
Abstract
Polymer-infiltrated ceramic network (PICN) composites are mechanically compatible with human enamel, and are therefore promising dental restorative materials. Fabrication technology for PICN composites used in tooth restorative material has been established through computer-aided design/computer-aided manufacturing (CAD/CAM) milling, however, to date, has not been successfully developed using 3-dimensional (3D) printing. This study aimed to develop a 3D-printable PICN composite as a restorative material. The PICN composite was fabricated using a specific method based on 3D printing. A 3D-printable precursor slurry containing a high concentration of silica nanoparticles was produced and 3D-printed using stereolithography (SLA). The 3D-printed object was sintered to obtain a nano-porous object, and subsequently infiltrated and polymerized with resin monomer. Three different fabrication condition combinations were used to produce the 3D-printed PICN composites, which were characterized based on microstructure, mechanical properties, inorganic content, physicochemical properties, and overall shrinkage. The 3D-printed PICN composites were also compared to 2 commercially available CAD/CAM composite blocks, namely a PICN composite and a dispersed-filler composite. The 3D-printed PICN composites exhibited a nano-sized dual-network structure comprising a silica skeleton with infiltrated resin. The 3D-printed PICN composite exhibited a similar Vickers hardness to enamel, and a similar elastic modulus to dentin. The 3D-printed PICN composite exhibited comparable flexural strength (>100 MPa) to the CAD/CAM block, and acceptable water sorption and solubility for practical use. Further, the 3D-printed model-crown underwent isotropic shrinkage during sintering without fatal deformation. Overall, the potential of this 3D-printable PICN composite as a restorative material with similar mechanical properties to human teeth was successfully demonstrated.
Keywords
Introduction
Additive manufacturing, often referred to as 3-dimensional (3D) printing, allows for the production of a 3D-structured object through layer-by-layer addition of material. This technology has gained popularity for the fabrication of dental prosthesis, particularly following significant advances in computer-aided design and computer-aided manufacturing (CAD/CAM) technologies (Stansbury and Idacavage 2016). Various processes have been explored for additive manufacturing, including material extrusion, binder jetting printing, powder bed fusion printing, and vat polymerization printing (Galante et al. 2019). Vat polymerization printing is based on layer-by-layer light polymerization in a vat of light curable polymer resin, and allows for the rapid fabrication of complex shapes with a high level of accuracy. Consequently, this approach has been widely applied in the fabrication of dental prosthesis (Sulaiman 2020), dental models, temporary crowns, denture-bases, surgical implant-guides, and orthodontic mouthpieces (Dawood et al. 2015; Barazanchi et al. 2017; Liaw and Guvendiren 2017; Bhargav et al. 2018). Dental 3D-printers and related technologies are expected to progress with continued development and advancement in the related devices and materials.
The current 3D-printable materials used to produce tooth restorations, inlays, onlays, and crowns may be broadly classified as metal, ceramic, or resin-based materials. 3D-printable metals such as Co-Cr alloys and Ti alloys offer excellent mechanical properties (Revilla-Leon et al. 2019), but are not preferable tooth restorative materials due to their metallic color. In contrast, ceramic and resin-based materials offer an aesthetically pleasing appearance, and are thus more suitable. Zirconia (Ebert et al. 2009; Wang et al. 2019) and lithium disilicate glass-ceramics (Baumgartner et al. 2020) have emerged as primary materials for 3D-printable ceramics, while acryl-based resins (Chung et al. 2018) and resin-composites (Zimmermann et al. 2019) are promising resin-based materials for various types of 3D printing processes.
Among the dental materials currently in use, polymer-infiltrated ceramic network (PICN) composites offer the most similar mechanical properties to enamel (Eldafrawy et al. 2018; Conejo et al. 2020; Kang et al. 2020). PICN composites comprise a dual-network structure with a ceramic skeleton and infiltrated resin (Ikeda et al. 2019). This microstructure differs from conventional dispersed-filler (DF) composites, which comprise ceramic fillers and matrix resin. The mechanical properties of PICN composites are more similar to those of enamel compared to DF composites (Mainjot et al. 2016). Furthermore, their mechanical properties, hardness, and elastic modulus are closer to those of dental ceramics such as feldspar porcelain, lithium disilicate glass, and zirconia. Thus, PICN composites are mechanically compatible materials for tooth restoration in terms of mechanical properties. PICN composites are generally fabricated by sintering the ceramic skeleton, followed by infiltration of the polymer into the skeleton. This preparation process has limited the use of PICN composites to only CAD/CAM blocks used for the CAD/CAM milling process. PICN composites are difficult to produce using conventional 3D printing, and a 3D-printable PICN composite has not yet been reported for dental restoration.
This study aimed to develop a 3D-printable PICN composite as a tooth restorative material that offers mechanical compatibility with the human tooth. The proposed method involved the preparation of a 3D-printable precursor slurry containing a high concentration of silica nanoparticles, which was used for stereolithography (SLA)-based 3D printing. The 3D-printed object was sintered and subsequently infiltrated and polymerized with a resin monomer. Three PICN composites were prepared using different processing conditions, and the resulting microstructures, mechanical properties, physicochemical properties, and overall shrinkage were characterized and compared with those of conventional CAD/CAM composite blocks.
Materials and Methods
Materials
The reagents used to prepare the 3D-printable PICN composites are listed in Appendix Table 1. The commercially available CAD/CAM composite blocks used for comparison of properties included a PICN composite (EN) and a DF composite (SH) (Appendix Table 2).
Fabrication of the PICN Composite using SLA 3D Printing
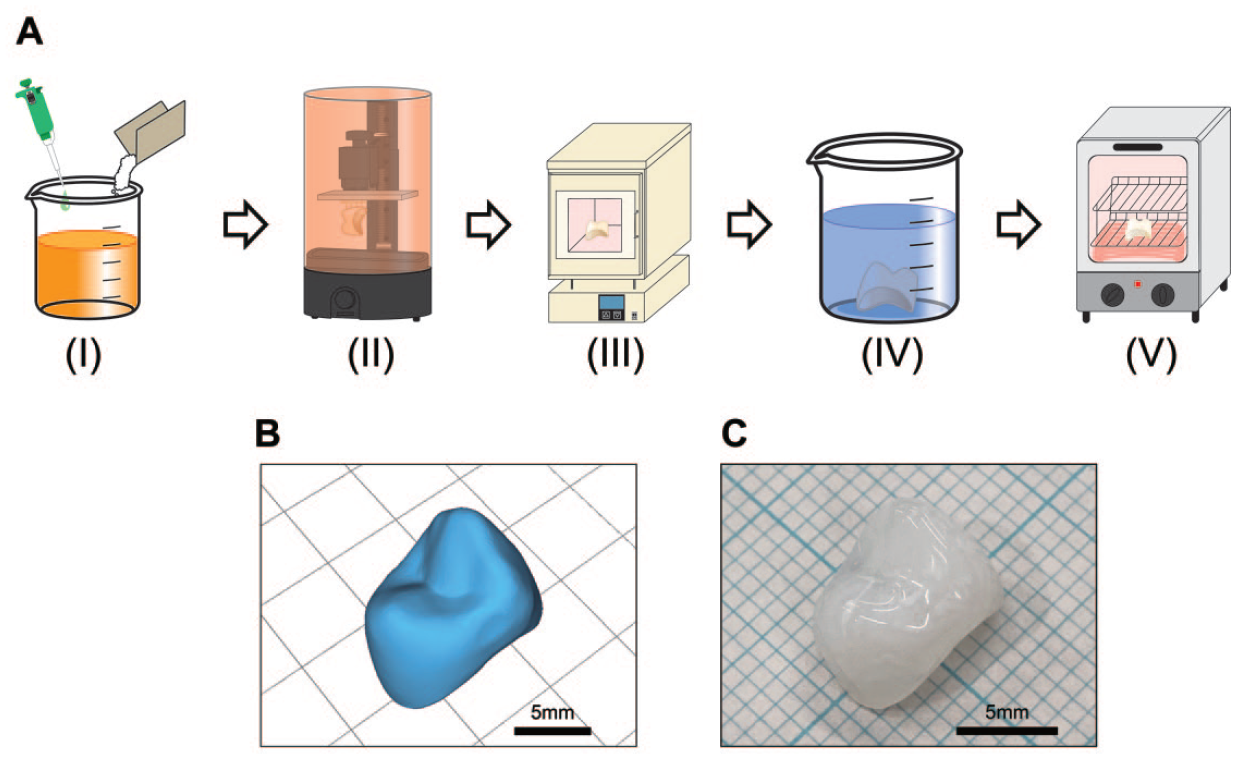
The fabrication procedure for the 3D-printed PICN composites included 5 steps; 1) preparation of the 3D-printable precursor slurry, 2) 3D printing of the precursor, 3) sintering of the 3D-printed object, 4) infiltration of the resin monomer into the porous sintered object, and 5) polymerization of the infiltrated resin (Fig. 1A).
(
Preparation of the 3D-Printable Precursor Slurry
The chemical composition of the precursor slurry prepared for 3D printing is presented in Appendix Table 3. Silica (SiO2) nanoparticles were mixed with 2-hydroxyethyl methacrylate (HEMA), triethylene glycol dimethacrylate (TEGDMA), 2-phenoxyethanol (POE), 1-propanol (PrOH), and phenylbis (2,4,6-trimethylbenzoyl) phosphine oxide (BAPO) using a planetary centrifugal mixer (ARE-310, THINKY Corp.) operated at 2,000 rpm for 6 min. The precursor slurry was subsequently defoamed to remove microbubbles using the defoaming mode of the mixer for 1 min.
3D Printing of the Precursor
The 3D model was designed using 3D-CAD software (FUSION 360, Autodesk Inc.), where the bar specimen (width = 6 mm; length = 20 mm; thickness = 2 mm) and its surface models were saved in Standard Tessellation Language (STL) format. The STL data and precursor slurry were used for 3D printing with a commercial SLA-based 3D printer (Spark Maker, WOW Innovation Technology) equipped with a 24 W LED laser (λ = 400–410 nm). Printing was performed at 25°C with a layer thickness of 0.05 mm and an exposure time per layer of 12 s. The printed object was rinsed with 2-propanol followed by postcuring for 10 min in a light-curing unit (α-LIGHT II N, J. Morita Corp.) employing a halogen lamp (360 W, λ = ca. 400–600 nm).
Sintering of the 3D-Printed Object
The printed object was dried in an oven at 80°C for 24 h and sintered to a maximum temperature of 1,150°C in a furnace according to the heating-schedule depicted in Appendix Figure 1. Sintering led to thermal decomposition of the organic components in the printed object to produce a nano-porous object.
Infiltration of the Resin Monomer into the Porous Sintered Object and Polymerization of the Infiltrated Resin
The silane-coupling agent 3-(methacryloyloxy) propyltrimethoxysilane (γ-MPTS; 0.5 g) was mixed with ethanol (9.5 g) for 1 h using a magnetic stirrer to obtain a silane solution. The sintered porous object was immersed in the silane solution for 3 h to facilitate infiltration of the solution throughout the porous object. The object was heat-treated in an oven at 80°C for 3 h. The silanized object was infiltrated with 3 different resin monomers to prepare 3 types of PICN composites.
The first liquid resin monomer was prepared by mixing TEGDMA (9.95 g) and BAPO (0.05 g) using the stirrer. The silanized object was immersed in the liquid monomer, and subsequently light-polymerized in the light-curing unit for 10 min. The resulting PICN composite based on light curing and poly-TEGDMA resin is referred to as L-TE.
The second liquid resin monomer was prepared by mixing TEGDMA (9.95 g) and Benzoyl peroxide (BPO) (0.05 g) using the stirrer. The silanized object was immersed in the liquid monomer, and subsequently heat-polymerized in the oven at 80°C for 24 h. The resulting PICN composite based on heat curing and poly-TEGDMA resin is referred to as H-TE.
The third liquid resin monomer was prepared by mixing urethane dimethacrylate (UDMA) (7.96 g), TEGDMA (1.99 g), and BPO (0.05 g) using the stirrer. The silanized object was immersed in the liquid monomer, and subsequently heat-polymerized in the oven at 80°C for 24 h. The resulting PICN composite based on heat curing and copoly(UDMA/TEGDMA) resin is referred to as H-(UD+TE).
All of the 3D-printed PICN composites (L-TE, H-TE, and H-(UD+TE)) were surface-polished using emery papers up to #2000 to prepare the bar samples (width = 4.0 ± 0.3 mm; length = 14.0 ± 1.0 mm; thickness = 1.2 ± 0.2 mm) for characterization.
Characterization
The precursor slurry was characterized using viscosity and transparency measurements. The microstructure, mechanical properties (Vickers hardness, flexural strength, and modulus), inorganic content, physicochemical properties (water sorption and solubility), and overall shrinkage of the 3D-printed PICN composites were characterized. Details on the characterization methods are provided in the Appendix.
Results
3D-Printable Precursor Slurry
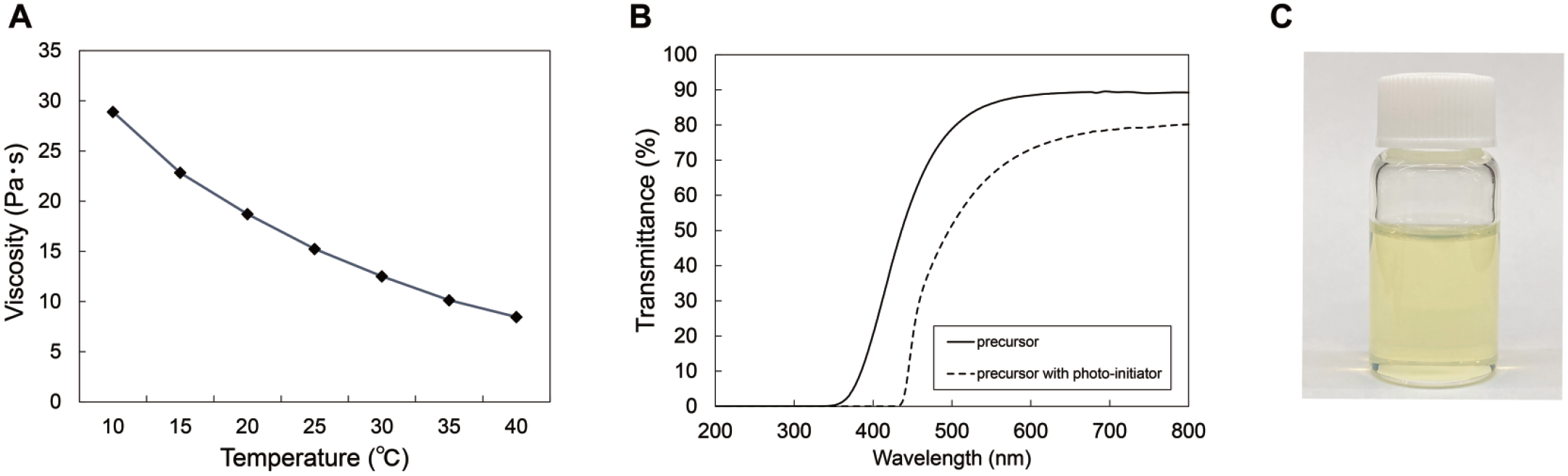
The viscosity of the precursor slurry decreased with increasing temperature within the examined range, and exhibited a viscosity of 15.2 Pa·s at room temperature (25°C) (Fig. 2). The transmission spectra of the precursor slurry without the photoinitiator indicated that it was highly transparent in the visible region, however, it absorbed UV light below 430 nm when the photoinitiator was added.
Properties of the 3D-printable precursor slurry, including (
Microstructure
Scanning electron microscope (SEM) images of the 3D-printed PICN composites (L-TE, H-TE, and H-(UD+TE)) and commercial CAD/CAM composites (SH and EN) are shown in Figure 3. SH comprised microfillers dispersed within the resin matrix, while EN exhibited a typical PICN structure consisting of a dual-network with a micron-sized ceramic skeleton and infiltrated resin phase. The 3D-printed PICN composites exhibited a nano-sized PICN structure comprising a silica skeleton and infiltrated resin.
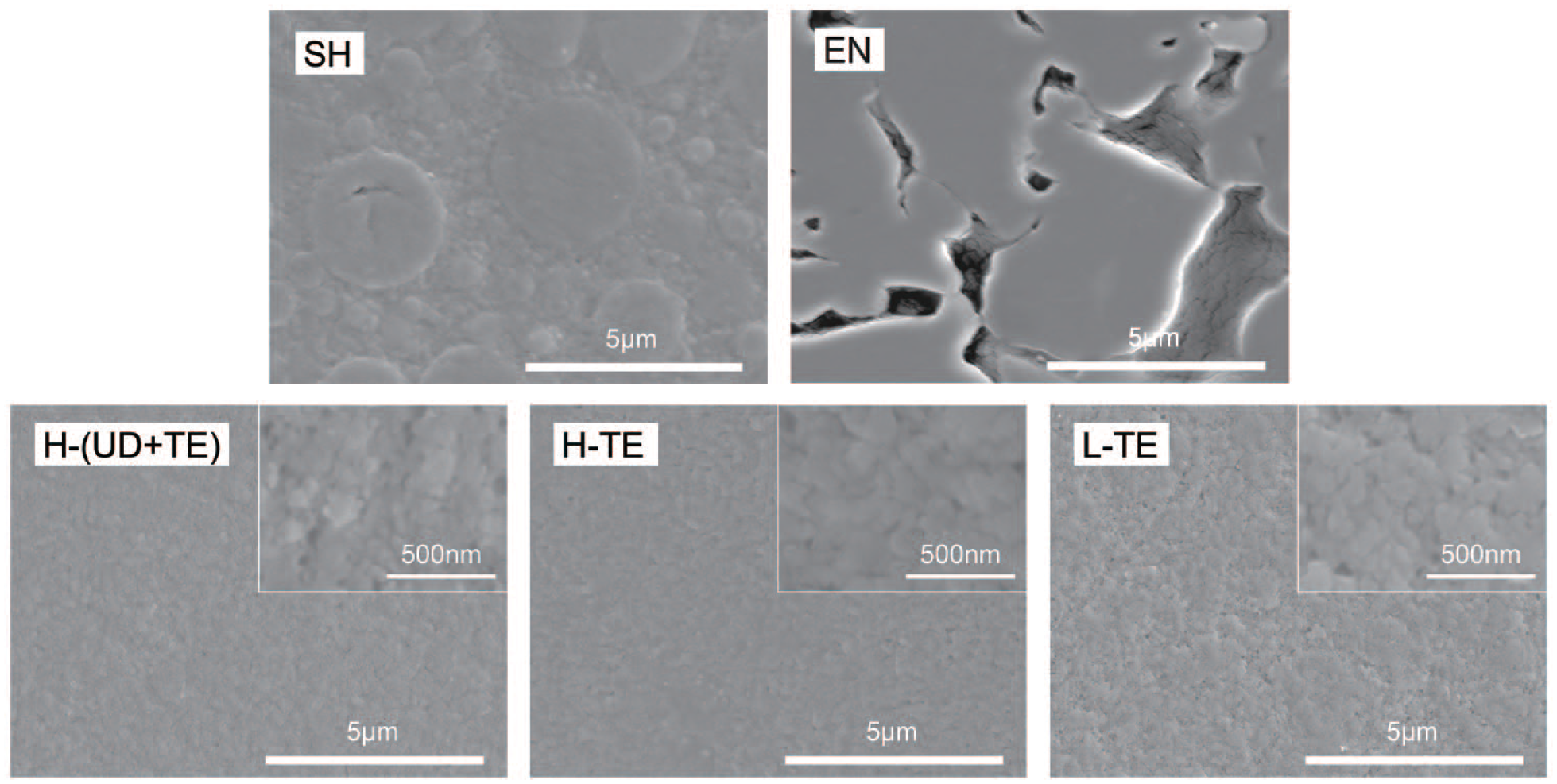
SEM images of the 3D-printed PICN composites (H-(UD+TE), H-TE, and L-TE) and the commercial CAD/CAM composites (SH and EN) at a magnification of 10,000×. The insets are images of the 3D-printed PICN composites at higher magnifications. 3D, 3-dimensional; CAD, computer-aided design; CAM, computer-aided manufacturing; EN, PICN composite; H-TE, PICN composite based on heat curing and poly-TEGDMA resin; H-(UD+TE), PICN composite based on heat curing and copoly(UDMA/TEGDMA) resin; L-TE, PICN composite based on light curing and poly-TEGDMA resin; PICN, polymer-infiltrated ceramic network; SEM, scanning electron microscope; SH, dispersed filler composite.
Mechanical Properties
The Vickers hardness of L-TE significantly decreased due to water immersion (P < 0.05), while those of H-(UD+TE) and H-TE were relatively unaffected (Fig. 4). The flexural strengths of H-(UD+TE), H-TE, and L-TE were similar, regardless of water immersion. However, the flexural modulus of H-TE and L-TE significantly decreased due to water immersion (P < 0.05), while that of H-(UD+TE) remained unchanged.
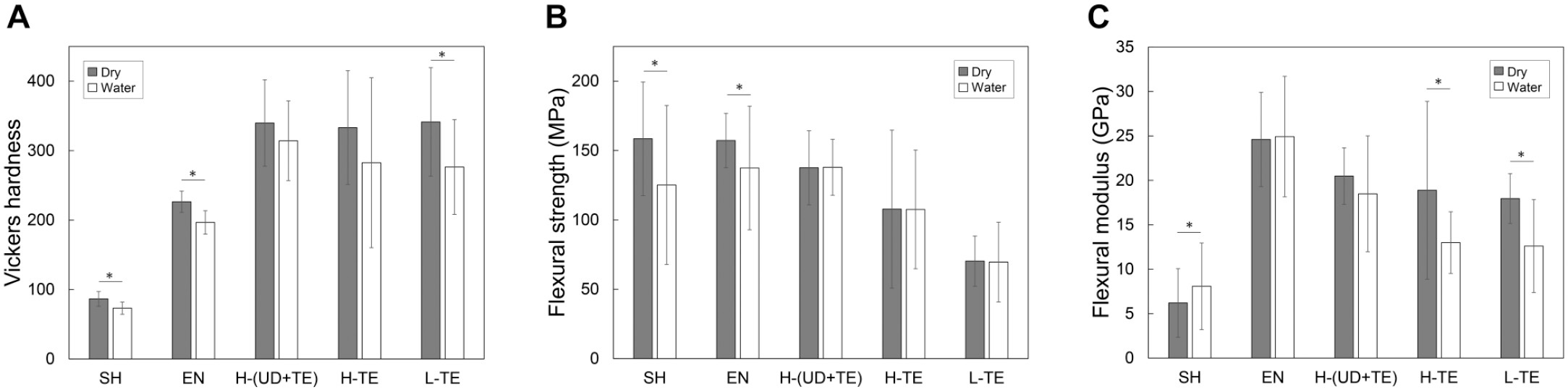
Mechanical properties of the 3D-printed composites (H-(UD+TE), H-TE, and L-TE) and the commercial CAD/CAM composites (SH and EN), including (
Inorganic Content
No significant differences in the inorganic contents of the 3D-printed PICN composites were observed (Fig. 5A). The inorganic contents of 3D-printed PICN composites were significantly higher than that of SH and lower than that of EN.
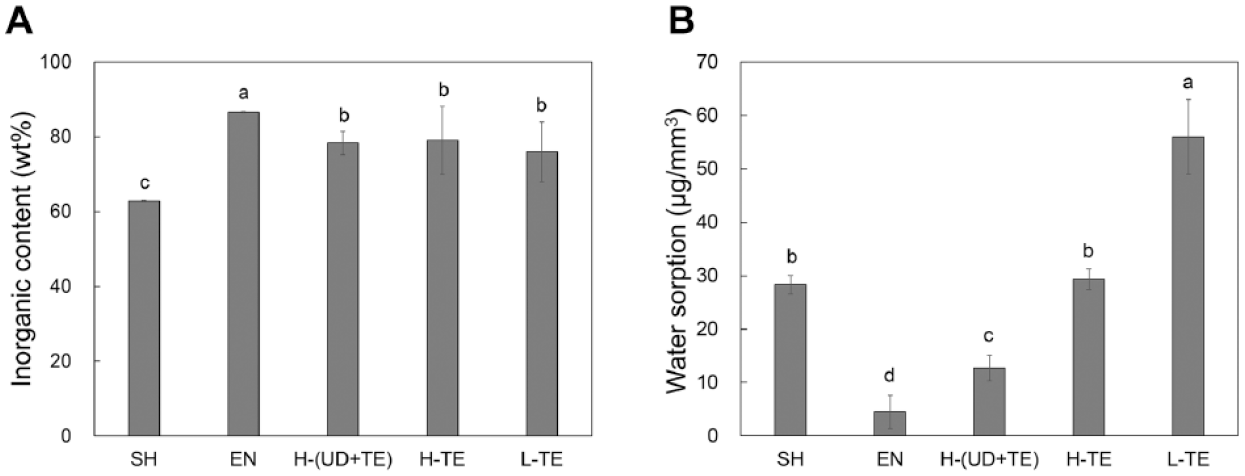
Physicochemical properties of the 3D-printed PICN composites (H-(UD+TE), H-TE, and L-TE) and the commercial CAD/CAM composites (SH and EN). (
Physicochemical Properties
L-TE exhibited a significantly higher water sorption than those of SH and EN (P < 0.05), while H-TE was comparable to SH, and H-(UD+TE) was significantly lower than that of SH (P < 0.05) (Fig. 5B). Further, the water solubility of every sample was lower than the detection limit (data not shown).
Overall Shrinkage
There was no significant difference in the linear shrinkage with regard to depth and outer-diameter of the model crown sample after sintering (Appendix Fig. 2). This demonstrates that the 3D-printed objects exhibited isotropic shrinkage during sintering.
Discussion
The chemical composition of the precursor slurry used in this study was slightly modified from the PICN composite used with CAD/CAM blocks reported in our previous study (Kawajiri et al. 2021). The present composition contained a high silica loading (49.5 wt%) and exhibited excellent printing ability. The precursor slurry contained the resin monomer (HEMA) and solvents (PrOH and POE); these possess hydroxyl groups in their molecular structure, allowing the facile dispersion of silica nanoparticles owing to favorable interactions between silanol groups present on the silica particle surfaces and the hydroxyl groups (Kotz et al. 2017). The viscosity of the precursor slurry (15.2 Pa·s at 25°C) was lower than that of a previously reported precursor used in a 3D-printed ceramic object (Gmeiner et al. 2015). This suggests that the viscosity of the present precursor slurry was sufficiently low for 3D printing. The precursor slurry was transparent in the visible region, but absorbed light at a wavelength of ~400 nm when the photoinitiator was added. This indicates that the precursor slurry can be cured using the UV-LED light of the SLA 3D printer. Thus, the proposed precursor slurry is a versatile material for use in the SLA 3D printer equipped with a UV-LED with an emission wavelength at approximately 400 nm. Furthermore, the presence of HEMA and TEGDMA in the precursor slurry played a crucial role in curing the slurry through light-polymerization during 3D printing. The solvents were incorporated into the 3D-printed object by curing and gradually evaporated during the drying and sintering processes and left behind a porous structure, allowing a combustion gas consisting of organic matter to be expelled. We decided upon the drying and the sintering schedule shown in Appendix Figure 2, which allows the slow evaporation of solvents and the slow combustion of organic matter, avoiding fatal-crack generation. The silica nanoparticles present in the object were sintered to form a continuously porous structure. Subsequently, the resin monomer gradually permeated the porous silica body during the infiltration step. The overall infiltration time increased as the viscosity of the infiltrated-resin liquid increased. The infiltration time required for UDMA (ca. 24 h) was longer than that for the lower viscosity TEGDMA (ca. 3 h).
The 3D-printed PICN composites (H-(UD+TE), H-TE, and L-TE) exhibited a dual-network structure comprising a silica skeleton infiltrated with either poly-UDMA or poly-TEGDMA. SEM observations revealed that the PICN structure was nano-sized, and at least smaller than submicron-scale. In contrast, the conventional PICN structure of EN was micro-sized. Thus, the microstructure of the 3D-printed PICN composites was finer than that of the conventional PICN composite. Both nano- (Ikeda et al. 2019) and micro-sized PICN structural composites (Li et al. 2014; Ruse and Sadoun 2014; Cui et al. 2017; Pomes et al. 2020) have been previously reported on CAD/CAM blocks, but neither have been reported as 3D-printable materials. Thus, the present study is first to introduce a 3D-printable PICN composite with a dual-network structure consisting of a nano-sized ceramic skeleton and infiltrated resin.
The Vickers hardness of the 3D-printed PICN composites (H-(UD+TE), H-TE and L-TE) was ~300, which falls within the typical range for human enamel (300–400) (Zhang et al. 2014). This value was more similar to human enamel than those of conventional dental materials; 16 for acrylic resin (Alhavaz et al. 2017), 64 to 120 for resin composites (Zafar et al. 2020), 502 for feldspathic porcelain (Alamoush et al. 2018), 453 to 614 for lithium disilicate glass ceramic (Lawson et al. 2016), and 1,313 to 1,346 for zirconia (Tong et al. 2016). The flexural strengths of the H-(UD+TE) and H-TE were over 100 MPa, even after water immersion, and were comparable to those of the CAD/CAM composites (SH and EN). Therefore, the strengths of the 3D-printed PICN composites were considered sufficient for practical implementation in tooth restoration. However, the flexural strengths of the 3D-printed PICN composites were lower than those previously reported for 3D-printable ceramics; 263 to 431 MPa for lithium disilicate glass ceramic (Baumgartner et al. 2020) and 763 MPa for zirconia (Ebert et al. 2009). These facts imply that the present 3D-printed PICN composites are limited for use in single-tooth restoration. In future studies, the strength of the composite should be improved by substituting the silica skeleton with high-strength ceramics such as alumina or zirconia for further application. The flexural moduli of H-(UD+TE), H-TE, and L-TE in dry conditions were 20.5, 18.9, and 18.0 GPa, respectively, indicating that the 3D-printed PICN composites possessed comparable flexural moduli (elastic moduli) to human dentin (10–20 GPa) (Zhang et al. 2014). Again, the flexural modulus of the 3D-printed PICN composite were closer to human dentin than those of conventional dental materials; 2 GPa for acrylic resin (Hayran and Keskin 2019), 4 to 18 GPa for resin composites (Zafar et al. 2020), 44 to 70 GPa for feldspathic porcelain (Trindade et al. 2018), 67 to 84 GPa for lithium disilicate glass ceramic (Lawson et al. 2016; Trindade et al. 2018), and 200 to 210 for zirconia (Zhang and Lawn 2018). The inorganic contents of the 3D-printed PICN composites were lower than that of the commercial CAD/CAM PICN composite (EN), while the Vickers hardness was higher. These results contradict the fact that the hardness of a PICN composite increases with increasing inorganic content (Coldea et al. 2013). This unique property is related to their nano-sized PICN structure. Similarly, the other mechanical properties of the 3D-printed PICN composite, such as wear and fatigue, may be unique in comparison to conventional DF or PICN composites. Further investigation is required on the relationship between the PICN structure and its mechanical properties.
The water sorption values of the H-(UD+TE) and H-TE 3D-printed PICN composites were 12.7 and 29.1 μg/mm3, respectively, meeting the criteria of <40 μg/mm3 specified in the ISO10477: 2018 standard for polymer-based crowns and veneering. In addition, the water solubilities of the 3D-printed PICN composites were below the detection limit, and thus met the criteria of <7.5 μg/mm3 detailed in the ISO10477: 2018 standard. In particular, the physicochemical properties of H-(UD+TE) were superior than those of the conventional CAD/CAM composite (SH). Overall, these findings demonstrate that the 3D-printed PICN composites were chemically stable in water, and thus suitable for tooth restoration.
The H-(UD+TE) 3D-printed PICN composite exhibited the best mechanical and physicochemical properties, followed by H-TE and L-TE. This demonstrates that the infiltrated resin monomer type and polymerization method significantly affect the properties of the 3D-printed PICN composite. Specifically, UDMA was superior to TEGDMA owing to its better mechanical and physicochemical properties. Further, heat-polymerization led to better properties than light-polymerization as it allowed for uniform polymerization of the infiltrated resin within the sample. Polymerization shrinkage of the infiltrated resin can generate internal stress within the sample, diminishing its properties. The internal stresses of the heat-polymerized H-(UD+TE) and H-TE samples were lower than that of the light-polymerized L-TE. This may be related to the aforementioned fact that the mechanical and physicochemical properties of the H-(UD+TE) and H-TE samples are superior to those of L-TE.
The 3D-printed model crown exhibited isotropic shrinkage of 25.9 to 27.4% after sintering, similar to the previously reported values for a CAD/CAM zirconia block (20–24%) (Edwards Rezende et al. 2017), 3D-printed zirconia (18–24%) (Li et al. 2019), and 3D-printed alumina (14–28%) (Dehurtevent et al. 2017). The 3D-printable PICN composite can be used to produce both a geometric form model crown and an anatomical tooth form crown (Fig. 1C). A simple oversizing model must be developed that considers shrinkage during fabrication of a crown.
Within the limitations of this study, we have shown that 3D-printable PICN composites are mechanically compatible with enamel and dentin in terms of hardness and elastic modulus. The 3D printing procedure presented here is a novel fabrication process for producing tooth restorative materials and is an excellent alternative to the conventional CAD/CAM milling process.
Conclusion
3D-printed PICN composites based on silica-copoly(UDMA/TEGDMA) or silica-poly(TEGDMA) were fabricated by SLA 3D printing using a photocurable precursor slurry containing a high concentration of silica nanoparticles, followed by sintering, resin-infiltration, and polymerization. The 3D-printed PICN composites possessed dual-network structures comprised of a nano-sized silica skeleton and infiltrated resin. The silica-copoly(UDMA/TEGDMA)-based PICN composite exhibited a flexural strength comparable to commercial CAD/CAM composites and presented acceptable water sorption and solubility for practical use. This composite offers mechanical compatibility with enamel and dentin in terms of hardness and elastic modulus. Overall, these excellent properties of the proposed 3D-printable PICN composite demonstrate its potential for application as an indirect tooth restorative material. Future work should include an investigation of the printing accuracy, wear, and fatigue behaviors of the 3D-printable PICN composite, in addition to clinical applications in inlays, onlays, and crowns.
Author Contributions
M.K. Sodeyama, contributed to design, data acquisition, analysis, and interpretation, drafted the manuscript; H. Ikeda, contributed to conception, design, data acquisition, analysis, and interpretation, drafted the manuscript; Y. Nagamatsu, contributed to data acquisition, drafted the manuscript; C. Masaki, contributed to data analysis, critically revised the manuscript; R. Hosokawa, contributed to data interpretation, critically revised the manuscript; H. Shimizu, contributed to conception and data interpretation, critically revised the manuscript. All authors gave final approval and agree to be accountable for all aspects of the work.
Supplemental Material
sj-pdf-1-jdr-10.1177_00220345211012930 – Supplemental material for Printable PICN Composite Mechanically Compatible with Human Teeth
Supplemental material, sj-pdf-1-jdr-10.1177_00220345211012930 for Printable PICN Composite Mechanically Compatible with Human Teeth by M.K. Sodeyama, H. Ikeda, Y. Nagamatsu, C. Masaki, R. Hosokawa and H. Shimizu in Journal of Dental Research
Footnotes
A supplemental appendix to this article is available online.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by JSPS KAKENHI Grant Numbers 20K21685.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.