
Abstract
To prepare low-oxygen, fine-grained 420 stainless steel powder with uniform particle size distribution suitable for metal injection molding (MIM) of small-modulus gears, this study employed a combined water–gas atomization method. The systematic investigation examined the influence of water atomization pressure (90–120 MPa) on key powder properties, including particle size distribution, microstructure, oxygen content, flowability and tapped density. Additionally, the study explored the enhancement of powder storage stability through pre-oxidation treatment. Results indicate that increasing water atomization pressure reduced the median particle size (D50) from 12.10 μm to 8.9 μm, narrowing the particle size distribution. The overall sphericity of the powder is good, remaining at a moderate level under different pressures, while oxygen content decreased from 0.35% to 0.17%. Powders prepared at 115 MPa exhibited optimal comprehensive properties: uniform particle size distribution, sphericity of 0.91, oxygen content of 0.17% and tapped density of 4.53 g/cm3. Following pre-oxidation treatment at 200 °C and 300 °C, the oxidation rate during storage was significantly reduced, with oxygen content ultimately stabilizing around 0.26%. This study provides theoretical foundations and process references for the preparation of high-performance stainless steel powders for MIM applications.
Keywords
Introduction
Metal injection molding (MIM) technology offers significant advantages in the production of complex-shaped micro-components. The characteristics of metal powders directly influence the forming performance of MIM products; therefore, the preparation of high-quality metal powders with high sphericity, fine and uniform particle size as well as low oxygen content is of paramount importance.1,2
Currently, the primary methods for preparing metal powders are water atomization and gas atomization. Water atomization offers low production costs, but the resulting powders exhibit poor sphericity, irregular shapes, high oxygen content and broad particle size distributions.3–5 Gas atomization can produce powders with high sphericity and low oxygen content, but the production costs are high, and the yield of fine powders is limited. 6 Combined water–gas atomization integrates the advantages of both methods: high-pressure inert gas pre-atomizes the molten metal stream into droplets, which are subsequently secondary-atomized by high-pressure water jets, enabling the production of fine, highly spherical powders with low oxygen content.7,8
In recent years, combined water–gas atomization technology has achieved significant progress in the preparation of magnetic materials and alloy powders. Yu et al. 4 employed an improved combined water–gas atomization technique to produce nearly fully spherical magnetic powders. Zhu et al. 9 prepared ultrafine, near-spherical Kovar alloy powders using combined water–gas atomization, achieving a yield as high as 75% and discovered that the surface oxide film formed during atomization further inhibited powder oxidation. Wu et al. 6 investigated the influence of different atomization pressures on the properties of copper powders produced by combined water–gas atomization, finding that a water atomization pressure of 99 MPa yielded optimal powder properties. Zhang et al. 10 comparatively studied the preparation of Cu–5%Fe alloys by elemental mixing, mechanical alloying and combined water–gas atomization, concluding that the powder prepared by combined water–gas atomization exhibited the best comprehensive properties. Liu et al. 11 compared the physical properties of iron-based pre-alloyed powders prepared by combined water–gas atomization and water atomization, finding that water-atomized powders had higher oxygen content and coarser particle sizes, whereas combined water–gas atomized powders exhibited lower oxygen content and higher apparent density (AD).
However, existing research has primarily focused on soft magnetic materials and non-ferrous metals. Systematic studies on high-strength stainless steel powders, particularly 420 martensitic stainless steel powders suitable for precision MIM small-modulus gears, remain scarce. Furthermore, the quantitative mechanism by which water atomization pressure – a critical parameter affecting melt fragmentation efficiency and final powder properties – remains inadequately investigated. The influence of pre-oxidation treatment on powder storage stability also requires clarification.
Based on this context, the present study employs 420 stainless steel as the research subject and utilizes combined water–gas atomization technology to prepare pre-alloyed powders for MIM applications. The study focuses on investigating the influence of water atomization pressure (90–120 MPa) on powder microstructure, particle size distribution, oxygen content and flowability. Additionally, the inhibitory effect of pre-oxidation treatment on oxidation behaviour during powder storage is explored, aiming to provide theoretical foundations and process references for the preparation of high-performance metal powders for MIM small-modulus gears.
Experimental materials and methods
Experimental materials
This study selected 420 martensitic stainless steel as the raw material. Its high chromium and carbon content confer excellent wear resistance and hardenability, making it suitable for the manufacture of high-precision small modulus gears. The chemical composition is presented in Table 1.
Chemical composition of 420 stainless steel powder (mass fraction, %).

Powder preparation
420 stainless steel powder was prepared using a combined water–gas atomization apparatus. The working principle is illustrated in Figure 1. The molten metal flows through a delivery tube (diameter 5 mm) into the atomization zone, where it is first impacted by high-velocity nitrogen gas (pressure 2 MPa, nozzle angles 40°/50°), undergoing primary fragmentation to form molten droplets. Subsequently, the droplets undergo secondary impact by V-shaped high-pressure water jets (angle 15°), resulting in further fragmentation, spheroidization and rapid solidification.11,12 Finally, the produced metal powder undergoes dewatering, drying and screening to obtain the final product.
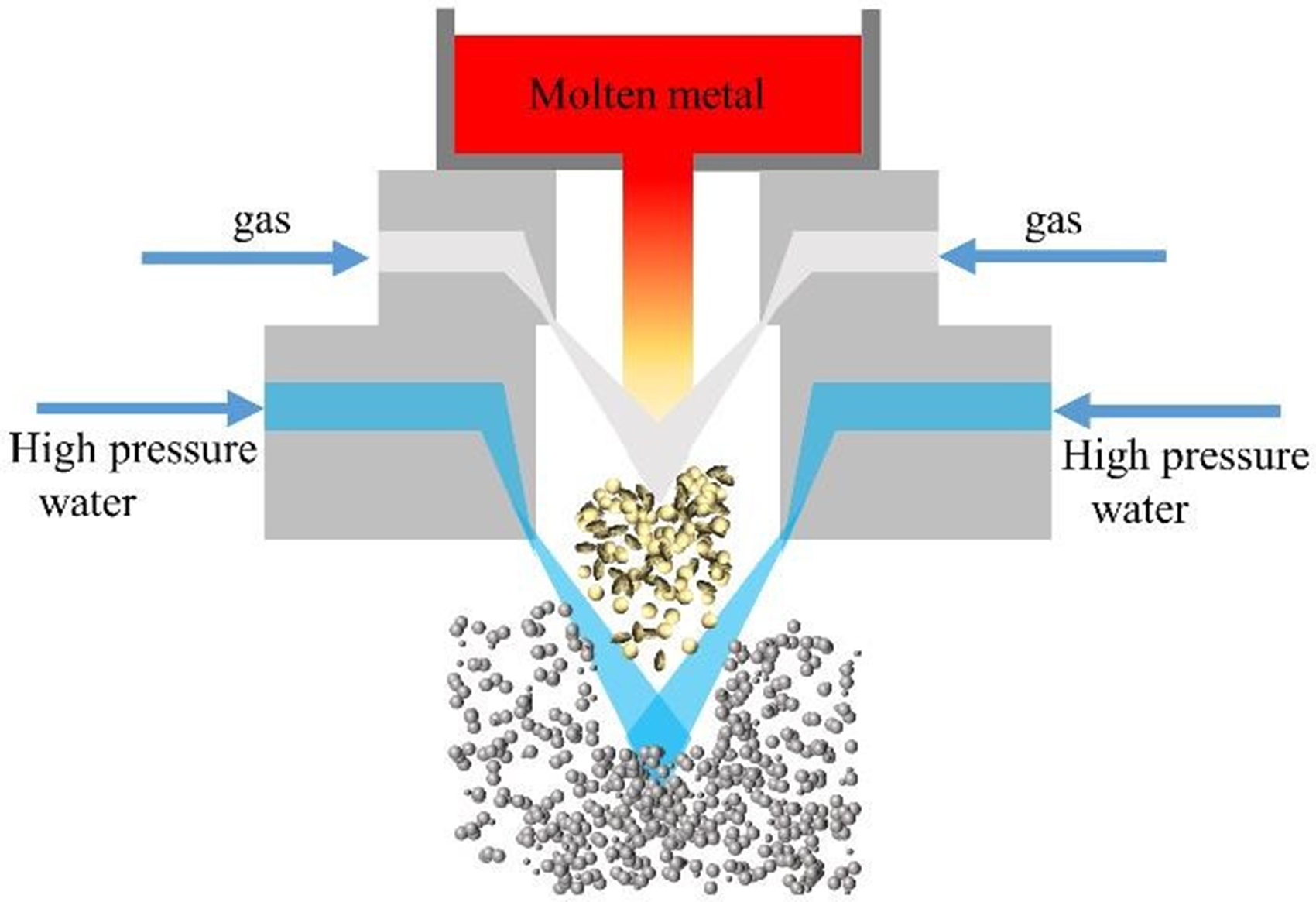
Schematic diagram of the combined water–gas atomization apparatus.
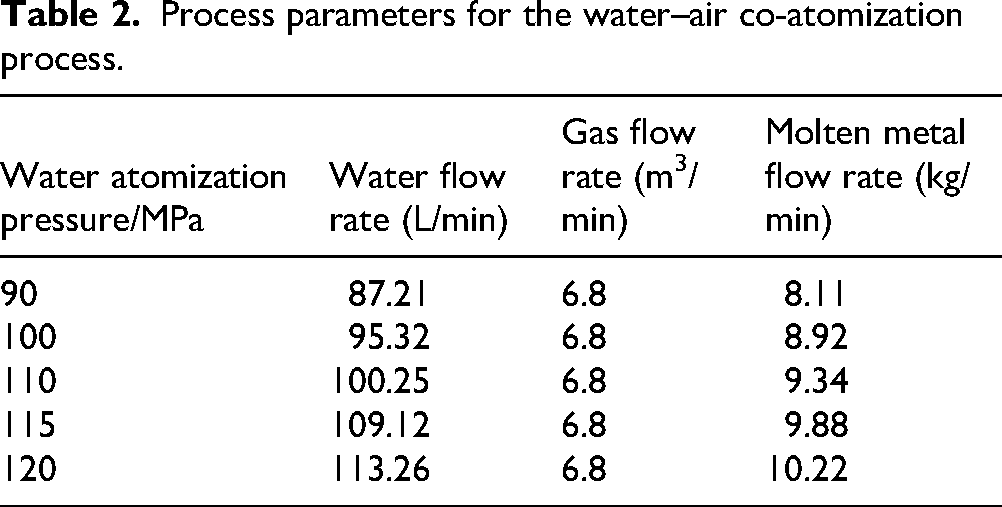
The specific process parameters were as follows: medium-frequency induction melting temperature 1600 °C; melt held in a preheated ladle for 12 min before introduction into the atomization apparatus; gas atomization medium: high-purity nitrogen (purity ≥99.99%) at constant pressure of 2 MPa; the water used for atomization is at room temperature (approximately 25 °C) and is not subjected to any external heating or cooling. Water atomization pressures set at 90, 100, 110, 115 and 120 MPa for comparative experiments, the process parameters are shown in Table 2.
Process parameters for the water–air co-atomization process.
Characterization methods
The microstructure of the powders was observed using a Zeiss Gemini 300 field-emission scanning electron microscope (FE-SEM) at an accelerating voltage of 15 kV and working distance of 8–10 mm. Analysed the SEM images (at least 200 particles, magnification 500×) using ImageJ software and calculated the powder sphericity using the formula Sphericity = 4πA/P2 (where A is the projected area and P is the circumference).
Particle size distribution was measured using a Bettersize 2000 laser particle size analyzer with distilled water as the dispersing medium, wavelength 627 nm and scanning frequency 10 kHz. Oxygen content was determined using a LECO ON836 oxygen–nitrogen analyzer. Approximately 0.1 g of powder sample was weighed and placed in a pre-degassed graphite crucible. Under helium carrier gas, the sample was melted in a pulse furnace at high temperature (>2500°C), releasing oxygen as carbon monoxide, which was detected by an infrared detector. Each sample was measured in triplicate, and the average value was reported.
Apparent density was measured by the Hall flowmeter method: 50 g of powder was allowed to flow freely through a standard funnel (orifice diameter 2.5 mm) into a measuring cup of known volume (25 cm3). After levelling the cup mouth, the powder was weighed, and the AD was calculated. Measurement standard: GB/T 1479.1 (ISO 3923-1). Tapped density (TD) was measured using a tap density tester: the powder from the AD test, together with the measuring cup, was placed on the tapping device, set at a tapping frequency of 200 taps/min for 3000 taps. Measurement standard: GB/T 5162 (ISO 3953).
Results and discussion
Influence of water atomization pressure on powder properties
Microstructure
Figure 2 presents the microstructure of 420 stainless steel powders at different water atomization pressures. At 90 MPa (Figure 2(a)), the powders consist primarily of near-spherical particles, but obviously large particles and agglomeration phenomena are observed. This is attributed to insufficient atomization energy leading to incomplete droplet fragmentation, and slower cooling rates resulting in collision and adhesion between particles. When the water atomization pressure increased to 110 MPa (Figure 2(b)), powder sphericity improved and agglomeration decreased, although a small number of irregular particles remained visible. Powder agglomeration is detrimental to the uniformity and densification of powders during subsequent injection and sintering processes. 2
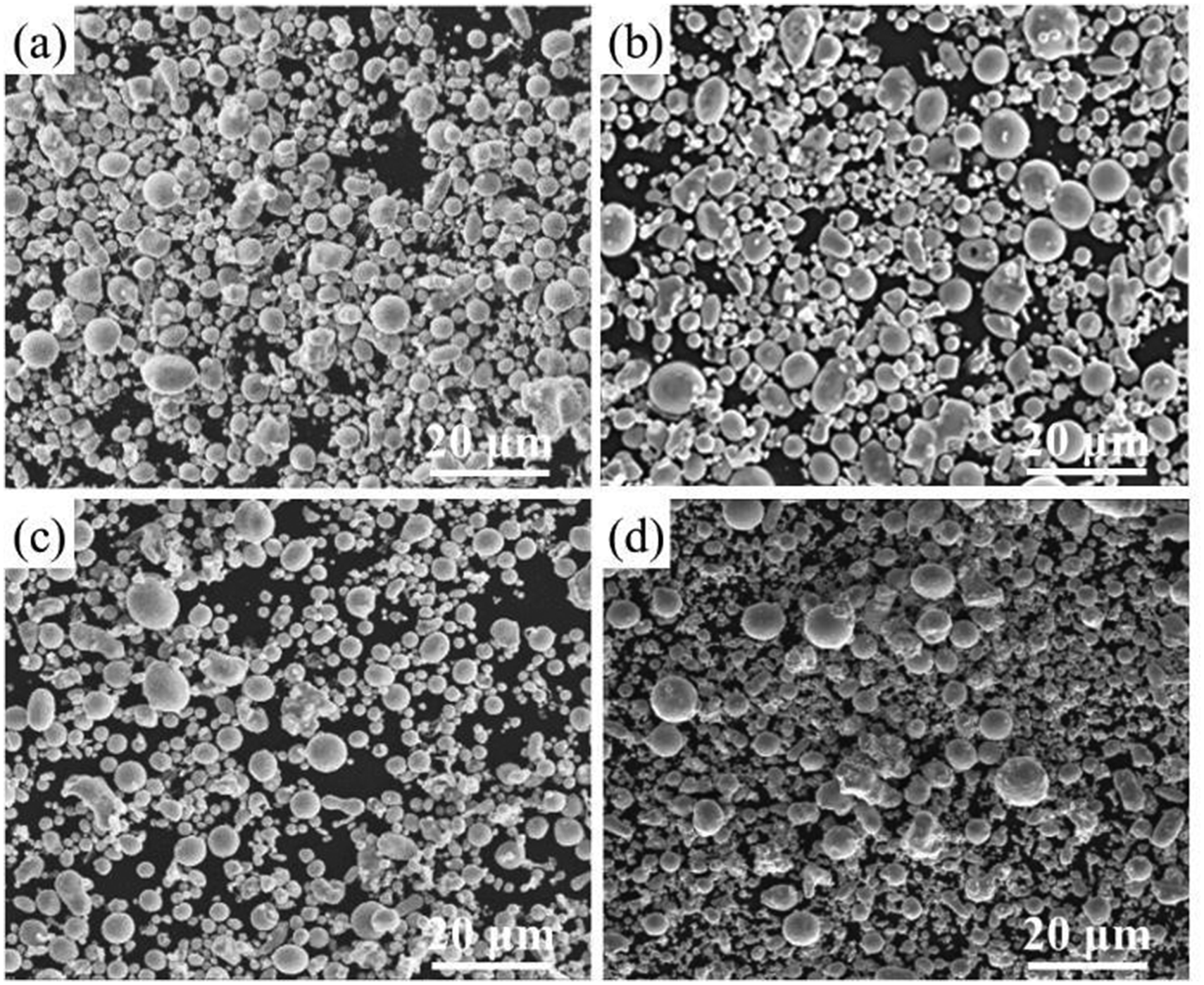
Microstructure of powders at different water atomization pressures: (a) 90 MPa; (b) 110 MPa; (c) 115 MPa; (d) 120 MPa.
Under 115 MPa conditions (Figure 2(c)), the powders exhibit regular spherical morphology with smooth surfaces and good dispersion. At this pressure, the atomization energy is sufficient to fragment the melt into fine droplets, while allowing adequate time for spheroidization driven by surface tension, enabling droplets to complete spherical contraction before complete solidification. 8 Such highly spherical powders are beneficial for improving feedstock flowability, reducing friction during injection and thereby improving the density uniformity and mechanical properties of MIM small-modulus gears.
When the water atomization pressure was further increased to 120 MPa (Figure 2(d)), numerous fine irregular particles and secondary agglomeration appeared in the powders. When the kinetic energy of the water jet is extremely high, excessive fragmentation occurs: this not only breaks the melt stream into primary droplets but also further shatters smaller droplets that have not yet solidified. This produces a large number of satellite particles, which do not have sufficient time to form spherical shapes under the influence of surface tension before solidifying; consequently, they remain irregular in shape and in a state of high surface energy, thereby promoting coalescence.
Furthermore, under the action of surface tension, powder particles are more prone to agglomeration. Such agglomerates easily adsorb onto each other during subsequent processing or storage, forming secondary agglomeration, which prevents uniform mold filling during the injection stage, affecting workpiece densification, strength and surface quality. It also causes uneven temperature distribution during sintering, ultimately affecting the mechanical properties and microstructure of MIM small-modulus gears.
Particle size distribution
Figure 3 illustrates the influence of water atomization pressure on the particle size distribution of 420 stainless steel powders. Compared with traditional linear plots, the frequency distribution plot on a logarithmic scale (Figure 3(a)) more clearly reveals the log-normal characteristics of the powder particle size distribution; moreover, the distributions at different pressures can all be well fitted by a log-normal function (R2 > 0.98).
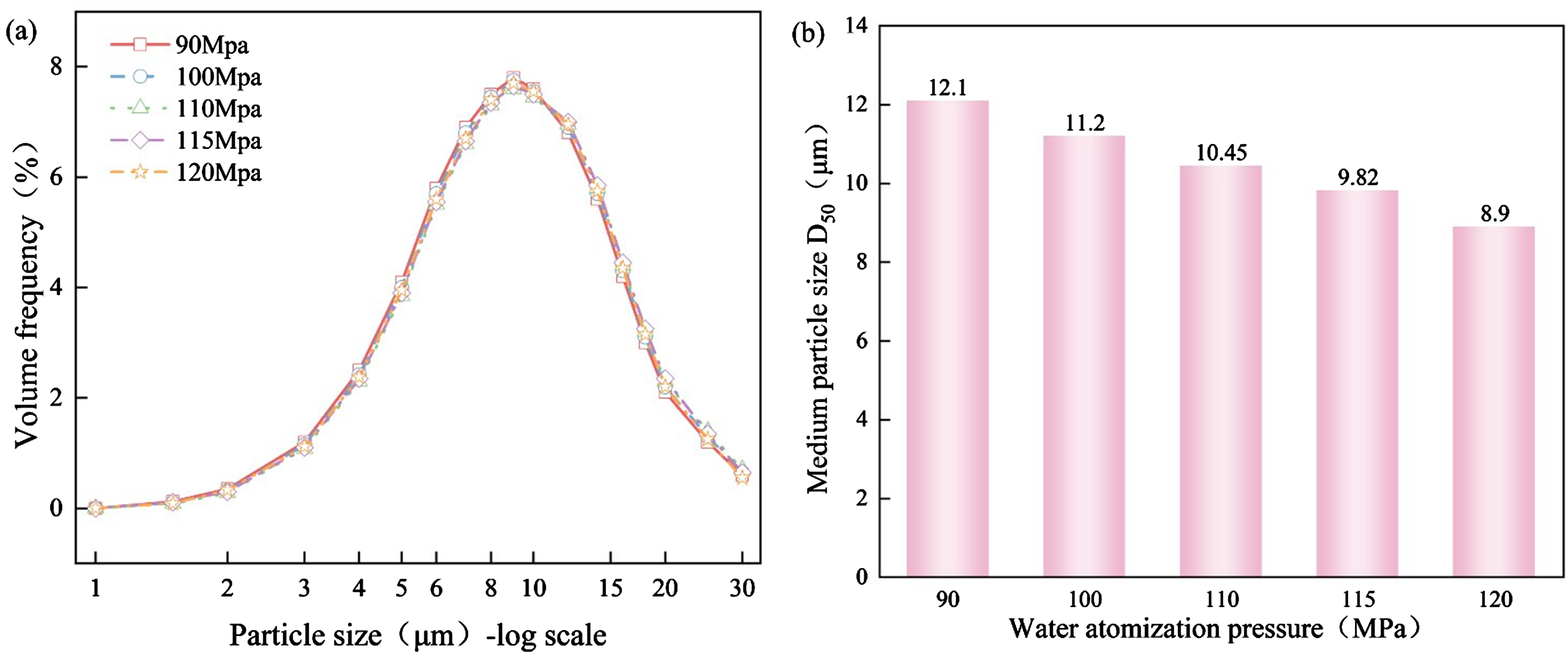
Effect of water atomization pressure on powder properties: (a) Volume frequency; (b) median particle size.
Figure 3(a) shows the volume frequency distribution of the powder at different water atomization pressures; the x-axis is on a logarithmic scale to reflect the log-normal distribution characteristics of the atomized powder. As the pressure increased from 90 MPa to 120 MPa, the distribution curve shifted overall towards finer particle sizes (D50 decreased from 12.10 μm to 8.9 μm), the peak frequency increased from approximately 7.5% to 7.8%, and the distribution width narrowed significantly. In particular, under conditions of 115 MPa and 120 MPa, the curve exhibits a sharper unimodal shape, with a marked increase in the proportion of particles within the 8–10 μm size range. The distribution shape on a logarithmic scale is closer to symmetry, confirming that the powder particle size follows a log-normal distribution.
As pressure increased from 90 MPa to 120 MPa, the median particle size (D₅₀) decreased from 12.10 μm to 8.9 μm (Figure 3(a) and (b)). The particle size range decreased with increasing atomization pressure; higher water atomization pressure resulted in more thorough secondary fragmentation of the metal stream, producing finer powder particles. Increased atomization pressure enhances the kinetic energy and impact force of the water flow, enabling more thorough fragmentation of the molten metal and generating more fine droplets. 6
Oxidation behaviour
During atomization, contact between molten metal and water generates water vapour that reacts with the metal, forming oxide films on powder surfaces and increasing oxygen content.13,14 Surface oxide films on powders are difficult to reduce during subsequent sintering, hindering densification and increasing porosity, thereby affecting the comprehensive properties of materials. 9
As shown in Figure 4, as water atomization pressure increased from 90 MPa to 120 MPa, the oxygen content of the powder decreased significantly from 0.35% to 0.15%, a reduction of 57.14%. At high temperatures, water vapour decomposes into H₂ and O₂ or reacts directly with the metal: Fe + H₂O → FeO + H₂. Under high water pressure, the partial pressure of water vapour is high, but the high-velocity water flow rapidly carries the vapour away, reducing contact time. Under high water pressure, droplet velocity is higher, flow rate is greater, and the cooling rate is faster. On one hand, high-pressure atomization produces finer powders with faster cooling rates, shortening the reaction time between high-temperature droplets and oxygen.6,15 On the other hand, high-pressure atomization creates stronger negative pressure suction effects in the atomization zone, reducing the residence time of water vapour and decreasing the probability of contact between droplets and oxidizing atmospheres. 14 Notably, when pressure increased from 115 MPa to 120 MPa, the rate of decline in oxygen content slowed (from 0.17% to 0.15%), indicating diminishing marginal returns of further pressure increase on oxygen reduction.
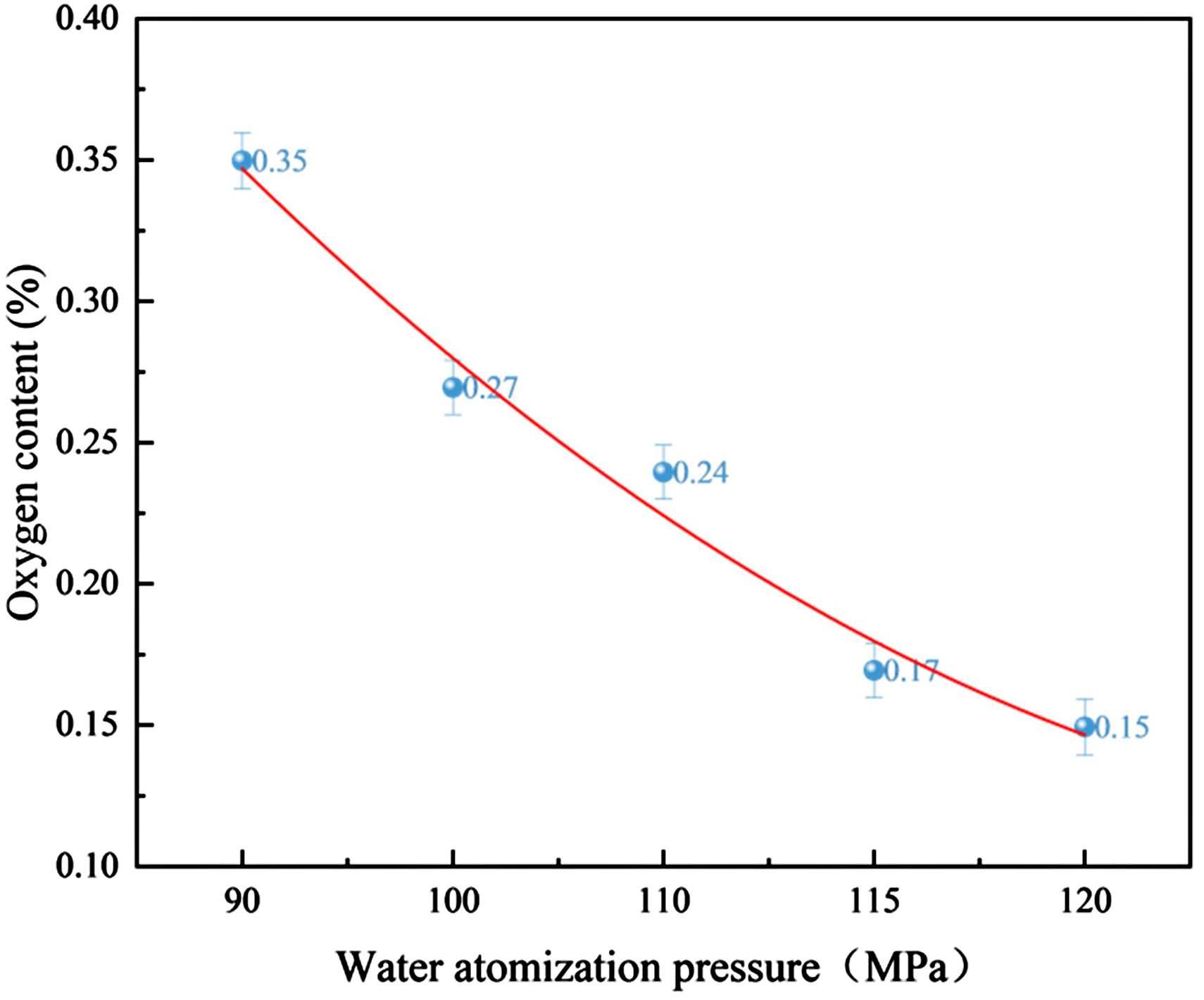
Effect of water atomization pressure on powder oxygen content.
Flowability and sphericity
Powder sphericity and flowability are critical parameters determining the rheological properties of MIM feedstock. In accordance with standard operating procedures, the atomized powder was passed through a 150-μm sieve to remove ultrafine particles or agglomerates, after which its flowability (Hohler flow rate) was measured. Although the D50 value is small (approximately 10 μm), its high sphericity and narrow particle size distribution ensure that the flowability is stable and measurable. As shown in Figure 5, when water atomization pressure increased from 90 MPa to 115 MPa, sphericity improved from 0.79 to 0.91, and flow time measured by Hall flowmeter decreased from 21.5 s/50 g to 18.9 s/50 g (indicating improved flowability).
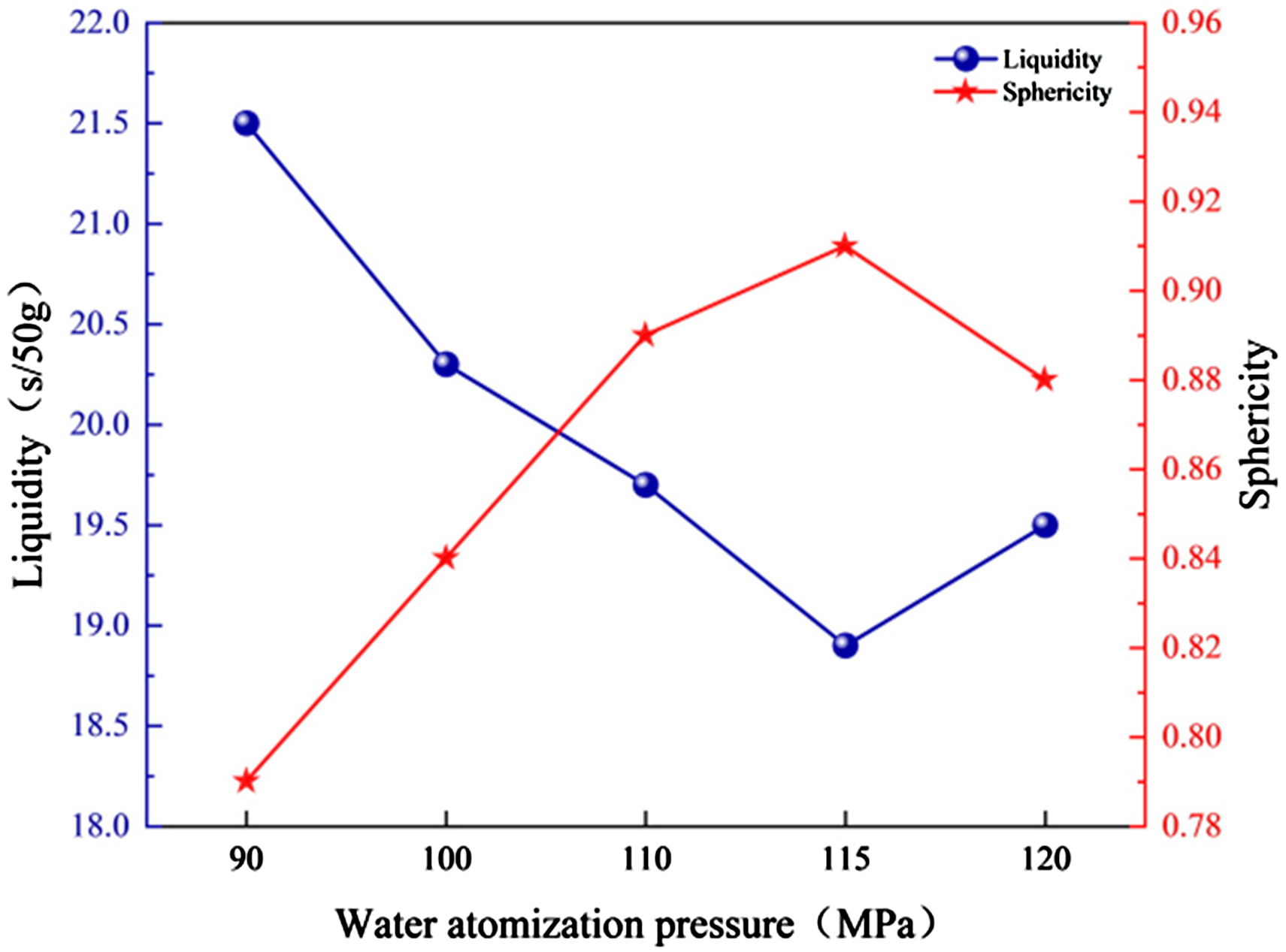
Effect of water atomization pressure on powder flowability and sphericity.
The improvement in sphericity originates from more thorough droplet fragmentation and complete action of surface tension at high pressures. During atomization, powder shape is influenced by droplet solidification and spheroidization time; if solidification time exceeds spheroidization time, droplets complete the spheroidization process before solidification, forming spherical powders, whereas the opposite results in irregular powders. 9 At 115 MPa, droplets complete spheroidization before solidification; at 120 MPa, excessively fine droplets cool too rapidly, causing a slight decrease in sphericity (to 0.89). The improvement in sphericity stems from more thorough droplet fragmentation and more complete action of surface tension at high pressures; highly spherical particles reduce interparticle friction and mechanical interlocking, thereby improving flowability. However, when pressure further increased to 120 MPa, sphericity decreased to 0.89 and flow time extended to 19.5 s/50 g. This is attributed to increased interparticle friction and agglomeration effects caused by increased irregular fine particles, consistent with the aforementioned SEM observations. Therefore, an appropriate increase in water atomization pressure is beneficial for reducing particle size and improving powder flowability, but excessive pressure produces counterproductive results.15,16
Apparent density and TD
Figure 6 shows the influence of water atomization pressure on powder AD and TD. Both densities reached maximum values at 115 MPa: AD 4.28 g/cm3, TD 4.53 g/cm3. At 115 MPa, the high sphericity and narrow particle size distribution of the powders enable the closest packing of particles with minimum porosity. At lower pressures (90 MPa), irregular and coarse powder particles easily cause bridging phenomena, resulting in lower AD (3.37 g/cm3); at excessive pressures (120 MPa), increased irregular fine particles enhance interparticle friction, similarly reducing packing density. The high consistency between TD and AD also indicates good compaction potential of the powders, favourable for high solids loading formulation of MIM feedstock.
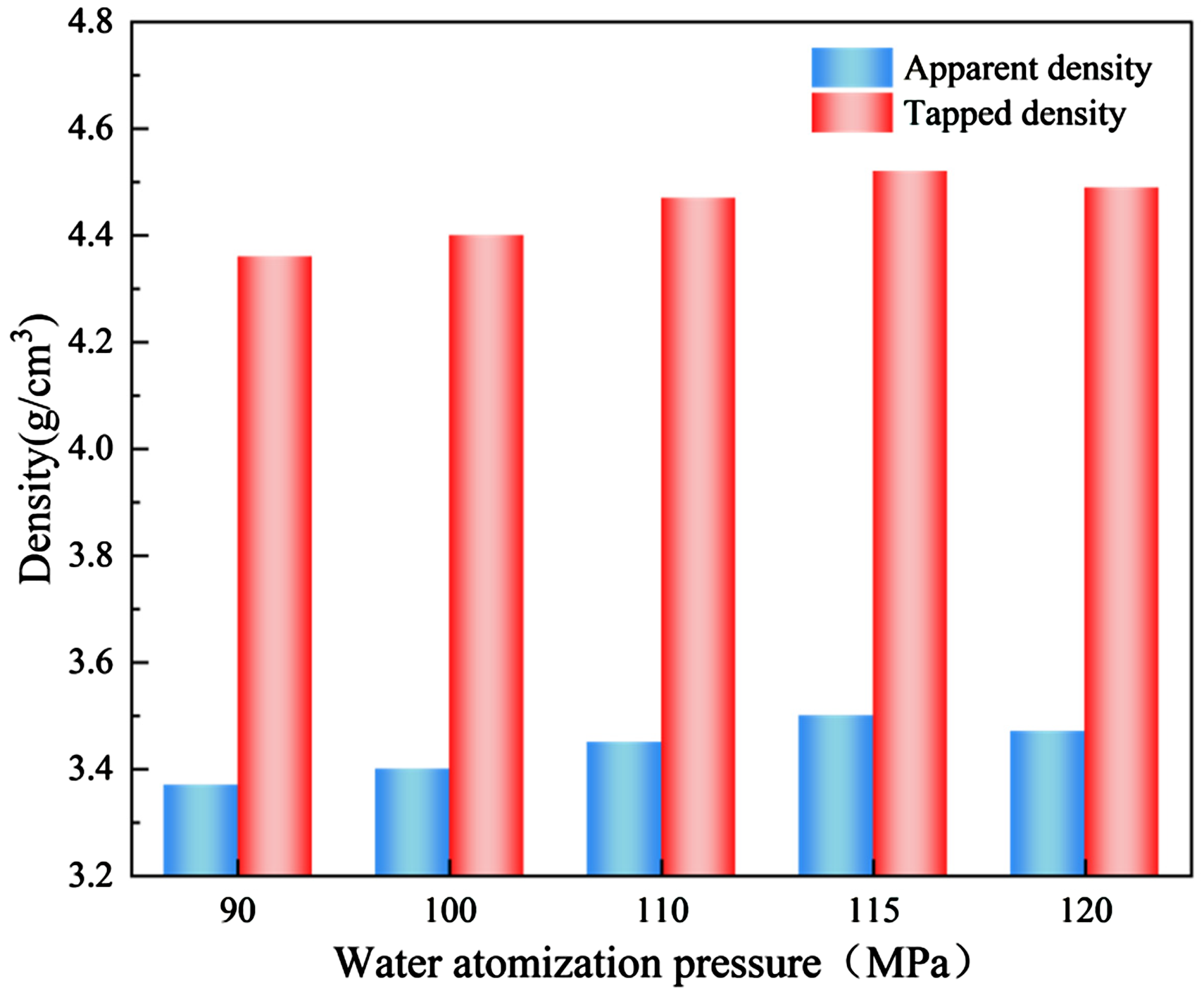
Effect of water atomization pressure on powder apparent density and tapped density.
Influence of pre-oxidation treatment on powder storage stability
Oxygen content variation
The optimal powder prepared under 115 MPa conditions was subjected to pre-oxidation treatment to improve its storage stability. The powder was placed in a tubular rotary furnace and treated at 100 °C, 200 °C and 300 °C for 10 min under 90% Ar + 10% O₂ atmosphere, followed by furnace cooling.
The use of a rotary furnace ensures that the powder is heated uniformly in an oxidizing atmosphere, simulating the tumbling or fluidized bed passivation processes commonly employed in industrial powder processing. A gas atmosphere comprising 90% argon and 10% oxygen is selected with the aim of rapidly forming a thin, dense and stable oxide layer (passivation layer) on the particle surface under controlled conditions; this is a standard accelerated passivation method. Although this atmosphere is oxidizing, the low partial pressure of oxygen (10%) prevents excessive, rapid or uneven oxidation, thereby avoiding deterioration in powder quality. This treatment is designed to protect the powder from further significant oxidation during subsequent storage and handling, simulating the effects of a controlled passivation step.
The treated powders and untreated powder were stored in dry air at room temperature, and their oxygen content was measured by an oxygen–nitrogen analyzer after 0, 4, 8, 12 and 16 days of storage. Table 3 presents the oxygen content data at different storage times. Untreated powder (Sample 1#) exhibited an oxygen content increase from 0.17% to 0.365% after 16 days of storage, an increase of 114.7%, indicating poor oxidation resistance. After pre-oxidation treatment at 100 °C (Sample 2#), the initial oxygen content increased to 0.20%, but the growth rate during storage was significantly reduced, reaching 0.28% after 16 days. After treatment at 200 °C and 300 °C (Samples 3# and 4#), initial oxygen contents were 0.22% and 0.225%, respectively, but growth during storage was extremely slow, ultimately stabilizing at 0.285% and 0.26%, respectively.
Oxygen content of pre-oxidized powder stored for different durations.

The variation in powder oxygen content can be explained by oxygen atom diffusion kinetics. According to the Arrhenius equation, as shown in formula (1):
Oxygen increment rate
The oxygen increment rate can be used to characterize the degree of powder oxidation. Based on Table 2, the oxygen increment rate was introduced. After pre-oxidation, powders were analyzed for oxygen increment rate at different storage times. The calculation formula for oxygen increment rate is shown in formula (2), and the variation results are shown in Figure 7:
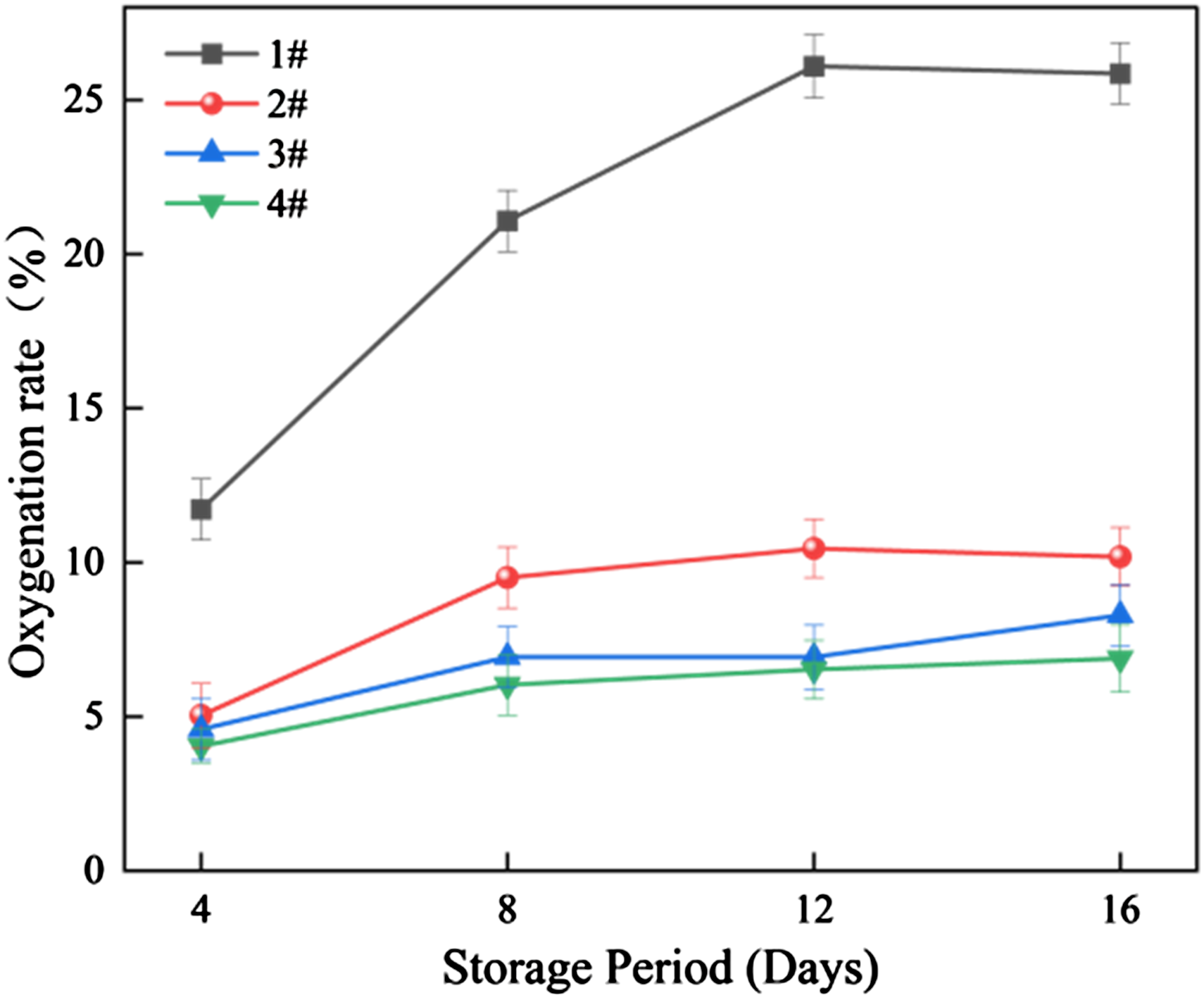
Effect of storage time on powder oxygen content.
where ΔAT is the oxygen increment rate; m0 is the initial oxygen content (at day 0); and mt is the oxygen content after different storage times.
According to Figure 7, which shows the variation of oxygen increment rate with storage time under different treatment conditions, untreated powder (Sample 1#) exhibited approximately linear increase in oxygen increment rate with time, reaching 114.7% at 16 days, indicating a continuous oxidation reaction. After pre-oxidation treatment at 100 °C (Sample 2#), the growth rate of oxygen increment rate was significantly reduced, reaching 40.0% at 16 days, indicating that the surface oxide film has certain protective effects. After treatment at 200 °C and 300 °C (Samples 3# and 4#), the oxygen increment rate increased slightly in the initial stage (0–4 days) and then rapidly stabilized, reaching only 29.5% and 15.6% at 16 days, respectively, significantly lower than Sample 2#.
At higher temperatures, oxidation reaction rates are relatively rapid; as the reaction progresses, the oxygen increment rate tends to stabilize, possibly because oxidation reactions gradually reach equilibrium at high temperatures. According to the Arrhenius equation, increased temperature enhances initial oxidation rates but promotes the formation of dense oxide films, thereby effectively blocking subsequent oxygen diffusion channels. 17
Therefore, pre-oxidation treatment at 300 °C achieves optimal antioxidant effects while controlling initial oxygen content increase (pre-treated oxygen content 0.225% vs. untreated 0.170%), providing effective protection for long-term powder storage.
Conclusions
This study systematically investigated the influence of water atomization pressure (90–120 MPa) on the properties of 420 stainless steel powders prepared by combined water–gas atomization. The main conclusions are as follows:
Water atomization pressure significantly affects the particle size characteristics of 420 stainless steel powders. As pressure increased from 90 MPa to 120 MPa, powder D₅₀ decreased from 12.10 μm to 8.9 μm, particle size distribution span narrowed from 1.85 to 1.42, and fine powder (8–13 μm) yield increased. Moderate pressure increase benefits thorough melt fragmentation, but excessive pressure (120 MPa) leads to over-fragmentation and agglomeration. Optimal overall performance, including good sphericity and flowability, was achieved at 115 MPa; however, Hausner ratio analysis at different pressures indicated that the powder's overall spherical morphology remained stable.
At this pressure, the powders exhibit optimal packing performance and MIM process adaptability.
Increasing water atomization pressure can reduce powder oxygen content, from 0.35% at 90 MPa to 0.15% at 120 MPa. This is attributed to the combined effects of increased cooling rates of fine powders and reduced residence time of water vapour. Pre-oxidation treatment (300 °C, 10 min) can form a dense protective oxide film on powder surfaces, stabilizing oxygen content during storage at approximately 0.26%, with relative oxygen increment rate reduced to 15.6%, significantly superior to untreated powder (114.7%). The optimal process parameters determined in this study are water atomization pressure 115 MPa combined with pre-oxidation treatment at 300 °C. The 420 stainless steel powder prepared by this process satisfies the performance requirements for raw powders in MIM small-modulus gears. Future work will focus on microstructural characterization of the pre-oxidation oxide film and its influence mechanism on sintering densification.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (grant number 52375047).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.