
Abstract
Poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blend fibers with high miscibility and improved elongation with comparable mechanical strength were fabricated using the melt spinning process in order to reduce the impact on the environment by long-lasting plastics-based composites. The PLA/PBS blend fibers produced in different ratios have revealed high miscibility, which has been confirmed by morphological studies. The thermal properties showed the melting temperature of PLA at 167.13℃ and PLA/PBS blends at 169.18℃, and an increased content of PBS in blends also led to improved crystallinity. Importantly, during tensile testing, it is observed that the fracture behavior of the specimen changed from brittle fracture of neat PLA to ductile fracture of the blends, as demonstrated by the significant increase in the elongation at break with comparable tensile strength and modulus. Furthermore, the washing fastness, rubbing fastness, exhaustion values, strength loss, and shade depth (K/S value) for the knitted and dyed fibers were explored. It was found that the exhaustion and K/S value increased when the temperature increased, but the strength decreased. The exhaustion and K/S value of PLA/PBS blend fabrics improved compared to pure PLA fabric, with excellent washing and rubbing fastness.
Keywords
In recent years, research and investigations have been focused on the discovery and development of new fibers from biodegradable materials, because they are friendly to the environment 1 and have the ability to degrade completely in the environment, leading to ultimate products of H2O, CO2, and biomass and do not produce “white pollution”. 2 Polylactide (PLA) is an attractive candidate for replacing petrochemical polymers, because it is biodegradable and produced from renewable resources.3,4 PLA has been widely studied for use in medical applications and packaging, because it is bioresorbable, biocompatible, and is non-toxic to the human body and the environment.5–7 PLA fibers seem to be one of the most promising candidates for future industrial applications. They can be transformed by spinning into filaments for the subsequent fabrication of desirable textile structures. 8 Many efforts have been dedicated to the production of PLA fibers via different kinds of spinning processes in which melt spinning has been extensively studied.9–18 The results showed that the processing temperature is comparable to that of polyolefins, which depends on the optical purity of the polymer.19,20 The brittleness and rigidity of PLA limit its applicability. 21 Research efforts have focused on PLA modifications techniques to make the material suitable for a wider range of applications. 22
Improvement of the fracture properties of such brittle polymers can generally be achieved by blending a ductile secondary phase to the base polymer, such as poly (e-caprolactone) (PCL), poly (butylene succinate) (PBS), and so on.23–29 PBS is a commercially available aliphatic polyester (PET) with high flexibility, toughness, low glass transition temperature, and good biodegradability, whose fibers exhibit a lower specific strength to rupture, but a higher elongation (120%). 30 The use of low molecular weight PBS with a low melting point (114℃) in poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blends could retain the biodegradable and renewable characteristics. The development of new fibers with biodegradable/compostable polymeric materials, particularly for short-term applications (packaging, agriculture health care products, baby diapers, and wiping cloths), is of major interest to society. 31
Further, some properties of PLA cause difficulties in the textile applications; firstly, PLA undergoes hydrolysis in typical textile processing conditions and loses part of its strength and elongation when it is dyed.32,33 Secondly, the dark shades on PLA fiber make dye selections more difficult and limited only to commercial disperse dyes, because the dyeing behavior is usually different for PLA versus other PETs.34,35 The optimum dyeing conditions for dyeing PLA are 110℃ for 30 min under an acidic pH (pH 5). 36 The dyeing performance of PLA/PBS blend fibers has not been reported.
In the present work, the preparation of PLA/PBS polymer blend fibers is discussed for fiber applications and textile fabrications. The mechanical and thermal properties of the blends were studied, and scanning electron microscopy of cryo-fractured surfaces was performed to characterize the microstructural modification generated in the blend. The dyeability of PLA/PBS blend fibers with disperse dye was discussed using different characterization techniques. All the properties of the PLA/PBS blends were compared with those of neat PLA.
Experimental details
Materials
PLA (4032D-grade, weight-average) was purchased from Unic Technology (Suzhou) Co., Ltd. PBS (Mw 8000) was purchased from Anqing Hexing Chemical Co., Ltd. Scheme 1 shows the chemical structure of PLA and PBS polymers. Sodium carbonate (Na2CO3), hydrogen peroxide (H2O2), disperse blue 56, ammonium dihydrogen phosphate (NH4H2PO4), and sodium dithionite were obtained from Shanghai Chemical Reagents Co. Ltd, China.
Methods
Blend preparation melt spinning and dyeing
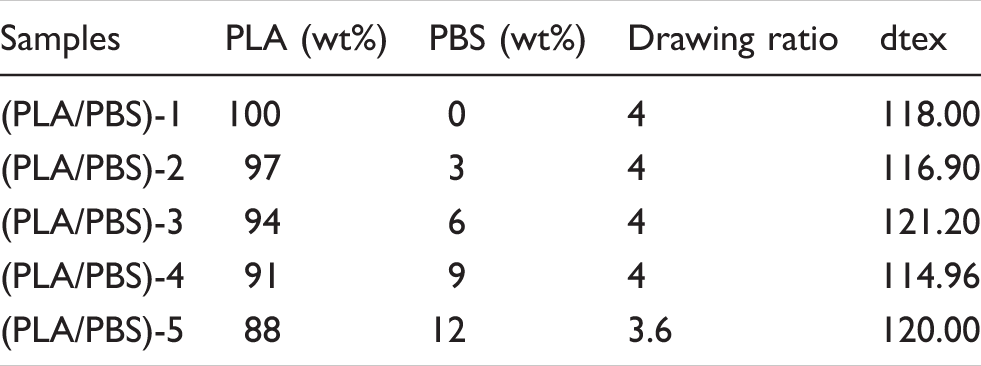
Compositions of poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blends
Before spinning, the materials were dried in a vacuum at 80℃ for 2 days. Fiber spinning was done in a two-step melt spinning/hot-drawing process using a Polymer ABE Engineering MATE- V, Co. Tokyo Japan, with 0.3 mm diameter of the die hole of spinneret and different temperatures. The as-spun fibers were collected at a rate of 800 m/min on a winder. The diameter of the fibers decreased with increasing take-up velocity. Finally, the multifilament yarn is hot drawn using a parallel drawing machine (TF–100, Suzhou, China) between two rolls at different speeds and temperatures (70℃ for the feed roll and 90℃ for the take-up roller). The draw ratio was calculated by the ratio of the speed of the feed roll to that of the take-up roller. The knitting fabrics of PLA/PBS blends with various compositions were prepared using a small diameter knitting machine (Fujian, China). The polymer blends with all components can be used in the preparation of the knitting socks.
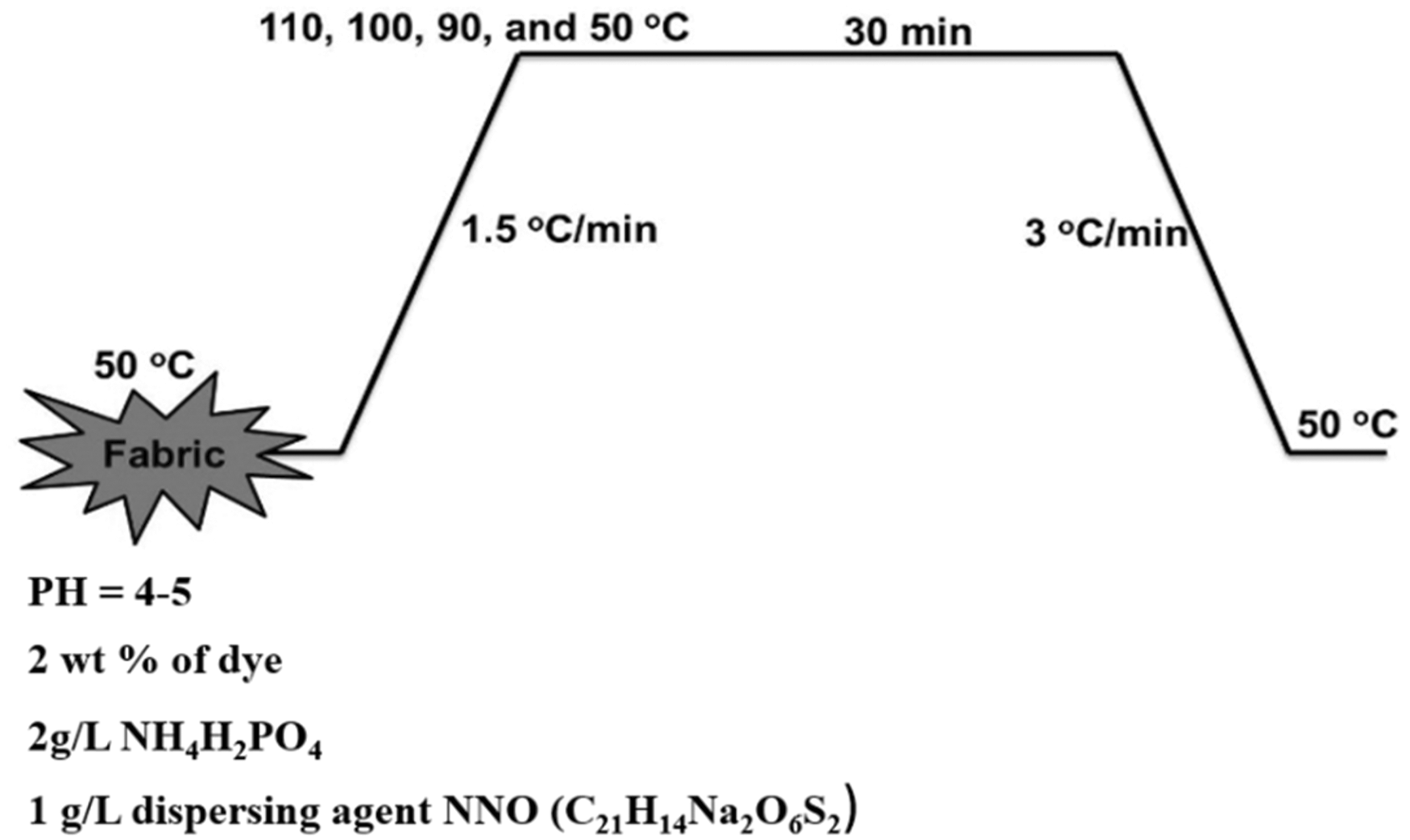
Before dyeing, the fabric was treated with a solution of 2 g/L Na2CO3 and 1 g/L of scouring agent (JFC) at 60℃ for 20 min, keeping the materials in the liquor ratio at 1:20. The fabric was then treated in a bleaching solution containing 3 g/L Na2CO3, 40 mL/L of H2O2, and 0.5 g/L of hydrogen peroxide stabilizer at 85–95℃ for 30 min. Disperse blue 56 was used to investigate the dyeing capability of PLA/PBS fabric using a DK-S26 machine (China). The pH of the dye bath was adjusted with added NH4H2PO4.The dyeing was performed in two steps (Scheme 2). All the samples were subjected to clearing treatment using 2 g/L sodium dithionite and 2 g/L Na2CO3, with L:R of 1:50, at 100℃ for 5 min. The fabric samples were then taken out from the vessel and rinsed with water.
Characterization
The denier of PLA/PBS fiber determined using YG086 strands of yarn of 100 m in length and weighing using an analytical balance; this was repeated three times and an average was calculated in g/100 m, then converted to g/10,000 m, and then the denier and dtex were calculated.
The topography of the pure and PLA/PBS fibers were observed using a scanning electron microscope (SEM; HITACHL S-3000N) at an accelerating voltage of 10 kV. Thermal characterization of the blends was performed with differential scanning calorimetry (DSC) (TA Instrument Model Q20) in a nitrogen atmosphere. The actual measurements reported here were performed during a second heating cycle from 20℃ to 200℃ at a heating rate of 10℃/min. X-ray diffraction (XRD) data was obtained using a Rigaku Ultima3 X-ray instrument. Ni-filtered CuKα radiation (λ = 1.54060 Å) generated at a voltage of 40 kV and current of 40 mA was utilized at a scan speed of 5°/min from (2θ) 5° to 45o. The mechanical properties were measured in a standard testing atmosphere of 21℃ with 65% relative humidity using a Shimadzu AGS-500 A instrument. Specimens of 20 cm length were tested at a crosshead speed of 20 cm/min. All the reported results are an average of at least five measurements, with error bars representing +/− one standard deviation.
Shrinkage measurements
For shrinkage measurements, the fibers were submerged in boiling water (the bath was at 93℃ because of the high altitude) for 15 min. The following equation was used to measure the shrinkage

Moisture regains
The fibers were initially dried in a vacuum oven at 50℃ for 1 h. After weighing, the samples were conditioned at 20 ± 2℃ and humidity of 65 ± 3% for 24 h, and again the samples were weighed and the moisture regain was calculated by

Dyeing properties
All dye bath samples studied were dissolved in acetone (9 mL acetone, 1 mL dye solution) to eliminate solvent effects. The absorbance of the dye in the bath was then measured (at λmax) before and after dyeing using a spectrophotometer (UNICO UV-2100, Shanghai, China) in order to determine the exhaustion of each dye on the PLA/PBS fabric .the exhaustion (E%) was calculated according to



Wash fastness and rubbing fastness were determined using the reference GB/T 3921.1:1997 textiles-tests for color fastness-color fastness to washing and the reference GB/T 3921.1:1997 textiles-tests for color fastness-color fastness to rubbing, respectively.
Results and discussion
Fracture surface morphology analysis
The SEM images of the PLA/PBS are shown in Figure 1. PLA fiber exhibited a smooth surface, while the uniformly dispersed PBS phase is present in all compositions of PLA/PBS blends and no cavities and obvious phase separation of the two components or pores could be seen clearly, indicating the miscibility of the PLA/PBS blends. By increasing the PBS content within the blend fibers, the dispersed phase of PBS becomes clearer with less particle agglomeration in the blends, and the surface topography becomes generally rougher with increasing PBS content, as shown in Figures 1(a)–(e).
Scanning electron microscope images of various blend fibers: (a) (PLA/PBS)-1; (b) (PLA/PBS)-2; (c) (PLA/PBS)-3; (d) (PLA/PBS)-4; (e) (PLA/PBS)-5. PLA/PBS: poly (lactic acid)/poly (butylene succinate).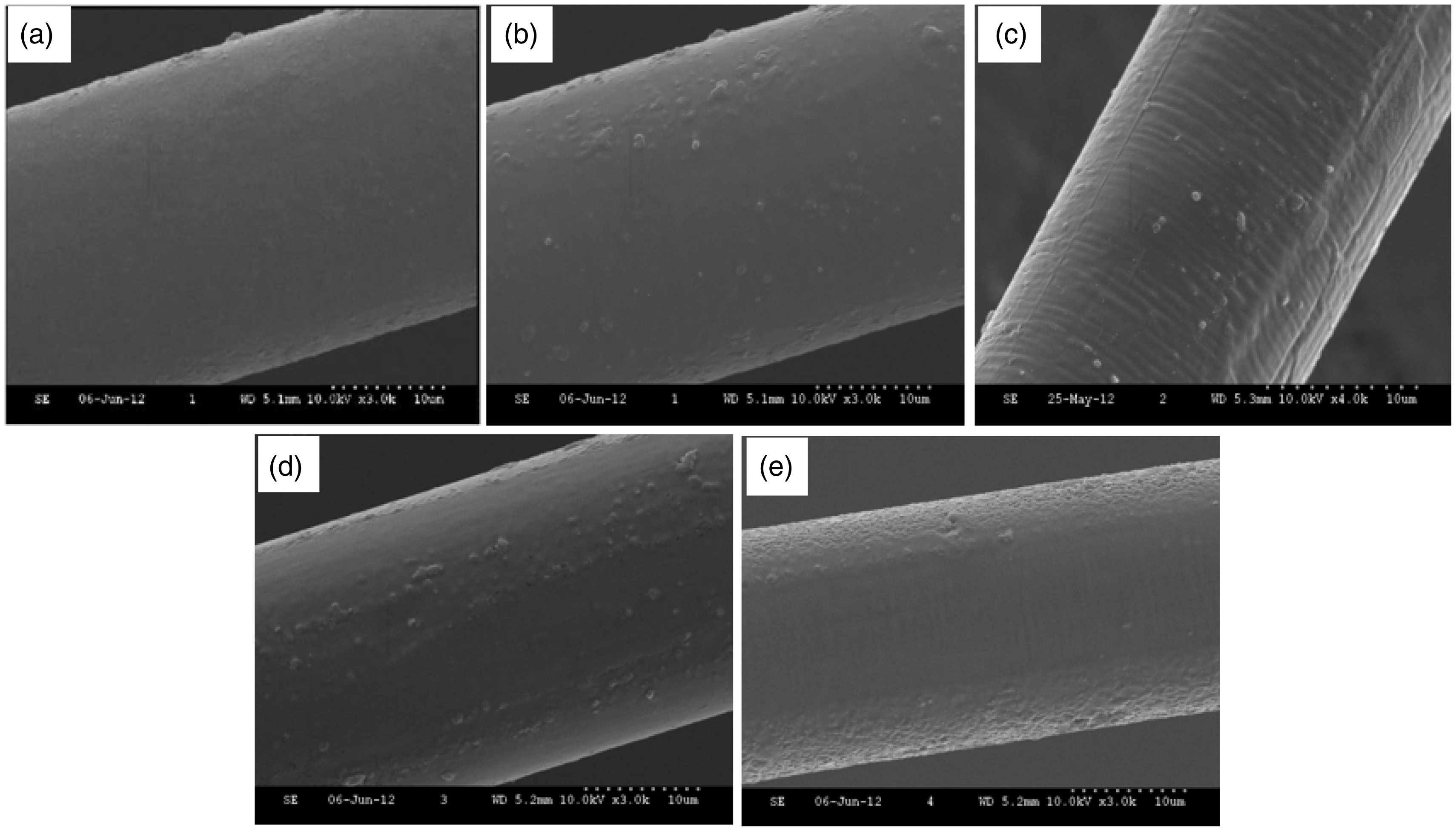
Differential scanning calorimetry
The results of DSC heating scans for the PLA/PBS blends are presented in Figure 2. The characteristics of DSC data for various PLA/PBS blends are described in Table 2. From the DSC curves, the change in melting point (Tm) and the glass transition temperatures (Tg) is clear. The Tm of PLA was around 167.13℃, but that in the blend increased to 169.18℃. As the composition of the PBS content increases, the blend showed a minimal change in Tm. The Tg of PLA was 62.82℃ (similar to the PLA/PBS blends). Pure PLA and PLA/PBS exhibited a single Tg peak for all blend compositions. The miscibility between any two polymers in the amorphous region is evidenced by the presence of a single Tg in polymer blend systems. These results indicated that the PLA/PBS blend systems were miscible in the amorphous phase.
37
The crystallinities of PLA and PLA/PBS were calculated from the area of the exothermic peaks and the enthalpy with the use of the following equation
Differential scanning calorimetry thermograms of various poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blends. Thermal characteristics and X-ray diffraction parameters of poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blends
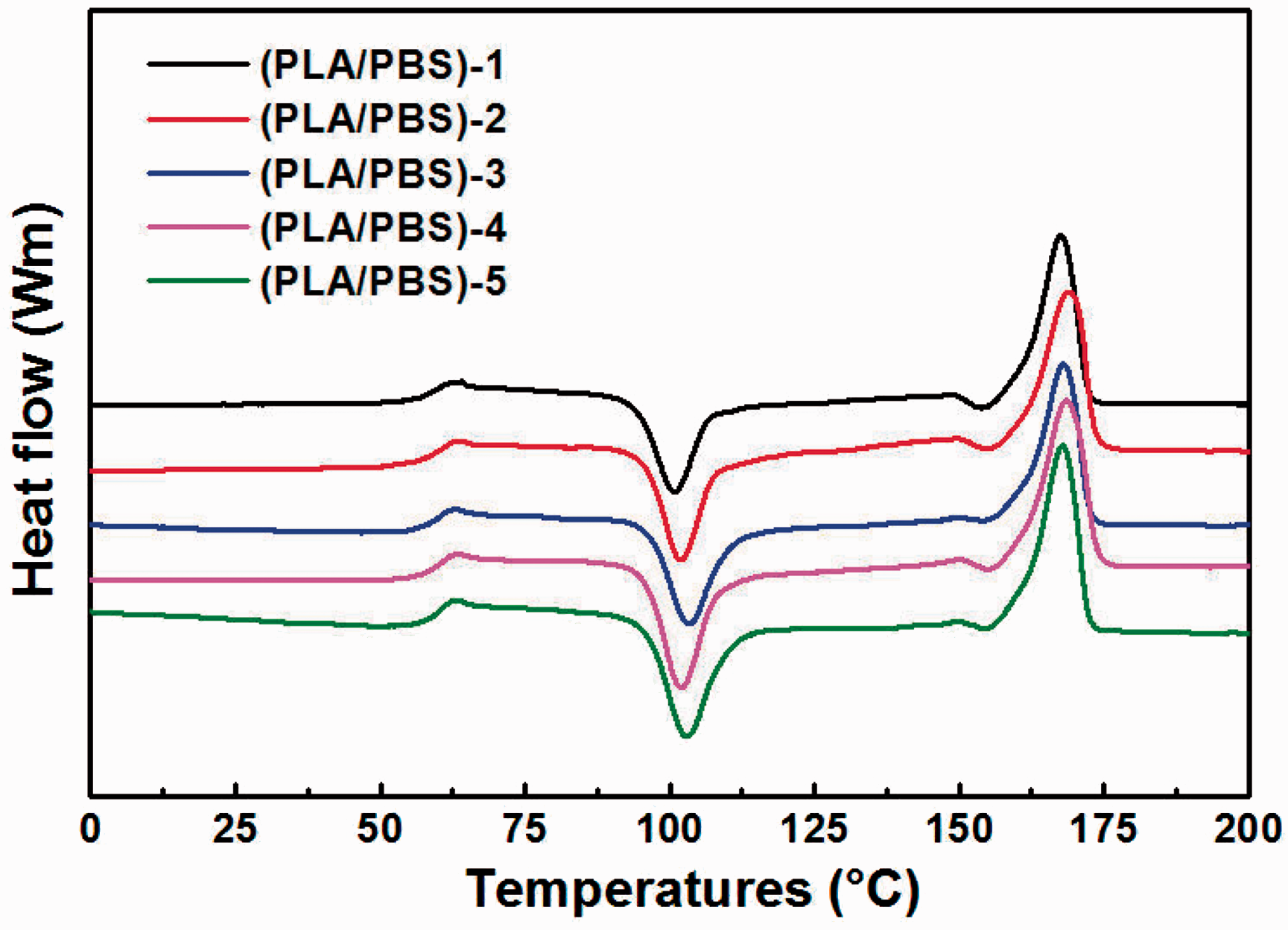
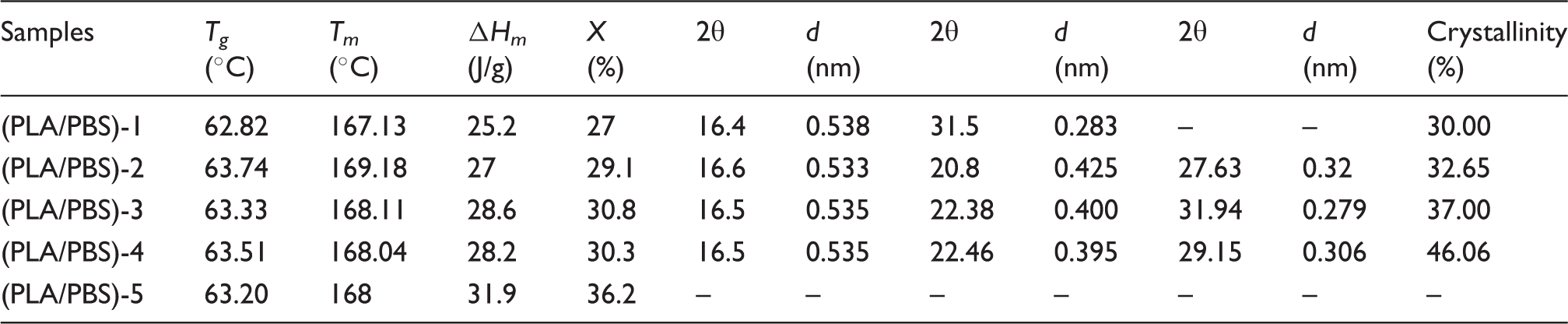
The crystallinity of PLA is increased significantly with increasing content of PBS; this is presumably because molten PBS, or impurities in the PBS, can act as crystallization nuclei for PLA, thus accelerating the crystallization during the heating process. 28
X-ray diffraction
The diffractograms of pure PLA ((PLA/PBS)-1) and PLA/PBS blend fibers are show in Figure 3(a). PLA fibers showed two strong diffraction peaks at 2θ = 16.4° and 31.5°, respectively. Adding PBS into PLA introduces an additional small peak at 22.38°, which is probably due to the weak crystal plane diffraction intensity. The PLA/PBS blend fibers also showed a slight shift in all the peak positions, indicating a slight change in the crystal lattice dimensions. Table 2 shows the XRD parameters of various PLA/PBS blend fibers. By adding PBS in PLA/PBS composite fiber, the crystallinity is improved. It could be considered that PBS would aid in PLA crystallization. The addition of 9 wt% PBS contents for (PLA/PBS)-4 resulted in the increase of crystallinity of about 46%, which is due to the increase in the degree of ordering of the molecular chains in the blend fibers. These results are consistent with the DSC results and the difference between the two results was due to the different conditions of the instrumental analysis techniques (DSC and XRD) and the distribution of the amorphous and crystalline regions in the semi-crystalline blends, which affects the crystallinity data obtained. The percentage of crystallinity calculated from DSC is temperature dependent, based on the enthalpy of crystallization and fusion. As these values are obtained at higher temperatures, this result cannot be compared with XRD analysis measured at room temperature.
39
Figure 3(b) shows the degree of orientation of PLA/PBS blend fibers with different ratios of PBS. By increasing the PBS content, the increase in the degree of orientation of the fiber is observed, which is due to the flexible chain of PBS, which acted as a plasticizer to reduce the interaction between the molecular chains of PLA, thus making it easier for the blend to respond along the external force direction, resulting in the improvement of the degree of fiber orientation during the drawing process, which indicated that improvement in the crystallization of the PLA/PBS fibers occurred.
(a) X-ray diffractograms of pure PLA ((PLA/PBS)-1) and poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blend fibers. (b) Degree of orientation of various PLA/PBS blend fibers.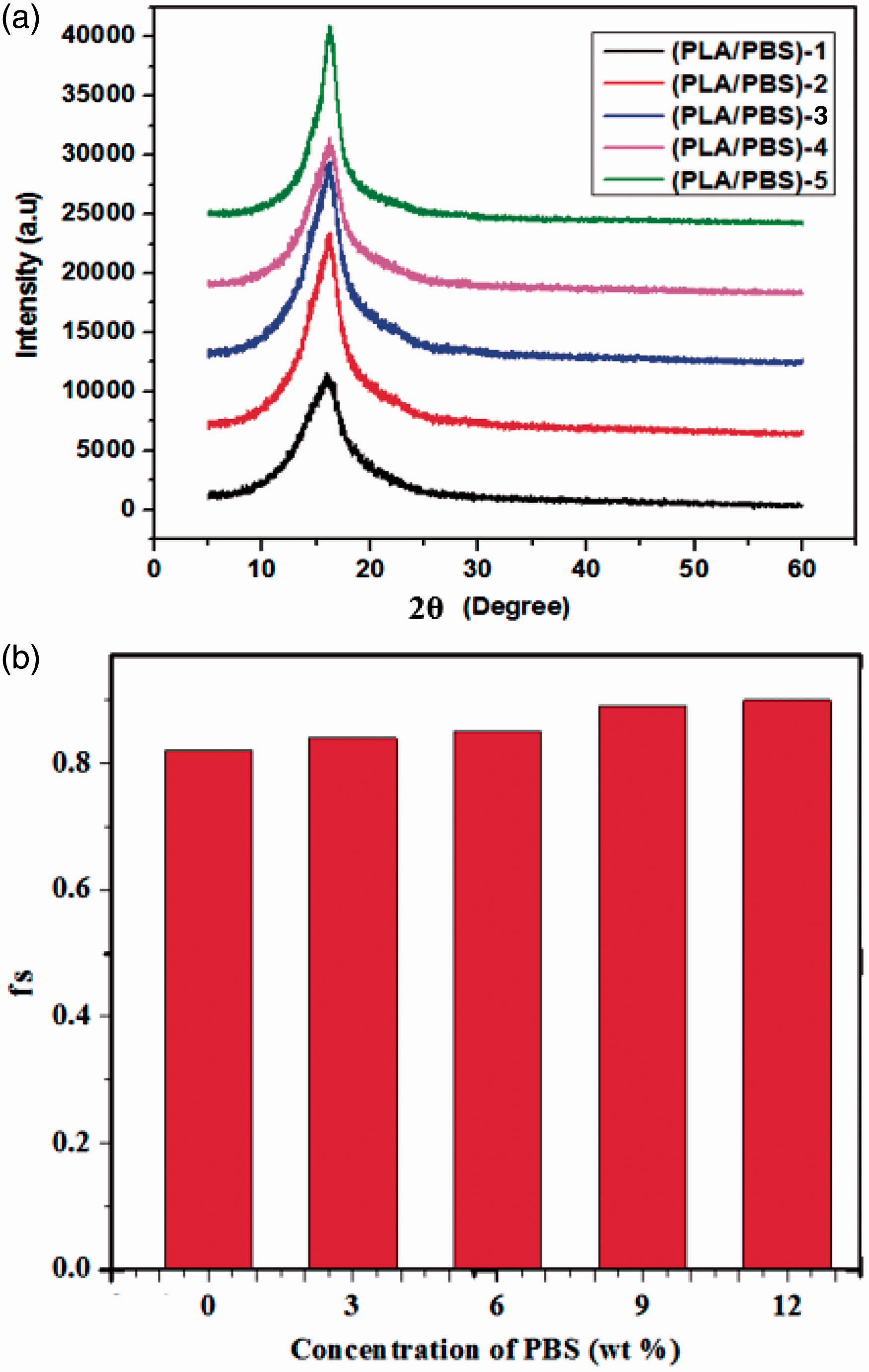
Mechanical properties
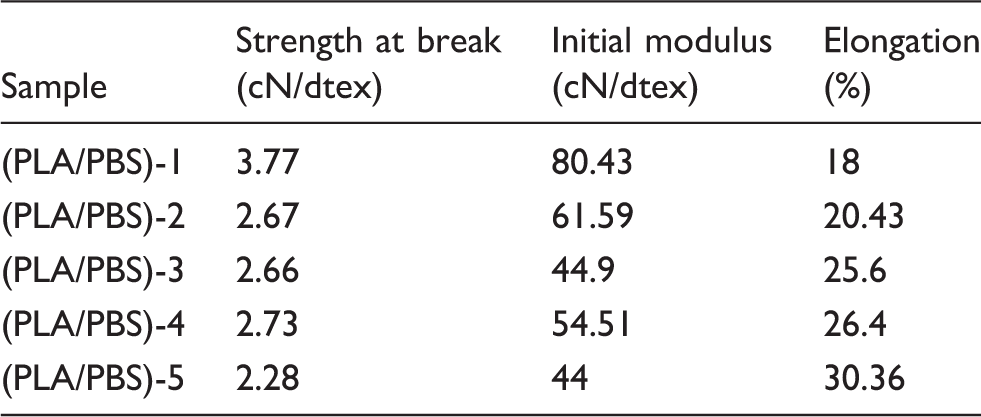
Mechanical properties of poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blend fibers
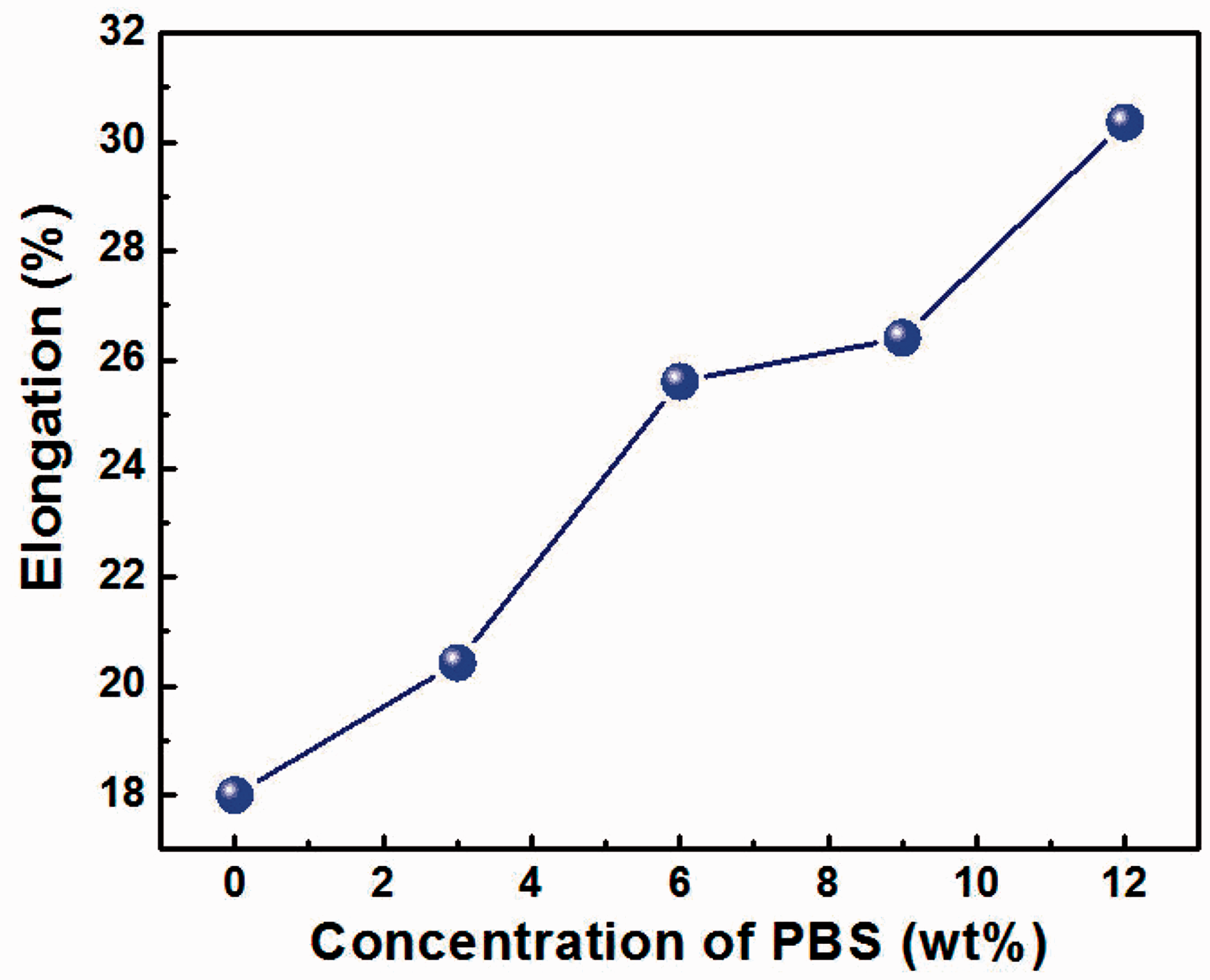
Variation in elongation by changing the poly (butylene succinate) (PBS) content for various polylactide/PBS blends.
Shrinkage of PLA/PBS blend fibers
The percent of shrinkage of the fibers after fabrication was evaluated in boiling water, as shown in Figure 5(a). At elevated temperatures, the oriented amorphous polymer chains revert toward a random-coil configuration.
42
The shrinkage of the fiber was found to be small for the all polymer blends, which may be due to the cross-linked polymer structure. It dropped from 32% for neat (PLA/PBS)-1 to 9% for (PLA/PBS)-5 blend fibers. This property is useful during textile applications (wet processing, dyeing, and finishing) to reduce the shrinkage during these processes.
(a) Percentage of shrinkage and (b) moisture regain of various poly (lactic acid)/poly (butylene succinate) (PLA/PBS) blend fibers.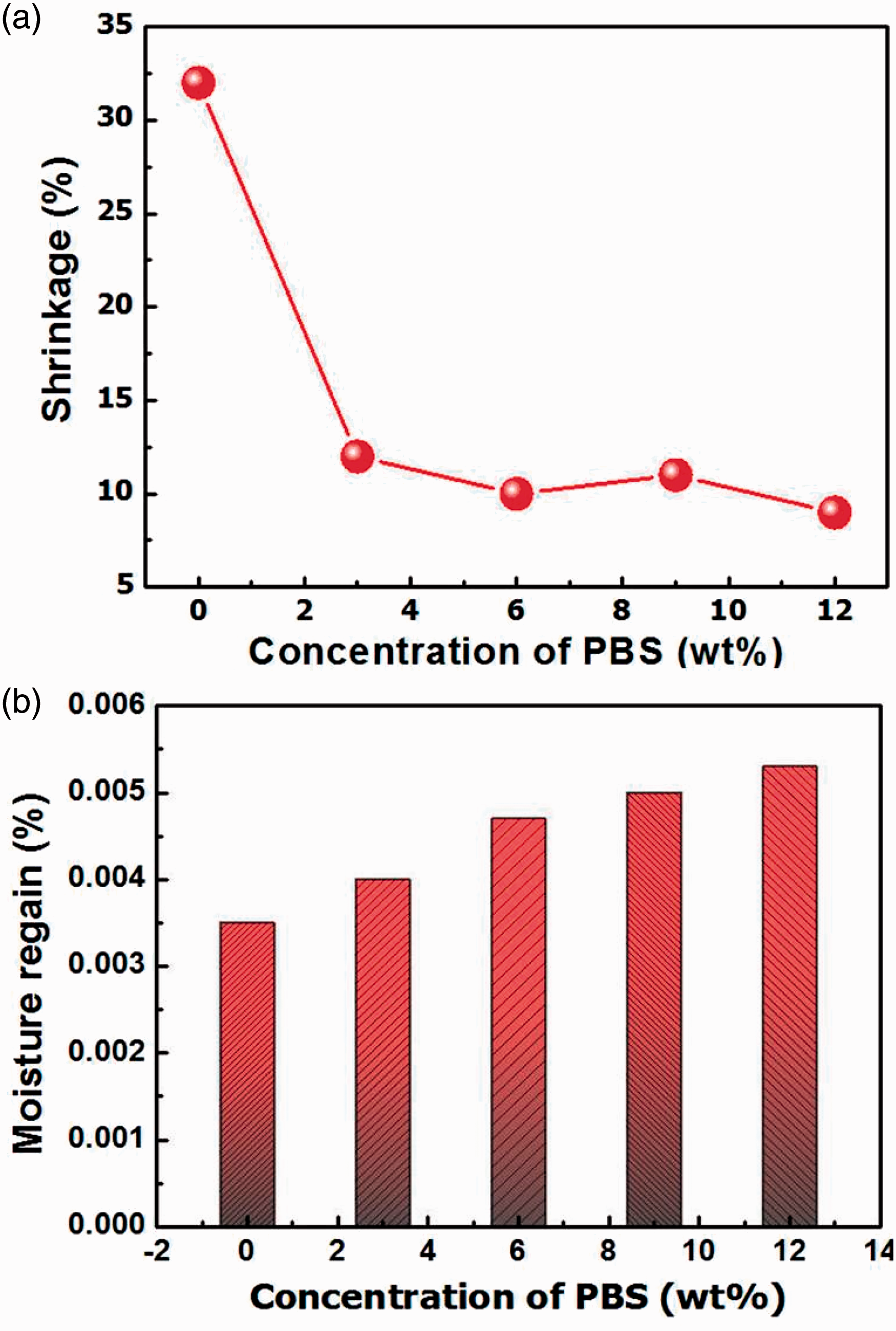
Moisture regains of the PLA/PBS blend fibers
When deciding about the proportions of various materials to mix together in making blends, the moisture of the resulting mixture is one of the critical factors to be considered. The extent to which fibers absorb moisture depends largely on the presence of polar groups, such as hydroxyl (-OH), amide (-CONH), amine (-NH2), and carboxyl (-COOH) groups, their availability in the amorphous areas, the strength of hydrogen bonding, and the number of hydrophilic groups. The moisture regain of PLA/PBS blend fibers with PBS content is presented in Figure 5(b). Although PBS molecular chains are similar to those of PLA, they contain only ester bonds and trace terminal hydroxyl groups (not in large numbers of hydrophilic groups) and the degree of crystallinity increased with increasing PBS contents, but the moisture regain slightly increased, because the fiber surface becomes rough, which can provide greater capacity for capturing moisture in the air, and this moisture content could subsequently penetrate into the fiber (Figure 5(b)). These results clearly indicate that a direct relationship exists between shrinkage and moisture regains: with the increase in the moisture regains, shrinkage decreases and vice versa. When the fabric is wetted, swelling of fibers results in reduced shrinkages.
Exhaustion and K/S value measurement
Although all the fabrics made from PLA/PBS blend fibers were soft with luster, only the (PLA/PBS)-3 blend fiber was used to fabricate the knitting socks due to its higher strength. The results confirmed that the PLA/PBS blend fabric can be applied for textile industrial applications. Figure 6(a) shows the exhaustion curves for the disperse dyes applied on PLA/PBS knitting fabrics and PLA fabric at 80–110℃ dyeing temperatures. An increase in temperature caused dramatic increases in the exhaustion. It can be seen that the dye exhaustions almost leveled at 110℃ for both PLA/PBS and PLA knitted fabric. The dye had high exhaustions on PLA/PBS fabric at all temperatures compared with PLA pure fabric, which indicated that when PBS was added, it led to the improvement of the dye exhaustion of PLA/PBS fabric. Due to the increase in roughness of the fibers, a slight increase in dyeing absorption was realized. The higher dye sorption of PLA in the polyblend fibers compared to PLA in the 100% fibers is due to the presence of PBS in the polyblends. PBS opens the structure of the fibers and allows more dye molecules to be accessible and sorbed by PLA. Figure 6(b) show the K/S value curves; the K/S values increased as the dyeing temperature increased. The main reason for these results may be that the motion activity of the disperse dyes increased with the temperature increasing, and with the swelling of PLA fabric at high temperature, the molecular structure becomes open, which facilitates the dye uptake and hence the higher K/S value is obtained. So, the disperse dyes can diffuse to the fabric much more easily and quickly. It has also been observed that at a lower temperature, dye absorbed by both PLA/PBS knitting fabrics and PLA fabric was very little and the color was very light. On the other hand, it can also be noted that PLA/PBS knitting fabrics dyed for 30 min at 110℃ showed heavy depth due to increased roughness and moisture of the new fiber, as a result of adding PBS.
Variation in (a) exhaustion, (b) K/S value, and (c) loss of strength on temperature by applying the disperse dyes on (PLA/PBS)-1 and (PLA/PBS)-3 blend knitted fabrics. Each data point represents an average of five samples. Error bars represent +/− one standard deviation. PLA/PBS: poly (lactic acid)/poly (butylene succinate).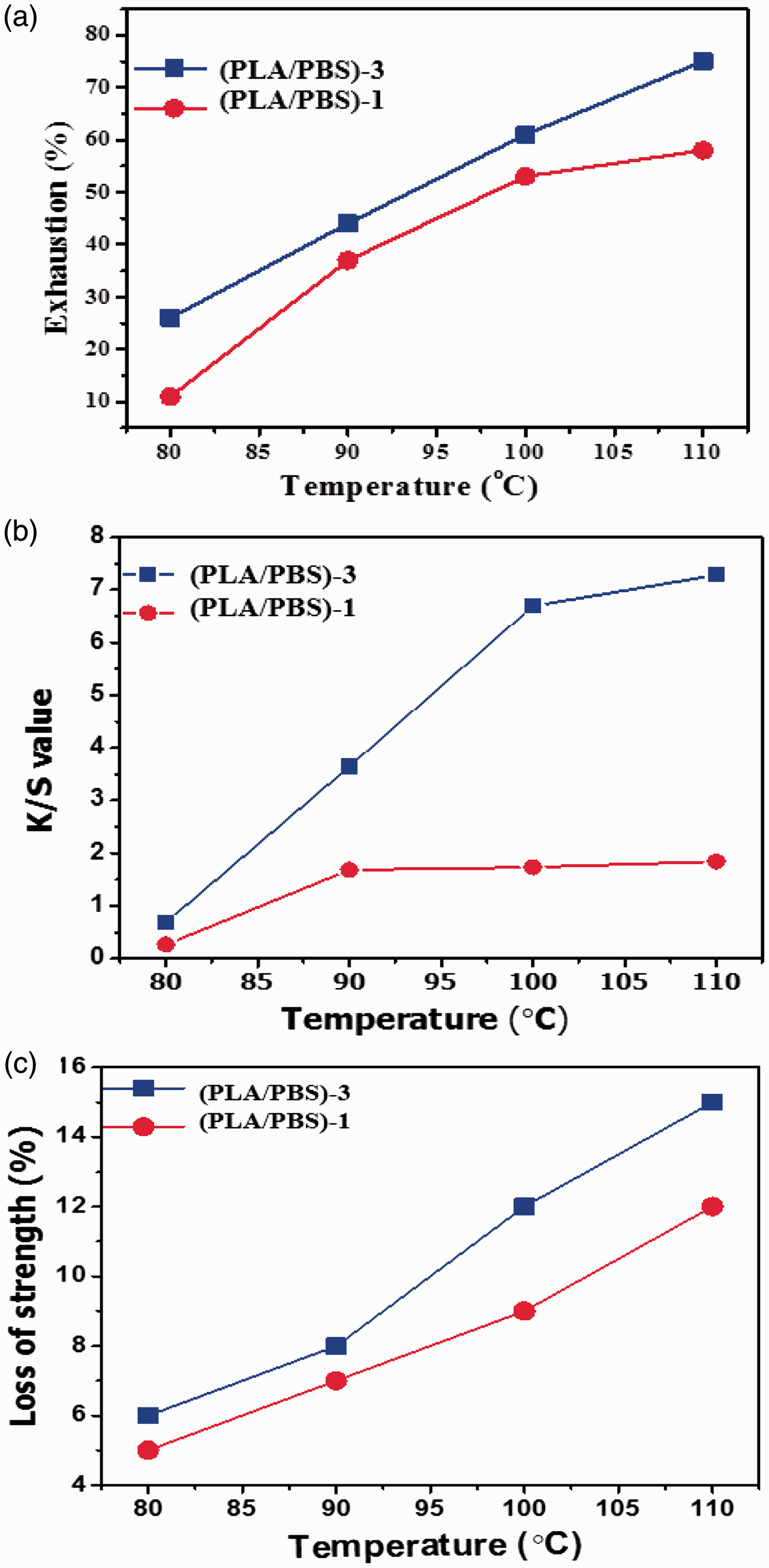
Strength loss
PLA has poor alkali resistance: strong alkalis can cause strength loss via hydrolysis in conventional wet processing (dyeing, bleaching, scouring, and clearing), and the melting point of PLA is lower than that of PET. So, all these processes must be carried out according to this sensitivity. The result showed that the bleaching and scouring affected the loss of strength, and strength loss increased with the increased temperature (Figure 6(c)). At 110℃, 15% loss of strength is observed for (PLA/PBS)-3 fabric as compared to 12% loss of strength for (PLA/PBS)-1 fabric, which is due to the low melting point of PBS. Also, at 80℃ there was a loss of strength up to 6%; although dyeing was done at a low temperature, this was due to the effect of scouring and bleaching processing.
Fastness
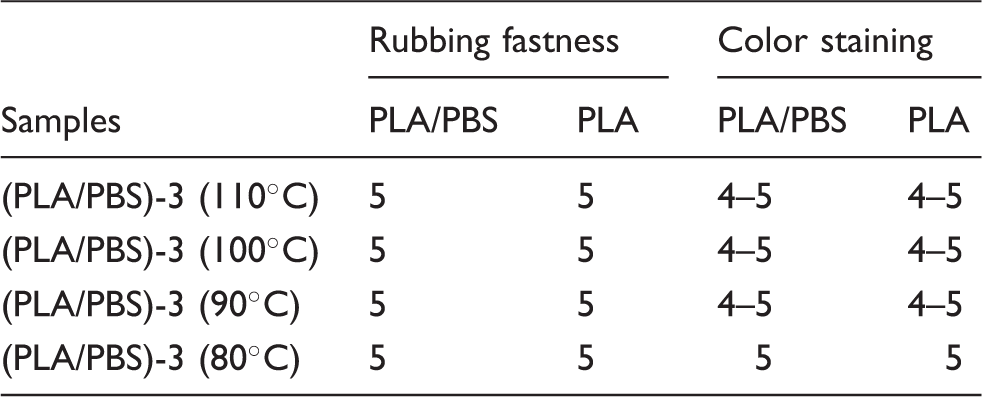
Fastness properties of the disperse dyes on poly (lactic acid)/poly (butylene succinate) (PLA/PBS) and PLA
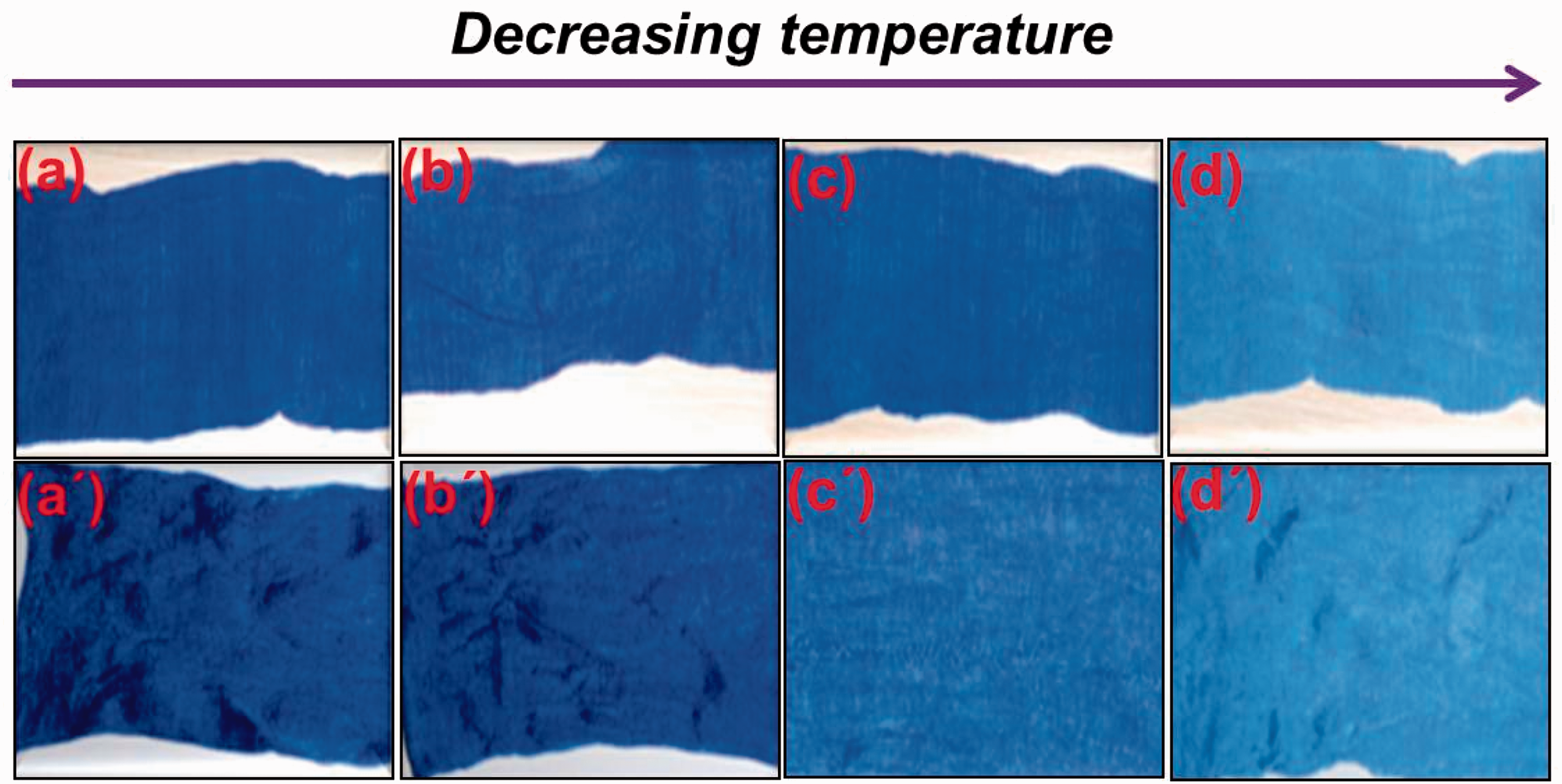
Photographs of dyed samples (a)–(d) (PLA/PBS)-1 and (a′)–(d′) (PLA/PBS)-3 knitting fabric dyed at different temperatures: (a, a′) 110℃; (b, b′) 100℃; (c, c′) 90℃; (d, d′) 80℃. PLA/PBS: poly (lactic acid)/poly (butylene succinate).
Conclusions
In summary, PLA/PBS blend fibers were fabricated using the melt spinning process. The SEM images of PLA/PBS blend fibers produced in different ratios have revealed high compatibility, and the thermal properties showed improvement in melting temperature and the crystallinity with increased content of PBS. Significantly, the addition of PBS to the PLA in the textile fibers has increased the elongation of the blends with comparable tensile strength and modulus. The results have shown improvement in the exhaustion and shade depth of PLA/PBS fabric dye when compare with neat PLA fabric, and their wash fastness was good with a rating between 4 and 5 in the scale. From these results, it is established that adding PBS to PLA can lead to improve dyeability of PLA fabrics. The fabric has biodegradability, which can be advantageously used as a biodegradable material for general disposable-type household supplies, represented by such items as health care products, wiping cloths, baby diapers, and plastic bags, as well as some traditional products, such as industrial devices, packaging, film, and fiber materials.
Chemical structures of poly (lactic acid) (PLA) and poly (butylene succinate) (PBS) polymers. Schematic representation for the dye procedure of (PLA/PBS)-1 and (PLA/PBS)-3 fabrics. PLA/PBS: poly (lactic acid)/poly (butylene succinate) (PLA/PBS).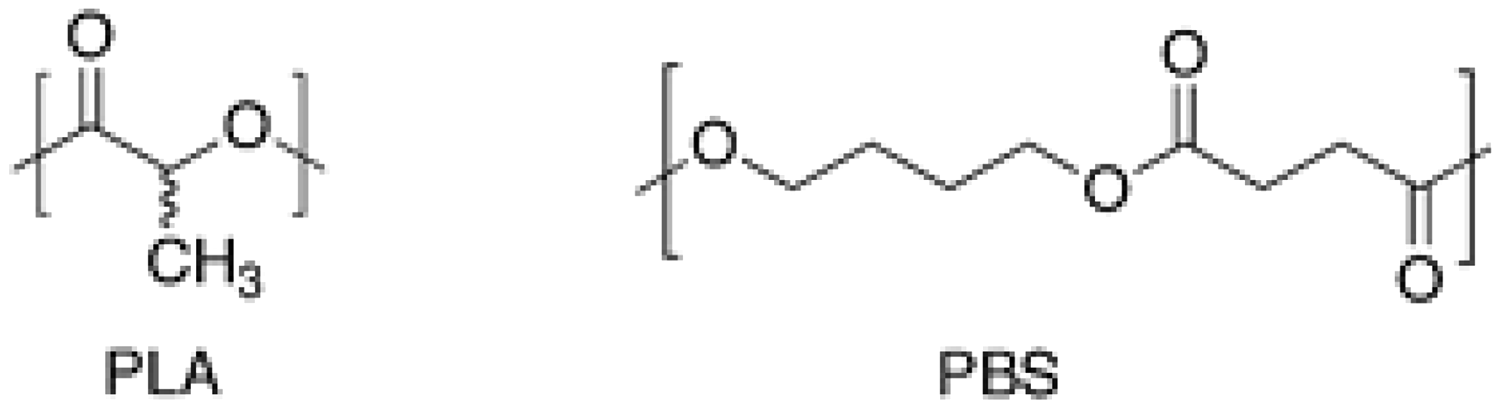
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.