
Abstract
The influence of wet cleaning, as a promising process compared to washing, on the physical and chemical properties of functional cotton fabrics with high added value is presented. Fabric characterization before and after durable press finishing and after 10 cycles of washing and wet cleaning is made using standard methods – measuring dimensional stability, construction characteristics, crease resistance, tensile properties, swelling properties, appearance with coefficient of friction and geometrical roughness, surface characterization by scanning electron microscopy and electrokinetic potential. It can be seen that wet cleaning, which has been used in practice, together with adequate pretreatment, as a substitute for dry cleaning, can also be successfully implemented as a process to substitute washing, particularly when high-value-added articles are concerned.
Cotton fabric wrinkling in usage and wet processing can be prevented by cross-linking of cellulose using special compounds. Durable press (DP) reactants, for example resins, have been applied to improve crease resistance, smoothness, appearance and wash & wear properties for years. 1
Numerous authors consider anti-crease treatment the greatest achievement in the field of textile chemistry, particularly regarding finishing cellulose fabrics. At the beginning, melamine urea formaldehyde monomers were incorporated in the cellulose fibers, and polymerized at elevated temperature in the presence of catalysts into an elastic resin with weak reaction to the hydroxyl groups of the cellulose. 2 Resistance to creasing was increased in this way, while swelling and shrinking in the washing process were reduced. The good effects in regenerated cellulose were achieved by increasing strength in the wet state, while breaking strength and wear resistance of cotton fabric were decreased, unfortunately often to an unacceptable level. The application of later-invented compounds with two reactive groups, one of which is particularly interesting – dimethylol dihydroxyethyleneurea (DMDHEU) and its derivatives – offers satisfactory processing effects on cotton and its blends with polyester. When processing at elevated temperatures in the presence of a catalyst, usually magnesium chloride, DMDHEU molecules are covalently bonded with the adjacent cellulose chains, forming between them an elastic bridge, as shown by the equation below: 2
The application of reactants (DMDHEU) and the catalyst in proper process conditions should be tailored so as to have as low impact on tensile properties as possible, as well as to preserve easy care properties (crease resistant, fast drying). The improvement of DP effect can be obtained by the formation of covalent bonds between cellulose hydroxyl groups and reactive resin groups.3,4
Despite the positive effects, treatments applied reduce the strength of cotton fabrics. Since large amounts of the reactants are applied in the process up to 10%, they influence not only the physical but also the chemical characteristics of the treated cotton. The introduction of permanent intra-fiber cross-links restricts swelling and preserves crease recovery properties of the finished fabrics. After multiple washings, the covalent bonds partially hydrolyze, which reduces the obtained effects of resistance to creasing. Washing DP cotton fabrics in a detergent bath impacts the gradual release of cross-links by alkaline hydrolysis and the decrease of crease recovery. This phenomenon is well known and has been researched. 5 It is obvious that the alkali medium has an impact on the gradual removal of cross-links, so processing DP fabrics in a less alkaline bath could result in obtaining more permanent properties. Wet cleaning is a gentle professional procedure, performed in milder conditions than traditional washing, and it results in lower swelling of the fibers, 6 as well as in lower hydrolytic degradation of covalent bonds between DMDHEU and the cellulose fibers treated. It has been used in professional practice, primarily due to environmental considerations, as a substitute process to dry cleaning and can be quite successfully used to treat particular type of products. Articles of clothing are treated in special washing machines, with only a minimum of mechanical treatment, in gently acidic baths and at substantially lower temperatures of up to 30℃. Swelling and other changes of the fiber are thus considerably lower than when washing in conventional washing machines. Some authors speak about this treatment as dry cleaning in water. However, local pretreatment is necessary when removing some resistant spots and stains.6,7
The purpose of this paper is to study the impact of the wet cleaning process on the physical and chemical properties of DP cotton fabrics as well as fabric appearance, in comparison to washing in 10 cycles.
The initial and retained DP properties were tested using standard methods: resistance to creasing, breaking force and swelling – WRV (water retention value). The research is also focused on the application of streaming potential/streaming current, as a control methodology for the surface characterization of the fabrics before and after DP finish, as well as after 10 cycles of washing and wet cleaning. The morphology of cotton fabrics before and after cross-linking and after care processes was also characterized by scanning electron microscopy (SEM). Fabric appearance has been evaluated from the viewpoints of coefficient of friction and geometrical roughness.
Experimental details
Materials
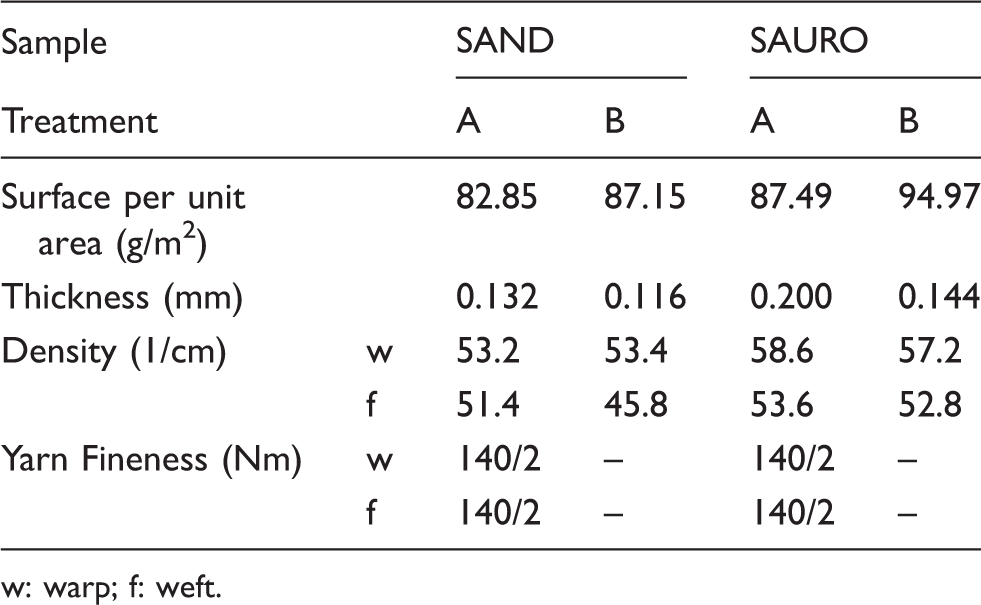
High-valued lightweight shirting fabrics, labeled as SAND and SAURO, were woven from two-plied compact ring spinning yarn, produced from 100% cotton (Egyptian Giza 87 with Extra Long Staple). The non-finished fabrics (A), with different technical characteristics, Figure 1 and Table 1, were treated in the following procedures (B): washing, drying, singeing, mercerization, drying, finishing, washing, drying, softening, sanforizing. Mercerization and sanforization impact fabric physical and mechanical properties as well. However, they have been included in the property changes for the untreated and finished fabrics.
The appearance of durable-press finished cotton fabrics (a) SAND – plain weave and (b) SAURO – a combination of twill and plain weave. Technical characteristics of untreated (A) and durable-press finished (B) fabrics w: warp; f: weft.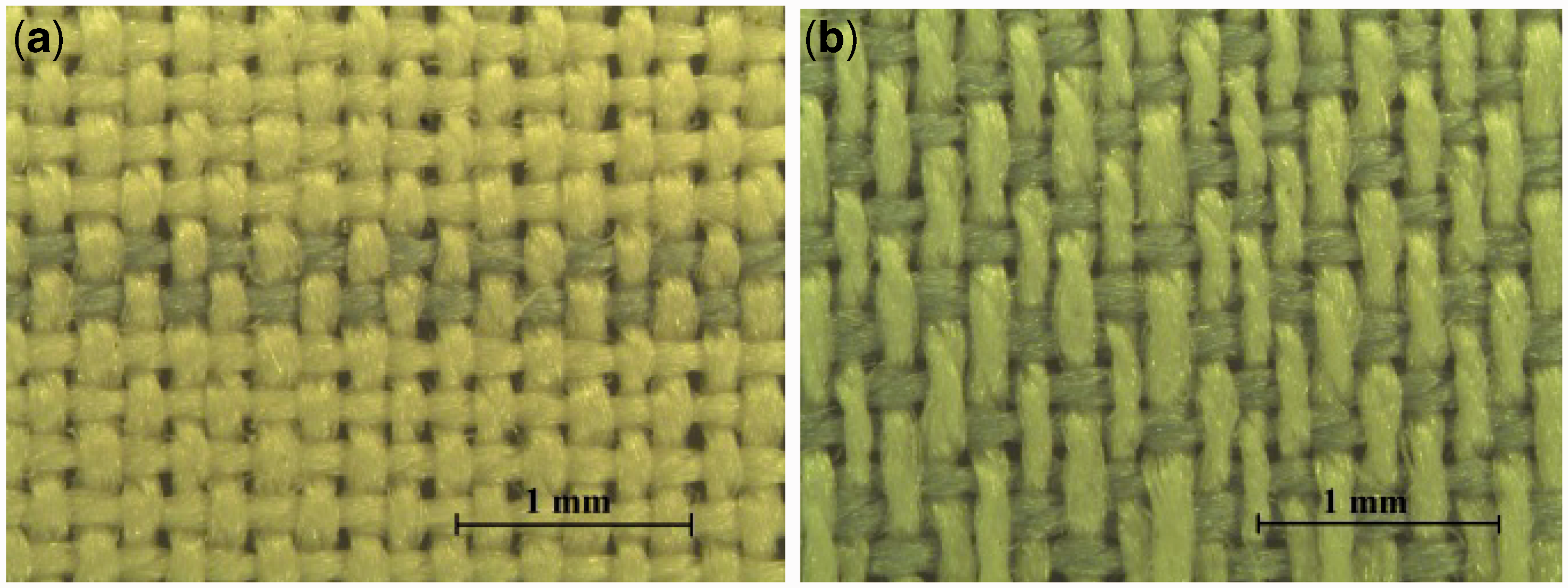
Finishing
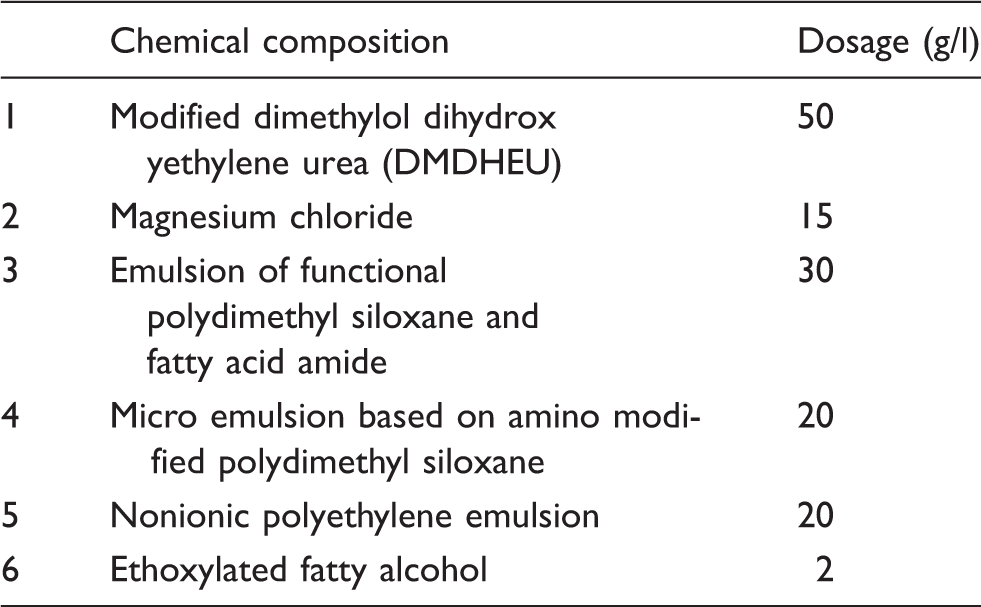
The composition of the bath for durable-press treatment
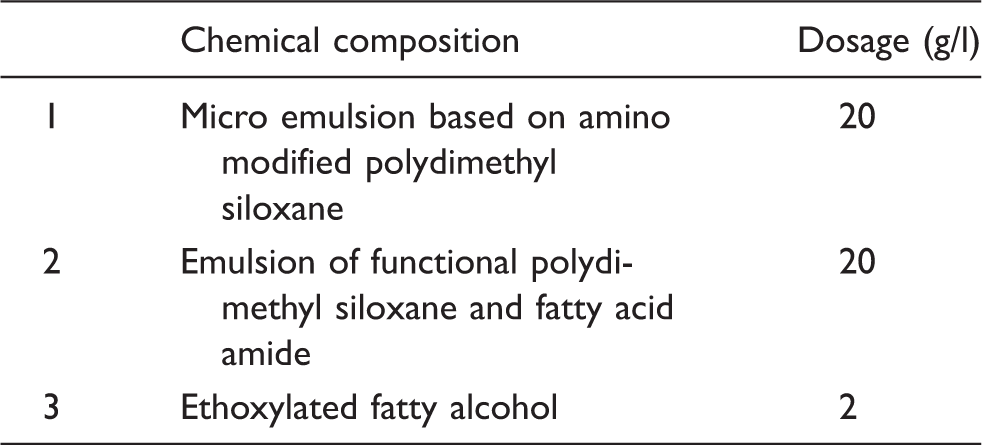
The composition of the softening bath
Washing
Tested cotton fabrics with added cotton ballast were washed in accordance to standard EN ISO 6330:2003 for domestic laundering at 60℃ with a standard detergent, ECE Color fastness test Detergent 77 at a concentration of 25 g/kg of laundry. The optimal filling ratio of laundering machine Whirlpool AWO/D 43136 was achieved by adding a white cotton fabric as ballast. Each washing cycle was followed by open air drying at 40℃ and ironing at 200℃.
Wet cleaning
The composition of the detergent for wet cleaning

The durability of finishing effects obtained was tested through the repetition of washing and wet cleaning of the cotton fabrics. DP finishing was performed at the industrial scale, while wet cleaning and washing were performed in professional machines.
Methods
Dimensional stability of the textile fabrics (S) was determined according to EN ISO 25077:2003. Sample crease recovery angle (α) was measured according to EN 22313:2008. Breaking force (Fp) and breaking elongation (ɛ) of the fabrics were determined according to EN ISO 13934-1:2008. WRV was defined as the volume of water per 100 g of absolute dry sample and was determined in accordance with the method DIN 53 814. It was calculated as the ratio of the mass of water retained in the fabric sample after the sample had been soaked for 30 minutes in distilled water at room temperature, then the water squeezed out of the fabric between two filter papers was weighted with the mass of 1 kg for 5 min, and centrifuged for 30 minutes at 3000 rpm, to the mass of absolute dry fabric (dried at 105 ± 5℃ for 4 hours). WRV was calculated by using the following formula:

The parameters mentioned were measured five times. A multifactor analysis of variance (ANOVA) was used to verify the influence of wet cleaning and washing on DP finish of cotton fabrics. The analysis was made employing the statistical program Statgraphics Centurion XV, Ver. 15.1.02. Measured physical properties (crease recovery angle and breaking force) were tested as dependent variables of three factors: weave (SAND/SAURO), maintenance (no/washing/wet cleaning) and fabric direction (warp/weft). Only the first two factors were used to test WRV. ANOVA was used to verify whether the factors were statistically significant or not, what their magnitude was, whether there was a statistical significant difference between dependent variables at different factors, and also if there were any interactions between the factors. P-values lower than 0.05 mean that the factors had a statistically significant effect on the physical properties at the 95.0% confidence level.
Surface characterization of cotton fabrics was performed by SEM and zeta potential. The surface of the DP finished fabrics before and after 10 washing and wet cleaning cycles was observed using scanning electronic microscope JSM-6060 LV. Surface effects after three wet cleaning and washing cycles were also tested. However, these results were not presented because their cumulative impact is not prominent and lies somewhere between 0 and 10 cycles.
The coefficient of friction (MIU) and geometrical roughness (SMD) of the fabrics were evaluated in warp and weft directions using a KES FB4 tester. The measurements of particular properties were calculated as the mean values of the three repetitions. 8
Zeta potential investigations are significant for all wet treatments of textile materials, especially when active groups are more concerned, for example in mercerization of cotton, in some chemical reactions, in cross-linking, etc.9,10
Zeta potential of cotton fabrics was determined by streaming the potential/streaming current method as the most convenient for the characterization of textile materials. The samples were rinsed in deionized water before ZP measurement, until conductivity of 4 μS/cm was achieved. Water was tested after rinsing and no surfactant was found in it.
Cotton samples were measured using the titration method (depending on the pH of 1 mmol/l KCl) in a cylindrical cell of an electrokinetic analyzer, EKA, manufactured by Anton Paar GmbH, Austria.11,12
Results and discussion
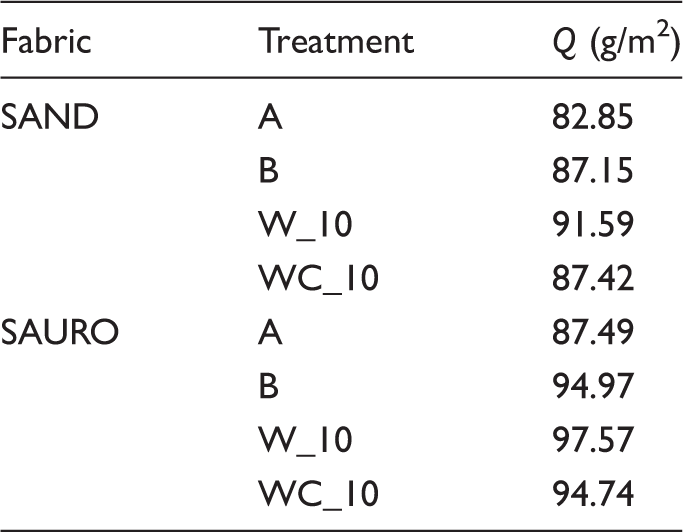
Mass per unit area (Q) of untreated (A) and durable-press finished (B) fabrics, before and after 10 washing (W_10) and wet cleaning (WC_10) cycles
Shrinkage (S) of durable-press finished (B) fabrics in warp (w) and weft (f) directions
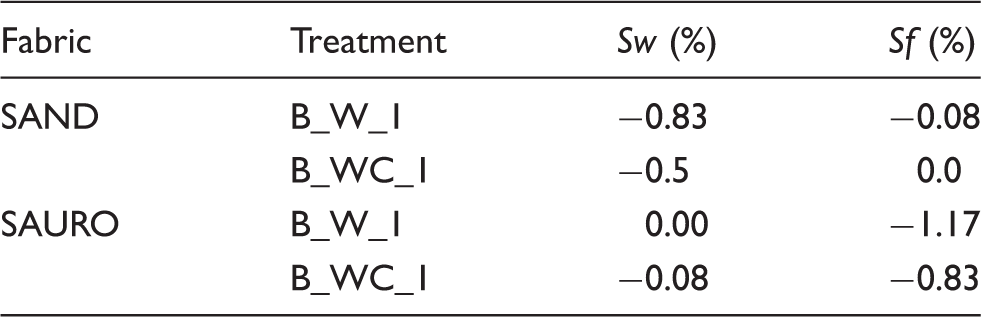
The results for dimensional stability of all the samples were negative, which indicated shrinkage both in washing and wet cleaning. Minor swelling in wet cleaning was caused by milder process conditions, lower temperatures and the composition of the bath. The agents used for wet cleaning were slightly acidic and contained additives based on collagen, which protected fibers from shrinkage. These results were expected, because the cross-linked chains of cellulose molecules reduce fiber swelling in an aqueous medium, increasing their dimensional stability. 9 Therefore, DP finishing is often called chemical sanforization.
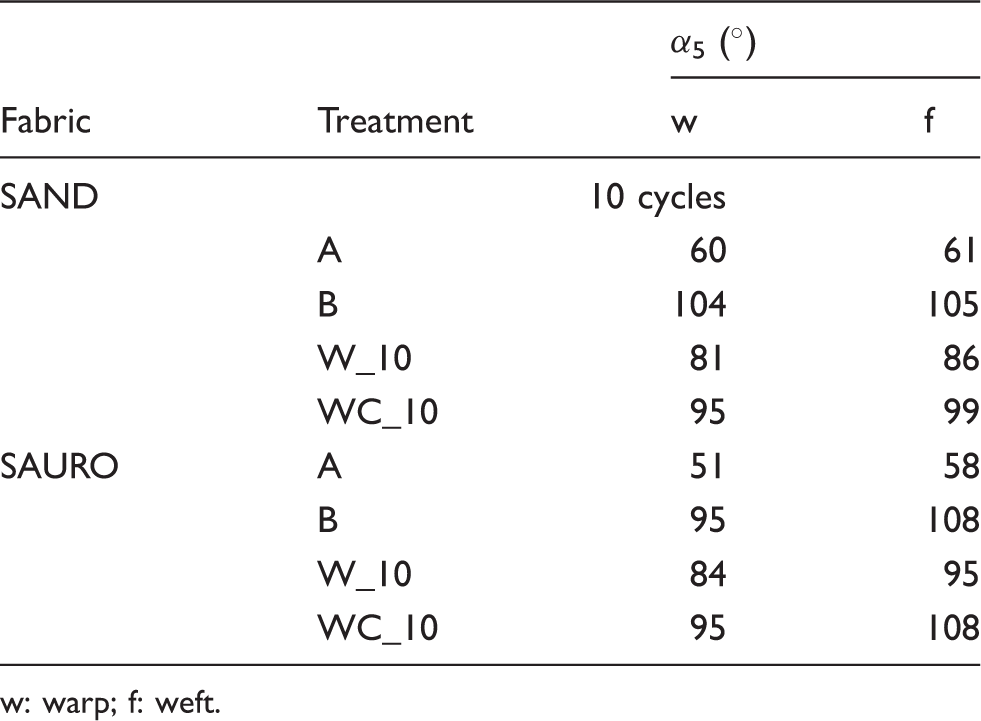
Crease recovery angles (α5) of untreated (A) and finished fabrics before (B) and after 10 washing (B_W_10) and wet cleaning (B_WC_10) cycles
w: warp; f: weft.
Crease recovery angles were significantly increased after DP finish, which was exactly the purpose of the treatment. Washing the fabrics in 10 cycles resulted in decreased crease recovery angles in the warp and weft directions of both fabrics. The intensity of the changes in crease recovery angles of the fabrics after 10 cycles of wet cleaning was lower compared to the changes after the same number of washing cycles. Durability of anti-crease finish and the degree of cross-linking after 10 cycles were better in the case of wet cleaning, which clearly indicates the advantages of wet cleaning over conventional washing.
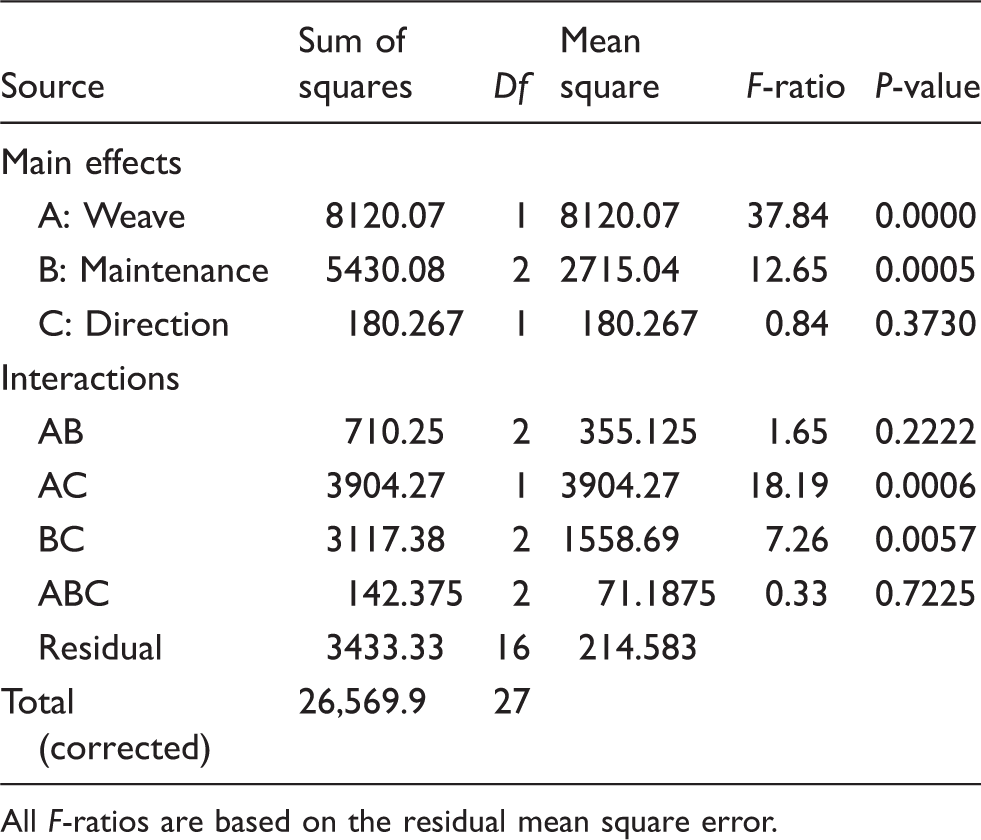
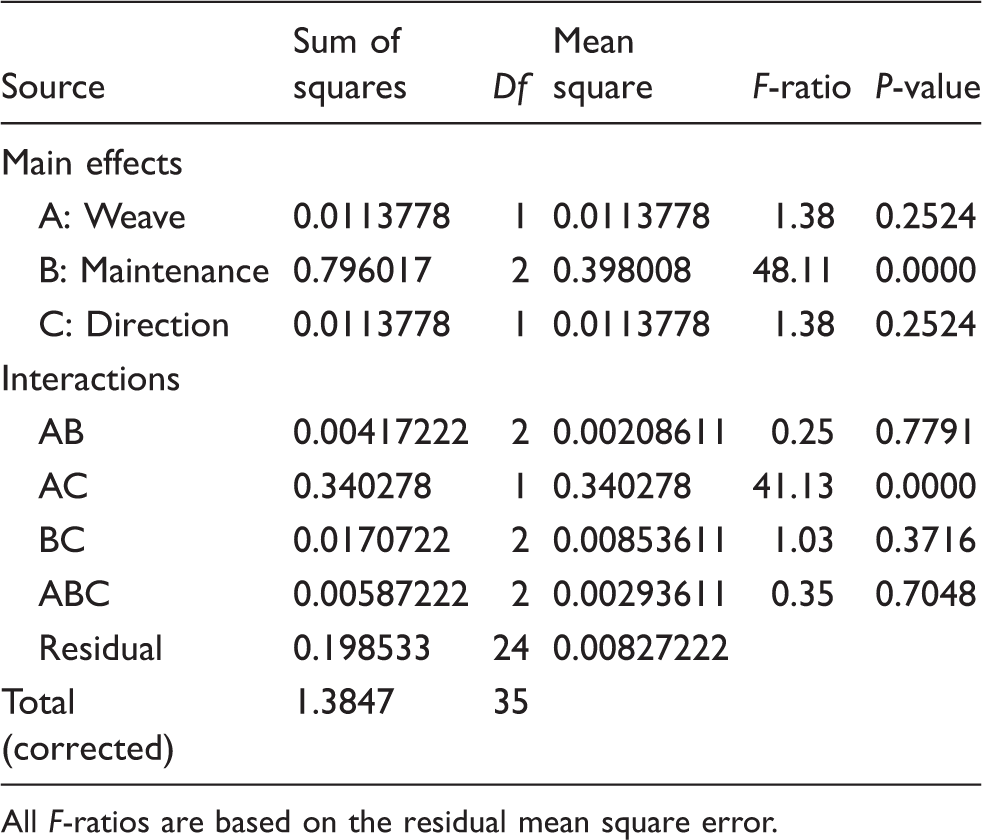
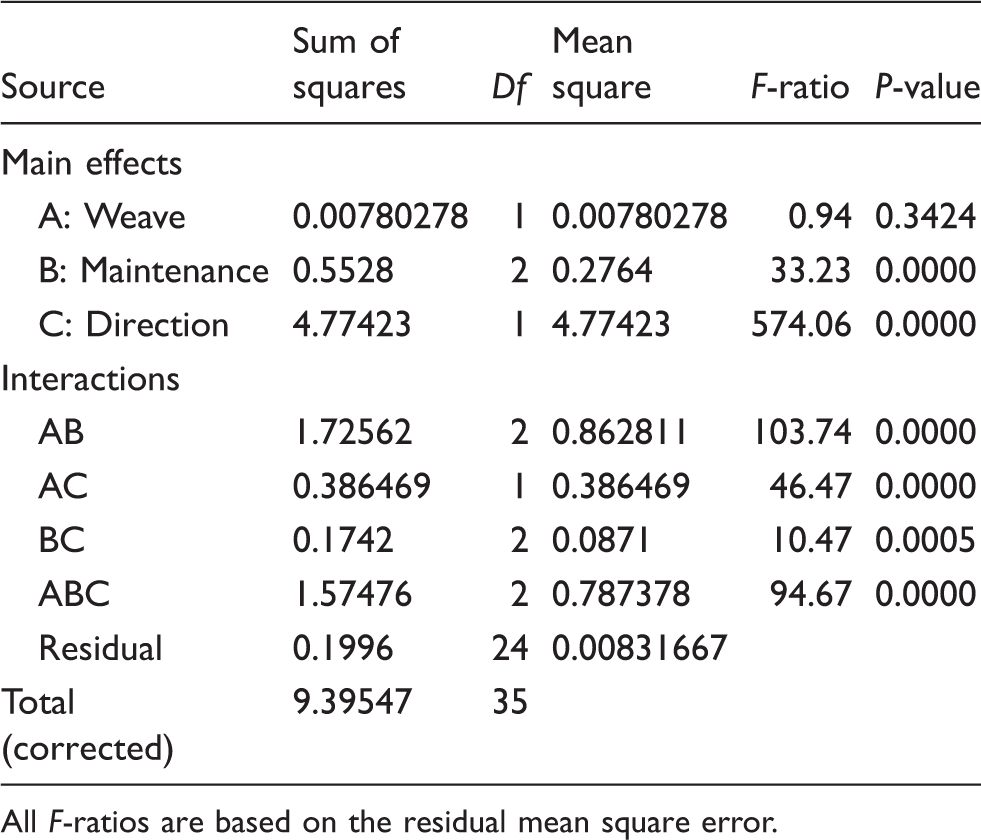
Analysis of variance for crease recovery angles – Type III sums of squares
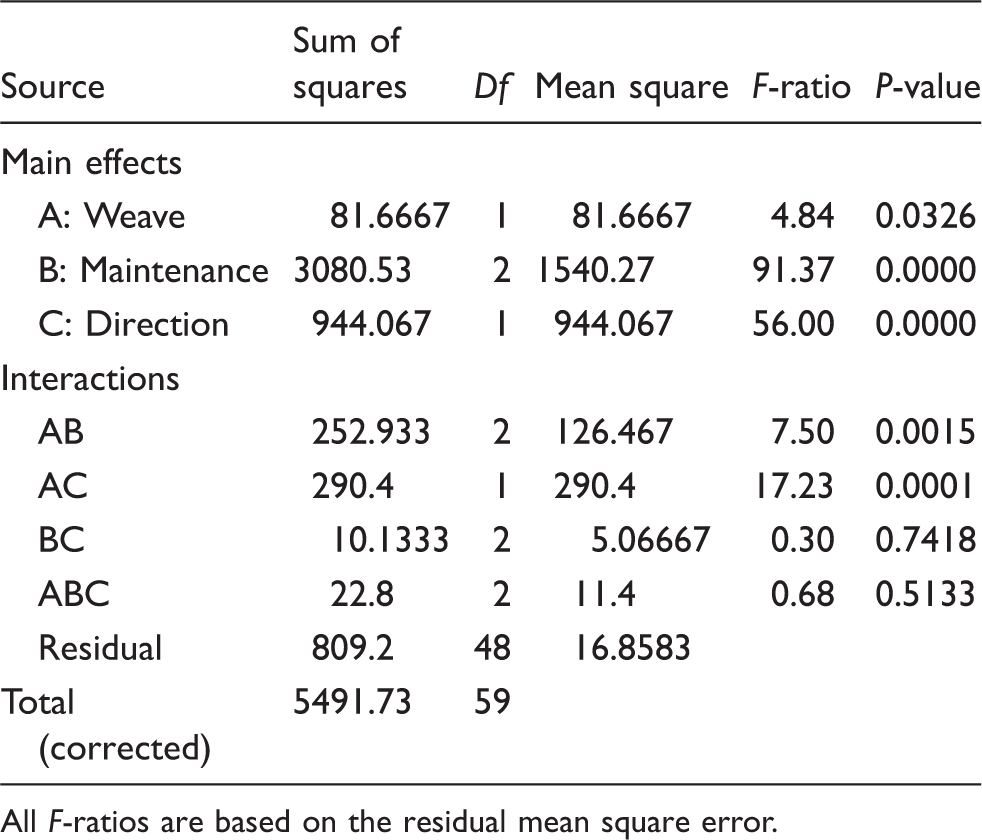
All F-ratios are based on the residual mean square error.
Figure 2 shows that maintenance influenced the decrease of crease recovery angles. The changes were higher for washing then for wet cleaning. The crease recovery angles show a similar decreasing trend in both warp and weft directions of the fabrics (Figure 2(b)).
The dependence of the means of crease recovery angles on maintenance (a) and the interaction between crease recovery angles and maintenance (b).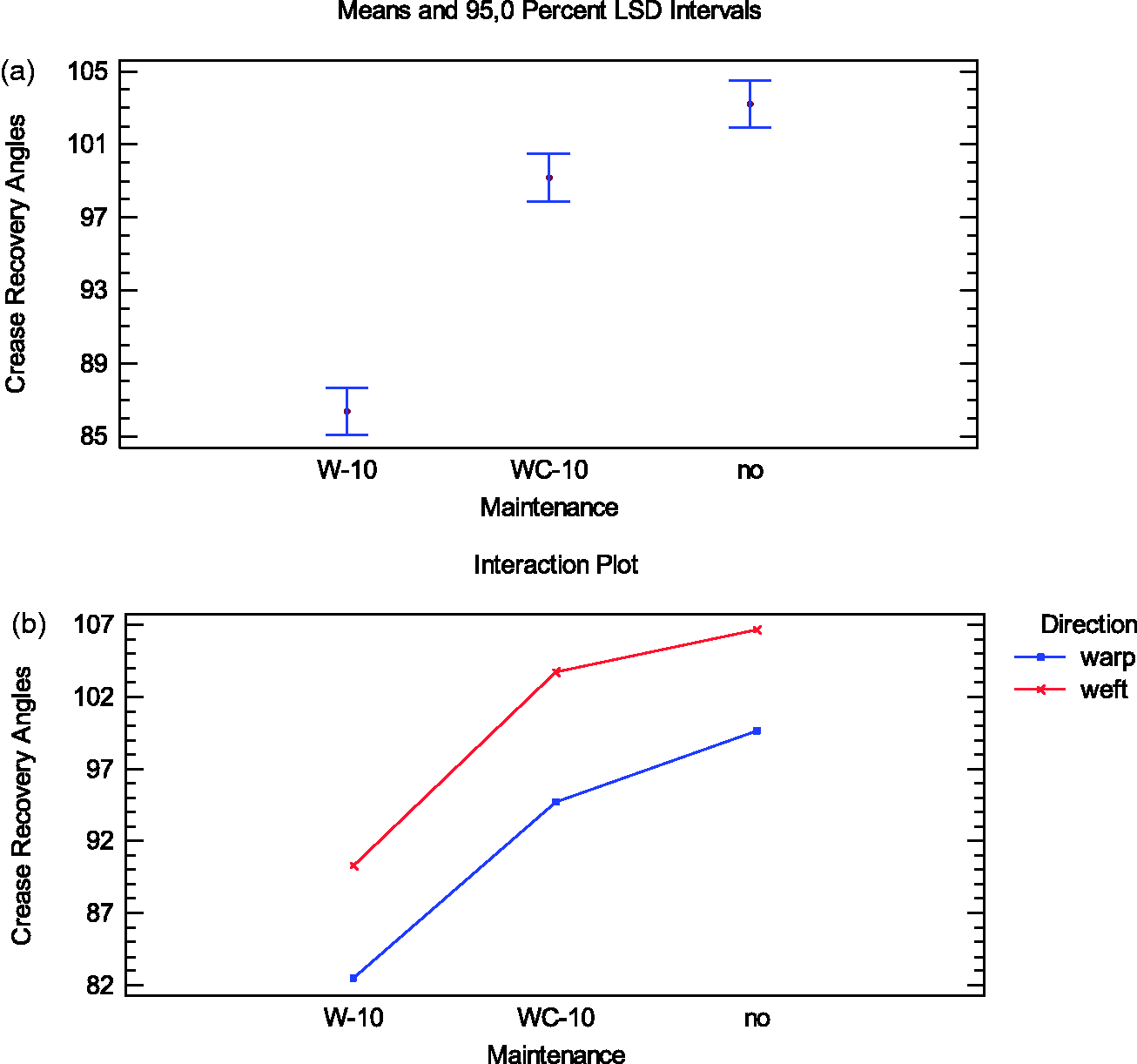
Breaking force (Fb) and elongation (ɛ) of untreated (A) and finished fabrics before (B) and after 10 times washing (B_W_10) and wet cleaning (B_WC_10), in warp and weft directions
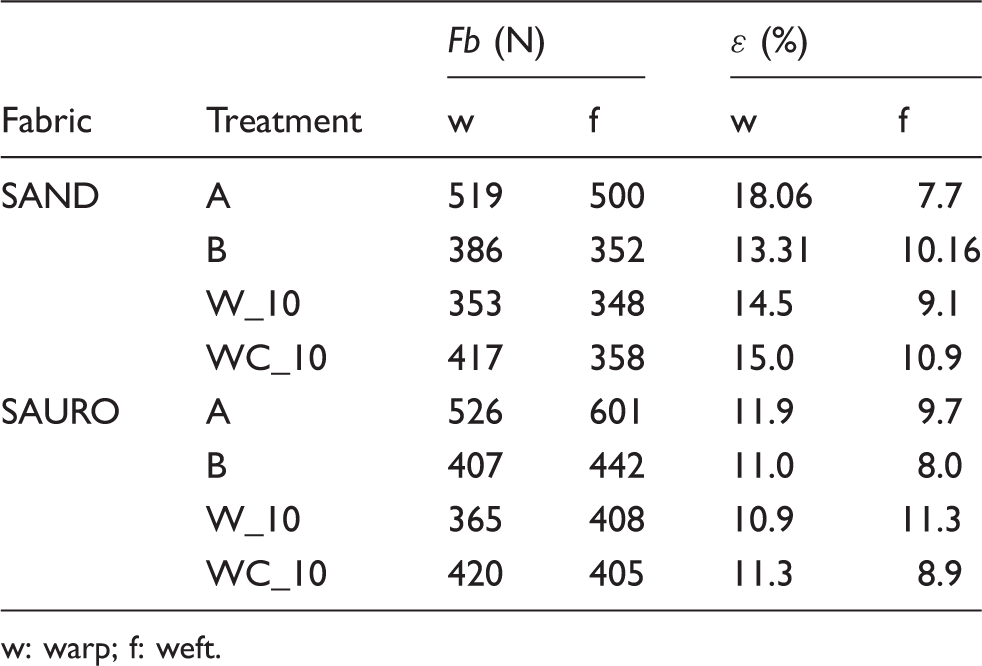
w: warp; f: weft.
Anti-crease finishing of cellulose-based materials is always connected with reduced breaking strength as the result of material brittleness and the lowering of equilibrium moisture regain. It is generally considered that for an increase in crease recovery angle of 10 °, a decrease of breaking force could be up to 7%. 3 The results obtained in this research are within these limits. The breaking force of treated samples was decreased after 10 washing cycles. This can be attributed to more intensive mechanical agitation during the washing process. The impact of wet cleaning on mechanical properties is considerably lower, thus even a slight increase of tensile force was noted, caused by partial rupture of macromolecular chains. The structure became more flexible and more elastic, due to softening of the cotton fabrics treated after wet cleaning.
Analysis of variance for breaking force – Type III sums of squares
All F-ratios are based on the residual mean square error.
A significant drop of breaking force was found only after 10 washing cycles for cotton fabrics, while 10 wet cleaning cycles had a negligent impact on breaking force (Figure 3). The changes in breaking force associated with maintenance were similar in warp and weft directions of the fabrics.
The dependence of the means of breaking force on maintenance (a) and the interaction plot of breaking force and maintenance (b).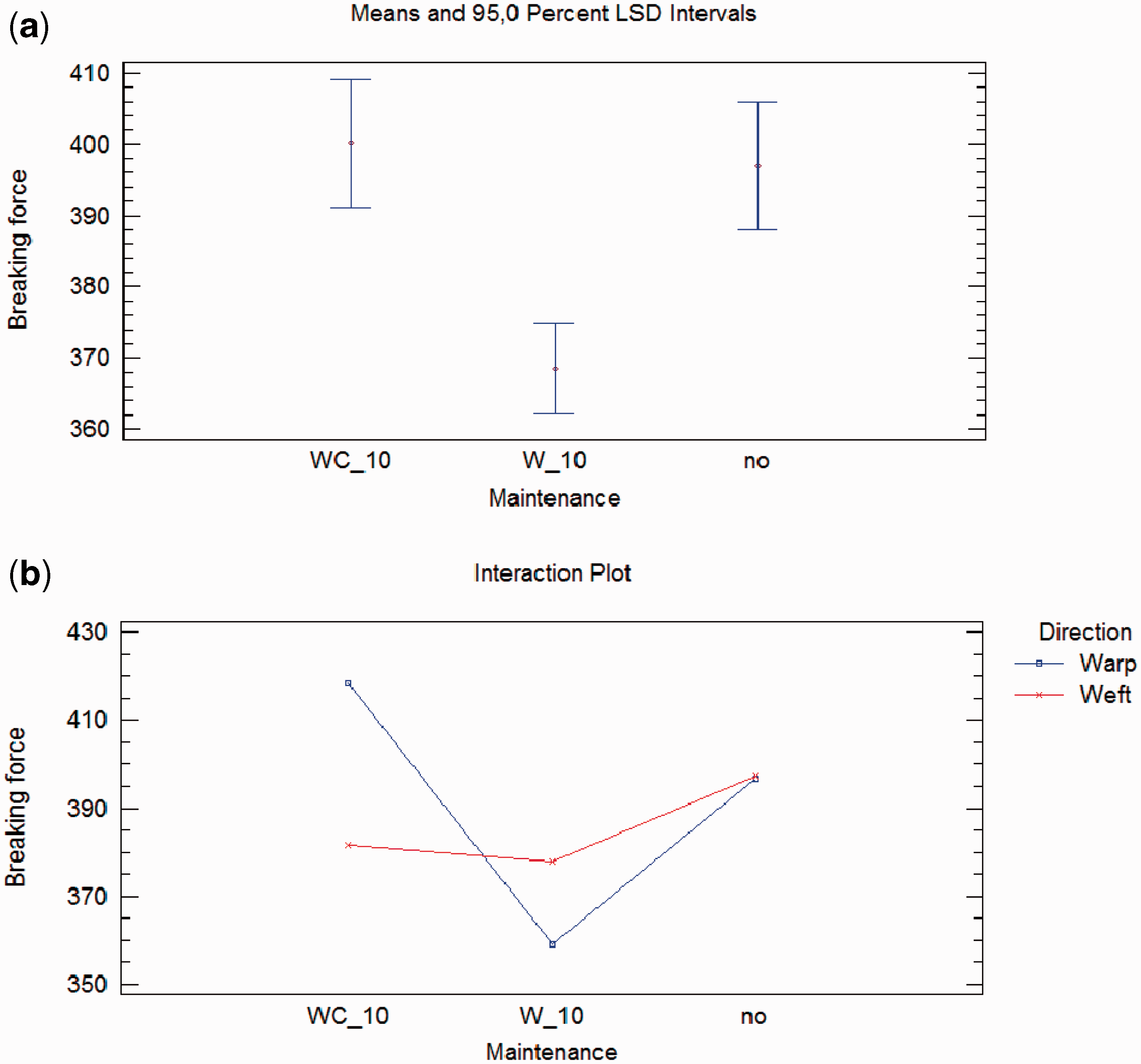
Wet cleaning after 10 cycles is statistically proved to be a milder process, regarding the above-mentioned physical properties, than washing.
It was confirmed that DP finishing (B) influenced water absorption on the untreated fabrics (A), reflected as a decrease of WRV as a measure of fiber lower swelling, caused by cross-linking of cellulose chains during the curing process (Figure 4).
Water retention values (mean values and their errors), WRV, after 30 minutes of swelling in water in dependence of treatment (A – untreated, B – durable-press treated) and after maintenance (W_10 – 10 cycles of washing, WC_10 – 10 cycles of wet cleaning).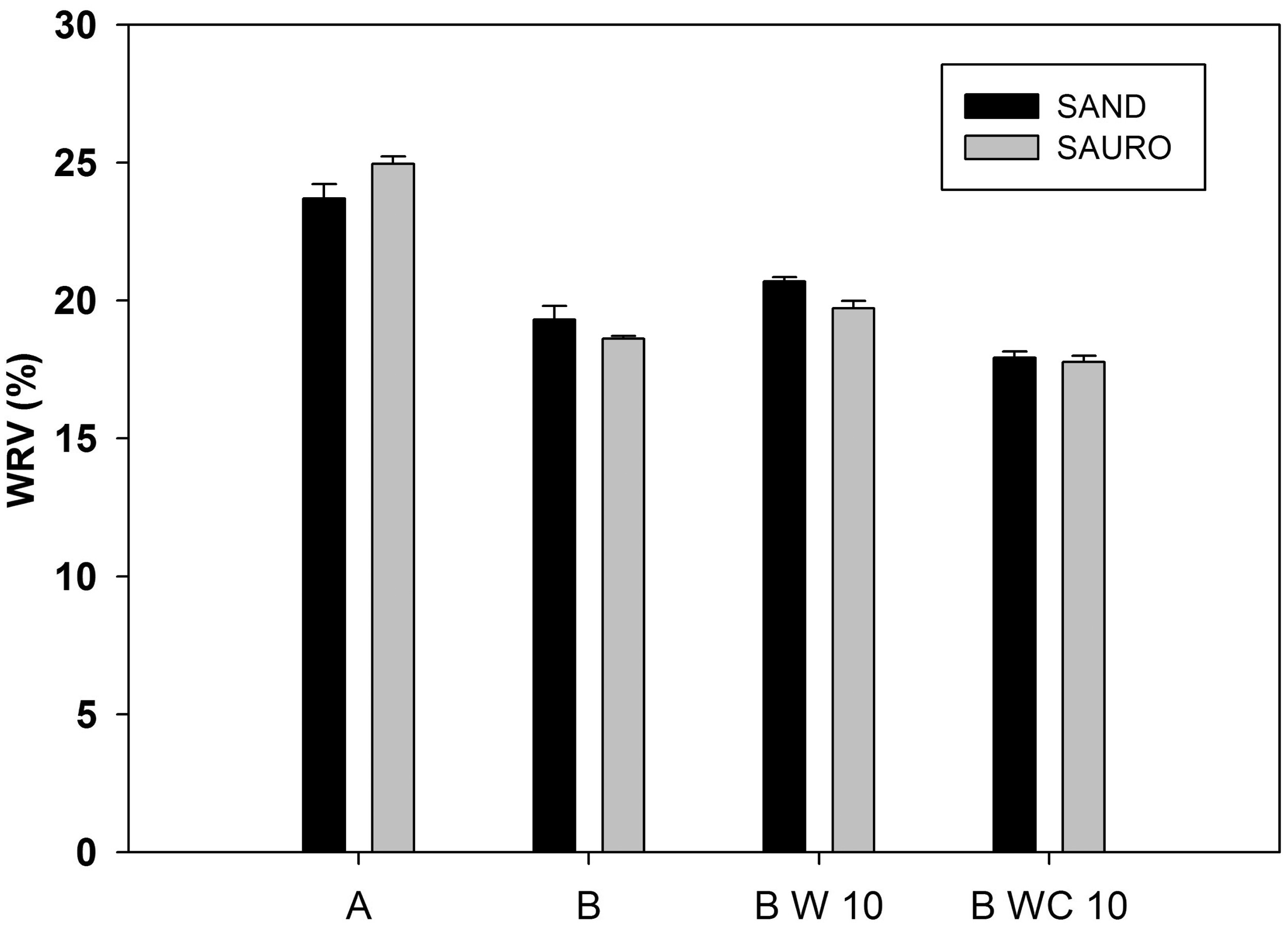
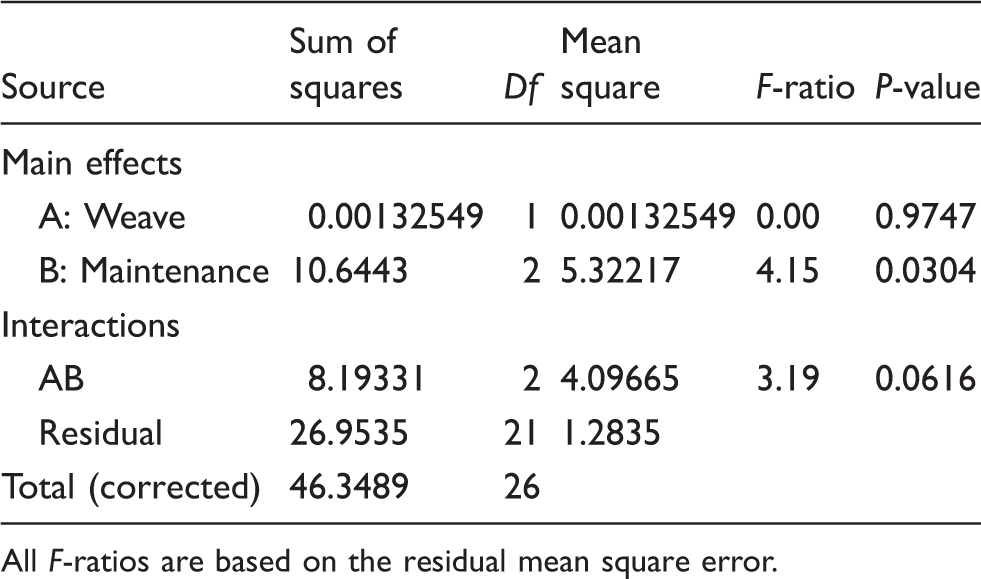
The analyses of variance (Table 11, Figure 5) shows significant changes, that is, increasing of water retention after 10 washing cycles only, while water sorption remained almost unchanged after 10 wet cleaning cycles. Weave had no influence on WRVs (the P-value is higher than 0.05) (the F-ratio is 0.00).
The dependence of the means of water retention value (WRV) on maintenance (a) and the interaction plot of WRV and maintenance (b). Analysis of variance for water retention value – Type III sums of squares All F-ratios are based on the residual mean square error.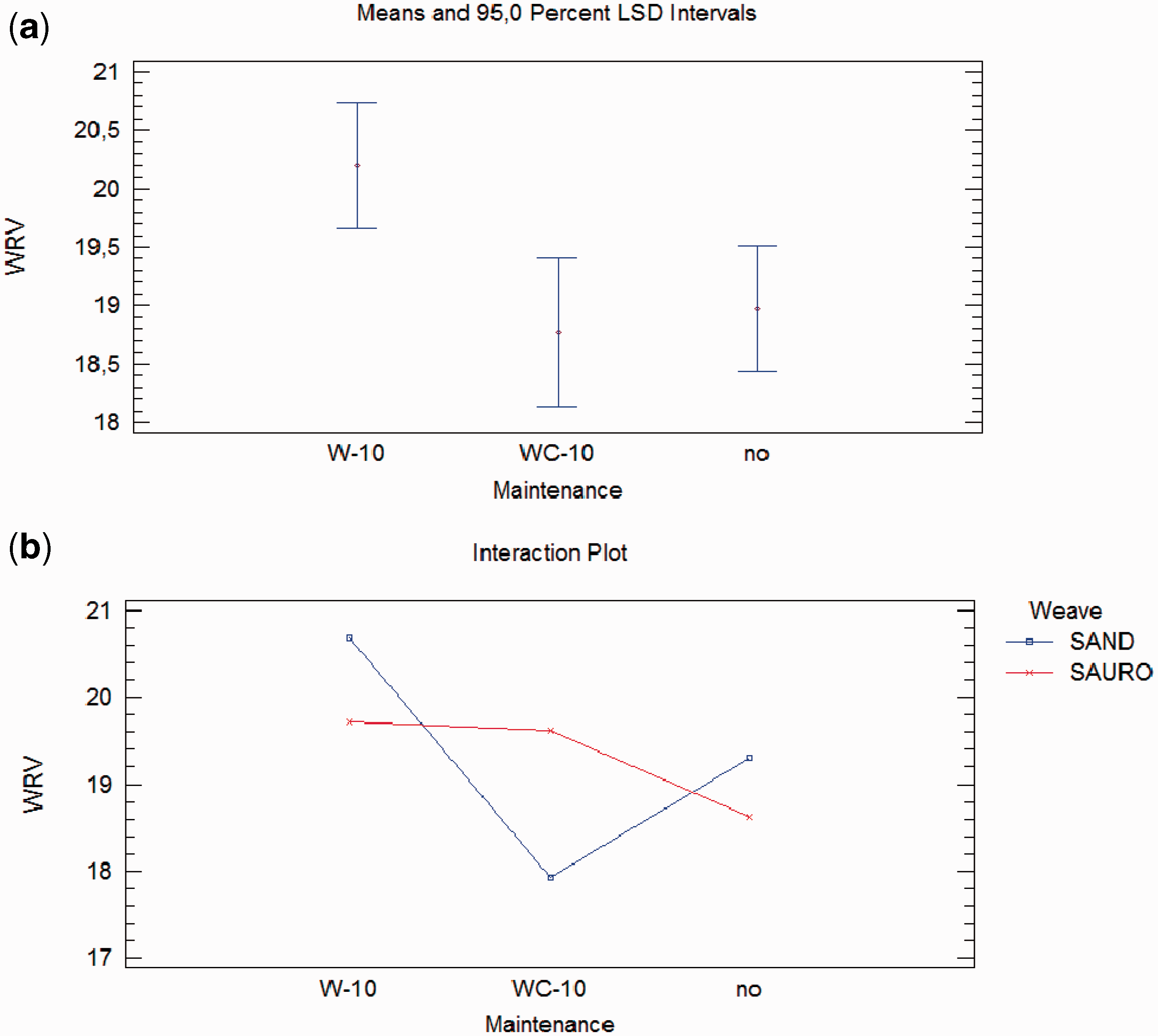
Lower WRVs after wet cleaning than after washing suggested that much more of the DP resin was removed in washing than in wet cleaning, which in consequence resulted in an increase of water absorption on washed samples.
Analysis of variance for MIU - Type III sums of squares.
All F-ratios are based on the residual mean square error.
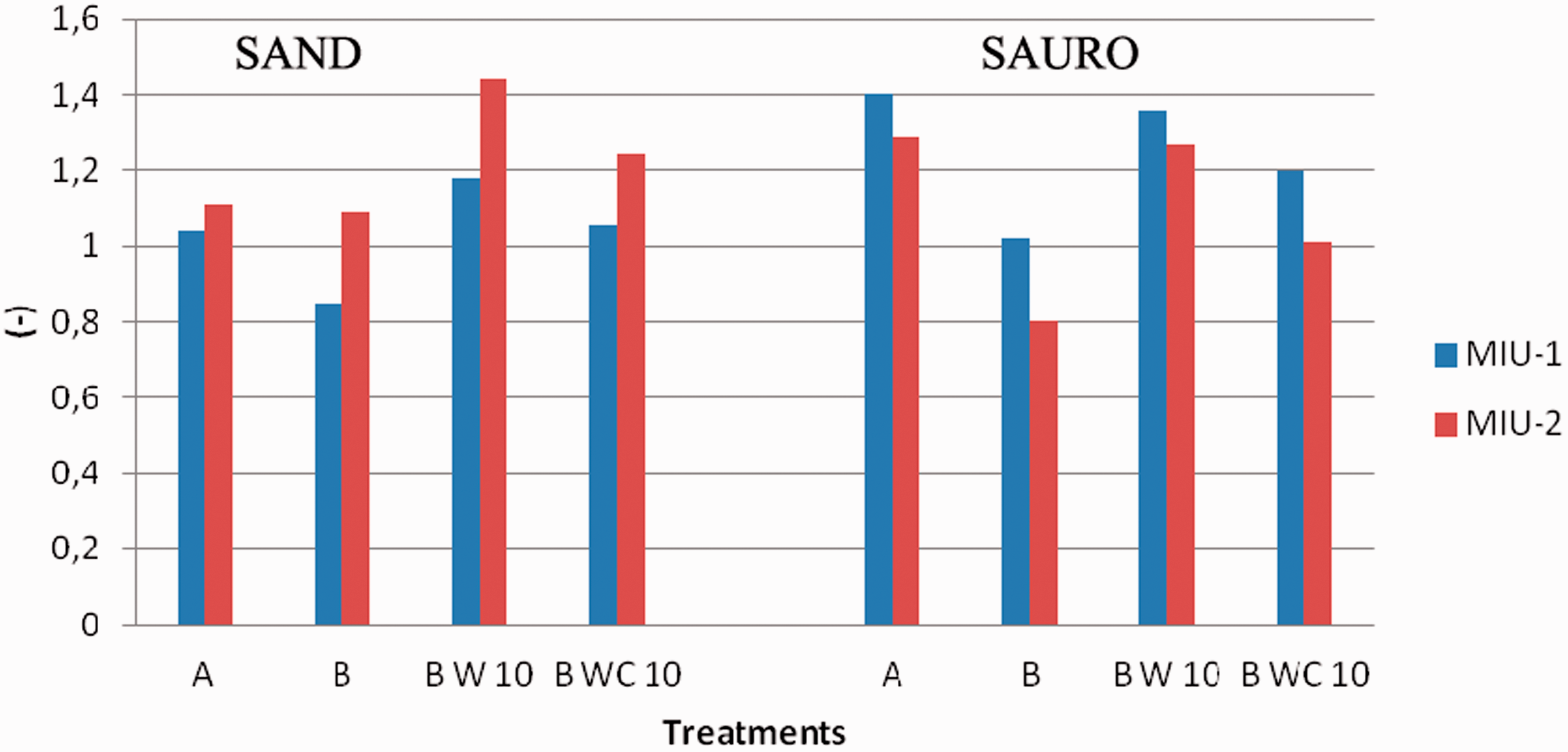
Effects of different treatments on the friction coefficients in the warp (MIU-1) and weft (MIU-2) directions.
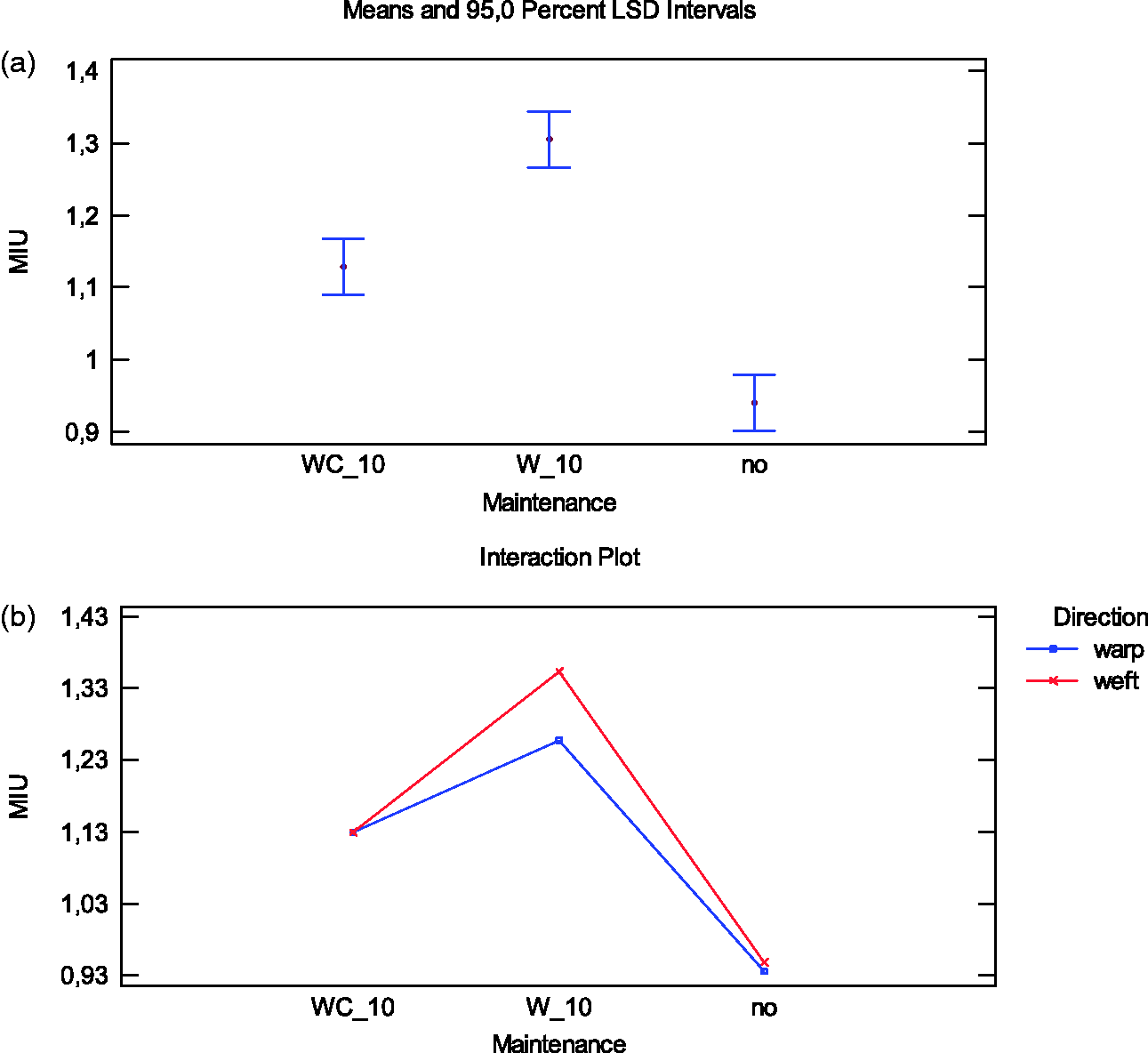
The dependence of the means of MIU on maintenance (a) and the interaction plot of MIU and maintenance (b).
It can be concluded that all fabrics have suitable friction properties (coefficient of friction is around 1) and also after maintenance even surface friction slightly increased.
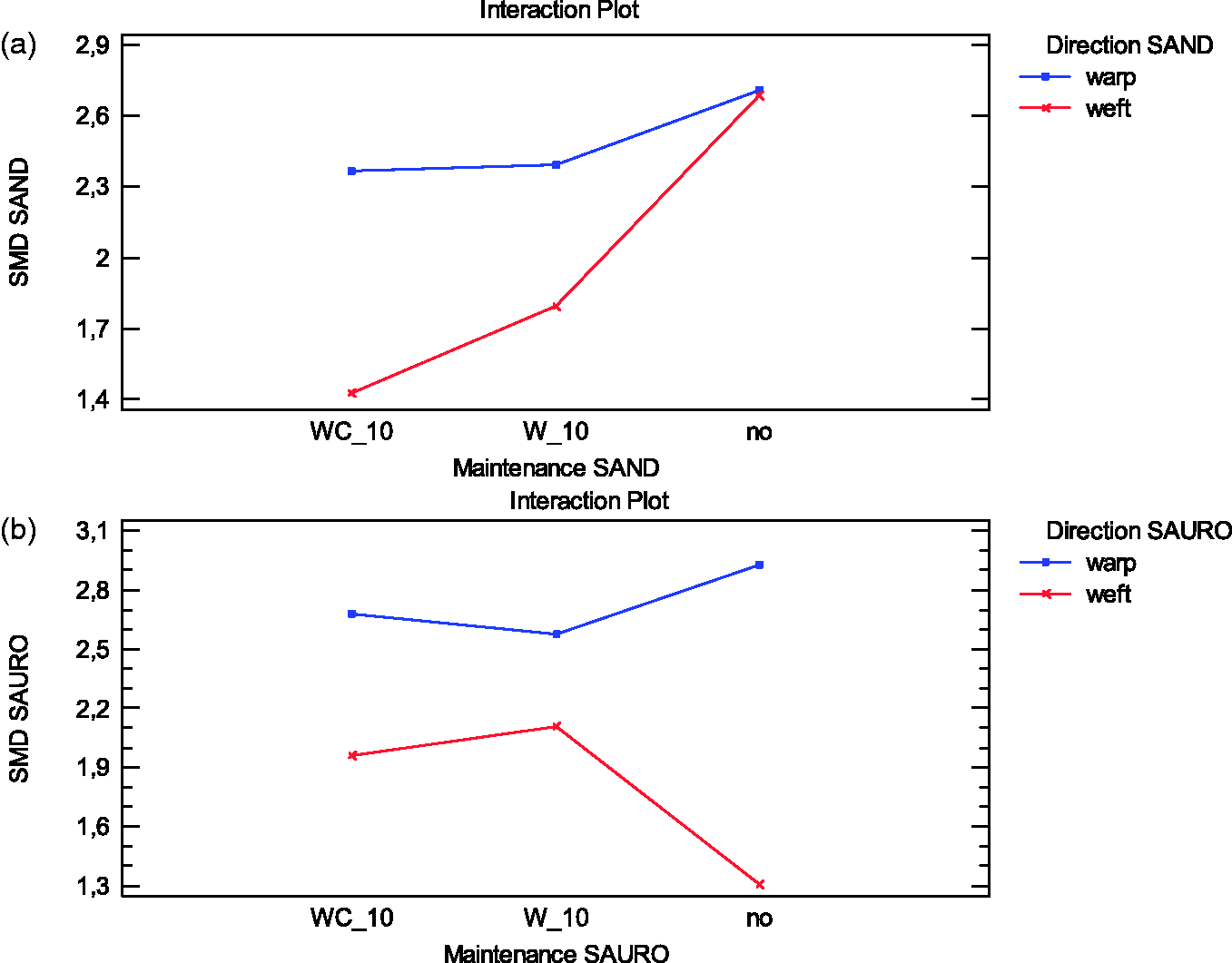
Constructional characteristics of fabrics are the most influential on the geometrical roughness (Figure 8), where the fabric SAND in plain weave before and after DP finishing had very similar roughness in the warp and weft directions. However, fabric SAURO that has floating yarns in warp directions and no floating yarn in the weft direction has higher differences in roughness between the warp and weft directions on the fabric before (A) and after DP treatment (B). With washing and wet cleaning, geometrical roughness increased only for fabric SAURO in the weft direction (Figures 8 and 9). This is explained by greater exposition of these yarns to higher fibrillation then yarns without floating.
Effects of different treatments on geometrical roughness in the in the warp (SMD-1) and weft (SMD-2) directions. The interaction plot of SMD and maintenance for fabric SAND (a) and fabric SAURO (b).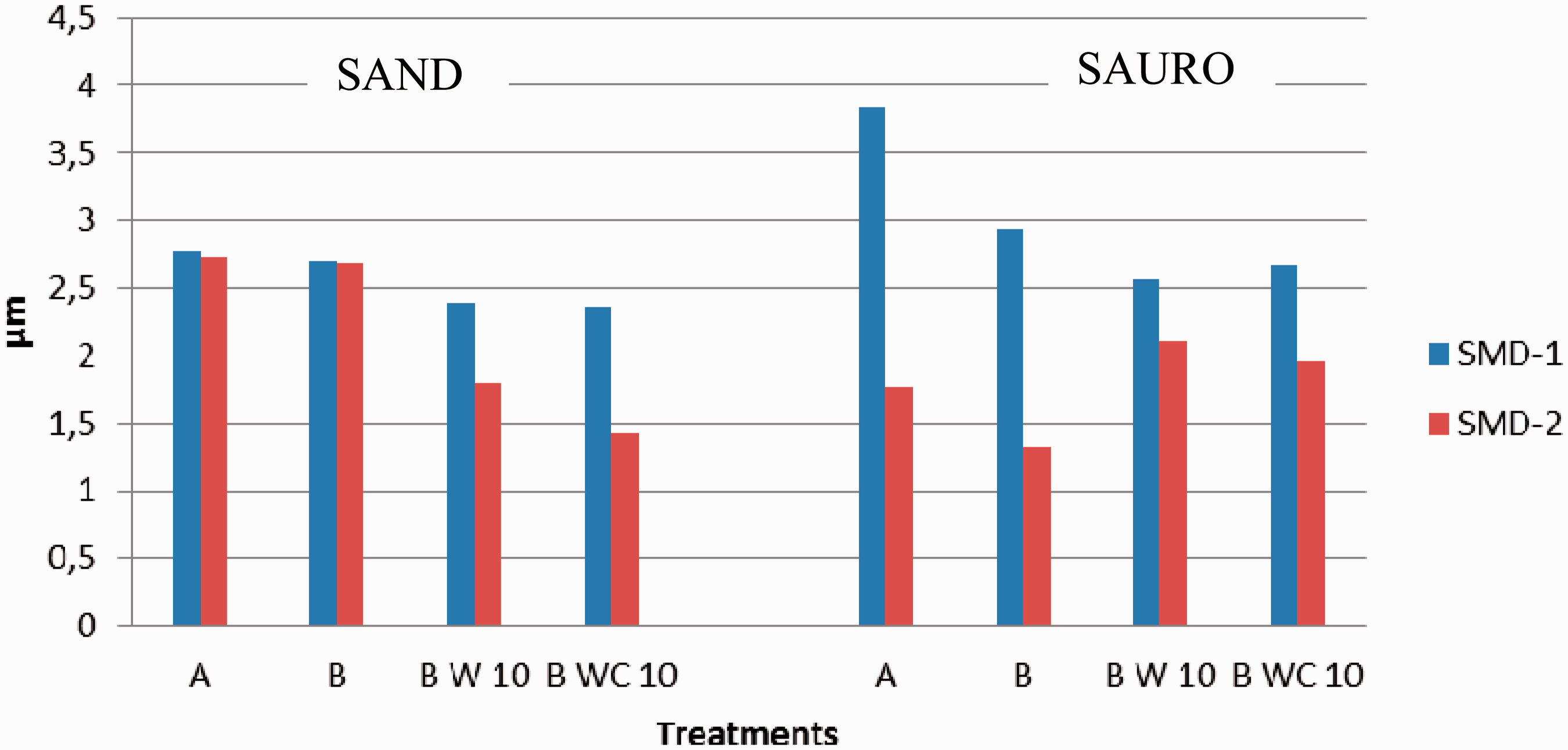
Analysis of variance for SMD – Type III sums of squares
All F-ratios are based on the residual mean square error.
Electron scanning micrographs (Figure 10) confirmed the interpretation of the WRV results, showing much higher fibrillation of cotton fibers
14
after 10 washing cycles than after 10 wet cleaning cycles, which was due to more intense mechanical agitation and abrasion of fabrics in washing than in wet cleaning. Furthermore, we found out that the weave of the fabrics slightly affected the intensity of rubbing, as the plain woven SAND fabric was mechanically less damaged in washing and wet cleaning than the SAURO fabric, woven in a combination of plain and twill weave. The fabric SAURO, with a higher floating of yarns, was less prone to mechanical surface damages than the fabric SAND, with a lower floating of yarns.
A surface appearance of fabrics SAND and SAURO after finishing (B), 10 washing cycles (W_10) and 10 wet cleaning cycles (WC_10); the magnification for the upper figures is 150 × and for the enlarged sections of them is 375 x, obtained using a JEOL JSM-6060LV Scanning Electron Microscope.
Textile fibers are electrically charged in aqueous solutions. Surface charge is the result of the dissociation of specific groups and/or adsorption of ions present in the solution, depending on the ionic strength and the pH of the electrolyte solution. The process of cross-linking cellulosic materials is carried out in an aqueous medium, and it is therefore important to analyze the electrokinetic properties, depending on the pH of the electrolyte solution. This is how the information is obtained on the availability of the groups and the reactivity of the polymer. Cellulosic materials having a negative charge due to hydroxyl and partial carboxyl groups. The value of zeta potential depends on pH. Figure 11 shows that cotton materials processed with the anti-crease finishing described above had more negative zeta potential, compared to the unfinished materials.
Zeta potential of the untreated (a) and finished fabrics before (b) and after 10 washing (B_W_10) and wet cleaning (B_WC_10) cycles: (a) SAND; (b) SAURO.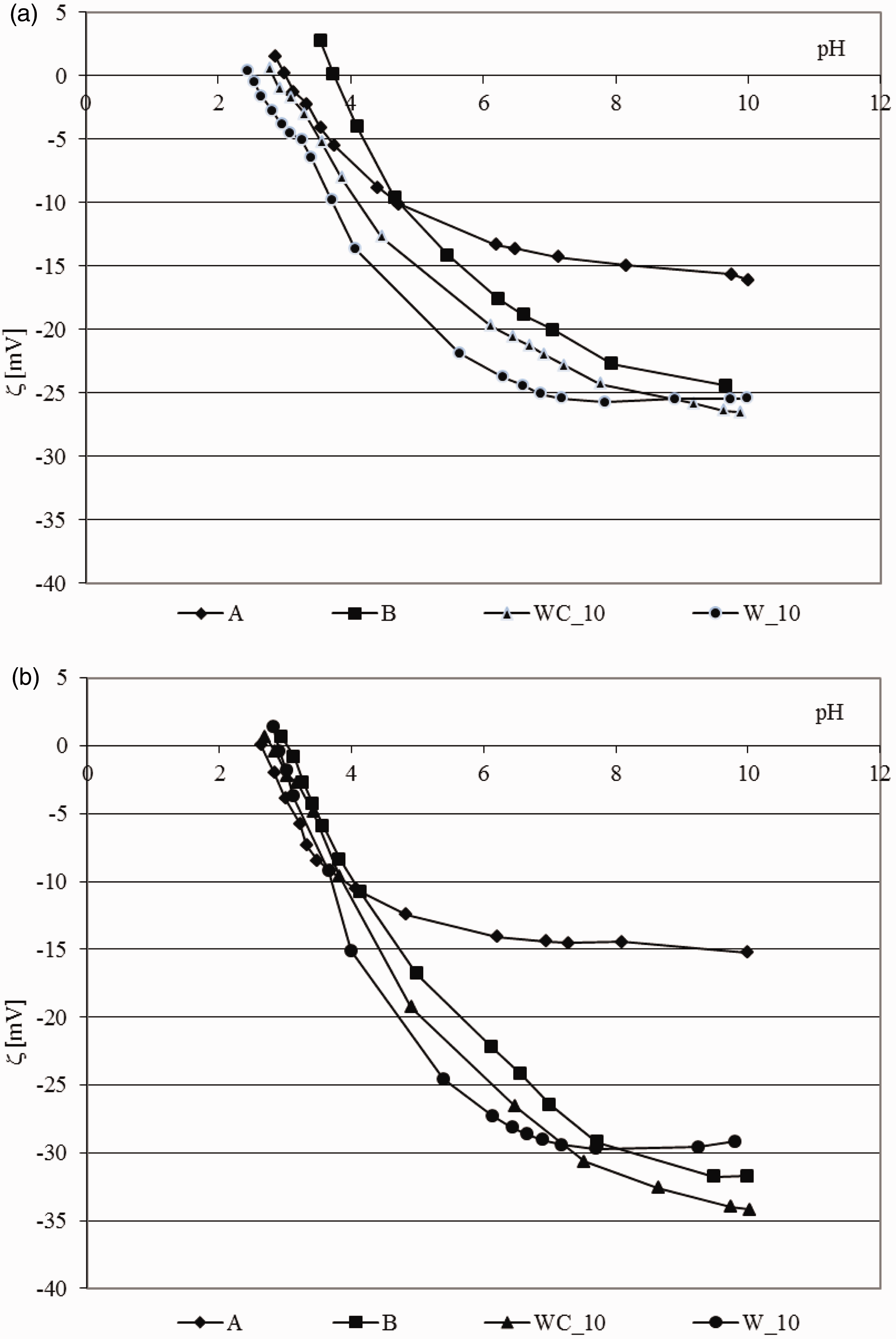
The materials were finished with a reactant on the basis of modified DMDHEU that cross-linked the hydroxyl groups of the cellulose. In this process, the number of hydroxyl groups remained unchanged, but the number of carbonyl groups (>CO) was significantly increased. DP finished materials swell less, resulting in lower shift of shear plane in the mobile phase15,16 and more negative values, and decrease the zeta potential. It was evident that the curves describing the electrokinetic behavior of the DP finished fabrics and finished fabrics after 10 wet cleaning cycles were better aligned than the curves of finished fabrics after 10 washing cycles. This was because wet cleaning removed less finish than washing. As opposed to this, the hydrolysis of reactants in washing caused the fabrics to suffer more mechanical damage; the yarns were loosened and a larger number of negative groups formed, which then caused further drop in zeta potential. Removing the finish increased the ability of water retention, which was higher for 10 times washed samples then for 10 times wet cleaned ones.
Conclusions
The wet cleaning process can be recommended for the maintenance of DP finished fabrics, instead of washing. The results obtained on both fabrics of different weaves show that the wet cleaning process preserves DP finish effects, which is reflected in the extended-use values through high crease recovery angles and slight decrease in tensile properties, as opposed to washing, where these values are much higher due to more intense chemical and mechanical impact. A similar conclusion can be obtained from WRVs, as they are not changed significantly after multiple wet cleaning cycles, compared to the finished samples, while they grow after multiple washing cycles. Wet cleaning in 10 cycles was statistically proved to be a milder process, regarding the above-mentioned physical properties, than washing.
Scanning electron micrographs show a lower level of damages after wet cleaning than after washing. Conventional evaluation of DP finishing effects is also fully confirmed by electrokinetic behavior of cotton fabrics.
The above conclusions confirm the thesis that washing and wet cleaning are completely different processes. Wet cleaning can be successfully implemented as a process to substitute washing, particularly when high-value-added articles are concerned.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.