
Abstract
ZL109-SiC cylindrical specimens with different relative densities were prepared using the hot pressing sintering process. Based on uniaxial compression tests at room and high temperatures, a modified high-temperature Shima yield model for metal matrix composites was established, taking into account the effect of temperature on the yield behavior. The modified yield model was imported into MSCMarc software. Through uniaxial compression experiments at room and high temperatures, and by incorporating the relative density, axial strain, radial strain, and volumetric strain, the stress modification factor and the hydrostatic pressure influence factor were introduced. A nonlinear surface fitting approach was applied to the experimental data to establish the modified Shima yield model. Subsequently, finite element simulations of the hot pressing sintering forming process for the cylindrical specimens were carried out to verify the reliability of the modified Shima yield model at high temperatures. The results show that the relative errors between the simulation results and the experimental results are within 10%, which effectively verifies the reliability of the high-temperature modified Shima yield model.
Introduction
Aluminum-based silicon carbide composite materials1–6 have the characteristics of light weight, good wear resistance and thermal conductivity, and the thermal expansion coefficient is similar to that of aluminum alloy pistons and cylinders. They7–9 have the potential to replace cast iron cylinder liners in the field of automobile cylinder liners. They can effectively reduce the thermal deformation of cylinder liners, reduce the gap between pistons and cylinders, and reduce fuel consumption, which is conducive to the lightweighting of automobiles. However, the use of traditional casting technology to prepare aluminum-based silicon carbide cylinder liners10–13 will lead to uneven distribution of silicon carbide and poor local mechanical properties of composite materials.
The hot pressing sintering process13–15 can be used to prepare composite materials with uniform distribution of component phases and good mechanical properties, overcoming the shortcomings of traditional casting processes. In the process of powder hot pressing sintering, the powder densification process caused by the combined action of temperature and pressure involves complex processes such as sliding, flipping and plastic deformation of powders, as well as nonlinear large deformation thermal processing processes, and is in a confined space. Therefore, it is difficult to study the powder hot pressing sintering process, but these problems can be solved with the help of numerical simulation technology. The use16–20 of numerical simulation technology can not only save research costs and reduce experimental time but also make macroscopic predictions of the hot pressing sintering process.
However, during the densification process, the yield model describing the sintered composite material21–25 is related not only to the deviatoric stress tensor that causes plastic deformation of the composite but also to the hydrostatic pressure that leads to its volume shrinkage. The traditional Mises yield criterion26–28 can no longer describe this process. Therefore, studying the yield model of composite materials is of great significance for the numerical simulation of the powder hot pressing sintering densification process.29,30
This paper takes ZL109-SiC composite materials prepared by powder hot pressing sintering as the research object. Uniaxial compression tests were conducted on ZL109-SiC cylindrical specimens with different relative densities. Considering the effect of temperature on the yield of powder metallurgy composites, a yield stress correction term was introduced to modify the Shima yield model. The accuracy of the modified Shima yield model was verified by comparing numerical simulations with experiments. For the first time, a modified Shima yield model specifically tailored for the ZL109-SiC aluminum-based composite system has been systematically established, incorporating the coupled effects of temperature and relative density. This model was rigorously validated through hot-pressing sintering experiments across multiple dimensions, including macroscopic deformation and local density distribution.
Materials and methods
Materials
Chemical composition of.

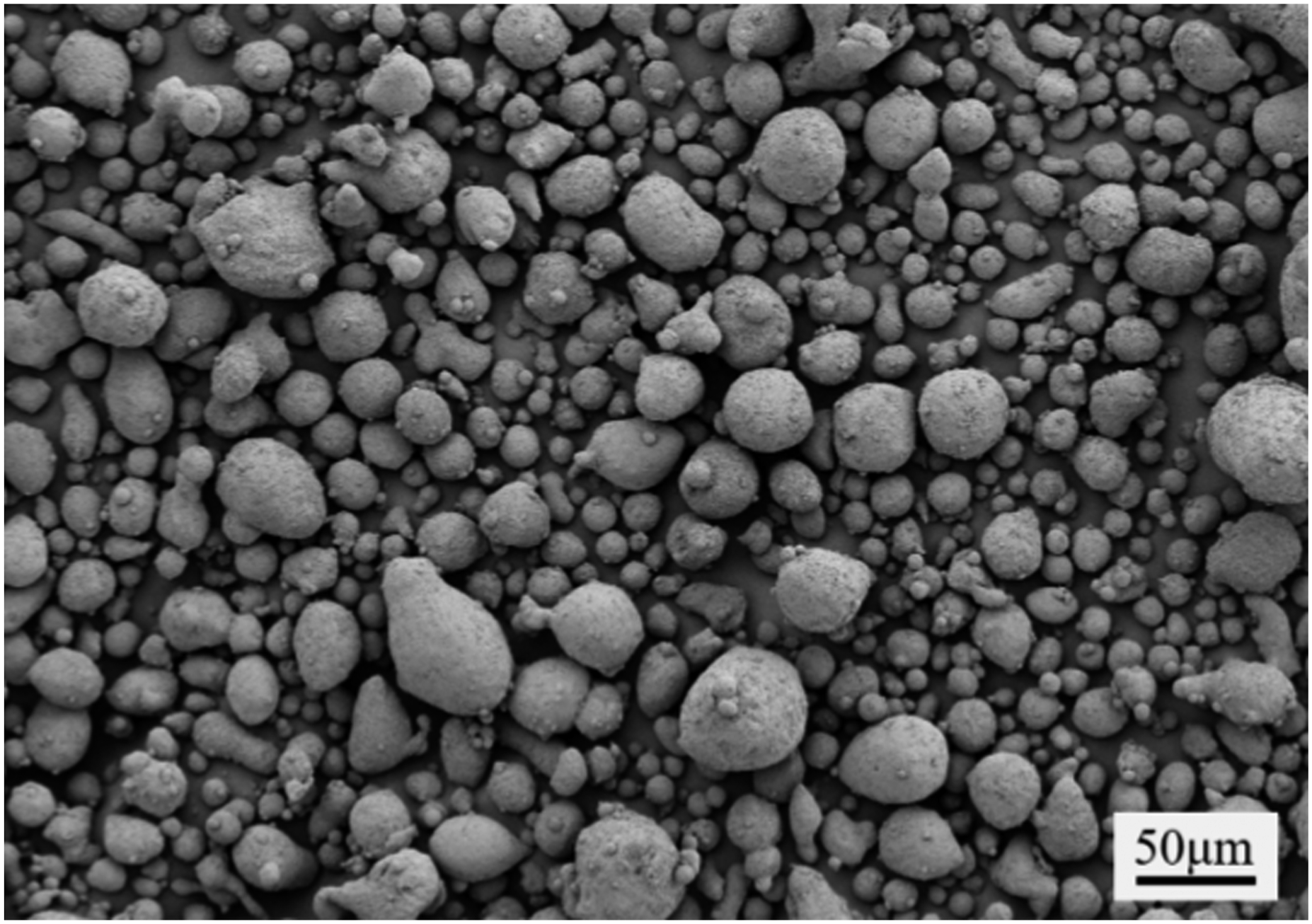
Microstructure of ZL109 powder.
Chemical composition of SiC particles.
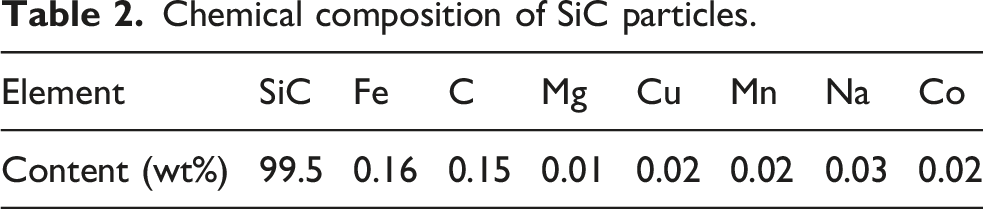
Microstructure of SiC powder particles.
Experimental procedure
ZL109-SiC sample preparation
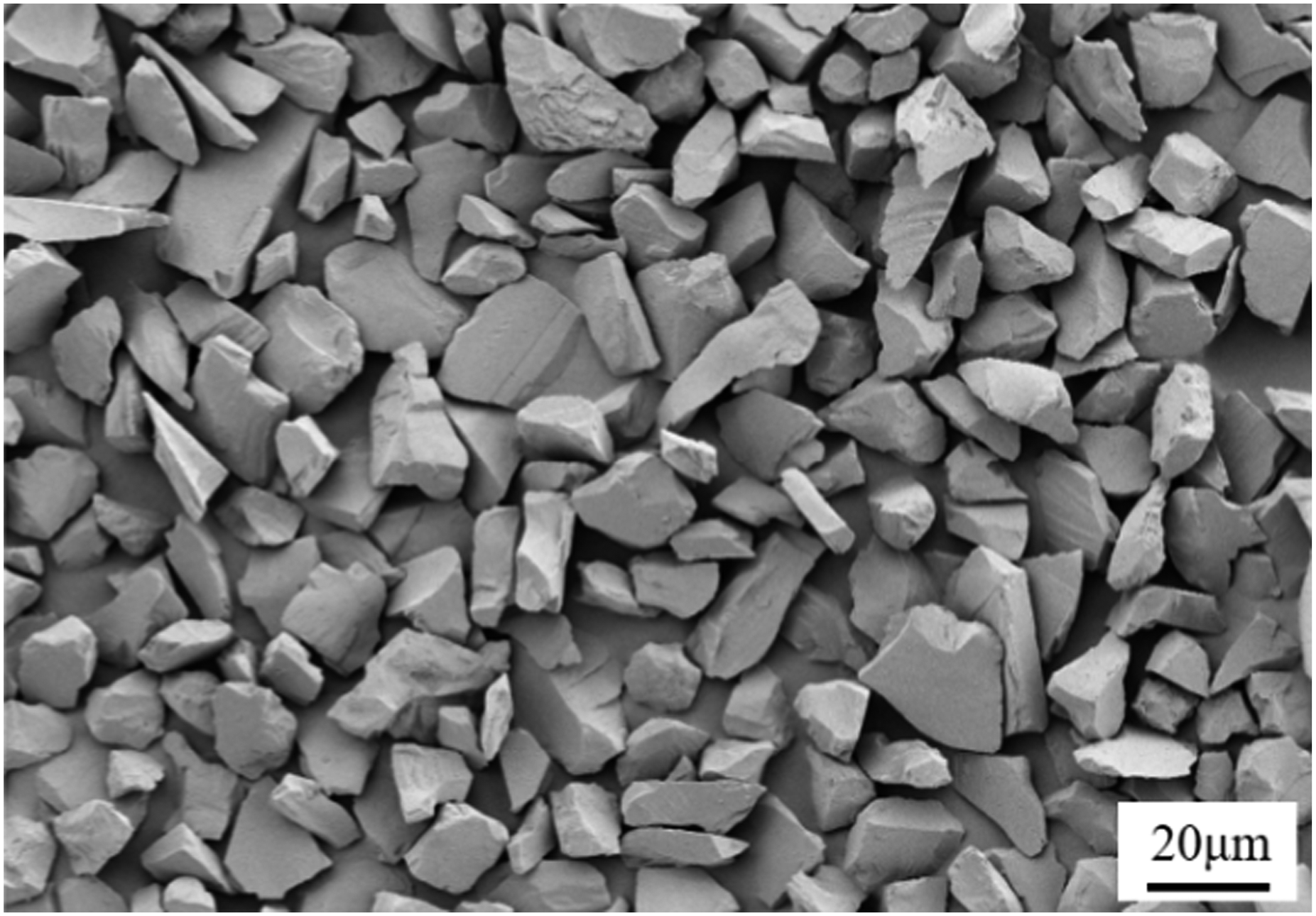
In this study, the mass ratio of ZL109 powder and SiC powder was calculated according to the volume fraction of matrix material and reinforcing phase material in composites and their density. We determined the ZL109:SiC proportion as 9:1. The weighed powder was put into the ball mill, and absolute ethanol was added into the ball mill as dispersant to 2/3 volume of the ball mill tank which can prevent ZL109 aluminum alloy powder from oxidation at high temperature during the ball milling. Put the ball milling ball with a diameter of 5 mm into ball mill tank as a ball milling medium. Then put ball mill tank into ball mill for ball milling mixing. Every 10 min of ball mill operation, stop cooling for 5 min, repeat this step three times so that the total ball milling time reaches 30 min. After ball milling, put the composite powder into a drying oven to dry, set the internal temperature of the drying oven at 90°C, dry for 24 h, and put the composite powder into a sealed bag for later use. Figure 3 shows the microstructure of ZL109-SiC composite powder prepared after ball milling and powder mixing. From Figure 3, it can be seen that ZL109 particles are still spherical, and the shape difference is small compared with that before powder mixing; SiC particles still present irregular prisms, but sharp edges are reduced compared with Figure 2. Due to the irregular shape of SiC particles, it is impossible to directly measure the particle size. Compared with the micrographs before and after ball milling, it is found that the particle size difference is small. Microstructure of ZL109-SiC powder particles.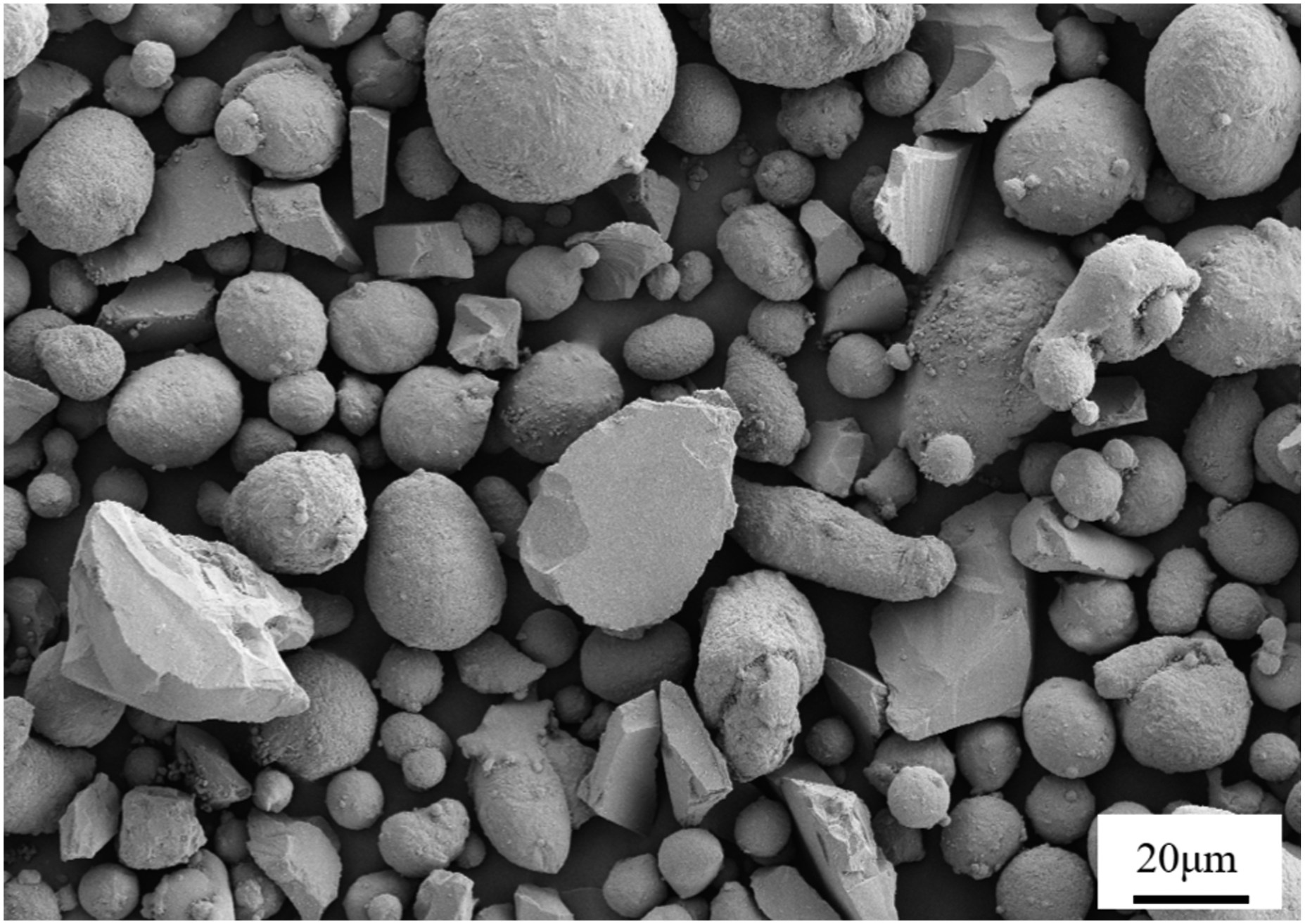
The theoretical density of the ZL109-SiC composite was calculated using the rule of mixtures:
For composite materials, the sintering temperature is generally 0.7∼0.8 times of the melting point of the matrix material. The solidus line of ZL109 aluminum alloy is 538°C, and the liquidus line is 566°C. Therefore, the sintering temperature is selected as 450°C. Therefore, a sintering temperature of 450°C was selected. Through multiple experiments, specimens with relative densities between 0.75 and 1.0 were successfully prepared by applying an axial force ranging from 2 kN to 20 kN via the upper punch on a material testing machine. The specific process parameters are shown in Figure 3, and the alloy samples are shown in Figure 4. Hot pressing sintering process parameters.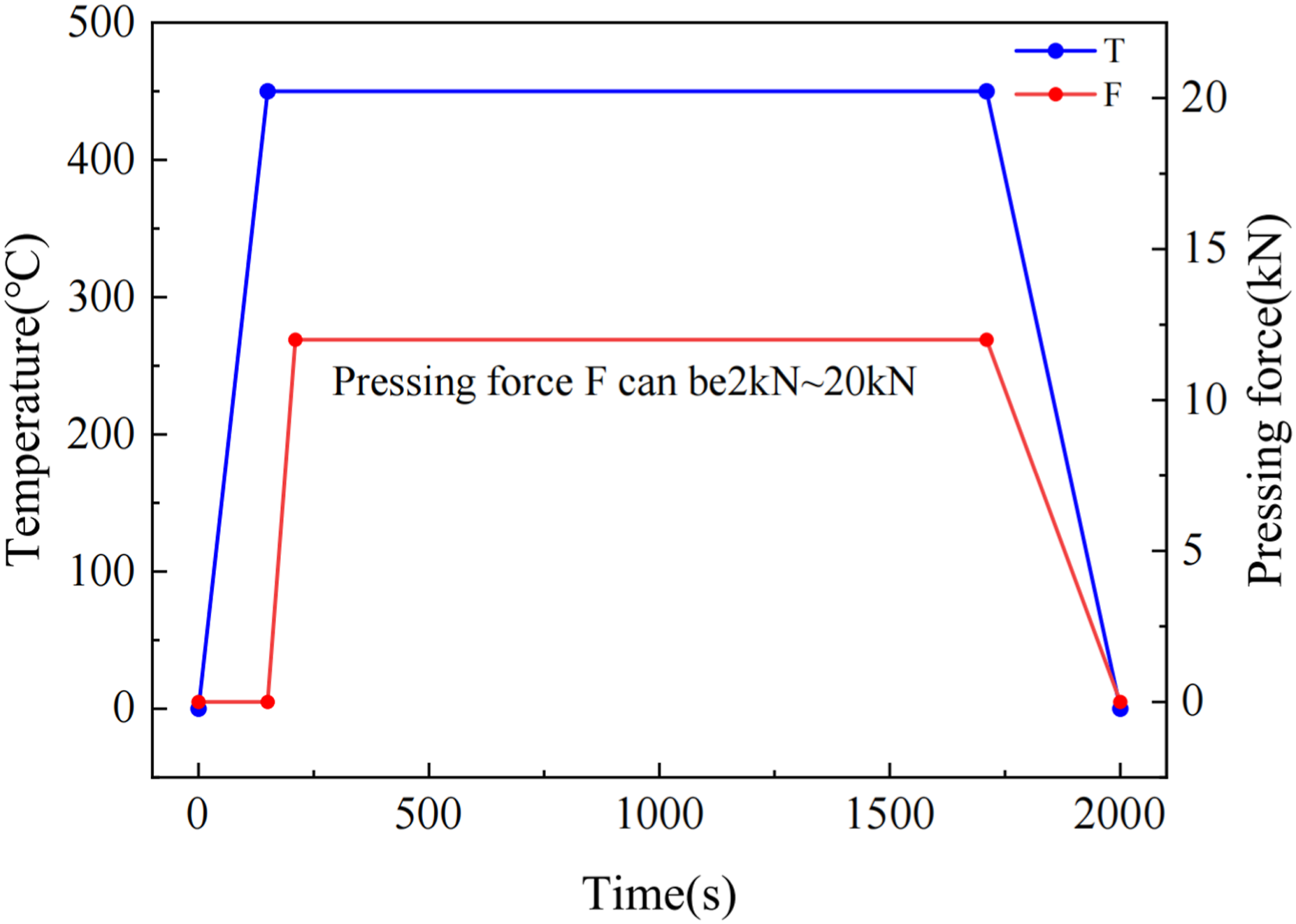
For composite materials, sintering temperature is typically selected within the range of 0.7-0.8 times the melting point of the matrix material. The solidus and liquidus temperatures of ZL109 aluminum alloy are 538°C and 566°C, respectively. Based on these values, a sintering temperature of 450°C was selected. This temperature is sufficiently high to promote densification while remaining below the range where significant interfacial reactions between Al and SiC (e.g., formation of brittle Al4C3). 31
As shown in Figure 10, the sintering process is characterized by a synchronized application of thermal and mechanical loads. The temperature steadily ramps up to the preset value over approximately 2000 s, during which a pressing force ranging from 2 kN to 20 kN is introduced. This coupled field promotes effective particle rearrangement and consolidation of the composite material. 32
Uniaxial compression at room temperature
Figure 5 shows the sample compressed at room temperature with a specification of Φ12 × 18 mm.Prior to the compression test, apply a layer of zinc stearate as a lubricant on both ends of the sample and the contact area between the pressure head of the testing machine and the sample to reduce the friction coefficient between the sample and the pressure head and control the degree of deformation of the sample waist drum. Porous ZL109-SiC alloy sample.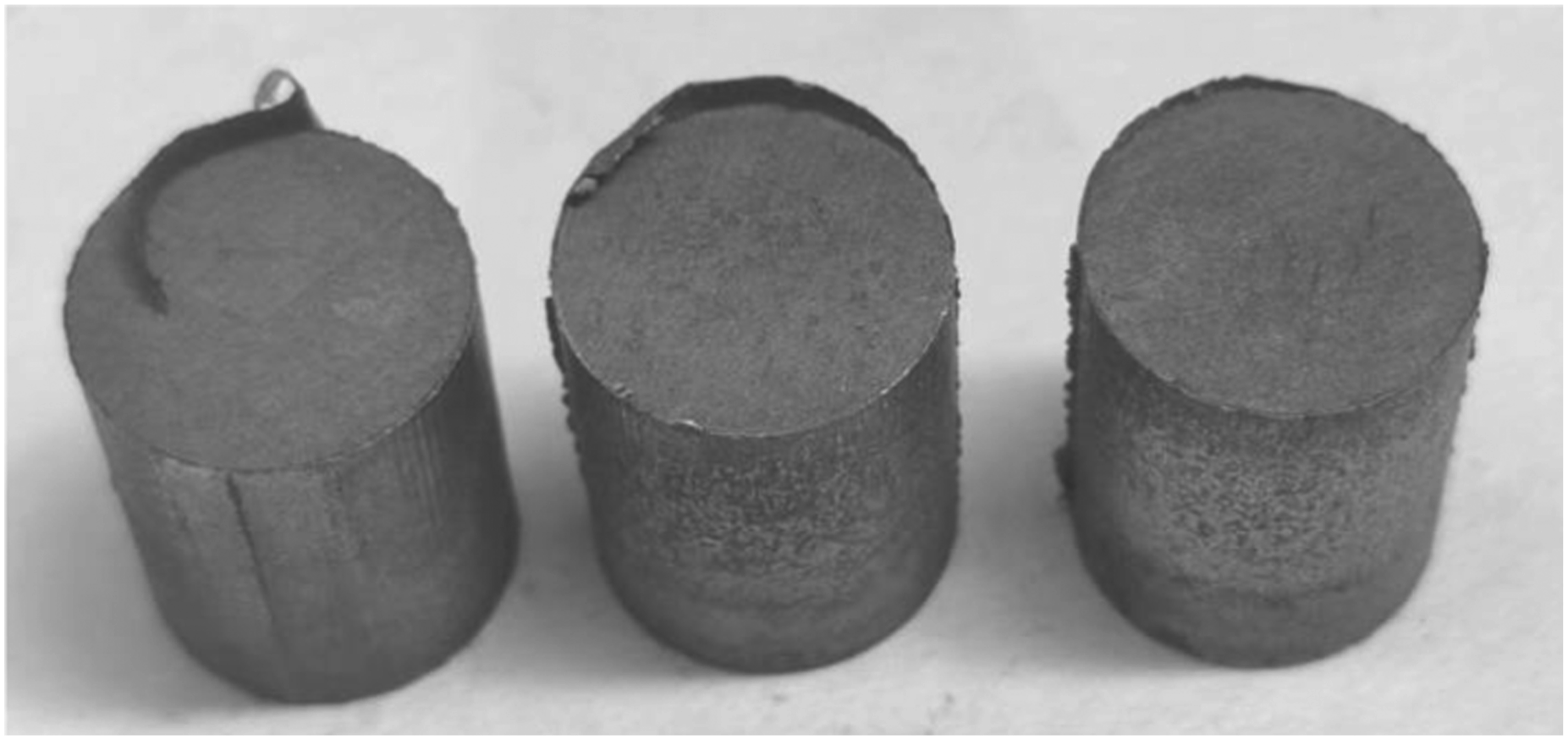
First, repeat the uniaxial compression test on the sample. Before the experiment, measure and record the diameter, height and mass of the sample, place the sample between the upper and lower pressure heads of the testing machine, load it to produce a certain amount of plastic deformation, stop loading, take out the sample, measure and record its diameter and height. Repeat the above steps several times until the sample is crushed. Take the average of the three data as the final result, and the relationship between the relative density of the ZL109-SiC alloy sample and the axial strain, radial strain, and volume strain can be obtained.
For the remaining samples, perform uniaxial compression tests until the sample yields. Take the average of the three data as the final result. Compression tests were conducted following ASTM E9 standard procedures.
High temperature uniaxial compression
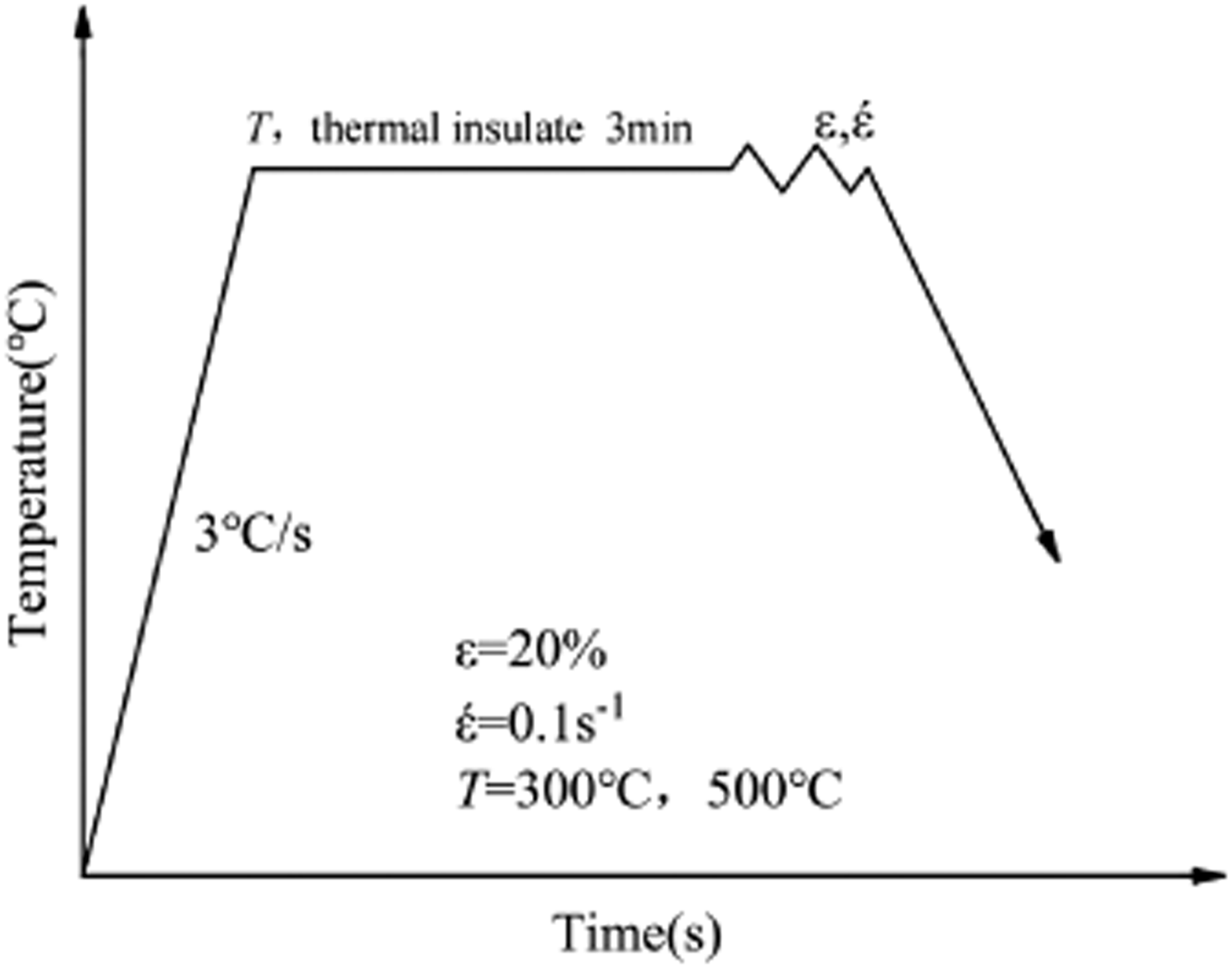
ZL109-SiC alloy samples with relative densities of 0.756, 0.802, 0.852, 0.913, and 0.978 were selected to prepare samples with a specification of Φ6 × 9 mm. The oxide layer on the surface of the sample was polished off with sandpaper to make the surface smooth and flat. The prepared sample is shown in Figure 5. The experimental equipment used for the high temperature uniaxial compression experiment is the Gleeble3800 testing machine. The experimental setting strain rate is 0.1s-1, the heating rate is 3°C/s, and the experimental temperatures are 300°C and 500°C respectively. After heating to the experimental temperature, keep warm for 3 min before starting compression to reduce the error caused by uneven sample temperature; when the sample is crushed or the compression deformation is greater than 25%, stop the compression experiment. The experimental process curve is shown in Figure 6. The true stress-strain curves of samples with different relative densities at different temperatures are shown in Figure 7. Sample under uniaxial compression at high temperature. High-temperature uniaxial compression experimental process.
Establishment and verification of the modified Shima yield model for ZL109-SiC powder hot pressed metal matrix composites
Derivation of Shima yield model
Shima and Oyane
3
used sintering experiments to prepare porous copper samples with different relative densities, and conducted compression tests on them to obtain relevant stress-strain curves. Based on the Von-Mises yield criterion, they introduced stress correction factors and hydrostatic pressure influence factors, and established the powder material yield model as follows:
Setting 
The volumetric strain increment 
We can get formula (5) from formula (4):
Subtracting the first two equations of equation (2) together, we have:
Substituting formula (6) into formula (5) yields:
Combining formula (7) with the stress equivalence principle, the parameters
Combining 
Formula (8) represents that
Establishment of the modified Shima yield model
The room temperature compression test data and high temperature compression test data are shown in Figure 8 below. Real stress-strain curves of alloy samples under hot compression with different relative densities.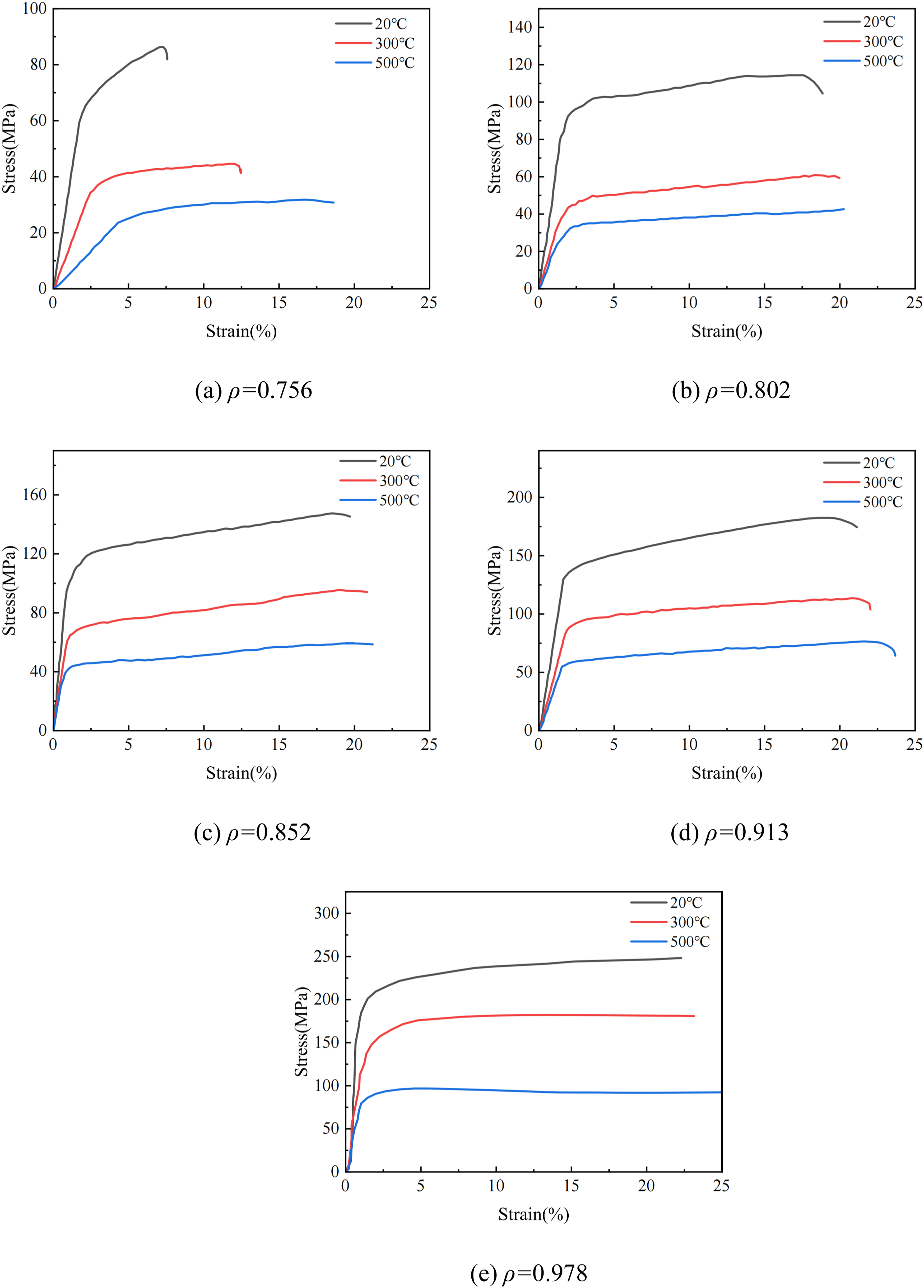
Figure 8 True stress-strain curves of the alloy samples under hot compression at various relative densities. The flow stress level increases progressively with increasing relative density, reflecting the densification state and mechanical response of the material during thermal deformation.
According to the uniaxial compression experiment at room temperature, the relationship between axial strain, radial strain, volumetric strain and relative density can be obtained, as shown in Figures 9–11. Relation between relative density and axial strain. Relationship between radial strain and axial strain. Relationship between volumetric strain and axial strain.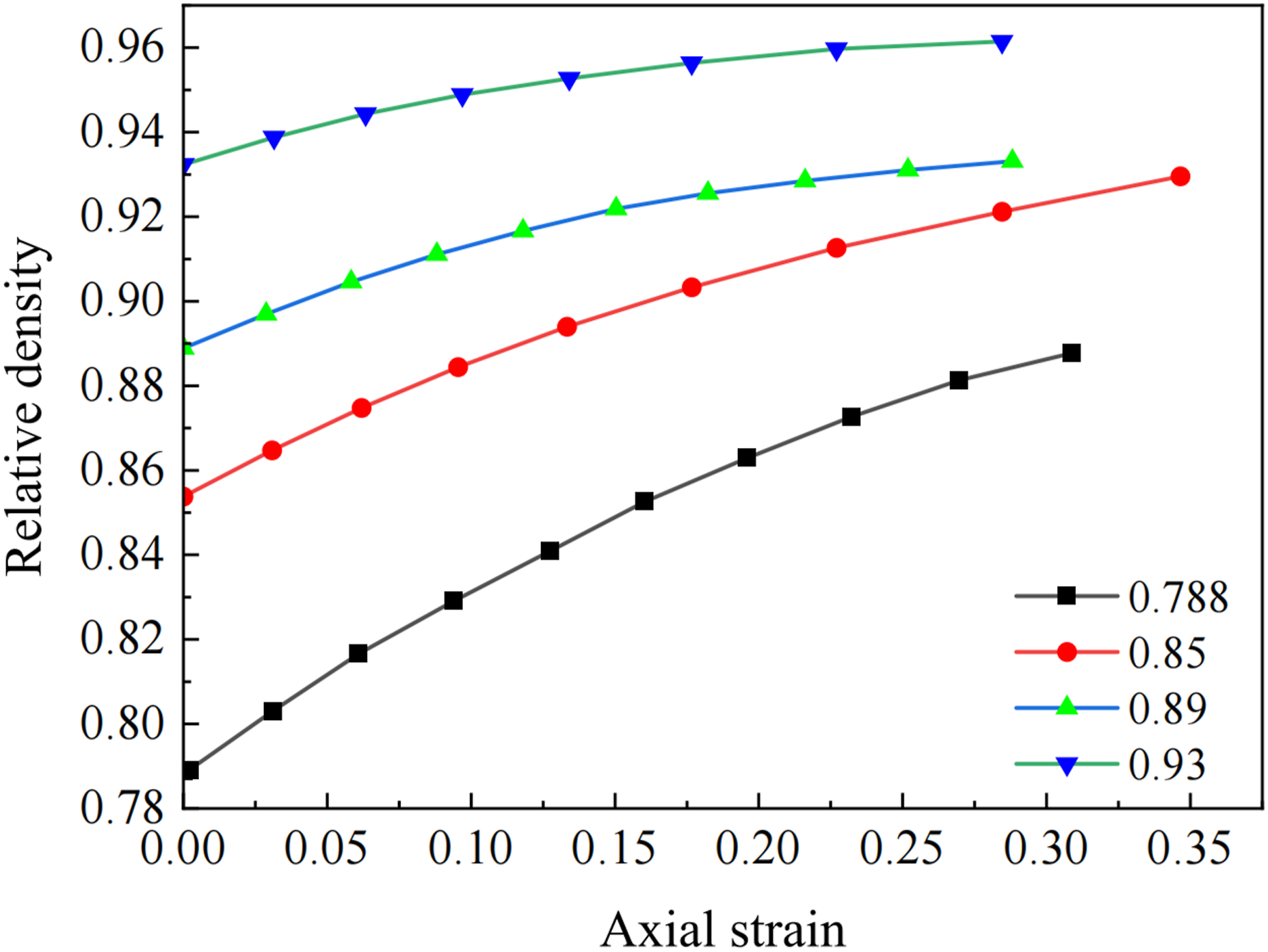
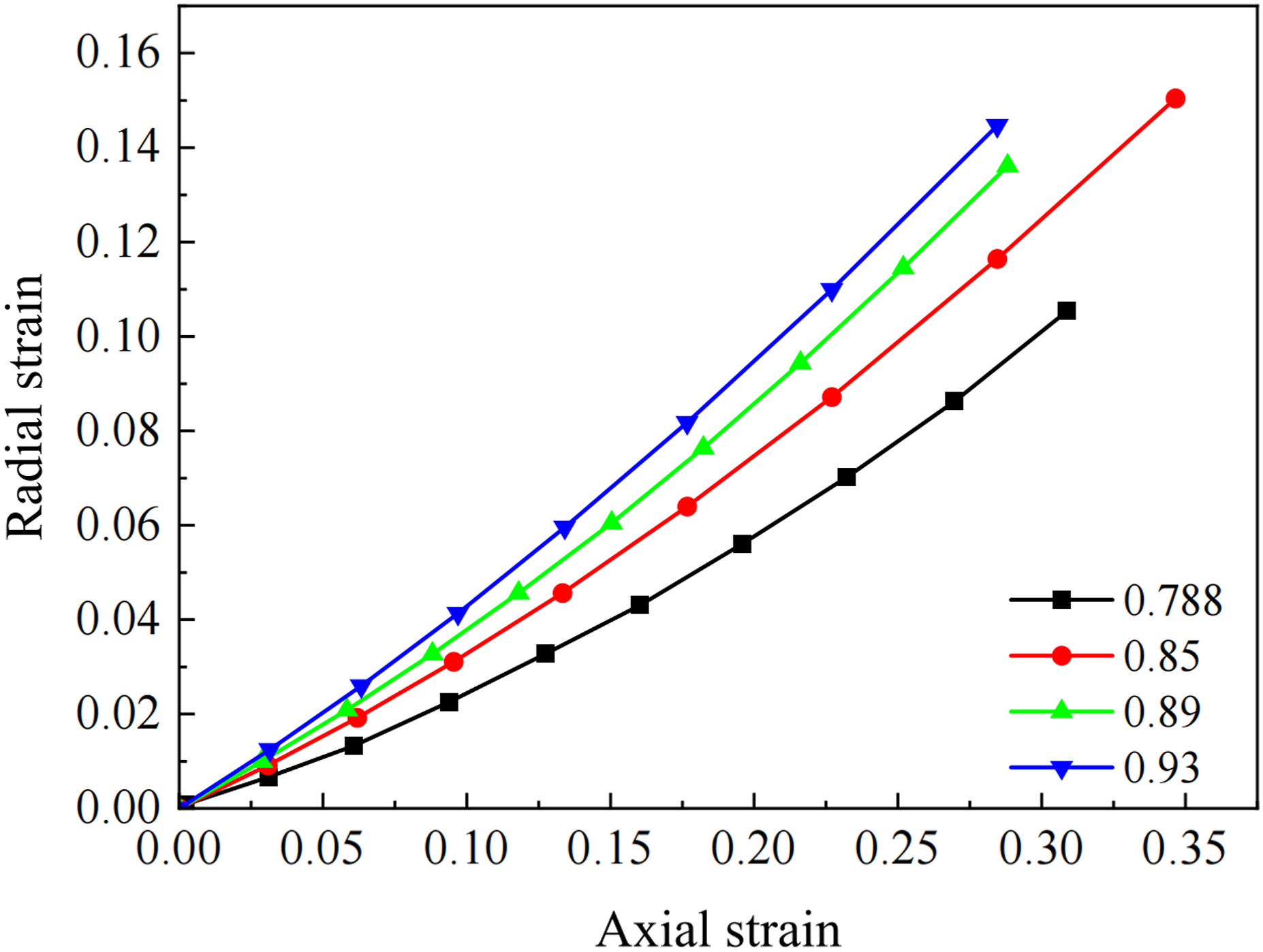
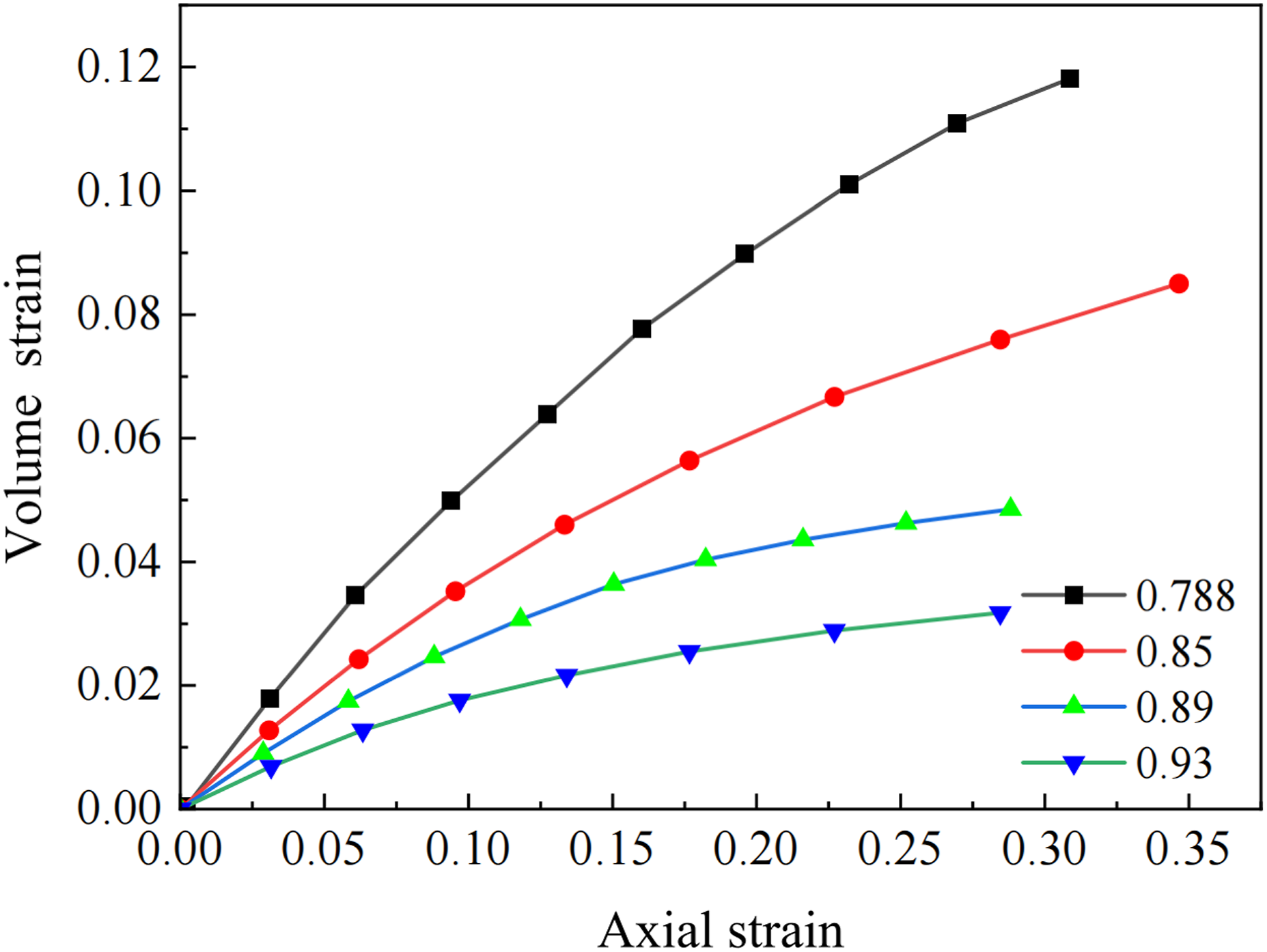
Figure 9 Relative density as a function of axial strain during hot compression. The density increases rapidly at low strains and gradually approaches full densification at higher strains, reflecting the typical compaction behavior of powder metallurgy materials.
Figure 10 Radial strain as a function of axial strain during hot compression. The relationship reveals the dilatancy and compressibility characteristics of the porous composite, with the slope increasing as the material densifies and transitions from pore collapse to plastic deformation of the solid matrix.
Figure 11 Volumetric strain as a function of axial strain during hot compression. The volumetric strain increases monotonically with axial strain, with the rate of increase diminishing as the material densifies. Higher relative density samples exhibit less volumetric change, indicating reduced compressibility.
Figure 12 Experimentally determined values of the Shima yield model parameter 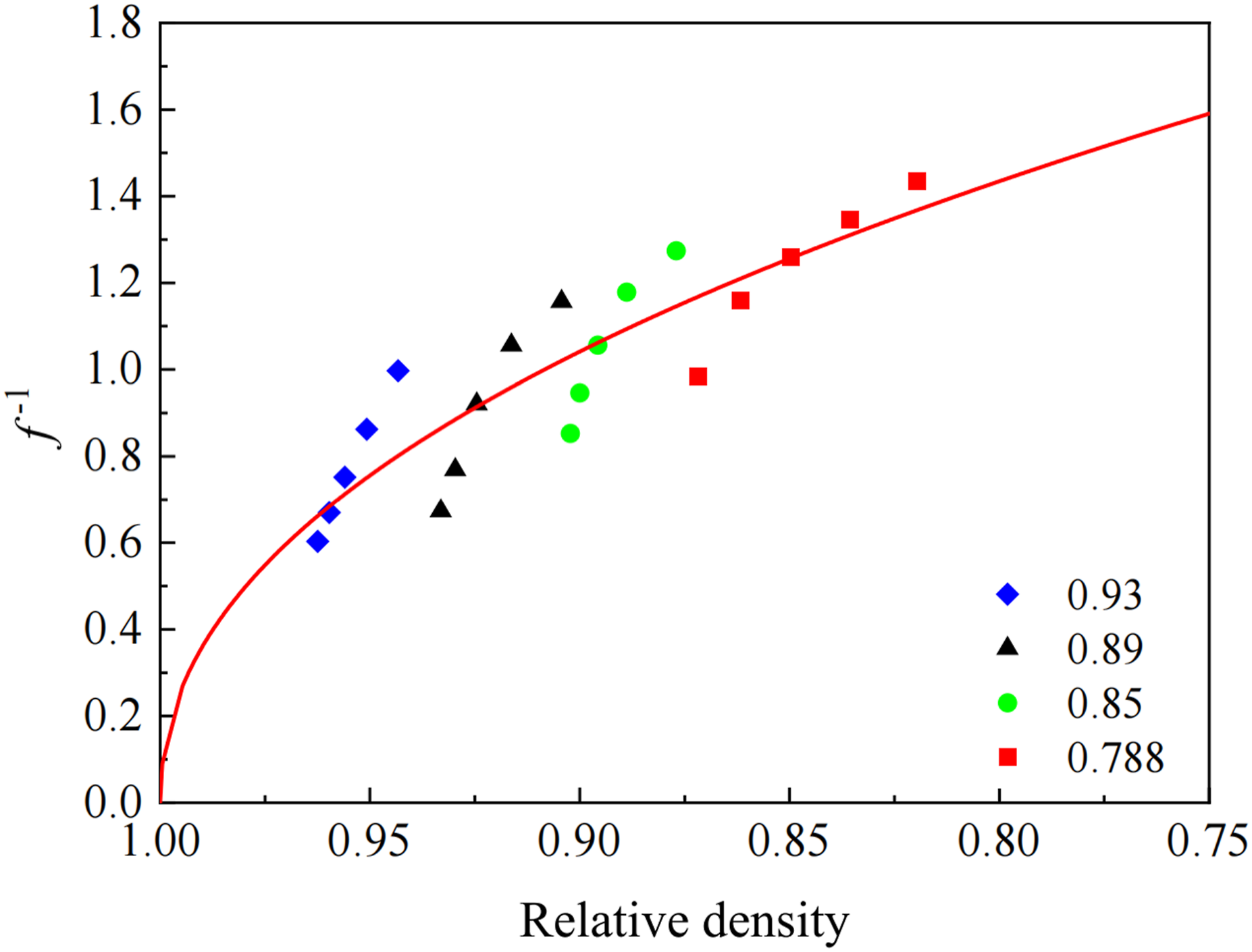
The formula 
The formulation adopts the empirical form originally proposed by Shima et al.
31
In their early work. Similarly, equation (12) is derived from an empirical fit based on experimental data. This semi-empirical approach has proven highly effective in engineering applications. The yield strength of porous materials is mainly related to their relative density. Through uniaxial compression experiments on samples with different relative densities, the relationship between yield strength and relative density is shown in Figure 13. Relation between yield strength and relative density.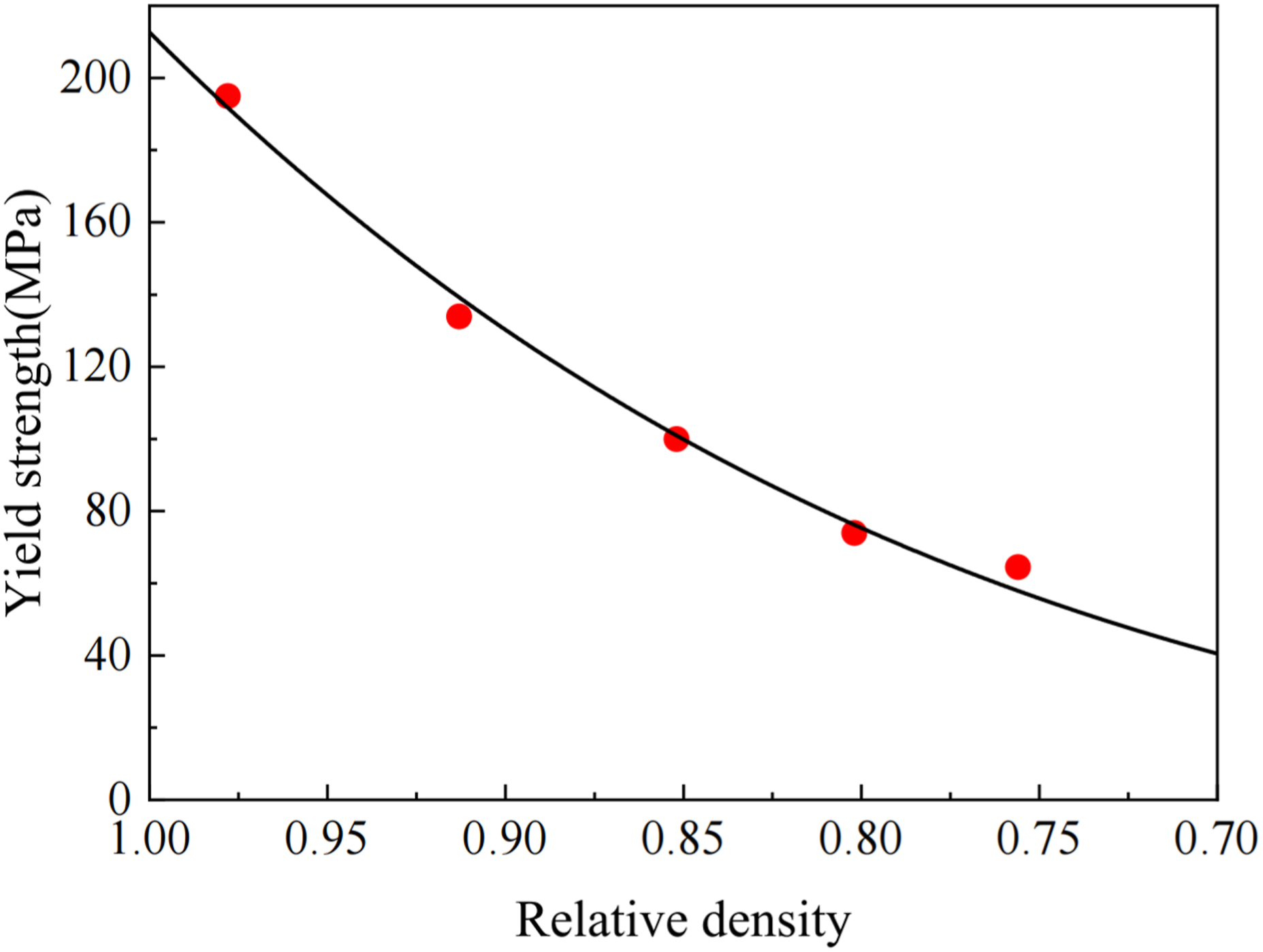
Using the formula 
The relationship between the relative density 
The relationship between uniaxial yield stress and relative density and temperature can be obtained by high temperature uniaxial compression test as shown in Figure 14. Relation between uniaxial yield stress and relative density at different temperatures.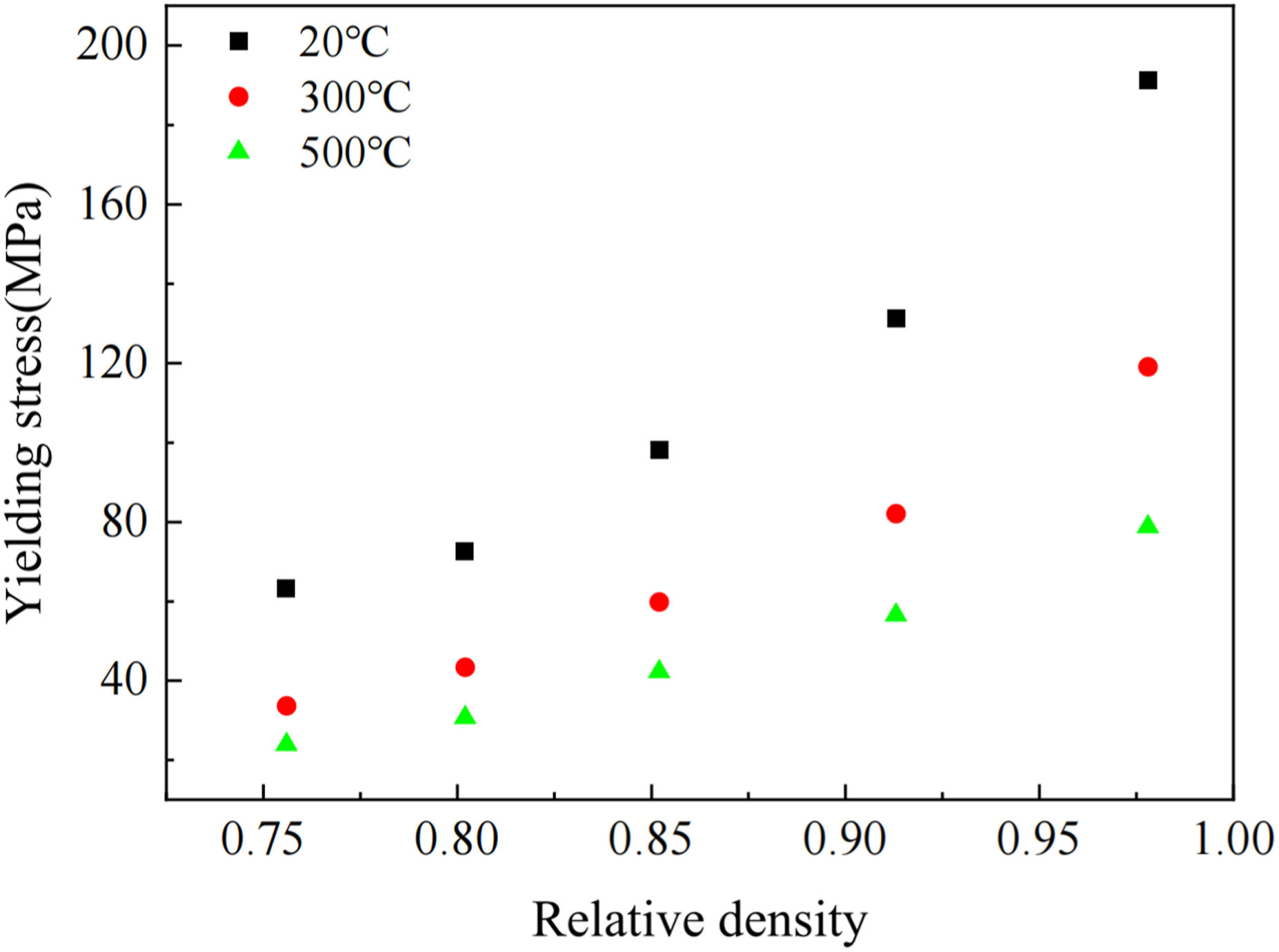
It is fitted in the form of nonlinear surface, and the functional relationship between uniaxial yield stress and relative density and temperature is obtained as follows:
The above formula is defined as the yield stress correction term Modified term 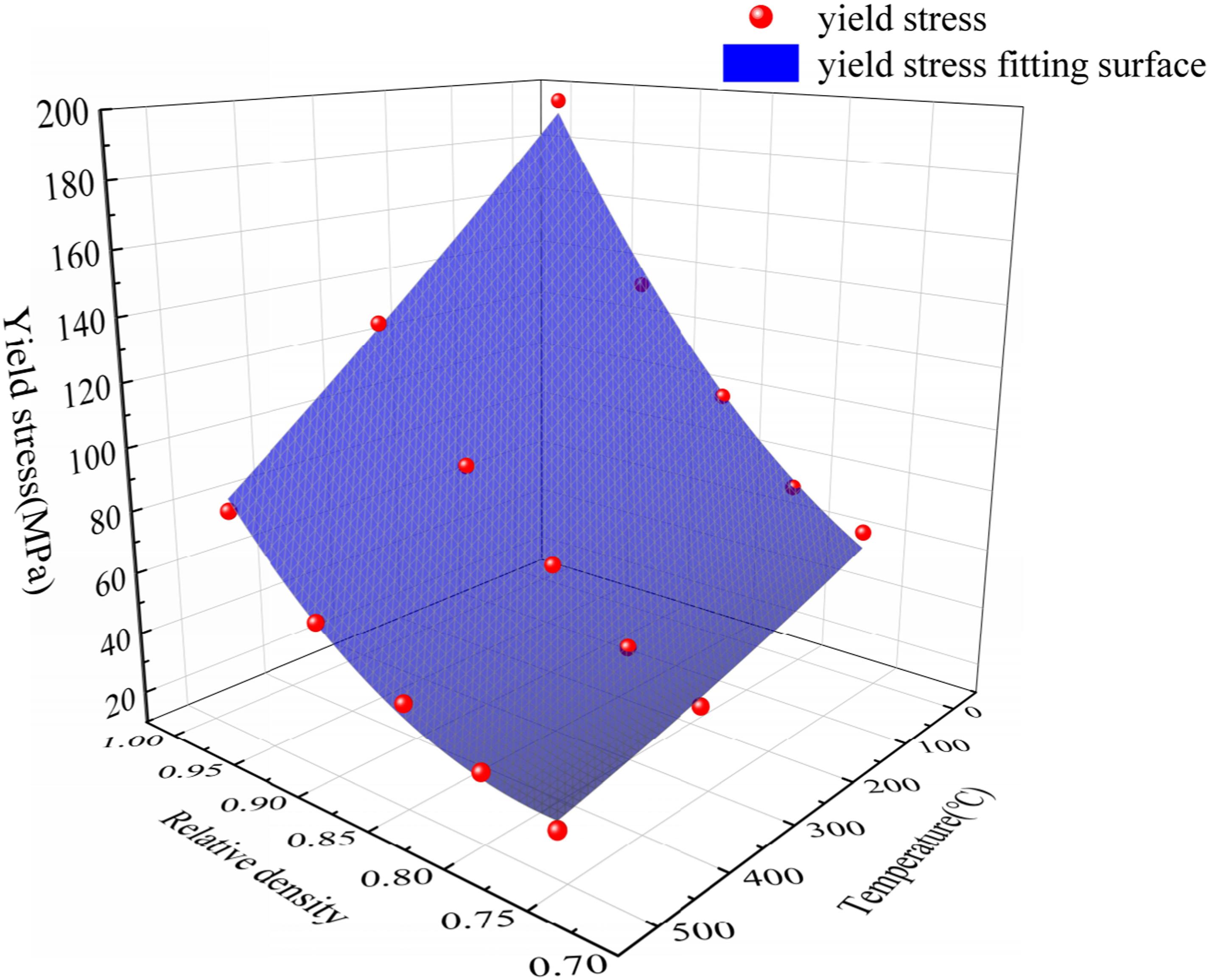
This surface intuitively illustrates how the uniaxial yield stress increases with rising relative density and decreases with increasing temperature. The function derived from this fit (equation (12)) serves as the key bridge for incorporating temperature effects into the Shima model.
By combining the formula (1) (9) (11) (12) (12), the modified Shima yield model for powder materials at high temperature can be obtained as follows: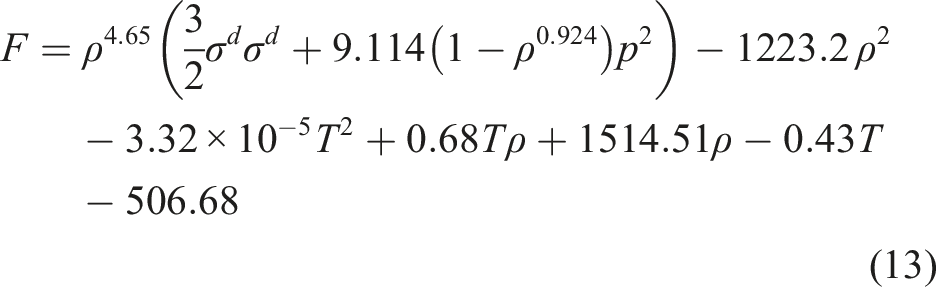
Validation of the constitutive model
Modeling and material parameters
To verify the accuracy of the modified yield model, finite element simulation and experimental comparison were used to verify it. Since the cylindrical green compact prepared by hot pressing and sintering has a symmetrical structure and a relatively simple shape when establishing the finite element model, the three-dimensional axisymmetric model can be simplified to a two-dimensional plane model, and 1/2 of the central section of the green compact is taken to establish the geometric model. The size of the geometric model is established according to the original size of the actual green compact. The initial height of the green compact is 18 mm and the diameter is 12 mm. The initial relative density is calculated to be 0.62. The mold consists of an upper pressure head, a lower pressure head, and a female mold. Since the deformation of the mold can be ignored during the hot pressing and sintering process, the mold is simplified to a rigid body. The established finite element model of hot pressing and sintering of cylindrical green compacts is shown in Figure 16. Geometric model of hot pressing sintering.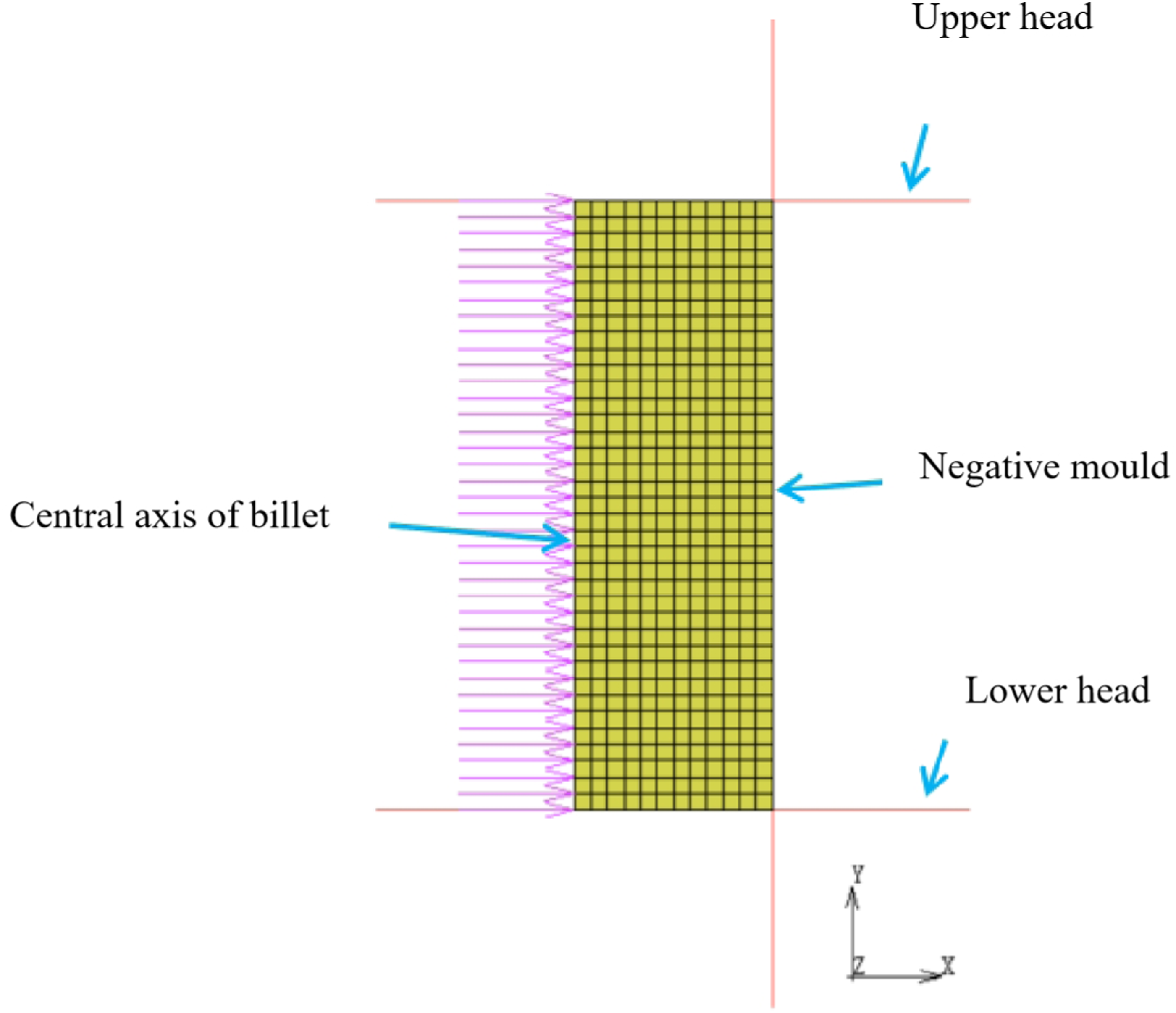
During the hot pressing sintering process, the material parameters of the powder are functions related to temperature and relative density. The relationship between the elastic modulus and temperature and relative density can be measured through high-temperature uniaxial compression experiments; thermal conductivity, thermal expansion coefficient, specific heat capacity and other thermal physical parameters and Poisson’s ratio can be calculated using thermodynamic software JMatPro and empirical formulas, as shown in Figures 17–21. Relation between elastic modulus and relative density at different temperatures. Relation curve between Poisson’s ratio and relative density of ZL109-SiC material. Relation between thermal conductivity and temperature at different relative densities. Relationship between thermal expansion coefficient and temperature. Relation curve between specific heat capacity and temperature.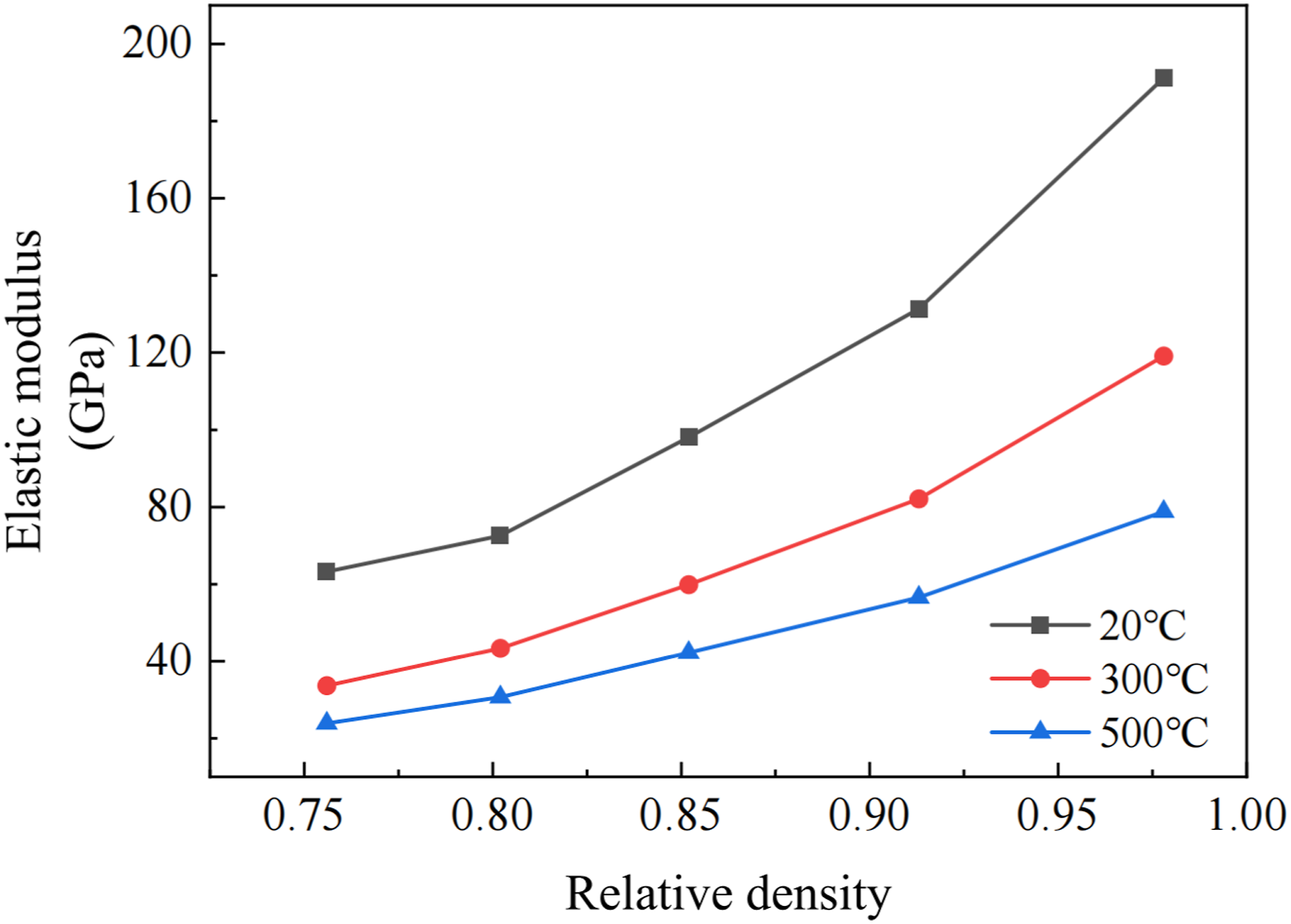
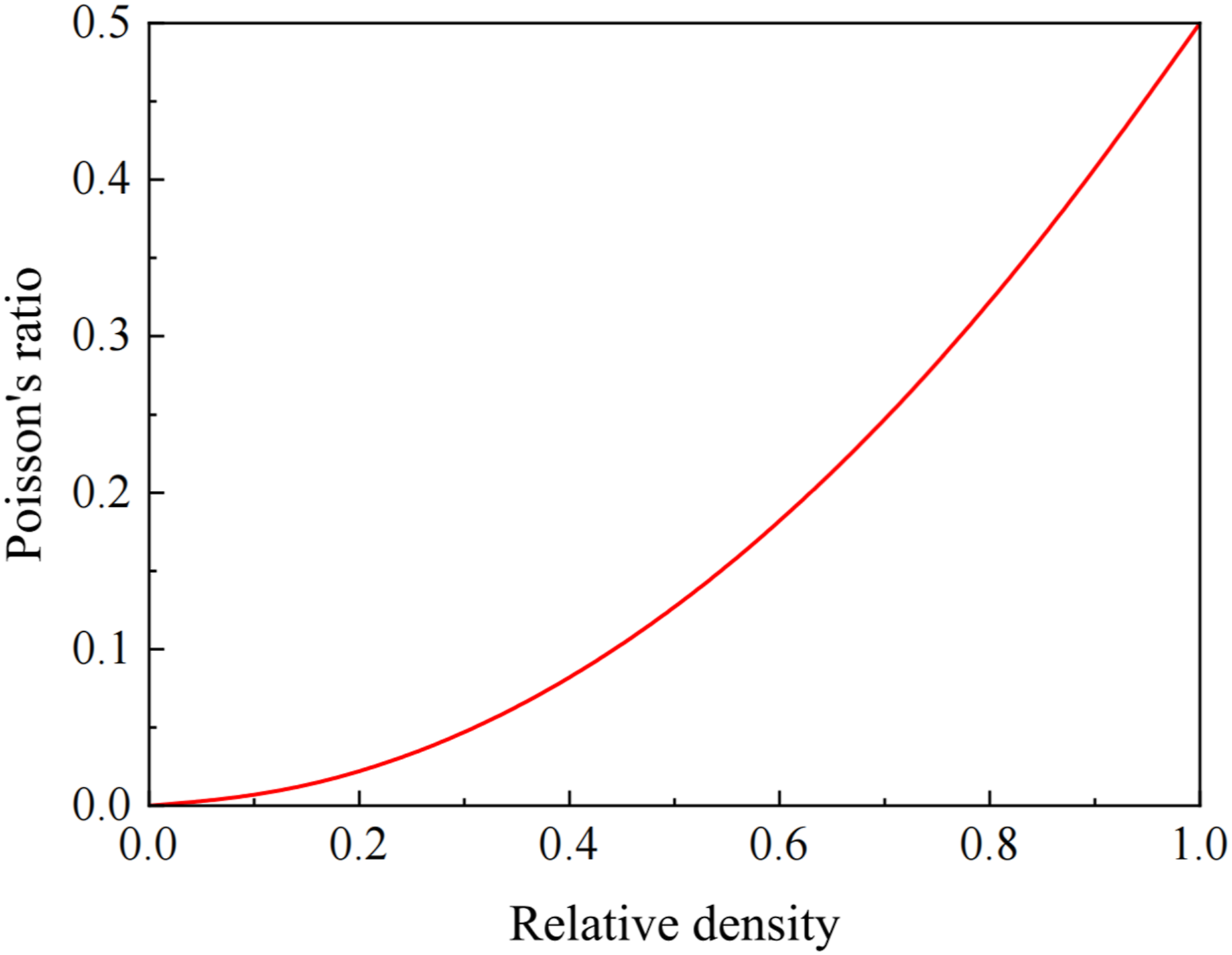
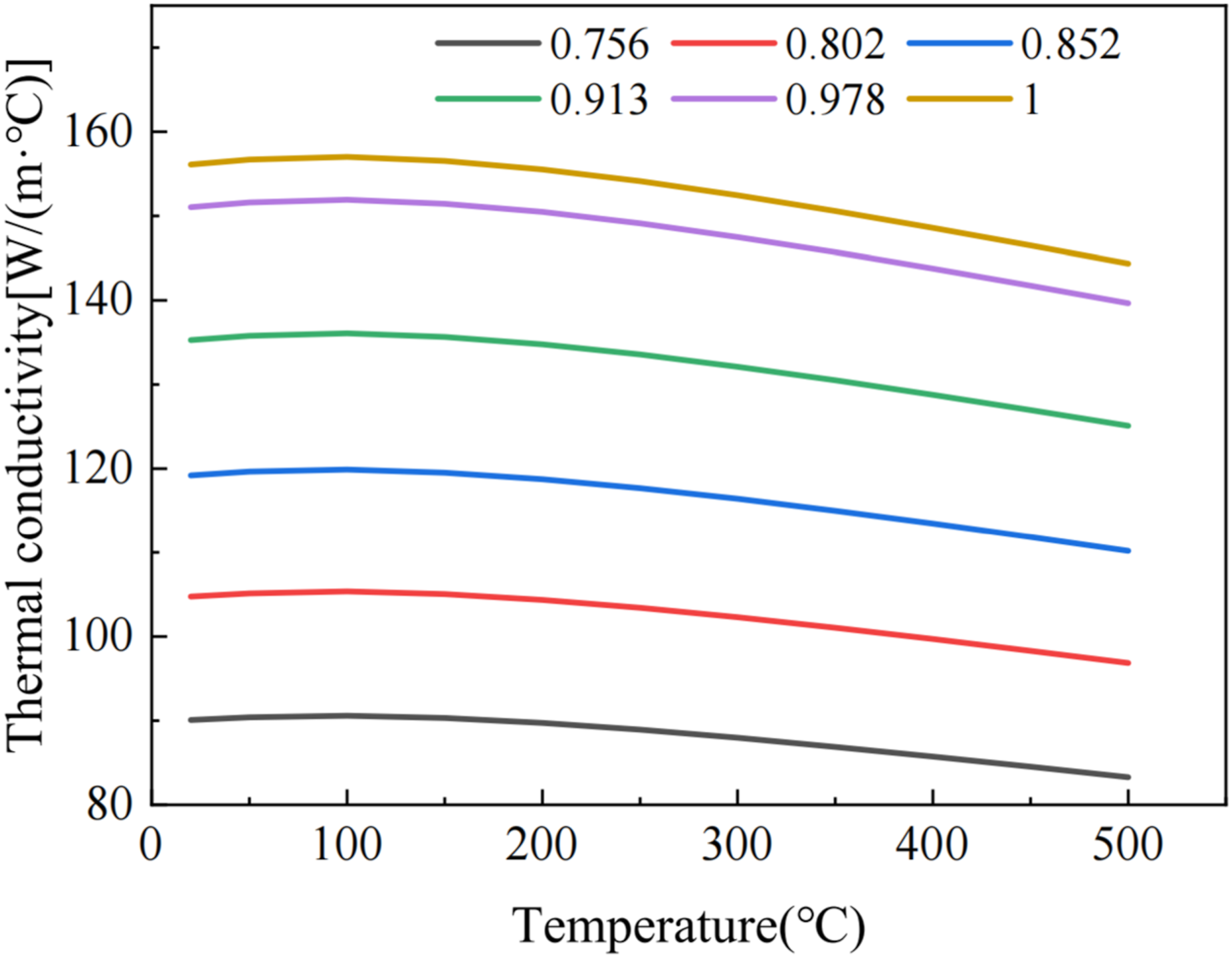
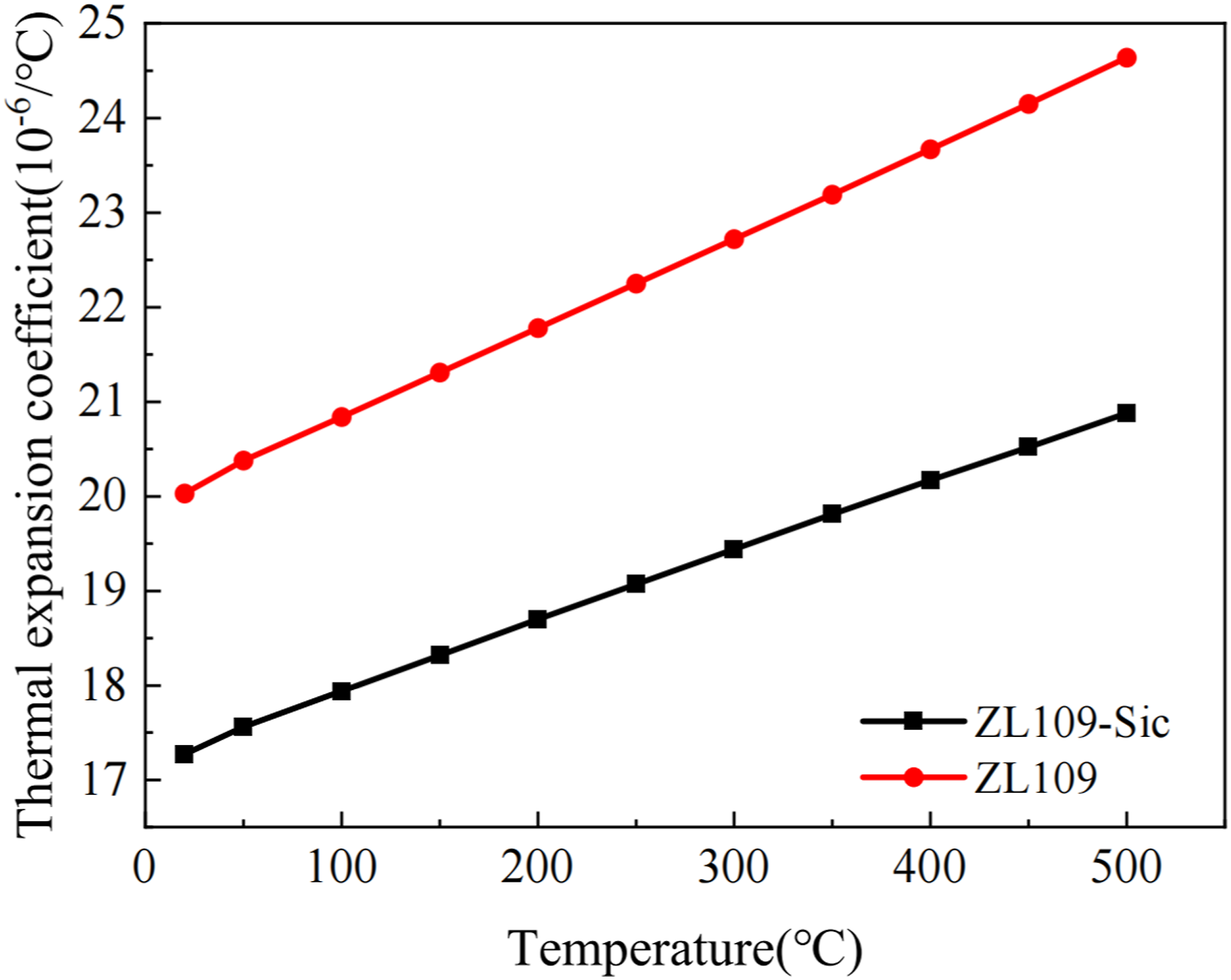
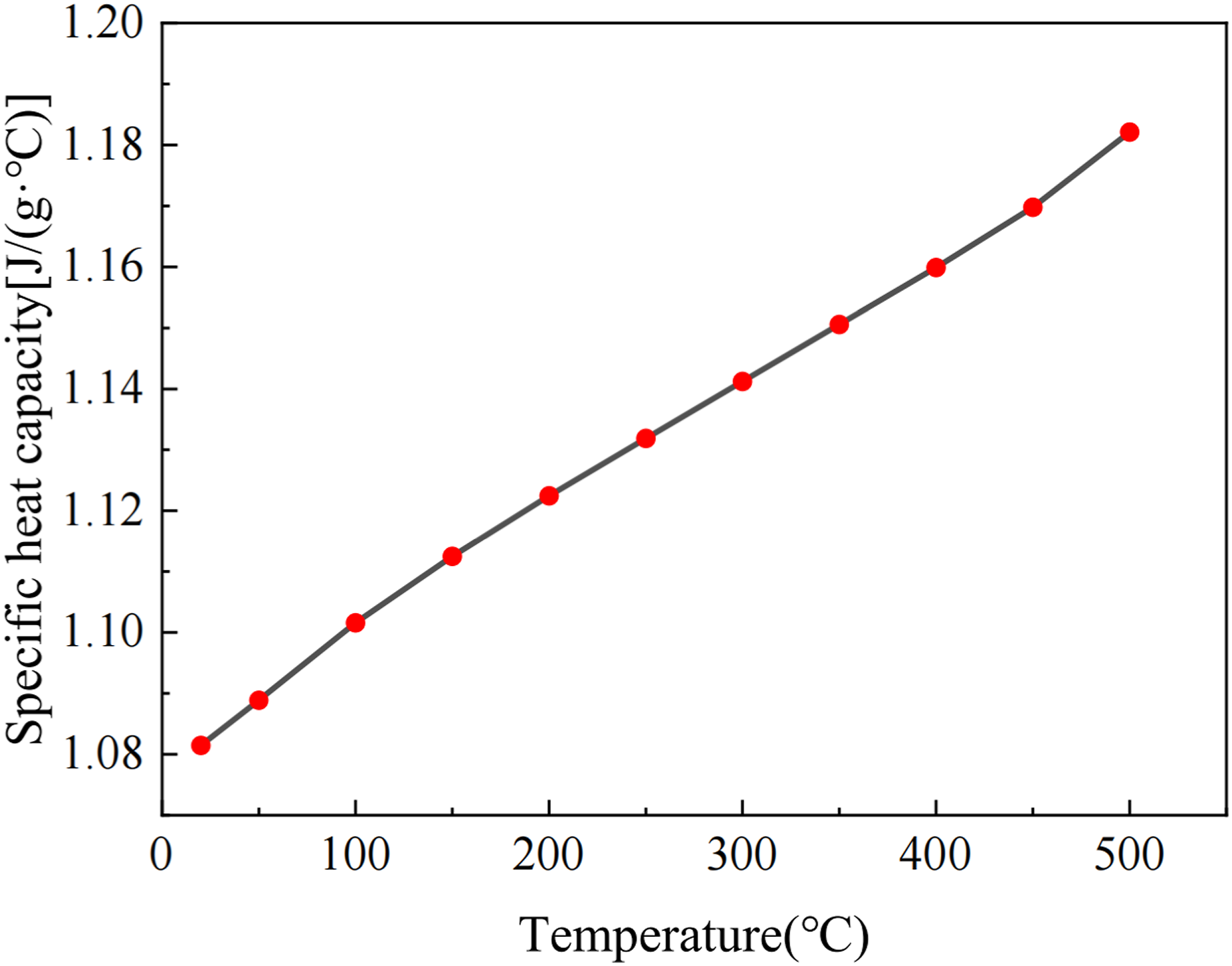
Among these, the relationship between elastic modulus, temperature, and density was derived by fitting data from our aforementioned high-temperature compression experiments. Other thermophysical parameters were obtained either through calculations using JMatPro software or via empirical formulas reported in the literature.
Verification scheme
In the process of hot pressing and sintering, the die limits the radial deformation of the billet, resulting in only axial deformation. According to the axial deformation and the original height of the billet, the variation curve of axial strain with time under different pressing forces can be calculated. According to the relationship between the pressing force and the cross-sectional area of the billet, the stress-strain curves corresponding to different pressing forces with time can be obtained, and the stress-strain curves corresponding to different pressing forces under compression can be obtained. And the powder yield model is a function related to relative density. Therefore, starting from the axial shrinkage and the overall and local relative density of the billet, this section compares the simulated values with the experimental values to verify the correctness of the powder yield model and material parameters. The parameter setting of the finite element model is consistent with the actual hot pressing sintering process parameters, and the detailed parameters have been explained in the previous chapter.
In order to make the results more illustrative and make each region comparable, the sample is cut along the axisymmetric section, four regions A, B, C and D are selected on the section, and the cube sample of 2 mm × 2 mm × 2 mm is taken to determine the relative density, as shown in Figure 22. Billet cross section with different relative densities. (a) 0.756; (b) 0.802; (c) 0.852; (d) 0.913; (e) 0.978.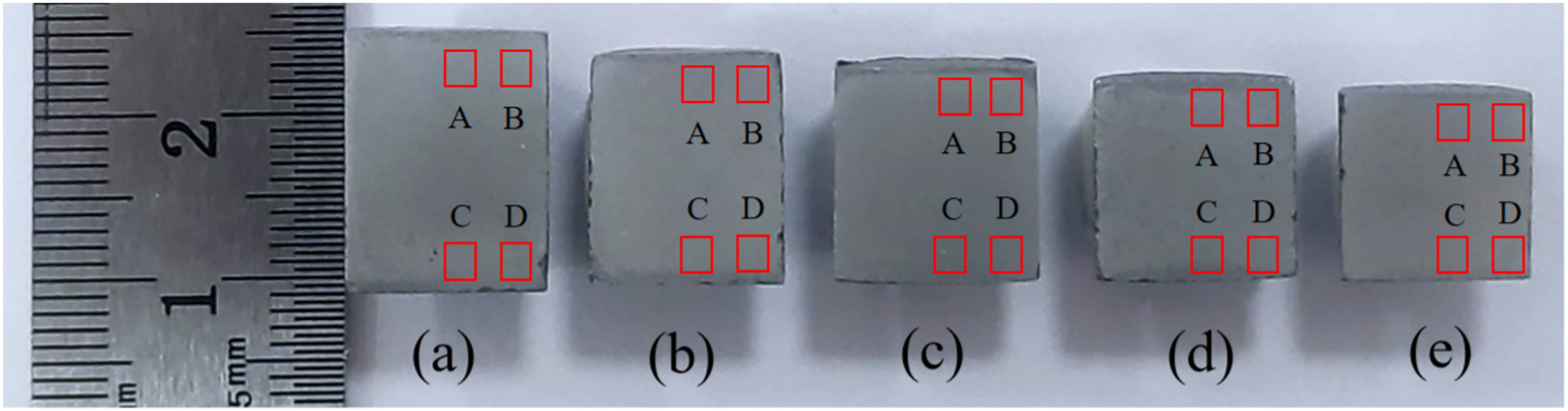
Axial shrinkage factor verification
Different relative densities of the compact cross-section as shown in Figure 22, it can be seen that with the increase of pressing force, the axial deformation of the compact also increases, the relative density is also increasing. In the proces of powder hot press sintering, the powder passes through the joint action of pressure and temperature in the die, and finally forms the required compact. In this process, the radial size of the compact does not change due to the restriction of the die, but only the axial deformation occurs. Therefore, the deformation of the compact is defined by the change of the axial size of the compact, that is, the shrinkage of the compact. The calculation method of green shrinkage is as follows:
The axial deformation of the billet in the simulation results under different pressing forces is shown in Figure 23. The simulation value of the axial dimension of the billet can be obtained by subtracting the deformation of the billet from the original size. The axial dimensions of the billets with different relative densities were measured, and the experimental results were compared with the simulation results, as shown in Table 3. Cloud diagram of axial deformation of billet under different pressing forces. Comparison between experimental value and simulated value of axial size of billet.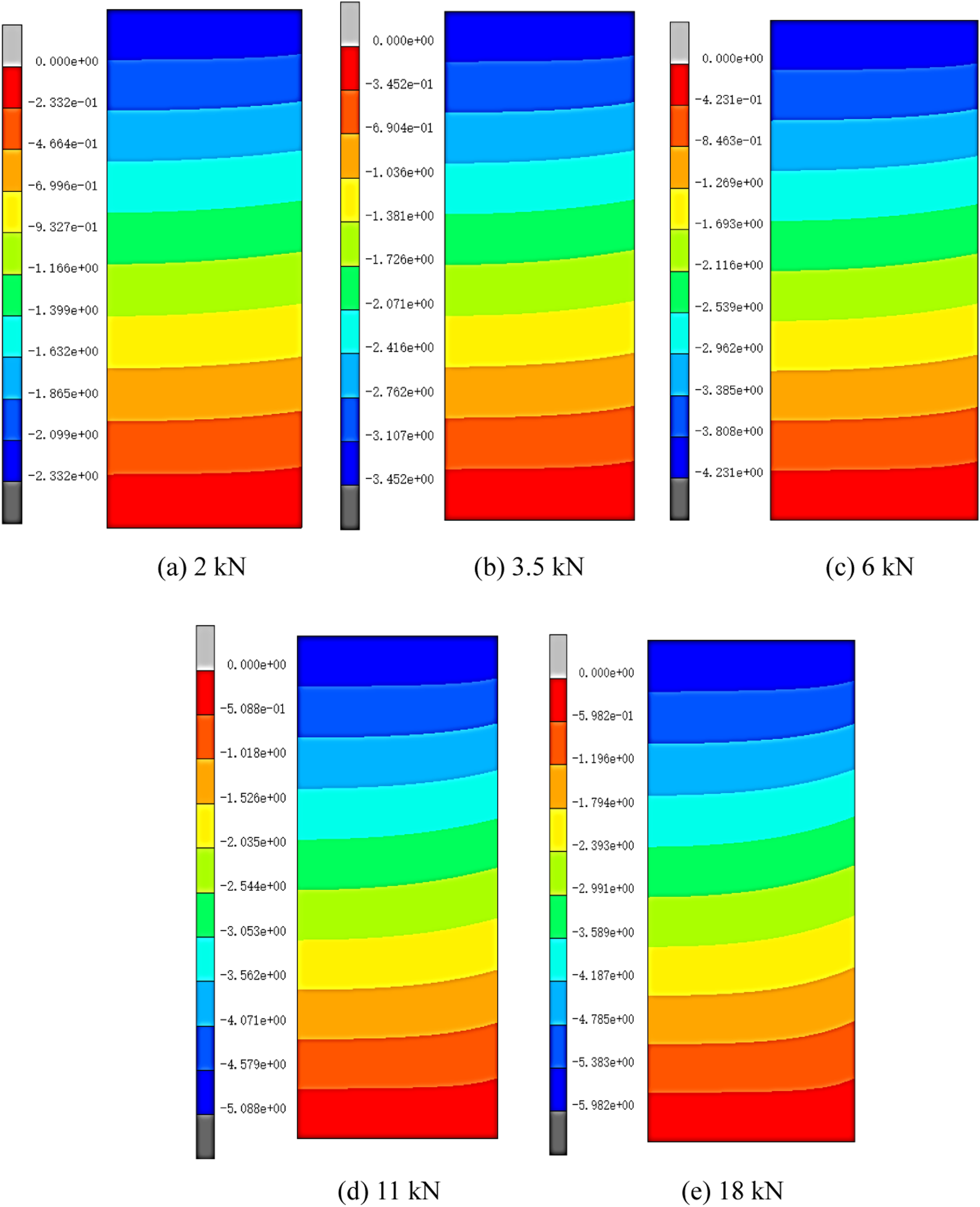
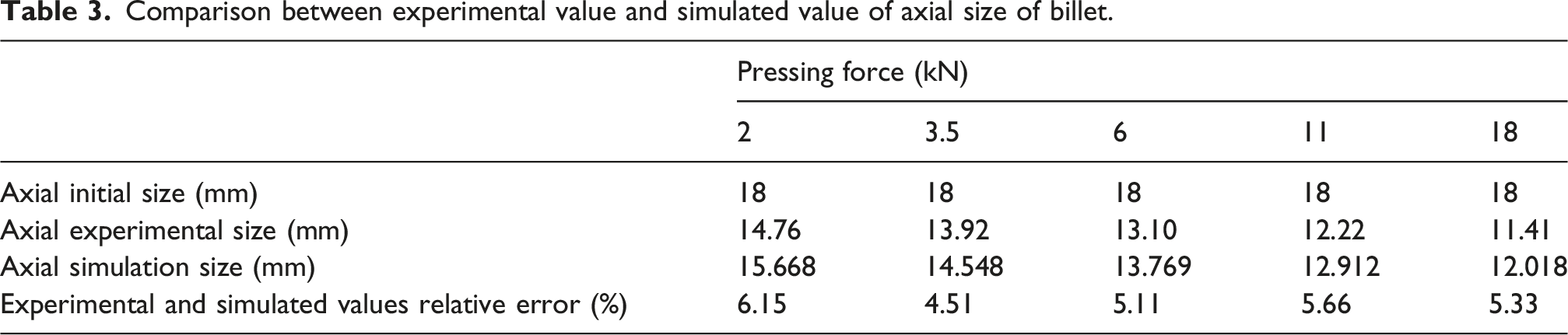
By comparing the experimental and simulated values of the axial dimensions, it is found that the axial dimensions of the simulation results are larger than those of the experimental results under different pressing forces. When the pressing force is 3.5 kN, the axial dimension of the experimental result is 13.92 mm, the axial dimension of the simulation result is 14.548 mm, and the relative error is 4.51%. When the pressing force is 2 kN, the axial dimension of the experimental result is 14.76 mm, the axial dimension of the simulation result is 15.668 mm, and the relative error is 6.15%. From the overall deformation trend, although the axial dimensions of the simulation results are larger than the experimental results, but the two are relatively close, the relative error is less than 10%, and both values fall within the allowable range. The main reasons for the errors are as follows: (1) in the actual powder hot pressing sintering process, there is a gap between the upper and lower head of the die and the female die, so in the process of pressing the upper head down, a small amount of powder will be extruded into the gap; however, the gap between the upper and lower heads and the middle sleeve is ignored in modeling, resulting in the axial size of the experimental results is slightly smaller than that of the simulation results. (2) in order to reduce the amount of calculation, the plane modeling of 1-stroke and 2-axisymmetric cross-section is adopted, which will cause error with the actual compression process of cylindrical billet. In addition, the powder weighing error, size measurement error and simulation error will also lead to the difference between the experimental results and the numerical simulation results.
Validation of relative density
In this study, the compacts prepared by hot pressing are pressed in one direction, so the relative density distribution in compacts is not uniform, and there is a certain difference in the relative density of different regions. The measurement of relative density of compact includes the measurement of relative density of compact as a whole and local area. The relative density of compact as a whole can be calculated according to the mass and axial size of compact. Take four areas A, B, C and D shown in Figure 22, cut out cube samples with side length of 2 mm, measure their mass and volume, and calculate the relative density value of each local area. Due to the different heights of compacts prepared under different pressing forces, when preparing cube samples, on the axisymmetric cross section of compacts, take small cubes with a distance of 1 mm from both ends, and the two samples are separated by 1.5 mm in the radial direction. The schematic diagram is shown in Figure 24. In the simulation results, take the relative density value of the corresponding area and compare the two. Sample cutting schematic diagram.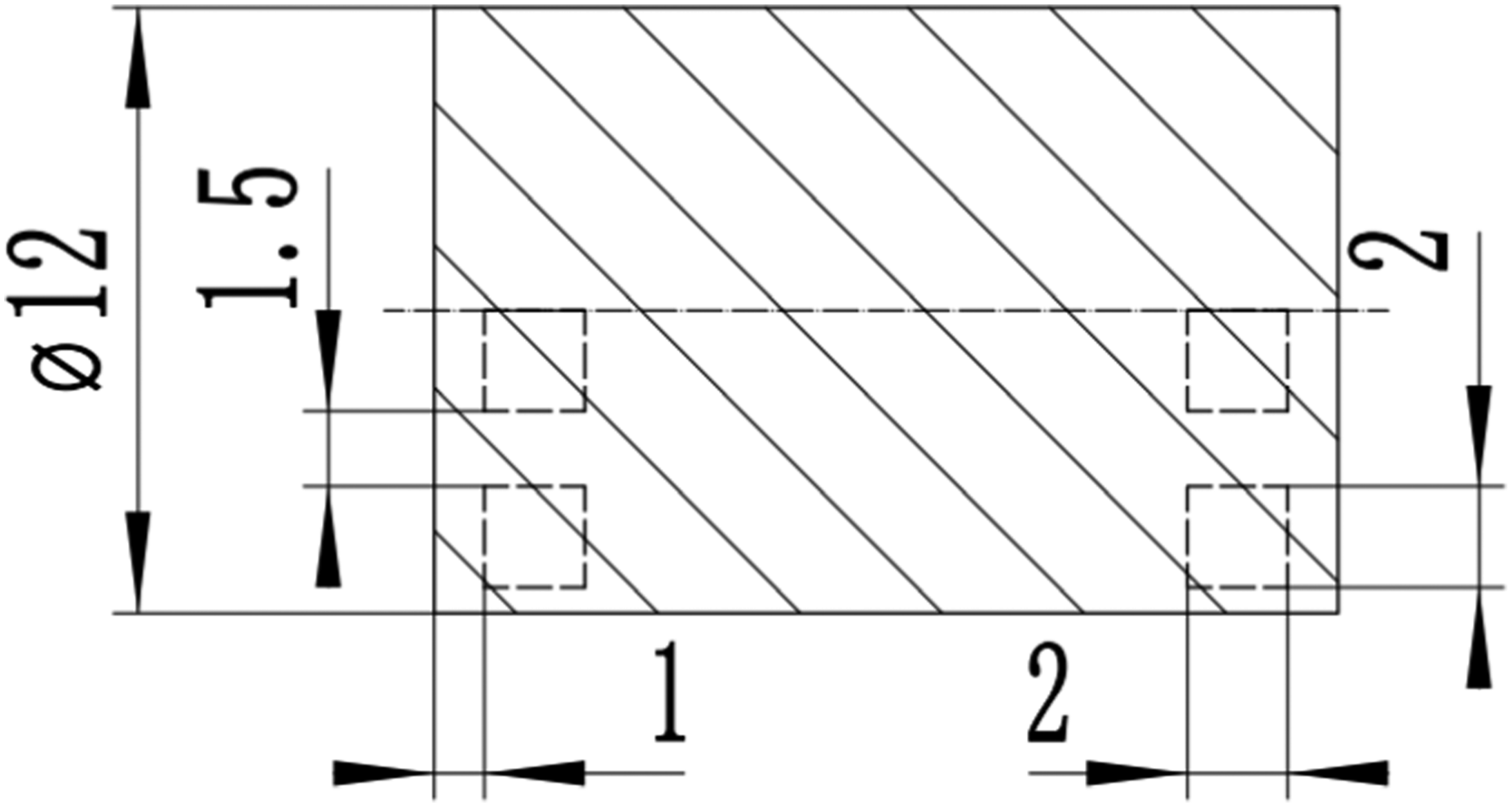
The relative density distribution of the billet under different pressing forces is shown in Figure 24. The relative density values of each region are taken from the cloud map of the simulation results in Figure 25, and compared with the experimental results, the results are shown in Table 4. Cloud diagram of relative density distribution of billet under different pressing forces. Comparison between measured and simulated values of relative density under different pressing forces.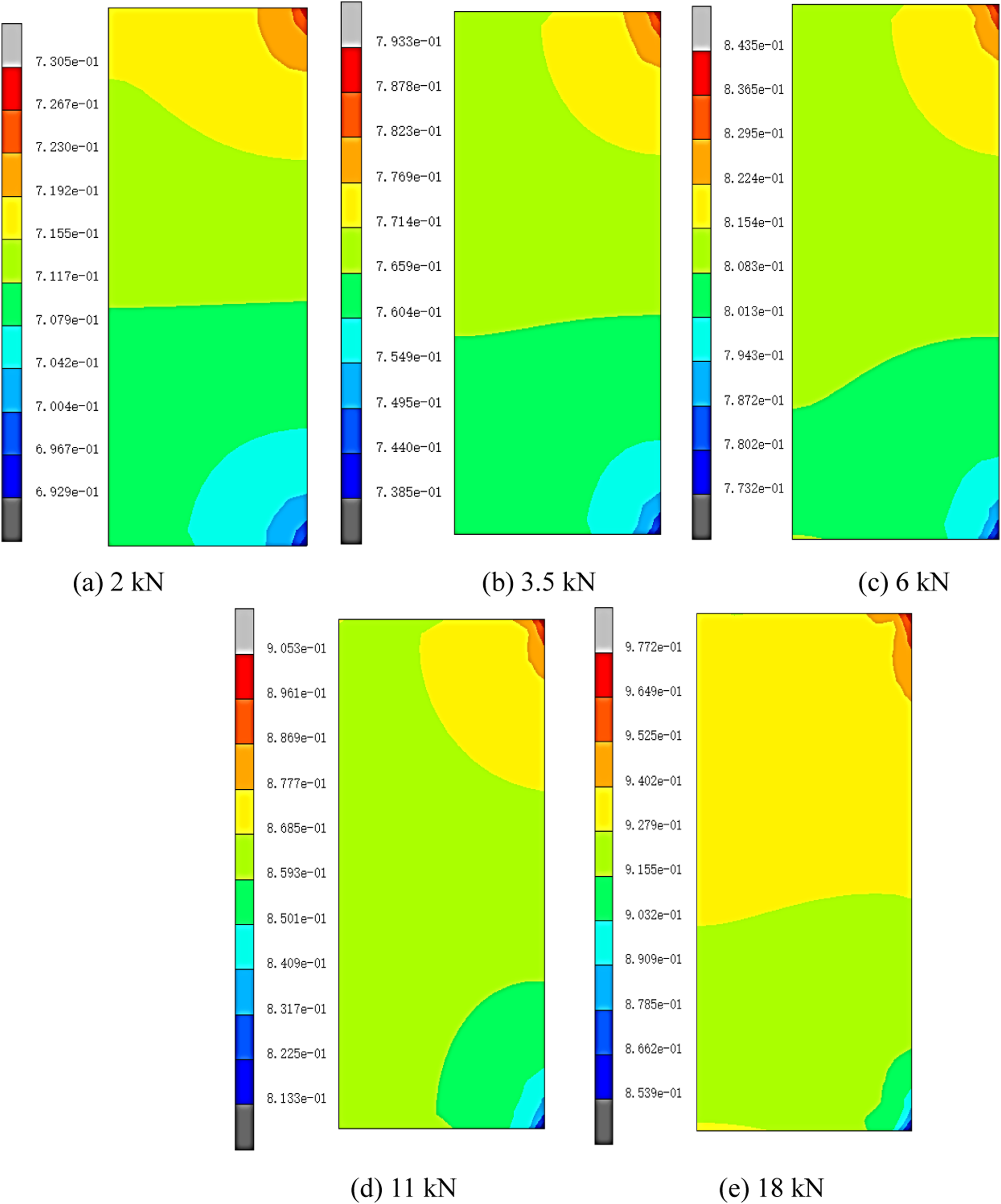
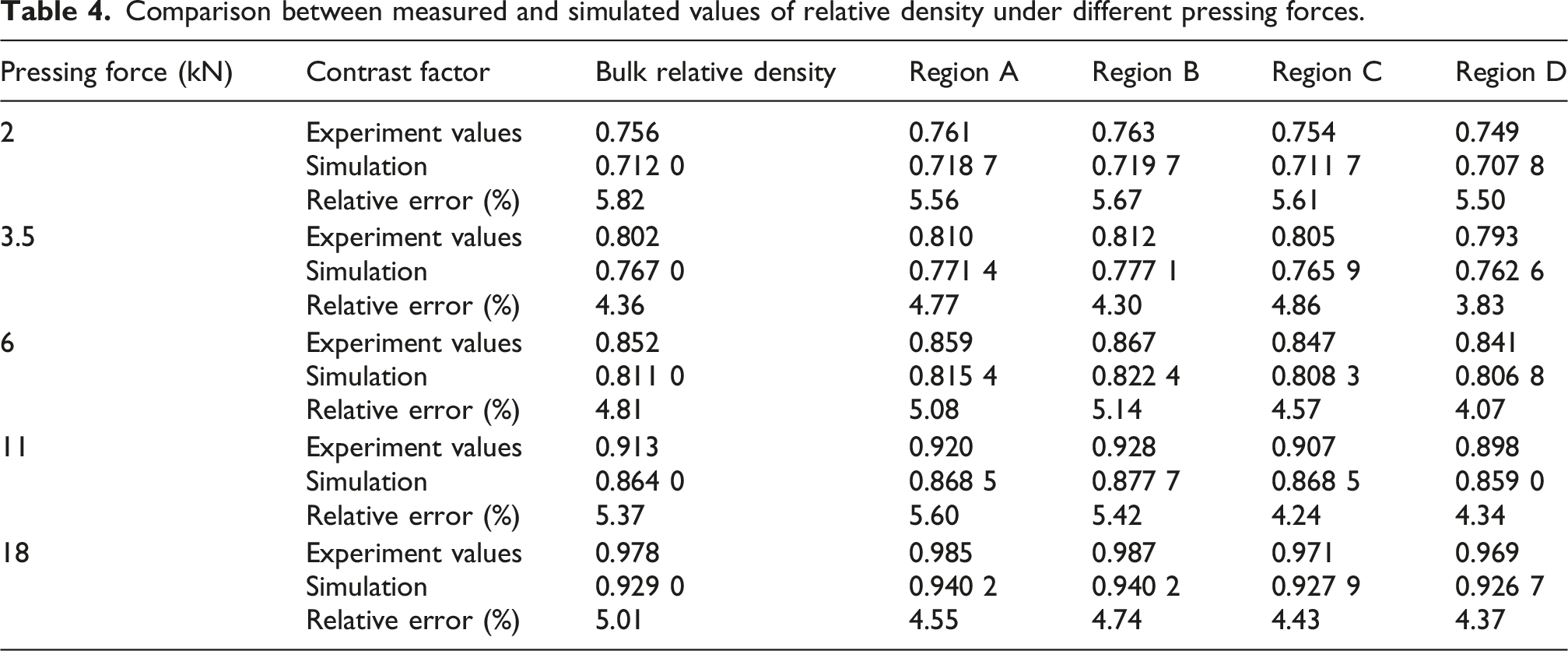
It can be obtained from Table 4 that when the pressing force is 3.5 kN, the experimental measured value of the overall relative density of the blank is 0.802, the simulation value is 0.767, the relative error is 4.36%, and the relative error is the smallest; when the pressing force is 2 kN, the experimental measured value of the overall relative density of the billet is 0.756, the simulation value is 0.712, the relative error is 5.82%, and the relative error is the largest. Under different pressing forces, the errors between the experimental and simulated values of the overall relative density of the billet are all within the acceptable range. For the local relative density, it can be seen that the relative error is less than 10%. There is a large difference between the experimental and simulated values of relative density in some areas. The reasons for this phenomenon may be as follows: (1) the cube sample taken from the billet is small, and there is an error in measuring the volume and mass of the sample. (2) there must be some errors in the process of experimental operation, such as the actual pressing process can not guarantee that the pressing force is constant, but in the simulation process, the pressing force is constant and does not fluctuate.
Combined with the experimental results, the axial shrinkage and the relative density distribution of the whole and local billets in the simulation results are compared and verified. As can be seen from Table 3, with regard to the axial shrinkage of the billet, the difference between the experimental data and the simulation data is small, and the relative error is less than 10%. Within the allowable range, it shows that the error of the powder material yield model is small. It can be seen from Table 4 that the relative errors between the experimental data and the simulation data of the overall and local relative density of the billet are less than 10%, which is within the allowable range.
Conclusions
(1) Through the uniaxial compression experiments of ZL109-SiC alloy samples with different relative density at room temperature, the hydrostatic pressure influence factor and stress correction factor were established, and the room temperature Shima yield model of ZL109-SiC powder was established. On this basis, considering the effect of temperature on the yield of powder materials, the yield stress correction term of powder material is established and verified by uniaxial hot compression experiments on ZL109-SiC alloy samples with different relative densities. The results show that the relative errors are all less than 10%, and the accuracy of the established yield stress correction term is verified. Based on the Shima yield model at room temperature, combined with the yield stress correction term, the high temperature modified Shima yield model of ZL109-SiC powder is established. (2) The densification process of powder hot pressing sintering is simulated by finite element method, and the simulation results are compared with the experiments from three aspects of axial deformation and relative density of whole and local region, and the relative errors are all less than 10%. It can be seen that the finite element model established in this study can accurately reflect the actual densification process of powder hot pressing sintering. (3) This work demonstrates a systematic approach for developing temperature-dependent yield models for powder metallurgy materials. While the specific parameters apply to ZL109-10 vol% SiC processed under the conditions investigated, the methodology can be extended to other material systems. The validated model provides a reliable tool for predicting deformation and density distributions in hot pressed components, supporting process design and optimization. Future work should focus on microstructural validation (e.g., micro-CT comparison) and extension to more complex component geometries.
Footnotes
Acknowledgments:
Suwen Chen,Wenjie Ding,Wenyuan Guo,Zhiquan Zhang,Jianliang Sun Dapeng Gu would like to thank National Engineering Research Center for Equipment and Technology of Cold Strip Rolling at Yanshan University. Most of the work was done at National Engineering Research Center for Equipment and Technology of Cold Strip Rolling.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
We will supply the original raw data if required.