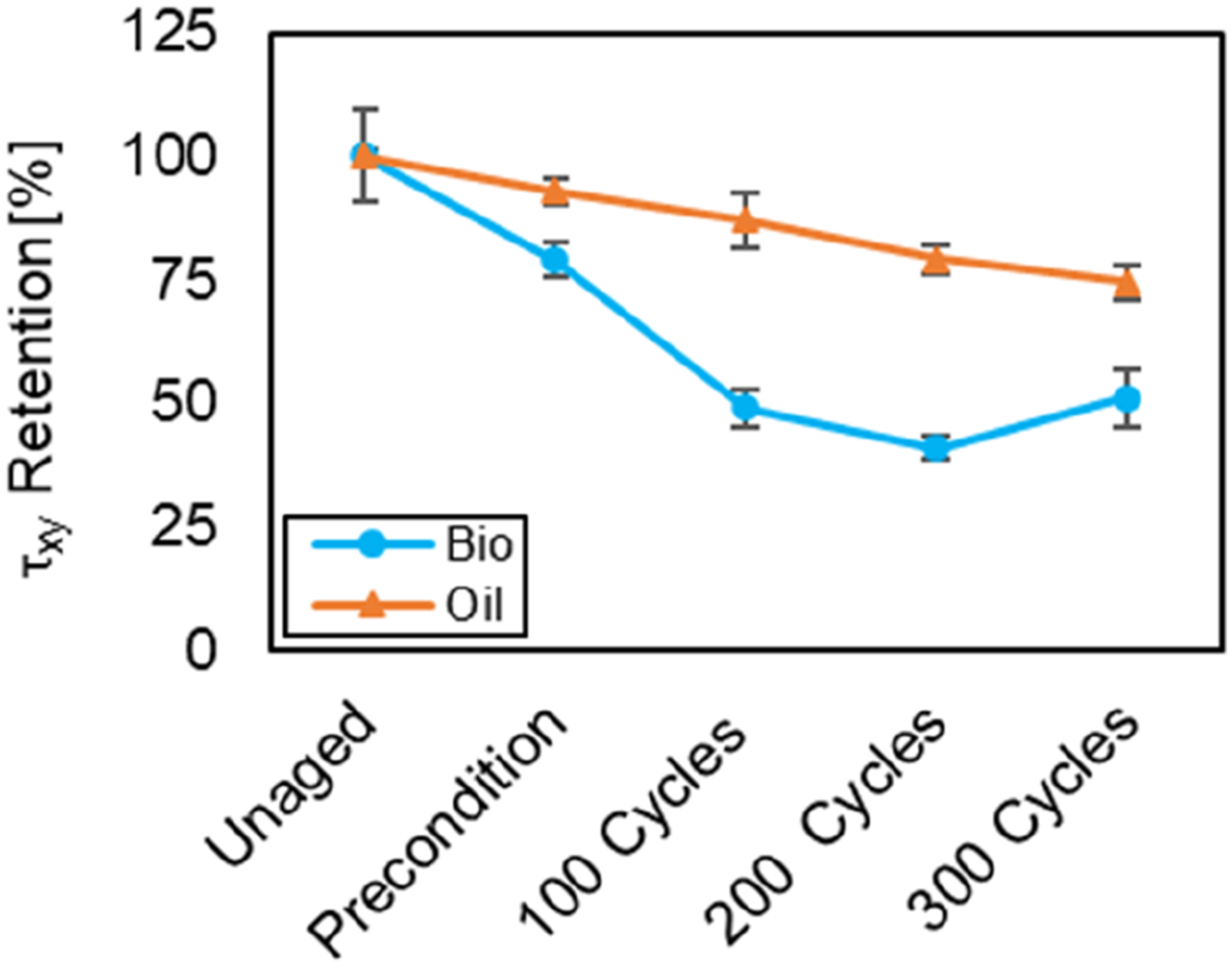
Although the unaged τxy of GFRP-Bio was comparable to that of GFRP-Oil, the bio-based composite experienced a substantial decline in performance due to environmental exposure. Preconditioning alone led to a 21% reduction in τxy of GFRP-Bio. This trend continued throughout FT cycling, culminating in a 49% degradation after 300 cycles. In contrast, the oil-based GFRP exhibited a more gradual decline, with only a 25% reduction at the end of 300 cycles.
Both composites also showed signs of matrix softening and plasticisation, consistent with moisture-induced degradation mechanisms. The deterioration in τxy can be attributed to several factors discussed previously, particularly water diffusion, plasticisation, hydrolytic scission of ester bonds, and the weakening of the fibre-matrix interphase. These mechanisms are especially detrimental in matrix-dominated properties, like τxy.
Thermal stresses from repeated FT cycles further exacerbated the damage, particularly in GFRP-Bio, due to the mismatch in thermal expansion between the matrix and fibre, and its inherently higher water uptake. The combined effect of mechanical softening, internal stress build-up, and moisture damage contributed to the severe reduction in shear performance.
Compared to the literature, the τxy of oil-based GFRP studied by Hasan et al. (2024) 36 remained largely unaffected by FT exposure, while Grammatikos et al. (2016) 35 reported a 70% retention after 300 FT cycles. In this study, GFRP-Oil showed slightly better retention (+5%) than the former study. On the other hand, GFRP-Bio performed significantly worse than the bio-based BFRP examined by Shahid et al. (2023), 24 reflecting the higher vulnerability of the GFRP-Bio resin system to environmental ageing.
Interlaminar shear strength
The effect of preconditioning and FT cycling on the retention of interlaminar shear strength (σILS) for the GFRP composites is illustrated in Figure 11, while the absolute values are detailed in Table 3. Retention of interlaminar shear strength of bio-based and oil-based GFRP composites.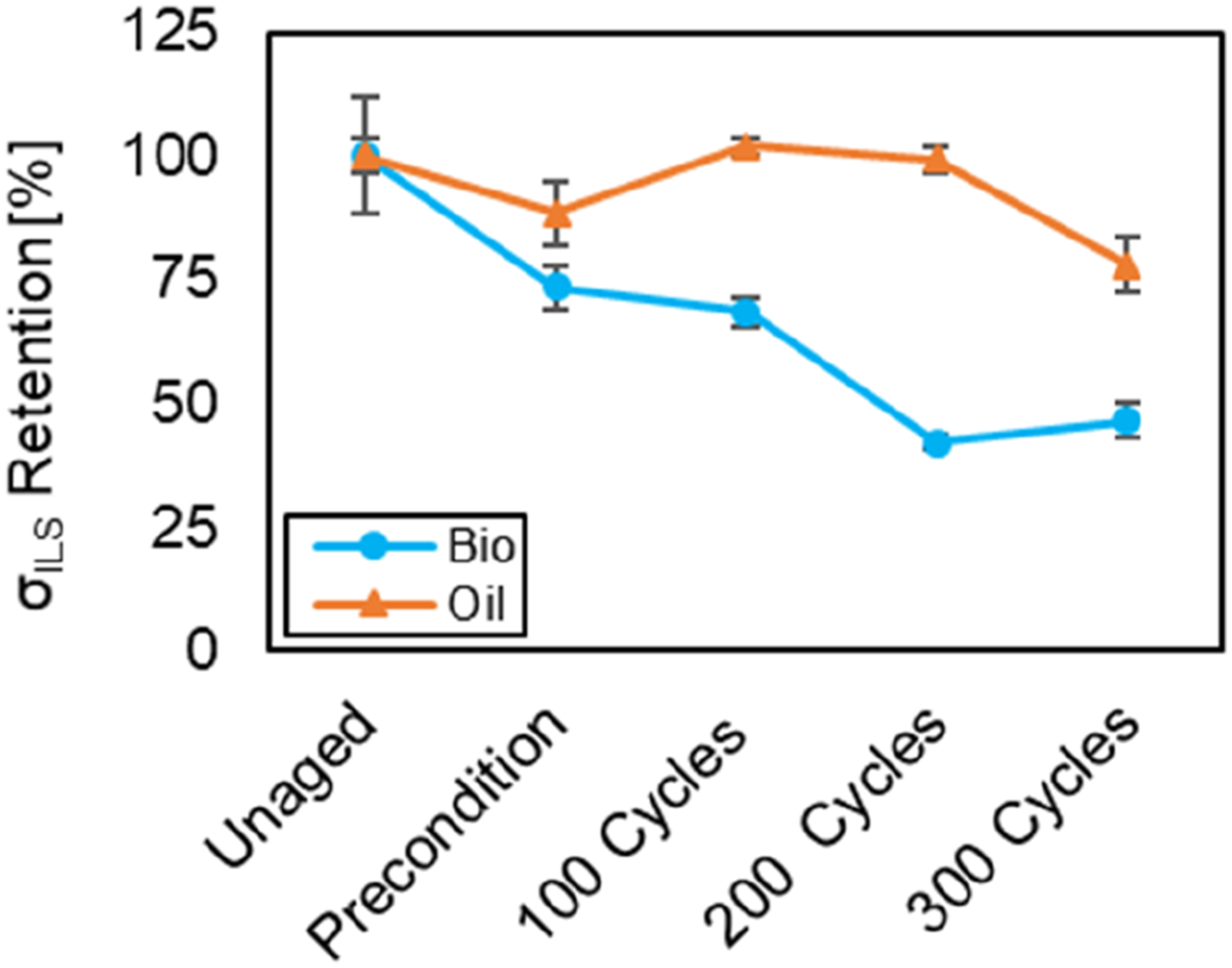
The unaged σILS of both bio- and oil-based composites were found to be comparable. However, consistent with the trends observed in other matrix-dominated properties, such as σc and τxy, GFRP-Bio showed greater susceptibility to degradation under FT environmental exposure. Following the 30-day water immersion preconditioning, the σILS retention dropped to 73% in GFRP-Bio and to 88% in GFRP-Oil.
In GFRP-Bio, σILS remained relatively stable up to 100 FT cycling, with retention of 69%, but a marked degradation occurred after 200 cycles, reducing the retention to 42%. This was followed by slight fluctuations and eventual stabilisation at 47% retention after 300 FT cycles. In contrast, GFRP-Oil exhibited a mild improvement in σILS after 100 FT cycles – reaching the value of the unaged material – likely due to post-curing effects. However, the strength began to decline in the later exposure stages, ending with a retention of 78% after 300 FT cycles.
The σILS degradation observed is primarily attributed to moisture-induced damage mechanisms, namely, plasticisation, hydrolysis, and chain scission of the polyester matrix, as discussed before. These mechanisms compromise the interfacial bonding and promote matrix softening. In the case of GFRP-Bio, the higher hydrophilicity and inherently weaker fibre-matrix interfacial adhesion led to more permanent damage during FT cycling, particularly beyond 100 cycles. While some matrix property recovery was evident (as seen in Tg results), it did not effectively restore interfacial strength, which is crucial for σILS. In contrast, GFRP-Oil benefited from early-stage post-curing during FT exposure, helping to maintain its interfacial integrity for longer, though degradation mechanisms eventually dominated in later stages due to matrix cracking and fibre-matrix debonding.
Compared to previous studies, Hasan et al. (2024) 36 reported negligible σILS degradation (−3%) in oil-based GFRP composites after 300 FT cycles. In this study, the GFRP-Oil showed moderately higher degradation (−22%), possibly due to differences in material configuration, thickness, or edge protection. On the other hand, the bio-based composite demonstrated inferior performance compared to the bio-based BFRP reported by Shahid et al. (2023), 24 which retained approximately 70% σILS (−30% degradation) after 300 FT cycles, while the GFRP-Bio, studied herein, retained only 47% under similar conditions.
Summary and comparison with other studies
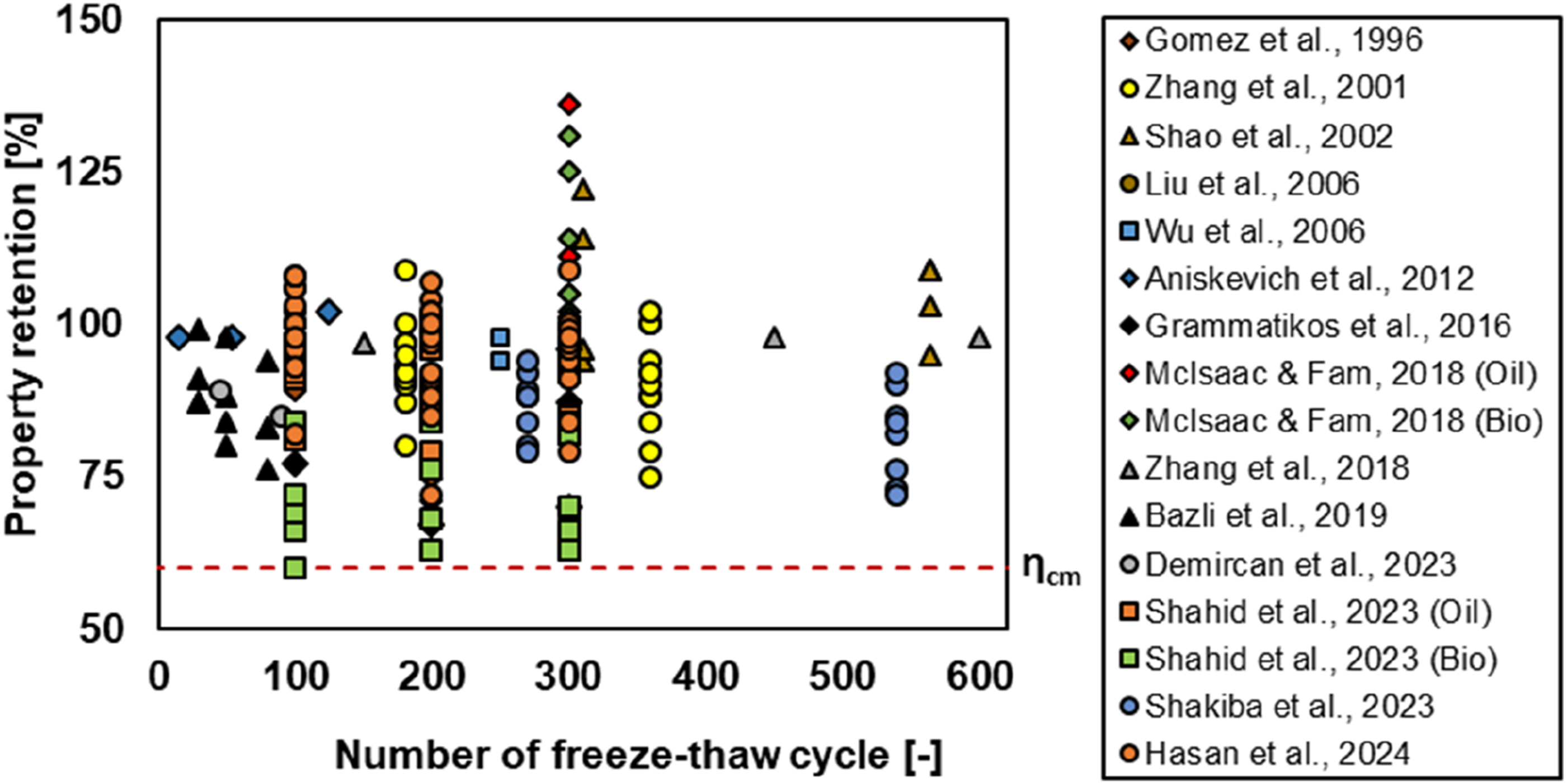
Figure 12 plots the retention of the mechanical properties of various fibre-polymer composite materials exposed to FT cycling environment, including the studies summarized in Table 1 and the present study: Figure 12(a) shows the σt, Et, and Ec, while Figure 12(b) shows the remaining mechanical properties, together with the 50-year moisture conversion factor for continuous water exposure (class III), ηcm (0.60), set in CEN/TS 19101:2022.
39
This differentiation was made based on the properties investigated in this study, where σt and Et suffered less (property retention generally varying between 80% and 120% based on literature) compared to the other mechanical properties, namely σc, τxy, and σILS (relative variations between 60% and 120% based on literature). Comparison of data from the current study and literature regarding retention (%) of properties: (a) tensile strength (σt) and modulus (Et), and compressive modulus (Ec), and (b) remaining mechanical properties.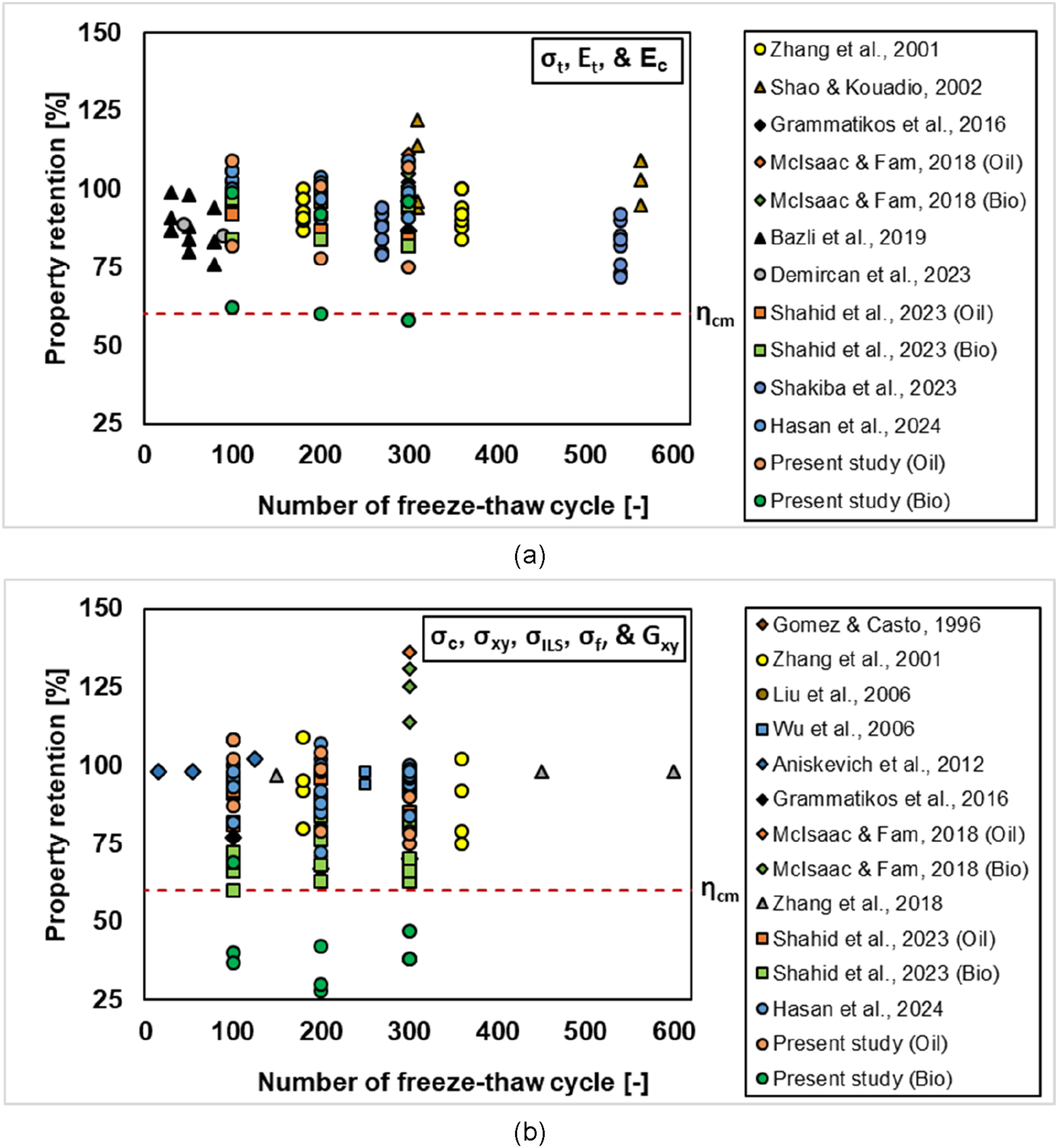
Although all these studies have reported the FT durability of fibre-polymer composite materials, it is difficult to compare them directly, as they involve significant differences, such as resin and fibre types, laminate thickness, duration of ageing, and assessment methods. In general, the σt, Et, and Ec were found to be less significantly affected by the environmental exposure, as illustrated in Figure 12(a). A similar trend was observed in this study, with property retention values generally remaining above the threshold of ηcm = 0.60 specified in CEN/TS 19101:2022. 39 Notably, the bio-based GFRP composites approached, but only marginally touched this minimum retention criterion. Regarding the other mechanical properties of the FRP composites shown in Figure 12(b), these show moderate degradation due to FT exposure. Nevertheless, all of the test data exhibited property retention above 60%, i.e., the conversion factor defined in 39, except for the bio-based GFRP composite studied herein, which presents much higher degradation compared to that threshold. This means that such design guidance, developed for fibre-polymer composites produced with (oil-based) thermoset resins, is not applicable to the bio-based composite investigated herein, especially for matrix-dominated properties.
Conclusion
This study investigated the wet freeze-thaw (FT) durability of glass fibre-reinforced polymer (GFRP) composites developed using a bio-based unsaturated polyester resin (UPR) and compared it with that of an oil-based GFRP composite with identical fibre architecture.
The initial performance of the unaged bio-based GFRP was generally comparable to that of the oil-based counterpart; notably, the bio-based GFRP exhibited a 16°C lower Tg. However, water uptake measurements at 20°C revealed that the bio-based GFRP has significantly greater hydrophilicity, absorbing nearly five times more water than the oil-based GFRP. This increased water uptake led to pronounced degradation in both mechanical and thermomechanical properties, particularly following preconditioning.
The most substantial reductions occurred during the water immersion preconditioning stage. Matrix-dominated properties were especially affected, with the in-plane shear strength of the bio-based GFRP decreasing by 20%, and that of the oil-based GFRP reducing by only 7%. In contrast, some enhancements were also observed, such as up to 10% increase in tensile modulus of both composites.
During FT cycling, the composites exhibited further degradation, accompanied by partial recovery in some properties. This recovery was primarily seen in matrix-dominated parameters, including compressive strength, Tg, and in-plane shear strength. In the case of the bio-based GFRP, the extent of recovery was insufficient to offset the accumulated damage, particularly after prolonged FT exposure.
The bio-based GFRP demonstrated greater vulnerability throughout FT ageing, primarily due to the chemical composition of the bio-UPR. The resin includes bio-based 1,3-propanediol and isosorbide, along with oil-derived hydroxyethyl methacrylate (HEMA), all of which contain hydrophilic hydroxyl (-OH) functional groups. These groups increased the resin’s affinity for moisture, thereby exacerbating water-induced degradation mechanisms, such as plasticisation, chain scission, hydrolysis, and fibre-matrix debonding. Overall, the FT cycling itself had comparatively less influence on property degradation. The oil-based GFRP demonstrated superior stability, with minimal losses even after prolonged FT exposure.
The bio-based UPR studied herein, despite its promising mechanical properties in the unaged state, exhibited poor durability in moisture-rich environments due to its hydrophilic nature. To enable its practical application in structural composites exposed to harsh environmental conditions, future work should focus on modifying the bio-UPR formulation to reduce water uptake and improve resistance to hydrothermal ageing and FT-induced damage.
Footnotes
Acknowledgement
The first author gratefully acknowledges the financial support from Fundação para a Ciência e a Tecnologia (FCT), through PhD scholarship 2022.14149.BD. Additionally, the financial support from FCT through research project PTDC/ECI-EGC/29597/2017 (EcoComposite) is also gratefully acknowledged. Moreover, the authors are also grateful for FCT’s funding through the research unit CERIS (project UIDB/04625/2025).
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Fundação para a Ciência e a Tecnologia (2022.14149.BD, PTDC/ECI-EGC/29597/2017, UIDB/04625/2025).
Declaration of conflicting interests
The authors declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: The authors declare the following financial interests/personal relationships which may be considered as potential competing interests: A.T. Shahid, M. Garrido, and J.R. Correia are co-authors of the Portuguese patent no.117321 granted to Instituto Superior Técnico.
Data Availability Statement
All data that support the findings of this study are available within the manuscript. Further information can be provided upon request.