
Abstract
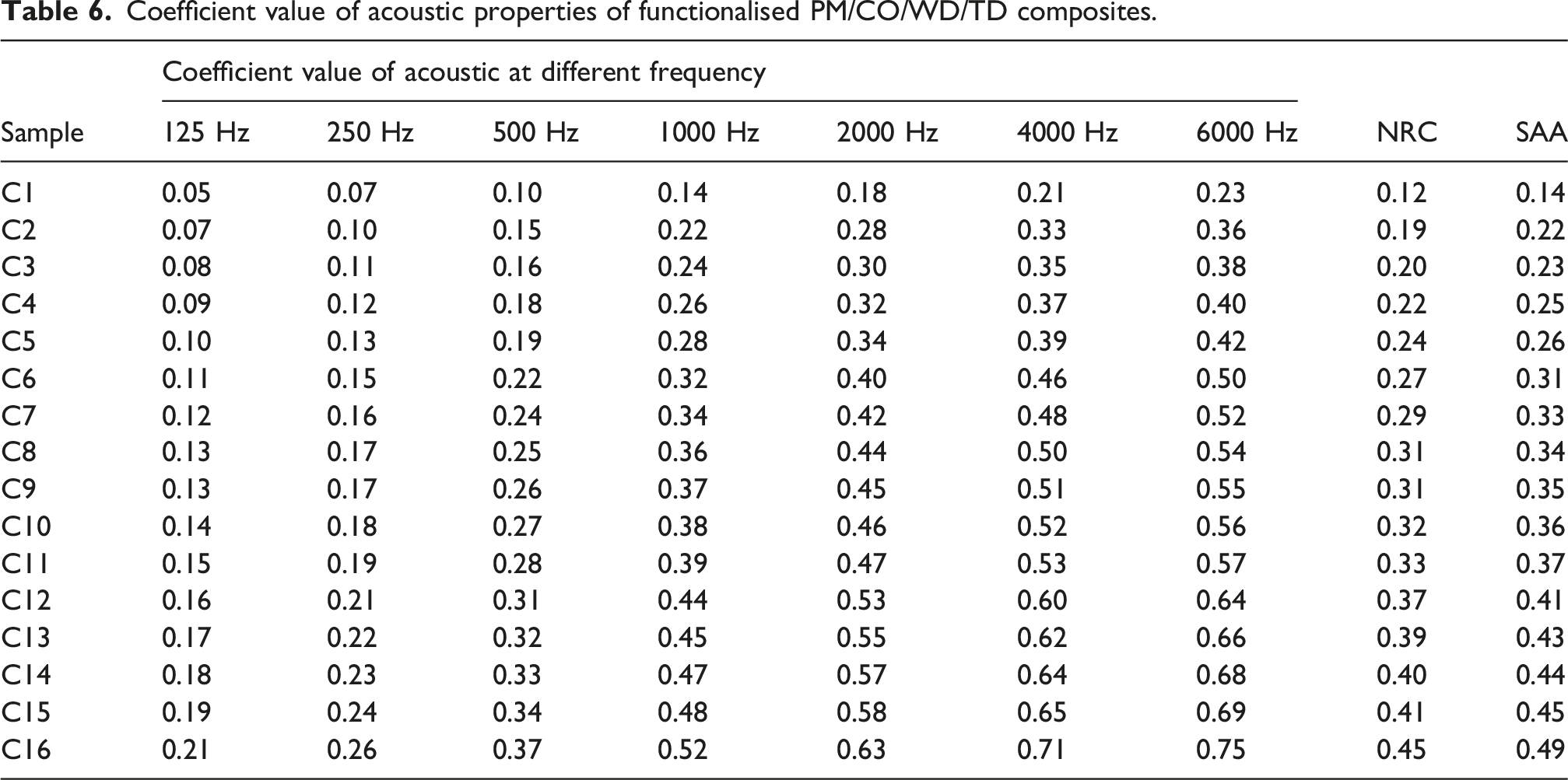
This study presents a hybrid natural fiber–reinforced epoxy composite developed for improved acoustic, thermal, and tribological performance. The novelty lies in the quaternary fiber hybridization palm (PM)/cocho (CO)/wood (WO)/tamarind (TD) combined with nano solid lubricant coatings to achieve multifunctionality in a single material. The hybrid composite showed excellent acoustic behavior, with the sound absorption coefficient increasing from 0.23 to 0.75 at 6000 Hz, corresponding to an improvement of over 220%. Thermal conductivity and thermal diffusivity were reduced by 24.08% and 27.27%, respectively, while thermal resistance increased by 31.74% and the coefficient of thermal expansion decreased by 27.59%, indicating improved insulation and dimensional stability. Tribological results revealed that graphene outperformed Titanium dioxide (TiO2) and Silicon dioxide (SiO2), providing up to 31.44% higher wear resistance and a drastic reduction in friction (80–100%) due to the formation of a stable self-lubricating transfer film. These results demonstrate that the developed composite is a lightweight, eco-friendly, and multifunctional material suitable for noise control, thermal insulation, and wear-resistant engineering applications.
Keywords
Introduction
Sliding and rotating components are generally prone to damage during their service life. To resist this damage and extend the service life of bearing materials, lubrication is used to enhance performance in tribological applications. 1 Tribology is evaluated in terms of friction and wear rates, which are critical for determining the service life of materials. 2 Lubrication plays a key role in controlling friction and wear. In lubrication regimes, the maximum reduction of friction and wear occurs over contacting surfaces. 3 The continuous operation of mating components under varying loads and speeds can lead to surface adhesion and the breakdown of composite materials. However, under proper lubrication conditions, the reliability of these components can be upheld, preventing damage.4,5 Recently, nano-lubrication has emerged as a way to enhance wear resistance, reduce friction, and maintain thermal equilibrium at the contact interface. Effective nanocomposite materials typically include nanofillers with large surface-to-volume ratios. 6 Nanomaterials play a significant role in nano-lubrication. Nano-lubricants, such as CNT (carbon nanotubes), copper, and graphene, are blended into lubricating oils, offering superior performance compared to conventional lubricants used in metal bearing components.7,8,9 Somberg et al. 10 investigated the use of graphene as a solid lubricant. The authors reported that graphene provides exceptional resistance to wear, and its mechanical strength contributes significantly to wear protection. Graphene reduces wear and friction from the nano-scale to the macro-scale. A single layer of graphene has been shown to improve lubrication properties (for more than 6500 wear cycles), surpassing conventional lubricants such as graphite and molybdenum disulfide. Graphene can bond directly to the surface of the matrix, preventing the penetration of particles, including hydrogen atoms.11,12 A typical lubricant contains a lubricating fluid (either petroleum or synthetic oil) and a dispersant or surfactant. When a thickening or a defined number of nanographene platelets (NGP) is added in amounts ranging from 0.001% to 60% by weight, the lubricant becomes a grease composition. Lubricants changed with NGPs have better heat conductivity, friction-reduction potential, anti-wear performance, and viscosity stability than lubricants treated with graphite nanoparticles or carbon nanotubes.13,14 To increase engine efficiency, TiO2 is a viable lubricant additive. Findings indicate that the addition of surface-modified TiO2 nanoparticles can significantly enhance the oil’s ability to transfer loads, reduce friction, and resist wear. 15 Borgaonkar et al. 16 explored doping TiO2 nanoparticles as a reinforcing material to improve the tribological characteristics of pure Molybdenum disulfide (MoS2) coating layers. According to their findings, the hardness of the coating increases proportionally with the weight percentage of TiO2 added to the MoS2 base matrix, up to 15%. However, this also leads to a decrease in scratch resistance. In one study, a slider pad was applied to a lubricated surface, and a TiO2 pellet was sheared against the disk’s surface until the deposited powder layer was completely removed. The TiO2 pellet functioned as an efficient oil-free lubricant through self-repairing and self-replenishing mechanisms. 17 Nanometer-sized SiO2 is an ultra-fine material with a large specific surface area and excellent properties, including high strength, toughness, tastelessness, non-toxicity, and tolerance to high temperatures. SiO2 nanoparticles can strengthen solid lubricant coatings in composite materials by tolerating extreme rubbing stress. Additionally, when bonded to the surface of multilayer graphene, SiO2 can reduce graphene oxidation by slowing down oxygen transport due to its poor oxygen permeability. 18 Direct friction between a substance and a steel ball is reduced when SiO2 particles convert interfacial friction from sliding to rolling. At 0.80 weight percent of Ti3C2Tx (a two-dimensional titanium carbide) and SiO2, the composites exhibit a minimal coefficient of friction (CoF) of 0.33. Furthermore, with 1.60 wt% Ti3C2Tx and SiO2 content, the average wear rate was 0.24 × 10−5 mm3/(N•m), which is a 91% reduction compared to the polyimide matrix. 19 Wang et al. 20 reported that the inclusion of Polytetrafluoroethylene (PTFE) and SiO2 particles significantly enhanced the wear and friction characteristics of pure EP coatings, leading to a 97% reduction in wear rate and an 87% reduction in the coefficient of friction. Optimizing tribological parameters is essential for improving wear resistance and CoF, as wear is a critical factor in the performance of bearing and mating components.
Although natural fiber composites and hybridization strategies have been widely reported, the novelty of the present work lies in the integrated multifunctional design and mechanism-driven optimization rather than the individual constituents. Unlike conventional single, binary, or ternary systems, this study demonstrates a four-fiber hybrid architecture, where the combined effect of different fiber morphologies and compositions creates enhanced interfacial complexity, pore structure, and hierarchical reinforcement, leading to simultaneous improvement in acoustic and thermal properties. This work uniquely combines bulk hybrid composite design with surface-engineered nano-lubricant coatings (graphene, TiO2, SiO2), enabling the material to exhibit both bulk multifunctionality (thermal + acoustic) and surface-specific tribological performance, which is rarely addressed in a single system. The study establishes a clear relationship between microstructure (porosity, interfacial area, hybrid architecture) and functional responses (SAA/NRC, thermal resistance, wear behavior), providing a scientific framework rather than only reporting property improvements. The integration of eco-friendly natural fibers with advanced nano-lubrication concepts provides a scalable pathway for multifunctional materials suitable for structural, thermal insulation, and noise control applications.
COPRAS technique
The goal of the optimization in the present work is to minimize tribological properties such as specific wear and the difference in the coefficient of friction. The COPRAS (Complex Proportional Assessment of Alternatives) technique is a multi-criteria optimization tool that is presented to accomplish this objective (Figure 1). Designing process parameters has always been a challenging task. When many parameters are involved, numerous experiments must be conducted, increasing both the cost and duration of the process. The COPRAS technique evaluates the effects of all process parameters in a restricted number of experiments in such situations using specially created orthogonal arrays. The difference between the intended and experimental results is computed using a loss function as defined by the COPRAS approach. Additionally, the signal-to-noise ratio is obtained by transforming the loss function. The level with the highest signal-to-noise ratio, determined for each process parameter, represents the ideal level. In cases where there are multiple performance characteristics, the signal-to-noise ratio for one characteristic may be higher or lower than for another. However, the above strategy can only maximize a single performance feature. Therefore, a comprehensive evaluation of the signal-to-noise ratio is required for multiple performance parameters, which is conducted using Analysis of Variance (ANOVA) in this study. The COPRAS-ANOVA technique allows for determining the optimal combination of responses by integrating ANOVA with the experiments orthogonal array design. This method not only reduces sensitivity to environmental variations and noise factors but also enhances overall quality. COPRAS framework.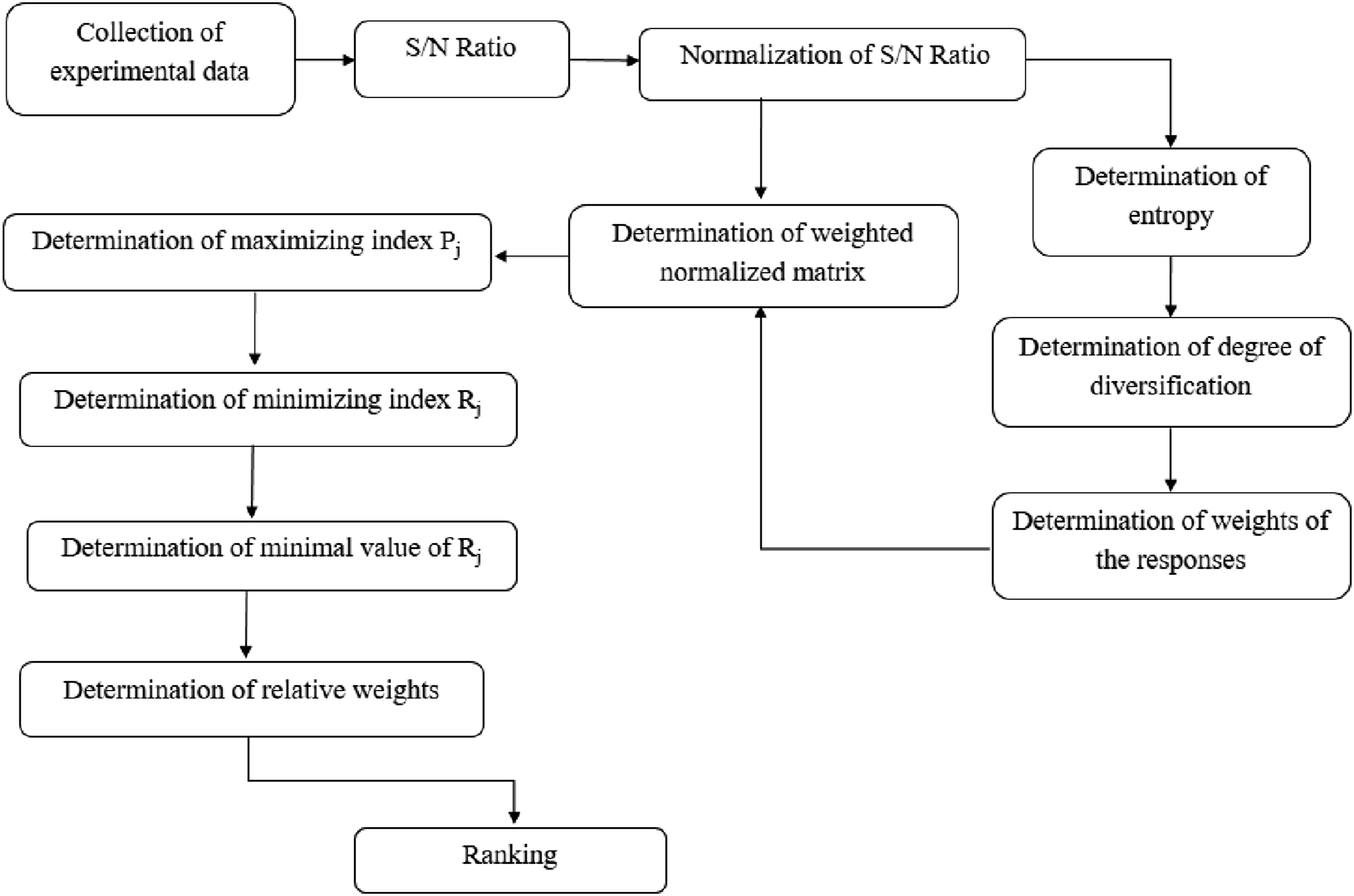
Experimental design
γ-methacryloxypropyltrimethoxysilane treatment
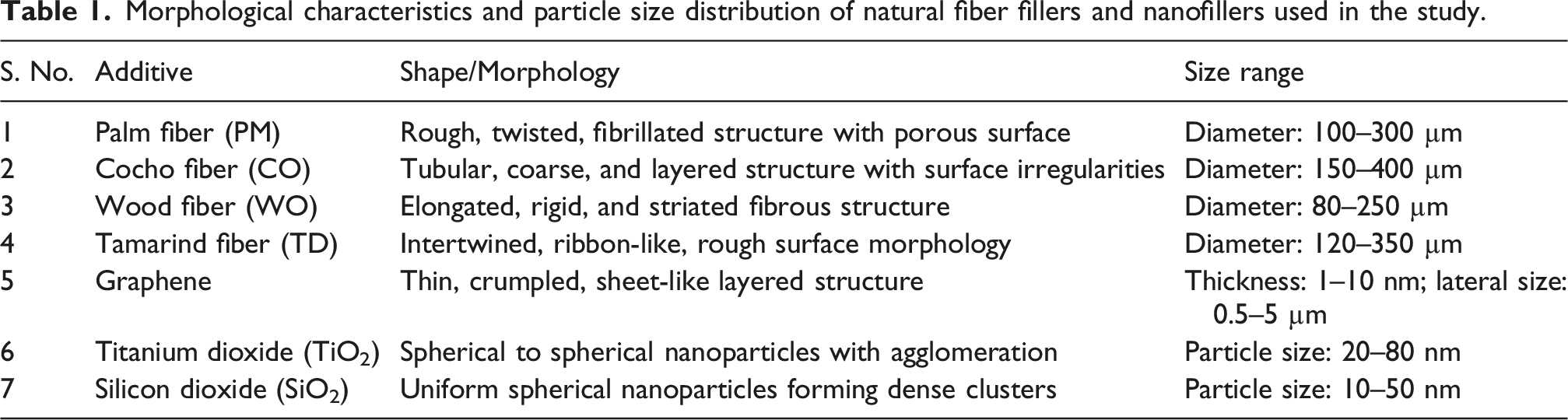
Palm, cocho, wood, and tamarind fillers were first alkali-treated (NaOH) to remove waxes, oils, hemicellulose, and lignin, thereby increasing surface roughness and activating hydroxyl groups for better bonding. The treated fillers were then silane-modified using γ-methacryloxypropyltrimethoxysilane by a dip-coating process in a 1:1 solvent–silane solution for 3 min to ensure uniform surface coverage. Subsequently, the fillers were dried at 60°C for 60 min to promote hydrolysis and condensation reactions, forming stable siloxane bonds. The surface morphology and structural characteristics of the additives are illustrated in Figure 2 and summarized in Table 1. Scanning Electron Microscopic image of additives Palm (a), Cocho (b), Wood (c), Tamarind (d), Graphene (e), Titanium Dioxide (f), and Silicon Dioxide (g). Morphological characteristics and particle size distribution of natural fiber fillers and nanofillers used in the study.
Composite fabrication
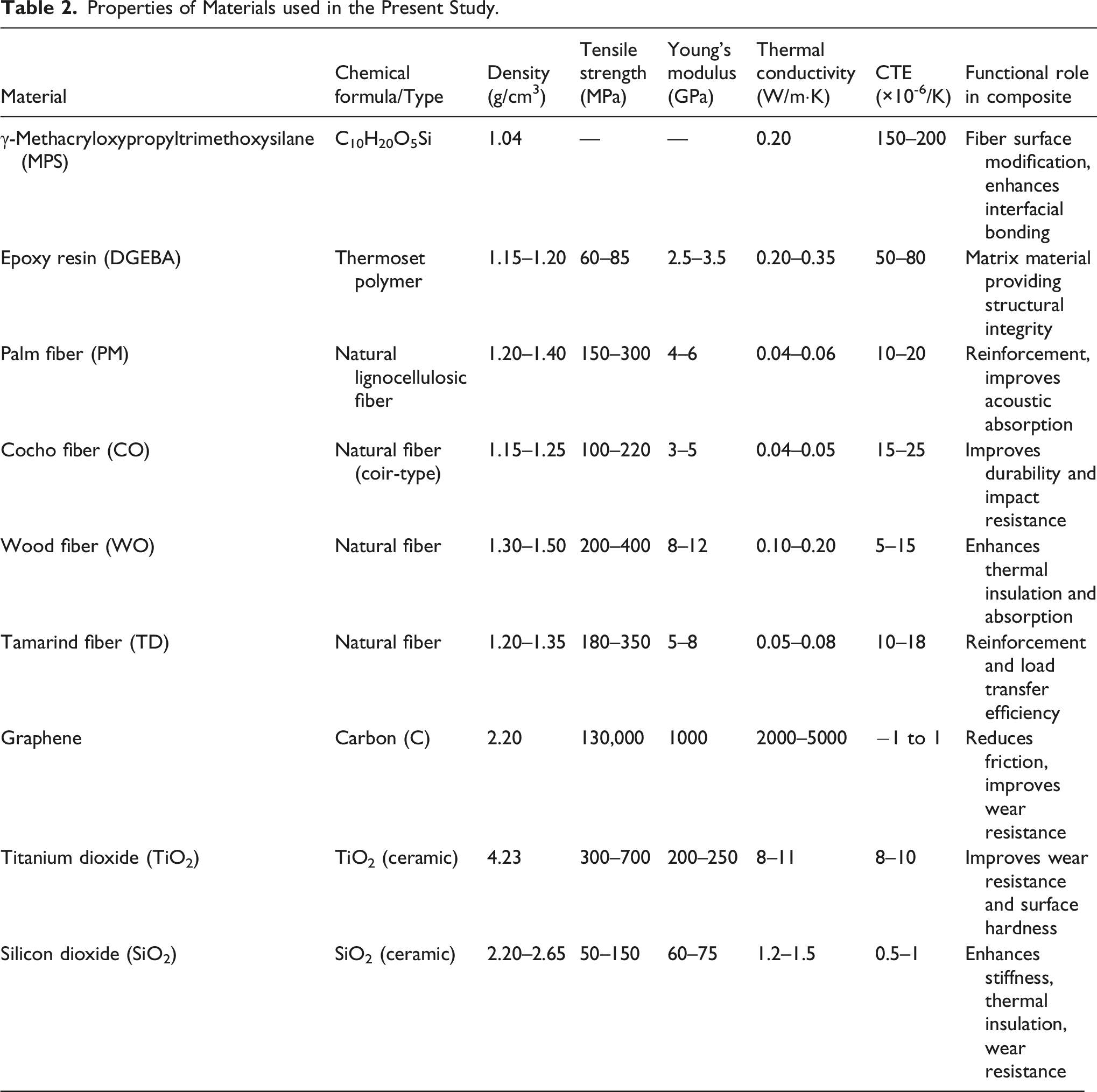
Properties of Materials used in the Present Study.
Density and porosity
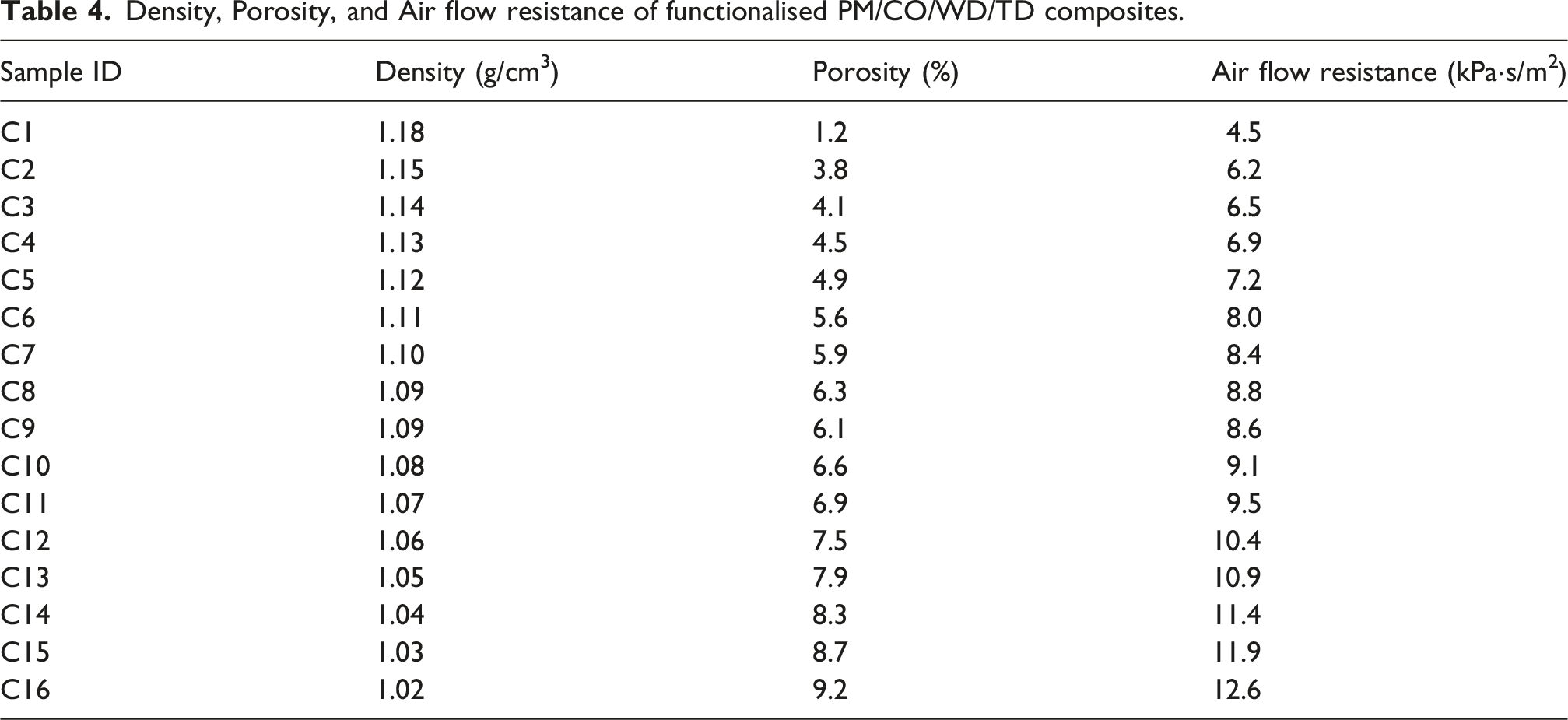
Density was determined using the Archimedes principle in accordance with ASTM D792. The specimens of dimensions 30 × 30 × 5 mm were used. The mass of the specimen was measured in air and distilled water using a precision balance (accuracy ±0.001 g). Theoretical density was calculated using the rule of mixtures, and porosity (%) was estimated from the difference between theoretical and experimental densities. All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements.
Air flow resistance
Air flow resistance was measured as per ASTM C522 using an airflow resistivity measurement setup. The specimens of dimensions 30 × 30 × 5 mm were used. A controlled airflow was passed through the specimen, and the pressure drop across the sample was recorded using a differential pressure sensor. The airflow resistance (kPa·s/m2) was calculated based on the pressure gradient and airflow velocity. All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements.
Thermal conductivity (k) and thermal diffusivity (α)
Thermal conductivity and diffusivity were measured using a Transient Plane Source (TPS) thermal analyzer (Hot Disk method) in accordance with ISO 22007-2. The specimens of dimensions 30 × 30 × 5 mm were used. The sensor was placed between two identical specimens, and thermal properties were recorded automatically. Thermal diffusivity (mm2/s) was obtained directly from the instrument output. All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements.
Thermal resistance (R)
Thermal resistance was calculated using the relation:
Coefficient of thermal expansion (CTE)
The coefficient of thermal expansion was measured using a Thermomechanical Analyzer (TMA) in accordance with ASTM E831. The rectangular specimens of 10 × 5 × 3 mm were used. The dimensional change was recorded over a temperature range of 30°C to 150°C at a constant heating rate of 5°C/min, and CTE (×10−6/K) was calculated from the linear expansion data. All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements.
Acoustic properties
Sound absorption coefficient was measured using an impedance tube (Kundt’s tube) setup as per ASTM E1050. Acoustic test samples were prepared as circular discs of 29 mm diameter and 10 mm thickness to fit the impedance tube. The test was conducted over a frequency range of 125–6000 Hz. A two-microphone method was used to determine the normal incidence sound absorption coefficient at different frequencies. All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements.
Tribological analysis
To improve wear and friction resistance, the uncoated specimens are three distinct nanomaterials graphene, TiO2, and SiO2 were applied as separate composite surface coatings at 2% content using the dip-coating method. A notable enhancement achieved through the addition of fillers is the significant improvement in the composite’s mechanical, thermal, acoustics and tribological properties.
23
The wear and friction force of the 10%PM10%CO10%WD10%TD60%EP composite was measured using a pin-on-disc apparatus (Figure 3(a)), following ASTM G99 standards (Figure 3(b)). All experiments were conducted at a controlled room temperature of 27 ± 2°C and relative humidity of 50 ± 5% to ensure consistency in measurements. For each test, a minimum of five specimens were evaluated, and the reported values represent the average of five measurements. The wear mechanism was studied by analyzing the worn surface morphology with electron microscopy (Carl Zeiss-EVO 18). This approach works well with discrete, multi-input data that has uncertain. Table 3 displays the three control factors were chosen for this investigation and created with three levels. An investigation was conducted into the impact of solid lubrication on the sliding wear test of composite samples. The applied load, lubricant type, and sliding velocity were the three main testing parameters considered in the study. Main effects of COPRAS grade. Control factors and levels followed for this investigation.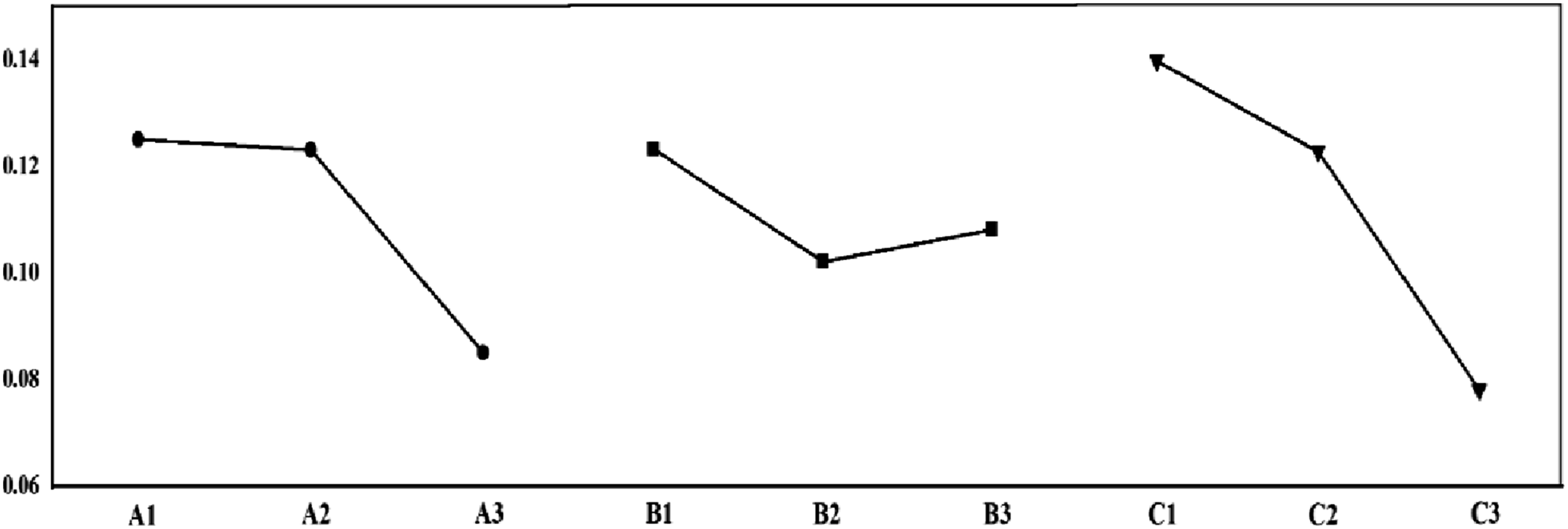
Results and discussion
Physical and permeability characteristics
Density, Porosity, and Air flow resistance of functionalised PM/CO/WD/TD composites.
Thermal properties
Thermal conductivity
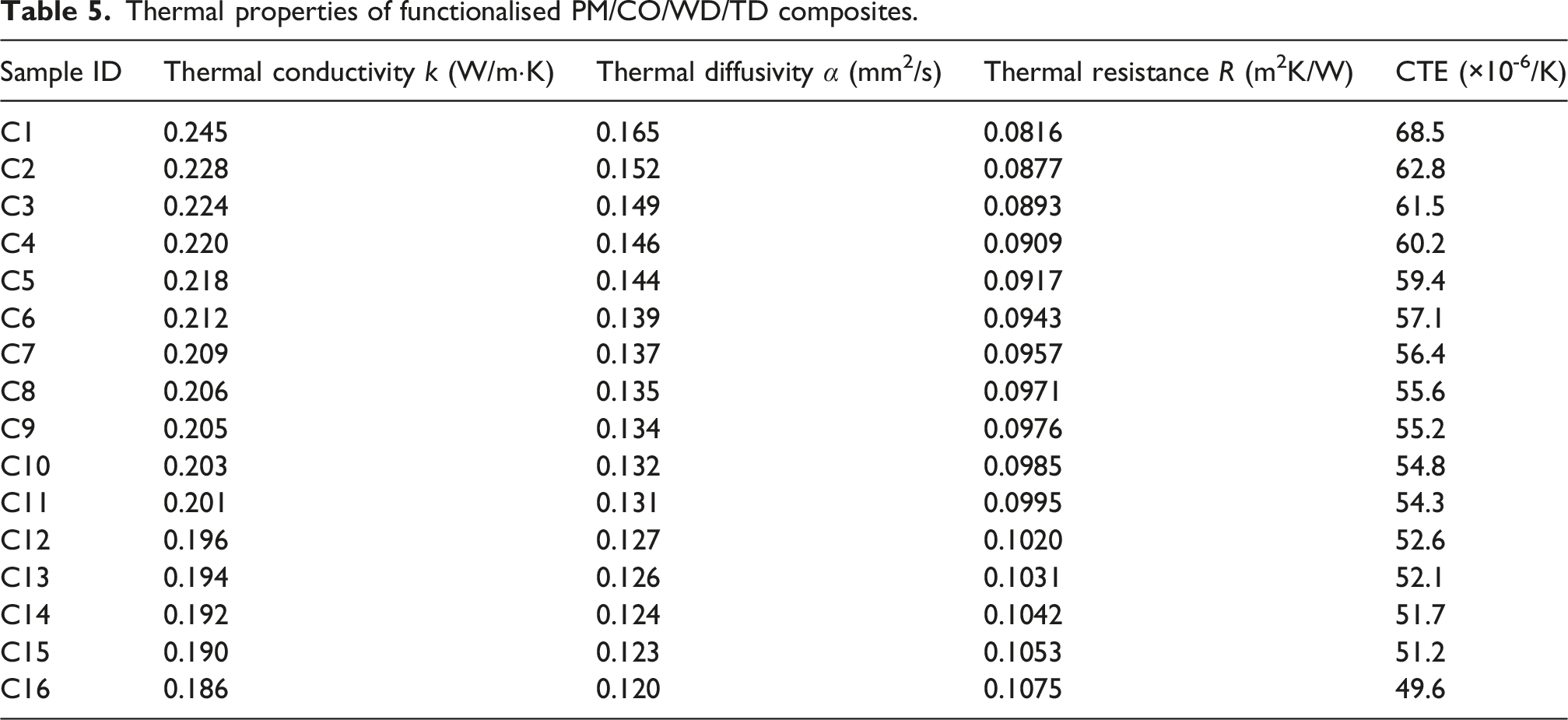
Thermal properties of functionalised PM/CO/WD/TD composites.
Thermal diffusivity
Thermal diffusivity (α) represents the ability of a material to conduct thermal energy relative to its capacity to store heat and is a crucial indicator of how rapidly a composite responds to temperature changes is listed in Table 5. In the present investigation, neat epoxy and hybrid natural fiber–reinforced composites exhibited a clear decreasing trend in thermal diffusivity with increasing fiber content and hybridization. Neat epoxy (C1) exhibited the highest thermal diffusivity of 0.165 mm2/s, reflecting its relatively uniform and continuous polymeric structure that enables rapid heat propagation. The incorporation of single natural fibers significantly reduced thermal diffusivity. Palm fiber–reinforced epoxy (C2) showed a thermal diffusivity of 0.152 mm2/s, corresponding to a 7.88% reduction compared to neat epoxy. Similarly, composites reinforced with cocho (C3), wood (C4), and tamarind (C5) fibers exhibited reductions of 9.70%, 11.52%, and 12.73%, respectively. These reductions are attributed to increased heat storage capacity of the fibers and the interruption of heat flow pathways at the fiber–matrix interface. Binary hybrid composites demonstrated a more pronounced reduction in thermal diffusivity due to the combined effect of multiple fiber types. The PM + CO hybrid composite (C6) recorded a thermal diffusivity of 0.139 mm2/s, representing a 15.76% decrease relative to neat epoxy. Similarly, PM + WD (C7) and PM + TD (C8) composites exhibited reductions of 16.97% and 18.18%, respectively. The heterogeneous distribution of fibers in these systems enhances phonon scattering and delays thermal wave propagation. Ternary hybrid composites further reduced thermal diffusivity, confirming the effectiveness of hybrid reinforcement. The PM + CO + WD composite (C12) exhibited a thermal diffusivity of 0.127 mm2/s, corresponding to a 23.03% reduction compared to neat epoxy. Composites containing tamarind fiber in ternary combinations, such as PM + CO + TD (C13) and PM + WD + TD (C14), showed reductions of 23.64% and 24.85%, respectively. The higher amorphous content and lignocellulosic nature of tamarind fibers contribute to increased thermal inertia and slower heat diffusion. The lowest thermal diffusivity was observed for the quaternary hybrid composite PM/CO/WD/TD (C16), which recorded a value of 0.120 mm2/s, indicating a 27.27% reduction compared to neat epoxy. This significant decrease is attributed to the synergistic effect of multiple fiber reinforcements, improved interfacial adhesion due to silane treatment, and the formation of a hierarchical structure that effectively impedes thermal wave transmission.
Thermal resistance
Thermal resistance (R) is a measure of a material’s ability to resist heat flow and is directly influenced by thermal conductivity is listed in Table 5. In this study, thermal resistance increased consistently with fiber addition and hybridization, indicating improved insulation behavior of the developed composites. Neat epoxy (C1) exhibits the highest diffusivity (0.165 mm2/s) due to its continuous and homogeneous polymer network, which facilitates efficient thermal wave propagation. The addition of natural fibers reduces α (C2–C5: 8–13%) not only because of disrupted heat conduction pathways, but also due to an increase in volumetric heat capacity (ρCp) of the composite. Natural fibers, being lignocellulosic and porous, store more thermal energy, thereby slowing the rate of temperature rise and reducing diffusivity. In binary hybrid systems (C6–C8), the reduction (16–18%) becomes more pronounced due to multi-interface effects, where heat transfer is impeded at multiple fiber–matrix boundaries. These interfaces introduce thermal boundary resistance and increase phonon scattering, effectively delaying thermal wave propagation. Additionally, the heterogeneous distribution of fibers enhances structural tortuosity, forcing heat to follow longer, non-linear paths. Ternary composites (C12–C14) further reduce diffusivity (23–25%) due to increased interface density and synergistic interactions among different fiber types. The presence of tamarind fiber, which has higher amorphous and lignin content, contributes to greater thermal inertia by increasing energy storage capacity and reducing phonon mobility. This combination of high heat capacity and interfacial resistance significantly slows heat diffusion. The quaternary hybrid composite (C16) exhibits the lowest thermal diffusivity (0.120 mm2/s, 27% reduction), demonstrating a strong synergistic effect of hierarchical hybridization. This superior performance confirms the synergistic effect of multi-fiber hybridization in restricting heat flow and enhancing insulation efficiency.
Coefficient of thermal expansion (CTE)
The coefficient of thermal expansion (CTE) is a critical thermal parameter that determines the dimensional stability of composite materials when exposed to temperature variations. In the present study, neat epoxy and 16 different natural fiber–reinforced hybrid composites were evaluated to assess the influence of fiber type, hybridization, and fiber loading on thermal expansion behaviour and listed in Table 5. Neat epoxy (C1) exhibits the highest CTE (68.5 × 10−6/K) due to the high free volume and mobility of polymer chains, which expand readily with temperature. The introduction of natural fibers reduces CTE (C2–C5: 8–13%) primarily due to two coupled mechanisms: (i) the intrinsically lower CTE of lignocellulosic fibers compared to the polymer matrix, and (ii) constraint effects, where fibers restrict matrix chain mobility through interfacial adhesion. This restriction reduces the effective thermal strain of the composite. In binary hybrid systems (C6–C8), the reduction (16–19%) becomes more significant due to multi-phase constraint and load transfer effects. The presence of two fiber types increases the interfacial area, enhancing stress transfer and limiting matrix deformation under thermal loading. Additionally, differential expansion between fibers and matrix generates internal stresses that counteract bulk expansion. Ternary composites (C12–C14) further decrease CTE (23–25%) as a result of increased constraint density and structural rigidity. The higher fiber content reduces matrix continuity, thereby diminishing its dominant contribution to thermal expansion. The inclusion of tamarind fiber, with higher lignin and amorphous content, enhances stiffness and interfacial bonding, further restricting thermal deformation. The quaternary hybrid composite (C16) exhibits the lowest CTE (49.6 × 10−6/K, 27.6% reduction), demonstrating a strong synergistic hybridization effect.
Acoustic properties
Coefficient value of acoustic properties of functionalised PM/CO/WD/TD composites.
Optimized tribological studies
In our previous study, we investigated the effect of reinforcements (tamarind (TD), wood (WD), cocholo (CO), and palm (PM)) with varying loading conditions (2.5, 5, 7.5, and 10 wt%). Among the combinations, the 10%PM10%CO10%WD10%TD60%EP composite achieved maximum tensile strength (50.66 MPa), bending strength (65.15 MPa), hardness (134.68 Shore D), and impact resistance (105.25 J/m2). 28 Additionally, wear resistance and friction were assessed for these composites under loads of 10, 20, 30, 40, and 50 N, and at a sliding velocity of 2 m/s. Based on these observations, we aimed to modify the testing parameters and surface coatings by incorporating high strength nanofillers as solid lubricant materials. Graphene, SiO2, and TiO2 were identified as effective wear-resistant materials. Consequently, we applied these nano solid lubricants as coatings over the composites. The experimental results indicate that friction and wear are strongly influenced by load and sliding velocity. Although the wear rate increases with increasing load and velocity under all conditions due to intensified contact stress, the incorporation of graphene as a solid lubricant significantly reduces both the coefficient of friction and specific wear rate compared to TiO2, SiO2, and unlubricated conditions. Under dry conditions, metal-to-composite contact generates more friction, which induces the formation of adhesive debris and leads to increased material wear during operation. In our study, solid lubrication was employed to reduce wear and friction between metal and composite contacts. Solid lubricants exhibit high surface tension, which helps prevent debris formation. Under higher loads and velocities, graphene-lubricated composites exhibit superior wear resistance compared to other conditions due to the formation of a stable tribo-film and its inherent low shear strength, which reduces direct asperity contact and material removal. Due to its two-dimensional structure, graphene possesses excellent shear capability, allowing ultra-thin layers to be applied at the nanoscale to effectively reduce friction and wear under sliding conditions. Thus, while wear rate increases with applied load, graphene consistently provides the lowest wear among all tested lubricants, confirming its superior tribological performance.
Output responses.
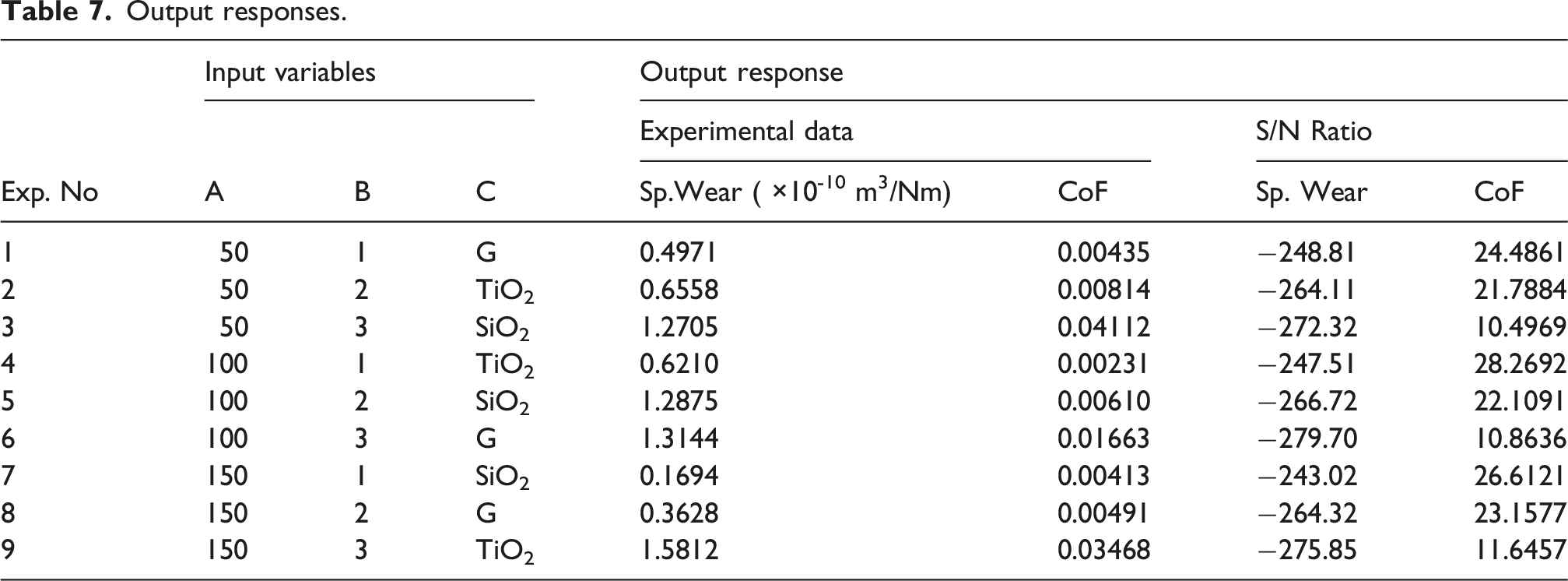
The same table displays the computed signal-to-noise (S/N) ratio for the output responses. The smaller-the-better formula (Equation (1)) is utilized for replies where the smallest value is required when computing the S/N ratio, which is based on the quality characteristic.
Table 7 presents the normalized S/N ratio values, which were obtained by applying equation (2).
The following equation (3) was used to determine the weights of each output response.
COPRAS calculations.
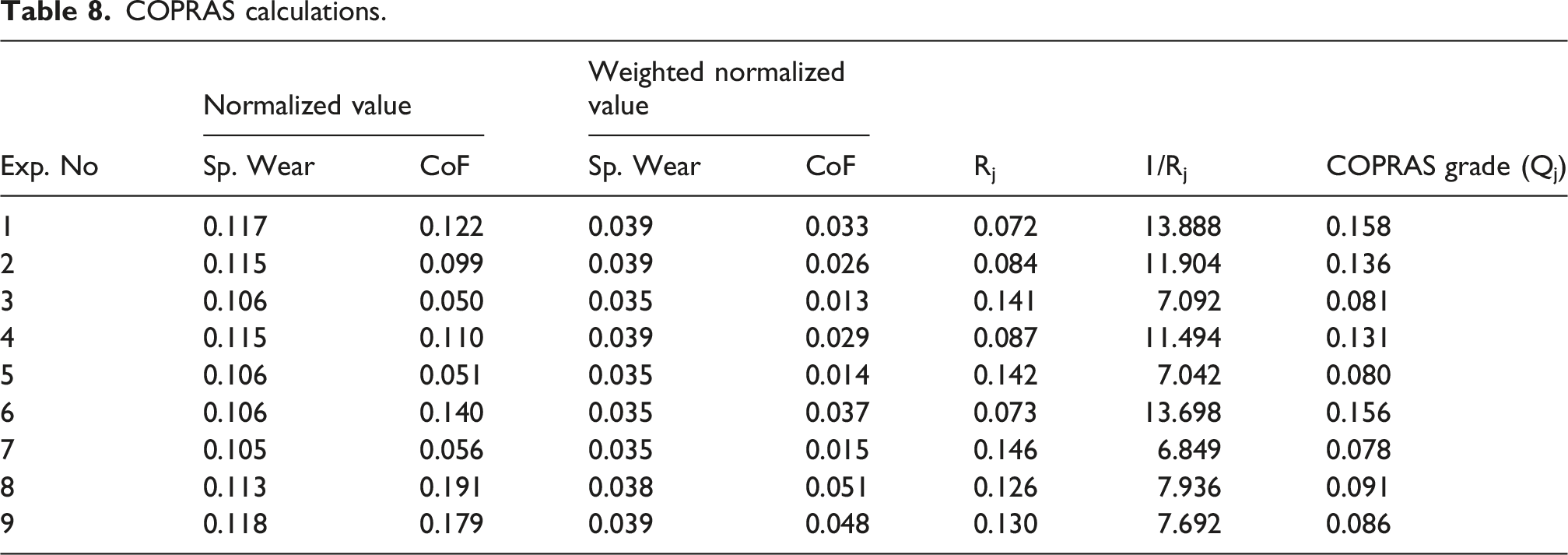
In this work, based on the requirement, minimizing index is calculated for all output responses and shown in Table 8.
Finally, the COPRAS grade will be calculated by using equation (4) and depicted in Table 6.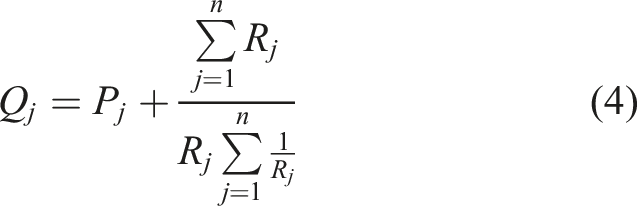
The experiment with the highest COPRAS grade (Experiment 1) is considered the best.
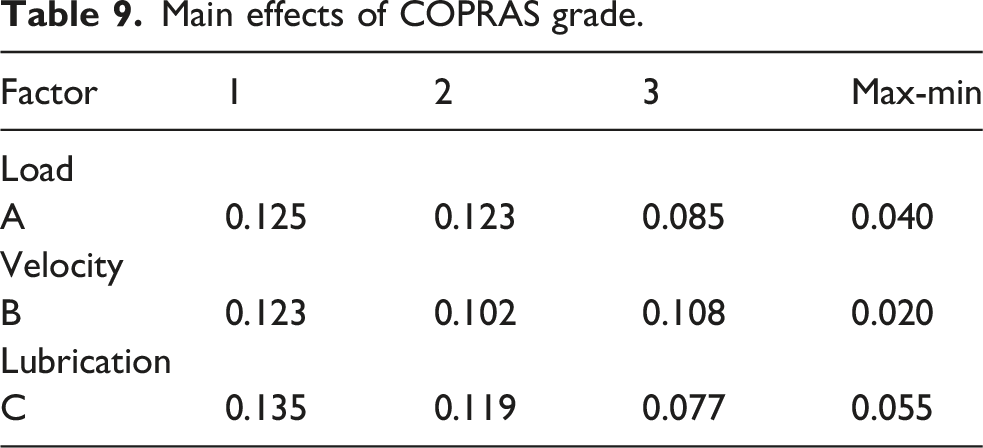
Main effects of COPRAS grade.
ANOVA table.
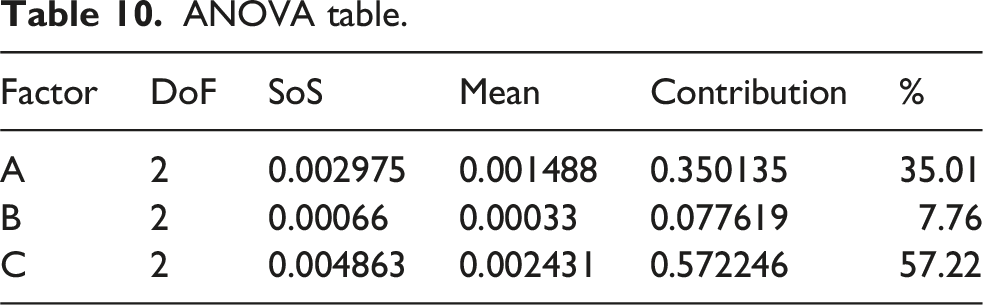
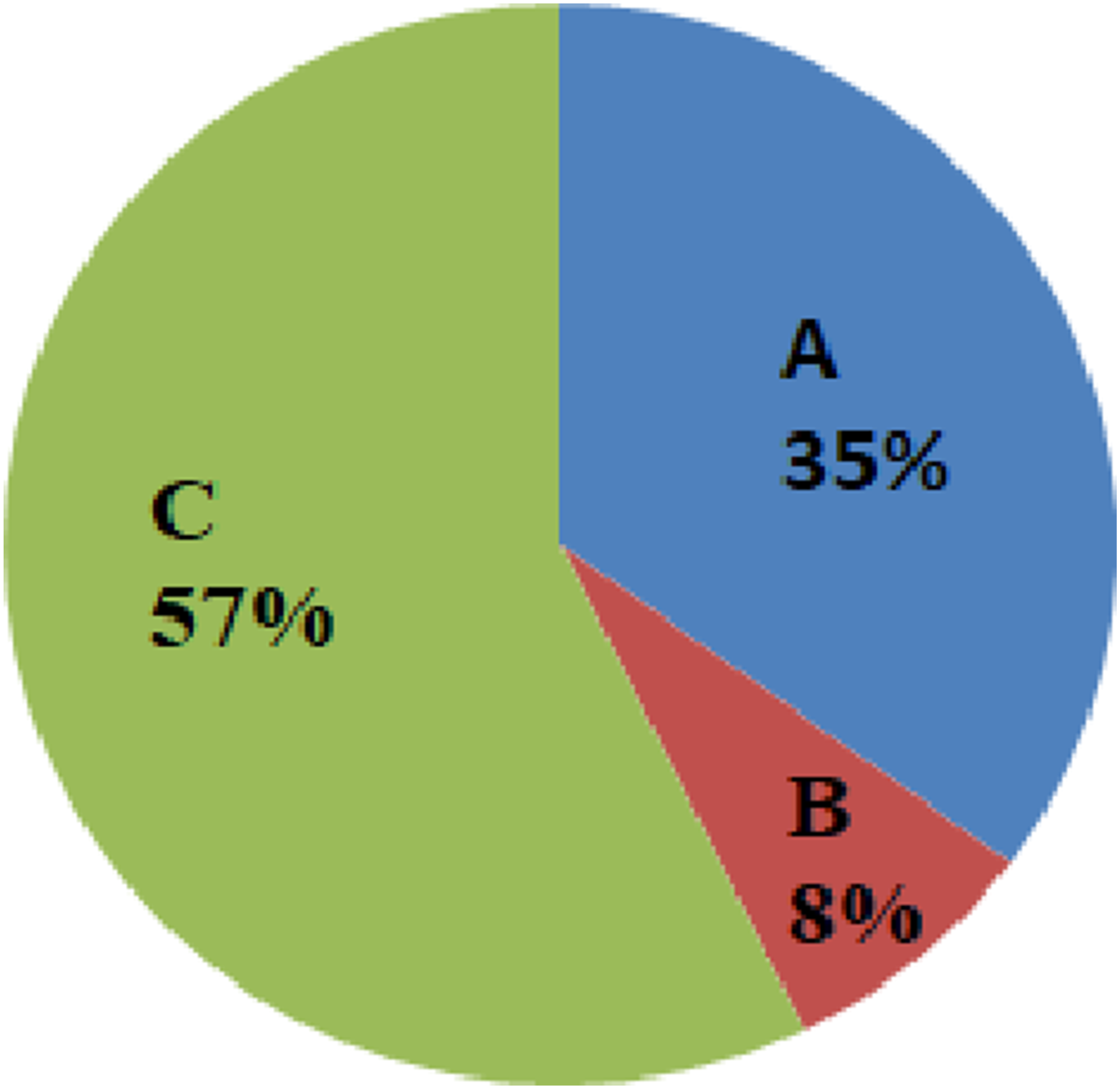
Contribution of parameters.
The mean of the means for the three factors at each level is illustrated in Figure 5. From this, the factors corresponding to the lowest mean value were selected as the optimum conditions to obtain the coefficient of friction (CoF). Therefore, the optimal conditions for achieving the lowest CoF for the composites are graphene as the lubricant, a sliding velocity of 3 m/s, and a normal load of 150 N. It can be observed that the effectiveness of graphene as a lubricant lead to a lower CoF value. Main effect for mean of means analysis of the Coefficient of Friction (CoF) value of composites under various experimental conditions.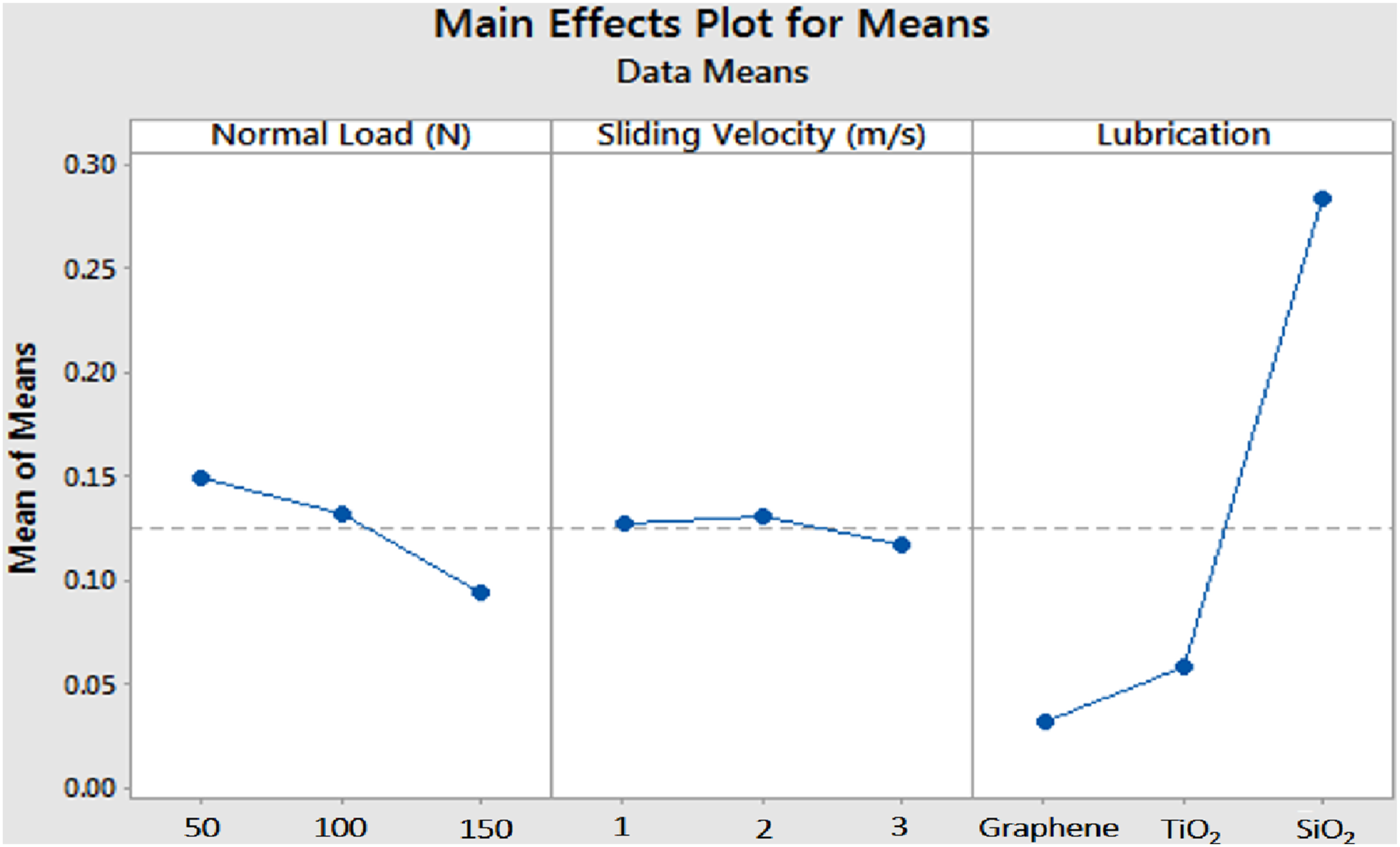
From this analysis, the factors corresponding to the lowest mean value were selected as the optimal conditions for achieving the lowest specific wear rate. Thus, the optimal conditions for the specific wear rate of the composites are under graphene lubrication, with a sliding velocity of 3 m/s and a normal load of 50 N. The influence of lubricant sliding test parameters on the coefficient of friction (CoF), based on the experimental design, is illustrated in Figure 6. This figure allows for the selection of appropriate parameters to achieve a lower CoF under various testing conditions. For instance, lower CoF values can be achieved by using graphene as a lubricant compared to TiO2 and SiO2 under wear conditions at a sliding velocity of 3 m/s and a normal load of 150 N (see Figure 6a–(c)). Variation of CoF as a function of type of lubrication (a), sliding velocity (b), and normal load (c).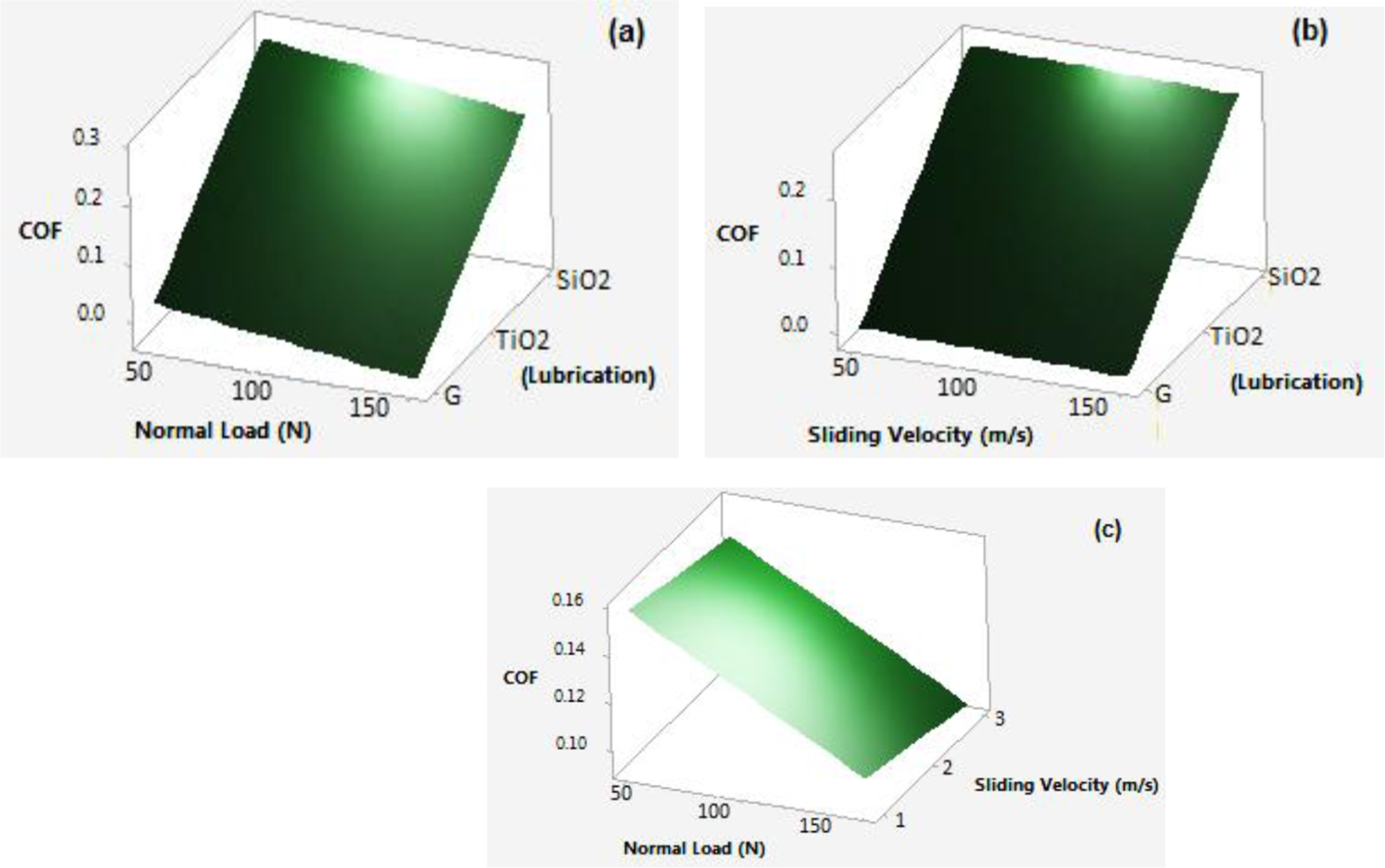
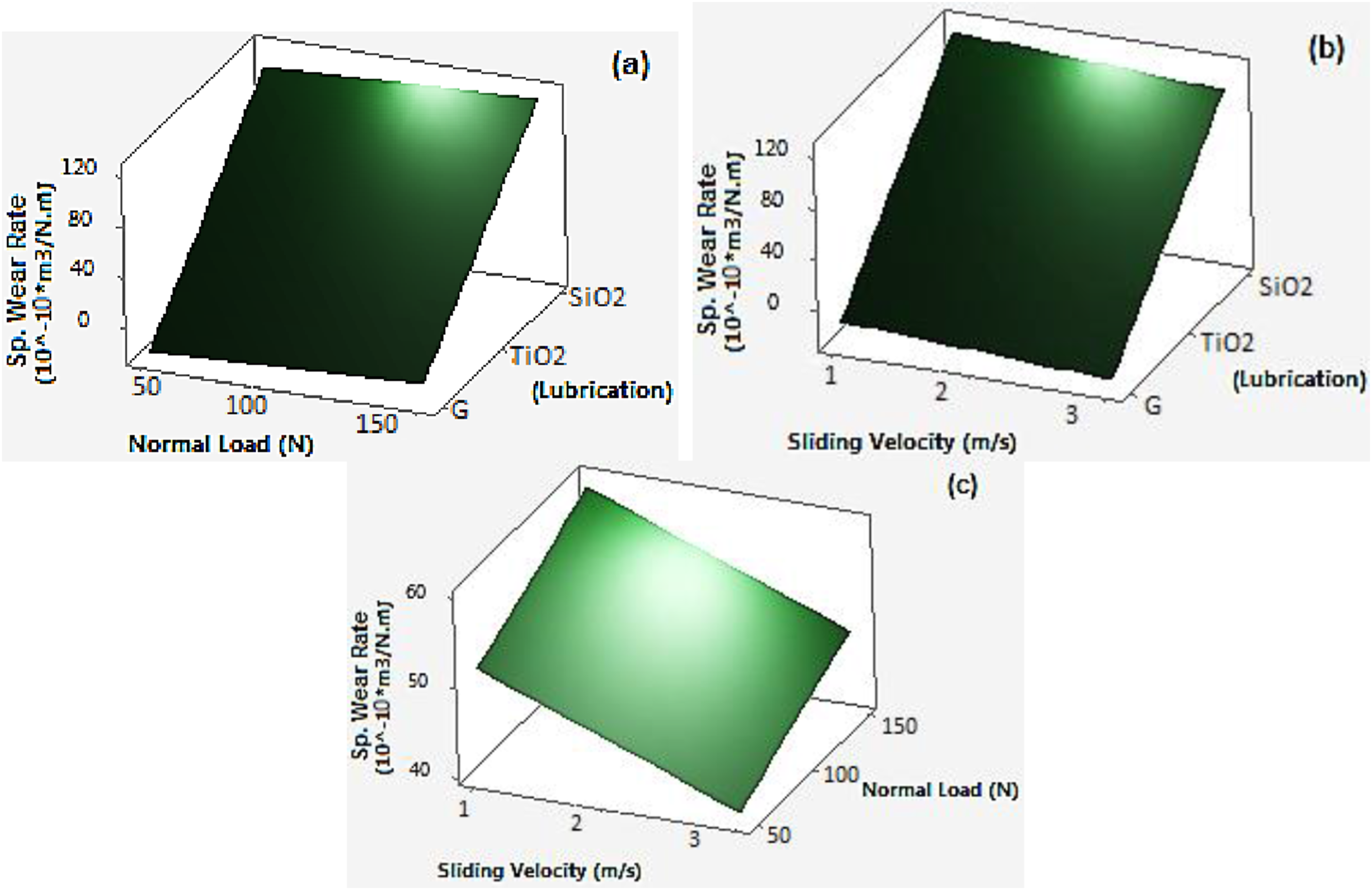
Similarly, the analysis of the influence of lubricant sliding test parameters on the specific wear rate, based on the experimental design, is shown in Figure 7. This figure enables the selection of appropriate parameters to achieve a lower specific wear rate under different testing conditions. For instance, lower specific wear rate values can be obtained by using graphene as a lubricant compared to TiO2 and SiO2 under wear conditions at a sliding velocity of 3 m/s and a normal load of 50 N (see Figure 8a–(c)). Main effect for mean of means analysis of the specific wear rate (SWR) value of composites under various experimental conditions. Variation of specific wear rate as a function of type of lubrication, normal load and sliding velocity.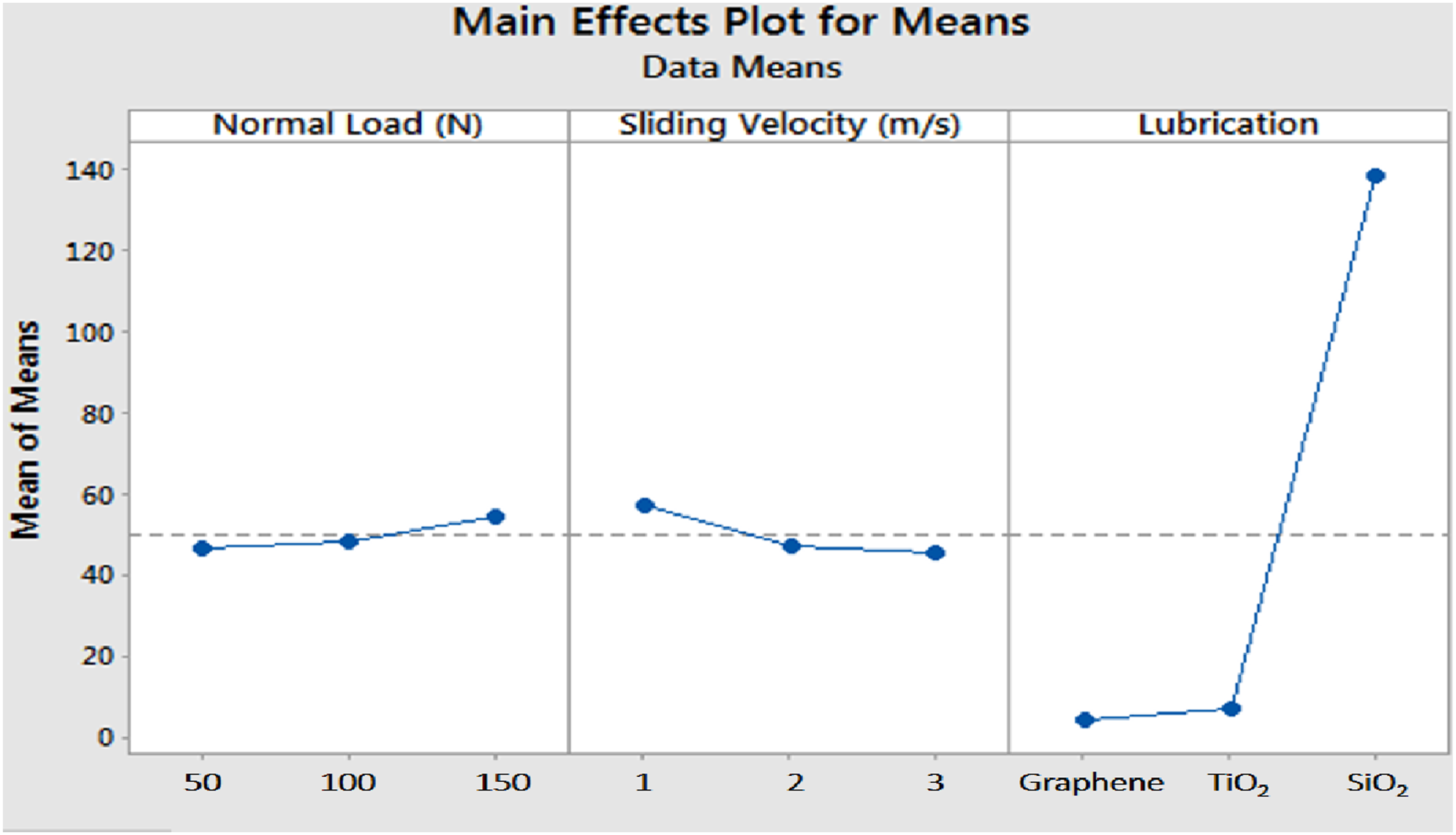
Confirmation test
Observed performance of coated samples.

Lubricating film on worn composite
The worn surface is characterized by interfacial contact between the specimen and the counterface, as shown in Figure 9(a)–(d). The wear tracks display waviness, which varies based on the experimental conditions. Figure 9(a) illustrates the under dry conditions, plugging marks along the sliding direction are observed in the solid-solid contact, with noticeable material removal and debris adhering to the specimen surface. In contrast, mild abrasion and plastic deformation occur under solid-lubricated conditions during solid-solid contact. Graphene’s ability to shear easily during sliding assists in material removal, thereby resisting and reducing stick-slip behavior at the solid + graphene-solid interface as shown in Figure 9(b). During the friction and wear process, solid lubricant particles are pushed toward the worn surface by plastic deformation of the subsurface. Due to the applied normal load, these particles form a lubricating layer on the worn surface. At the onset of friction and wear, the enhanced mobility of nanoscale solid lubricant particles enables the rapid release of graphene powder onto the surface. A small amount of oxide was observed on the worn surfaces of the SiO2 (Figure 9(c)), and TiO2 (Figure 9(d)) coated 10%PM10%CO10%WD10%TD60%EP composites, with oxide formation attributed to erosion. Although this oxide has minimal impact on wear rates and friction coefficients, it does increase contact resistance. Compared to the worn surfaces of the uncoated 10%PM10%CO10%WD10%TD60%EP composite, the graphene-coated surfaces showed a higher presence of solid lubricants. The tiny graphene particles tend to cluster on the worn surfaces, creating a more robust lubricating coating. This stronger lubricant coating contributes to the reduced wear rates observed in the nanocomposite. The interaction of the solid lubricant phase with the matrix enhances the wear resistance of metal-based composites. In addition to providing efficient lubrication, nanoscale lubricants reinforce the matrix, and the formation of a lubricating film plays a crucial role in the wear and friction properties of the composites. SEM image of worn surface of uncoated (a), graphene (b), TiO2 (c), SiO2 (d) coated 10%PM10%CO10%WD10%TD60%EP composite.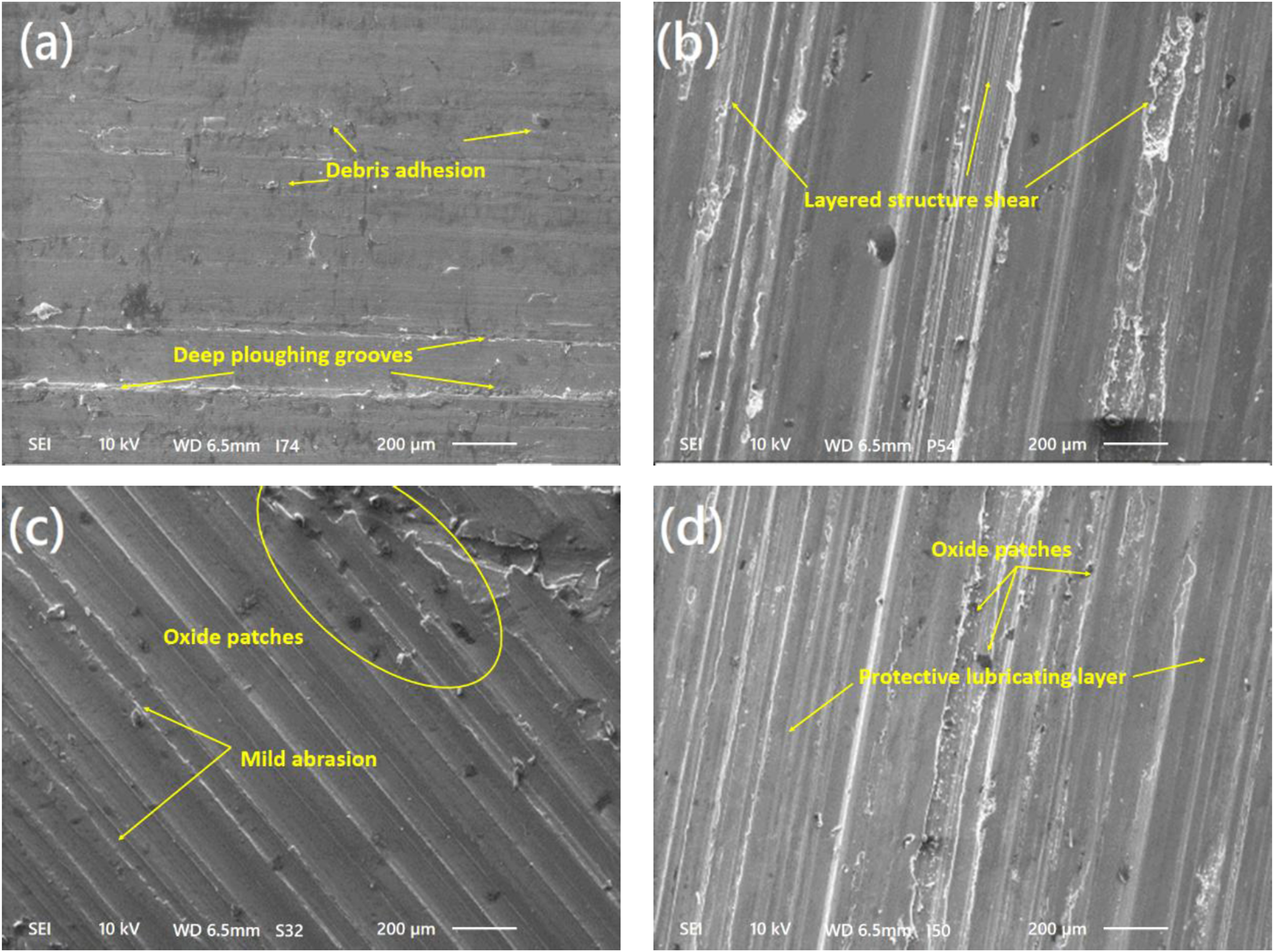
Wear debris
Figure 10(a)–(c) presents the wear debris from the SiO2, TiO2, and graphene-coated 10%PM10%CO10%WD10%TD60%EP composite sliding against the counter disc. The dimensions of most wear debris ranged between 0.5 μm and 8 μm, with many particles exhibiting a flake-like morphology, and some exceeding 8 μm. The presence of this flake-like debris suggests that fatigue wear is the primary wear mechanism in the composite. Transfer layers are formed as this debris separates from the composite. During the friction and wear process, the fine wear debris contributes to the formation of a thin transfer layer on the worn surface. The nanoscale solid lubricants within the composite enhance the material’s strength and lead to predominantly mechanical interactions between the lubricant particles and the matrix metal. The integration of nanoscale lubricants reduces defects at the interfaces between the lubricant particles and the matrix. These solid lubricants impede the initiation and propagation of cracks, making it more difficult for surface material to separate from the composite. As a result, the wear rates of the coated composites are reduced. SEM image of wear debris of graphene (a), TiO2 (b), SiO2 (c).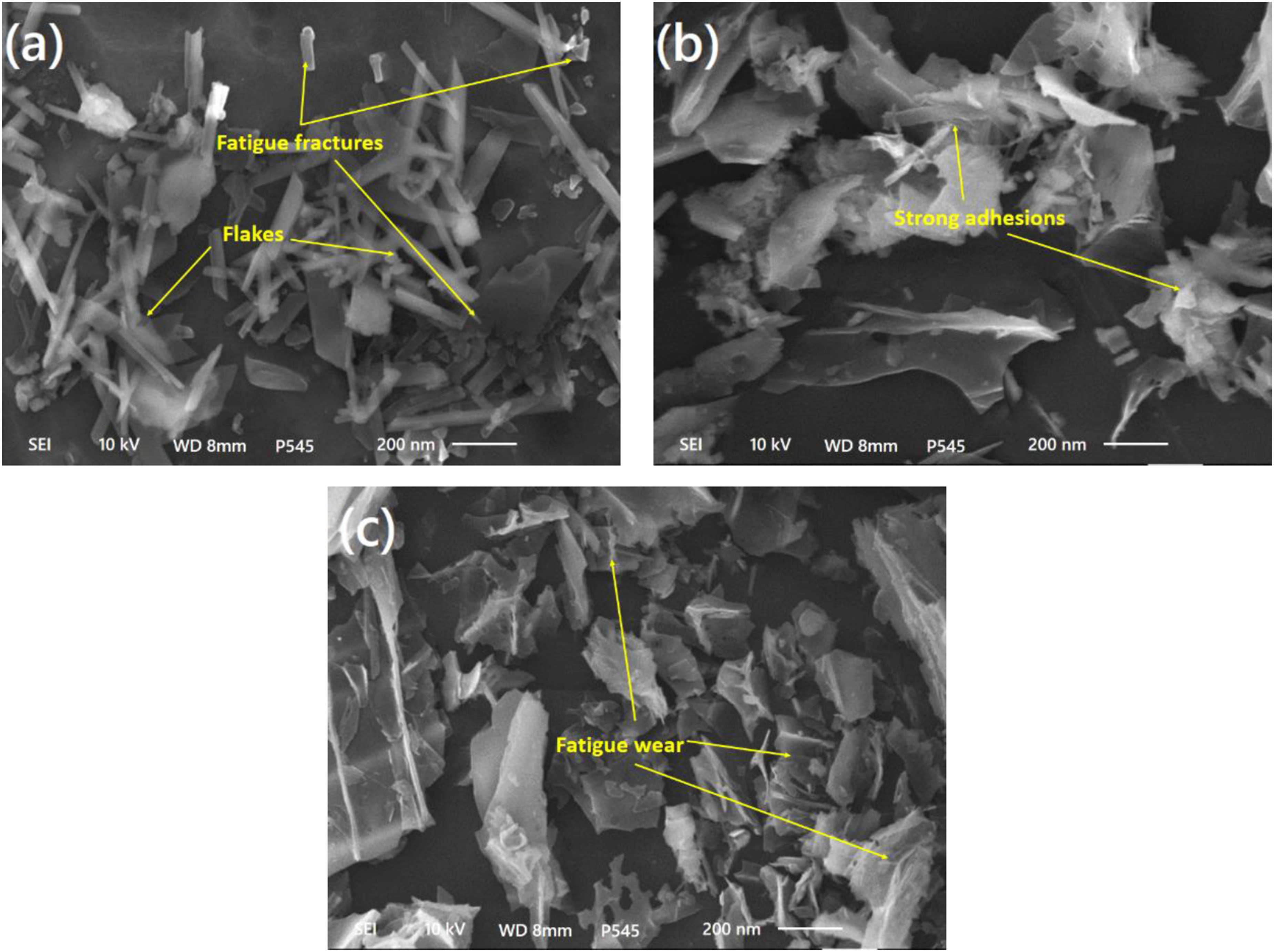
Conclusion
From the experimental investigations, three types of solid lubricant–functionalized composites were successfully designed and evaluated with respect to tribological, thermal, and acoustic performance. The following conclusions are drawn: • Thermal characterization revealed that hybrid natural fiber reinforcement significantly enhanced insulation performance. The quaternary PM/CO/WD/TD composite showed a 24.08% reduction in thermal conductivity, a 27.27% reduction in thermal diffusivity, and a 31.74% increase in thermal resistance, along with a 27.59% decrease in CTE, indicating improved dimensional stability and suitability for thermal insulation applications. • Acoustic analysis demonstrated a substantial improvement in sound absorption with fiber hybridization. The PM/CO/WD/TD composite achieved a maximum sound absorption coefficient of 0.75 at 6000 Hz, representing an improvement of over 220% compared to neat epoxy. Enhanced acoustic performance is mainly attributed to increased porosity, higher air flow resistance, and effective dissipation of sound energy through fiber vibration and viscous losses. • Compared with TiO2 and SiO2, the maximum wear resistance of graphene was decreased by 31.44% and 25.41% respectively. Friction coefficient of graphene was 80% and 104% lower than TiO2 and SiO2. • For the coefficient of friction (CoF), the optimal conditions also involved graphene nano-fluid as the lubricant, with a sliding velocity of 3 m/s and a normal load of 150 N. This demonstrates the effectiveness of graphene as a solid lubricant, leading to improve CoF values. • Overall, the developed graphene-functionalized hybrid natural fiber composites exhibit a unique combination of low friction and wear, excellent thermal insulation, and high acoustic absorption, making them promising candidates for advanced lightweight, eco-friendly engineering applications such as noise control panels, thermal insulation components, and wear-resistant structures.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.