
Abstract
Particle size control in gas atomization is essential for powder metallurgy processing, yet reliable prediction remains difficult due to the coupled influence of melt properties, gas dynamics and atomizer geometry. In this work, a dimensionless empirical model was developed to predict the median particle size (D50) of gas-atomized powders. Twenty-six variables were reduced using Buckingham π analysis into three groups: melt parameter (Mp), gas parameter (Gp) and design parameter (Dp), which were correlated with dimensionless particle diameter. Copper powder was produced using a pilot-scale close-coupled atomizer under varying gas pressure, superheat temperature and nozzle configuration. A 3D map was plotted along with the 2D contour to locate optimum conditions for the desired powder particle size. An approximate generalised model has been established to resolve and identify the role of the influencing variables. The approach provides a practical tool for selecting atomization conditions to obtain the desired powder size.
Introduction
Gas atomization is one of the most widely used techniques for producing spherical metallic powders for powder metallurgy and additive manufacturing applications. The process involves the disintegration of a molten metal stream by a high-velocity gas jet, resulting in droplets that rapidly solidify into powder particles. The morphology and particle size distribution of the atomized powder strongly influence flowability, packing density, and melting behaviour during subsequent processing, making particle size control a critical requirement in industrial atomization systems.1,2
The quality of powder with respect to morphology and sizes and properties of the powder is dependent upon the physical properties of the melt and gas like surface tension, viscosity, density etc., process operating parameters like pressure, velocity, superheat temperature etc. and third is geometrical parameters like apex angle, nozzle diameter etc. Pressure and velocity of the gas play a crucial role in producing powder by gas atomization technique. High velocity gas provides more kinetic energy to disintegrate molten metal which results in fine powder particles. An increase in gas velocity results in finer atomized powder particles due to enhanced aerodynamic disintegration. 3 Excess applied pressure on the melt helps to facilitate the melt flow through melt delivery nozzle inside the atomizing chamber. This help to prevent clogging of the melt delivery nozzle and smoothen the process. 4 Superheat temperature of the melt can change the physical properties of the molten metal like surface tension, viscosity and density which facilitates the atomization process. An increase in melt superheat generally reduces viscosity and surface tension, promoting improved atomization; however, excessive superheat may increase melt flow rate, alter the gas-to-metal ratio, and enhance satelliting, potentially leading to coarser or less spherical particles.5,6 Recent developments in hot gas atomization have been studied by a few researchers claiming the effect of hot gas on the morphology and size of the hot gas atomized powder particles. Hot gas atomization is an efficient way to atomize the metal powder for different purposes.7,8 Ratio of the gas mass flow rate to melt flow rate is one of the key parameters in achieving the finer powder particles. The higher the ratio of gas mass flow rate to melt flow rate, the finer particles can be achieved.5,6
Geometrical parameters like apex angle, protrusion length, diameters of gas nozzle and melt nozzle are needed to design safely. The diameter of melt nozzle decides the flow rate of melt which ultimately affects the morphology of the powder particles.9,10 Whereas a large diameter of a gas nozzle gives a higher gas flow rate which leads to higher kinetic energy, increasing the disintegration action, thus finer particle size can be achieved. Apex angle also affects on the atomization process; a higher apex angle leads to the formation of backpressure which causes the clogging of melt flow inside the delivery nozzle in the opposite direction of melt flow. 11 Although these individual effects are well reported, their combined influence remains difficult to predict because of strong coupling between hydrodynamic and thermal phenomena during atomization.
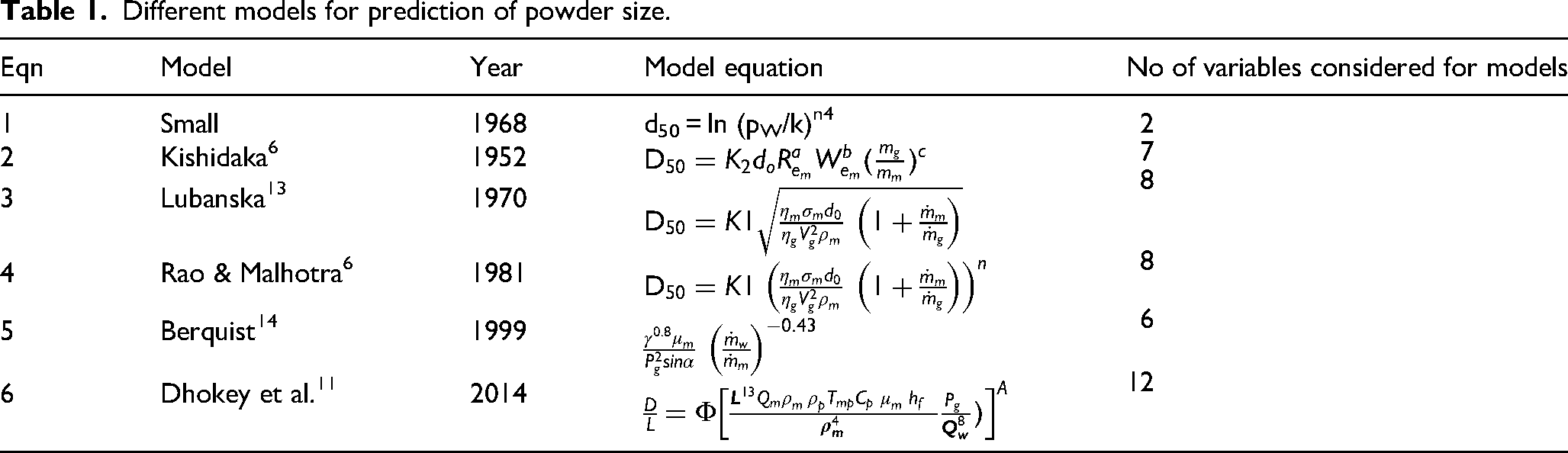
According to the Mates and Settles, 12 the back pressure is formed when the gas jet is as shown many such parameters are interdependent in atomization system. Several empirical and semi-empirical correlations have been proposed to estimate particle size, such as those developed by Lubanska, Rao and Malhotra, and other investigators as shown in Table 1. These models typically relate particle size to a limited number of operating parameters, for example gas-to-metal ratio or atomizing pressure. However, such correlations are often atomizer-specific and lack general applicability because they do not explicitly account for the fundamental mechanism governing particle formation.
Different models for prediction of powder size.
Despite significant progress in understanding gas atomization, existing empirical and semi-empirical models for particle size prediction are generally limited in scope, often relying on a restricted set of parameters and remaining specific to particular atomizer operating conditions. These approaches do not provide a unified framework capable of simultaneously capturing the coupled influence of melt properties, gas dynamics, and atomizer geometry in a physically meaningful manner.
To address this limitation, the present study proposes a dimensionless modelling approach based on Buckingham π theorem, wherein 26 governing variables are systematically reduced into a set of physically interpretable dimensionless groups. These are defined as melt parameter (Mp), gas parameter (Gp), and design parameter (Dp), representing the combined effects of material properties, process conditions, and atomizer configuration, respectively.
A generalized predictive relationship is developed to estimate the median particle size (D50), and its validity is demonstrated through experimental studies on gas-atomized copper powder. Furthermore, contour maps are constructed to provide a practical visualization of the interaction between governing parameters, enabling process optimization for desired particle size. This framework offers improved generality, scalability, and applicability compared to conventional models and serves as a useful tool for atomizer design and control.
Experimental work and procedure
The gas atomization pilot scaled plant used to produce copper powder as shown in Figure 1. The atomizer is designed as a closed-coupled type, featuring a discrete nozzle assembly that enables controlled atomization under the investigated operating conditions. The melting furnace has a capacity of 10 kg; however, for each trial, a batch of 3 kg of copper scrap was heated above its liquidus temperature in the induction furnace (35 KW). The chemical composition of the copper feedstock was determined prior to atomization using Optical Emission Spectroscopy (OES). The material exhibited a copper purity of approximately 97.25 wt.%, with the remaining 2.75 wt.% consisting of minor impurities, primarily Fe, Pb, Sn, and other trace elements. The graphite melt delivery nozzle were securely fixed to the tundish, which was equipped with a heating element to maintain the melt temperature. The molten copper was poured into the tundish from a tilting furnace using a heated ladle, which was maintained at about 1450 K by a ladle heater.
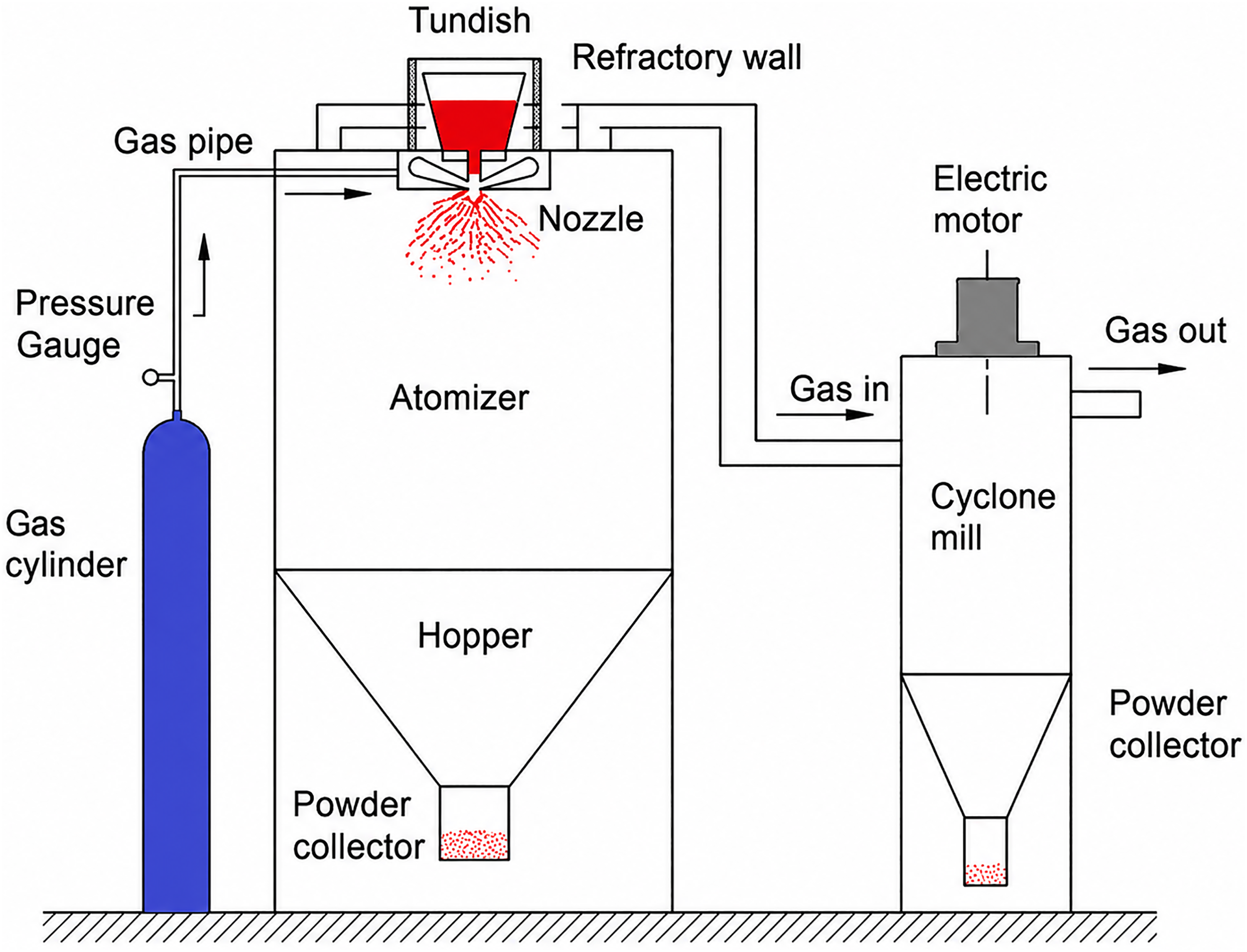
Schematic pilot scaled gas atomization plant.
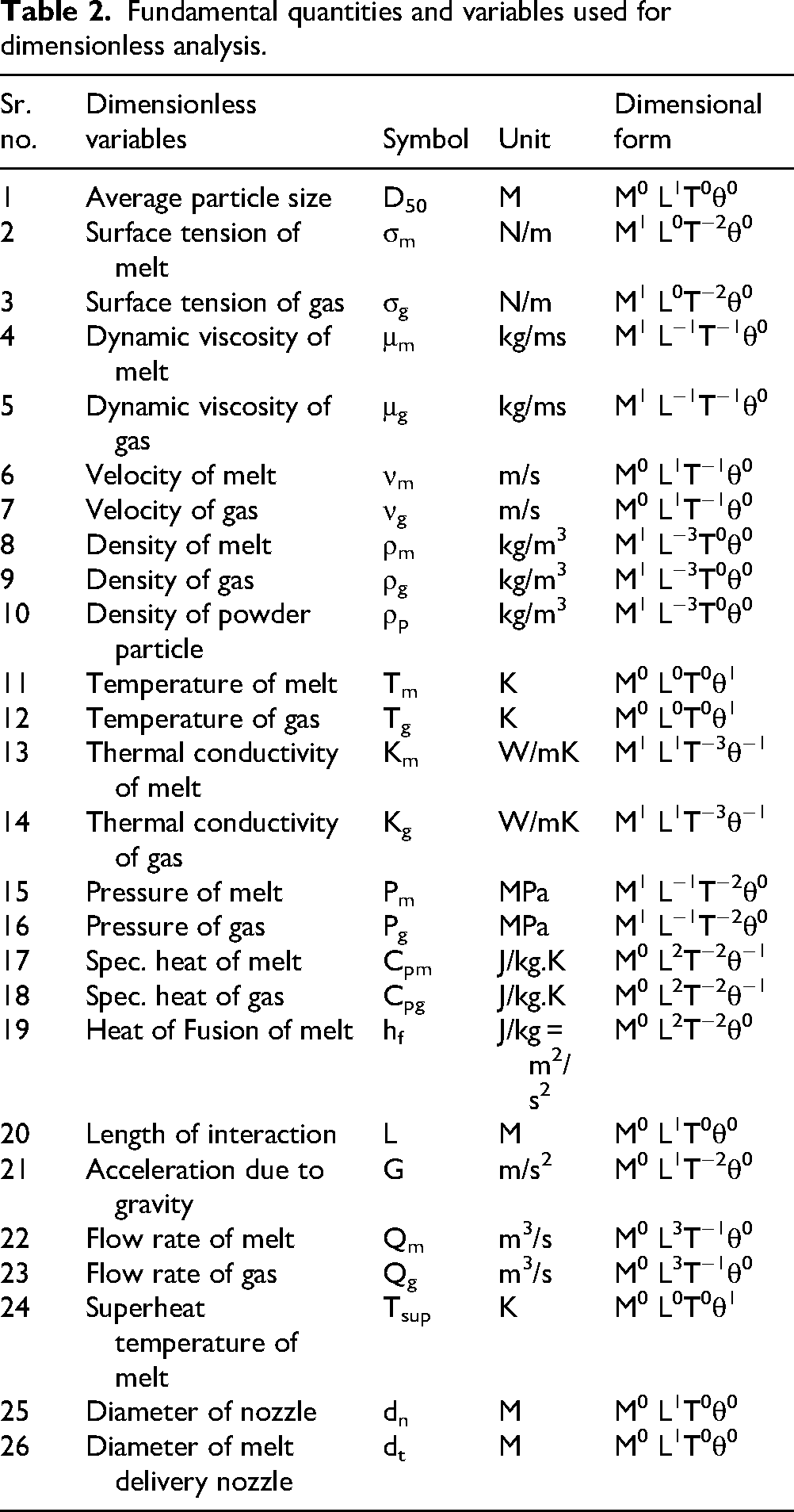
The temperatures of the ladle, preheated tundish, and molten copper were monitored using an Infrared Thermometer (HTC IRX-69) to ensure optimal conditions for atomization. Convergent-divergent gas nozzles were used to impinge gas jet on molten metal stream. High-pressure gas regulators were employed to set the atomizing gas pressure (P) within a range of 1 to 5 MPa. The superheat temperature of the melt was maintained at 100, 150, and 200 K above the liquidus temperature, while the diameter of the melt delivery nozzle was varied from 2 to 5 mm. The gas-to-melt flow ratio was adjusted to 2, 3, and 4 during the experiments. The flow of the atomizing gas was initiated concurrently with the melt flow by tilting the induction furnace for a seamless transition from melting furnace to atomization. The atomized powder was subsequently collected in a dedicated powder collecting chamber for further analysis. Thermophysical properties of the melt and gas used for dimensionless analysis are listed in Table 2. Most of the powders received in collecting chamber were sieve using a mechanical sieve shaker (Make: HEICO) for 30 min using various sieves (sizes in μm: 500, 354, 250, 177, 105, 53, 34) Powder morphology was examined by SEM (Scanning Electron Microscopy – Carl Zeiss Sigma). Powder particle size fraction and particle shape were analysed by using Malvern Morphologi 4 (Malvern Panalytical Ltd, Malvern, UK).
Fundamental quantities and variables used for dimensionless analysis.
Formulation of the mathematical model
The particle size produced during gas atomization is governed by the combined influence of melt properties, gas flow characteristics, and atomizer geometry. Therefore, the median particle diameter 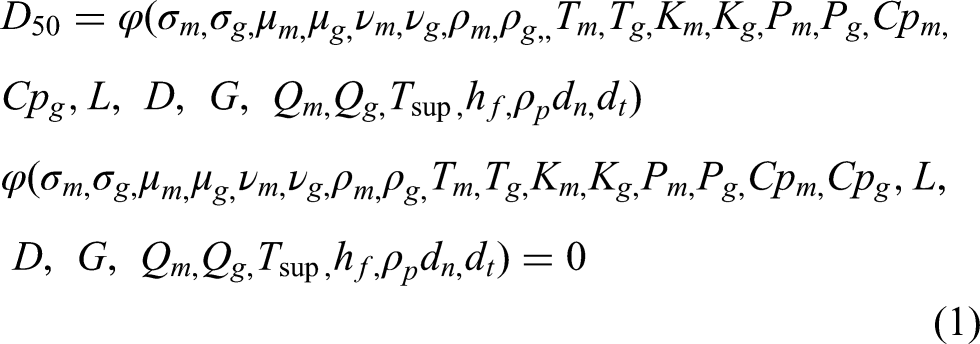
Since the governing phenomena involve coupled fluid flow and heat transfer, dimensional analysis was performed using the Buckingham π theorem. Considering the fundamental dimensions of mass, length, time and temperature, the large number of variables can be reduced to a smaller set of dimensionless groups. The relationship between the parameters can therefore be written as

The corresponding dimensionless equation is

Powder particle size is related to these (MP), (GP), (DP) which are Mps, Gps and Dps respectively. The influencing parameters are defined as


In this study attempt has been made to plot Gp, Mp and Dp to predict the powder size.
Dimensionless median particle size (
)
Dimensionless median particle size can be predicted by calculating ratio of D50 particle size to length of interaction of melt stream and high-speed atomizing gas jet. Equation (3) shows the ‘Y’ factor showing dimensionless median particle size. This factor is dependent upon the dimensionless Gp, Mp and Dp with process characteristic constant (Φ) and exponential constant (k).
Dimensionless Mp
Dimensionless Mp is predominantly influenced by cubic power of superheat temperature and tenth power of density of melt. As superheat temperature of the melt increases, density of the melt decreases. Superheat temperature also affects on the surface tension and viscosity of the melt.
Dimensionless Gp
Dimensionless GP is comprising of gas pressure, gas velocity, gas temperature, gas density gas flow rate, etc. GP is dominated by the twenty seventh power of gas velocity with single power of rest of the variables. Kinetic energy available at high-speed atomizing gas utilises to disintegrate molten metal stream. Physically it corresponds to instability generation (Kelvin–Helmholtz waves) responsible for ligament formation and primary breakup.
Dimensionless Dp
Apex angle (α) decides the intersection of molten metal and high-speed atomizing gas jet which defines the efficiency of the atomization process. DP consider with diameters of gas nozzle (dn) and melt delivery nozzle (dt), length of interaction of melt with atomizing gas from the melt delivery point (L). Dps predominantly showing twelve powers of interacting length. This length decides the free fall atomization or closed coupled atomization where too short length may face the clogging of melt delivery nozzle. It determines the residence time during which the melt interacts with the high-velocity gas. A longer effective interaction increases energy transfer and promotes secondary breakup.
Terminology
The schematic explanation of the relationship between length of interaction (L) and apex angle (α) is shown in Figure 2. The trigonometric relation between apex angle (α) and length of interaction (L) is given in equation (4).
Illustration of nozzle apex angle to show relationship with length of interaction (L).
Results and discussion
The experiments were carried out using a pilot-scale gas atomizer to produce copper powder. The particle size distribution was determined by sieve analysis, and particles corresponding to different sieve fractions were subsequently separated for further analysis. Figure 3 presents the relationship between Y and X. By fitting the experimental data to a power-law equation, two constants were obtained. The characteristic constant (Φ) was calculated as 7 × 1018, while the power exponent (A) was 0.2369, with a coefficient of determination (R2) of 0.7254, indicating a moderate correlation between the fitted model and experimental data.
Power law relationship of the mathematical model.
From Figure 3, a power-law equation was derived and compared with the dimensionless analysis equation (equation (3)) to determine the process constants for the present gas atomization conditions. The characteristic process constant was obtained as Φ = 7 × 1018, and the exponential constant was determined as K = 0.2369.
Influence of Gp on powder particle size (D50)
The particle size distribution of the gas-atomized copper powder produced at different atomizing pressures was analysed and the corresponding median particle diameter (D50) was determined. The results indicate a systematic reduction in median particle size with increasing atomizing gas pressure, demonstrating the dominant role of gas-driven aerodynamic forces in melt disintegration. The median particle size depends on the combined contribution of MP, GP, and DP, and can be expressed in a dimensionless form as

Let, 
The calculated values of X and Y for different atomizing pressures and corresponding gas velocities are listed in Table 3, and the resulting relationship is shown in Figure 3. The power-law dependence observed in Figure 3 suggests that droplet formation during atomization follows a scale-controlled aerodynamic break-up mechanism. This indicates that fragmentation is governed primarily by momentum transfer between the high-velocity gas stream and the molten metal rather than random disintegration.
Summary of the experimental atomizing parameters and dimensionless parameters.
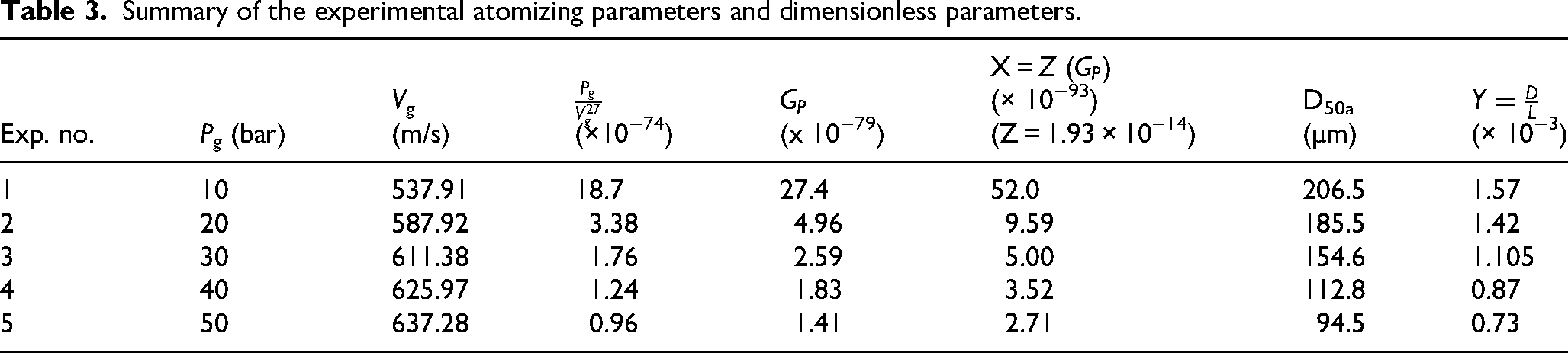
Substituting the experimentally obtained constants into equation (2), the relationship between median particle size and atomization parameters becomes
The high exponent associated with gas velocity indicates that atomization behaviour is strongly dependent on gas kinetic energy. Thus, gas velocity contributes more significantly in determining droplet break-up intensity.
Now in order to obtain relationship between median particle size (D50) and atomizing gas pressure (Pg), velocity of the gas (Vg) has to be substituted by gas pressure. So, gas pressure was plotted to obtain the relationship of gas pressure with the velocity of the gas for the corresponding values of pressure and gas velocity as shown in Figure 4. The linear equation (6) is obtained from Figure 4 showing the relationship between gas pressure and velocity.
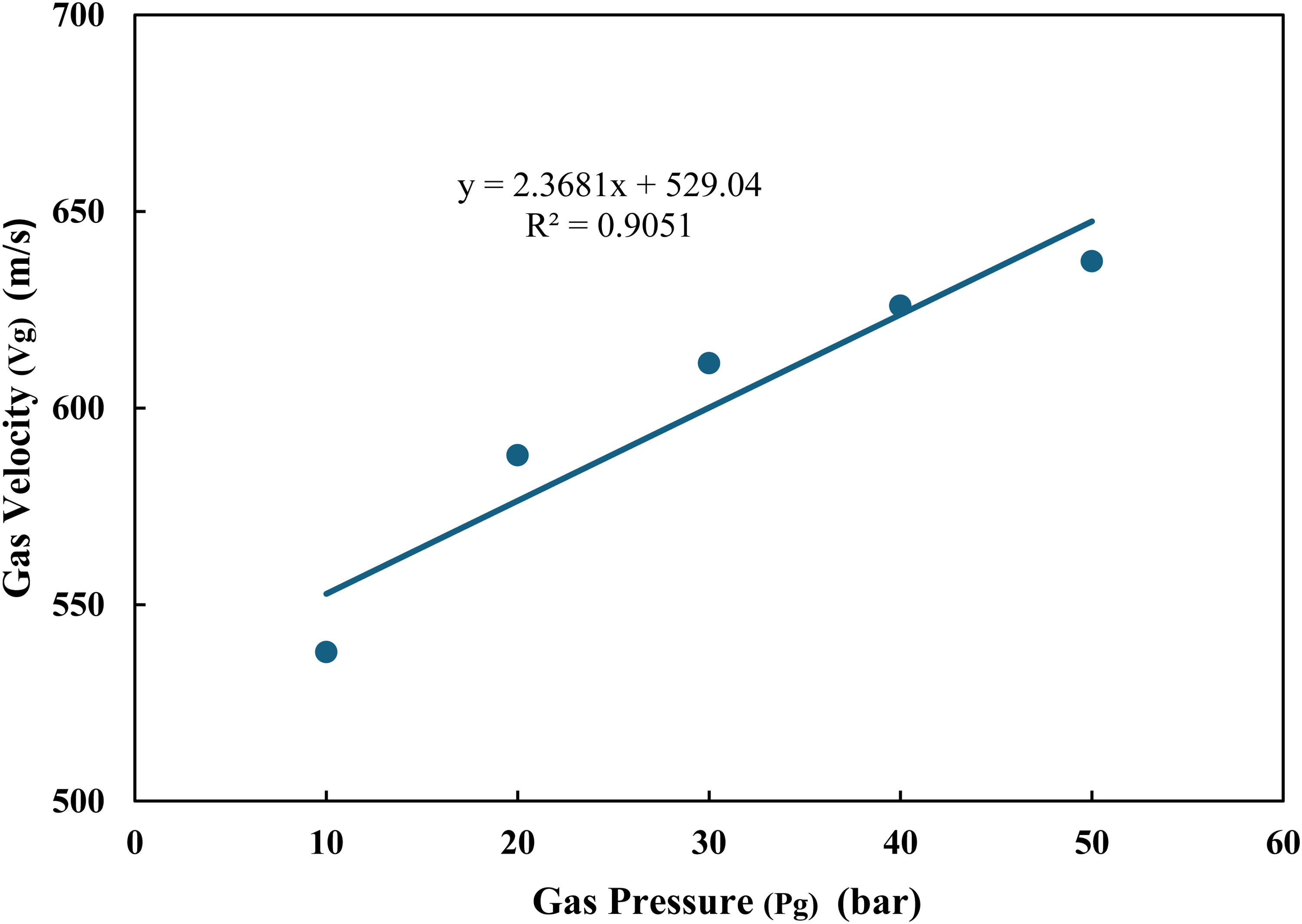
Relationship between gas pressure and gas velocity.
Substituting the value of Vg in equation (5)

Thus, the relationship between median particle size (D50) and gas atomizing gas pressure (Pg) is shown in equation (7). Theoretical median particle size (D50) is calculated for different pressures using the above equation and tabulated in Table 4.
Comparison between actual particle size (D50a) and theoretical particle size (D50p).
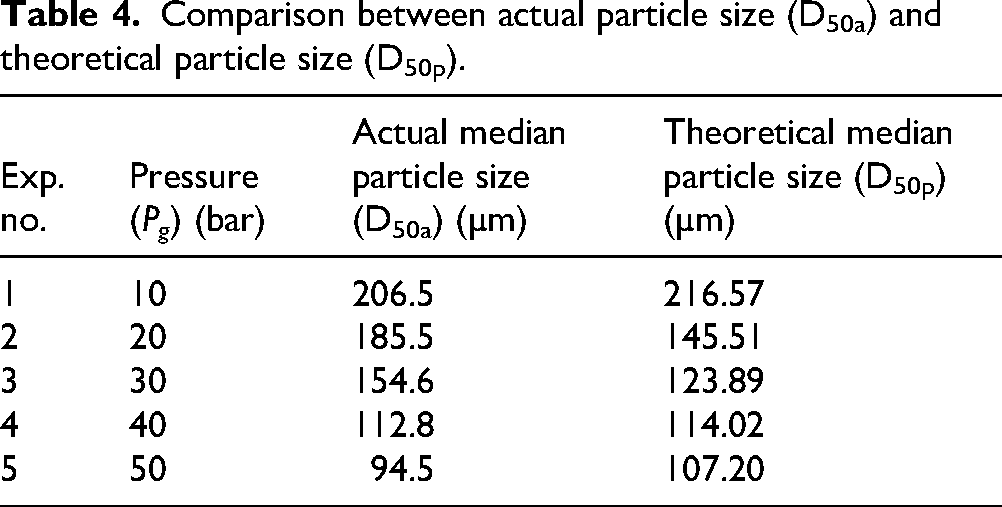
Figure 4 shows the experimentally measured variation of gas velocity with pressure over the investigated range (10–50 bar). Although the relationship is not strictly linear, it is approximated using a linear fit within this limited range to facilitate model formulation. Since aerodynamic stress acting on the melt surface is proportional to dynamic pressure (ρgVg2), even a moderate increase in gas velocity produces a significantly larger destabilizing force. The rise in dynamic pressure accelerates the growth of Kelvin–Helmholtz instability at the gas melt interface, initiating ligament formation and subsequent droplet breakup.
Median particle size for different pressures is calculated from particle size distribution curve, as shown in Table 3. Figure 5 shows the inverse relationship of gas pressure with actual as well as predicted gas atomized powder particles. The graph shows that increasing atomizing gas pressure leads to a decrease in powder size (D50), consistent with findings reported in.5,15,16
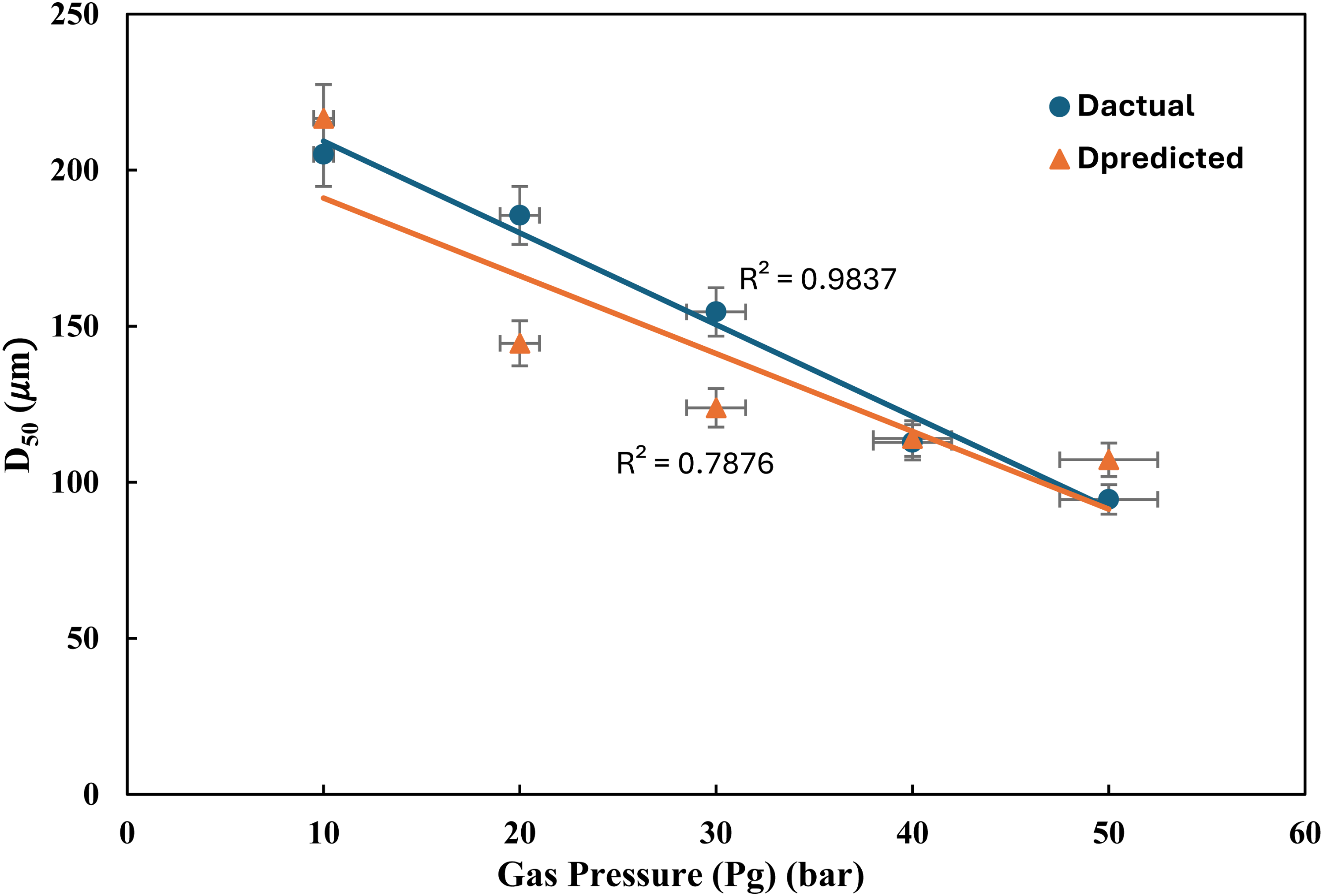
Effect of gas pressure on particle size.
The plot between median particle size (D50) and Gp is shown in Figure 6. It shows the direct relationship of Gp with the powder size (D50).
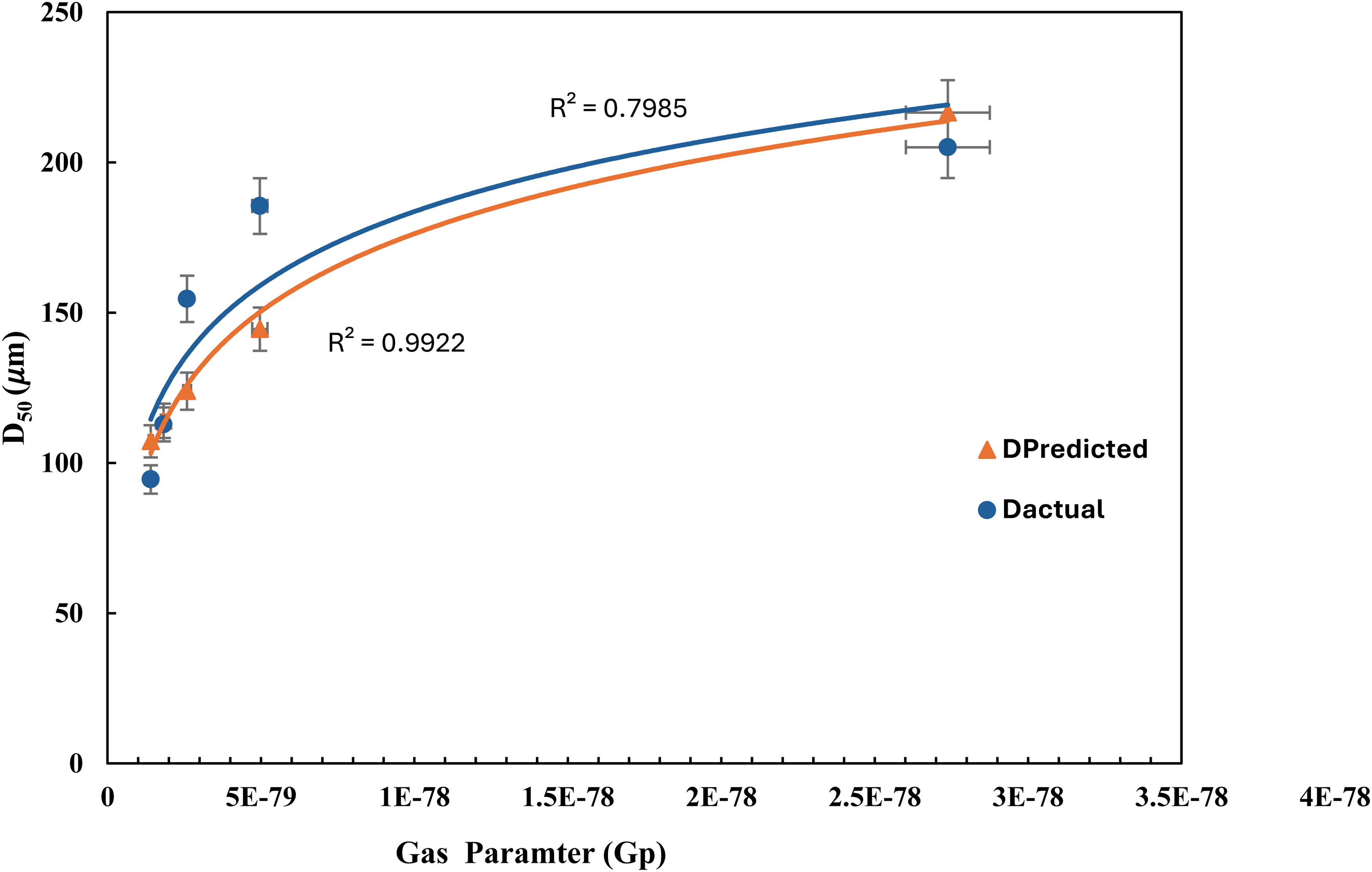
Effect of gas parameter (Gp) on median particle size (D50).
The predicted particle sizes calculated using the scaling relation are compared with experimental measurements in Table 4 and plotted in Figure 7. The close agreement between experimental (D50a) and predicted (D50p) values, particularly at intermediate and high pressures, confirms that the GP effectively captures the dominant breakup mechanism. Minor deviations at lower pressure arise because fragmentation becomes limited by insufficient aerodynamic energy, where droplets begin to solidify before secondary breakup is completed.
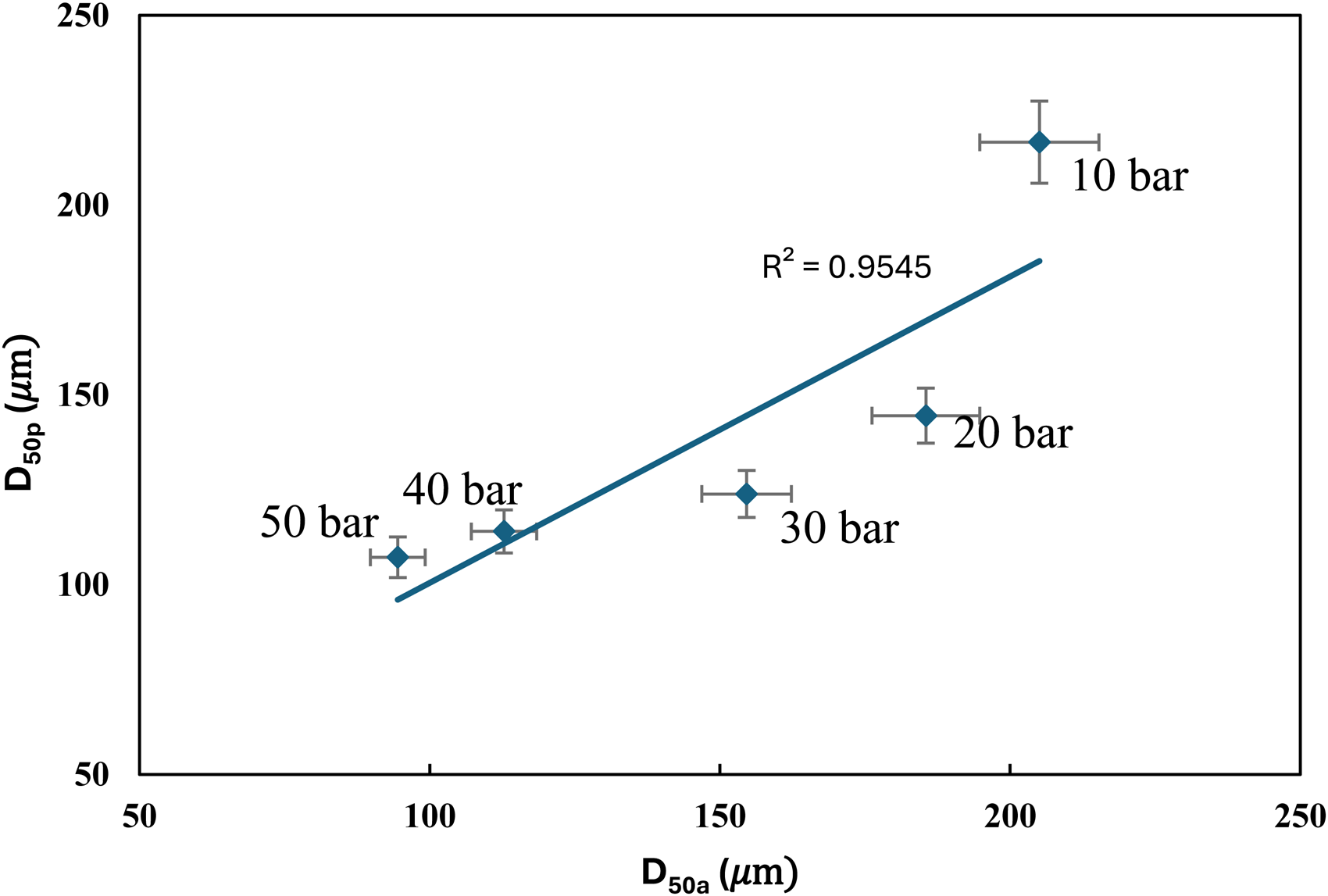
Relationship of actual median particle size (D50a) with predicted median particle size (D50p).
To quantitatively evaluate the predictive capability of the proposed model, statistical error metrics were calculated between experimental D50a and predicted D50p values. The mean absolute error (MAE) and root mean square error (RMSE) were found to be 19.94 and 22.6 µm, respectively, while the mean absolute percentage error (MAPE) was approximately 12%. These values indicate a satisfactory agreement, particularly considering the inherent complexity of gas–melt interactions and the simplified nature of the dimensionless model.
Influence of dimensionless Dp on median particle size (D50)
Particle size is also significantly affected by apex angle (α) so mathematical relationship can be derived between particle size and apex angle from equation (2).

Let, 

Let L is length of interaction be a variable, keeping other parameters constant with pressure of 40 bar
Substituting Φ, K and Z` in the above equation.
L is length of interaction in equation (9) which can be represented in term of apex angle (α) to obtained relationship between median particle size (D50) and apex angle (α).

Effect of apex angle on the particle size is plotted in Figure 8 which shows the inverse relationship of apex angle (α) with the particle size (D50). As the apex angle increases, there is increase in normal velocity whereas axial velocity decreases, this increased in normal velocity enhance the energy available for atomization which results in finer powder particle size. 5 A larger apex angle decreases the length of interaction, which gives more uniform energy distribution in atomizing chamber with minimum loss of energy. This contributes to the production of finer powder particles as reported by.11,13
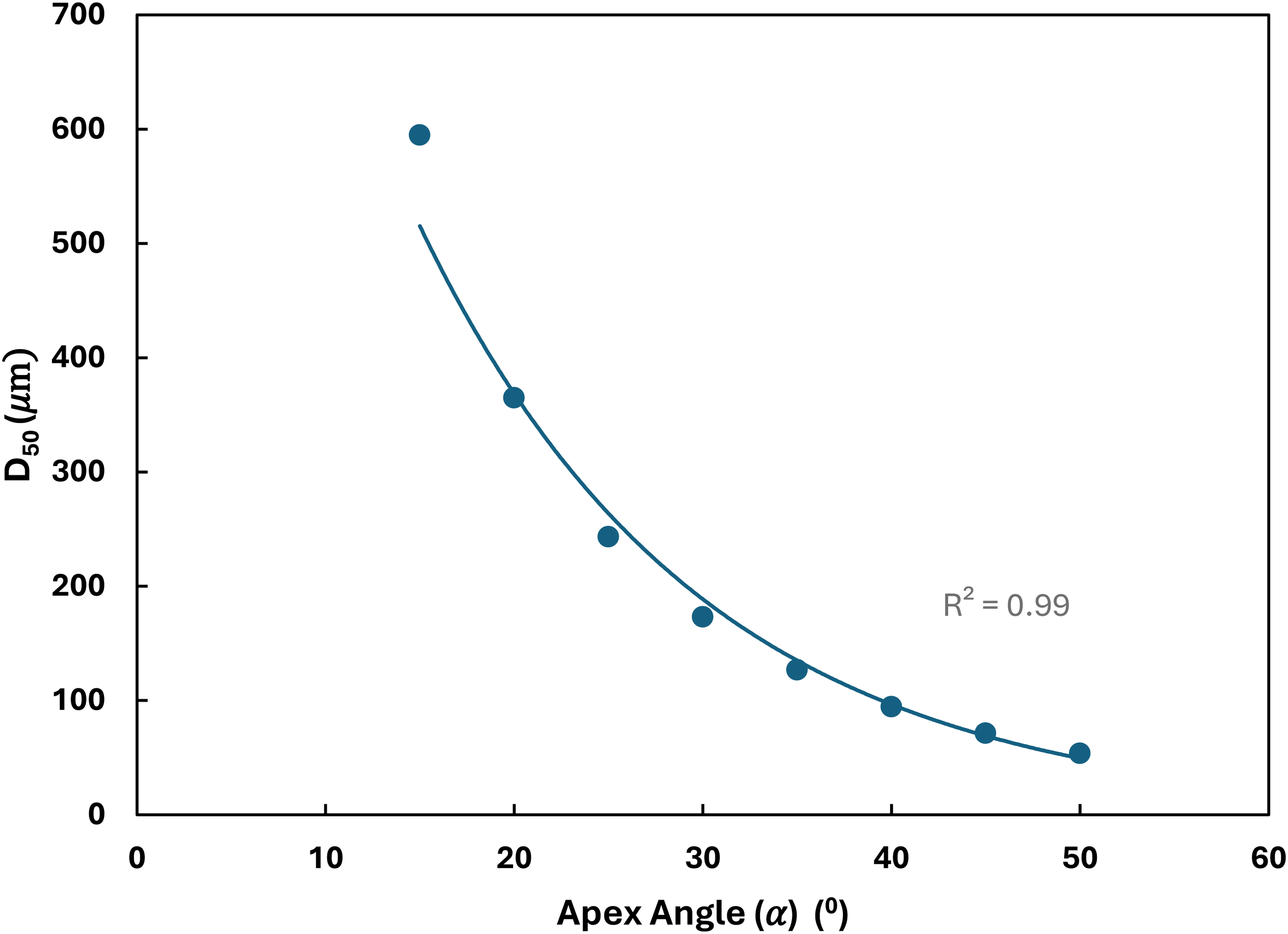
Effect of apex angle (α) on median particle size (D50) (at P = 40 bar).
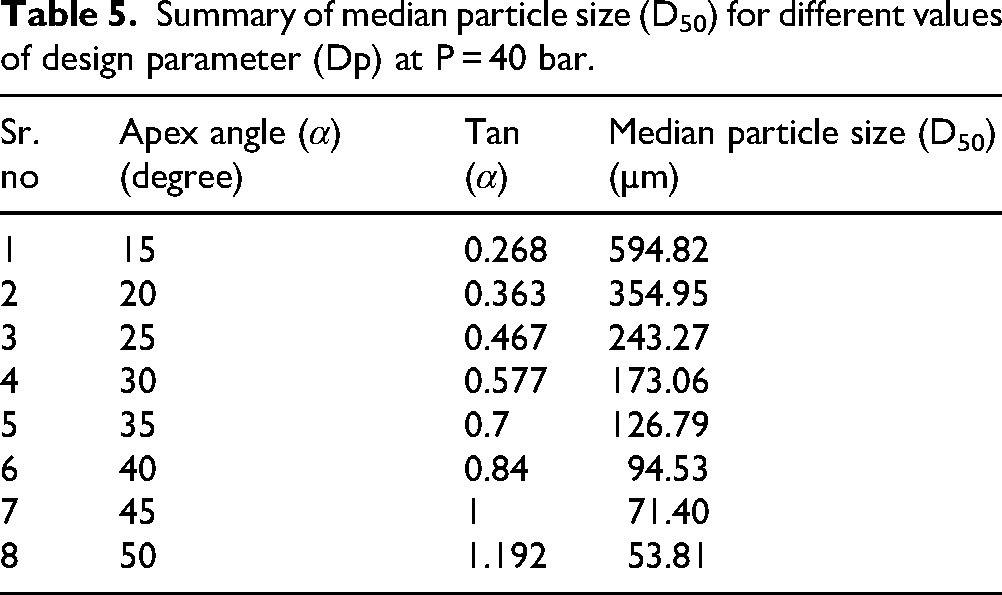
Figure 9 shows that for a given set of conditions, Dp is directly proportional to powder particle size (D50), as Dp is considering both melt and gas nozzle diameters and length of interaction in terms of apex angle (Table 5).
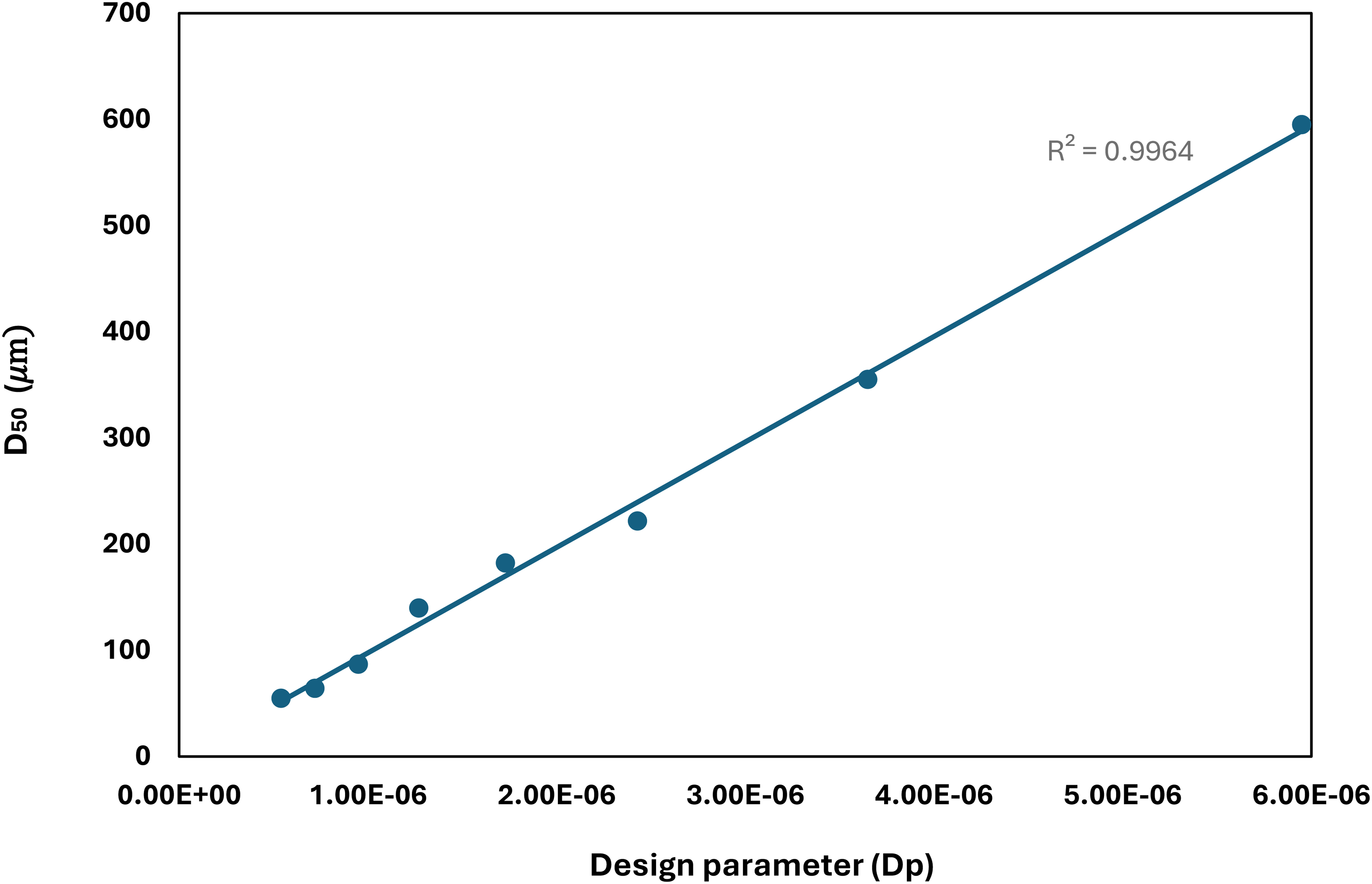
Effect of design parameter (Dp) on particle size (D50) for various apex angle at constant 40 bar pressure.
Summary of median particle size (D50) for different values of design parameter (Dp) at P = 40 bar.
Combined influence of Dp and Gp on median particle size (D50)
The developed mathematical model establishes an interactive relationship between Dp and Gp to predict the median particle size (D50) in gas atomization. Using equation (9), the process characteristic constant was determined, enabling theoretical estimation of D50 by systematically varying the apex angle and gas pressure. The apex angle was varied from 15° to 50° with an increment of 5°, while the gas pressure ranged from 10 to 50 bar. The predicted results were plotted to generate a 3D surface response and a 2D contour map, as shown in Figures 10 and 11, respectively, to visualize the influence of these variables on powder size (D50) and its distribution.
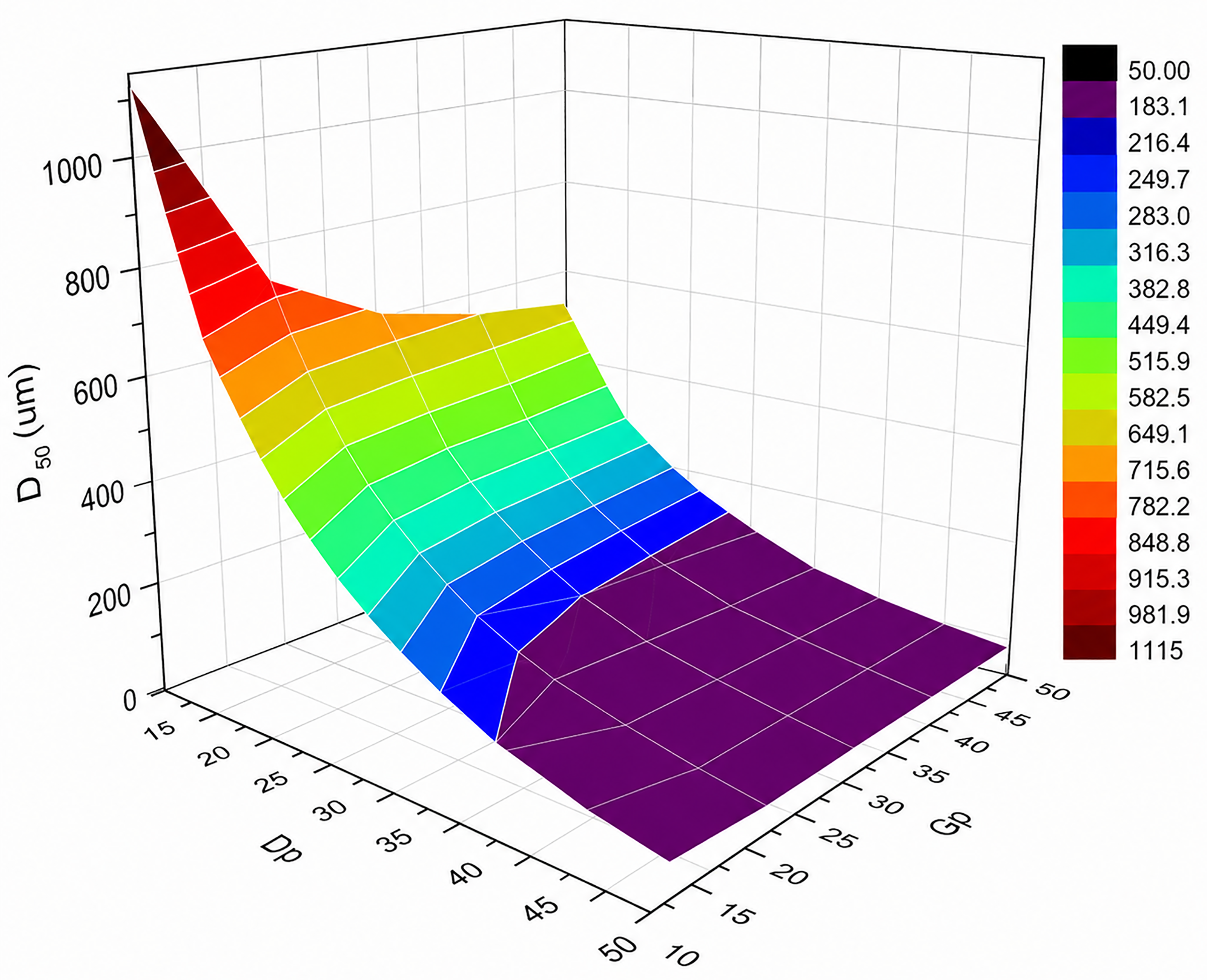
3D plot showing predicted particle size (D50) as a function of design parameter (Dp) and gas parameters (Gp).
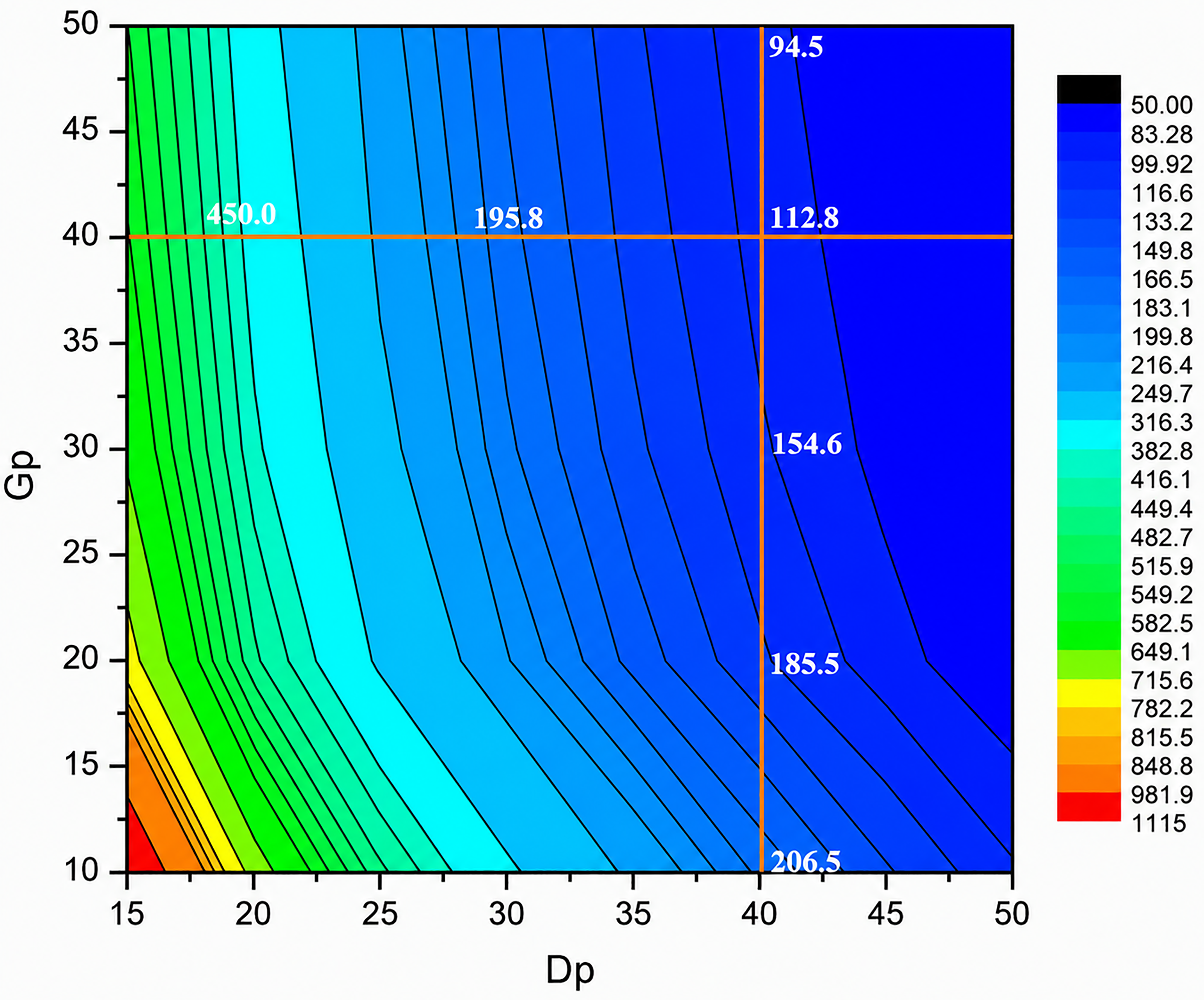
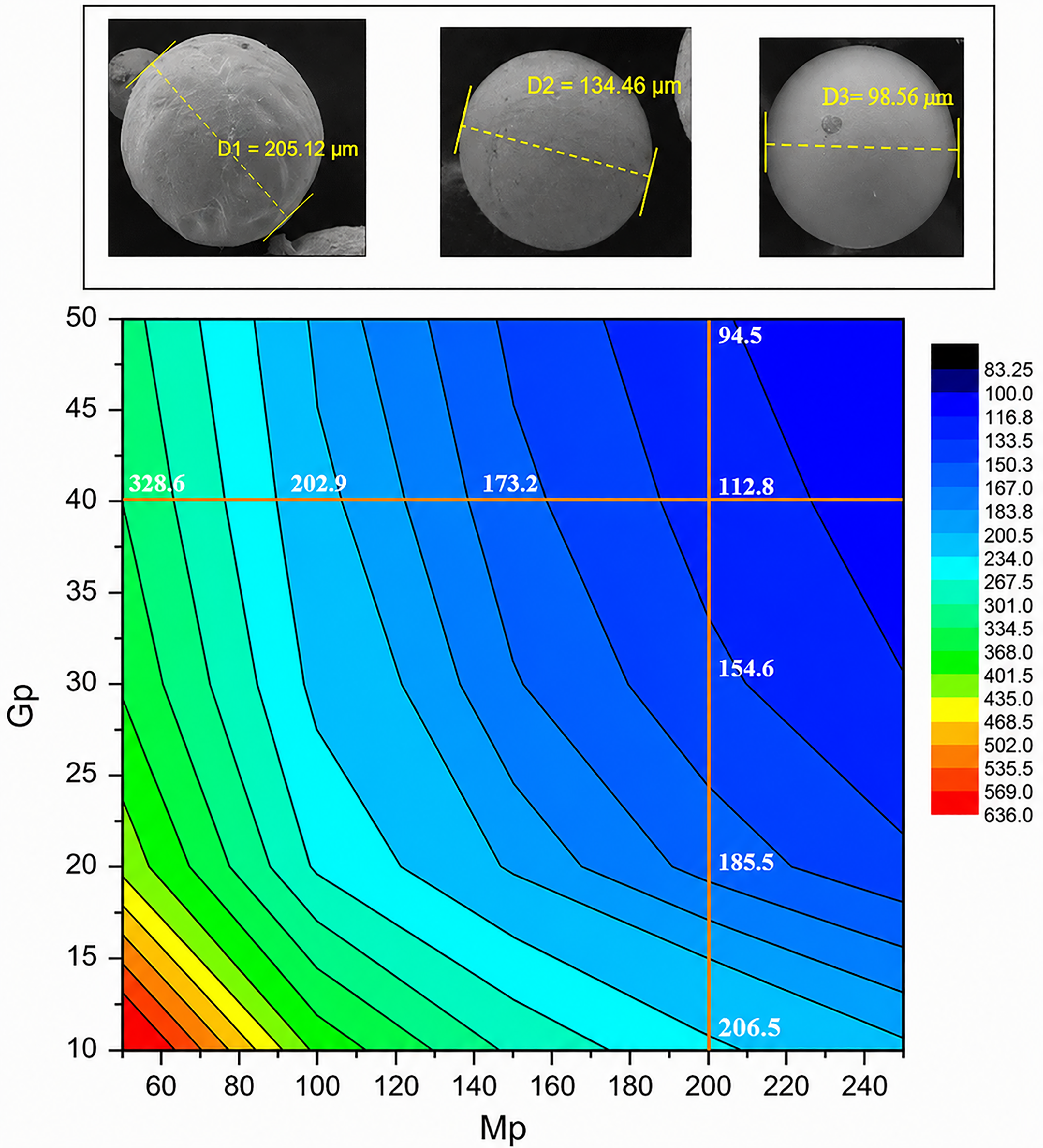
2D contour plot of predicted particle size (D50) versus design (Dp) and gas parameters (Gp), with actual particle sizes superimposed.
An inverse relationship was observed between both Gp and Dp with the median particle size. Increasing the GP significantly enhances the atomizing energy available for melt disintegration, leading to finer powder formation. At higher gas pressures, the median particle size (D50) reduces significantly, dropping below 200 μm compared to values exceeding 1000 μm at lower pressures. Similarly, the Dp exerts a corresponding effect, where increasing the apex angle (Dp) improves the efficiency of atomization. The combined effect of high Gp and optimized Dp results in the smallest median particle size, confirming their synergistic influence on atomization performance. Mechanistically, an increased apex angle enhances the normal component of gas velocity and reduces the interaction length, promoting more uniform energy distribution and effective melt breakup.
These findings highlight the strong coupling between process and Dps in controlling powder characteristics. By optimizing both Gp and Dp, the finer and more uniform powders can be achieved, which are essential for advanced applications such as additive manufacturing and laser cladding. The consistency between theoretical predictions and experimental observations validates the predictive capability of the developed model and reinforces the importance of precise parameter control for achieving reproducible and high-quality gas-atomized powders.
The actual particle size (D50) obtained from experiments as tabulated in Table 3 is superimposed in 2D contour as shown in Figure 11. These values were obtained for apex angle of 40° at various pressure from 10 to 50 bar which shows close agreement with predicted values. Thus, proposed model is validated with experimental results and shows influence of apex angle and gas pressure on median particle size (D50).
The actual particle size (D50) obtained from experiments, as tabulated in Table 4, is superimposed on the 2D contour plot as shown in Figure 11. These experimental values correspond to an apex angle of 40° and were obtained at various atomizing gas pressures ranging from 10 to 50 bar.
The close agreement between the predicted and experimental data validates the reliability of the proposed mathematical model and its ability to capture the interactive influence of gas pressure and Dps on median particle size. In Figure 11, the vertical line represents the superimposed experimental data at a constant Dp (apex angle = 40°) for varying atomizing gas pressures ranging from 10 to 50 bar at 10-bar intervals, while the horizontal line indicates the model-predicted median particle sizes at a constant gas pressure of 40 bar with apex angles varying from 15° to 50° at 5° intervals.
As evident from the contour gradients, the particle size decreases significantly with increasing gas pressure, reflecting the enhanced atomization efficiency achieved through higher kinetic energy and turbulence imparted by the gas jet. For constant Mp, the combined effect of the parameters is reflected in particle size distribution, which is varied in a narrow range 94.5 µm to 206.5 µm for a fixed Dp. It is evident that Gp is significantly influenced by
At higher gas pressures and optimized design geometry, the atomization process becomes more effective resulting in finer and more uniform powders. This occurs because a larger apex angle enhances the radial spread and normal velocity component of the gas stream, improving melt disintegration and promoting finer droplet formation. The compelling correlation between experimental and theoretical results confirms that the developed model effectively predicts the median particle size and can be used as a reliable tool for process optimisation.
Influence of Mp on median particle size (D50)
Particle size is also significantly affected by Mps so mathematical relationship can be derived between particle size and Mps from equation (2).

Let, 
Let Tsup is Superheat Temperature be a variable, keeping other parameters constant with pressure of 40 bar
At 40 bar, 
Effect of superheat temperature (Tsup) on particle size (D50) is plotted in Figure 12, indicate that increasing melt superheat leads to a reduction in median particle size (D50), primarily due to decreased viscosity and surface tension, which promote enhanced melt disintegration.5,6 However, at excessively high superheat beyond the investigated range, competing effects such as increased melt flow rate (reducing the gas-to-metal ratio) and delayed solidification may reduce atomization efficiency and lead to droplet coalescence or deposition within the atomization chamber (Table 6).
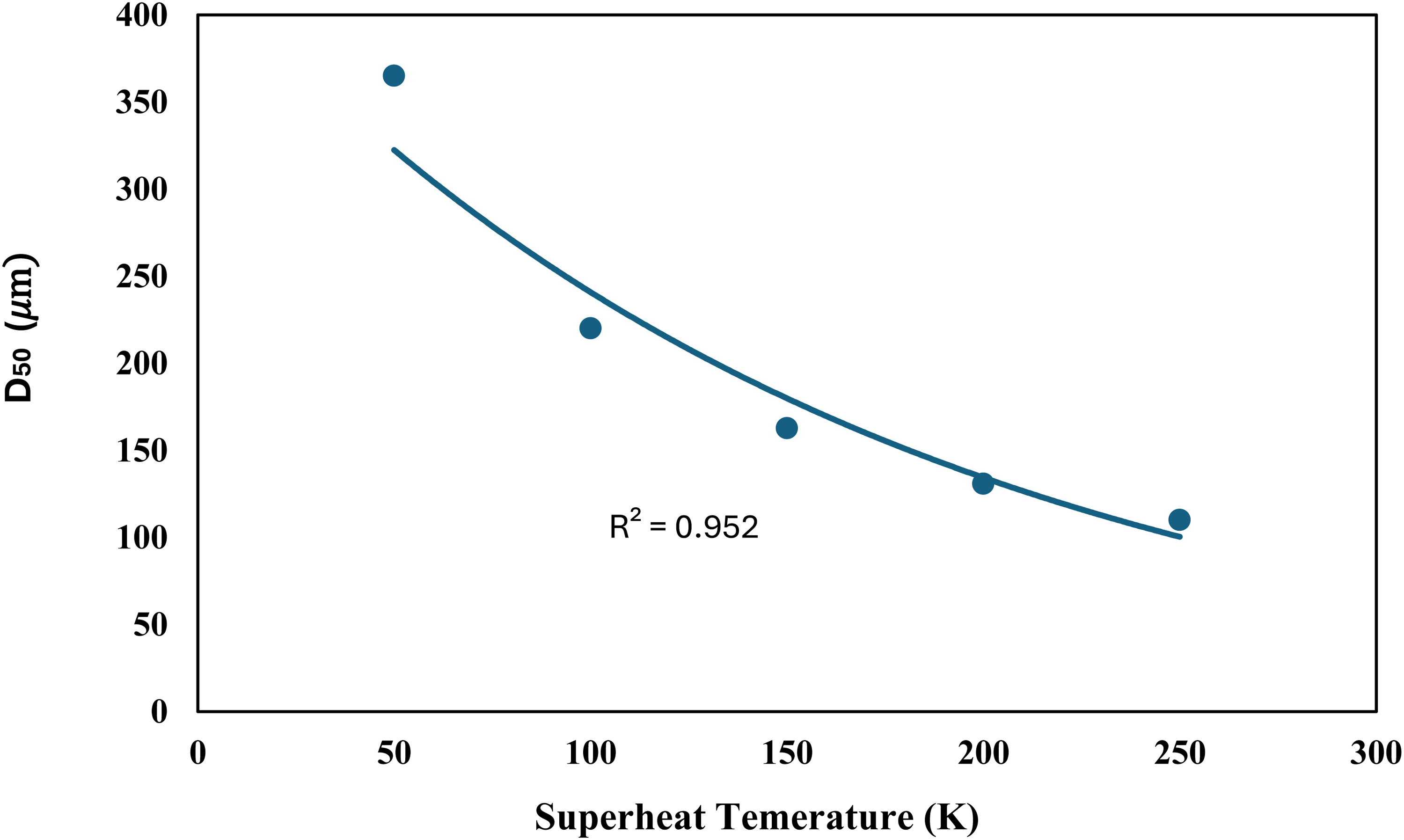
Effect of superheat temperature (Tsup) on particle size (D50) at constant 40 bar gas pressure.
Median particle size (D50) for different values of melt parameter angle at P = 40 bar.
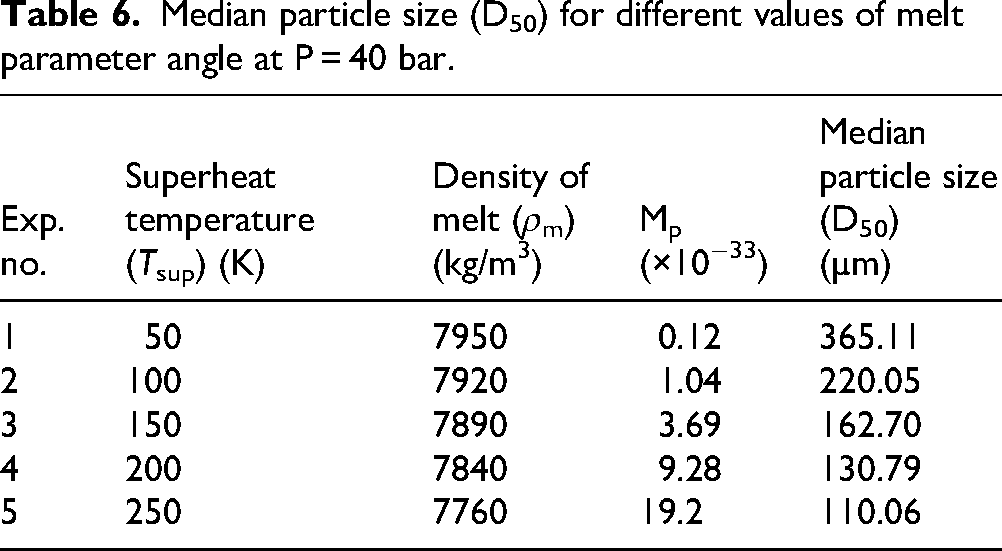
Figure 13 shows that for a given set of conditions Mp which considers melt physical properties, melt flow rate, melt superheat temperature etc. is directly proportional to powder particle size,
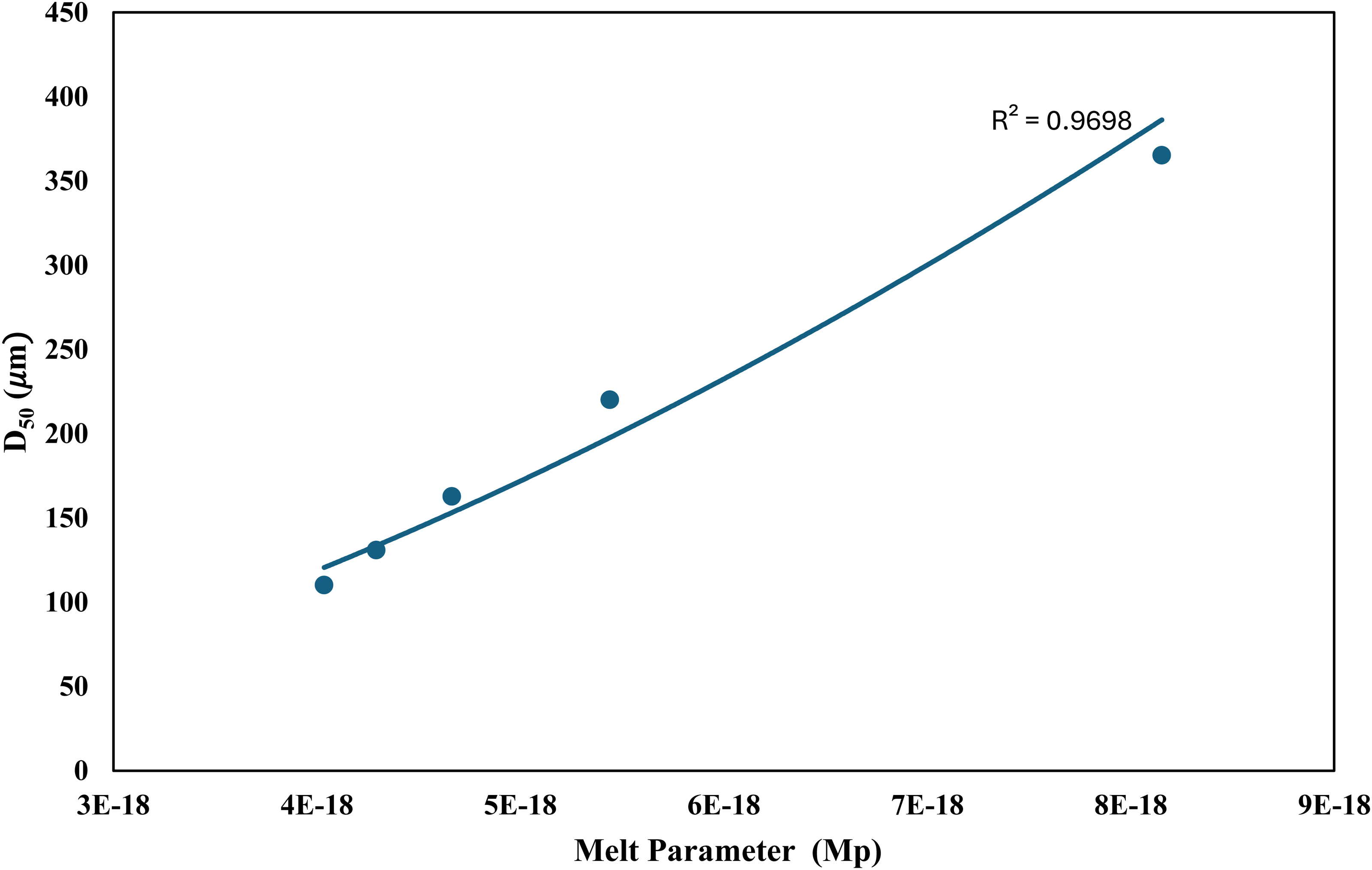
Effect of melt parameter (Mp) on particle size (D50) for various melt superheat temperatures at constant 40 bar gas pressure.
Combined influence of Mp and Gp on particle size (D50)
The proposed mathematical model establishes an interactive relationship between the Mp and the Gp for predicting the median particle size (D50) during gas atomization. Using equation (11), process characteristic constants were determined for theoretically estimate D50 by systematically varying the superheat temperature and gas pressure. The superheat temperature was varied from 50 to 250 K in steps of 50 K, while the atomizing pressure ranged from 10 to 50 bar. The predicted data are used to construct a 3D surface response and a 2D contour map (Figures 14 and 15), depicting the combined influence of gas and Mps on powder fineness and distribution.
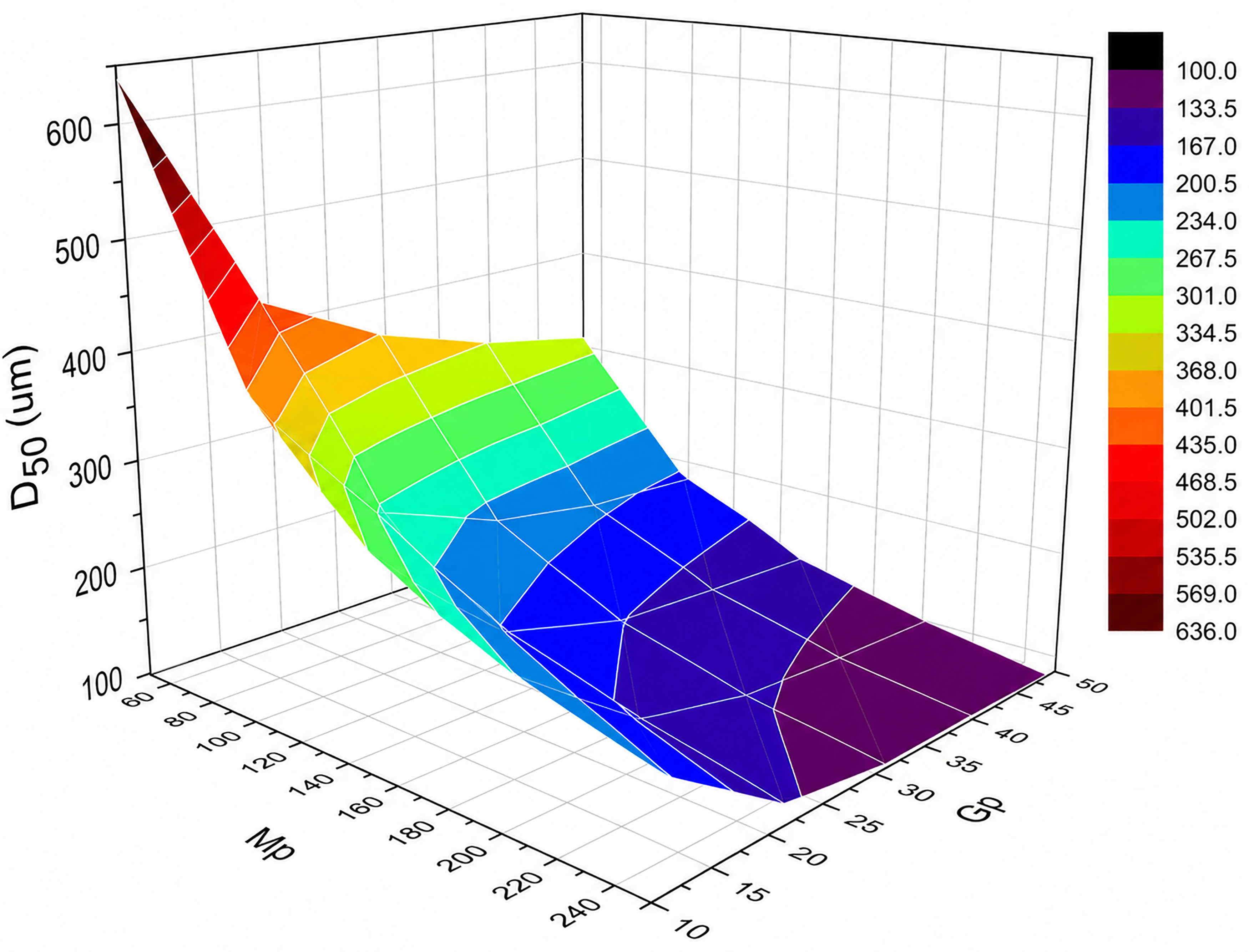
3D plot showing predicted particle size (D50) as a function of melt parameter (Mp) and gas parameters (Gp).
2D contour plot of predicted particle size (D50) versus melt parameter (Mp) and gas parameters (Gp), with actual particle sizes superimposed.
A trend is observed where the median particle size (D50) decreases significantly with increasing Gp and Mp parameters. Higher GPs represent the elevated gas pressures or flow rates, which enhance the kinetic energy of the atomizing gas jet, thereby promoting more intense shear and turbulence at the gas–melt interface. This increased energy leads to finer melt fragmentation and smaller particle sizes. Simultaneously, the Mp reflects superheat, viscosity, and flow rate, which influences atomization efficiency by determining melt fluidity and breakup efficiency. The present experimental results indicate a reduction in D50 as superheat increases within the investigated range. However, in practical systems, excessive superheat may delay solidification and increase melt flow rate, potentially reducing the gas-to-metal ratio and altering breakup dynamics. Therefore, the observed trend is valid within the studied operating window. The regions on the surface plot where both parameters are high corresponded to minimum D50, demonstrating their synergistic contribution on fine powder production.
Mechanistically, this behaviour aligns with the fundamental principles of gas atomization, where the gas-to-melt momentum ratio governs droplet disintegration. Increased gas energy disrupts the molten stream more effectively, while favourable melt conditions ensure smooth fragmentation and uniform particle formation. The decrease in D50 highlights the necessity for concurrent optimization of gas and Mps rather than independent control of either parameter. From a process perspective, coordinated tuning of Gp and Mp is vital to achieve fine, spherical, and homogeneous powders suitable for advanced applications such as additive manufacturing, laser cladding, and powder metallurgy.
The experimentally obtained median particle sizes (D50) are superimposed on the 2D contour plot presented in Figure 15. These values correspond to a melt superheat temperature of 200 K and were measured at different atomizing gas pressures ranging from 10 to 50 bar. In Figure 15, the vertical line represents the superimposed experimental data for a constant melt superheat of 200 K with varying gas pressures at 10-bar intervals, whereas the horizontal line depicts the model-predicted median particle sizes at a constant gas pressure of 40 bar for melt superheat values varying from 50 to 200 K with an interval of 50 K. The close agreement observed between experimental and predicted values validates the reliability of the proposed mathematical model in predicting powder fineness. This consistency demonstrates that the model effectively captures the fundamental behaviour of melt–gas interaction during atomization and accurately reflects the influence of melt superheat temperature and gas pressure on median particle size.
For a constant dimensionless Dp, the combined effect of Gp and Mp influences powder particle size as evident in Figure 15. Melt parameter (Mp) is affected by the melt superheat temperature having a power of 3 (
Figure 15 presents a two-dimensional contour plot illustrating the variation of the predicted median particle size (D50) as a function of the Mp and Gp. The contour map effectively visualizes the combined influence of the gas flow characteristics and melt conditions on powder fineness during gas atomization. The colour gradient ranging from red to dark blue represents the transition from coarse to fine powders, with D50 values decreasing progressively as both Mp and Gp increase. At lower values of Gp (10–20) and Mp (50–100), the contour region indicates coarser particle formation (D50 > 500 µm), primarily due to inadequate gas momentum for melt disintegration. As Gp increases beyond 25–30, the contours shift rapidly toward finer regions (150–200 µm), reflecting higher atomization intensity and improved melt breakup efficiency.
Similarly, increasing Mp, representing higher melt superheat and lower viscosity enhances melt fluidity, which facilitates finer droplet formation during atomization. The deep blue region in the contour, corresponding to higher Mp and Gp, signifies the optimized condition where D50 approaches below 100 µm, indicating a synergistic interaction between melt and GPs in achieving fine and uniform powder.
From these surface contours, regions corresponding to the desired powder size can be identified, allowing for the selection of appropriate gas, melt and Dps to meet specific powder size requirements. Hence, the 3D surface plot provides an effective tool for visualizing and optimizing the atomization process.
Validation and comparison of the proposed model and established models
The effectiveness of three modified empirical correlations established by Lubanska,
13
Rao and Malhotra,
6
and Dhokey
11
in predicting the median particle size (D50) of atomised powders under varying atomization conditions. These models incorporate different process parameters and assumptions to estimate powder size behaviour. To accurately apply the equations listed in Table 7, it is essential to determine the corresponding empirical constants for each model. Among these, the correlation proposed by Rao and Malhotra involves two parameters,
Parameter values for different mathematical models obtained from the experimental data.
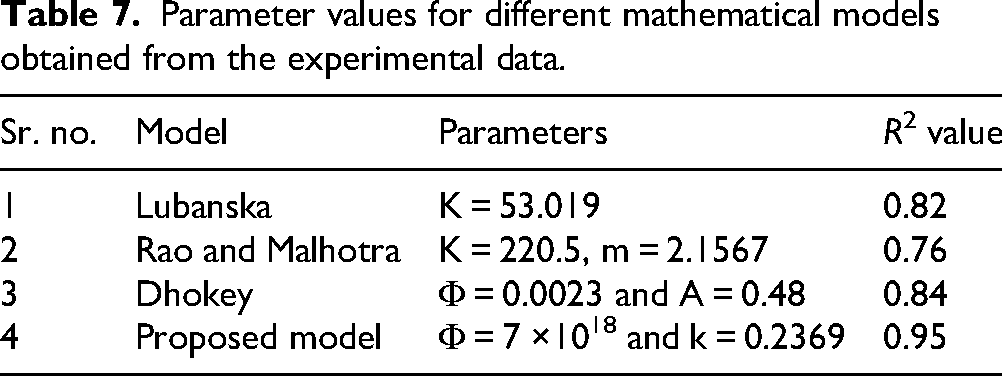
The particle size predictions from these three models were evaluated against the experimentally measured data to assess their applicability to the current atomization conditions. All three predictive models demonstrated a strong correlation with the experimental results, with coefficients of determination (R2) exceeding 0.75, indicating good agreement between theoretical estimations and actual observations. This comparison validates the reliability of the developed experimental setup and confirms that these empirical models can reasonably predict particle size trends under similar process conditions.
The K constant for the Lubanska model obtained through regression analysis in this study is slightly higher than the value recommended by Lubanska. This deviation can be attributed to differences in atomization setup, geometric variations in the atomizer assembly, and distinct experimental conditions. Since each atomization configuration possesses unique flow dynamics and design characteristics, the obtained K value (53.019) differs from Lubanska's reported range of 40 to 50. Similar variations have been observed by other researchers, where the K constant has been reported to vary widely from 0 to 200, depending on specific equipment design and process parameters used during atomization.17,18
Similarly, the values obtained in the present study deviate from those reported by Rao and Malhotra,
10
where the constant
Figure 16 illustrates the relationship between the predicted and experimentally measured powder diameters for various mathematical models. The coefficient of determination (R2) for the proposed model is found to be 0.95, which is notably higher than that of the other existing models. This superior correlation arises from the fact that the present model incorporates a comprehensive set of 26 variables encompassing key aspects of the gas atomization process, thereby capturing the complex interactions between design and process parameters more accurately. In contrast, previously established empirical models include only a limited number of parameters, which restricts their predictive accuracy under varied conditions of atomization. Although these earlier models employ correction factors to improve general applicability. The proposed model demonstrates better suitability and precision for the current gas atomization pilot-scale setup, effectively reflecting its process-specific characteristics.
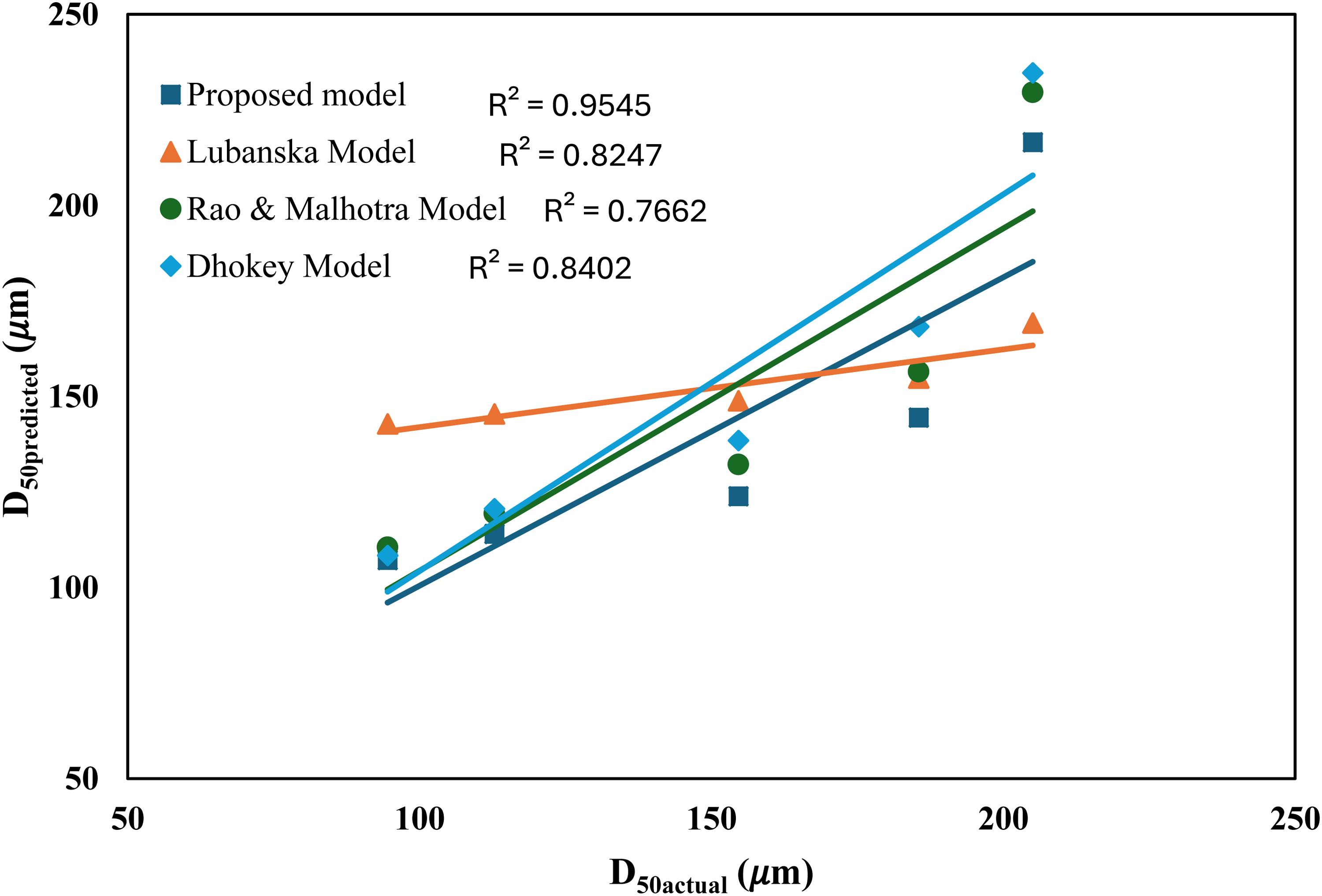
Correlation between experimental D50actual values and estimated D50predicted.
The proposed dimensionless model has been developed and validated using experimental data obtained from gas atomization of copper in a pilot-scale close-coupled atomizer. Therefore, its applicability is currently limited to similar material systems, atomizer configurations, and operating conditions. While the model captures the combined influence of melt properties, gas dynamics, and Dps, its direct application to materials with significantly different thermophysical properties (e.g., viscosity, surface tension, and density) may require recalibration of the model constants. In addition, the formulation of the Dp is specific to the close-coupled atomizer geometry used in this study, and extension to other configurations such as free-fall atomizers or alternative nozzle designs may necessitate modification of the governing dimensionless groups. The model is validated within the experimental range of gas pressure (10–50 bar), superheat temperature (50–250 K), gas-to-melt flow ratio (2–4), and nozzle diameter (2–5 mm); predictions beyond these conditions should be interpreted with caution. Furthermore, as a dimensionless empirical approach, the model does not explicitly account for transient flow instabilities, turbulence fluctuations, or detailed secondary breakup mechanisms. Despite these limitations, the model provides a useful framework for process understanding and preliminary design of gas atomization systems.
Conclusion
A dimensionless empirical mathematical model has been developed to predict the particle size (D50) of gas-atomized powders. This model gave process characteristic and exponential constants which can be conveniently used for the prediction of gas atomized powder size. Relationships between some parameters like Mp, Gp and Dp has been established from the developed mathematical model. The main conclusions drawn from this study are as follows:
An empirical relationship based on a dimensionless mathematical model has been developed to predict the particle size (D50) of gas-atomized powders. A total of twenty-six process parameters were considered, which were systematically reduced to obtain characteristic constants for the specific conditions of the pilot-scale atomizer. A strong correlation (R2= 0.95) was observed between the predicted and experimentally measured powder particle sizes, indicating good agreement between the model and experimental results. The proposed model demonstrates improved prediction results due to the inclusion of more process parameters, whereas the models by Lubanska, Rao & Malhotra, and Dhokey show lower R2 values owing to limited parameter consideration. From the mathematical model, it has been revealed that if gas pressure, apex angle and superheat temperature varied independently, the predicted powder particle size is inversely proportional to apex angle (α), gas pressure (Pg) and superheat temperature (Tsup). Whereas Dp, Mp and Gp have a direct proportional relationship with gas atomized powder particle size (D50). 3D and 2D contours were obtained as a result of the proposed mathematical model by forming a combination of GP with Dp and Mp, which helps to select the region for optimum atomization parameters for finer powder with better morphology.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Annexure
Derivation of an empirical dimensionless mathematical model
Total no of variables n = 26
Total no of fundamental dimensions m = 4
No. of dimensionless
Fundamental dimensional variables = L, V, ρ, T
Similarly,