
Abstract
Polylactic acid (PLA) was reinforced with glycidoxypropyltrimethoxysilane (GPTMS)-treated sword bean microfibers and teff straw-derived biosilica in sustainable hybrid composites that were created using twin-screw extrusion and fused deposition modelling. Hydrophilic reinforcements and PLA matrix interface compatibility was improved through surface treatment with GPTMS. A variety of mechanical, thermal, and water absorption tests were performed on the manufactured composites. When hybrid reinforcements were used, performance was noticeably improved. The optimal mixture of 30 vol. % microfiber and 3 vol. % biosilica (PSB2) demonstrated superior overall characteristics, yielding 126 MPa for tensile strength, 137 MPa for flexural strength, 4.55 J for impact energy, 82 Shore D for hardness, 0.45 W/mK for thermal conductivity, and 1.49 % less water absorption. The creation of an efficient hybrid reinforcement network, enhanced interfacial bonding, and uniform biosilica dispersion are the reasons behind these improvements. The constructed composites are well-suited for high-tech structural and functional uses, as the results show that they are strong, robust, thermally efficient, and moisture resistant.
Introduction
Environmental sustainability is becoming more of a hot topic because of the fast growth of polymer use in several industries, including packaging, transportation, healthcare, and infrastructure. The problem with conventional plastics is that they stay in the environment for a long time after they’ve been used. This leads to more solid waste, more carbon emissions, and less resources. 1 As a result, materials science has undergone a sea change, with a focus on greener options that strike a better balance between performance and environmental effect. Within this framework, biodegradable and bio-derived polymers have surfaced as promising options for material systems of the future. Polylactic acid (PLA) is one of them that has garnered a lot of interest since it is biodegradable, easy to process, and made from renewable feedstocks such crops that are high in starch and sugar. 2 In addition, these polymers are finding more and more uses thanks to the widespread adoption of modern production techniques. Aligning well with sustainability aims, additive manufacturing techniques allow for the manufacture of complicated geometries with less material loss and better design flexibility. Extrusion-based printing technologies are a great fit for PLA, which means it will likely be used for a lot of lightweight, bespoke structural components. Typically, Thiyagu et al. 3 reported that incorporating 5 wt.% cardanol oil into a PLA/PBAT blend significantly improved the elongation at break, indicating enhanced ductility. Additionally, the developed bio-based PLA/PBAT film exhibited good resistance to water vapor transmission, while showing relatively lower barrier performance against oxygen permeability. Likewise, Clarke et al. 4 demonstrated that variation in print layer height, within the range of 0.22 to 0.48 mm, enabled effective control over the metal fiber content in the printed composites. It was observed that lower layer heights resulted in a more uniform distribution of steel fibers within the PLA matrix.
Nonetheless, pure PLA has certain limits that limit its usage in high-performance or load-bearing situations. These drawbacks include brittle fracture behaviour, relatively low impact resistance, and modest thermal endurance. 5 A lot of research has gone into reinforcing systems that use inorganic particles and natural fibres to fix these problems. Fibres generated from plants are great reinforcements because they are lightweight, biodegradable, and have good mechanical properties. Thus, the high cellulose content of sword bean (Canavaliagladiata) fibres makes them a potentially useful option here; when combined with a polymer matrix, these fibres increase the material’s stiffness and load-transfer capacity. 6 The enhanced dispersion and interfacial contact provided by these fibres, when reduced to micro-scale dimensions, significantly improve the performance of composites. The use of agricultural byproducts as non-biodegradable fillers has also been on the rise. Biosilica, made from the plentiful by-product teff straw, serves as a hard particle reinforcement. 7 In addition to filling microvoids in the matrix and decreasing structural flaws, the inclusion of these silica-based phases enhances hardness, dimensional stability, and deformation resistance. Composite qualities can be fine-tuned more efficiently with the help of fibre and particle reinforcements working in tandem, as opposed to single-phase systems. For example, Compton et al. 8 investigated 3D-printed SiC microfiber–reinforced polymer-derived ceramics and evaluated their flexural behavior under three-point bending at both ambient and elevated temperatures. The results showed a significant increase in flexural strength from 97.8 ± 20.1 MPa at room temperature to 367 ± 88 MPa at 1200°C and 401 ± 54 MPa at 1400°C, demonstrating enhanced mechanical performance at high temperatures. Similarly, Manikandan et al. 9 reported that among the evaluated specimens, the DH2 composite containing 3 vol.% hemp microfibers exhibited the best mechanical performance, with a tensile strength of 135.5 MPa, flexural strength of 162.0 MPa, and impact strength of 4.85 J. Likewise, Ajish Kumar et al. 10 reported that the 3D-printed sample B3 containing 5 vol.% biosilica exhibited the highest mechanical performance, with a tensile strength of 144 MPa, flexural strength of 128 MPa, and impact strength of 2.04 J, whereas the neat ABS sample (B) showed the lowest strength due to the absence of reinforcement. Likely, Kapali et al. 11 reported that composite A3 exhibited the highest fatigue life, reaching 39.9 × 103 cycles at 75% of the ultimate tensile stress. In terms of tribological performance, composite A4 containing 4 wt.% biosilica showed the lowest specific wear rate (0.043 mm3/Nm) and coefficient of friction (0.3). However, this composition also recorded the highest water absorption (0.27%), indicating increased hydrophilic behavior.
One major obstacle, though, is the difference in surface properties between the hydrophilic reinforcements and the less polar PLA matrix. Because of this discrepancy, processing flaws, insufficient stress transfer, and interfacial adhesion are common outcomes. In order to get over this restriction, surface modification methods are crucial. 12 Particularly useful are silane coupling agents, which can create covalent bonds between organic polymer chains and inorganic or hydroxyl-rich surfaces. The coupling agent used in this work is glycidoxypropyltrimethoxysilane (GPTMS). GPTMS is composed of hydrolysable methoxy silane groups and an epoxy functional group. 13 Hydroxyl groups on the surfaces of the fibre and biosilica establish bonds with the methoxy groups, which are hydrolysed to form silanol groups. A stable interfacial network can be established when the epoxy group interacts with the polymer matrix at the same time. Because of its two-way reactivity, it improves adhesion, boosts load transfer efficiency, and decreases the chance of debonding between surfaces. In comparison to amine-based silanes, GPTMS has regulated reactivity, which means it doesn’t crosslink too much while still being processable enough for additive manufacturing. For instance, Balaji et al. 14 reported that the shear test results indicated a 29.05% improvement in shear strength for single lap joints containing 1 wt.% GPTMS-modified glass powder compared to the plain SLJ, which was attributed to the formation of a shear band over the bonded interface. Similarly, Abd El-Hady et al. 15 reported that treatment of cotton fabric with tannic acid resulted in a high ultraviolet protection factor (UPF) of 96.2, which was further enhanced to 152.1 upon the addition of multi-walled carbon nanotubes (MWCNTs).
This study thus aims to create a hybrid composite material by extrusion-based 3D printing sword bean microfibres treated with GPTMS and biosilica generated from teff straw into a PLA matrix. While addressing the limits of individual reinforcement techniques, the work tries to comprehensively analyse the mechanical and thermal behaviour that results. This effort aims to provide a sustainable material solution that can be used for lightweight structural applications, such as unmanned aerial components, protective casings, and functional consumer products. The solution will be achieved by merging fibrous and particle phases with optimised interfacial engineering.
Experimentation procedure
Raw materials
Materials and their sources.

Sword bean fiber extraction
First, the leaves were removed and the stems were thoroughly washed with water to eliminate adhering impurities. Subsequently, the stems were cut into uniform segments of manageable size. A 4 wt.% NaOH solution was then prepared and heated to 80°C after which the stem segments were completely immersed for 2 h to carry out alkali treatment. Upon completion, the samples were removed, rinsed repeatedly to eliminate residual alkali and subjected to manual decortication to extract fiber bundles. Finally, microfibers were isolated from the sworn bean stems as illustrated in Figure 1. Following alkali treatment, the extracted microfibers exhibited a noticeable reduction in diameter due to the removal of hemicellulose, lignin and other amorphous constituents. The extracted fibers exhibited an average length of approximately 600 µm while the diameter ranged between 10 and 15 µm, resulting in an aspect ratio of about 35–60. These dimensions fall well within the microfiber regime and are more favorable for effective stress transfer, as the increased aspect ratio enhances interfacial load sharing between the reinforcement and PLA matrix while still maintaining good dispersion during 3D printing.
16
Moreover, the improved surface roughness and reduced diameter promote stronger interfacial interaction and mechanical interlocking thereby, minimizing fiber pull-out and facilitating efficient stress distribution throughout the composite structure. Fiber extraction from sword bean stems.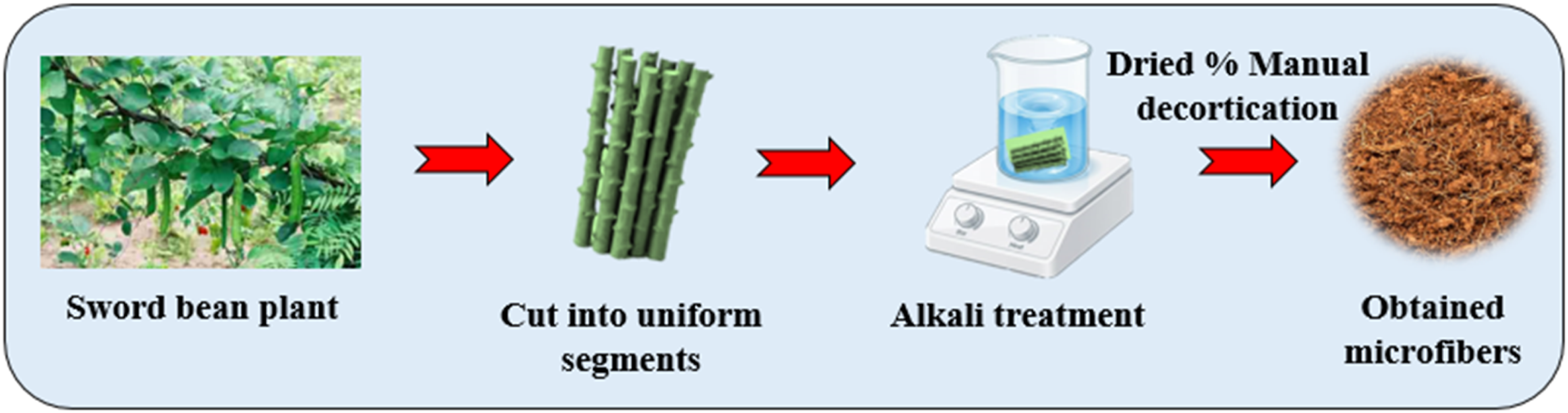
Extraction of biosilica from teff straw
The Teff straw was carefully rinsed with deionised water to eliminate any lingering contaminants, and then it was allowed to dry. The straw was sourced from agricultural residue. To produce silica-rich ash, the cleaned material was controlled-burned in a muffle furnace at 700°C for 4 h. After collecting the ash, it was treated with diluted hydrochloric acid for 60 min while being stirred continuously and heated gently to remove any remaining inorganic contaminants. After filtering the mixture, the solid portion was rinsed with distilled water multiple times until it reached neutrality. Figure 2 shows the sequential steps used to achieve the final product’s uniformity: drying at 80°C, grinding to create fine biosilicaparticles, and finally, sieving.
17
The development of small, uniformly distributed particles within the polymer matrix was indicated by the synthesised biosilica, which had an average particle size of about 3.2 µm. The material’s specific surface area was approximately 96 m2/g, which is indicative of its amorphous and porous properties. Improved stress transmission and filler dispersion are made possible by the comparatively high surface area, which also promotes interfacial interaction with the PLA matrix. Pictorial representation of extraction of biosilica from teff straw.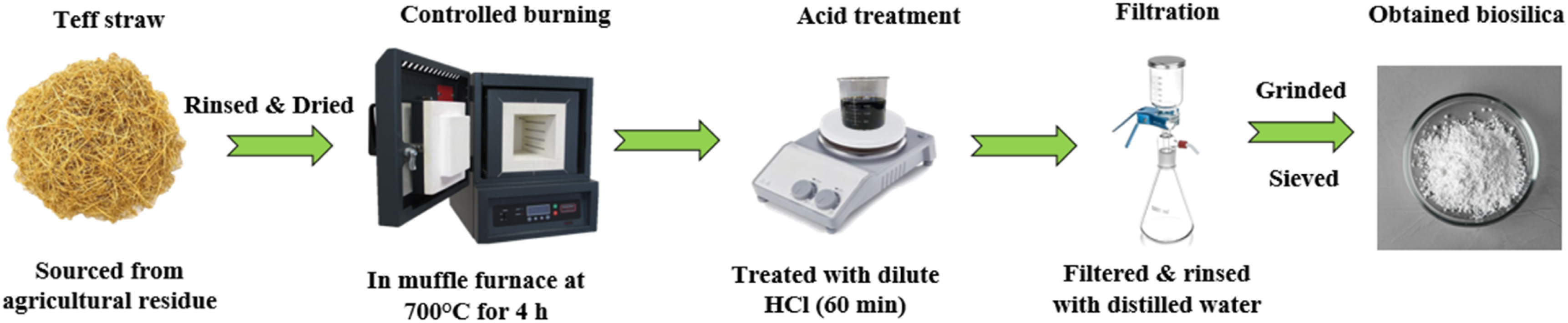
Figure 3 depicts the X-ray diffraction pattern, which confirms that the biosilica is mainly amorphous, with a wide diffuse hump centred around 25° (2θ) and no distinct crystalline peaks. The amorphous structure is a plus since it improves composite performance by making it more compatible with the polymer matrix. XRD of biosilica particles.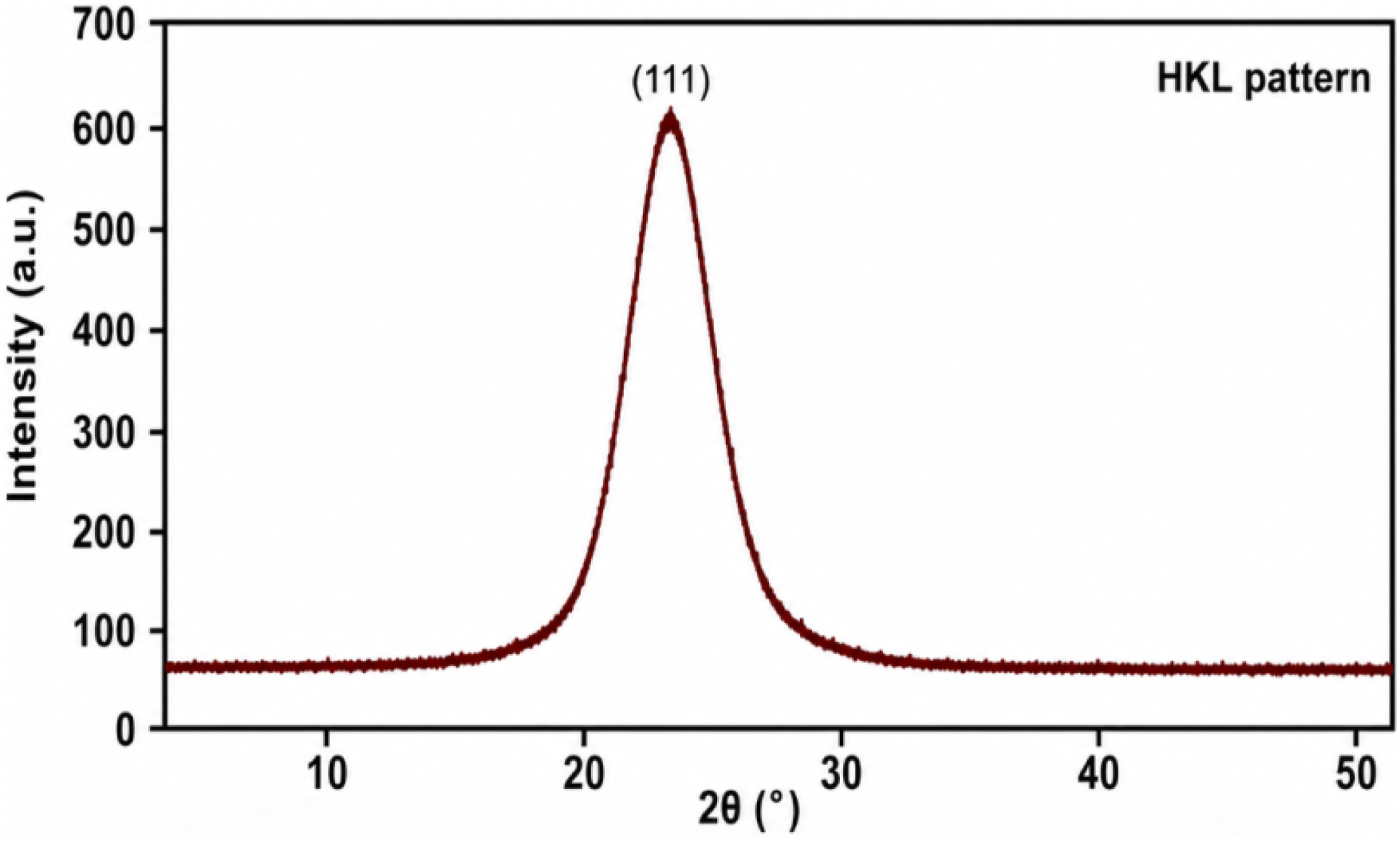
Surface modification
In order to improve the interfacial adhesion with the PLA matrix, the reinforcement’s surfaces were modified. In this study, glycidoxypropyltrimethoxysilane (GPTMS) is used as a coupling agent on sword bean microfibres and biosilica particles produced from teff straw. To begin, a solvent medium consisting of a 90:10 ratio of ethanol to water was used to generate a 2 weight percent GPTMS solution. Acetic acid was used to meticulously bring the solution pH down to approximately 4.5, which facilitates the hydrolysis of the methoxy groups and the formation of reactive silanol groups. To make sure the hydrolysis was even and the solution was stable, it was mechanically stirred for 10 min. After that, the biosilica particles and microfibres were added to the silane solution in different batches. The mixture was stirred continuously for 15 min, and then immersed for 2 h to achieve the desired surface contact and coating.
18
While the epoxy functional group of GPTMS is still accessible for interaction with the polymer matrix, the hydrolysed silane molecules create siloxane connections with the hydroxyl groups on the reinforcing surfaces. The treated reinforcements were filtered and rinsed with distilled water to eliminate any excess or unattached silane molecules once the treatment was finished. After that, the materials were dried in a hot air oven set at 110°C for 2 h in order to facilitate condensation processes and to stabilise the surface silane layer. Figure 4 shows a schematic representation of the silane treatment process. Schematic representation of silane treatment process.
The FTIR spectra (Figure 5) of GPTMS-treated microfiber and biosilica confirm successful surface modification through distinct peak variations. For the treated microfiber, the O–H stretching peak at 3350 cm-1 shows reduced intensity, indicating interaction with silane. The C–H stretching peak at 2920 cm-1 arises from the GPTMS propyl chain. Cellulose-related peaks appear at 1425 cm-1 and 1365 cm-1. A peak at 1255 cm-1 confirms the epoxy group of GPTMS. The band at 1035 cm-1 corresponds to C–O–C and Si–O–C linkages, while a weak peak at 800 cm-1 indicates siloxane formation. For the treated biosilica, the O–H peak at 3420 cm-1 decreases after treatment. The peak at 2922 cm-1 confirms the presence of the GPTMS organic chain. A distinct epoxy peak is observed at 1260 cm-1. The strong band at 1090 cm-1 corresponds to Si–O–Si stretching, and the reduced peak at 950 cm-1 indicates consumption of silanol groups. Additional peaks at 800 cm-1 and 465 cm-1 are characteristic of silica. Overall, the presence of epoxy groups, C–H bands, enhanced Si–O–Si network, and reduced hydroxyl intensity confirm effective GPTMS grafting on both reinforcements. FTIR plot of silane treated microfiber and biosilica.
Filament preparation
A twin-screw extrusion procedure was used to manufacture composite filaments from PLA, sword bean microfibres, and biosilica generated from teff straw. The reinforcements were heated to 100°C for 1 h to eliminate any remaining moisture and to guarantee stable processing conditions before compounding. To establish initial homogeneity, the necessary proportions of PLA, microfibre, and biosilica were precisely measured and mixed by hand. The twin-screw extruder was used to conduct melt compounding at a processing temperature of 185°C after the blended mixture was put into it. To guarantee effective mixing, equal reinforcement dispersion, and correct wetting within the polymer matrix, a screw speed of 60 rpm and a torque of about 32 Nm were maintained. Consistently shaped, continuous filaments were extruded from the homogenised melt using a 1.75 mm die. 19 For quick cooling and dimensional stabilisation, the filament was run through a water bath kept at 25°C right after extrusion. This controlled cooling process reduced the likelihood of internal flaws and guaranteed the creation of consistent, high-quality composite filaments that are well-suited for use in 3D printing.
3D printing process
Composite designations of the sample.

Characterization
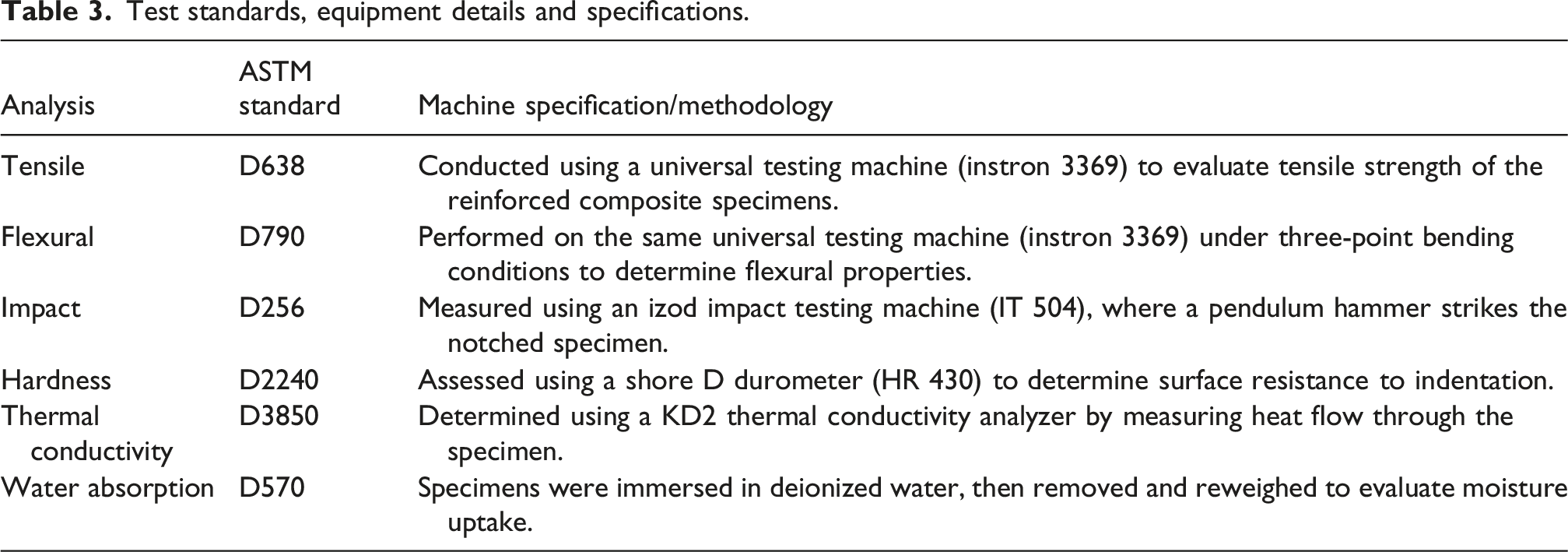
Test standards, equipment details and specifications.
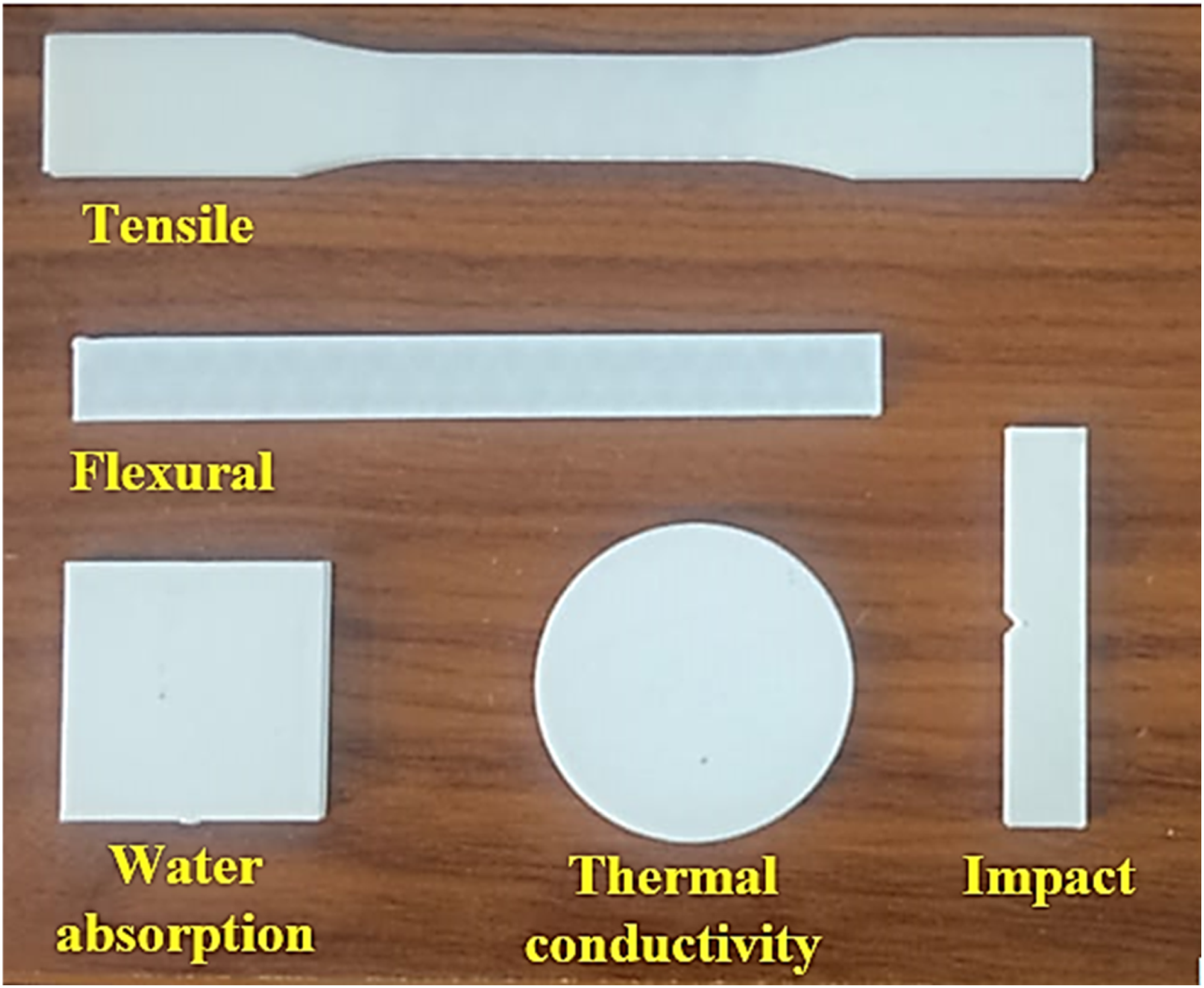
Photographic view of test specimens.
Results & discussion
Mechanical properties
The hybrid system consisting of GPTMS-treated sword bean microfiber, teff straw biosilica, and PLA shows a significant improvement in mechanical performance when compared to neat PLA. As treated reinforcements are gradually introduced, tensile behaviour steadily improves. A tensile strength of 56 MPa was demonstrated by neat PLA (P). Adding 30 vol.% GPTMS-treated microfiber (PSB0) improved the tensile strength by around 82%, bringing it up to 102 MPa. The primary reason for this improvement is the enhanced interfacial adhesion, which is made possible by the epoxy-functional GPTMS. 21 This enables the matrix and reinforcement to transfer stress more efficiently. Because the small silica particles improve interfacial stiffness and decrease microvoids, the tensile strength rose to 118 MPa with the addition of 1 vol.% GPTMS-treated biosilica (PSB1), which is an improvement of 111% over plain PLA. At 126 MPa (125% increase), the maximum tensile strength was reached for PSB2 (3 vol.% biosilica), where the microfiber and biosilica combine synergistically to allow for optimal load sharing. The tensile strength dropped to 122 MPa (118% greater than P) in PSB3 (5 vol.% biosilica), suggesting that particle agglomeration have caused a small decrease. Reduced internal flaws and increased overall strength were because of the high infill density’s continuous material routes. 22
Flexural performance followed a similar pattern. A flexural strength of 69 MPa was recorded by neat PLA (P). By adding GPTMS-treated microfiber (PSB0), the value rose to 113 MPa, which is an improvement of around 64%. Thanks to better fiber-matrix bonding and improved stress distribution, the flexural strength of PSB1 reached 124 MPa, an increase of almost 80%. When subjected to bending loads, PSB2 showed the greatest flexural strength at 137 MPa, an increase of almost 98%, thanks to the homogeneous distribution of biosilica, which successfully prevented the crack formation. 23 A localised clustering of particles that interrupts the continuity of stress caused a small decrease to 132 MPa (91% improvement) in PSB3. Strong interlayer adhesion was achieved by the dense printing arrangement, which improved bending resistance and decreased failure due to interfacial flaws.
A further indication of the hybrid system’s toughening effect is its impact behaviour. The impact energy of 0.41 J demonstrated brittle fracture characteristics in the neat PLA. Impact energy was 3.05 J when GPTMS-treated microfibre was added to PSB0, a significant improvement owing to processes such fibre pull-out and crack deflection. Since the scattered particles prevent crack progression, the value increased to 3.65 J with the addition of 1 vol.% biosilica (PSB1). By combining the effects of fibre bridging and particle reinforcing, PSB2 was able to dissipate impact energy efficiently, reaching a maximum of 4.55 J. As a result of filler agglomeration, PSB3 showed a small reduction to 4.10 J, which may indicate a little embrittlement. Crack propagation across the reinforced network was enhanced by the thick internal structure, leading to better energy absorption. 24
As the reinforcement amount increased, the hardness values also rose, suggesting that the material was more resistant to surface deformation. According to Shore D, neat PLA (P) had a hardness of 76. As a result of the microfiber’s stiffening effect, this rose to 78 in PSB0. Biosilica limited the mobility of polymer chains and increased structural compactness, leading to further increases in PSB1 (80) and PSB2 (82). Increases in inorganic content caused PSB3 to reach its maximum hardness rating of 83. Overall hardness was improved and indentation depth was minimised due to the compact surface structure that resulted from the high infill density.
25
Incorporating reinforcements treated with GPTMS improved the material’s strength, stiffness, toughness, and surface hardness in a balanced way. The best results were shown with modest biosilica loading, when the reinforcements worked together effectively. Figure 7 presents the mechanical behaviour of the samples. Mechanical behaviour of the samples.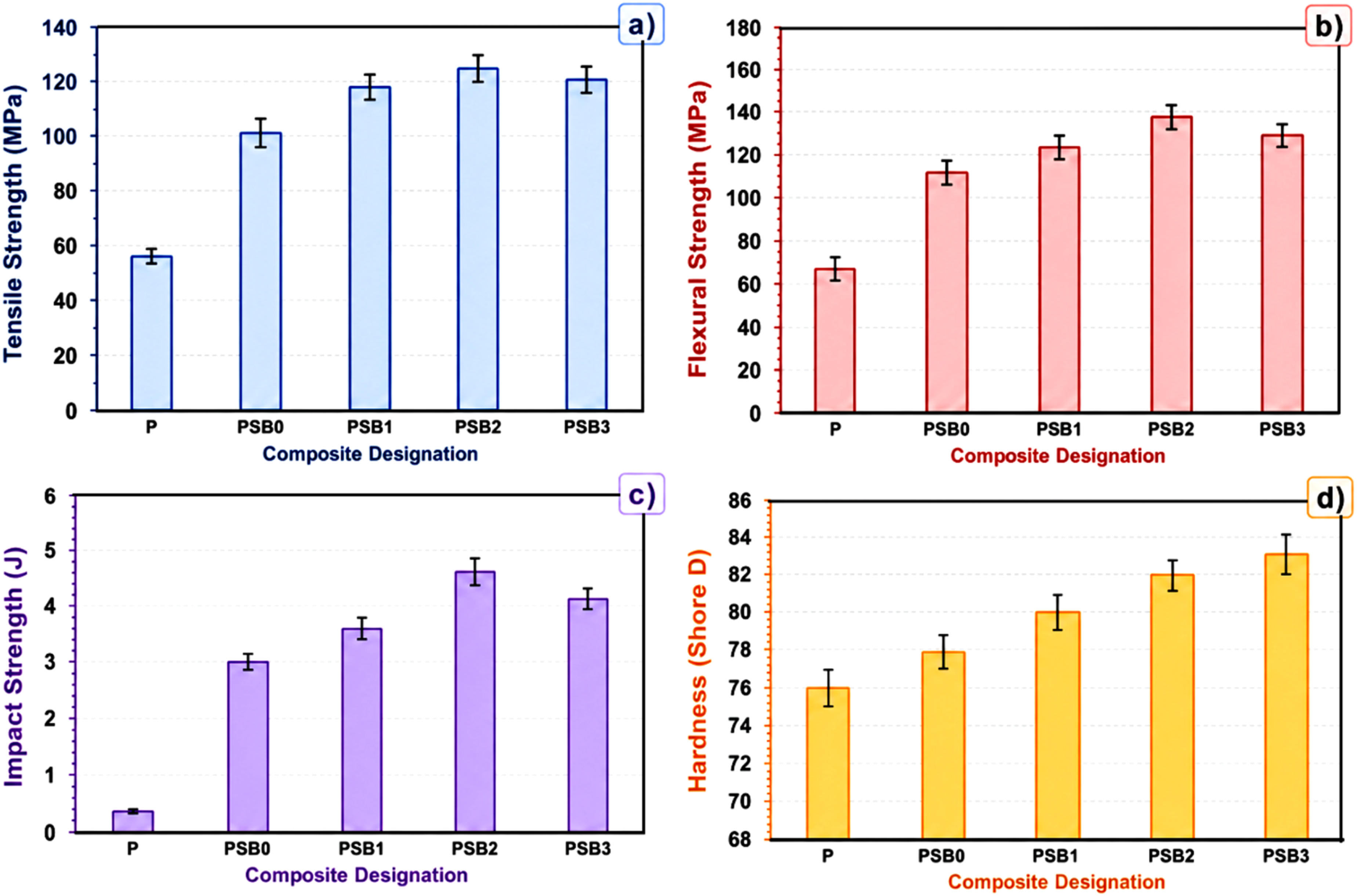
The SEM micrograph of neat PLA (P) (Figure 8(a)) reveals a relatively smooth and featureless fracture surface characterized by distinct void formations and sharp crack paths, indicating a typical brittle failure mechanism. The absence of any reinforcing phase results in limited resistance to crack initiation and propagation, with cracks advancing rapidly through the matrix due to the lack of energy-dissipating mechanisms. This morphology clearly reflects poor toughness and weak structural integrity under applied loading. In the case of PSB0 (Figure 8 (b)), the incorporation of sword bean microfibers introduces noticeable changes in the fracture morphology. The micrograph shows fibers embedded within the PLA matrix, along with evidence of fiber pull-out, debonding, and occasional fiber breakage. These features indicate that load transfer between the matrix and fibers has improved compared to neat PLA, as the fibers act as barriers to crack propagation. However, the presence of interfacial gaps and partial debonding suggests that the fiber–matrix adhesion is not yet fully optimized, allowing some cracks to propagate along the interface rather than through the fibers. The PSB2 composite (Figure 8 (c)) exhibits a significantly refined and well-integrated microstructure, where both microfibers and biosilica are uniformly dispersed throughout the matrix. The fracture surface appears rough, irregular, and highly textured, indicating enhanced plastic deformation and multiple crack deflection mechanisms. The strong interfacial bonding achieved through GPTMS treatment minimizes fiber pull-out and promotes fiber breakage, which is a clear indication of efficient stress transfer. Additionally, the biosilica particles are well distributed and effectively fill microvoids, reducing defect sites and creating a continuous load-bearing network. This synergistic interaction between microfiber reinforcement and biosilica leads to improved crack bridging, crack pinning, and energy dissipation, thereby explaining the superior mechanical performance observed for PSB2. In contrast, the PSB3 composite (Figure 8 (d)) shows a deterioration in microstructural uniformity due to the higher loading of biosilica. The SEM image reveals pronounced agglomeration of biosilica particles, forming clustered regions within the PLA matrix. These agglomerates disrupt the continuity of the matrix and create localized stress concentration zones, which can act as preferential sites for crack initiation. Furthermore, the clustered particles hinder effective stress transfer and may lead to premature failure under loading. Although the overall structure still benefits from the presence of reinforcement, the reduced dispersion quality and increased heterogeneity slightly compromise the mechanical performance compared to the optimal PSB2 composition. SEM micrographs of (a) P, (b) PSB0 and (c) PSB2.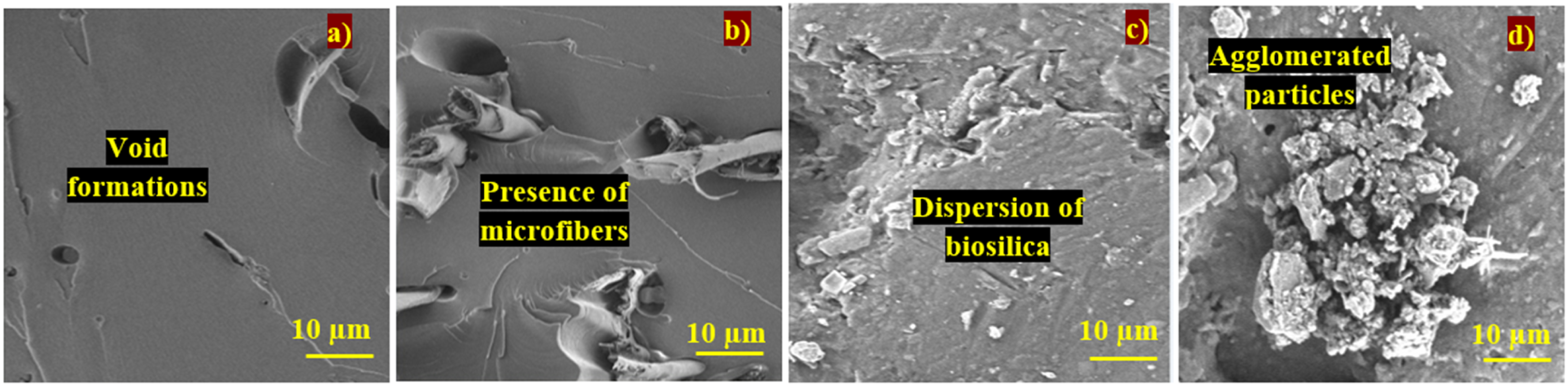
Thermal conductivity
A system consisting of GPTMS-treated sword bean microfiber, teff straw biosilica, and PLA shows an increase in thermal transport behaviour as the reinforcement content rises, suggesting better heat conduction than neat PLA. Because of their disordered molecular structure, polymer systems typically have poor phonon mobility; the tidy PLA specimen (P) had a thermal conductivity of 0.33 W/mK. Incorporating 30 vol.% GPTMS-treated microfiber (PSB0) improved the thermal conductivity by around 12%, increasing it to 0.37 W/mK. As a result of GPTMS’s increased interfacial adhesion and the creation of partial conductive routes across the fibrous phase, phonon scattering is reduced at the fiber-matrix interface, leading to this improvement. 26 The thermal conductivity was upgraded to 0.41 W/mK, which is 24% better than clean PLA, after adding 1 vol. % GPTMS-treated biosilica (PSB1). The biosilica particles connect neighbouring matrix sections through thermal conduction, and the silane-treated interface increases phonon transmission via a chemically bound transition layer. Furthermore, biosilica enhances phonon transport by reducing structural disorder and helping the PLA matrix to form localised ordering when cooled.
Compared to PLA, the thermal conductivity increased by over 36% at 3 vol.% biosilica loading (PSB2), reaching 0.45 W/mK. By filling up the interfacial spaces around the microfibers with biosilica particles, a well-dispersed hybrid network is created at this composition, where gaps are minimised and heat flow channels are established continuously. Here, the GPTMS layer is crucial because it improves phonon transit efficiency across interfaces by decreasing interfacial temperature resistance via covalent bonding and increasing acoustic compatibility between the organic matrix and inorganic fillers. With a value of 0.49 W/mK, that is an increase of 48% above clean PLA, PSB3 (5 vol.% biosilica) had the maximum thermal conductivity. Now the microfiber network and interconnected biosilica domains form a thermal conduction channel that runs through the whole composite.
27
As a result of less phonon dispersion, better filler connectivity, and less interfacial resistance, heat transmission is improved. High infill printing also produces a dense structure without air gaps, so the materials are always in touch with each other. This makes it possible for the inherent advantages in phonon transfer across surfaces to be translated into macroscopic thermal conductivity. As a whole, the fact that thermal conductivity increased steadily from P to PSB3 shows that reinforcements treated with GPTMS greatly improve heat transfer. This is because they enhance interfacial bonding, reduce thermal resistance, and form a continuous hybrid conductive network, all of which allow for efficient phonon transport across the fiber-biosilica-PLA interfaces.
28
Figure 9 presents the thermal conductive behaviour of the samples. Thermal conductive nature of the samples.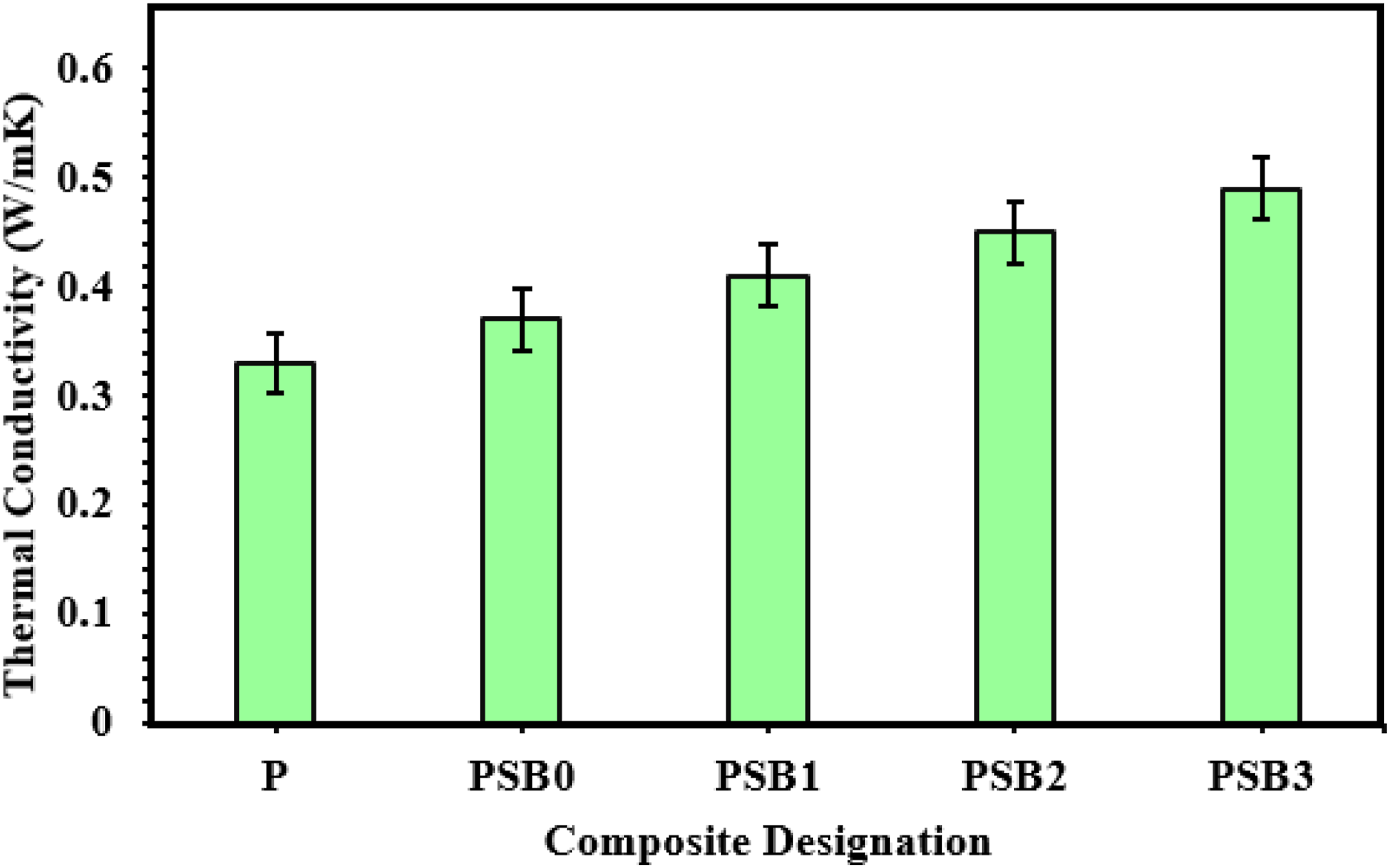
Water absorption
Composites made of GPTMS-treated sword bean microfiber, teff straw biosilica, and PLA showed improved resistance to moisture intrusion as compared to pure PLA, as their water absorption behaviour decreased with increasing reinforcing content. Due to its intrinsic free volume and the existence of micro-voids that aid the passage of water molecules, the pristine PLA specimen (P) exhibited a water absorption of 1.85%. The water uptake was reduced to 1.72%, or around 7%, with the addition of 30 vol.% GPTMS-treated microfiber (PSB0). The use of organosilane moieties to replace or protect hydroxyl groups on the fibre surface reduces hydrophilicity and improves fiber-matrix adhesion, which in turn inhibits capillary routes for water penetration. 29 This improvement is a result of the surface modification action of GPTMS. The water absorption dropped to 1.60% with the addition of 1 vol.% GPTMS-treated biosilica (PSB1), which is a decrease of 13.5% compared to plain PLA. A more compact microstructure is produced by the finely dispersed biosilica particles, which effectively occupy interfacial gaps and inhibit moisture diffusion. Water absorption reached 1.49% with 3 vol.% biosilica loading (PSB2), indicating a drop of about 19.5%. An effective barrier against water intrusion is formed by the uniform distribution and strong bonding of microfiber and biosilica to the matrix at this composition, resulting in a well-integrated hybrid structure. Furthermore, biosilica promotes small increases in PLA crystallinity by acting as a nucleating agent; crystalline regions have lower permeability than amorphous domains, which further limits water uptake. When compared to neat PLA, PSB3 (5 vol.% biosilica) had the lowest water absorption at 1.43%, a decrease of almost 23%. Water molecules have a harder time penetrating the composite when the filler content is high because the diffusion channel becomes more tortuous and leftover micro-voids are blocked. 30 Additionally, the continuous channels for moisture movement are limited because to the thick structure that is generated through high infill printing, which minimises inter-layer gaps and internal porosity.
From a diffusion perspective, all compositions mainly exhibit Fickian diffusion behaviour when it comes to water uptake. In this process, concentration gradients and mobility of polymer chains influence the rate of diffusion. The diffusion-controlled transport is indicated by the initial linear region of moisture uptake with respect to the square root of time. Higher filler loadings, however, may cause a little deviance toward quasi-Fickian behaviour as a result of limited relaxing of the polymer chains.
31
Adding reinforcement leads to a quantitatively declining trend in the effective diffusion coefficient (D). For PSB0, the diffusion coefficient was around 1.2 × 10-1 m2/s, for PSB1 it was 8.6 × 10-1 m2/s, for PSB2 it was 7.4 × 10-1 m2/s, and for PSB3 it was 6.8 × 10-1 m2/s. The improved interfacial bonding achieved through GPTMS treatment, which minimises microstructural defects, and the presence of biosilica particles, which increase the tortuosity of the diffusion path and reduce the free volume available for water transport, are the primary causes of this reduction in diffusivity. Enhancing the durability and environmental resistance of the developed composites are the combined effects of GPTMS-mediated surface modification, uniform dispersion of biosilica, increased structural compactness, and reduced porosity.32–35 These factors lead to a significant and systematic decrease in water absorption. Figure 10 depicts the water absorption behaviour of the samples. Water absorption behaviour of the samples.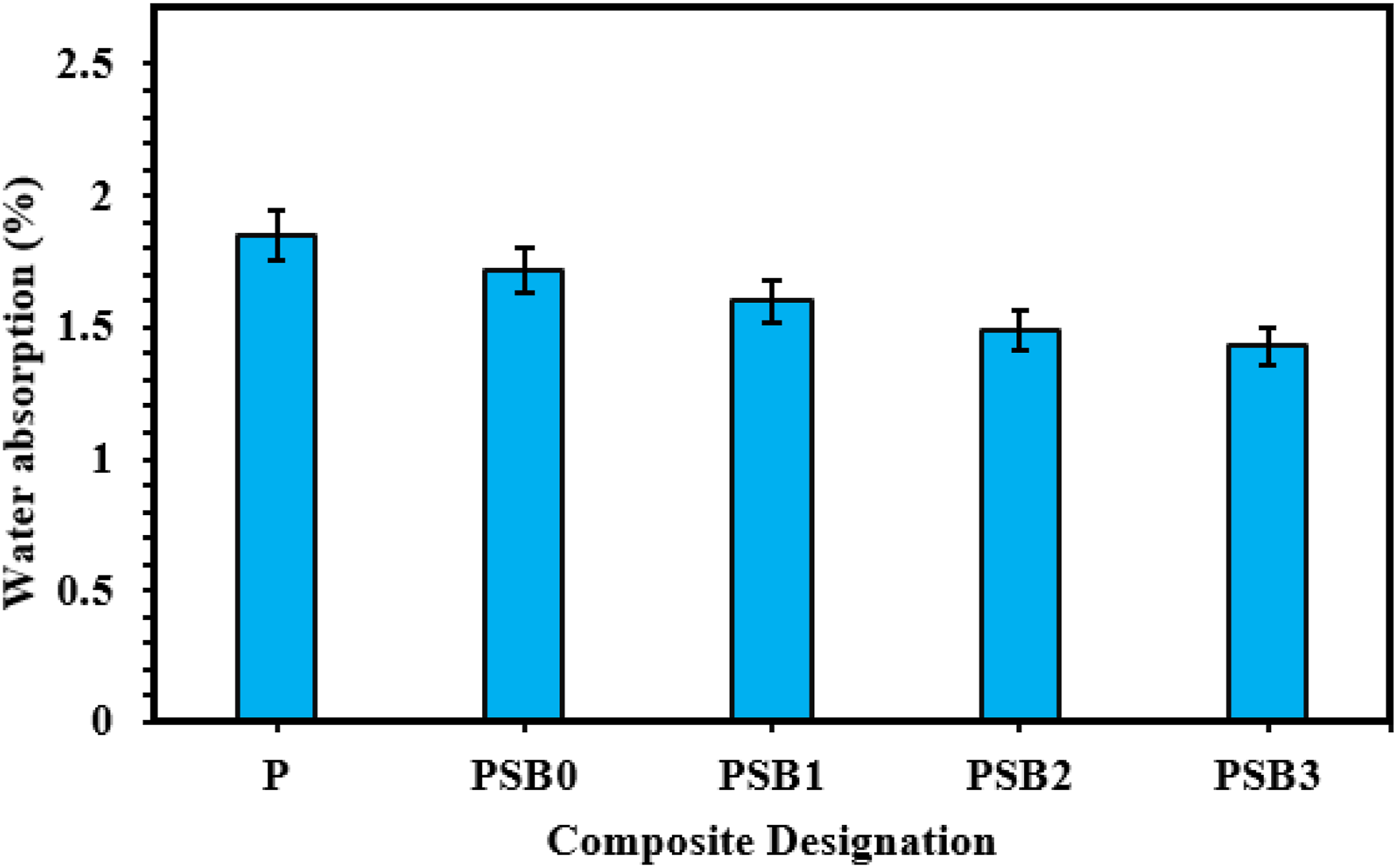
Conclusions
The present study proved that PLA-based hybrid composites reinforced with GPTMS-treated sword bean microfibers and teff straw-derived biosilica could be made and improved in performance by the use of extrusion-assisted 3D printing. Reinforcements treated with silane greatly improved interfacial adhesion, which in turn improved material integrity, decreased porosity, and increased load transfer. The PSB2 formulation (30 vol.% microfiber +3 vol.% biosilica) demonstrated the most balanced performance, with mechanical properties consistently improving as reinforcement content increased. The combination of fibER and biosilica in this formulation resulted in exceptional properties such as high tensile strength (126 MPa), flexural strength (137 MPa), and impact resistance (4.55 J). Additionally, hardness rose linearly with filler addition, peaking at 83 Shore D. The hybrid network’s improved phonon transport drove a steady improvement in thermal conductivity, reaching a maximum of 0.49 W/mK at 5 vol.% biosilica. Reinforcement had the opposite effect, lowering water absorption to 1.43%; this suggests that the material is more resistant to moisture since its hydrophilicity has decreased and its structural compactness has increased. In conclusion, the research proves that PLA composites with GPTMS-treated hybrid reinforcements perform better in multiple applications. As far as mechanical strength, toughness, thermal behaviour, and environmental resistance are concerned, PSB2 stands head and shoulders above the competition. The results show that the created eco-friendly composites could be used for sophisticated 3D-printed goods, protective materials, and lightweight structural components.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.