
Abstract
Polyester hybrid composites reinforced with alkali-silane treated Bambus Hampi fibres and Si3N4bioceramic filler produced from Jowar millet husk for EMI shielding applications are the primary focus of this study’s development and multifunctional characterisation. This study made a composites with 40 vol.% fibre and 0-5 vol.% Si3N4filler and tested them for electrical, mechanical, and electromagnetic interference (EMI) shielding characteristics. Composites made with treated fibres and filled with bioceramic material outperformed neat polyester by a wide margin. With a tensile strength of 162 MPa, flexural strength of 184 MPa, impact energy of 6.96 J, and hardness of 95 Shore-D, PEB3 containing 3 vol.%Si3N4demonstrated the best mechanical properties among the invented composites. Filler loading improved the dielectric characteristics, with PEB5 exhibiting the best values for both the dielectric constant (4.52) and the dielectric loss (0.27). At 64.1 dB in the X-band and 68.3 dB in the Ku-band, PEB5 attained the maximum EMI shielding efficacy. The increased shielding efficacy was mainly due to interfacial polarisation, Debye relaxation, conduction loss, and absorption-dominated attenuation, as demonstrated by SEM examination, which also showed strong interfacial bonding and excellent filler dispersion. The results show that these eco-friendly sustainable hybrid composites can be used for advanced EMI shielding applications due to their lightweight and high-performance properties.
Keywords
Introduction
Electromagnetic interference (EMI) has become a critical challenge in modern electronic, communication, aerospace, and defense systems due to the rapid proliferation of wireless devices, high-frequency circuits, and electromagnetic radiation sources. Uncontrolled electromagnetic emissions can adversely affect the reliability, accuracy, and operational safety of electronic equipment, creating a growing demand for lightweight, cost-effective, and environmentally sustainable shielding materials.1,2 Although conventional metallic shields provide excellent electromagnetic attenuation, their high density, susceptibility to corrosion, and limited design flexibility restrict their use in advanced engineering applications. Consequently, polymer-based composites reinforced with natural fibers and functional fillers have emerged as attractive alternatives for EMI shielding applications owing to their low weight, corrosion resistance, and ease of processing. 3
Natural fiber-reinforced polymer composites have attracted considerable attention because of their renewability, biodegradability, low density, and favorable specific mechanical properties. Fibers such as hemp, sisal, kenaf, jute, bamboo, and cellulose-based reinforcements have been widely investigated for structural and functional composite applications. However, most natural fiber composites exhibit limited EMI shielding performance, particularly in the X-band and Ku-band frequency regions, due to their inherently low electrical conductivity, weak dielectric loss capability, and insufficient electromagnetic wave attenuation mechanisms. In addition, the hydrophilic nature of lignocellulosic fibers often leads to poor interfacial compatibility with hydrophobic polymer matrices, thereby restricting effective stress transfer and multifunctional performance. Surface modification through alkali and silane treatments has proven effective in overcoming these limitations by removing impurities, increasing surface roughness, and promoting chemical bonding at the fiber–matrix interface, thereby improving both mechanical and functional properties. 4
To enhance the dielectric and EMI shielding behavior of polymer composites, researchers have incorporated conductive and ceramic fillers such as graphene, carbon nanotubes, metal oxides, ferrites, silica, and silicon-based ceramics. While these fillers improve electromagnetic attenuation, excessive filler loading frequently causes particle agglomeration, increased brittleness, higher density, and deterioration of mechanical performance. Therefore, single-reinforcement systems based solely on natural fibers or fillers often fail to achieve an optimal balance between structural integrity and shielding effectiveness. A hybrid reinforcement strategy integrating natural fibers with functional ceramic fillers offers a promising approach to simultaneously improve mechanical strength, dielectric response, and EMI shielding capability.
Among various natural fibers, Bambus Hampi fiber is particularly attractive due to its high cellulose content, superior specific strength, rapid growth rate, and widespread availability. Likewise, silicon nitride (Si3N4) is a technologically important ceramic material possessing excellent thermal stability, high mechanical strength, favorable dielectric characteristics, and resistance to oxidation and wear. Furthermore, recent advances in sustainable materials processing have enabled the production of value-added ceramic materials from agricultural waste resources. Jowar millet husk, an abundant agro-residue generated during grain processing, represents a sustainable precursor for the synthesis of Si3N4- based bioceramics. 5 The utilization of such biomass-derived ceramic fillers not only promotes waste valorization but also provides additional polarization centers capable of enhancing dielectric loss and electromagnetic attenuation.
Recent studies have demonstrated the effectiveness of hybrid reinforcement approaches in multifunctional composites. Singh et al. 6 reported that hemp–sisal fiber reinforced epoxy composites containing silica nanoparticles exhibited significant improvements in mechanical and wear properties, with 2 wt.% silica providing optimum performance. Uthayakumar et al. 7 developed silver slag-filled musa/silk hybrid epoxy composites and achieved an EMI shielding effectiveness of 62.44 dB at 20 GHz together with enhanced mechanical and flame-retardant properties. Similarly, Mirzana et al. 8 reported that silane-treated Cyperus platystylis fiber/vinyl ester composites reinforced with silver oxide nanoparticles achieved an EMI shielding effectiveness of 63.74 dB at 18 GHz due to improved interfacial bonding and electromagnetic attenuation. Although these studies demonstrate the potential of hybrid composite architectures, investigations involving biomass-derived Si3N4bioceramic fillers and Bambus Hampi fiber reinforcements remain extremely limited.
In the present work, a novel hybrid reinforcement strategy combining alkali–silane treated Bambus Hampi fibers and Jowar millet husk-derived Si3N4bioceramic filler within a polyester matrix is proposed. Unlike conventional single-reinforcement systems, the treated fibers act as the primary load-bearing phase by enhancing stress transfer and crack resistance, whereas the Si3N4 particles provide dielectric polarization centers and electromagnetic wave attenuation through interfacial polarization, dipolar relaxation, conduction loss, and multiple internal reflections.9,10 The simultaneous alkali–silane treatment of both fiber and filler further strengthens interfacial compatibility, enabling efficient load sharing and stable filler dispersion. Consequently, the developed hybrid architecture is expected to overcome the mechanical limitations of filler-dominated systems and the shielding limitations of fiber-only composites while delivering superior multifunctional performance. Therefore, the objective of this study is to fabricate and characterize Bambus Hampi fiber/Si3N4/polyester hybrid composites and systematically evaluate their mechanical, dielectric, and EMI shielding properties for lightweight and sustainable high-frequency shielding applications in the X-band and Ku-band regions.
Methodology
Raw material
The composite are fabricated by using the following raw material, under this section the raw material specifications and purchasing details are represented below. The Bambus hampi fiber was procured from Laywell composite, Chennai, India. The filler silicon nitride was extracted from Jowar millet husk, and it was purchased from Agro food product, Chennai, India. The matrix used in this study was polyester. The matrix and their additives was procured from Herenba instruments, Chennai, India. The silane coupling agent APTMS and alkali solution was utilized on reinforcement to provide strong interfacial adhesion composite. Such surface modified solution and their additives were purchased from POLYCHEM, Chennai, India.
Extraction of filler particle
This Si3N4 bioceramic filler was produced by transforming Jowar millet husk using a carbothermal reduction and nitridation (CRN) technique. To begin, the husk was dried and then pyrolysed at 650°C for 2 h to produce a carbon-rich precursor and eliminate volatile components. The precursor, which contained silica, was further purified by treating the pyrolysed material with 2 weight percent hydrochloric acid, which removed metallic contaminants. The nitridation process took place in a tubular furnace with a constant flow of 99.999% N2 nitrogen gas at 1300°C for 3 h. In order to keep the nitriding environment consistent and avoid oxidation, the nitrogen flow rate was kept constant at 150-200 mL min−1 throughout the procedure. The husk’s inherent silica combines with the carbon, which is a reducing agent, during high-temperature treatment. This process is carried out by biomass pyrolysis. One way to depict the carbothermal reduction reaction is as:

The gaseous SiO intermediate subsequently reacts with nitrogen to form silicon nitride according to:

The overall carbothermal reduction–nitridation reaction may be expressed as:

First, biomass is thermally decomposed. Then, carbonaceous reducing species are generated. Then, silica is reduced to volatile SiO intermediates. Finally, SiO is nitridated in the presence of nitrogen gas to produce Si3N4particles. This is the method by which the compound is formed. A multifunctional reinforcement for polyester-based electromagnetic interference (EMI) shielding composites, the resultant Si3N4 bioceramic has excellent thermal stability, dielectric polarisation capability, and interfacial activity.
11
Figure 1 extraction of filler particle from Jowar millet husk. Extraction of filler particle from Jowar millet husk.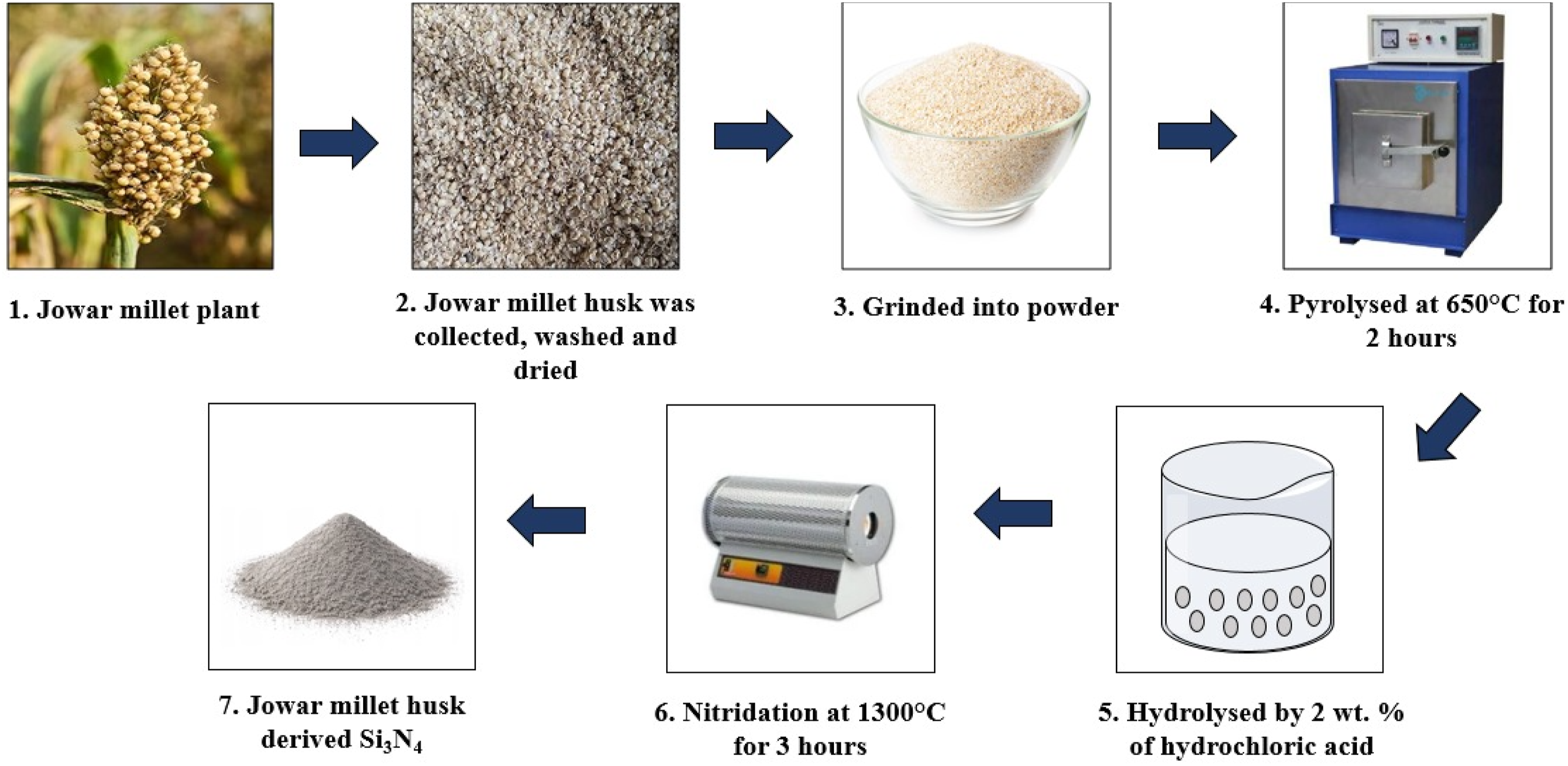
The X-ray diffraction (XRD) pattern presented in Figure 2 reveals the crystalline nature of the reinforcement phase incorporated within the composite. Several distinct diffraction peaks are observed at approximately 2θ = 19°, 22°, 26°, 33.5°, and 36.0°, corresponding to the crystallographic planes (101), (110), (200), (102), and (201), respectively. Among these reflections, the (102) plane located near 33.5° exhibits the highest intensity, indicating its dominant crystalline orientation within the material. The sharp and well-defined peaks observed in the diffractogram confirm the presence of a highly crystalline phase and suggest good structural ordering of the reinforcement particles. The diffraction peaks indexed as (101), (110), and (200) at lower diffraction angles represent secondary crystalline reflections, while the strong peaks corresponding to the (102) and (201) planes indicate enhanced crystallite growth and preferential orientation. The absence of additional impurity peaks demonstrates the phase purity of the reinforcement and confirms that no undesirable crystalline by-products were generated during processing. Furthermore, the broad low-intensity background observed between 15° and 30° can be attributed to the amorphous polymer matrix and lignocellulosic constituents of the natural fibers, whereas the sharp diffraction peaks originate from the crystalline ceramic phase. The coexistence of amorphous and crystalline regions indicates the successful incorporation of the reinforcement into the polymer matrix. The increased peak intensity and narrow peak width further suggest improved crystallinity, which can contribute to enhanced stiffness, mechanical strength, thermal stability, and interfacial load-transfer characteristics of the developed hybrid composite system. XRD analysis of silicon nitride particle.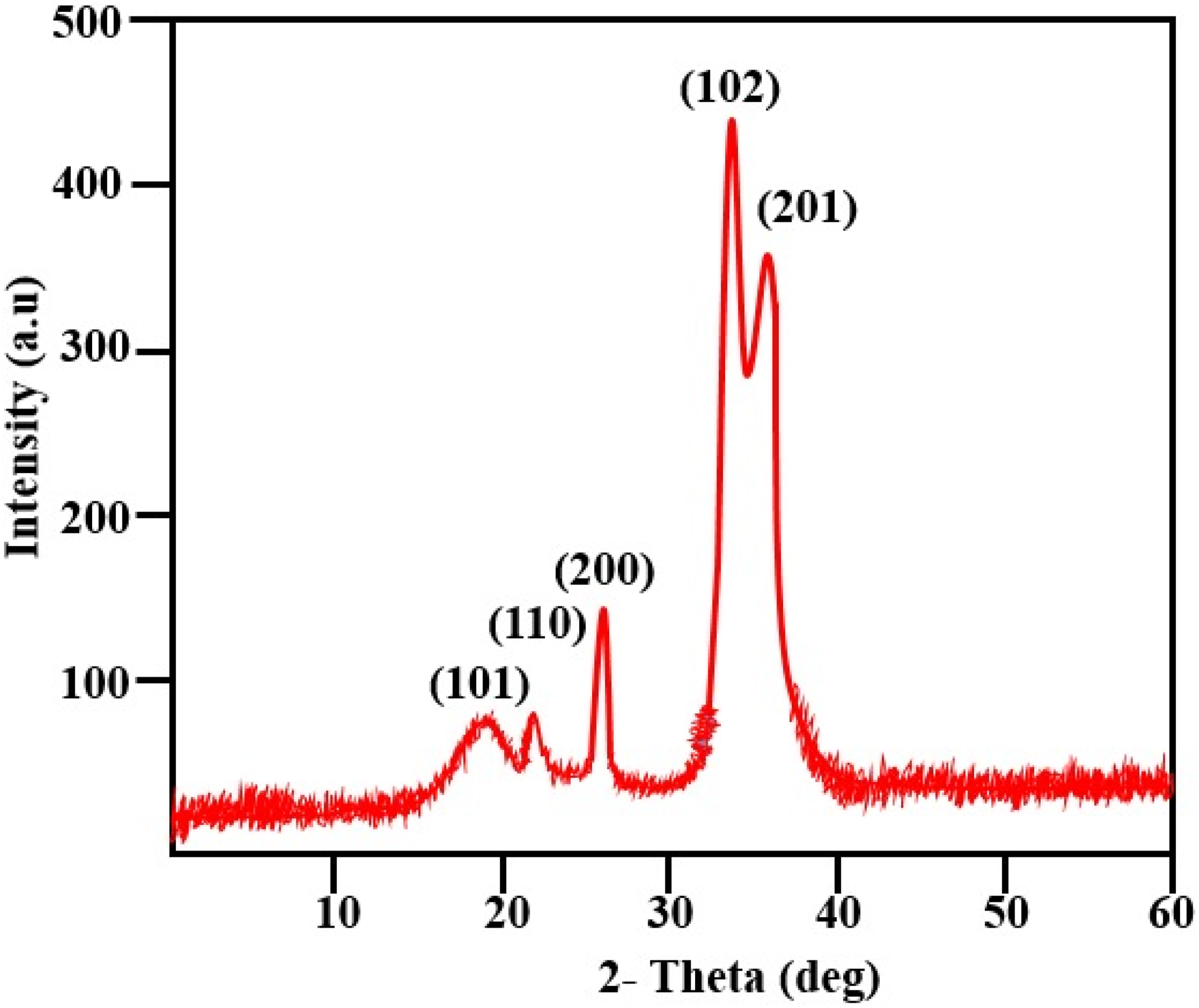
Surface modification process
Before the composite was made, the surface of the Hampi fibres and Si3N4fillers was modified using the whole technique shown in Figure 3 using alkali and alkali-silane. Before being dried in a hot-air oven at 120°C for 1 h, the fibres and fillers were first soaked in a 5 vol.% NaOH solution for 30 min. The alkali treatment increased surface roughness and exposed reactive hydroxyl groups that improve interfacial bonding by removing surface contaminants, waxes, hemicellulose, lignin, and other amorphous components. Afterwards, a solution of 2-aminopropyltrimethoxysilane (APTMS) was produced in a 90:10 v/v ethanol-water mixture and agitated for 30 min to enable the hydrolysis of the silane. To encourage the production of reactive silanol groups, acetic acid was added dropwise to the solution until the pH reached 4.8. Immersed in the hydrolysed silane solution, the alkali-treated fibres and Si3N4 fillers were stirred continuously for 45 min at room temperature (27 ± 2°C). Drying in a hot-air oven at 130°C for 1 h followed treatment. The materials were then filtered and gently washed with ethanol to remove excess unreacted silane. While APTMS’s organofunctional groups were free to engage with the vinyl ester matrix, silanol groups formed stable covalent connections with hydroxyl groups on treated fibre and filler surfaces after silanization.
12
This two-sided alteration improved the hybrid composites’ mechanical, thermal, and durability properties by making the reinforcements and matrix more compatible, increasing the efficiency of stress transfer, decreasing the number of interfacial defects, and decreasing moisture absorption. Surface modification on reinforcement substances.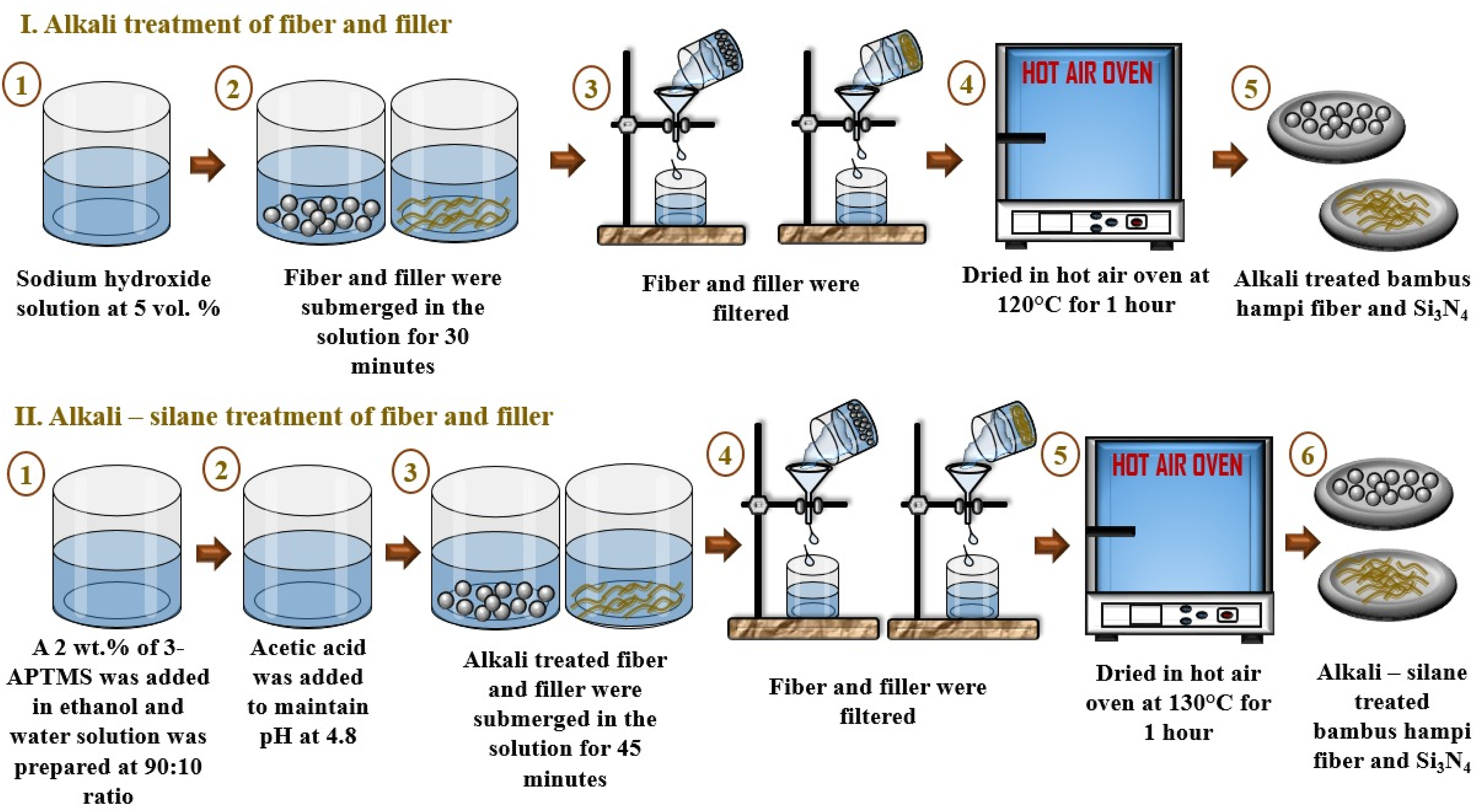
Fabrication of composite
A method called hand lay-up assisted compression moulding was used to create the hybrid composite laminates. The extracted fibres were washed, dried, and surface-treated as per the steps outlined in Section 2.3 before production could begin. We meticulously measured and combined the necessary amounts of curing agent and polyester resin. To make sure the resin and hardener were mixed evenly and to prevent air bubbles, a mechanical stirrer was used at low speed for about 5 to 10 min. To ensure even distribution throughout the matrix, the treated short fibres and filler particles were subsequently added to the resin mixture in stages while stirring continuously. The mixture was mixed again until the reinforcements were thoroughly wetted and there were no more visible clumps.
Composition features of developed composite.

Characterizations
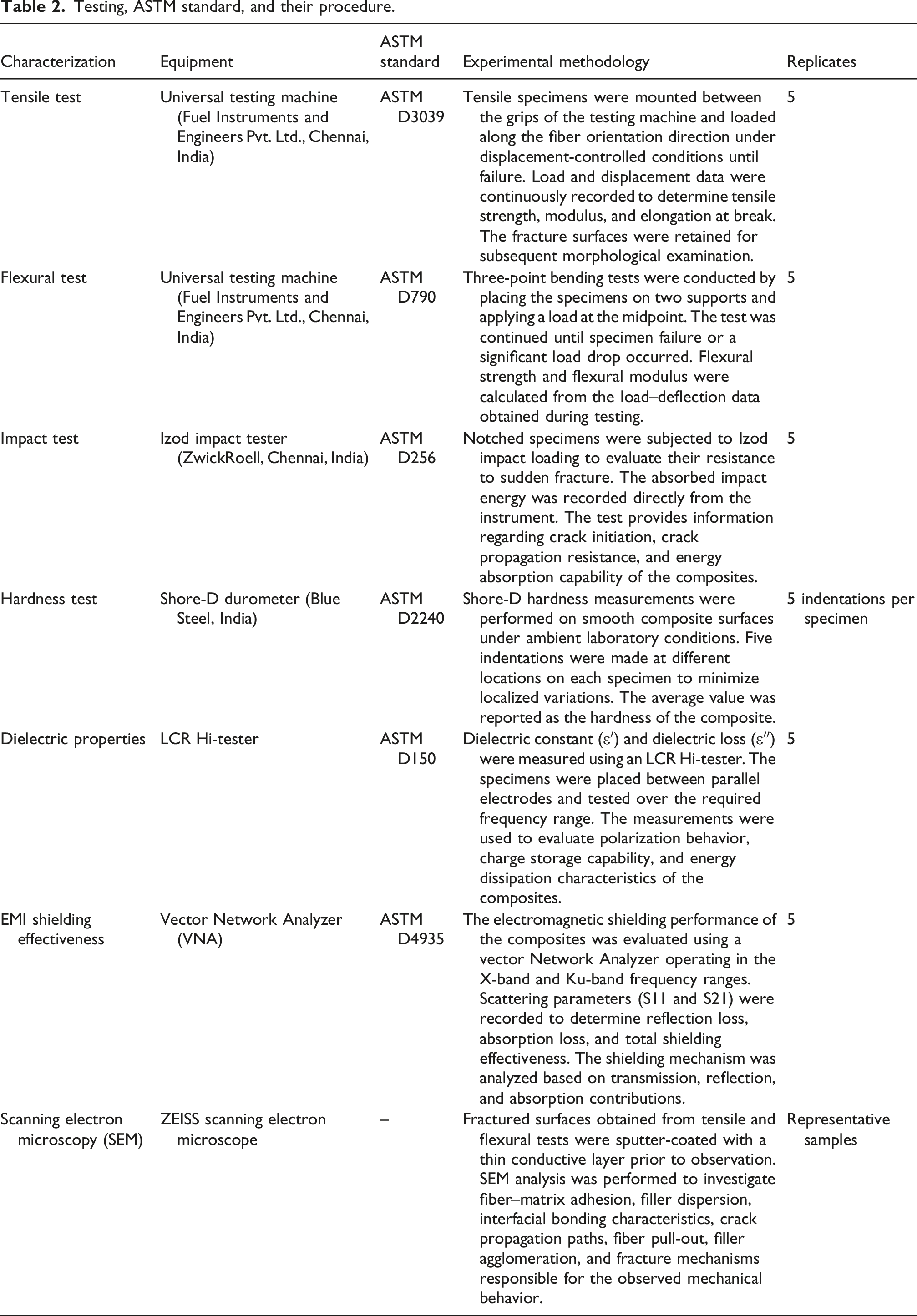
Abrasive waterjet cutting using the OMAX equipment was used to cut the Bambus Hampi fiber/Si3N4bioceramic reinforced polyester laminates into standard test specimens. Specimen preparation was performed using waterjet machining to prevent heat damage, delamination, and residual strains. Mechanical, dielectric, electromagnetic interference (EMI), and morphological characterisation were performed on specimens that had been conditioned under ambient laboratory conditions and had been manufactured according to the dimensions given by the relevant ASTM standards. Figure 4 ASTM standard based testing specimen. Table 2 testing and their standards and specifications. ASTM standard based composite specimen. Testing, ASTM standard, and their procedure.
The transmission, absorption, reflection, and overall shielding efficacy of the hybrid composite were assessed using the scattering parameters S11, S12, S21, and S22 produced during the experiment. 1. R = |S11|2 = |S22|2 2. T = |S21|2 = |S21|2 3. SER = −10log10 (1 − R) 4. SEA = − 10 log10 (T/1 − R) 5. SET ≈ SER + SEA
Results and discussion
Mechanical behaviour
The produced polyester composites containing Bambus Hampi fibres reinforced with alkali-silane treated fibres and Si3N4 bioceramic filler obtained from Jowar millet husk are shown in Figure 5, along with their mechanical properties. With an impact energy of 0.60 J, a hardness of 82 Shore-D, a tensile strength of 61 MPa, and a flexural strength of 81 MPa, the plain polyester composite (P) demonstrated impressive properties. Neat polyester’s modest hardness and strength come from its stiffness and low energy absorption capacity during crack propagation, both of which are caused by its strongly cross-linked thermoset structure.
14
All mechanical parameters were much improved when composite PE with 40% alkali-silane treated Bambus Hampi fibre was added. Hardness reached 89 Shore-D, impact energy reached 4.82 J, flexural strength reached 151 MPa, and tensile strength reached 130 MPa. The main reason for this improvement is because the alkali-silane treatment effectively transfers stress from the fibre to the polyester matrix. The surface of the fibre is made more rough and reactive hydroxyl groups are exposed when hemicellulose, lignin, waxes, and other surface contaminants are removed by alkali treatment. Improved interfacial adhesion and less fibre pull-out during loading are results of a subsequent silane treatment that generates stable siloxane bonds at the fiber-matrix interface.
15
As a result, the treated fibres improve their tensile and flexural strength by bearing and transferring loads more effectively. Mechanical behaviour of the composite.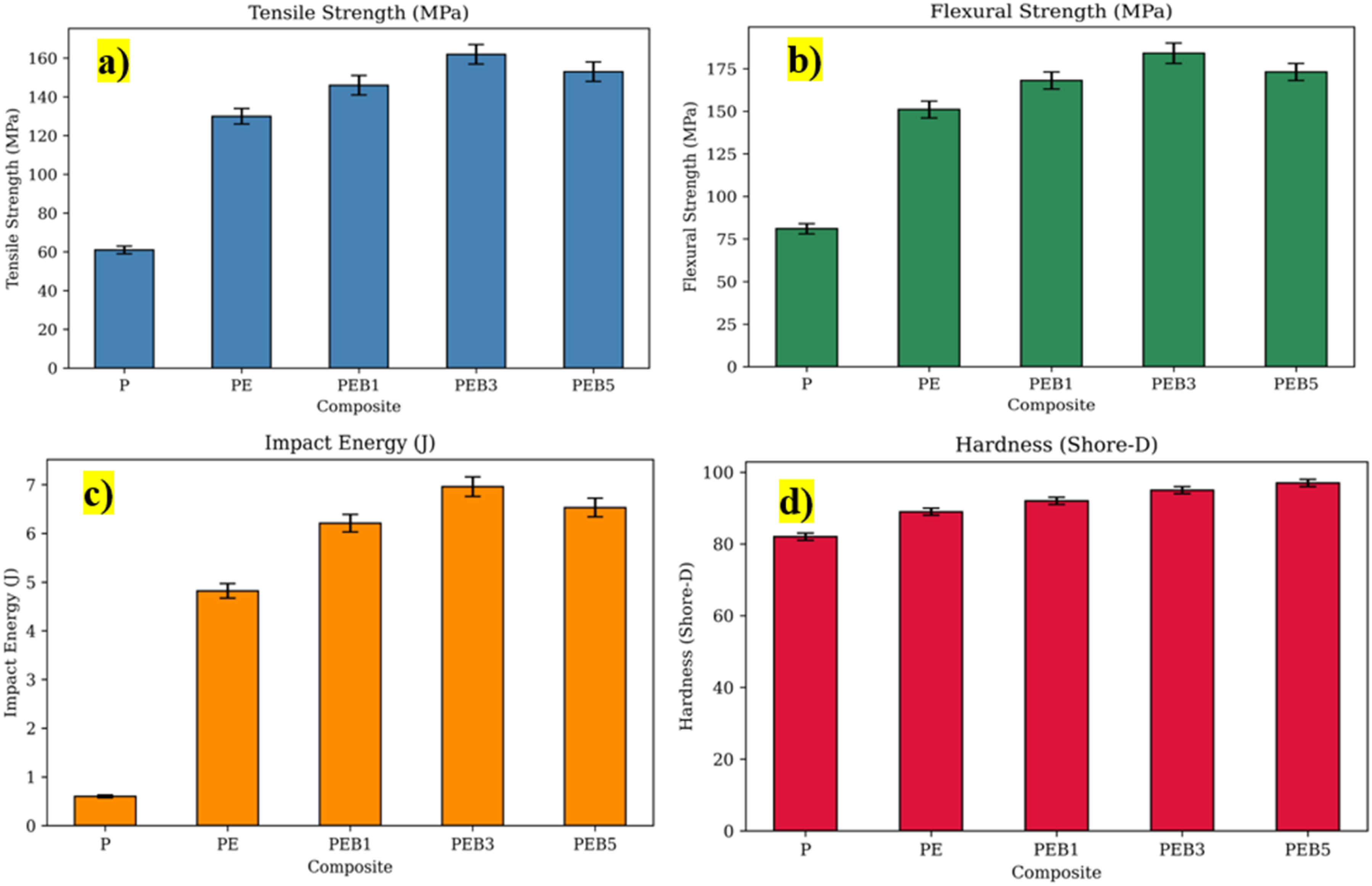
Additional enhancements were achieved by further integration of a 1 vol.% silane-treated Si3N4 bioceramic filler (PEB1), which led to a tensile strength of 146 MPa, a flexural strength of 168 MPa, an impact energy of 6.21 J, and a hardness of 92 Shore-D. In the composite, the hard ceramic particles fill microvoids and serve as secondary reinforcing sites. Their even distribution improves the efficiency of stress transfer and limits the mobility of polymer chains, leading to increased stiffness and strength. In addition to enhancing fracture resistance and impact energy absorption, the filler particles operate as barriers that redirect cracks, making them travel longer and more twisted pathways. 16 For composite PEB3, the best mechanical performance was seen with a 3 vol.% Si3N4 filler. Hardness, impact energy, flexural strength, and tensile strength all peaked at 95 Shore-D, 184 MPa, and 6.96 J, respectively. A very effective load-bearing network is formed by the treated fibres, silane-modified Si3N4particles, and polyester matrix at this filler concentration through their synergistic interaction. The composite’s stress distribution is enhanced by the filler particles’ even distribution, and debonding and crack initiation are reduced by the strong interfacial bonding. The improved toughness and energy absorption under impact loading are also greatly helped by crack pinning, fibre bridging, and particle-induced fracture deflection.
Tensile strength dropped to 153 MPa, flexural strength to 173 MPa, and impact energy to 6.53 J when the filler content was increased to 5 vol.% (PEB5), however hardness remained high at 97 Shore-D. Filler agglomeration begins at greater loading levels, which is responsible for the loss in tensile, flexural, and impact characteristics. The creation of localised stress concentration regions and non-uniform stress distribution are caused by enhanced particle-particle interactions, which cause excess Si3N4 particles to cluster together. The ineffective stress transfer between the matrix and reinforcing phases is exacerbated by these aggregated areas, which also make crack initiation easier. 17 A higher concentration of hard ceramic particles improved resistance to localised surface deformation and indentation, which led to a continuing rise in hardness. The results show that polyester composites with a mix of alkali-silane treated Bambus Hampi fibres and Si3N4bioceramic filler have better mechanical performance. PEB3 has the best balanced mechanical features.
Figure 6(a) and (b) displays load-deflection and flexural stress-strain curves that are representative of the material. Up until failure, the pristine polyester composite (P) shows a stress-strain response that is essentially linear, reaching approximately 61 MPa at ∼2% strain. Brittle fracture, characterised by fast crack propagation and poor energy absorption, is shown by the lack of plastic deformation. Tensile strength and strain-at-break are both markedly improved with the addition of 40% alkali-silane treated Bambus Hampi fibre (PE), suggesting increased toughness. Fibre bridging and pull-out mechanisms cause crack propagation to be delayed, leading to a more progressive fracture mode, whereas strong fiber-matrix adhesion promotes efficient stress transmission. (a) Stress strain of tensile strength and (b) load deflection curve of flexural strength.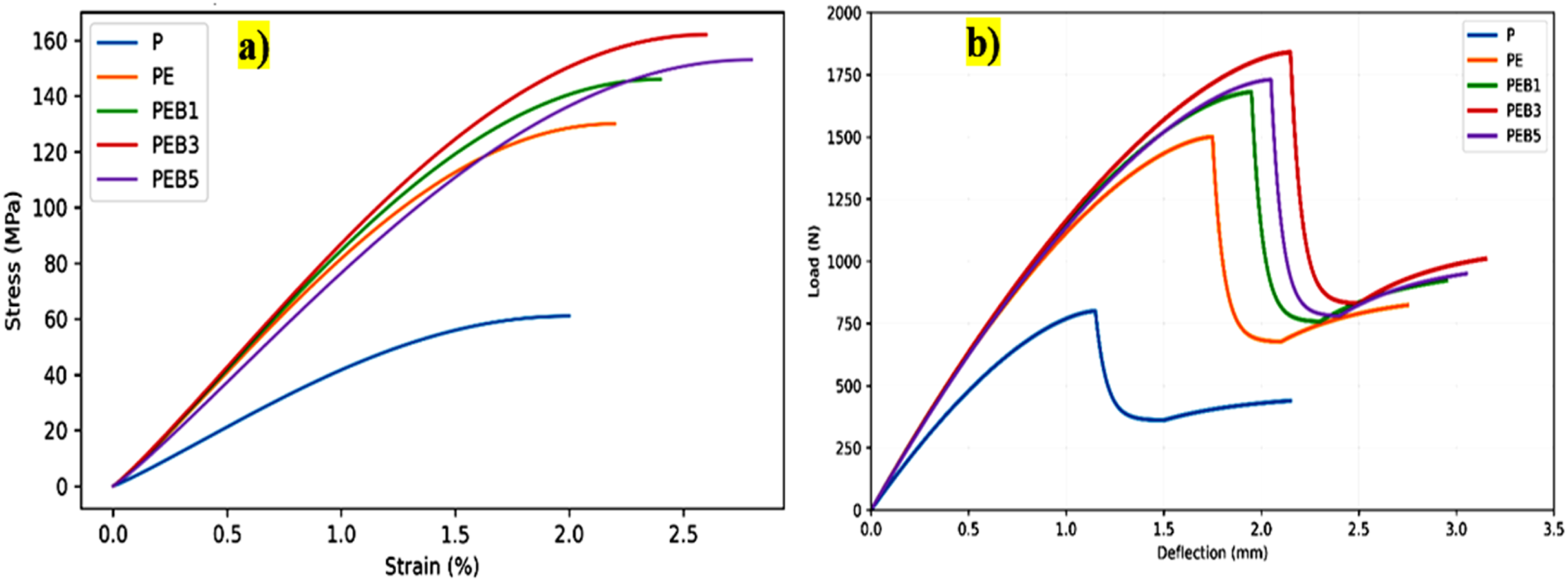
Adding Si3N4 bioceramic filler improves tensile strength even more. As a result of the hard ceramic particles, PEB1 and PEB3 have more stiffness and modulus, as shown by their steeper starting slopes. The highest stress and largest area under the curve are observed in PEB3, which indicates that it is the most robust and energy-absorbing composite. The favourable effects on crack deflection, crack pinning, and fibre bridging, brought about by the strong interactions between fibres, filler, and matrix, as well as the uniform distribution of filler, are responsible for this enhancement. 18 The tensile strength of PEB5 is slightly lower than that of PEB3, which is probably because of the filler agglomeration that causes localised stress concentrations, but the performance is still high. However, the fact that it has a high strain-to-failure ratio suggests that the interfacial bonding is effective and that it can withstand catastrophic failure.
A similar pattern can be observed in the flexural load-deflection curves. Polyester, which is neat, confirms brittle behaviour with the lowest peak load and abrupt collapse. The damage tolerance of PE, PEB1, PEB3, and PEB5 is better since they show higher peak loads and larger deflection before failure. Matrix cracking, fibre pull-out, interfacial debonding, and crack arrest processes are all possible causes of the progressive failure observed in the post-peak load reduction. The synergistic reinforcement of treated fibres and well-dispersed SitN4 particles gives PEB3 the highest flexural load and best resistance to bending failure of all the composites. Even though PEB5’s peak load is slightly lower, it still has a respectable capacity to carry loads after a failure. In general, the curves show that the hybrid composites are more resilient and less brittle than the neat polyester. PEB3 offers the best combination of properties, including dispersion of fillers, strength, stiffness, and toughness.
The mechanical performance of the Bambus Hampi fiber/Si3N4 bioceramic/polyester composites can be seen clearly in the SEM micrographs presented in Figure X (a-c). By linking interfacial bonding strength with failure behaviour, the microstructural features that have been identified provide an explanation for the trends in tensile, flexural, and impact properties. Thefibre pull-out in the cracked composite, as shown in Figure 7(a), suggests that the interfacial connection was broken before the fibres completely ruptured. The polyester matrix transfers stress to the fibres via the fiber-matrix interface when the material is loaded. The tensile and flexural strengths are diminished as a result of fibre extraction and decreased load-transfer efficiency caused by debonding, which happens when the interfacial shear strength is inadequate. Pulling out fibres, on the other hand, increases toughness and impact resistance by absorbing more fracture energy via interfacial friction.
19
The alkali treatment successfully improved mechanical interlocking and delayed premature debonding, as confirmed by the rough surface of the fibres. The clumping of Si3N4 particles is shown in Figure 7(b). These groups cause an imbalance in the passage of stress from the matrix to the reinforcement because they concentrate the tension. These areas are more prone to crack initiation and propagation under tensile or bending stresses, leading to early failure.
20
This clarifies why PEB5’s tensile, flexural, and impact strengths are marginally lower than PEB3’s. Particle agglomeration decreases the effective interfacial area available for stress transfer, even if larger filler loading enhances hardness and stiffness. The alkali-silane treated fibres, Si3N4 particles, and polyester matrix show high interfacial adhesion in Figure 7(c). Fracture occurred partially through the matrix rather than along the interface, suggesting robust bonding, as evidenced by matrix remains adhered to the fibre surface and the absence of obvious interfacial gaps. By reducing stress localisation and facilitating effective stress transfer, such bonding postpones the development of cracks. A higher amount of energy is needed for crack propagation because the fiber-filler-matrix contacts formed by the evenly distributed Si3N4 particles serve as both sites for crack deflection and crack pinning. In addition to bridging crack surfaces, well-bonded fibres keep bearing load even after matrix cracking starts. Figure 7(c) shows the morphology of PEB3, which is directly related to its higher mechanical performance. By treating the fibre, filler, and matrix with alkali-silane, the interface can be strengthened, and the stress-transfer efficiency can be maximised. Because of crack deflection, crack pinning, and fiber-bridging mechanisms, the enhanced fracture resistance, effective load sharing, and suppression of debonding are all outcomes of the strong interfacial bonding that results. Figure 7(b) shows that agglomeration is responsible for the little drop in strength qualities at increasing filler loading, even while hardness increases.
21
In general, the scanning electron microscopy (SEM) findings show that the major fracture mechanism and stress transmission are controlled by the fiber/filler/matrix interface quality, which in turn governs the mechanical behaviour of the composites. (a–c) SEM analysis of the composite.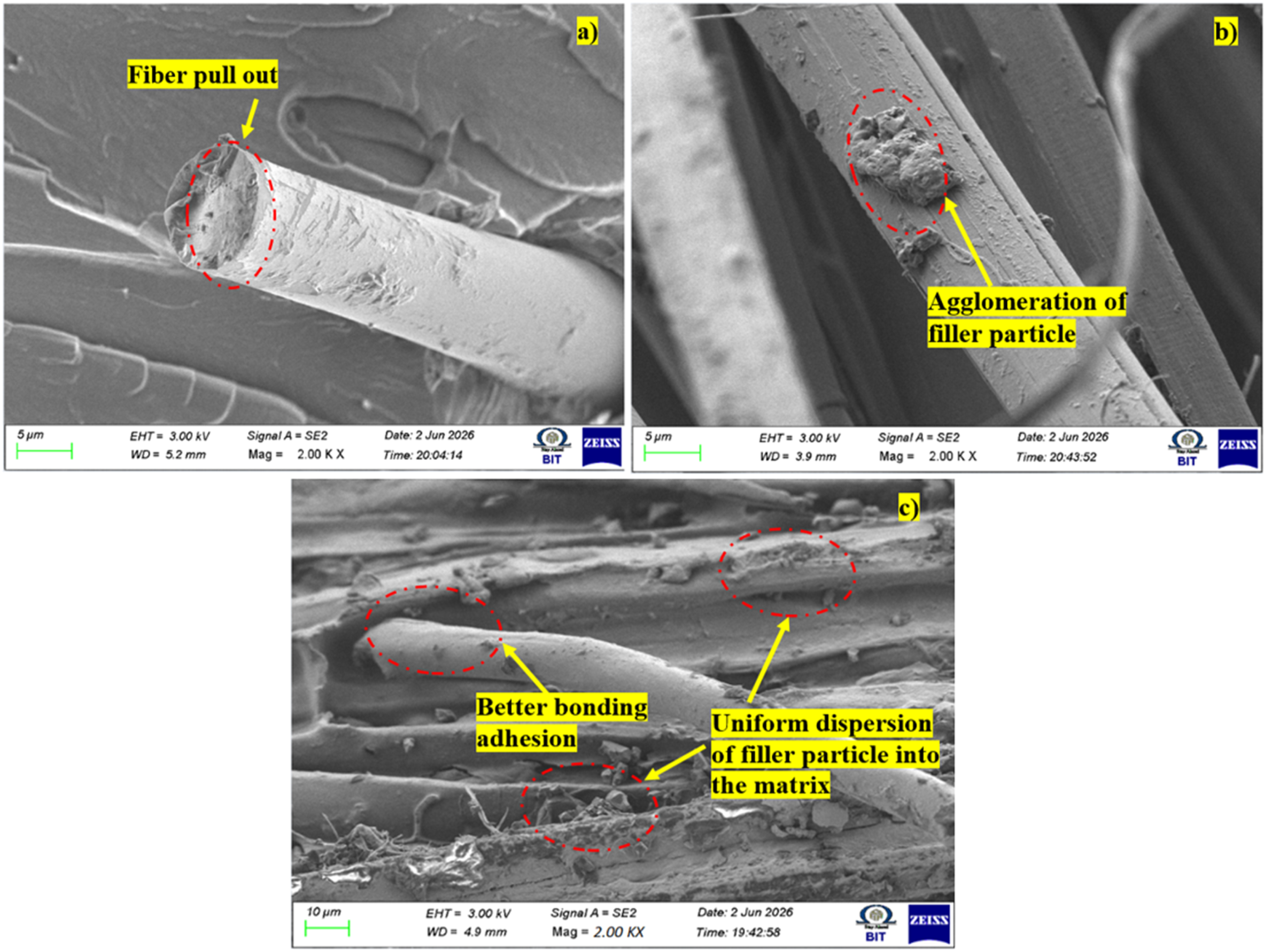
Dielectric behaviour
The electromagnetic shielding behaviour is directly related to the dielectric characteristics of Si3N4bioceramic reinforced polyester composites and alkali-silane treated Bambus Hampi fibre. Figure 8 shows that when the amount of fibre and filler increases, both the dielectric constant (ε′) and dielectric loss (ε″) rise steadily. Since it is electrically insulating and has limited polarisation capability, the plain polyester composite (P) has the lowest dielectric constant and dielectric loss. The presence of polar hydroxyl-containing components and the creation of new heterogeneous interfaces within the composite cause ε′ and ε″ to increase when alkali-silane treated Bambus Hampi fibres (PE) are included. These interfaces allow charges to accumulate in the presence of an alternating electromagnetic field, which in turn enhances the interfacial polarisation of the Maxwell-Wagner-Sillars (MWS) model. Dielectric behaviour of the composite.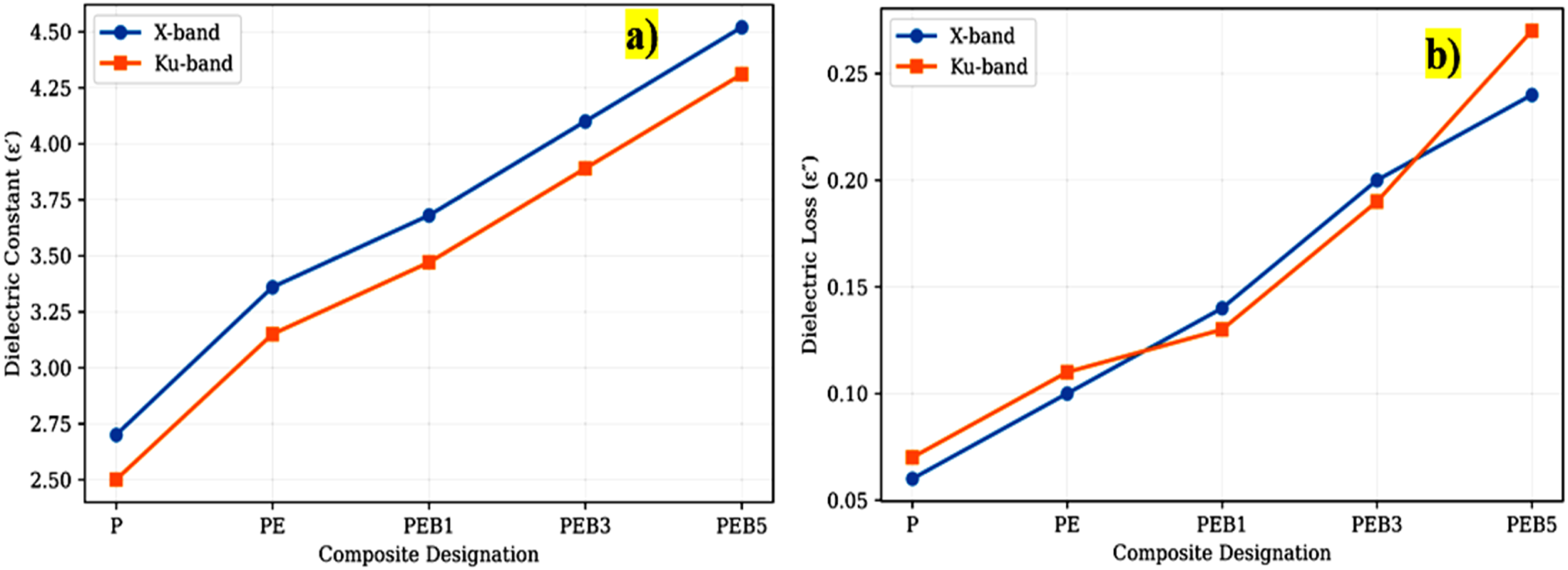
Both the dielectric constant and the dielectric loss are enhanced when silane-treated Si3N4 bioceramic filler is added to the mixture. Debye relaxation theory states that dielectric polarisation results from charge carriers and dipoles responding slowly to an applied alternating electromagnetic field. There are more relaxation centers accessible for charge buildup due to the increased number of fiber-filler-matrix connections generated by the presence of evenly distributed Si3N4particles. 22 As a result, the dielectric storage capability (ε′) is improved as polarisation relaxation becomes more noticeable. The efficient conversion of electromagnetic energy into thermal energy is indicated by the simultaneous contribution of the lag between polarisation and field reversal to dielectric loss (ε′′). Localised charge transport channels may potentially contribute to the amplification of dielectric loss through conduction loss. Despite Si3N4low conductivity, electron hopping and localised charge transport between nearby filler particles and interfacial regions are enhanced by increasing the filler loading. Dissipation of energy via conductivity and polarisation losses is enhanced by this process. Consequently, compared to clean polyester and fiber-reinforced composites, PEB3 and PEB5 have significantly larger dielectric loss values. Because a larger portion of the incident electromagnetic energy is dissipated within the composite instead than transmitted through it, the improved attenuation capability is indicated by the increased ε″.
The observed improvement in electromagnetic shielding effectiveness is directly attributable to the rise in dielectric constant and dielectric loss. A larger dielectric constant indicates that the material can store more charges and is more strongly polarised when subjected to electromagnetic radiation, which in turn causes the material to reflect and scatter the waves that hit it. Additionally, absorption shielding is improved by increased dielectric loss via polarisation relaxation and conduction loss mechanisms. 23 Combinations of interfacial polarisation, Debye dipolar relaxation, and conduction loss explain why PEB3 and PEB5 exhibit better shielding effectiveness. Incident waves undergo repeated reflection, scattering, and absorption within the composite structure due to the effective electromagnetic attenuation centers created by the many interfaces established by the alkali-silane treated fibres and Si3N4particles.
In terms of shielding efficacy and dielectric response, PEB3 is the most well-balanced composition, which points to effective filler distribution and ideal interfacial interactions. Despite PEB5’s best dielectric constant and dielectric loss, small particle aggregation with increased filler loading could decrease the effective interfacial area and hence diminish the effectiveness of interfacial polarisation. However, the enhanced electromagnetic attenuation is maintained by the increased concentration of charge trapping sites and polarisation centers. Since the behaviour of the developed hybrid composites in attenuating electromagnetic waves is governed by Debye relaxation, Maxwell-Wagner-Sillars interfacial polarisation, and conduction loss, an increase in dielectric constant and dielectric loss is strongly correlated with an improvement in EMI shielding effectiveness.
EMI shielding behaviour
Figure 9 EMI shielding behaviour of the composite. In the X-band and Ku-band frequency regions, the absorption shielding effectiveness (SEA), reflection shielding effectiveness (SER), and total shielding effectiveness (SET) were used to evaluate the electromagnetic shielding performance of the Si3N4bioceramic reinforced polyester composites and the developed alkali-silane treated Bambus Hampi fibre. The results show that as the fibre and filler content increases, all shielding characteristics go up, which means that the hybrid reinforcement system is good at reducing the amount of electromagnetic radiation that gets through. Among the tested shielding materials, the neat polyester composite (P) had the worst results, with X-band SET values of 11.0 dB and Ku-band SET values of 13.0 dB. The SER values of 3.0 dB were much lower than the comparable SEA values of 8.0 dB and 10.0 dB, showing that even in tidy polyester, absorption plays a larger role than reflection in the shielding process. Polyester has a low dielectric constant and dielectric loss, which make it ineffective as a shield since it cannot store or dissipate electromagnetic radiation. EMI shielding behaviour of the composite.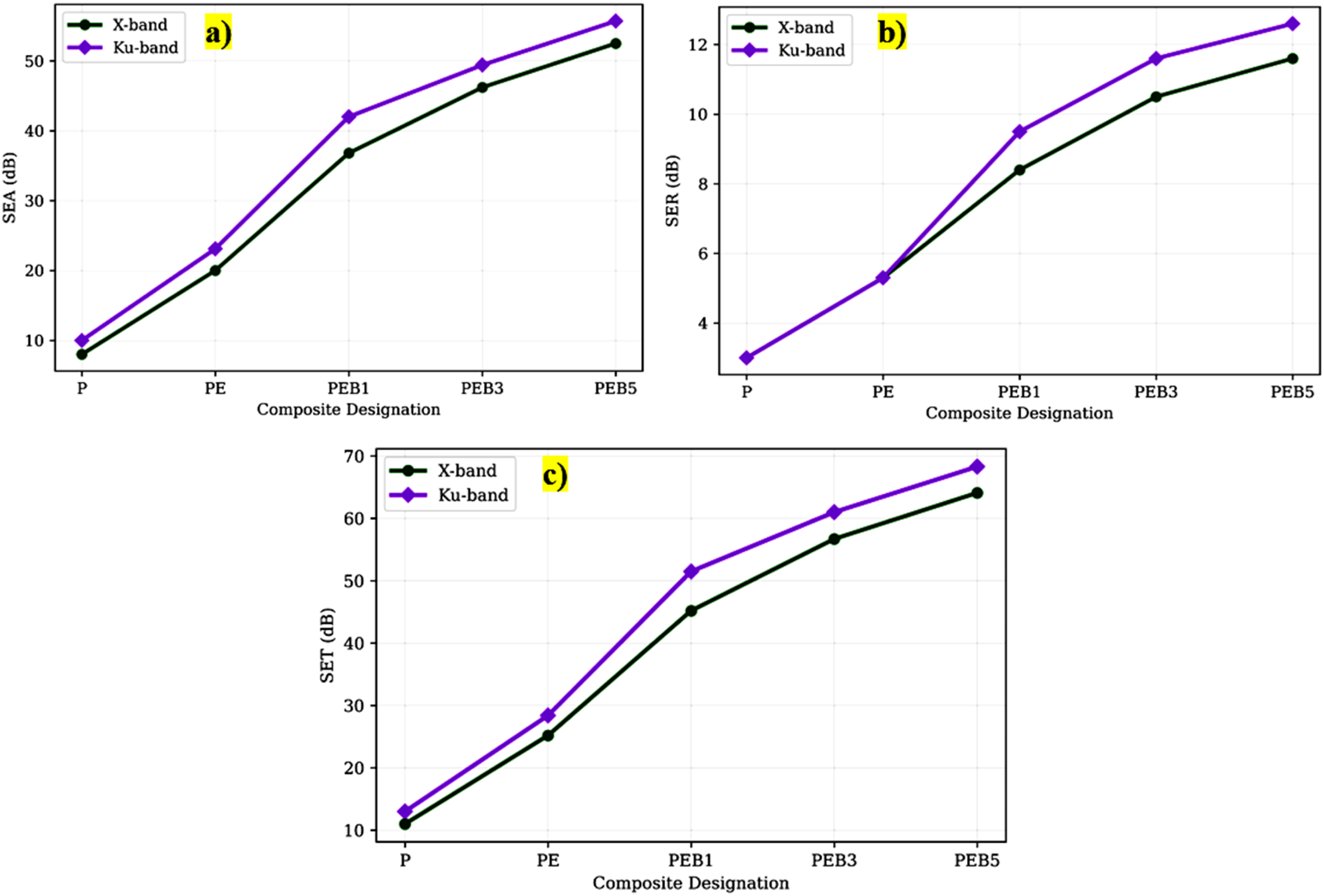
The shielding performance was greatly improved with the addition of 40 vol.% alkali-silane treated Bambus Hampi fibre (PE). The X-band SET increased to 25.2 dB and the Ku-band SET increased to 28.4 dB. At the same time, SEA jumped to 20.0 dB and 23.1 dB, and SER jumped to 5.3 dB throughout both frequency bands. The enhanced interfacial polarisation that occurs between the treated fibres and the polyester matrix is mostly responsible for this enhancement. By increasing the number of polarisation sites and improving interfacial adhesion, the alkali-silane treatment allows for more dipolar polarisation and multiple internal reflections, which in turn attenuates electromagnetic waves. 24 The fact that SEA is more effective than SER suggests that absorption is still the predominant shielding mechanism.
The EMI shielding performance was greatly enhanced with the additional use of silane-treated Si3N4bioceramic filler. The SET values for the X-band and Ku-band, respectively, were 45.2 dB and 51.5 dB, for Composite PEB1. Multiple fiber-filler-matrix interfaces that allow for Maxwell-Wagner-Sillars interfacial polarisation are responsible for the concurrent growth in SEA and SER. These interfaces enhance the dissipation of electromagnetic radiation and promote dielectric relaxation by serving as foci for charge buildup. In addition, the inclusion of ceramic particles in the composite structure creates more scattering centers, which causes electromagnetic waves to be attenuated many times. The formulation with the best absorption and reflection mechanisms was PEB3, which had SET values of 56.7 dB in the X-band and 61.0 dB in the Ku-band. The SEA values of 46.2 dB and 49.4 dB, which are correlated, show that absorption dominates the shielding behaviour, which accounts for about 81-23% of the total shielding efficiency. To maximise the interfacial area and promote efficient Debye relaxation and interfacial polarisation processes, it is envisaged that the Si3N4particles will be uniformly spread at this filler concentration. The effective transformation of electromagnetic energy into thermal energy is enhanced by the large number of polarisation centers, which in turn increases dielectric loss. The hierarchical fiber-filler network also produces numerous internal reflections and repeated scattering, which improve attenuation by increasing the effective propagation path of incident waves. 25
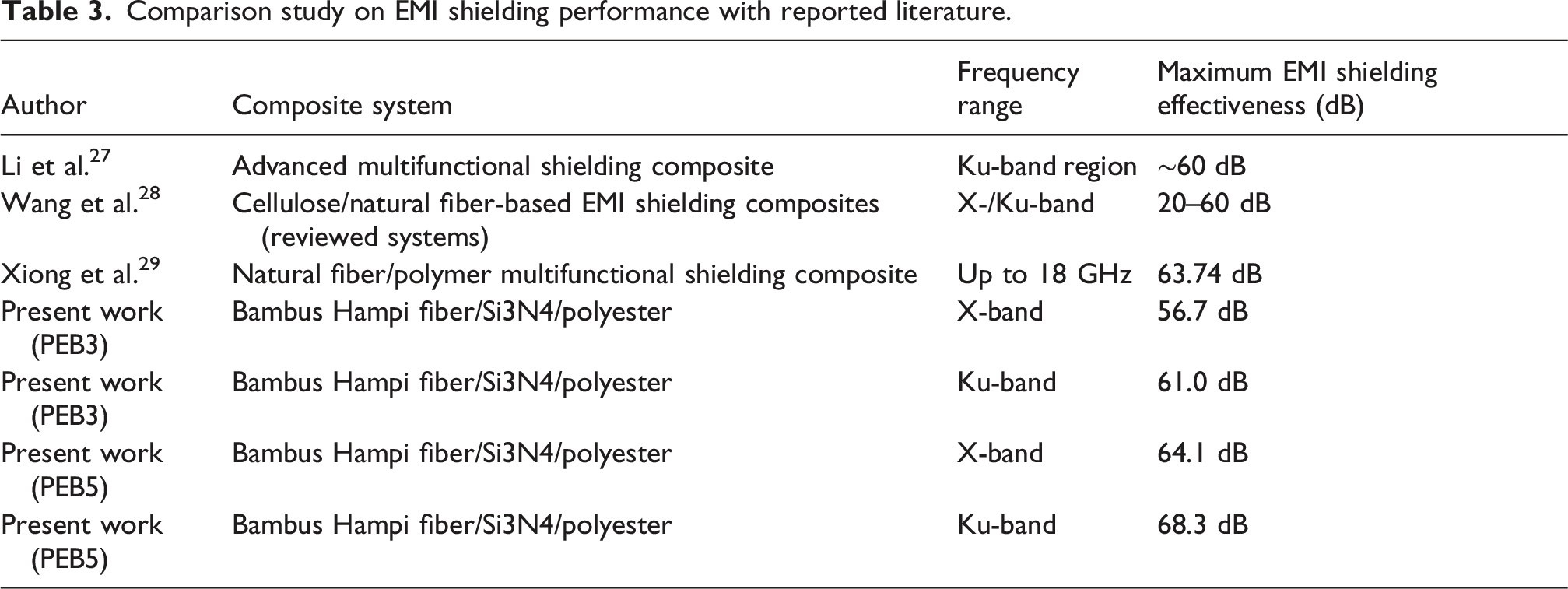
The maximum shielding effectiveness was achieved by increasing the filler loading to 5 vol.% (PEB5); the SET values in the X-band and Ku-band were 64.1 dB and 68.3 dB, respectively. While SER rose to 11.6 dB and 12.6 dB, SEA climbed to 52.5 dB and 55.7 dB, respectively. Elevated dielectric polarisation, stronger charge trapping, and greater conduction loss due to a higher concentration of Si3N4particles are related with the considerable increase in absorption shielding. A stronger Maxwell-Wagner-Sillars polarisation is enabled by an increase in the number of heterogeneous interfaces, and electromagnetic energy dissipation is aided by localised charge movement. Higher loading levels may cause some filler agglomeration, however the benefits of a dense polarisation center field more than compensate for this drawback, leading to excellent shielding performance. When looking at the various shielding components, it is clear that SEA is responsible for about 80% of the overall shielding effectiveness in reinforced composites. This proves that absorption, not reflection, governs the attenuation of electromagnetic waves. Because it reduces reflected wave-induced secondary electromagnetic pollution, absorption-dominated shielding is an excellent choice. 26 It is clear that the EMI shielding mechanism is controlled by interfacial polarisation, Debye relaxation, conduction loss, and multiple internal reflections because the increased dielectric constant and dielectric loss for PEB3 and PEB5 are highly correlated with their enhanced shielding effectiveness. Consequently, the created hybrid composites show great promise as superior X-band and Ku-band electromagnetic protection materials due to their low weight, sustainability, and high performance shielding capabilities.Table 3 represents Comparison study on EMI Shielding Performance with Reported Literature.
Comparison study on various literature study
Comparison study on EMI shielding performance with reported literature.
Conclusions
The composites of Bambus Hampi fibre treated with alkali-silane and Si3N4bioceramic generated from Jowar millet husk were effectively created and studied for use in mechanical, dielectric, and electromagnetic interference (EMI) shielding applications. Fibre, filler, and matrix interfacial adhesion was improved by the surface treatment, leading to better stress transfer and overall performance of the composite. With a tensile strength of 162 MPa, flexural strength of 184 MPa, impact energy of 6.96 J, and hardness of 95 Shore-D, PEB3 containing 3 vol.%Si3N4demonstrated the best mechanical properties among the produced composites. Filler loading led to a rise in interfacial polarisation and Debye relaxation, which in turn led to an increase in dielectric constant (4.52) and dielectric loss (0.27), with PEB5 exhibiting the highest characteristics. At 64.1 dB in the X-band and 68.3 dB in the Ku-band, PEB5 realised the highest EMI shielding efficacy. The large difference between the SEA values (52.5-55.7 dB) and the SER values (11.6-12.6 dB) suggests that the majority of the attenuation, more than 80% of it, was caused by absorption. Several internal reflections, Debye relaxation, conduction loss, and interfacial polarisation all contribute to the hybrid structure’s excellent shielding effectiveness. Results from scanning electron microscopy (SEM) revealed the excellent filler dispersion and strong interfacial bonding that enhanced mechanical and functional properties. All things considered, the created hybrid composites show great promise as highly effective, environmentally friendly, and lightweight materials for cutting-edge electromagnetic interference (EMI) shielding in electronic systems, communications, and aerospace.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datastes were generated or analyzed during the current study.