
Abstract
Ioncell-F, a recently developed process for the production of man-made cellulosic fibers from ionic liquid solutions by dry-jet wet spinning, is presented as an alternative to the viscose and N-methylmorpholine N-oxide (NMMO)-based Lyocell processes. The ionic liquid 1,5-diazabicyclo[4.3.0]non-5-ene acetate was identified as excellent cellulose solvent allowing for a rapid dissolution at moderate temperatures and subsequent shaping into continuous filaments. The highly oriented cellulose fibers obtained upon coagulation in cold water exhibited superior tenacity, exceeding that of commercial viscose and NMMO-based Lyocell (Tencel®) fibers. The respective staple fibers, which have been converted into two-ply yarn by ring spinning technology, presented very high tenacity. Furthermore, the Ioncell yarn showed very good behavior during the knitting and weaving processes, reflecting the quality of the produced yarn. The successfully knitted and woven garments from the Ioncell yarn demonstrate the suitability of this particular ionic liquid for the production of man-made cellulosic fibers and thus give a promising outlook for the future of the Ioncell-F process.
Keywords
The first man-made fibers from plant cellulose were developed in the early 1850s after the accidental discovery of nitrocellulose, which is an explosive substance known as gun cotton, in 1846 by Christian Friedrich Schönbein. For obvious reasons, nitrocellulose was applied only in specific areas. After decades of supplemental research and development, man-made cellulosic fibers finally entered the world fiber market in the 1930s with the viscose process. The viscose fibers were discovered in 1892 by the British chemists Charles Cross, Edward Bevan and Clayton Beadle. 1 They have experienced a gradual production increase since their appearance on the market but were surpassed in the 1970s by the tremendous success of the new, versatile and inexpensive oil-based synthetic fibers. Another commercialized type of man-made cellulosic fibers, the N-methylmorpholine N-oxide (NMMO)-based Lyocell (Tencel®) fibers produced from a process with NMMO monohydrate as the direct cellulose solvent, has been developed starting in the late 1960s to answer the demand for a more environmentally friendly process for the production of cellulosic fibers. American Enka/Akzona Inc. developed the process fundamentals from 1969 to 1979 but did not enter the scale-up phase. Courtaulds started the research on the NMMO-based Lyocell process in 1979 and Lenzing AG a few years later. Courtaulds installed the first full-scale production plant in Mobile (USA) in 1992, followed by Lenzing AG in 1997 in Heiligenkreuz (Austria). However, the Tencel® production has not overtaken the viscose fibers so far. Despite the clear domination of the synthetic fibers on the current textile market, cellulosic fibers will be indispensable due to their specific properties, such as absorbency and moisture management.2–5
After being extracted from its raw material sources, cellulose can be transformed and applied in a variety of shapes and applications. Presently, around 180 million tons of cellulose pulps are annually adopted worldwide, with the paper and paperboard industries being the main consumer.2,5 However, the cellulose fiber industry has been growing in the past year and a continual growth is predicted for the coming years, 6 driven by an increasing demand in sectors of medical and hygienic products, technical applications, household products, and textile and clothing.2,3,5 In 2013, the consumption of fiber totaled 92.3 million tons, of which 6.3% corresponded to man-made cellulosic fibers MMCFs (Viscose/Rayon, Modal and Tencel® fibers). 5 A study covering the period 2010–2030 predicts an annual fiber production of 133.5 million tons in 2030 with an estimated demand for cellulosic fibers of 44–49 million tons in 2030. 6 Assuming a maximum cotton production of 26 million tons due to the shrinkage of arable lands and limitation of water availability in the cotton growing country, 18–23 million tons of MMCFs will be needed to fill the so-called cellulose gap.2,5–7 The viscose and the NMMO-based Lyocell processes, which are currently the only two technologies that have been industrially developed for the production of MMCFs, show drawbacks mainly deriving from the solvents applied in the cellulose dissolution step.3,7 In the viscose process, the utilization and the formation of highly toxic chemicals and gases can be harmful for labor forces and the environment and reduce its attractiveness to cover the future demand for MMCFs. 3 The NMMO-based Lyocell process is currently the only commercialized alternative to the viscose process. Nevertheless, the system cellulose-NMMO-water undergoes several side reactions and by-product formation, which affects the final properties of the fibers and requires a stabilizer to reduce the chance of dangerous runaway reactions but does not guarantee a risk-free process.3,8,9
The Ioncell-F process is a recently developed Lyocell-type process for the manufacture of man-made cellulosic fibers employing ionic liquids (ILs) as a direct cellulose solvent.10–12 ILs describe a class of salts with exceptionally low melting points, typically below 100℃. Due to their inherent properties, such as low vapor pressure, high chemical stability, and tunable solvent properties, they have attracted interest in various research fields during the last two decades. Amongst other applications, some ILs have been identified as powerful direct solvents for ligno-cellulosic materials. The plethora of possible anion and cation combinations permits one to customize ILs according to the desired properties.13–16 A number of imidazolium-based ILs containing halides or carboxylates were identified as effective cellulose solvents and have thus been adopted for cellulose spinning.14,17,18 However, these first generation ILs are not inert toward cellulose and can induce cellulose degradation at high temperatures (>90℃), depending on the substituent on the imidazolium ring and the chemical nature of the anion. 19 1,5-diazabicyclo[4.3.0]non-5-ene acetate ([DBNH]OAc), a non-imidazolium-based IL, has demonstrated excellent properties for the dissolution of cellulose and its subsequent regeneration into filaments exhibiting outstanding properties that are superior to cotton, viscose, and Lyocell fibers.11,12 Lyocell fibers manifest stronger mechanical properties than cotton and viscose, due to the high orientation arising from the stretch exerted on the liquid filament in the spinneret and air gap before the coagulation and regeneration steps.17,18 [DBNH]OAc-pulp solutions could be spun at substantially lower temperatures than in the NMMO-based Lyocell process, which reduces energy consumption and prevents cellulose depolymerization. This contributes notably to the overall economic efficiency. Furthermore, cellulosic fibers demonstrate unique characteristics in moisture management, enabling the body to regulate properly its temperature and thus give a comfortable feel to textiles in direct skin contact.5,6 This characteristic, which is advantageous for many clothing applications, favors man-made cellulosic fibers over synthetic fibers as starting materials and hence might explain the rapid production growth of MMCFs in recent decades. 5
Three demonstration runs were performed to evaluate the processability and capability of the novel Ioncell-F process to produce high value-added textile samples. This study reports the different steps for the production of textile fibers from eucalyptus and birch pulps, their subsequent conversion into two-ply yarn and the production of knitted and woven fabrics. The properties of the produced staple fibers are first assessed and compared to the commercial viscose fibers. In the second part, the ability of the spun fibers to be transformed into two-ply yarn is evaluated and compared to the performance of viscose fibers. The quality of the resulting yarn is quantitatively examined by mechanical tests and qualitatively by analyzing the surface appearance of the final fabrics.
Material and methods
Raw materials
Eucalyptus (Eucalyptus urograndis) prehydrolysis kraft pulp ([η] = 468 ml/g, DP = 1026, Mn = 79.8 kDa, Mw = 268.6 kDa, polydispersity 3.4, Bahia Speciality Cellulose, Brazil) and birch (Betula pendula) prehydrolysis kraft pulp ([η] = 476 ml/g, DP = 1133, Mn = 65.9 kDa, Mw = 269.3 kDa, polydispersity 4.1, Enocell Speciality Cellulose, Finland) were used as cellulosic solute. The pulps were delivered in sheet form and cut to a powder by means of a Willey mill.
The commercial viscose staple fibers used in this study as a reference were kindly provided by a European viscose manufacturer and used without any additional treatment.
[DBNH]OAc preparation
[DBNH]OAc was prepared by neutralization of 1,5-diazabicyclo[4.3.0]non-5-ene, DBN, (99%, Fluorochem, UK) with acetic acid (glacial, 100%, Merck, Germany). Both components were used as received. An equimolar amount of acetic acid was slowly added under external cooling due to the exothermic nature of the reaction. After addition of the required amount of acetic acid, the solution was further stirred for 1 hour at 80℃.
Dissolution of cellulose in [DBNH]OAc
Cellulose was dissolved in [DBNH]OAc by first adding slowly the dried pulp to the IL, which was liquefied at 70℃ in a water bath, and by subsequently mixing it manually until a uniform slurry of 13 wt% cellulose consistency was obtained. The resulting slurry was then transferred to a vertical kneader where temperature, pressure and shearing rate could be controlled. The dissolution was conducted at 80℃ for 90 min at 10 rpm under reduced pressure (≈100 mbar).14,20 To assure uniform solution quality, the resulting dope was filtrated by means of a hydraulic pressure filtration unit at 80℃ (1–2 MPa, metal filter fleece of ca. 5 µm absolute pore size, Gebr. Kufferath AG, Germany) to remove any undissolved particles or impurities. The very viscous dope was then shaped into the cylinder dimension and stored at cold temperature (5–7℃) for a few days for solidification.
Dry-jet wet spinning
Cellulosic multi-filaments were spun using a customized laboratory piston spinning unit (Fourné Polymertechnik, Germany), as depicted in Figure 1. The cylinder is first charged with the solidified and shaped IL-cellulose solution, which is then heated to 70℃ in order to obtain a homogeneous viscous spinning solution. The highly viscous dope is extruded through a multi-hole spinneret at moderate temperature into a water coagulation bath via an air gap.
11
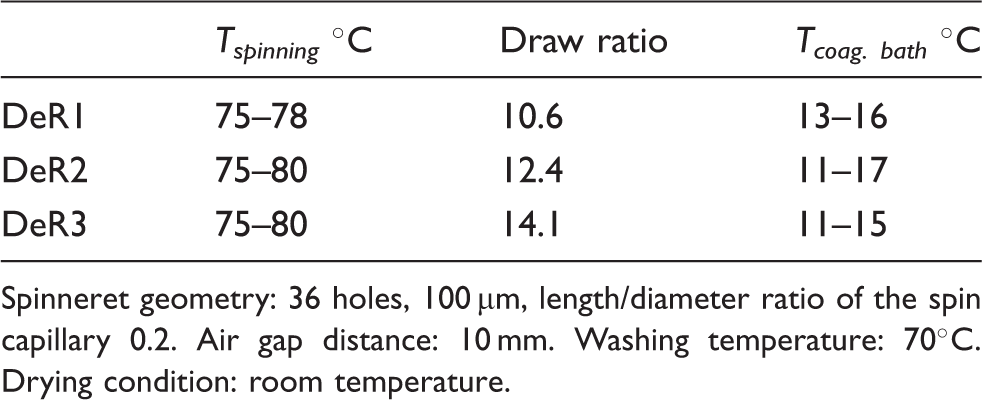
Table 1 summarizes the spinning parameters used during the three demonstration runs, named DeR1, DeR2 and DeR3. The immersion depth to the first deflection roller, the deflection angle and the retention distance of the filament bundle in the coagulation bath were kept constant throughout all spinning trials. The draw ratio Dr, given by Equation (1), was varied by keeping the extrusion velocity ve (1.6 ml/min or 5.7 m/min) constant and by increasing the take-up velocity of the godet couple vtu (from 60 to 80 m/min). The fibers were washed offline with hot water (70℃) for 1 hour and air dried without tension, resulting in a small natural crimp. No spin finish was applied. Due to the small production scale of this laboratory-size spinning unit, multiple runs were needed to produce the required amount of fibers for each product. Within one demo run, parameters were not changed.
Schematic illustration of the dry-jet wet spinning unit used for the production of cellulosic fibers. Spinning parameters of the three demonstration runs Spinneret geometry: 36 holes, 100 µm, length/diameter ratio of the spin capillary 0.2. Air gap distance: 10 mm. Washing temperature: 70℃. Drying condition: room temperature.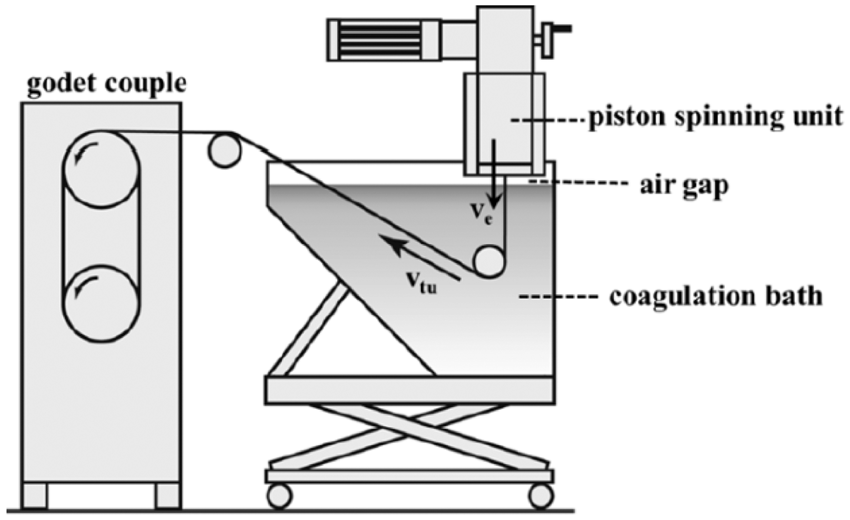

Tensile test of the spun fibers
A Vibroskop-Vibrodyn system (Lenzing Instruments GmbH & Co KG, Austria) was used for the determination of the linear density (dtex) and tenacity (cN/tex) and elongation at break (%), measured in both conditioned (23℃, 50% relative humidity (RH)) and wet states. Ten fibers per sample were tested. In the tensile measurements, the gauge length was 20 mm, pretension 5.9 ± 1.2 mN/tex and speed 20 mm/min, according to DIN 53816. The Young’s modulus of the spun fibers was calculated from the slope of the entire elastic region of the stress–strain curves with a Matlab script according to ASTM standard D2256/D2256M.
Birefringence measurement
The orientation of the spun fibers was determined using a polarized light microscope (Zeiss Axio Scope) equipped with a 5λ Berek compensator. The birefringence Δn of the fibers was obtained by dividing the retardation of the polarized light by the thickness of the fiber, which was calculated from the linear density using a cellulose density value of 1.5 g/cm3. The total orientation factor ft was determined by dividing Δn by the maximum birefringence of cellulose 0.062. 21
Scanning electron microscopy
Scanning electron microscopy (SEM) imaging of the Ioncell fibers and viscose/Lyocell fibers were taken with a Zeiss Sigma VP with variable pressure at 3 kV operating voltage. The cryo-fracture was performed by dipping a fiber bundle into liquid nitrogen, fracturing it and gluing it vertically onto the conductive support. The samples were sputter-coated with a gold layer to enhance the electric conductivity.
Yarn production
Yarn spinning parameters for viscose and Ioncell fibers
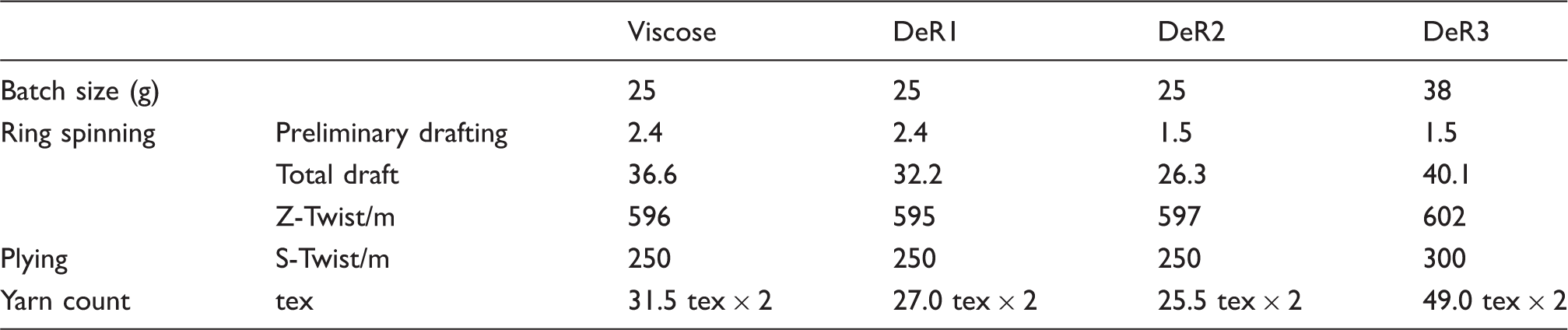
For reference purposes, a yarn from commercial viscose fibers was spun with the same equipment in order to compare the performance of the IL-based fibers during yarn manufacture and the final yarn properties to commercial fibers.
Tensile test of the spun yarns
The yarn count was determined by measuring the weight of two-ply yarn samples. The tensile parameters have been determined by means of a Mesdan lab electromechanical tensile testing machine with 100 N load cell and pneumatic grips at 23℃ and 50% RH. Yarn strength was measured by using the ISO 2062 tensile protocol. An elongation rate of 250 mm/min and a preload of 0.25 cN/tex were applied on ten 250 mm samples per yarn. The coefficient of variation of mass CV in percentage was also determined.
Yarn dyeing
The produced yarns were dyed before the knitting and weaving process. Remazol reactive dyes manufactured by Dystar were used for this purpose. The yarns were dyed in a batch process at 40℃ in an alkali solution, including the dissolved dye, sodium sulfate and sodium carbonate. Afterwards, the yarns were rinsed with cold water, neutralized at pH 6 using acetic acid and vinegar and finally boiled to wash away the dye remains. The dyed yarns were finally dried at room temperature.
Fabric manufacture
The resulting viscose and Ioncell yarn from DeR1 and DeR2 were knitted with a Stoll CMS 340 TC-L multi-gauge flatbed knitting machine at the Department of Design of the School of Arts, Design and Architecture, Aalto University, into a scarf and a dress, respectively. The yarn from DeR3 was woven into a bowtie and pocket handkerchief by means of a handloom Toika. The scarf (DeR1) and the bowtie/pocket handkerchief (DeR3) were designed by two textile design students from Aalto University, while the dress (DeR2) was designed by Tuula Pöyhönen from the Finnish design company Marimekko®.
Results and discussion
Spun fiber properties
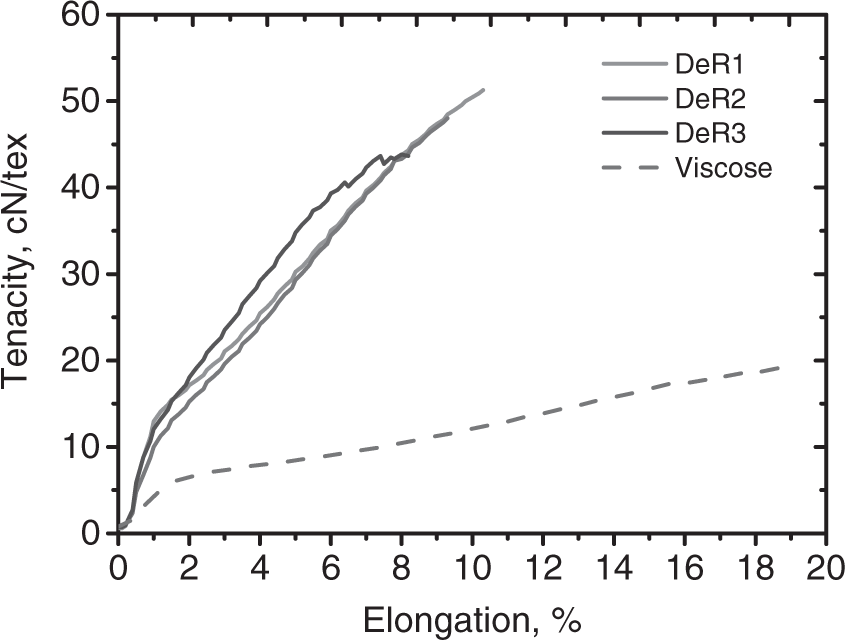
Multi-filament bundles of eucalyptus (DeR1) and birch (DeR2 and DeR3) prehydrolysis kraft pulp solution were extruded at 75–80℃, collected from the take-up godet, cut into staple fibers, washed at 70℃ and dried at room temperature. Contrary to the second and third runs, the fibers were cut after drying at room temperature in the first demonstration run. Upon drying, the fibers gain a slight natural crimp. Thus, cutting before drying reduced the variation in length notably. Figure 2 shows the linear density and the tensile properties of the spun fibers from the three demonstration runs, as well as of commercial viscose fibers. Figure 3 depicts the measured stress–strain curves and demonstrates the strength superiority of the Ioncell fibers over the commercial viscose fibers. The process stability from the first to the third demonstration run could be improved notably and enabled the increase of the draw ratio from 10.6 to 14.1. This was mainly a result of the optimization of parameters and procedures associated with the laboratory scale of the spinning unit. Charging the cylinder with the dope as one piece avoided the intrusion of air bubbles and improved spin stability. Lowering the deflection roll gave the filament slightly more time to solidify and gain strength before meeting the first point of stress. This increased the spinnability and maximum draw. Consequently, a reduction in the linear density and a slight increase of the tenacity of the resulting fibers were reached. This is explained by the orientation of the cellulose molecules, which is promoted by increasing the draw of the filaments. By aligning cellulose chains along the longitudinal axis of the fibers, the molecules are packed closely, maximizing cohesive forces between the cellulose chains. The increased crystallinity results in higher tenacity and smaller elongation, which decreases as the molecules are not able to slide alongside each other anymore.
22
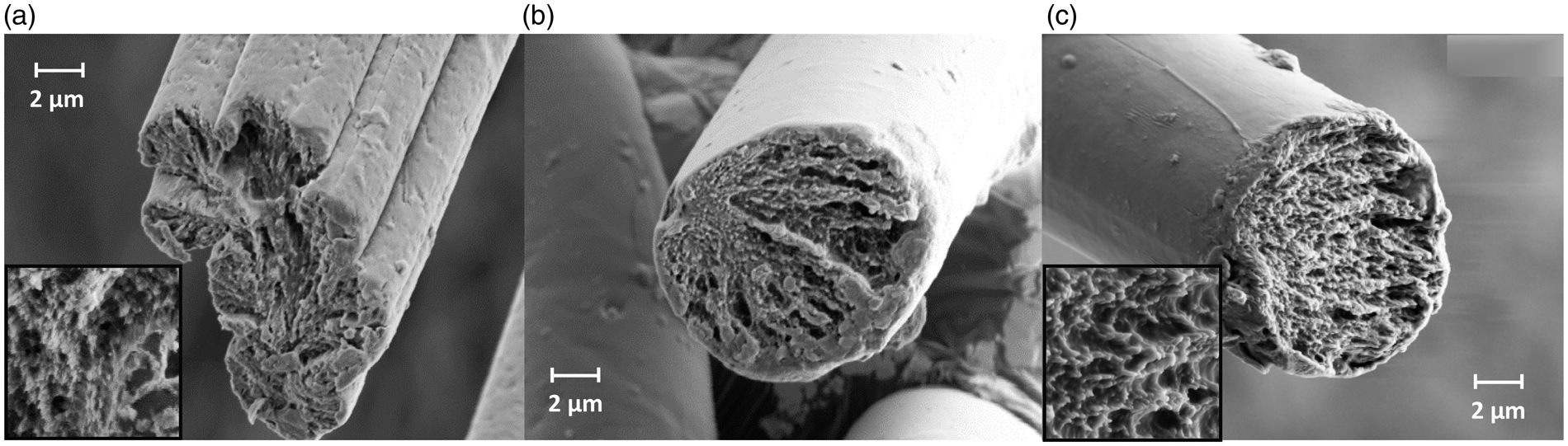
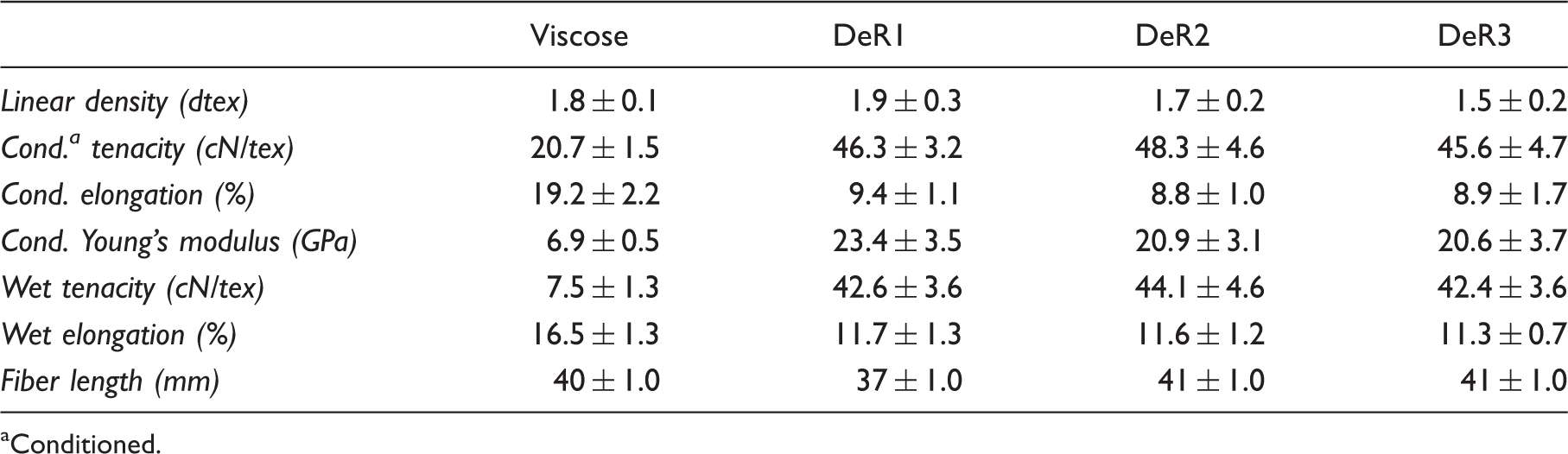
The Ioncell fibers present superior tenacities and thus lower elongation than the commercial fibers with tenacities over 45 cN/tex and elongation around 10%. The Young’s modulus, which is a measure of the stiffness of a material, is defined as the resistance of a fiber against deformation. The Ioncell fibers demonstrate Young’s moduli three times higher than the viscose fibers, as shown in Table 3. The orientation of the cellulose chains in the Ioncell fibers was quantified by birefringence measurements. The birefringence values and the calculated total orientation of viscose and Ioncell fibers are summarized in Table 4. The high values of the Ioncell fibers explain the higher tenacity and Young’s modulus. The cross-sectional structure of the spun Ioncell fibers has been characterized by SEM and is illustrated in Figure 4. The observed morphology is similar to the Lyocell-type fiber that is represented by a smooth fiber surface, round cross-section, and homogeneous and dense fibrillar structure.
8
Furthermore, it is expected that the Ioncell fibers would behave similarly toward mechanical abrasion as Lyocell fibers and tend to fibrillate due to the high orientation of the cellulose chains. However, this structural aspect of the Ioncell fibers will not be addressed in this study.
Tensile properties of viscose and Ioncell fibers. Blue bars: conditioned tenacity; green bars: elongation at break; red dots: linear density. (Color online only.) Stress–strain curves of viscose and Ioncell fibers. Scanning electron microscopy images of viscose (a), Lyocell (b) and Ioncell-fiber from DeR1 (c). The insets in the left corners show a 2.8 and 2.5 times magnification of the body of the viscose and Ioncell fiber, respectively. Properties of the Ioncell and commercial viscose fibers Conditioned. Birefringence measurements of commercial viscose fibers and Ioncell fibers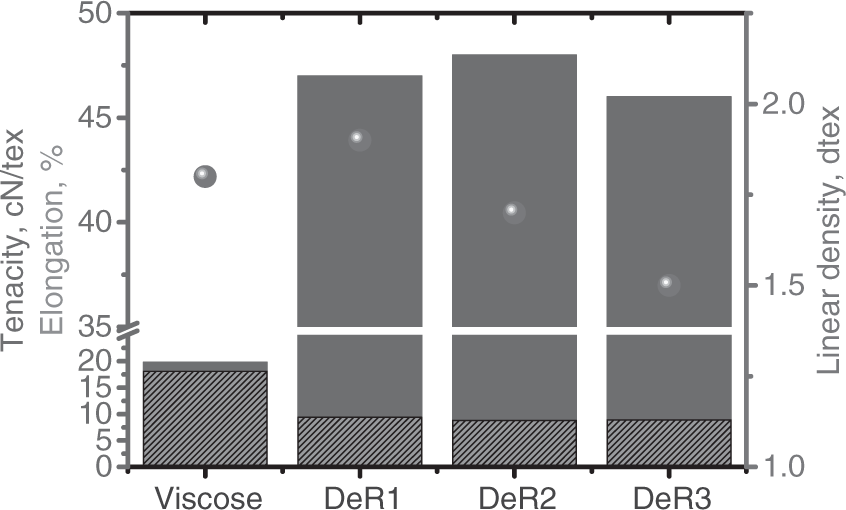

Yarn spinning
Carding of the spun fibers
The Ioncell fibers were processed on a laboratory scale without any additional crimping step (as mentioned earlier, drying at room temperature caused a small natural crimp). The carding was thus more difficult as compared to the commercial viscose fibers, since a certain level of crimp is essential to get satisfying entanglement, fiber cohesion and sliver quality. In DeR1, the spun filament was cut into staple fibers after the drying step, leading to very little crimp in the fibers. Thus, the cohesion of the fibers was reduced and the resulting sliver had the tendency to fall off the cylinder. To improve the carding step in DeR2 and DeR3, the crimp was increased by cutting the spun filament into staple fibers before the washing step, enhancing the formation of natural crimp during the drying step at room temperature. The length and diameter distribution of the spun fibers also affects the sliver evenness. The high variation in fiber length during DeR1 due to the cutting step performed on already dried fibers also reduced the sliver quality compared to DeR2 and DeR3, where the straight endless filament was cut into uniform staple fibers before washing. Furthermore, the reduced linear density of the spun fibers in DeR2 and DeR3 contributed to the higher quality of the slivers by increasing the total surface area and thus the fiber cohesion.
Drafting and roving of the card slivers
Default settings (length of the drafting zone, draft) were used in this step due to the length of the produced fibers, which was close to the ideal length for the machine (38 mm). To reduce sliver irregularities and improve the blend of the fibers, the slivers were doubled, juxtaposed and the resulting stack was roller drafted. After the doubling of two drawn slivers, a roving strong enough to be fed to the ring spinning unit was obtained. The viscose slivers count was higher than the one expected from the theoretical draft. This result might be explained by the fiber titer and the resistance created by the crimps and the inter-fiber friction of the viscose fibers against the draft.
Ring spinning

Properties of the Ioncell and commercial viscose two-ply yarns
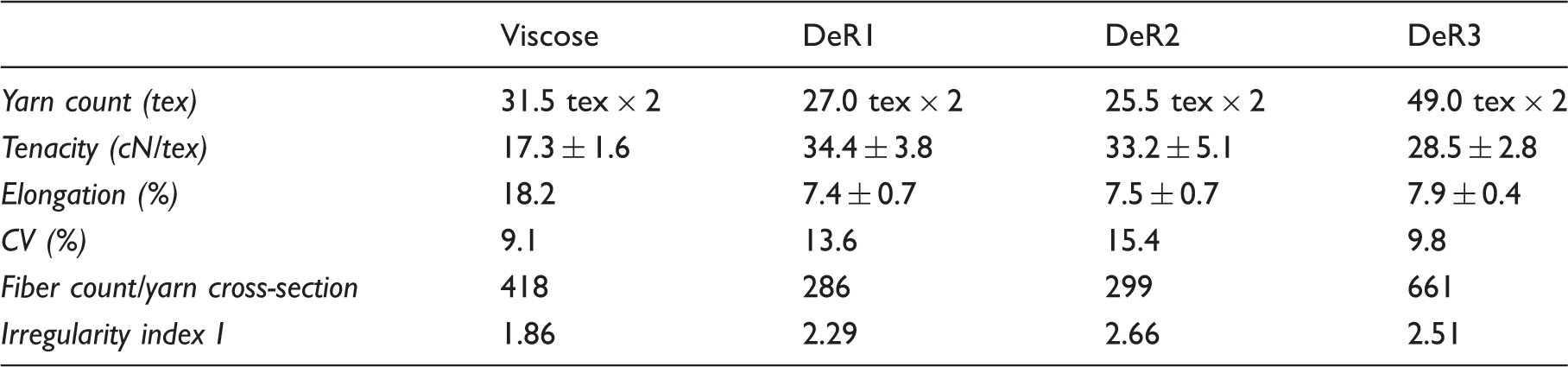
It should be noted, though, that this index does not take into account the different fiber length or cross-section. Yarn irregularities come from the variation of the number of fibers in the yarn cross-section and fiber fineness or length distribution. The higher CV and I of the Ioncell yarn can be explained by the greater variation of the fiber fineness arising from the processing fluctuation in laboratory scale and by the fiber length variation due to the cutting of the filament to staple fibers done by hand.
Plying and winding of the spun yarns
Two-ply yarns were produced by combining and twisting two yarns to reach certain physical characteristics required to overcome processing difficulties during knitting or weaving. Moreover, the S-twist direction applied during the winding resulted in a non-twist-lively yarn, which is beneficial for subsequent processing. The winding settings used with the Ioncell yarns were the same as with the viscose yarn, only the yarn tension had to be adjusted to be tighter for the viscose yarn.
Yarn dyeing and fabric manufacturing
The yarn quality was secondly evaluated in terms of dyeability, performance of the yarn during fabric manufacture and on a visual level by assessing the resulting fabric surface appearance.
The yarn could stand batch-dyeing with reactive dyes widely used in industrial scale. Bright-colored yarns from light yellow to black could be prepared.
The resulting dyed Ioncell yarn from DeR1 and DeR2 were knitted into a scarf (Figure 5(a)) and a dress (Figure 5(b)). The yarn from DeR2 showed better processability than the yarn from DeR1 in terms of resistance against the mechanical stresses present during knitting. The dress demonstrated higher evenness in the structure of the fabric and a softer touch. The Ioncell yarn from DeR3 was woven into a bowtie and pocket handkerchief (Figure 5(c)). Rare breaks were observed, testifying the strength of the produced yarn and its ability to be woven. The Ioncell knitted and woven fabrics demonstrated a similar low hairiness and shiny aspect as the viscose knitted sample without any additional spinning after-treatment.
Fabrics manufactured during the three demonstration runs. (a) DeR1: scarf. (b) DeR2: dress. (c) DeR3: bowtie and pocket handkerchief.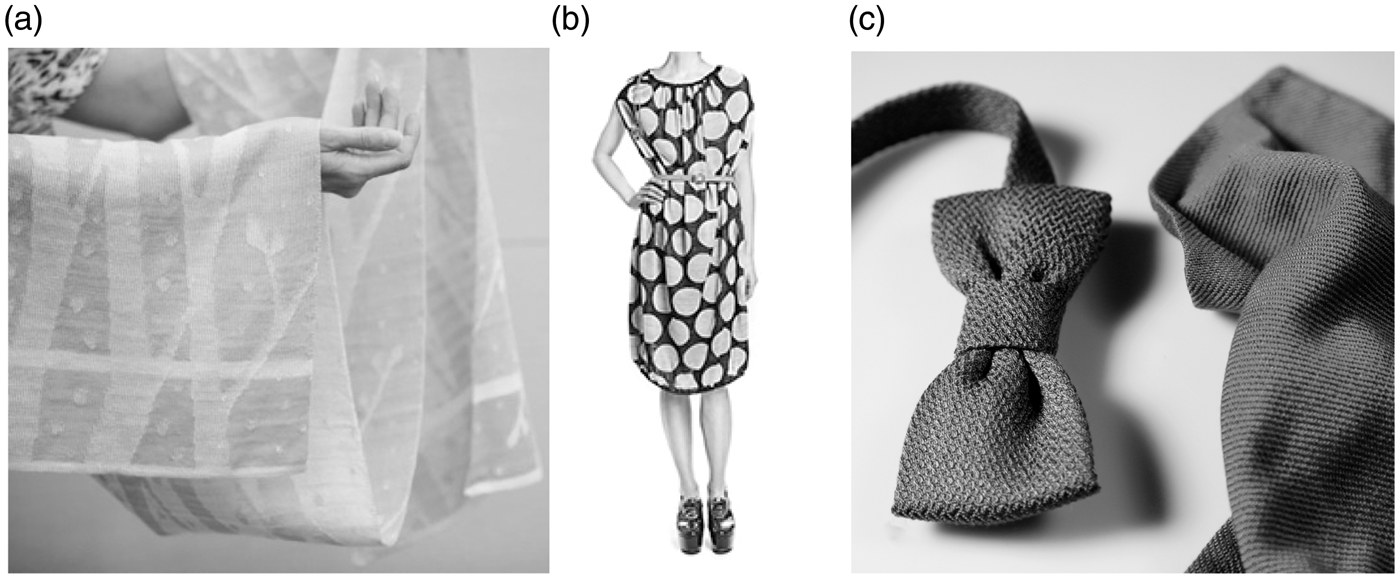
The yarn evenness was estimated visually by knitting a sample of the undyed Ioncell (DeR1 and DeR2) and viscose two-ply yarn with a Stoll CMS 340 TC-L multi-gauge flatbed knitting machine. Figure 6 depicts the resulting knitted fabric. The whiter aspect of the viscose knitted yarn results from the after-treatment, which was only applied in the case of the commercial fibers. Unevenness, which can be described by the presence of horizontal stripes on a knitted fabric, was observed for the three knitted yarns but was less visible with the knitted viscose and DeR2 yarn. This strip appearance originates from the inhomogeneity of the spun yarn due to the uneven fineness of the fiber along the yarn and the variation of the number of fibers in the yarn cross-section. The lower linear density, higher strength and more homogeneous fiber density and length in DeR2 explain the better evenness of the knitted DeR2 spun yarn compared to DeR1. However, the few stripes observed in the knitted DeR2 and viscose sample also suggest that irregularities in the two-ply yarn could be a result of the yarn production process, which was not further optimized.
Knitted samples from viscose and Ioncell two-ply yarn (DeR1 and DeR2).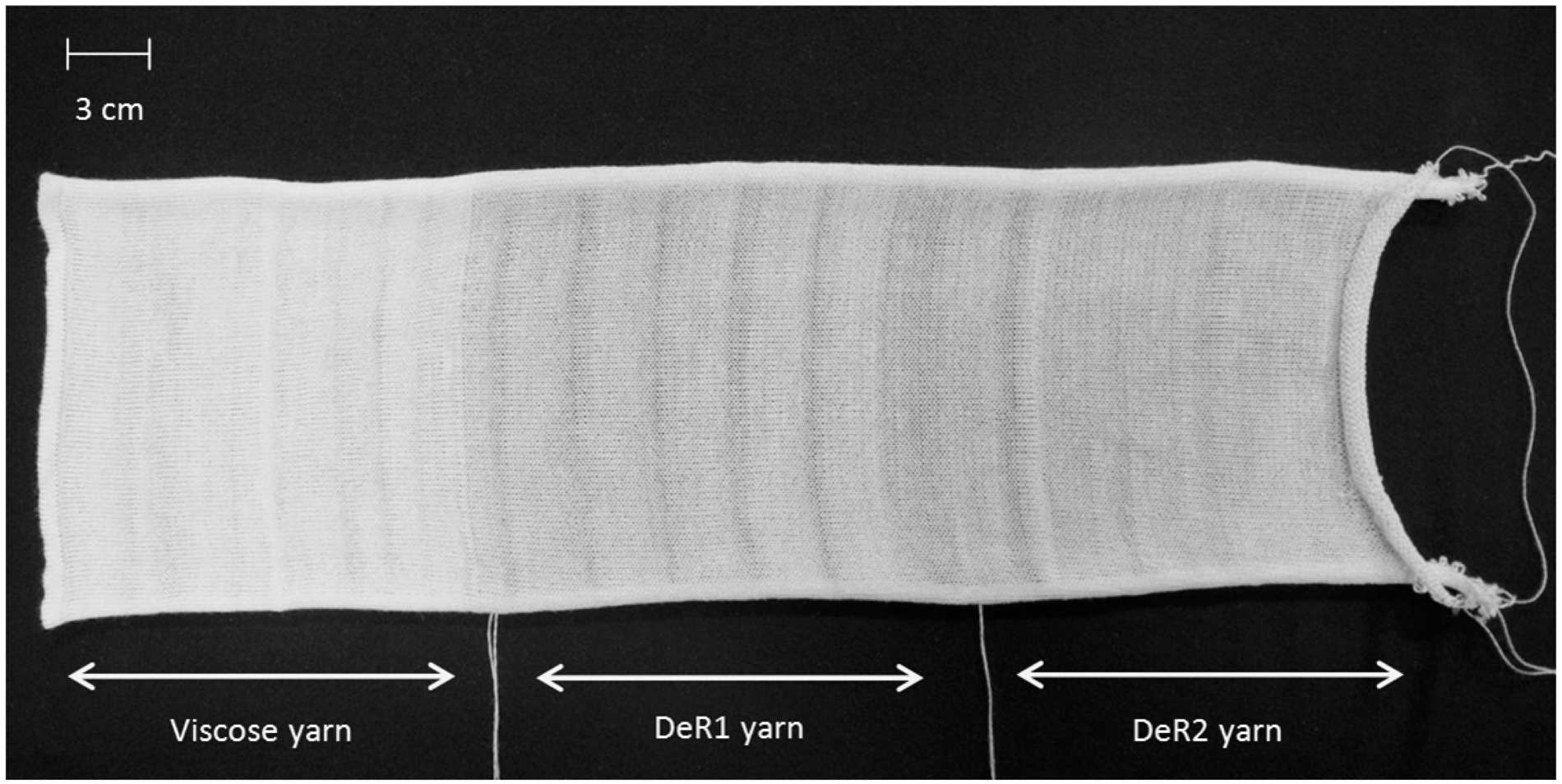
Conclusion
The processability of Ioncell fibers for textile applications has been investigated in this study. [DBNH]OAc has demonstrated excellent properties for the dissolution of cellulose and its regeneration into high-tenacity staple fibers. Despite certain deficiencies resulting from the laboratory-scale production (no additional crimping step, no fiber finishing), the Ioncell fibers could be successfully converted into two-ply yarn. The good performance of the Ioncell spun yarn during knitting and weaving processes confirms the competitive quality of the yarn and its suitability for the production of apparels. Several garments have been produced and present a shiny aspect and light feel. Moreover, the knitted scarf and dress show bulk and softness properties. The Ioncell-F process is still at an early stage of its development. Its future as a potential alternative to the current viscose and Lyocell processes for the production of man-made cellulosic fibers is promising and mainly based on the development of a viable solvent recovery step. The viability of [DBNH]OAc as a cellulose solvent for fiber spinning is currently investigated through long-term stability tests and recycling runs via thin film evaporation.
Footnotes
Funding
This study is part of the Future Biorefinery project funded by the Finnish Bioeconomy Cluster and TEKES (Finnish Founding Agency for Technology and Innovation).
Acknowledgments
The authors want to thank Anna Leinonen from Aalto University for her assistance in knitting, Tuula Pöyhönen and Anna-Leena Teppo from the Finnish design company Marimekko® and Arno Parviainen, Alistair King and Ilkka Kilpeläinen from Helsinki University for their assistance in the IL synthesis.