
Abstract
In this study, discarded marble dust (MD) was incorporated into polylactic acid (PLA), and the impact of the filler addition was assessed. The marble dust additives are incorporated into virgin PLA and recycled PLA at identical weight percentages, and the experimental results are subsequently compared. The differences in hardness, impact strength, flexural strength, and thermal stability were examined in both pristine virgin and recycled PLA and PLA-MD composites. The findings indicated that the flexural strength and impact strength decreased as a result of incorporating MD particles and the recycling process, whereas the hardness of the composites increased. Compared to virgin PLA, the flexural strength of the PLA-MD composite, recycled PLA, and recycled PLA-MD composites decreased by 5.91%, 7.74%, and 13.49%, respectively. Compared to virgin PLA, the hardness of the PLA-MD composite, recycled PLA, and recycled PLA-MD composites increased by 2.85%, 1.9%, and 5.78%, respectively. There was a notable decrease in the impact strength percentages for both the virgin and recycled PLA-MD composites. The TG analysis of virgin PLA-MD revealed a 50.87% increase in char residue relative to the unmodified virgin PLA. After recycling, the PLA-MD composites exhibited a 50.49% increase in char residue relative to the recycled PLA material.
Keywords
Introduction
The world-wide rise in demand for polymers has led to a significant stockpile of plastic garbage, representing a huge environmental risk and depletion of scarce fossil fuel supplies. Recycling of polymer is an important solution to this problem, as it provides a way to redirect waste from landfills and seas, and assists in conserving energy and natural resources. One of the important strategies to increase the viability and value of recycled polymers is the addition of waste fillers. These additives are obtained from different industrial, agricultural and post-consumer waste streams and are a sustainable alternative to virgin materials and can be tailored to improve the mechanical, thermal and physical properties of the finished composite. It turns waste from a liability into an asset, it builds the foundations for a more sustainable future and it creates a true circular economy.
PLA filaments containing Nano ceramic additions of laponite and hydroxyapatite were used for direct printing into rat bone lesions using a portable 3D printer. The reinforced PLA filament demonstrated potential for rapid in situ bone regeneration, owing to its portability and solvent-free manufacturing process. 1 Incorporating silica (up to 10 wt%) enhanced the tensile strength (rising from 62.8 MPa for pure PLA to 121.0 MPa at 10% silica), as well as the modulus, toughness, and ductility. Peak mechanical enhancement was observed at 10 wt% silica, with higher filler loadings leading to decline in properties. 2 Commercially available glass beads were used to strengthen the PLA. The research lays the groundwork for eco-friendly progress, particularly with the potential incorporation of recycled glass from discarded electronics. 3 A study revealed the fabrication of 3D printed functionally graded structural materials with alternating layers of PLA and ceramic or wood flour, with the objective of achieving a customizable mechanical response and specialized functionalities for structural applications. 4 The incorporation of alumina into PLA increased the compressive strength by up to 60.1% under specific circumstances such as accelerated ageing and hydrolysis environments. 5 PLA-hydroxyapatite composites have been researched and have shown advantages for bone-like applications, due to improved biocompatibility and better mechanical qualities than pure PLA. 6 Ceramics additives such as silica, hydroxyapatite, alumina and glass beads can considerably improve the strength, modulus and biological compatibility of PLA for 3D printing. The incorporation of ceramic fillers such as hydroxyapatite, tricalcium phosphate, magnesium particles and zinc oxide in the PLA matrix considerably increased the mechanical strength and stiffness. PLA/TCP-Mg composites showed compressive strength up to 87.7 MPa and stiffness up to 3.1 GPa. 7 Studies on PLA-ceramic composites showed improvements in tensile and compressive strengths and exhibited qualities comparable to real bone for applications in medicine.8,9 The addition of fillers such as GO and ZnO boosted the thermal stability of the PLA composites by raising the decomposition temperatures and delaying the thermal degradation. 10 The incorporation of ceramics enhances osteo conductivity and gives biomimetic indications to direct cellular evolution. Hydroxyapatite is biocompatible and similar in mineral content to bone.11,12
The study investigates the inclusion of silica and alumina Nano particulates into PLA, suggesting that the composite material may exhibit improved crystallinity, storage modulus, and tunable degradation rates, however, challenges in dispersion and agglomeration remain. Silica nanoparticles are rigid fillers that could improve the stiffness, tensile strength and Young’s modulus of PLA by restricting the polymer chain mobility and effectively transferring load within the composite. 13 Silica particles can form a strong network which reduces PLA degradation by hydrolysis and hence preserves mechanical properties for a longer time in the presence of moisture. 14 Additives such as sucrose (crystalline substance) were added to enhance the thermal stability of PLA based bio-composites. 15 Furthermore, fillers enhance the rate of PLA crystallization and, by extension, its thermal resistance, through their role as crystallization nucleating agents. 16 Further systematic study of the effect of printing factors such as speed, temperatures, layer height, infill design on the mechanical robustness and level of accuracy of PLA-ceramic components is required especially for dental or biological models that require high realism.17,18 The use of marble dust waste in PLA composites would promote circular economy principles through recycling the abundant and harmful byproduct, and reduce environmental pollution. 19 Using recycled marble dust advances global sustainability efforts by minimizing landfill waste, decreasing resource use, and cutting down the carbon footprint associated with the production of virgin fillers. 20
The main aim of this research on PLA composites reinforced with marble dust is based on twofold interest to improving sustainable material science and using the “waste-to-wealth” concept in a circular economy concept. The main objective is to build a new environment friendly bio-composite that enhances the mechanical and thermal properties of the PLA using industrial waste. This work directly addresses the issue by recycling a non-biodegradable industrial byproduct into functional filler, transforming an environmental burden into a valuable resource and relieving the landfill strain. The use of marble dust as reinforcement, which is a cheap or free waste product, can significantly reduce the cost of raw materials for the final bio composite. This enhances the cost competitiveness of PLA-based products in comparison with conventional polymers and motivates their commercial consumption. It increases the efficiency of resources by better use of extracted natural materials. Reuse of leftover marble powder reduces usage of calcite in ceramics by 10% and in polypropylene drums composite by 43%. It increases the melt flow index of polypropylene composites by around 23%, without sacrificing their mechanical properties, reduces water absorption of ceramics without changing fracture strength, and so on. 21 The goal is to build a composite that maintains end of life options for PLA but greatly enhances its properties and establishes a new waste market, which reflects a holistic approach to sustainable material design.
Previous studies have investigated the enhancement of the stiffness of virgin PLA matrices with high purity mineral fillers, such as talc, clay or calcium carbonate, available on the market. However, these investigations have been typically focused on error-free, single-source systems.22–24 This work is unique in mapping the macromolecular behavior and the complex interfacial mechanics of multi-mineral industrial waste in virgin and mechanically recycled PLA matrices using the dual-loop paradigm of circular economy. Moreover, its specific employment in modern production also highlights its practical significance. This study is a different technique from the typical mineral filled composites that are designed for static compression or injection molding. It does extensive testing on the filament extrusion and printing compatibility of waste-marble/recycled-PLA systems which are able to carry moderate loads. In this work we present a straightforward and cheap way to convert two major types of industrial waste into printable and long-lasting engineering materials.
The closed-loop recycling of 3D printed PLA is a vital approach to improving the sustainability of additive manufacturing. Research concentrates on the recyclability of printed trash and defective prints into usable filament. Effective recycling can substantially decrease material expenses and environmental impact, hence promoting a circular economy model in the 3D printing sector, although with concerns around property retention post-recycling.
Materials and methods
Polylactic acid is a polymer filament for 3D printing which is greatly valued for its environment-friendly properties. PLA is a bio-based polymer, which is created from sustainable resources such as maize starch or sugarcane. 25 It is sometimes referred to as biodegradable, but it usually needs certain conditions that are found in industrial composting plants in order to break down completely. It is also recyclable; however it needs to be separated from other plastics to avoid contamination. PLA has a unique combination of properties, including renewable, plant-derived features and biocompatibility, making it excellent for medicinal applications. 26 It has a very high tensile strength and a clear, shiny appearance. But it is also brittle and has a relatively low melting point, making it suitable for uses such as 3D printing. 27
Marble dust, a by-product of the stone industry, is a cheap and ecological filler. When included in polymers its major role is to increase stiffness, tensile properties and thermal stability. Its addition is crucial for the creation of sustainable composites, reducing waste and boosting the mechanical qualities of materials for use in construction and automotive parts. Marble dust was collected at the stone processing plant of Tiruchirappalli industrial cluster, Tamil Nadu, India (10.7905° N, 78.7047° E). The substance obtained consisted of small particle remnants generated after slabs of white marble were cut, ground and polished. All batches of marble dust were processed before extrusion, in a sequence of operations: drying, magnetic separation, milling and homogenization. To exclude larger stone fragments and macroscopic debris, the dust was separated using a 150 µm mechanical sieve. The moisture content was removed by oven-drying the material at 110°C for 24 h. Using a low-intensity magnetic separator, the iron particles that originated from the cutting instruments were removed. In a planetary ball mill with 10 mm balls, the dust that had been dried and sieved was ground for 2 h at 300 rpm in order to achieve a consistent particle size of 15 µm and to boost the specific surface area. The size range of the particles that were collected was 15 µm to 25 µm. The uniformity was ensured by blending the milled powder in a V-shaped mixer for 30 min. The main reason for the composite filaments’ off-white/yellowish discoloration compared to plain PLA was found to be ferric oxide (Fe2O3). The color consistency from batch to batch is similar to commercial mineral-filled PLA filaments since the Fe2O3 content is reduced to below 0.10 wt% after the marble dust was standardized magnetically separated before extrusion. There is no post-processing or addition of pigments.
The virgin PLA filaments infused with 5 wt% of marble dust were obtained from Wol3D, Coimbatore, Tamil Nadu, India. The utilized and damaged PLA specimens (pure PLA devoid of fibers or additives), produced through extrusion, were gathered from the material testing laboratory. The gathered PLA materials were washed, purified, and sun-dried to eliminate extraneous particles. The cleansed and desiccated PLA was pulverized using a grinder. The pulverized used PLA was combined with 5 wt% of marble dust, and the filaments were extruded using a single screw extruder. The generated PLA composite filament was utilized to fabricate the specimens according to the requirements. A controlled mechanical recycling loop was carried out utilising post-industrial PLA scrap to assess the composite system’s circular feasibility. There was just one recycling cycle for the material. At first, a laboratory mill was used to granulate the scrap into flakes that were 3 to 5 mm in size. The granulated PLA flakes were dried using a desiccant procedure at 60°C for 8 h to reduce hydrolytic degradation that occurred during melt processing. A single-screw extruder set at 90 rpm was used to compound both the virgin and recycled PLA groups by extrusion. From the hopper to the die, the temperature profile of the barrel was gradually adjusted across five heating zones, ranging from 160°C to 190°C. To prevent harmful thermo-mechanical deterioration, the extruder barrel had a total melt residence duration of about 90 s. Under these processing conditions, localised heat stress and strong shear fields elicit minor scission of macromolecular chains in the PLA backbone. This deterioration, by decreasing the molecular weight and melt viscosity, determines the base structural condition of the recycled matrix before the addition of waste marble filler.
The specimens were manufactured by the extrusion method using Wanhao Duplicator 4S type 3D printer. The samples were manufactured with a precisely controlled set of 3D printing parameters that provide accurate dimensionality, flawless layer adhesion and better mechanical integrity. The nozzle temperature was kept at 210°C, which allowed smooth extrusion of the thermoplastic filament. 28 The build platform was kept at 60°C, an important parameter to improve the first layer adhesion and reduce warping by releasing the thermal contraction stress.29,30 The deposition procedure was carried out at a print speed of 60 mm/sec which provided an excellent trade-off between efficiency of printing and accuracy of material placement. 31 A 100% infill density was used to achieve sturdy and non-porous constructions that may be used in mechanical testing. The line type filling pattern was used for its durability and constant internal structure. 32 This pattern creates parallel, continuous raster lines in each layer, with often different orientations across layers for improved isotropy. 33 In addition, the very small layer height of 0.10 mm was used, greatly improving the resolution in the Z direction and the adhesion between layers, minimizing the striations on the surface and as a result, specimens with greater dimensional accuracy and better mechanical characteristics in the printed direction were obtained.
Experimentation
Flexural test
Flexural test measures the resistance of a material to bending and breaking under bending force. The bending test was conducted using the procedure described in the ASTM D790 standard.34,35 The test was conducted on an Instron 8801 universal testing machine, a servo-hydraulic system, known for its precision and dynamic testing capabilities with a 100 kN load cell, hydraulic grips and Bluehill software to control the machine to obtain the data. The specimens, with uniform dimension, were placed on two supporting spans and a loading nose in the middle applies a constant crosshead displacement rate until failure or a required strain was reached. The system gives load versus deflection data which are used to determine the flexural stress and modulus. This gives vital information on the stiffness and resistance to deformation of the material when subjected to bending forces.
Hardness test
ASTM D2240 refers to the hardness of the polymer specimen as measured by a Shore durometer which measures the depth of indentation produced by a specified indentor under a certain spring force.36,37 It is measured with a Type D durometer (used for semi-rigid materials) and an accurate dial gauge. The specimen, not less than 6 mm thick, is placed on a rigid, flat surface and the durometer is pressed against the material at right angles so that the presser foot makes firm contact within one second. Readings of the hardness are taken after 15 s dwell time.
Impact test
The Charpy impact test (ASTM D6110) was used to evaluate the resistance to high-velocity impact of the notched polymer samples, leading to a critical evaluation of the toughness and notch sensitivity.38,39 The test was performed using a pendulum impact tester. The normal procedure was to place a carefully machined specimen with a “V” notch in the middle of the anvil of the machine and clamp it there as a plain beam. The pendulum is set at a certain height and dropped to hit the specimen on the side opposite the notch and thus fracture it. The energy consumed in the fracture was estimated from the reduction of the height of the pendulum swing and expressed in joules per metre of notch width (kJ/m2). This test gives important information on brittleness, ductility and the material’s potential to withstand stress loading during operation.
TGA analysis
Polymer sample was subjected to thermogravimetric analysis (TGA) in accordance with ASTM E1131-03 to quantitatively determine the loss of mass as a function of temperature or time under controlled conditions, providing critical data on thermal stability, composition and decomposition kinetics. 40 The analysis was made on a high precision thermogravimetric analyser (TA Instruments) with a sensitive microbalance (0.1 µg resolution), a programmable high temperature furnace (1000-1500°C) and a gas control system for purging with inert gases. A known weight (10 mg) of sample is weighed and placed into an alumina crucible and is heated at a known temperature programmed with a fixed rate of temperature rise (10°C/min) from room temperature to a predetermined final temperature. The instrument continuously records mass variation and produces a thermogram that allows the user to determine important parameters such as moisture content, volatile additives, decomposition temperatures of polymers and the amount of filler or ash. These parameters are important for the characterization of materials and for quality assurance. 41
Results and discussion
Figure 1 shows the flexural strength of 3D printed specimens with different materials based on PLA. The flexural strength results of the three composite specimens tested and their average values are shown in Table 1. The virgin PLA had the highest strength of 62 MPa, which served as the reference for the unmodified polymer. The addition of MD reinforcement to virgin PLA results to a minor decrease of 58.33 MPa, which can be attributable to poor particle-matrix adhesion or the filler acting as locations for stress concentration. The use of recycled PLA leads to a large decrease in strength of 57.2 MPa due to breakdown of the polymer chains and reduction of the molecular weight caused by the recycling process. It indicates that the reinforcement of this recycled matrix with marble dust has a detrimental effect on mechanical performance. This is demonstrated by a drop in flexural strength of 53.63 MPa, which suggests that the filler is unable to offer a compensatory stiffening effect, and does not restore virgin PLA properties. Flexural strength of various types of PLA. Flexural strength results of the PLA and its composites.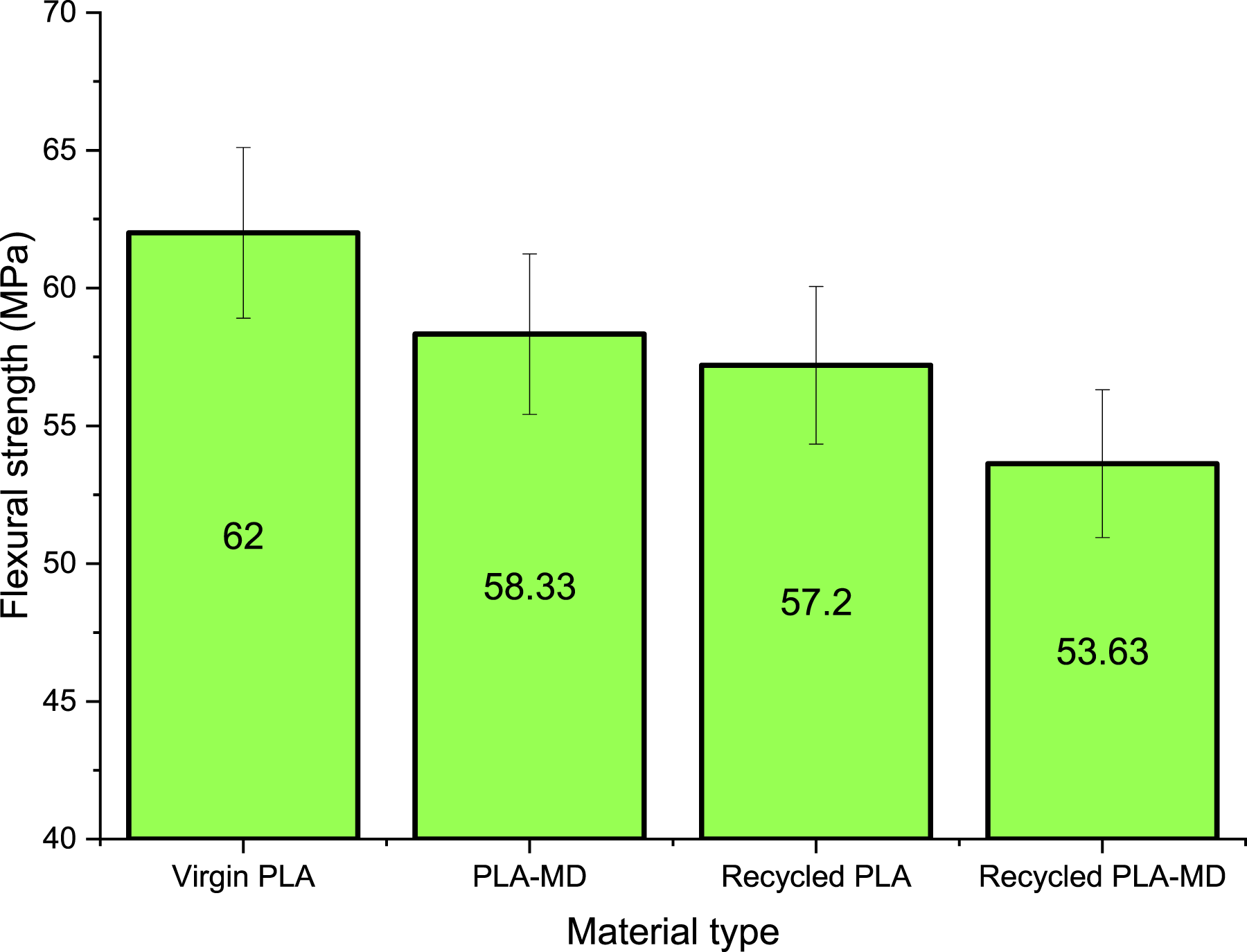

Figure 2 shows the Shore D hardness values of the four PLA based composites. A distinct trend depending on the material composition was observed. The Shore D hardness of the three examined composite specimens and their average values are presented in Table 2. Virgin PLA is the reference with a hardness of 72.26. The hardness increases to 74.46 upon addition of marble dust (MD) to virgin PLA because of the stiff inorganic particles distribution in polymer matrix which enhance the surface resistance to indentation. Recycled PLA exhibits a slightly higher hardness value (73.66) than its virgin counterpart, which is a possibly contradictory result that could be due to increased crystallinity or embrittlement caused by heat degradation during the recycling process, which reduces chain mobility.
42
Reinforcement of recycled PLA with marble dust showed the maximum hardness (76.7) with synergistic impact. The reinforcement action of the filler particles combined with the modified, maybe more rigid structure of the recycled polymer results in a composite with higher surface hardness but with perhaps reduced flexural strength as mentioned before. Shore D hardness values for various types of PLA composites. Hardness values of the PLA and its composites.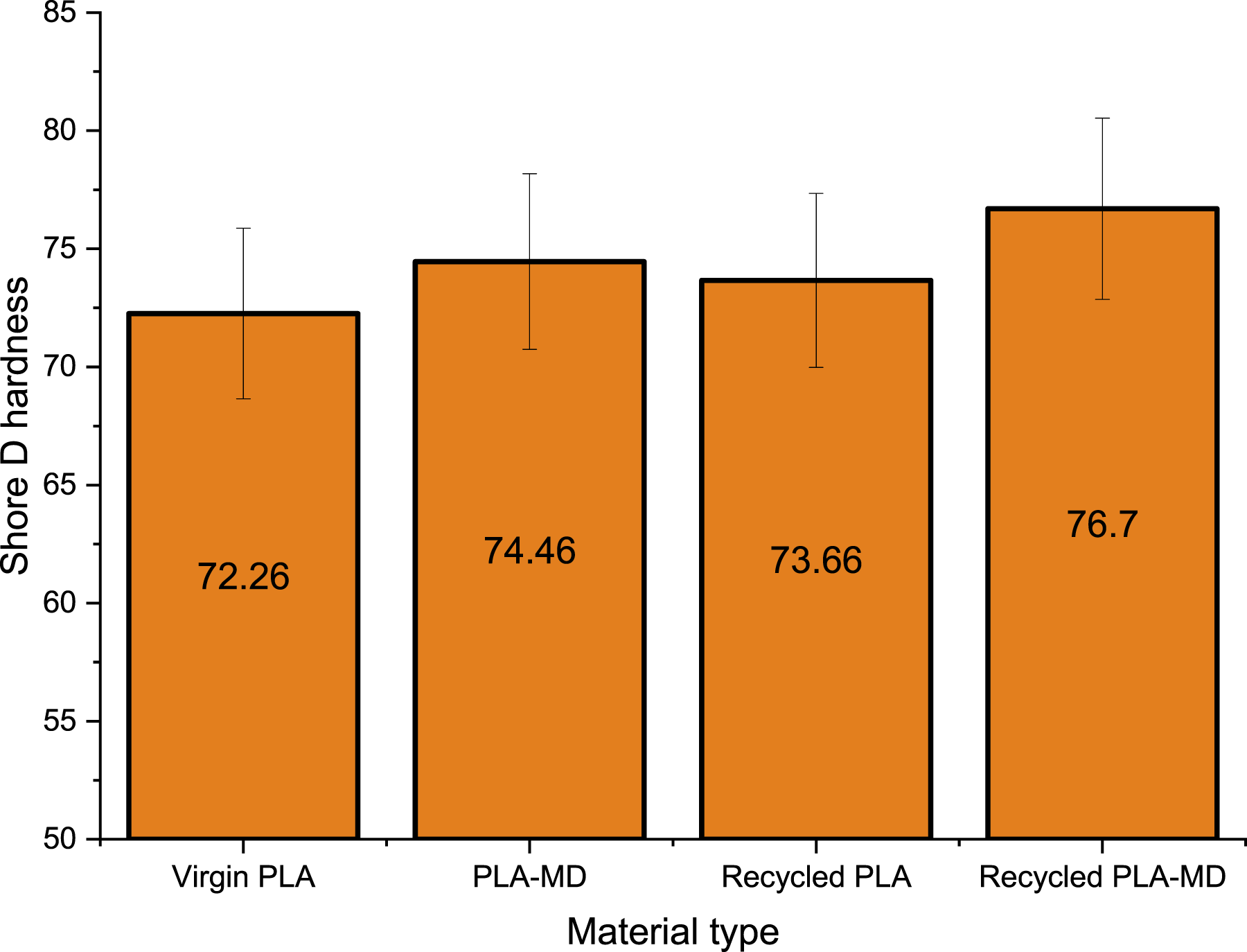

The surface hardness slightly but noticeably increases with the addition of waste marble powder. However, this improvement has substantial structural and functional implications. Surface hardness in particulate-reinforced composites is greatly affected by the presence of hard mineral particles that limit the cooperative mobility of the amorphous PLA chains in specific areas. The fact that the hardness values are gradually rising shows that the waste marble is evenly dispersed near the surface, which is important since organic waste might produce sink marks or surface softening. This study’s results are within the optimal performance envelope when compared to current literature on mineral-filled PLA, whereby comparable micro-scale additions usually result in minor Shore D or Vickers hardness increases of three to eight percentage points.43,44 It shown that the recycled bio composite may be used in consumer or engineering products without the need for costly chemical surface treatments while yet retaining its structural integrity, scratch resistance, and wear endurance.45,46
Figure 3 illustrates the impact strength (kJ/m2) of the 3D printed PLA composites, revealing a pronounced adverse influence from both recycling and filler inclusion. In Table 3 are presented the impact strength values of the three assessed specimens of the composite and the average values. Virgin PLA has a baseline hardness of 3.9 kJ/m2. The addition of MD to neat PLA decreases the impact strength to 3.6 kJ/m2. This suggests that although MD improves hardness, the hard particles can operate as stress concentrators that can facilitate the beginning of fracture under dynamic loading. The toughening is reduced by the recycling process and the recycled PLA is 3.4 kJ/m2. This is due to the scission of molecular chains and the decrease of ductility by thermal degradation. The impact strength of 2.76 kJ/m2 is the lowest impact strength of the composition of recycled PLA with MD. This large reduction suggests a synergistic embrittlement effect where less coherent recycled matrix that is damaged is inefficient in stress transfer to the MD particles leading to decreased resistance to crack propagation and reduced energy absorption during impact.
47
Impact strength values for various types of PLA composites. Impact strength results of the PLA and its composites.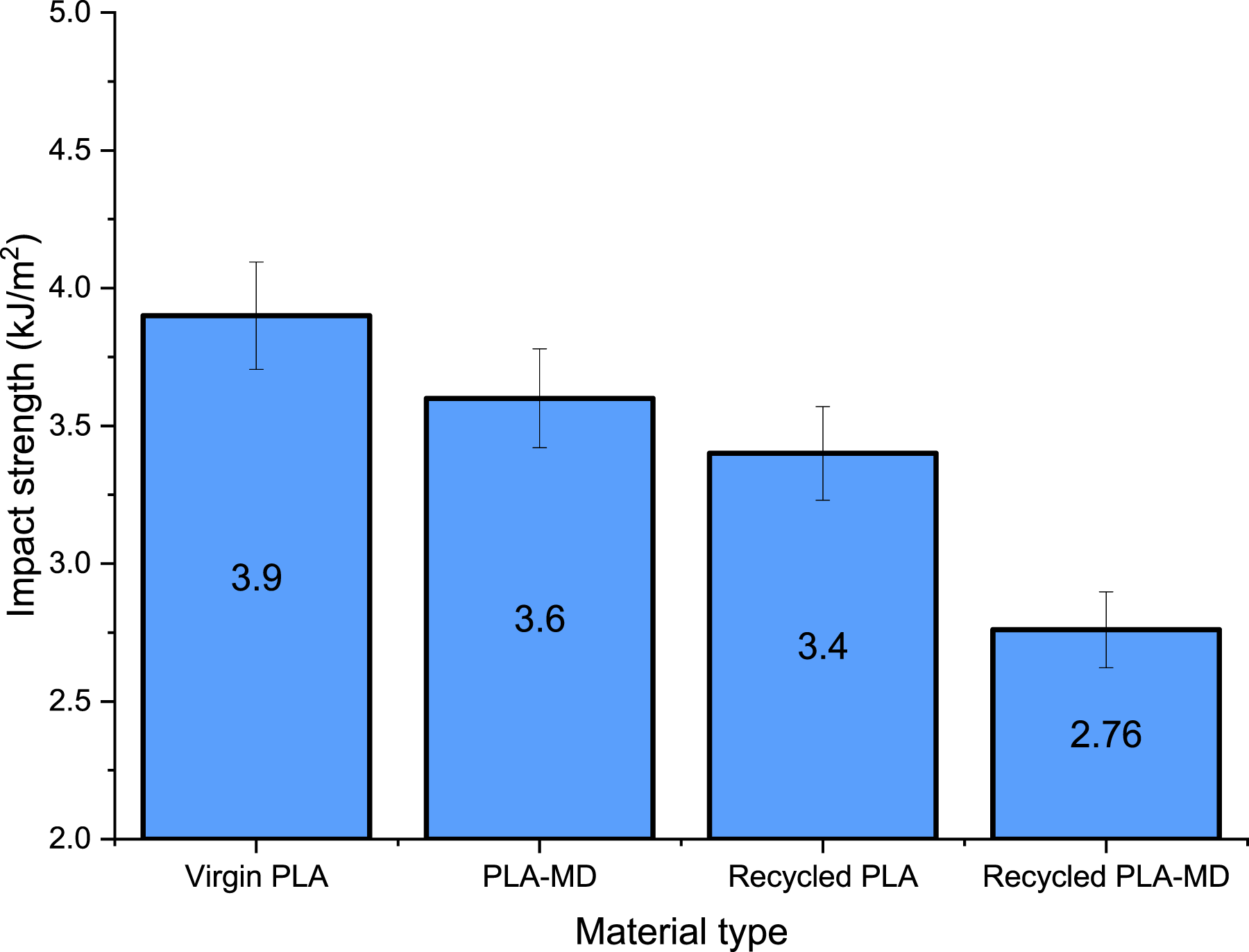

Figure 4 shows the percentage reduction in the flexural strength of the modified PLA composites with respect to the virgin PLA (62 MPa). The data shows a slow deterioration in mechanical performance. The virgin PLA with MD shows a degradation of 5.91%. The reduction is attributed to poor interfacial bonding between the polymer matrix and rigid filler particles that generate stress concentration sites acting as defects under bending force. The recycled PLA shows a considerable loss of −7.74%. The recycling process leads to thermomechanical degradation which is the reduction of the polymer chain length and molecular weight and that affects the load-bearing capacity. The greatest strength drop (−13.49%) was observed in the composite of recycled PLA with MD. This result indicates a negative synergistic impact, where the degraded and less cohesive recycled matrix poorly transfers the stress to the filler, hence amplifying the detrimental effects of recycling and particle addition on flexural properties.
48
3.3. Comparison of flexural strength of virgin PLA and various PLA composites.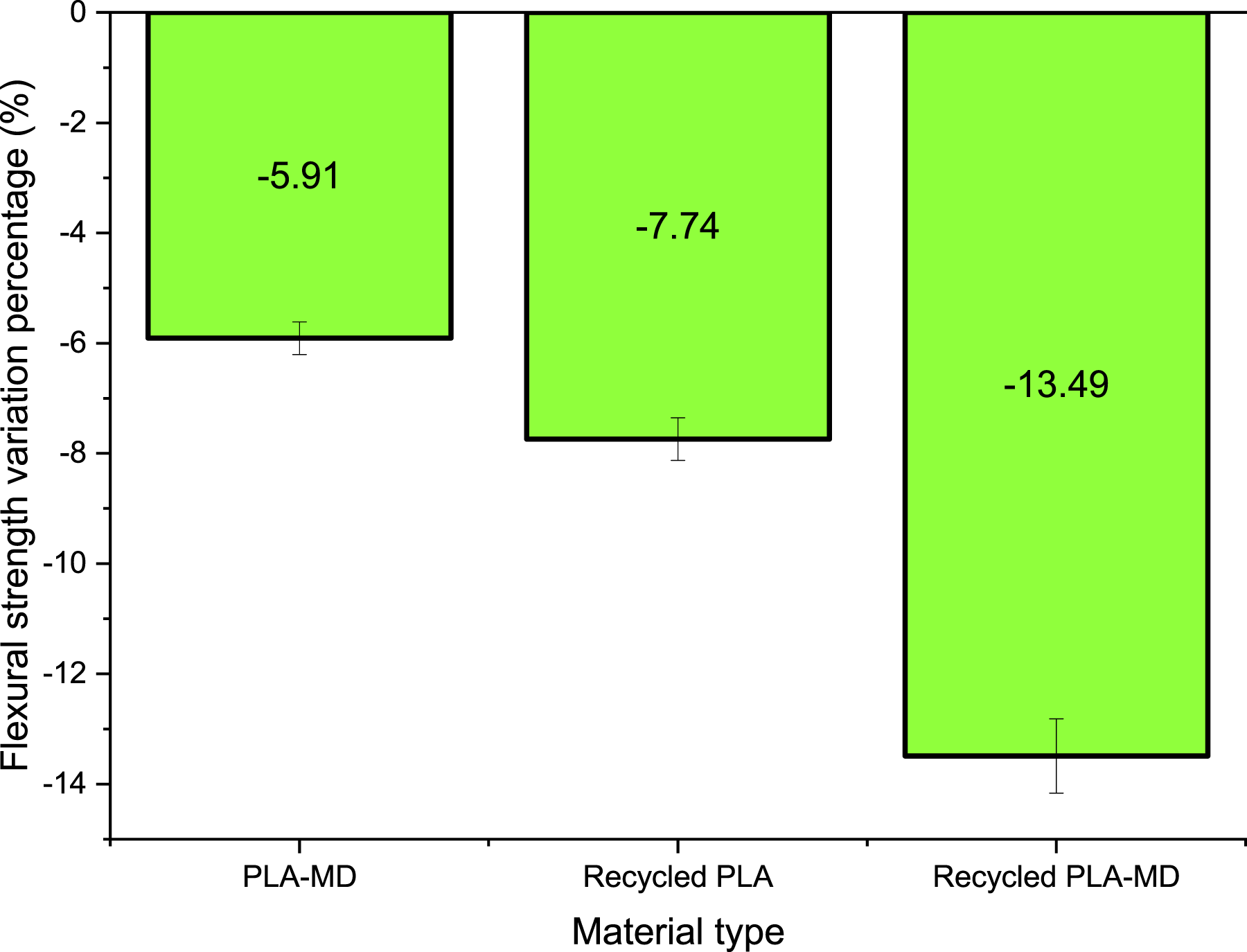
The percentage change in Shore D hardness with respect to virgin PLA (72.27) is presented in Figure 5. The results show a steady increase in hardness for all the manufactured composites due to many factors. The addition of MD to virgin PLA results in an increase of 2.95%. This occurs because the dispersion of hard inorganic particles makes the material more resistant to surface indentation. Recycled PLA appears to have a modest increase of +1.9%. This is possibly owing to the increased crystallinity or embrittlement due to chain scission during recycling which reduces mobility of the polymer chains. The best improvement (+5.78%) was obtained in the recycled PLA reinforced with MD. This synergistic impact is a combination of the natural stiffening due to the changed microstructure of the recycled polymer and the reinforcing effect of the rigid filler particles. Thus, both recycling and filler addition may decrease the flexural and impact properties but increase the surface hardness of the composite. Comparison of the hardness of virgin PLA with other PLA composites.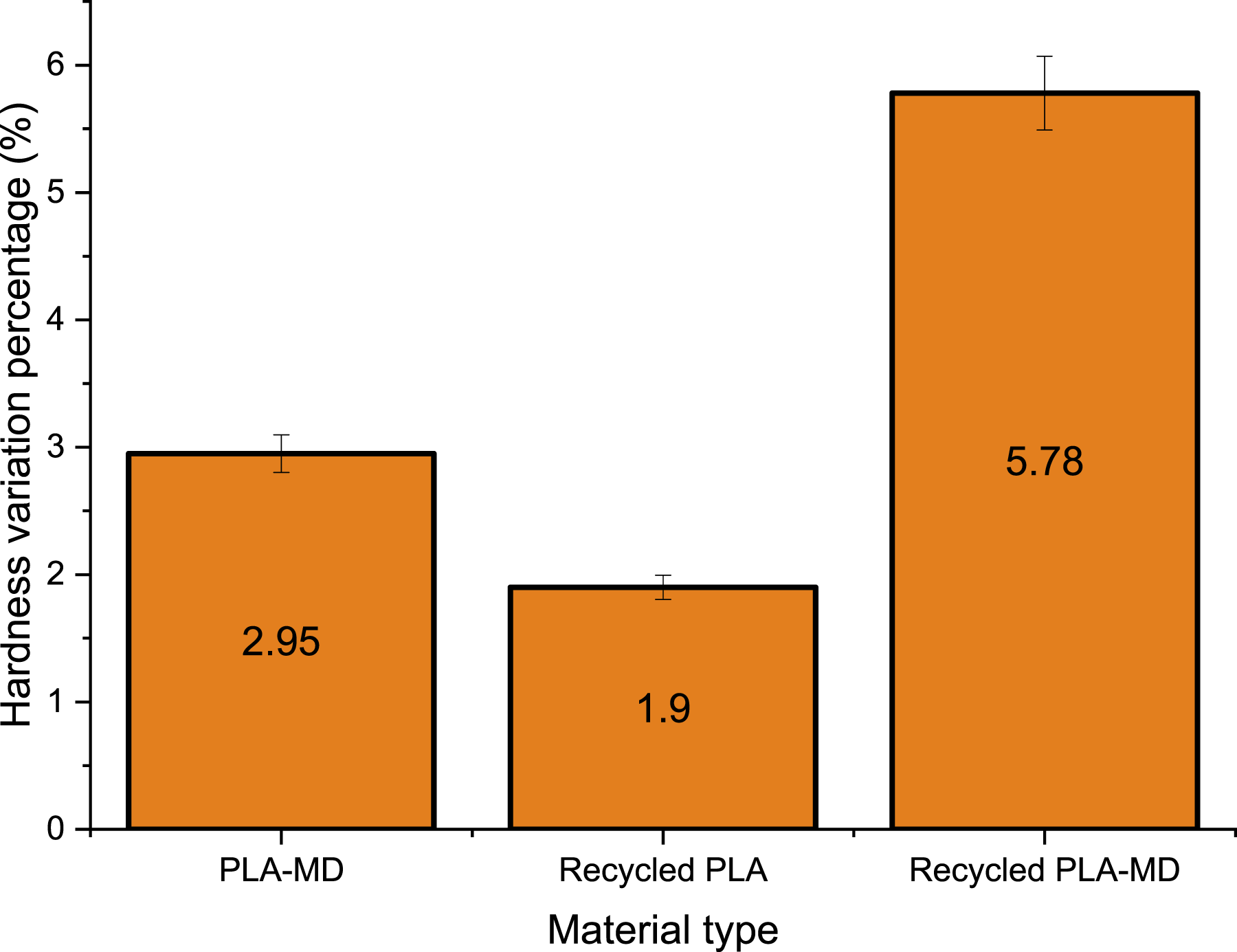
The proportion reduction in the impact strength of the PLA composites is shown in Figure 6, which reflects a significant and progressive reduction compared to virgin PLA (3.9 kJ/m2). The introduction of MD in virgin PLA provides a decrease of 7.69%, demonstrating that although the rigid particles are responsible for an increase in the hardness, they could also behave as stress concentrators, which would promote the beginning of cracks under high-rate loading. The recycled PLA shows a substantial reduction of −12.8%. This is due to the thermomechanical degradation during recycling which lowers the molecular weight and the entanglement of polymer chains. As a result, the ability to absorb energy and the ductility is impaired.
49
The most pronounced embrittlement occurs in recycled PLA with MD, revealing a significant 28.2% reduction in impact strength. This outcome signifies a significant negative synergy, as the diminished interfacial adhesion in the deteriorated recycled matrix inadequately transmits stress, resulting in the MD particles functioning as observable defects that severely diminish the composite’s toughness and vulnerability to rapid fracture.
50
The strength of the composites diminished substantially after one recycling process; therefore, further recycling was not conducted for the experiment. Table 4 provides a comparative analysis of the most recent literature data, which demonstrated the impact of the incorporation of marble powder and calcium carbonate on polypropylene (PP) and PLA. Impact strength of virgin PLA and various PLA composites comparison. Comparative analysis from the recent literature related to the inclusion of waste marble powder and calcium carbonate.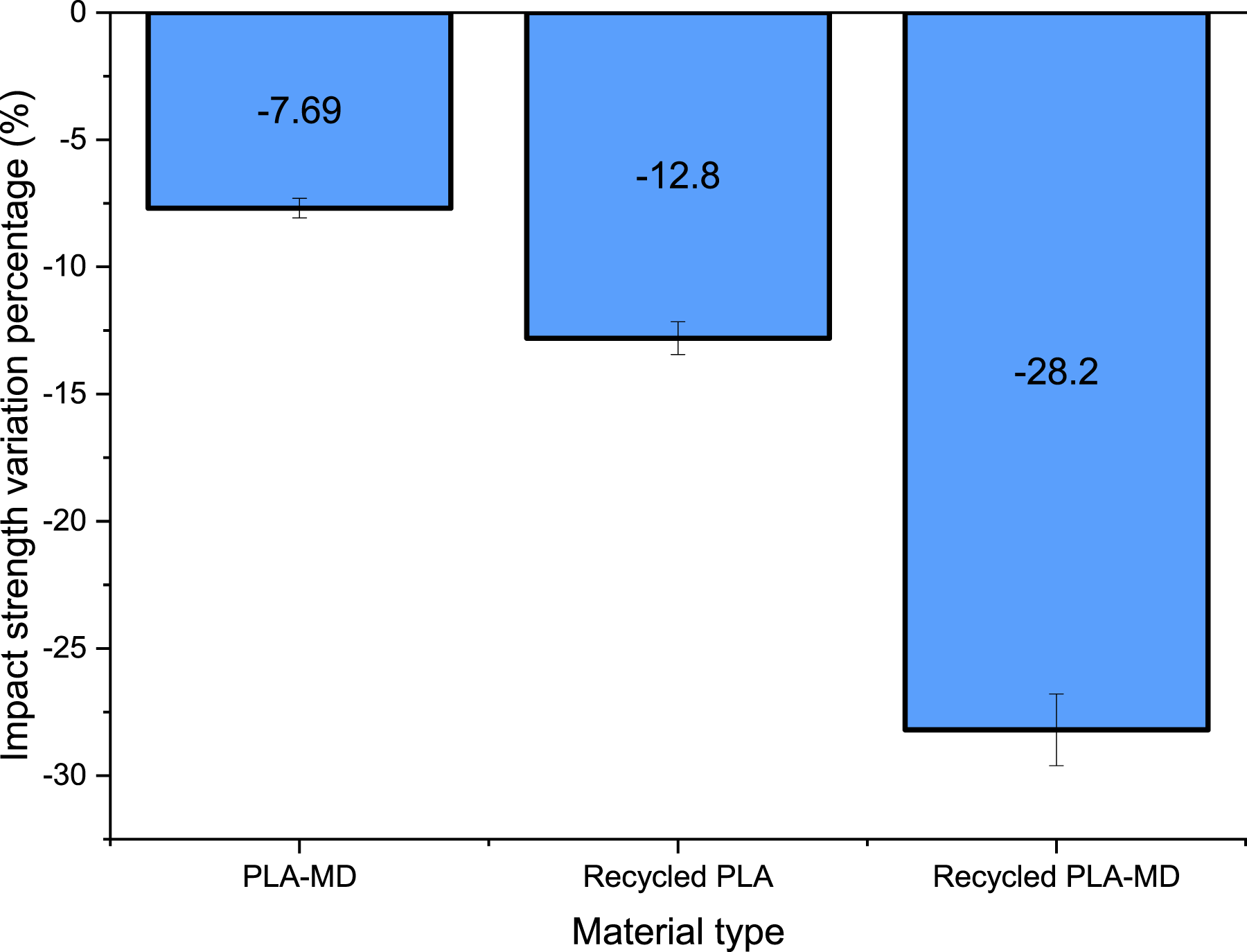
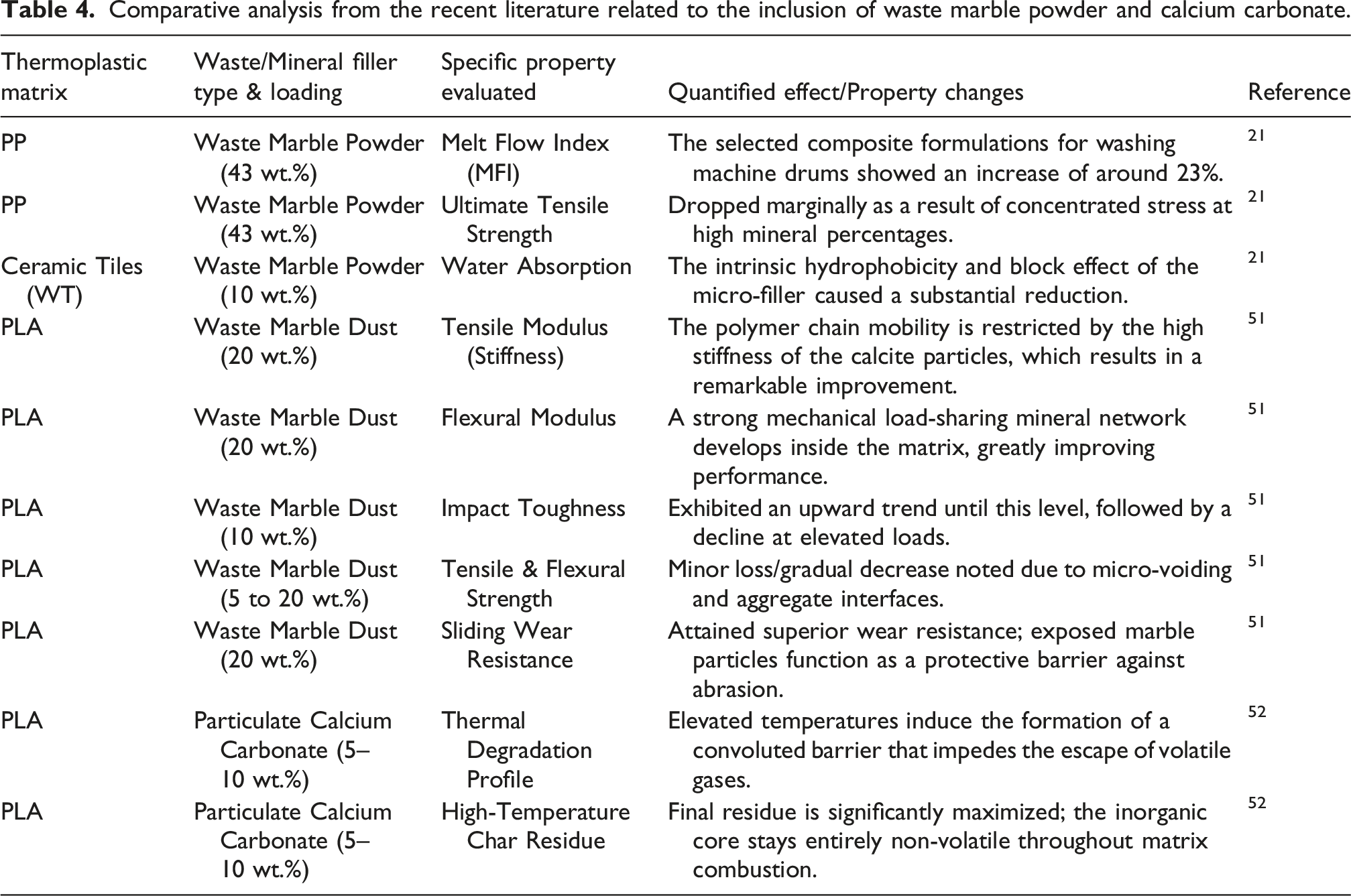
Thermoplastic matrices that contain waste marble powder exhibit improved thermal stability, more resistance to sliding wear, and increased structural stiffness as a result of tortuous barrier effects. The mechanical trade-off is a small drop in ultimate tensile strength and melt flow indices at large particle fractions caused by micro-voiding. Because of the high stiffness and rigidity of the calcium carbonate micro-particles, the incorporation of unpolished marble dust into matrixes such as polypropylene, polythene, or epoxy usually results in a consistent rise in the elastic and flexural moduli, according to the literature. Nevertheless, this hardening generally degrades other mechanical qualities. For higher than 15% filler loadings, the ultimate tensile strength and impact resistance start to decrease in accordance with the results obtained for other thermoplastic matrices. There have not been significant chemical changes on the surface. Therefore, the hydrophilic mineral surfaces are mechanically incompatible with the hydrophobic polymer chains. This incompatibility leads to micro-voiding in structures and, in some regions, accumulation of particles. These unwetted aggregate borders limit plastic deformation and promote rapid brittle crack propagation across the matrix under tensile loading; they also act as centers for premature stress concentration.
As observed in the thermogravimetric measurement in Figure 7, the addition of MD increases the thermal stability of PLA. The deterioration onset shifts from 272.79°C (Neat PLA) to 289.44°C (PLA-MD) indicating the main thermal degradation process is delayed. The residue of composite (85.75 wt%) at 369.07°C is much higher than that of neat PLA (7.00 wt%) with ultimate residues of 14.25% and 7.01%, respectively. This is attributed to the barrier effect of dispersed MD particles inhibiting the volatilization of degradation products and intrinsic thermal stability of mineral filler. The higher char yield of PLA-MD confirms the role of the filler in improving the residue amount, possibly through the interactions with the chain scission.53,54 To sum up, MD acts as a heat resisting spacer and improves the material performance at elevated temperature. Thermogram of neat virgin PLA and PLA-MD.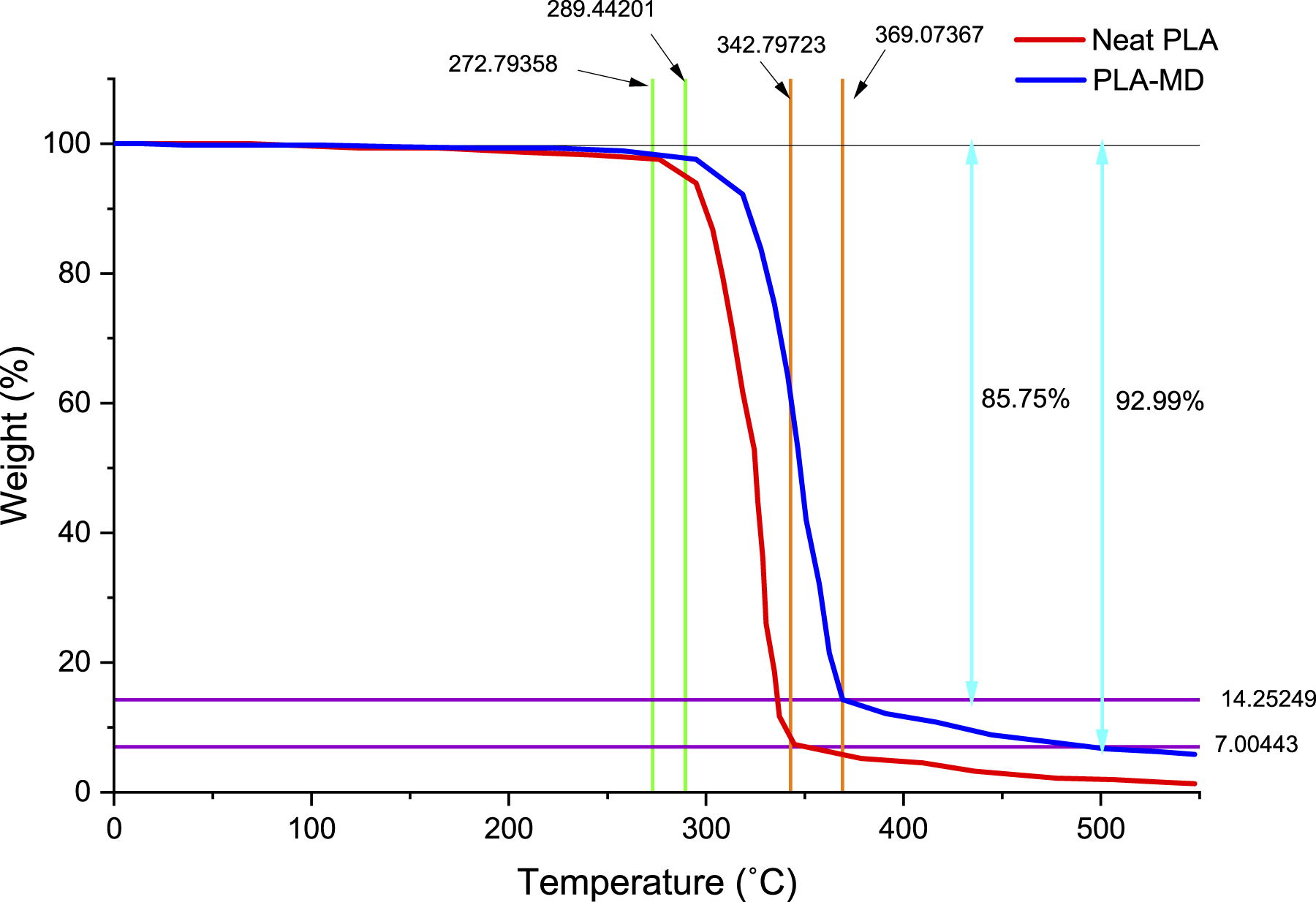
The findings of TGA of recycled PLA and its composite with MD are shown in Figure 8 and confirm the thermal stabilizing impact of the filler but the comparison study with virgin (neat) materials underlines the effects of recycling. The degradation temperature of recycled PLA (266.87°C) is lower than that of pristine PLA (272.79°C) indicating the reduction of thermal stability due to the chain scission and molecular weight degradation during recycling. The reintroduction of MD improves the stability and the onset temperature of the recycled composite is 277.56°C, which is comparable but much lower than the 289.44°C of virgin PLA-MD. The residual mass at ∼ 363°C is higher for recycled PLA-MD (13.11 wt%) than for recycled PLA (6.49 wt%), and final residues are 13.1% and 6.5%, respectively, following the same trend as in virgin systems. Nonetheless, the total char production for both recycled samples is slightly inferior than that of their virgin equivalents. This suggests that whereas MD serves as a barrier, inhibiting polymer volatilization and facilitating residue formation in both systems, the inherent thermal stability of the polymer matrix is undermined by its previous processing history.
55
The research highlights MD’s persistent function as a protective filler, even in a thermally degraded recycled matrix. Thermogram of recycled PLA and recycled PLA-MD.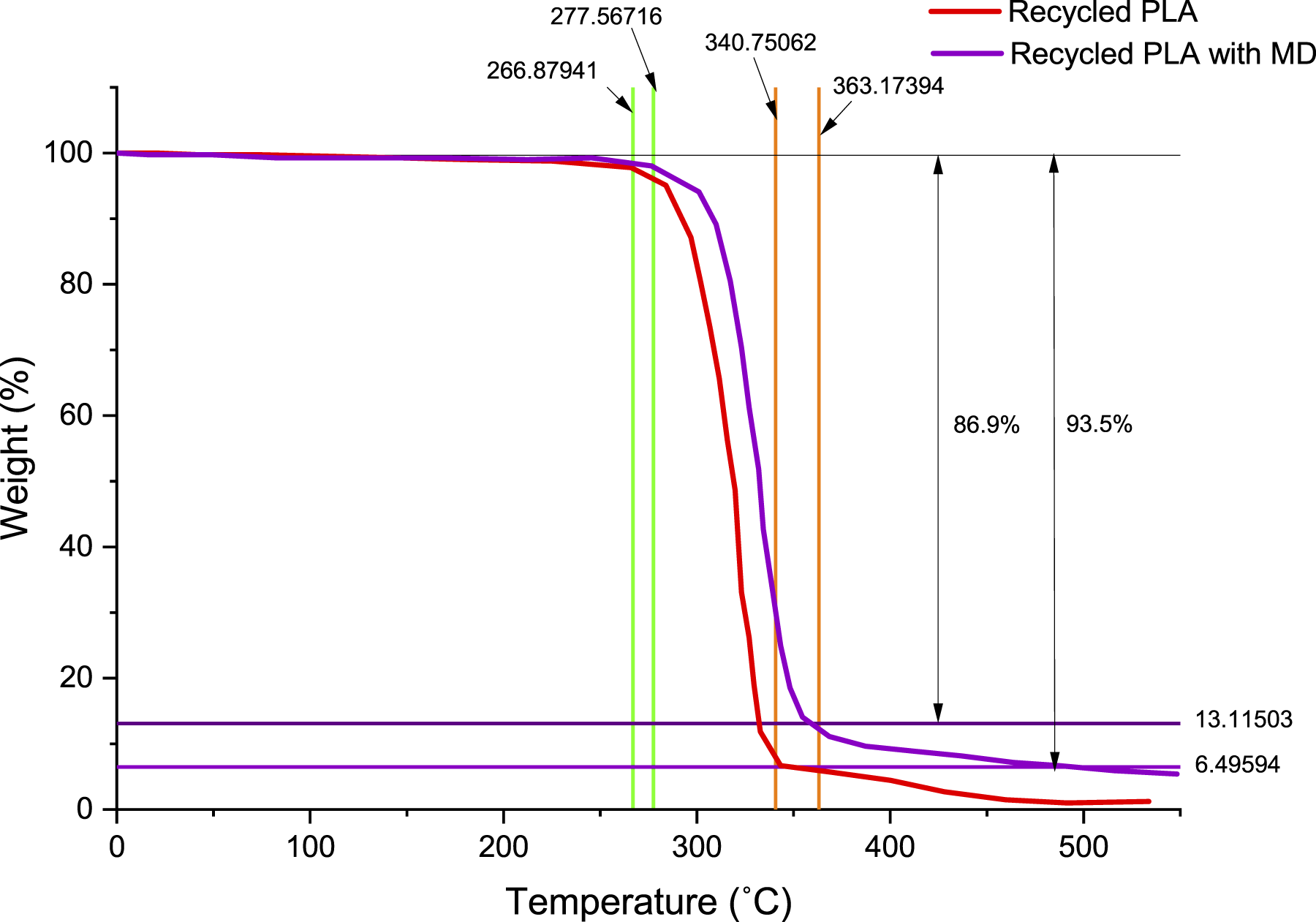
In a precise one-step thermal degradation process that lasts from around 310°C to 390°C, neat PLA is mainly broken down into volatile oligomers and lactide monomers through random chain scission, intra-molecular transesterification, and thermal de-polymerization. The first deterioration stage was shifted to higher onset temperatures indicating the enhanced thermal stability with addition of waste marble dust. This improvement is the result of a two-pronged approach. When melted, the stiff and densely dispersed CaCO3-rich particles create a twisted barrier network within the PLA matrix. This wave form structure decreases the rate of localized heat transfer in the continuous polymer phase, and physically impedes the volatilization and escape of gaseous degradation products.
From a chemical point of view, the main mineral component of the thermal resistance of the waste dust is directly related to the ultimate char residue reported to grow significantly over 500°C. The high temperature decomposition threshold of calcium carbonate means it is fully inert during the primary degradation window of the PLA matrix. Calcination process, which transforms CaCO3 into solid CaO and gaseous CO2, needs temperatures above 500°C to initiate. The raw marble dust is a stable, non-volatile inorganic phase that substantially enhances the residual mass fractions. This gives a very significant correlation between the loading of industrial fillers and the eventual char yield, which is composition dependent.
Microscopic analysis
Figure 9 presents a scanning electron micrographic image that illustrates the morphological properties of the as-received marble dust powder. The particles display an uneven, angular, and fractured shape, indicative of their origin as a processed mineral by-product from cutting processes. A notable accumulation of small particles is observed sticking to the surfaces of larger fragments, suggesting cohesive forces possibly resulting from moisture or electrostatic interactions. As observed on the scale bar, the particle size distribution is quite variable, ranging from fragments smaller than a micron to particles much larger. For composites to work there must be a wide range of sizes and a combination of coarse and tiny particles. The packing density and interfacial area inside a polymer matrix can be enhanced by finer particles, whereas mechanical interlocking might be affected by coarser particles. There are smaller, sub-micron particles in the powder that are less than 5 µm in size, as well as bigger, irregular macro-particulates that are 15 µm to 25 µm in size. Industrial milling causes the particles to have morphological features such as highly angular forms, sharp edges, and uneven facets. Even though this continuous, wide-ranging particle size variation encourages dense packing in polymer matrices, it might cause localized clustering of particles at high loadings. SEM image of the used marble dust particles.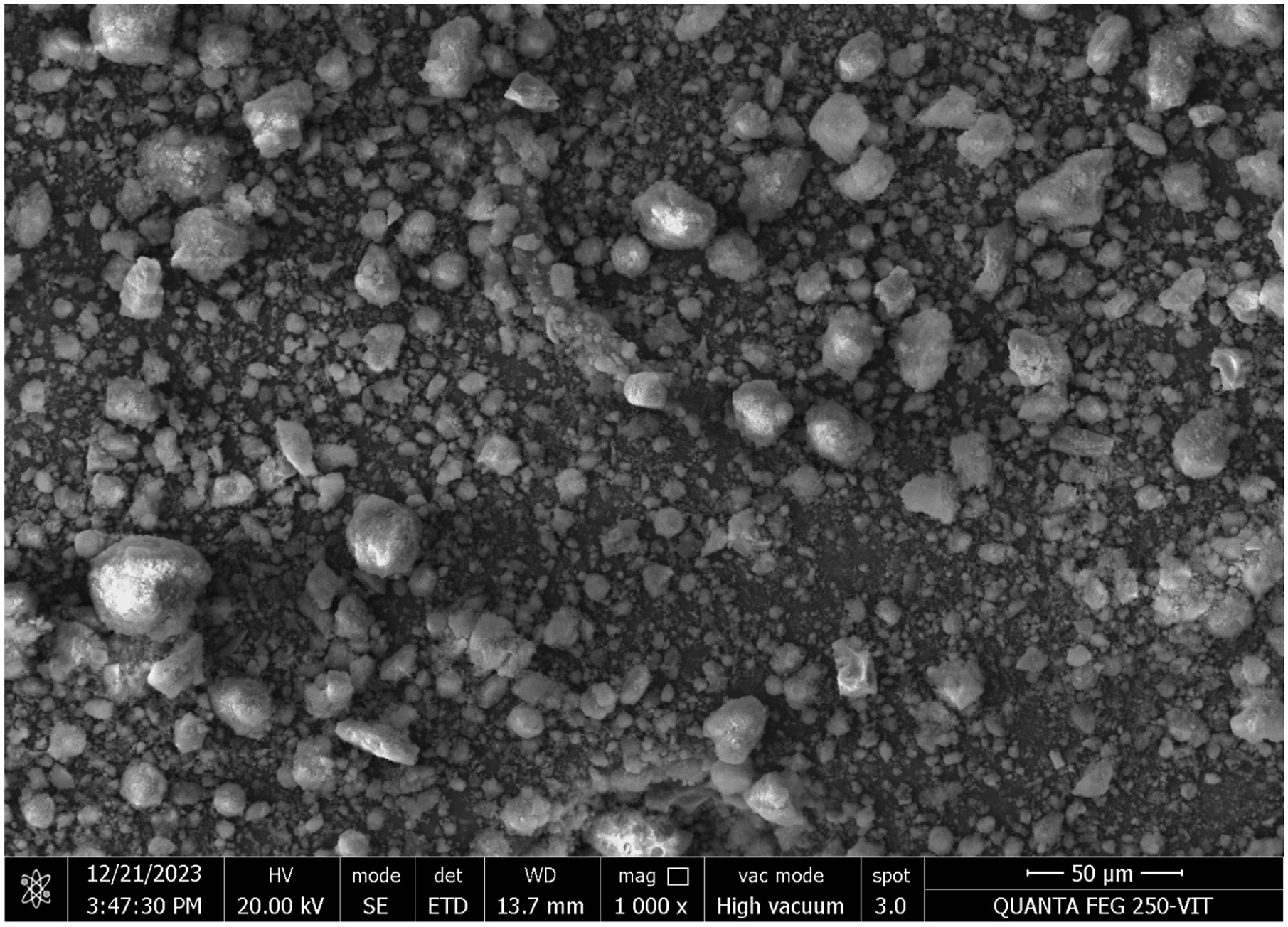
The scanning electron micrograph of the flexural-fractured surface of recycled PLA reinforced with marble dust, depicted in Figure 10, illustrates significant microstructural characteristics. The fractured surface displays a brittle morphology, marked by unique river marks, a succession of parallel lines emerging from a singular origin. The patterns originate from the production of a crack front in the polymer matrix, with the lines being successive fracture stages spanning various planes, indicative of localized plastic deformation prior to brittle failure. The MD particles appear as irregular angular inclusions and are mostly well held in the matrix, showing good interfacial adhesion, as revealed by the absence of major de-bonding cavities. The distribution of particles is uneven, some parts having agglomerates and others less populated. Fractured surface of the recycled PLA-MD specimen after flexural test.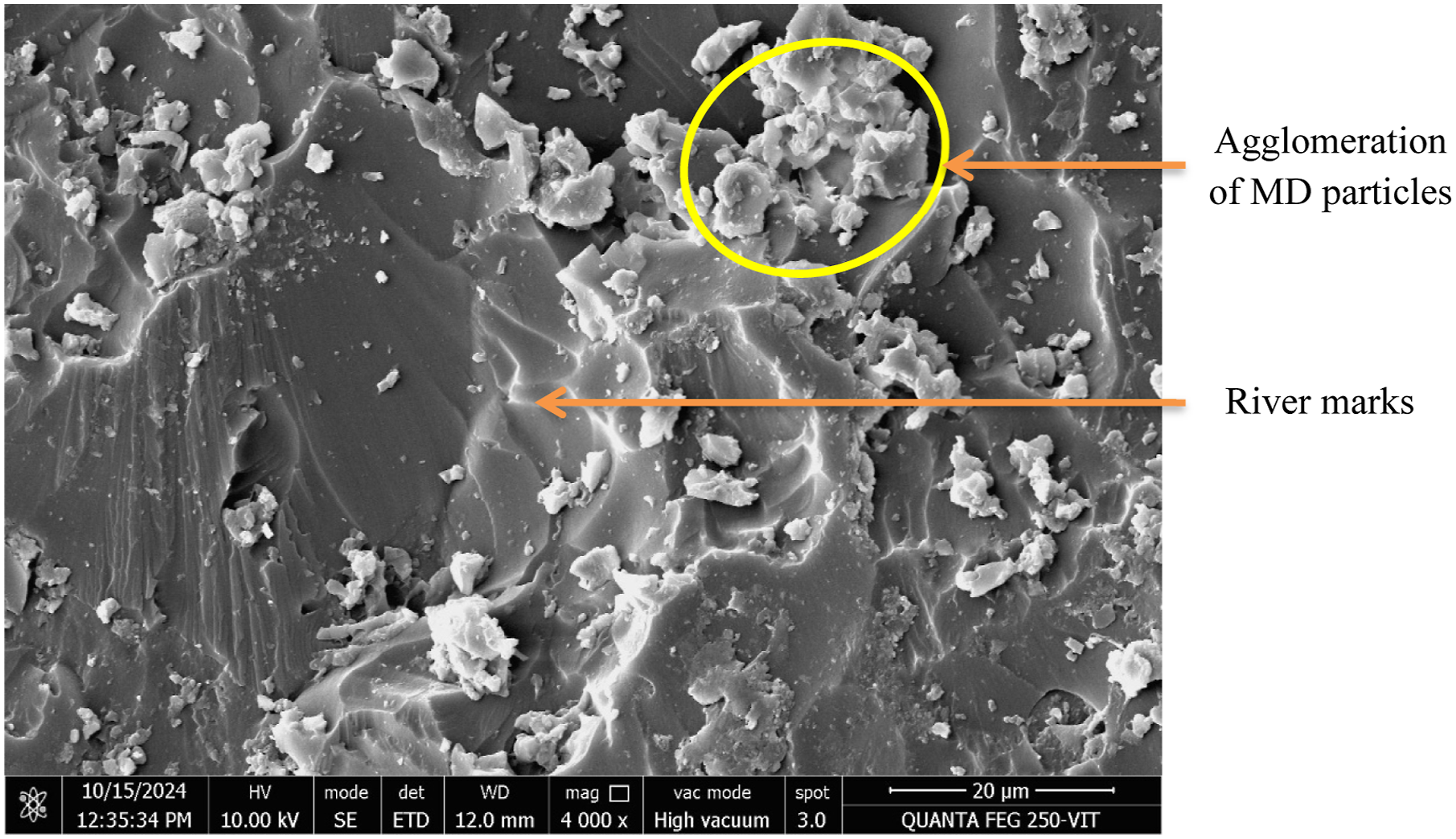
Figure 11 shows the Charpy impact-fractured surface of the recycled PLA/MD composite with a complex morphology characteristic of brittle fracture under high-strain-rate loading. The surface shows unique river markings that are converging lines that are formed as the crack front progresses and bifurcates into many planes within the polymer matrix. Many pits and cavities are visible, showing localized particle de-bonding or pull-out. Some MD particles are still present, suggesting some adhesion, while the presence of pits indicates interfacial weakness or stress concentration at the particle-matrix interface under impact conditions. The distribution of particles appears to be uneven; potentially these spots of failure emerge due to agglomerates. The general brittle fracture, as seen by the flat surface and cleavages, is indicative of the embrittling effect of the rigid MD filler and the intrinsic features of recycled PLA, which together reduce the material’s ability for plastic deformation and effective impact energy absorption. PLA-Marble dust composite fractured surface after impact test.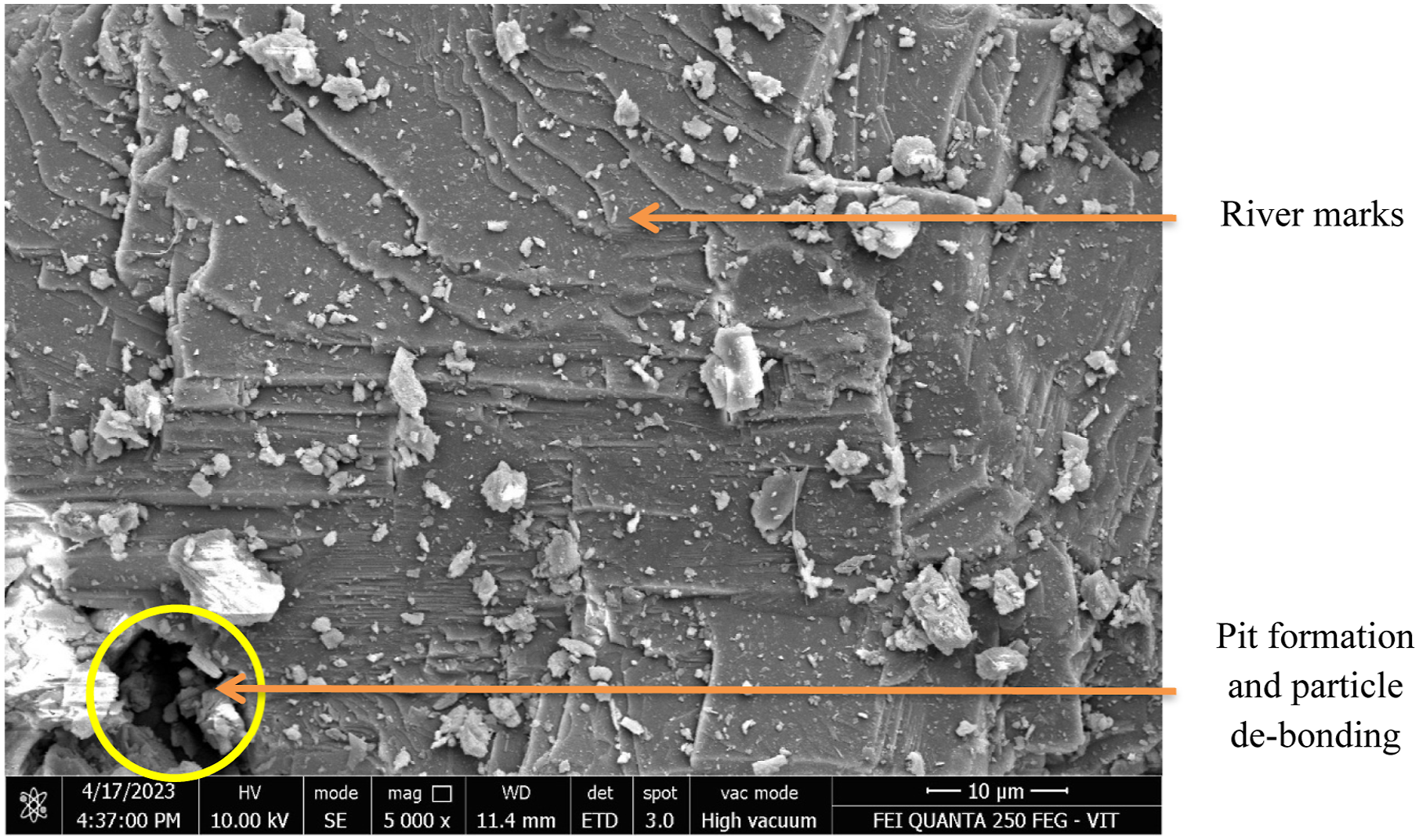
With the reduction of filler content, the waste marble particles are homogeneously dispersed in the continuous PLA matrix with low void space and good surface adhesion among them. Such uniform distribution enables an efficient transfer of stress through the polymer-filler interface. However, the fracture behavior shifts from localized shear yielding to macro-brittle failure when the loading of marble dust exceeds a specific extent. High filler fractions lead to particle agglomeration, which is caused by the intrinsic thermodynamic incompatibilities between the hydrophobic PLA chains and the hydrophilic calcium rich marble dust. These clusters lead to large micro gaps and evident interfacial debonding tracks along the fracture plane, which prevents the uniform matrix wetting. These areas of aggregate that have not been wetted serve as zones of high stress concentration from a mechanical perspective. The rapid propagation of micro cracks across the poorly bonded interphase under mechanical pressure from these void sites explains why there is a dramatic decrease in ultimate flexural durability at higher loading levels.
The Figure 12 indicates the EDAX spectrum verifies the fundamental components of the magnetically separated waste marble powder. As the principal mineral component of marble, the existence of oxygen (43.4% wt.%), carbon (38.1 wt.%), and calcium (6.7 wt.%) is confirmed by the strong peaks of these elements. In the stone veins non-magnetic silicates, quartz (SiO2) and alumina (Al2O3) impurities can be found as well as silicon (7.8% wt.%) and aluminium (4.0 wt.%). Crucially, the lack of iron peaks indicates that the benign mineral phases were effectively separated from any iron-containing impurities from the cutting blades by the magnetic separation process. Its sharp edges and facets are the result of mechanical crushing in an industrial setting. The effect of the dispersed particle distribution when introduced to the polymer matrix is concentration dependent. At lower loadings (less than 5 wt.%), the finer fraction behaves as a micro-filler, filling up interstitial matrix gaps to increase packing density and improve hardness and stiffness by restricting the mobility of localised PLA chains. The very small hydrophilic particles have high surface energy and thermodynamic incompatibility with the hydrophobic PLA, which makes them more prone to agglomerate when the WMP amount grows to larger percentages. As a result, the poor interfacial barriers and localised micro-voids appear to be responsible for the steady reduction in final flexural strengths with increasing loading conditions. EDAX spectrum of the waste marble dust after magnetic separation process.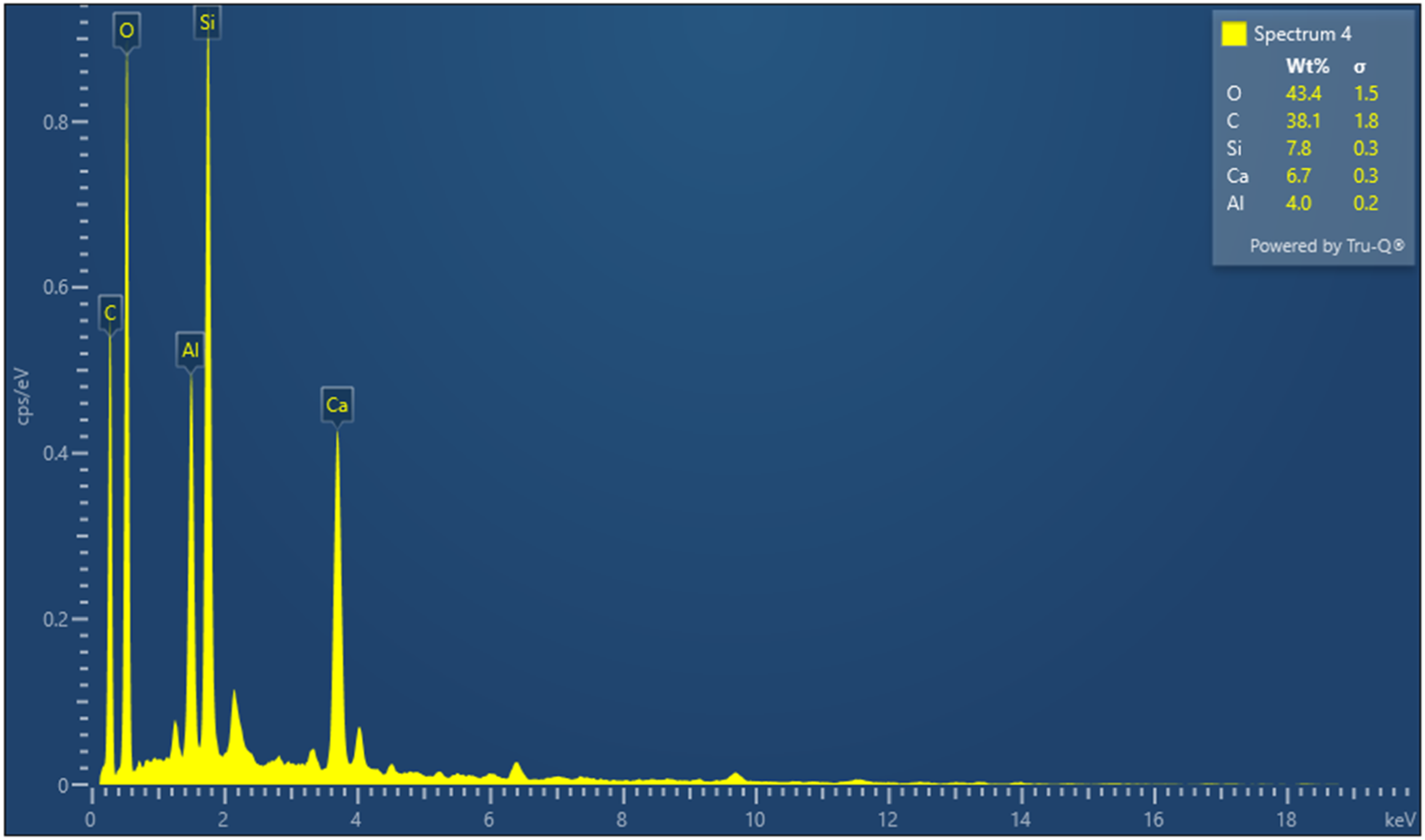
Conclusions
In this work, the effect of MD reinforcement and recycling on the mechanical, thermal and morphological properties of PLA was fully evaluated. The results indicate an apparent trade-off in that whereas some material properties are improved with the introduction of MD it has a negative impact on important mechanical performance. The reduction in flexural and impact strength for both virgin and recycled PLA composites was associated with the inherent brittleness imparted by the hard, inorganic filler. All composites developed were compared with the properties of virgin PLA, presenting differences in their features. The flexural strength of MD reinforced PLA was decreased by 5.91% compared with virgin PLA, whereas the decreases of recycled PLA and recycled PLA-MD were 7.74% and 13.49%, respectively.
These particles behave as stress concentrators under mechanical stress, serving as starting points for micro cracks that can easily spread into the matrix, as clearly seen in the fractography analysis. The higher particle retention on flexural-fractured surfaces compared to the pronounced pit formation and de-bonding on impact specimens points to the fundamental role of loading rate. Under conditions of high strain-rate impact, interfacial weakness is enhanced, leading to particle pull-out and the formation of stress concentrators responsible for the characteristic brittle river marks and cleavages. In contrast, MD significantly increases the hardness of the material. This is a direct result of the increased resistance to indentation caused by the hard ceramic particles. The presence of MD particles enhanced the durability of the material, even after recycling. Incorporation of MD particles into virgin PLA increased the hardness by 2.95%, recycled PLA by 1.9% and recycled PLA-MD by 5.78%. Impact strengths of the composites experienced a significant drop, with a 7.69% decrease of impact strengths for virgin PLA-MD, 12.8% decrease for recycled PLA and 28.2% decrease for recycled PLA-MD.
Thermogravimetric investigation indicates a consistent thermal stabilization effect, in which MD delays the onset of deterioration and increases the eventual char residue for both material systems. This is because the scattered particles have a barrier effect preventing the diffusion of the volatile breakdown products. The TGA showed that the inclusion of marble dust particles changed the early degradation temperature in comparison with virgin PLA and the percentage of final char residue. The initial breakdown temperature of virgin PLA was increased from 272.79°C to 289.44°C, and the char residue was doubled from 7 weight % to 14.25 weight % after integration with MD particles. The comparative investigation has indicated that the recycling process deteriorates the polymer matrix evidenced by the decreased onset temperatures of the recycled materials, which may be the effect of chain scission and reduction in molecular weight during reprocessing. Addition of MD particles to the regenerated PLA increased the initial degradation temperature from 266.87°C to 277.56°C and doubled the char residue from 6.4 weight% to 13.11 weight%.
In conclusion, MD is an effective thermal stabilizer and hardness improver for PLA but at the cost of ductility and toughness. The recycling procedure also diminishes the inherent strength of the matrix. The agglomeration of MD particles found, which is a major role in the loss of properties, indicates the need for improved dispersion methods. Future studies should focus on the surface modification of the filler to boost the interfacial adhesion and dispersion, which could reduce the mechanical losses while keeping the positive thermal and hardness improvements achieved over here.
Footnotes
Acknowledgement
I wish to express my gratitude to all those who encouraged me during this process.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
No datasets were generated or analyzed during the current study.