
Abstract
In this study, a series of products with different water solubility, which were named as partial end-capped amino-terminated hyperbranched polymers (HBPs) 1–6, were obtained by changing the mass ratio of raw materials. The structure was characterized by Fourier transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR). The polyurethane was respectively mixed with partial end-capped amino-terminated HBPs to prepare different blend membranes by the drying method. The results showed that the water solubility of partial end-capped amino-terminated HBPs had obvious effects on the dyeing properties of blend membranes. When the mass ratio of amino-terminated HBP and single-blocked isophorone diisocyanate was 3:2, the performance of prepared partial end-capped amino-terminated HBP 4 was the best. The structures of blend membranes were characterized by FTIR spectroscopy, X-ray diffraction and scanning electron microscopy (SEM). When the mass fraction of partial end-capped amino-terminated HBP 4 was 2%, dye uptake improved from 12% to 85%. The dry-rub fastness and wet-rub fastness reached 4.5 and 3, respectively. The K/S values indicated that the surface chroma also deepened. The results indicated that partial end-capped amino-terminated HBP and polyurethane had hydrogen-bond interaction and certain phase separation.
Keywords
Microfiber synthetic leather is attracting more interest because it has many excellent properties such as superior performance and chemical resistance, is waterproof, as well as being resist to mildew compared to natural leather.1–4 A composite material, it is made from microfiber nonwovens and polyurethane (PU) elastomer. Microfiber has a large specific surface and high adsorption for adsorbing dyestuff during the dyeing process,5–7 but because the dye molecules are difficult to combine with the molecular chains of PU, the PU has lower uptake rate to dyes. In the processing of microfiber synthetic leather, the microfiber nonwovens are impregnated into PU solution; in other words, the polyurethane completely fills the microfiber. Then, the nonwovens/PU composite are dyed by ionic dyes, such as direct dyes, reactive dyes and acid dyes. However, the distribution and foaming condition of polyurethane in the nonwovens is different, so the phenomenon of uneven dyeing usually appears during reactive dyeing.8–10 Improving the dyeing rate of PU is helpful to solve this problem.11,12 Lee and colleagues studied the dyeing properties of ultrafine nylon/PU mixture with different types of dyes; 13 the amine-rich PU fiber exhibited enhanced dyeability and better washing fastness due to amino groups which acted as dyeing sites, compared to regular PU fiber. Therefore, providing more amino groups for PU can effectively improve various problems in dyeing. Wan and colleagues prepared a series of PU/β-cyclodextrin/disperse orange 31 composites by using dope dyeing; 14 β-cyclodextrin (β-CD) was used as a bridge to link PU and dyes because it has coniform structure which can form inclusions with disperse dyes and hydrogen bond with PU. The result revealed that the dope-dyed PU had good dye fastness and increased mechanical and thermal properties, which can be ascribed to the existence of hydrogen bonding between β-CD and PU.
Hyperbranched polymers (HBPs) and dendrimers are a group of polymers garlanded with heavily branched structures and a large number of reactive end functional groups.
15
In the past decades, several research groups have focused on HBPs because of their unique physicochemical properties, which present potential applications in coatings, additives, drug and gene delivery, macromolecular building blocks, nanotechnology and supramolecular science.16–20 Satyabrat and Niranjan studied the bio-based biodegradable waterborne hyperbranched PU as an ecofriendly sustainable material by using polyphenolic tannic acid in lieu of vegetable oil as the bio-based component;
21
the results indicate that the polymer is a safe material. It conforms to the requirement of environmental protection and sustainable development. Among all the HBPs, the amino-terminated HBP (HBP-NH2) is a type of dendrimer that has a highly branched three-dimensional spherical structure, and is widely used in the field of medicine, drug delivery, nano-reactors and so on. Most amino groups on the HBP-NH2 structure are cationic in aqueous solution (
PU is a thermoplastic resilient elastomer, which consists of both soft and hard segments. PU possesses a wide range of desirable properties such as resistance to abrasion and excellent hydrolytic stability. PU is mainly used for coatings, composites, adhesives and synthetic leather applications. 29 In this work, PU was used as a polymer matrix for the fabrication of easy-dyeing blend membranes.
Although the amino of HBP has many advantages in fabric dyeing,30,31 there are few literature reports that mention incorporating HBP-NH2 with PU to study the dyeing properties of PU. In this study, HBP-NH2 was partially end-capped by using single-blocked isophorone diisocyanate, which was named HBI, to make it so the HBP-NH2 could mix with solvent-borne PU. Mixing HBI and PU in solution could increase the bonding point of anionic dyestuff and PU membrane, so the dyeing rate and color-fastness of PU blend membrane were improved. This was due to the properties and application of HBP-NH2.
Experimental details
Main reagents and instruments
Amino-terminated HBPs (HBP-NH2) were self-prepared; N,N-dimethyl formamide (DMF), isophorone diisocyanate (IPDI), ethyl alcohol, dibutyltin dilaurate (DBTDL) were purchased from Tianjin Fuchen Chemical Regents Factory (Tianjin, China). Isolan Black 2s-LDN (molecular weight is 461.38, acid dye) was purchased from Dystar (Shanghai) Trading Co., Ltd. (Shanghai, China). 3010 Polyurethane (PU, solid content is 30%) was provided by Yantai Huada Chemical Industry Co., Ltd. (Yantai, China). SF400 scattered frosted installations was supplied by Changzhou Self-Reliance Chemical Machinery Co., Ltd. (Changzhou, China). 101-1AB draft drying cabinet was provided by Talsite Instrument Co., Ltd. (Tianjin, China).
Synthesis of partial end-capped amino-terminated hyperbranched polymer
Synthesis of single-blocked IPDI
A total of 44.5 g IPDI was dissolved in DMF to obtain a 50 wt% solution. This solution and 0.5 wt% DBTDL as a catalyst were added to a 250 ml three-necked flask equipped with a condenser. Then 10.1 g absolute ethyl alcohol was mixed together with DMF to obtain a 50 wt% solution. The solution was added drop-wise to the above mixture. The reaction of IPDI with ethyl alcohol was carried out with agitation at 80℃ for 2 h. Finally, single-blocked IPDI (solid content 50 wt%) was obtained. The reaction mechanism of single-blocked IPDI is illustrated in Scheme 1.
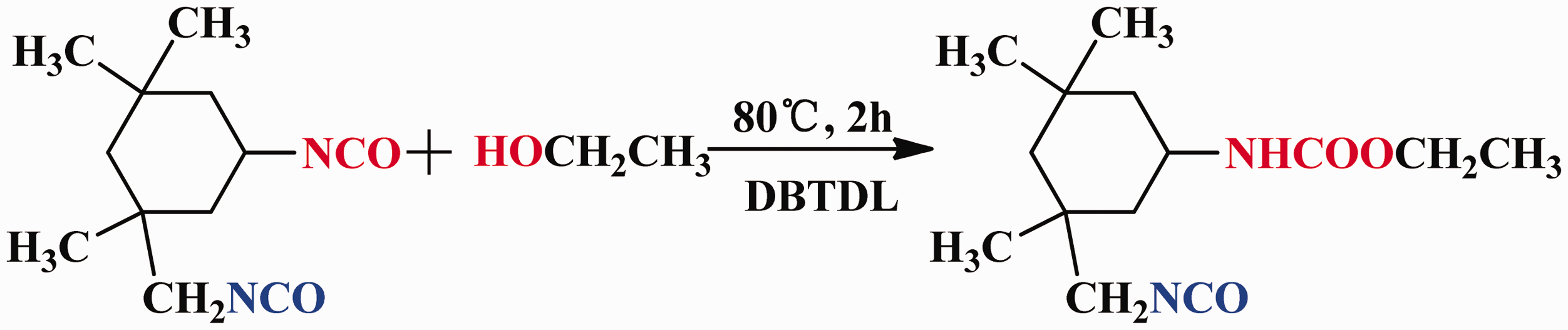
The reaction mechanism of single-blocked IPDI.
Synthesis of HBI
A total of 17.65 g HBP-NH2 was dissolved in DMF to obtain a 50 wt% solution. This was added to a three-necked flask. Different amounts of single-blocked IPDI (5.88 g, 11.77 g, 17.65 g, 23.5 g, 29.4 g, 35.3 g) were added drop-wise into the above flask to obtain the different mass ratio HBI. The reaction was carried out under continuous agitation for 2 h in an ice-water bath. Raising the temperature to 30℃, reaction continued for 30 min. The resultant polymers were purified by dissolving in acetone to remove remaining HBP-NH2; as a result, yellow viscous HBI was obtained. The resulting products were designated as HBI-1, HBI-2, HBI-3, HBI-4, HBI-5, HBI-6 (solid content is 50 wt%). Scheme 2 shows the reaction diagram of the synthesis of amino-terminated HBP. Scheme 3 shows the synthesis equation of HBIs.
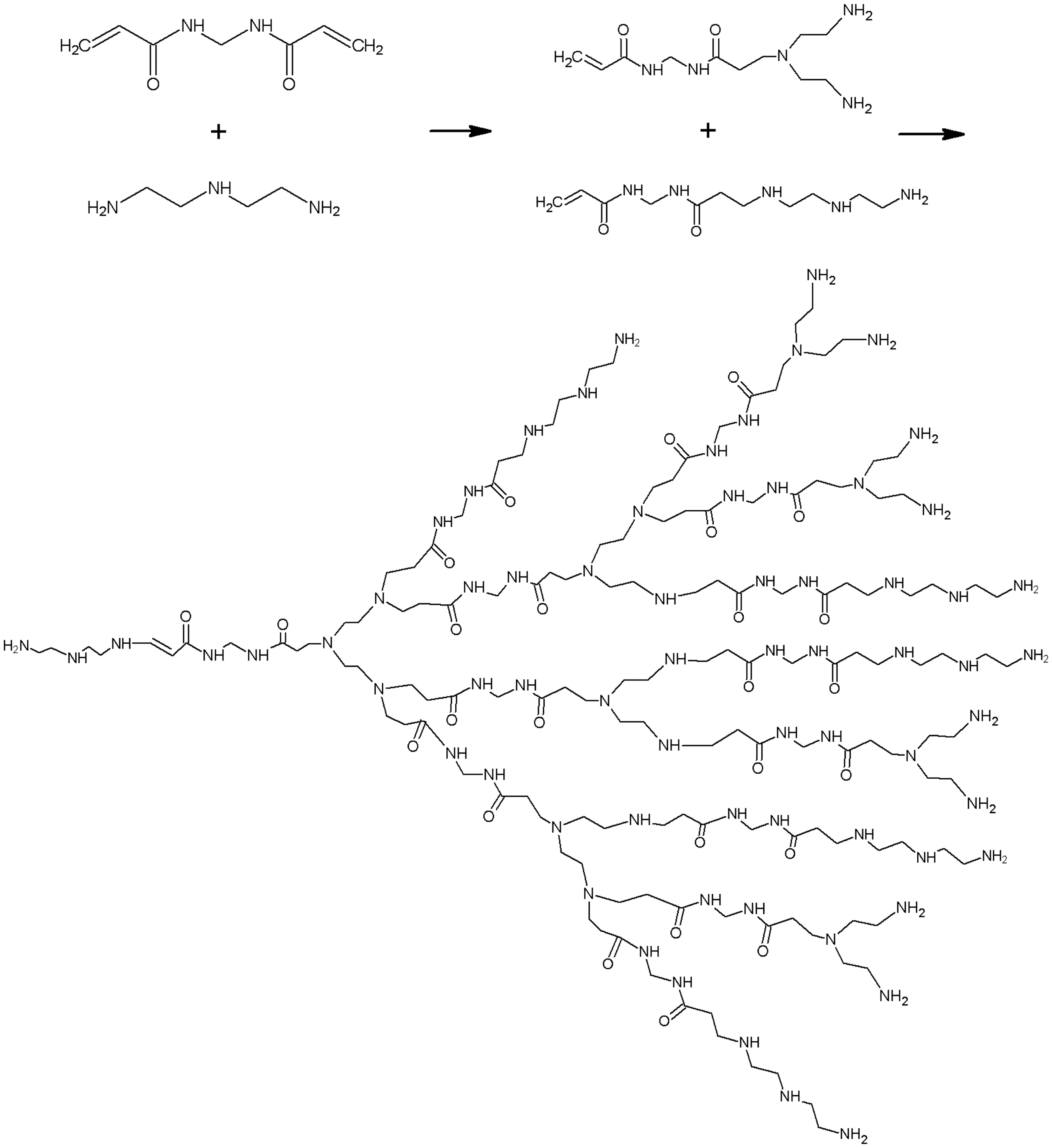
Reaction diagram of the synthesis of amino-terminated hyperbranched polymers.
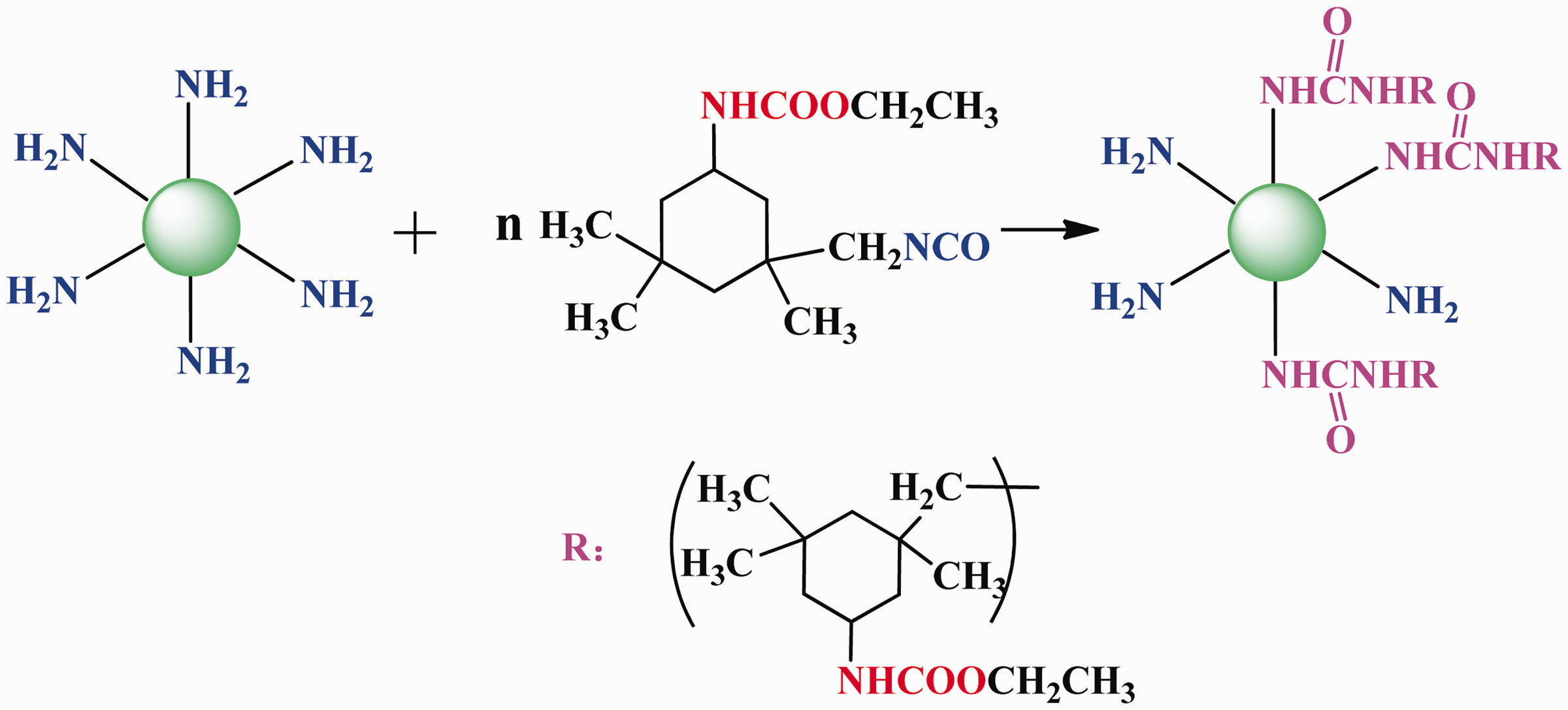
The synthesis equation of HBIs.
Preparation of blend membranes
PU membranes were prepared by impregnation and coagulation technique. A total of 40 g PU solution (solid content 30 wt%) and 1.6 g HBIs (HBI-1 to HBI-6, solid content 50 wt%) were dissolved in DMF to obtain a 18 wt% solution. The mixture was then stirred for 30 min to form a homogeneous solution. The foam-free polymer solution was cast to the desired thickness on clean, dry glass mold. The wet membrane was immediately impregnated into a coagulation bath. The coagulation bath is 20 wt% DMF solutions which are prepared by dissolving 20 g DMF into 80 g water. After 5–10 min, to completely remove the solvent, prepared membranes were completely washed three times with water and then squeezed repeatedly until there was no DMF in the membrane. Finally, the membrane was dried at 80℃ for 24 h. The same processes was used for each HBI. A series of PU/HBIs blend films was obtained. The pure PU membrane was prepared by dissolving 40 g PU solution (solid content 30 wt%) in 26.6 g DMF to obtain a 18 wt% solution. The resulting membranes were stored at room temperature for testing and dyeing.
Membrane dyeing
In the dyeing process we used the acid dyes Remazol Black B-K 133, which is often used in the microfiber synthetic leather for dyeing of PU membrane. The membranes were cut to 10 cm × 10 cm sections, and the dyeing was carried out in a dyeing machine (I-RE-24, Hongxing Machinery Equipment Co., Ltd, Foshan, China), in which the bath ratio was 1:30. The dyeing process curve is shown in Scheme 4.
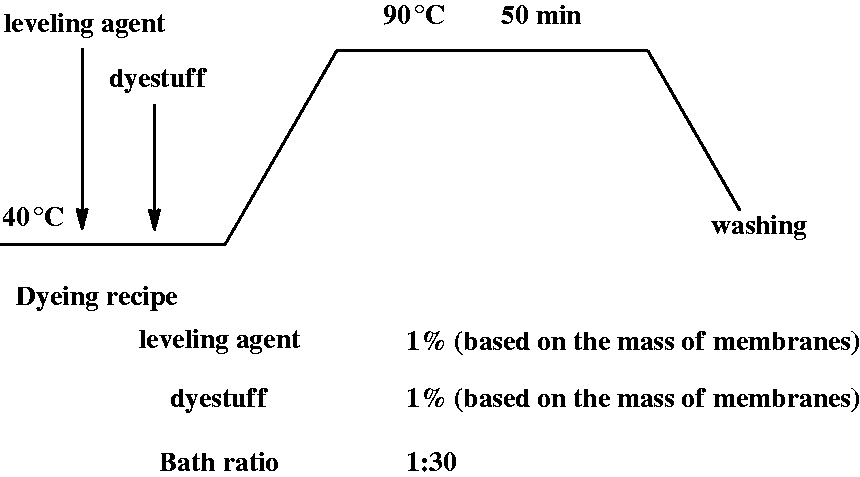
Dyeing technics of wet membrane.
Characterization and measurements
Water solubility of HBIs
A total of 0.25 g refined HBI products were added to a 150 ml beaker, after which 50 ml distilled water was added. After stirring for 1 h, the solution was transferred to a 250 ml volumetric flask and the distilled water was added to get a constant volume. After 1 h, 5 ml solution was taken from the volumetric flask and put into a weighing bottle; here it was dried in a draft drying cabinet at 100℃ for 24 h. The content of insoluble substances was calculated using equation (1).

Performance of HBIs/PU blend membranes
Determination of dye uptake
The absorbance of dyeing solution before and after dyeing was measured by using ultraviolet visible spectrophotometer (UV-9100, Labteth Company, Beijing, China). The calculation formula of dye uptake is as follows:

Color-fastness
The dry- and wet-rubbing fastness process of the membranes was tested using a dyeing friction fastness instrument (Y571L (A), Laizhou Electron Instrument Co., Ltd., Shandong, China). 32 Then dry- and wet-rubbing fastness (grade) were tested visually. 33 The higher the level, the better the color-fastness.
Measurement of mechanical properties
Tensile Tester (PT-1171, Taiwan Baoda International Co., Ltd, Taiwan, China) was used to measure the tensile strength and elongation at breaking of membranes. The test was carried out.38 The average value was calculated after each sample was tested three times.
The K/S value
The K/S value was measured by using a brightness meter (SF600+, Wenzhou Instrument and Apparatus Co., Ltd., Wenzhou, China). The color strength (K/S value) shows the color depth of the dyed fiber or fabric surface and indirectly characterizes the concentration of fixed dye. It is an important index that estimates the quality of the dyed textile. The Kubelk and Munk equation is as follows:

Characterization of HBI and HBI/PU blend membrane
Fourier transform infrared spectrometer
The Fourier transform infrared (FTIR) spectra were determined according to the coating method by Fourier IR spectrometer (VECTOR-22, BRUKER Company, Karlsruhe, Germany). HBI and HBP were completely dried in the oven to ensure they were absolutely dry, and then a certain amount of HBI and HBP were weighed. Each spectrum scans in the wave number range 400–4000 cm−1.
FTIR was also used to characterize the synthesized blend membrane and PU membrane. The synthesized blend membrane and PU membrane were dried at 80℃ for 6 h to remove unreacted monomer and solvent, and were then determined using the thin-film method. The scanning frequency range was 400–4000 cm−1.
1H-nuclear magnetic resonance spectroscopy of HBI
HBI and HBP-NH2 were dissolved in DMSO to prepare solutions, and then their NMR spectra were acquired on an ADVANCEIII 400 MHz NMR spectrometer (BRUKER Company, Karlsruhe, Germany).
X-ray diffraction of HBI/PU blend membrane
X-ray scattering studies of HBI-4, PU membrane and blend membrane were measured by a diffractometer (D/Max-3c, Hitachi Company, Tokyo, Japan) at room temperature with a scan rate of 4°/min.
Scanning electron microscopy of HBI/PU blend membrane
The morphology of the membranes was examined using scanning electron microscopy (SEM). All the samples were coated with gold and observed with an SEM (TM-1000 SEM, Hitachi Company).
Results and discussion
Water solubility of HBIs
HBP-NH2 is water soluble, while the PU used in impregnating the microfiber synthetic leather is solvent-borne, so it needs to blend with solvent-borne PU in DMF and its water solubility must be reduced. According to different mass ratios (3:0.5, 3:1, 3:1.5, 3:2, 3:2.5, 3:3) of HBP-NH2 and single-blocked IPDI, a series of HBIs (HBI-1 to HBI-6) with different water solubility were synthesized. The results of insoluble substance content are shown in Figure 1.
The content of insoluble substance in HBIs.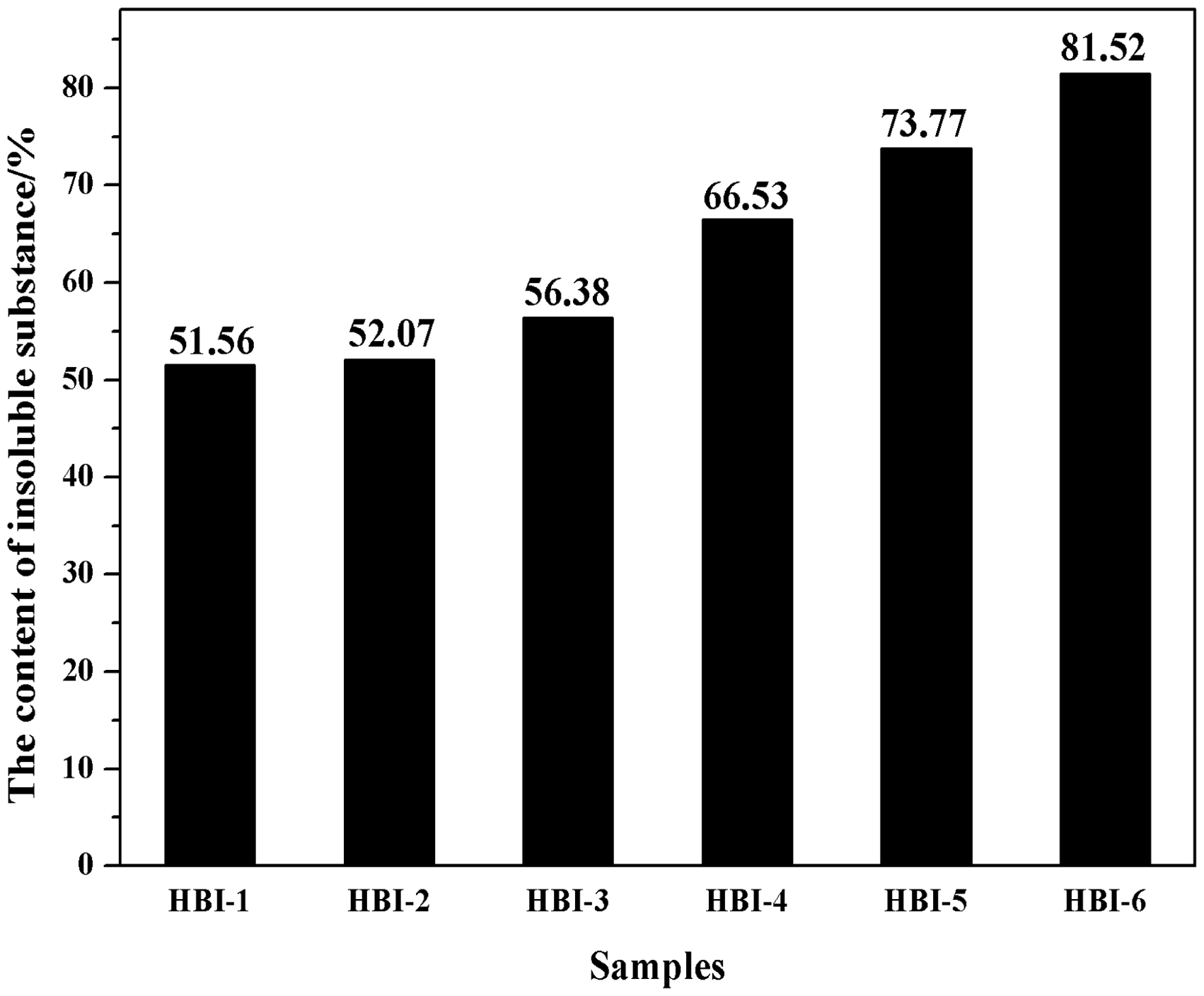
The results show that the water solubility of HBIs decreases with the increase of single-blocked IPDI dosage. HBP-NH2 molecules with abundant active amino groups can easily dissolve in water, but the content of hydrophilic groups in HBIs decreases because of the end-capping reaction of amino with –NCO; as a result, the water solubility of HBIs decreases, which is conducive to improving the compatibility between HBI and solvent-borne PU in DMF. In this way, HBI can be retained in a blend membrane. The prepared HBI can not only make PU membrane take on excellent dyeing properties, but also have a favorable washing effect. However, as the content of insoluble substance in HBI increases, the compatibility of HBI with solvent-borne PU improves, as well as the content of amino in the HBI reducing, which is unfavorable for dyeing improvement.
Performance of HBIs/PU blend membranes
Performances of HBIs/PU blend membranes

The color-fastness of the membranes was enhanced at all degrees. The wet-rub fastness increased initially but then decreased. This was due to the physical interaction of PU and dyestuff, which was dominant in the pure PU membrane; it easily faded when wiped with a damp cloth. For HBI/PU blend membranes, because of the existence of amino groups, the interaction of dyestuff with PU was mainly chemical bonding, which was more stable. The breaking strength and elongation at breaking of the blend membranes both decreased, but the reduction in value was not much. This can be explained by the fact that the interaction of HBIs with PU hinders the formation of hydrogen bonding between the soft and hard segments. 34 Furthermore, the small pores caused by phase separation between HBIs and polymer chains also reduce the mechanical strength of membranes. On the other hand, the inter-molecular hydrogen-bond interaction can also ensure that the degree of decrease is relatively small. Considering the factors such as water solubility, dye uptake and dry- and wet-rubbing fastness of HBIs, HBI-4 showed excellent performance; when simultaneously considering dyeing properties and compatibility, HBI-4 is thought to be the best.
The photos of dyed pure PU membrane and HBI-4/PU blend membrane are shown in Figure 2. From comparison of the two photos it is clear that the color of HBI-4/PU blend membrane is deeper. The use of HBI-4 can significantly improve the dyeing performance of PU membrane.
The photos of dyed pure PU membrane (a) and HBI-4/PU blend membrane (b).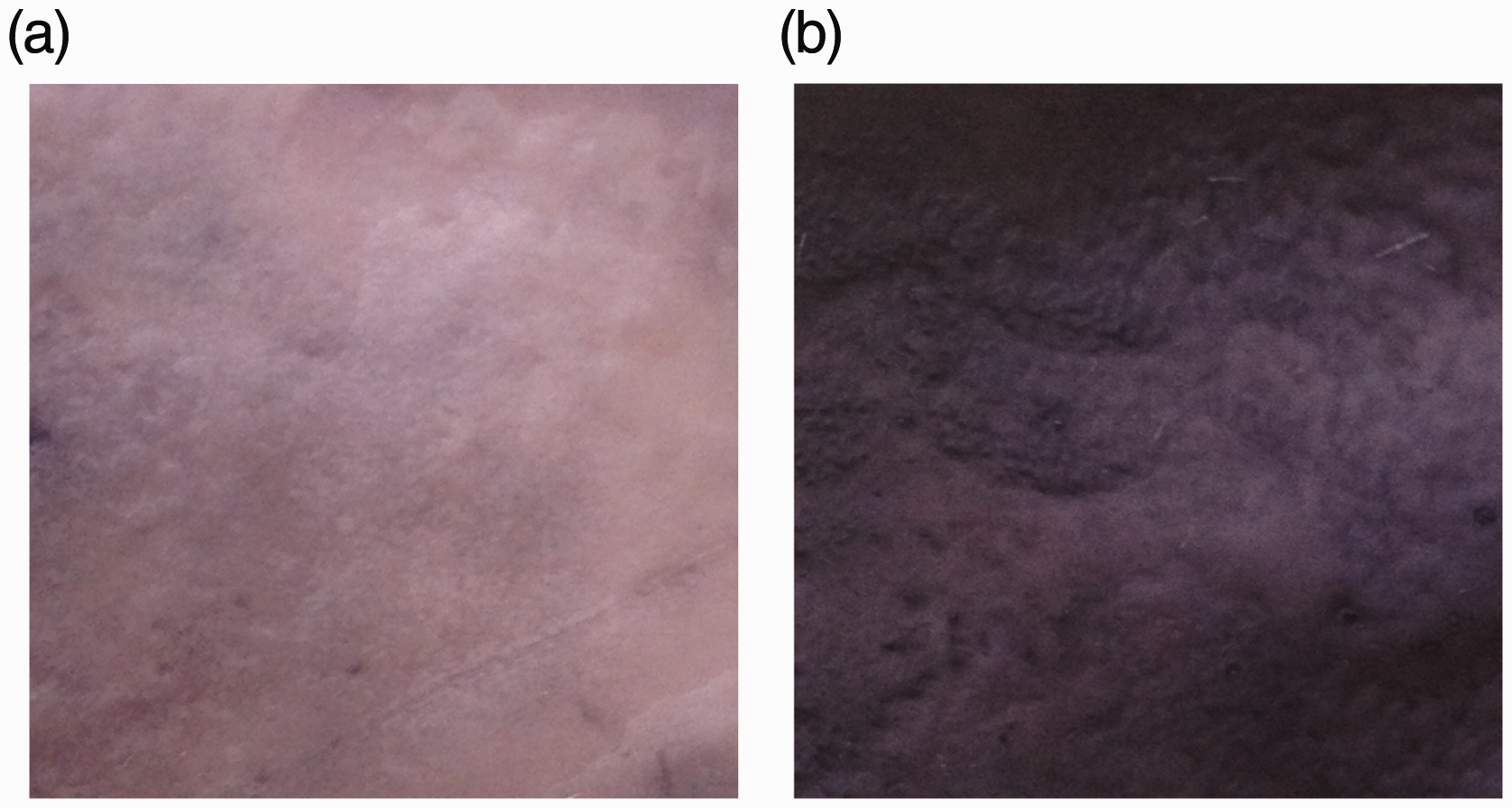
K/S value
Dyeing depth is one of the most important standards to evaluate dyeing performance. The Kubelka–Munk dyeing depth equation has a certain function relation between the absorption coefficient K and scattering coefficient S of the measured object and the concentration of colored substance C in the solid sample.
The color strength (K/S value) shows the color depth of the dyed fiber or fabric surface and indirectly characterizes the concentration of fixed dye. Figure 3 shows the K/S values of pure membrane and HBIs/PU blend membranes. The black line represents the PU film; and the other lines represent the HBIs/PU blend membranes. It is clearly observed that the K/S value of pure PU membrane was much less than those of HBIs/PU blend membranes. The inset in Figure 3 represents an enlarged view of the interval in which the range on the x-axis is 400–475 nm and the range on the y-axis is 11–13, respectively. That is to say, the chroma of blend membranes is deeper than that of PU membrane. This also implies that the existence of amino groups can improve the absorptivity of dyestuff. At the same time, the color depth of HBIs/PU blend membranes also increased initially but then decreased. The results were consistent with that of dye uptake.
The K/S values of pure membrane and HBIs/PU blend membranes.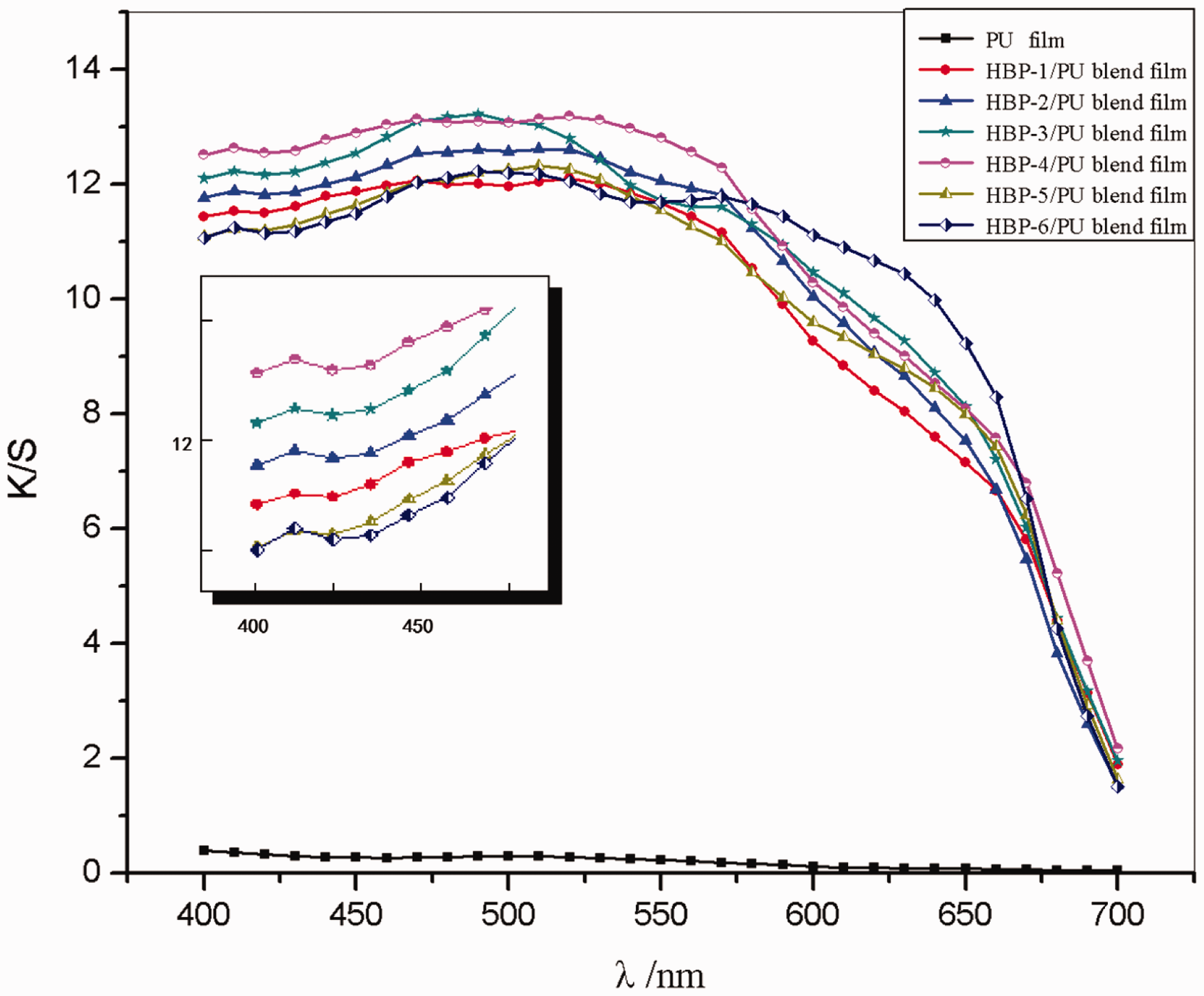
Characterization of HBI
FTIR analysis
Figure 4 shows the FTIR spectra of HBP and HBI-4. Compared with the spectrum of HBP, the N–H stretching vibration peak (3200–3400 cm−1) that belonged to –NH2 and –NH– changed, which is attributed to the decrease of –NH2 through the reaction of IPDI and HBP-NH2; also, the N–H stretching vibration peak in –NH– was more obvious. Simultaneously, the absorption peaks of inflection vibration assigned to –C–O–C– in the urethane group can be found at 1243.94 and 1027.30 cm−1, which can also indicate the success of the end-capping reaction.
FTIR spectra of HBP and HBI-4.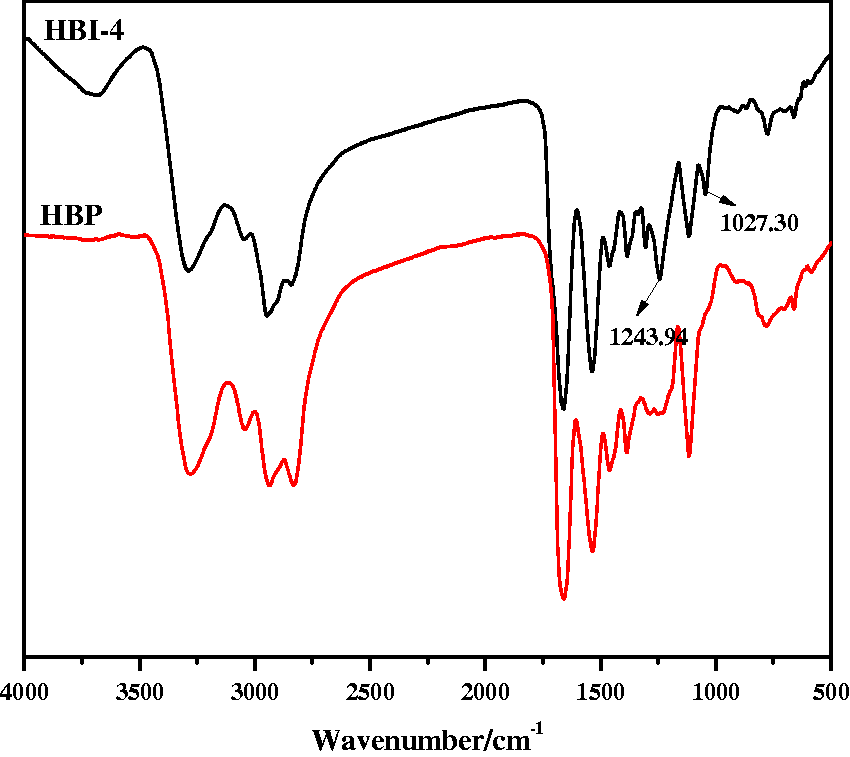
1H-NMR analysis
In order to further explain the success of the capping reaction, the products were characterized by 1H-NMR. Figure 5 shows the 1H-NMR spectra of HBP-NH2 and HBI-4. The appearance of doublet and singlet peaks can be clearly observed near 1 ppm on the HBI-4 spectrum. It was caused by the proton chemical shift of –CH2–, –CH3 in the hexatomic ring. The peak at 4.14 ppm is assigned to the proton chemical shift of –CH2– connecting with oxygen atoms in –NHCOO–. These peaks were not found on the HBP-NH2 spectrum, which indicated that the reaction was performed as anticipated.
1H-NMR spectra of HBP and HBI-4.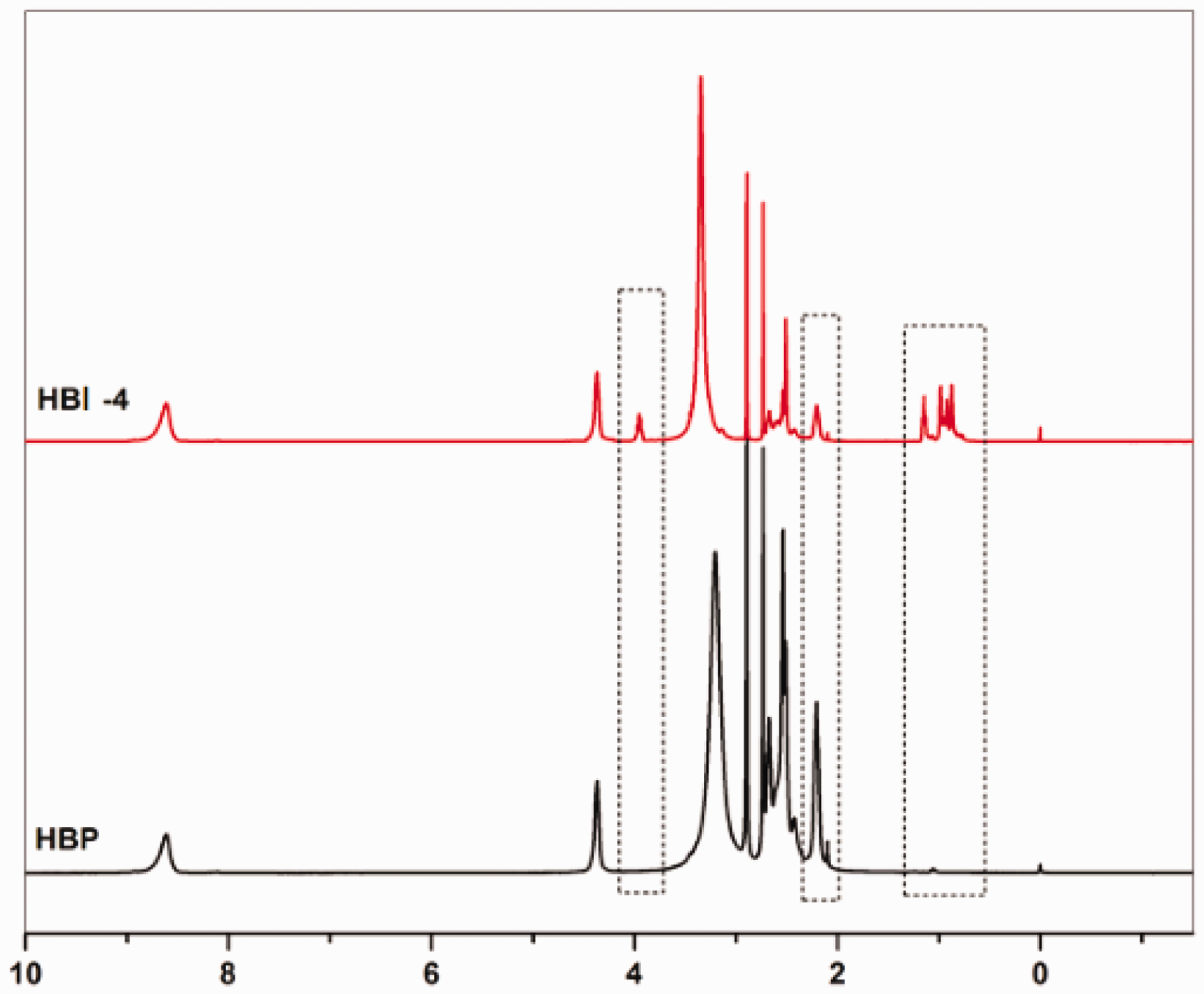
Characterization of HBI-4/PU blend membrane
FTIR analysis
The uniform dispersion of HBI-4 in PU matrix strongly depends on the interfacial interactions. A strong interaction between HBI-4 and PU is expected due to the presence of primary and secondary amine groups of HBI-4. The presence of such interactions can be confirmed using FTIR spectroscopy. Figure 6 shows the typical peaks of PU and PU/HBI-4 membranes. The stretching band at 1062.28 cm−1 and 1063.76 cm−1 was due to the in-plane vibration of the –OCO–NH– group.
35
The stretching band at 1726.04 cm−1 and 1718.31 cm−1 belonged to the vibrations of the –C=O group (hydrogen bonded and non-hydrogen bonded carbonyl groups) in PU. The band at 3300 cm−1 is due to the stretching vibration of the hydrogen bonded –NH group in PU. The absorption peak near 3300 cm−1 in pure PU and HBI-4/PU have a small peak shift, which related to the interaction of PU and HBI-4, as well as the original inter-molecular and intra-molecular hydrogen bonds of PU matrix that were destroyed due to the introduction of HBI-4. The absorption peaks near 2953.99 cm−1 and 2958.97 cm−1 in pure PU and HBI-4/PU belonged to the stretching vibration of alkyl groups.
29
As shown in Figure 6, the effect of HBI-4 on the spectrum of HBI-4/PU can be negligible. Thus, the absorption peaks of PU might overlap with those of HBI-4.
FTIR spectra of PU membrane and HBI-4/PU blend membrane.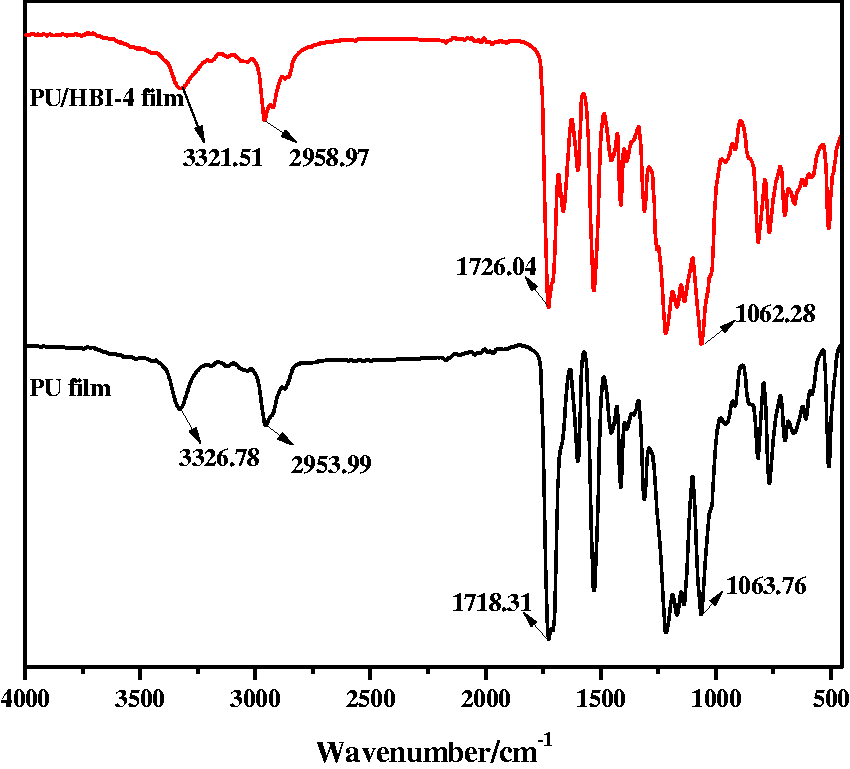
X-ray diffraction analysis
X-ray diffraction (XRD) was used to investigate the influence of HBI on the microstructure of the PU matrix. Figure 7 shows the XRD spectra of PU film and PU/HBI-4 film. The degree of crystallinity was accordingly calculated with the aid of Jade 5.0 software (Materials Data, Inc, Livermore, CA). The degree of crystallinity on the PU film and PU/HBI-4 blend film were 5.06% and 1.90%, respectively, which was attributed to the introduction of HBI. The pristine PU showed a broad peak at 22.62°, as shown in curve b of Figure 7. The diffraction peak of HBI-4/PU membrane was in the range of 22.26–22.56°. The reason may be the successful attachment of PU with HBI-4.
36
Meanwhile, the diffraction peaks of PU and HBI-4/PU membranes were nearly the same; this was due to the decrease of interactions between soft and hard segments and the formation of inter-molecular hydrogen bonds between HBI-4 and PU. According to the information, dyeing occurs mainly in the amorphous area of PU.
37
It is therefore good for dyeing to separate the hard segment from the soft matrix. The peak at 22.62° could not be observed in the XRD pattern of HBI-4/PU membrane, which indicated that the HBI-4 was uniformly dispersed in PU matrix. Therefore, XRD results can reflect the dispersion state of HBI-4 in the PU matrix.
X-ray diffraction patterns of HBI-4, PU membrane and HBI-4/PU membrane.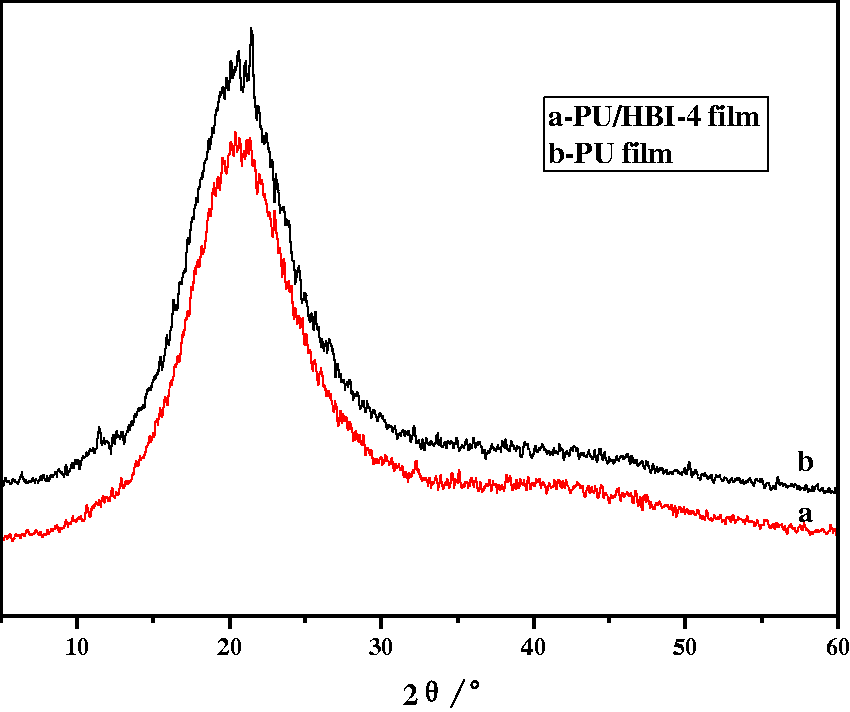
Morphology
A series of SEM micrographs are shown in Figure 8, which provide a comparison of two different membranes. The SEM images of HBI-4/PU show many wrinkles and ripples (worm-like pattern) on the surface. Overall, the images show that HBI-4 was well exfoliated and dispersed in the PU matrix. This was attributed to the successful interfacial interaction (H-bonding interaction) between HBI-4 and PU. In addition, as shown in the longitudinal section of membranes, the finger pores in the pure PU membrane are in a regular arrangement, while for HBI-4/PU membrane the pore size is larger. The characteristics of the porous structure, such as pore interconnectivity and pore size, depend on the adjustment of the phase separation process.
34
HBI-4 contains many hydrophilic groups such as –NH2 and –NH–, so more non-solvent water is absorbed to make it diffuse into the liquid membrane; it then exchanges with DMF in the membrane. The phase separation rate of film-forming is accelerated, which is conducive to forming porous membrane. It suggests that HBI-4 has the same ability as a pore-forming agent, as well as being helpful for establishing pores to improve the absorption rate of dyes.
SEM images of pure PU and HBI-4/PU membranes: (a) PU membrane: the surface, the longitudinal section; (b) HBI-4/PU blend membrane: the surface, the longitudinal section.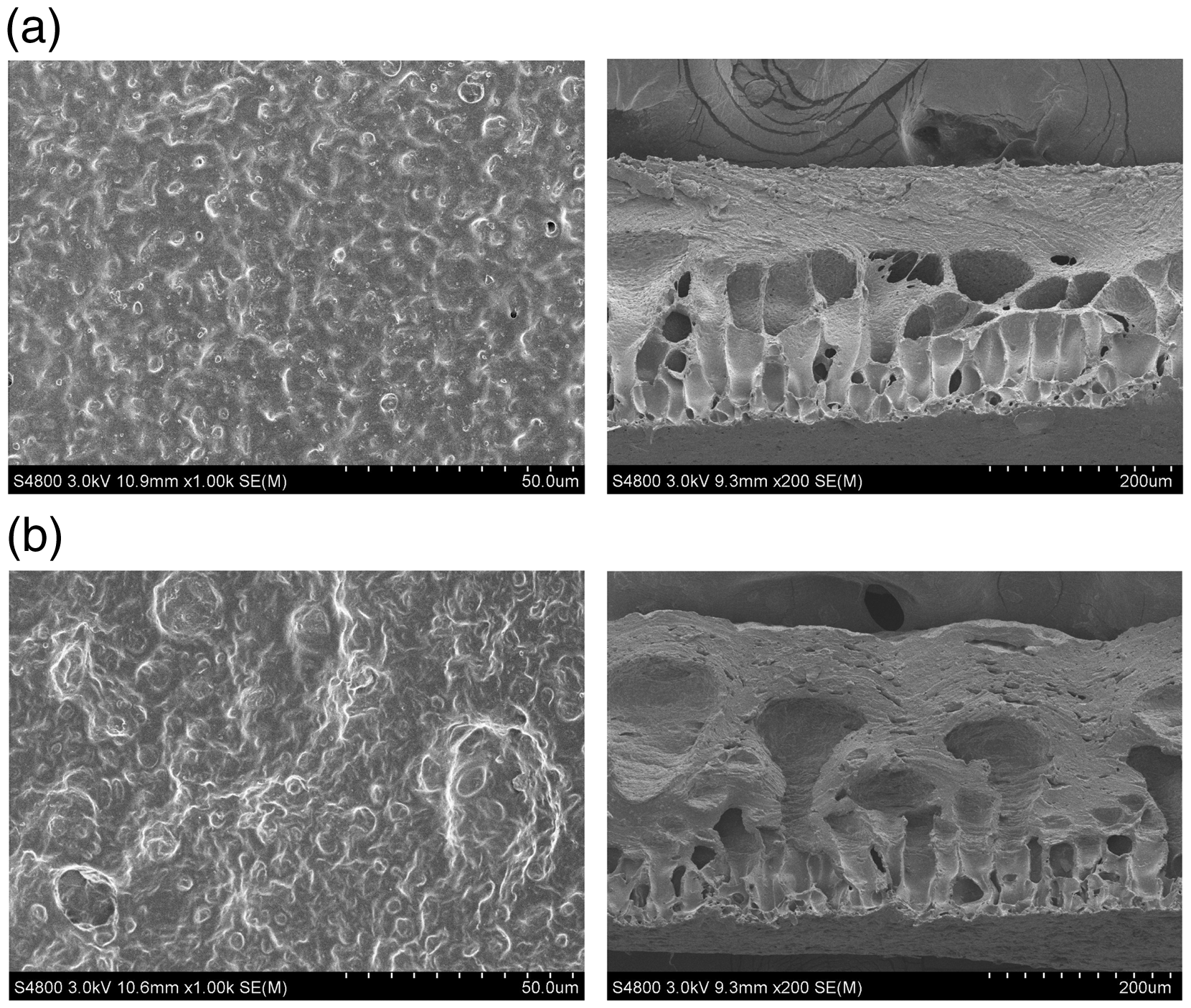
Conclusions
In order to reduce the water solubility of HBP-NH2, HBIs were prepared by end-capping reactions of free amino groups in HBP-NH2 with single-ended closed IPDI for potential application in blending with PU to improve the dyeing effect. The successful formation of HBI was confirmed by the determination of water solubility and 1H-NMR. The partial end-capping reaction makes the HBI hydrophobic. Therefore, the HBI were well dispersed in solvent-borne PU. Successively, HBIs/PU composites (HBI-1/PU, HBI-2/PU, HBI-3/PU, HBI-4/PU, HBI-5/PU and HBI-6/PU) were prepared by mixing fixed amounts of HBIs solution with different water solubility and PU solution. The HBI-4/PU membrane showed a dye uptake value of 84.72% and exhibited an obviously increasing dye uptake compared to the pure PU membrane of 11.58%. The dye uptake of the HBIs/PU blend membranes increased dramatically compared to the pure PU membranes. FTIR and XRD analyses confirmed the strong interfacial adhesion between the HBIs with the PU matrix. SEM images showed that the HBIs were well dispersed in the PU matrix and good attachment between HBIs/PU composites. The successful interfacial interaction between HBIs and PU is due to H-bonding between them. The improved dyeing properties of the HBIs/PU blend membranes could lead to improved economies in use of dyestuff and the discharge of dyeing wastewater. This study has high practical value and industrial production value for the synthetic leather industry. In following studies we will do further research to improve the dyeing properties of PU membrane.
Footnotes
Declaration of conflicts of interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (No: 51403120), Key Scientific Research Group of Shaanxi Province (No: 2013KCT-08).