
Abstract
In this study, a thorough investigation of a pressure-free vertical cloth ironing process on cotton fabric was conducted for the first time, using the data from a sensory evaluation and the test results on a custom-built platform. The importance of such process factors as temperature, steam amount, cooling wind and ironing time are examined, so as to fit them into an empirical equation. Verification of the fitted equation is then conducted by comparing the sensory and predicted data. Finally, explanations and analysis are provided focusing on the physical mechanisms involved to probe the wrinkle recovery phenomenon during the fabric ironing process.
Ironing by a heated tool with steam has been a common practice to remove wrinkles from cloth, and the root of traditional flatirons can be traced back as early as to 1882. 1 The key factor in cloth ironing is the temperature. 2 When temperature applied during ironing is beyond the glass transition temperature Tg of the polymeric fibers forming the cloth, the molecules in the fibers of the wrinkled cloth acquire the energy to relax and return to their original, that is, unwrinkled, positions and then are fixed once cooled down. At a given time, other variables that also affect molecule relaxation will contribute to the result, notably pressure via the iron and high moisture from the accompanying steam. Therefore the triad, that is, the temperature (T), relative humidity (RH) and the pressure (P), acts jointly to achieve a desirable cloth ironing effect.2–8 Once done, the cloth reaches a new phase equilibrium at the ambient temperature, RH and pressure, exhibiting and more or less maintaining a wrinkle-free surface. Improvements to the process have since been made targeting the disadvantages of the original ironing tool in lacking safety protection for both the cloth and the user from scorching, and in difficulty of operation.
Extensive reports published, for instance McLaren et al., 4 Ranganathan et al., 5 Walsh et al., 6 Landwehr 8 and Guhathak and Elder, 9 have investigated the temperature influence on the ironing and steaming process. Fabrics are made of fibers known for their heat sensitivity, 10 characterized by the glass transition temperature Tg at which the fibers attain sufficient energy to overcome the intra- and inter-molecular attractions and restrictions on free movement, represented largely by the degree of crystallinity of the fibers. Water plays another important role in the fabric ironing process.2,4,5,11–18 There are strong correlations between Tg and water content, and swelling of fibers and weakened intermolecular bonds after water absorption reduces the glass transition temperature Tg. 2 The humidity may have more subtle contributions due to the multi-scale properties of fabric: microscopic (fiber) scale, mesoscopic (yarn) scale and macroscopic (fabric or garment) scale. 19 The capillary condensation under high humidity conditions also leads to strong humidity-dependent material properties. Capillary condensation is the process by which moisture adsorbed into a porous medium will become condensed liquid because of the capillary effect, 20 thus impacting the overall properties of the fabric. 21
Steam used in ironing is provided by heating electrically a boiler where saturated steam at a constant pressure (3 atm gauge pressure, which is much higher than the atmosphere, so as to accelerate the steam out of the boiler) is supplied. However, after the transportation through pipes, the saturated steam is reduced in both temperature and pressure with enthalpy loss, and the steam will then contain small water droplets from the condensed steam, described as wet steam.22,23 As soon as the wet steam contacts the fabric, it further condenses nearly completely into liquid water, which is then absorbed subsequently by the fabric. Often, the fabric temperature more or less arises due to the sorption heat generated by the moistured fabric. 24 The fiber type in the fabric clearly plays an important role. Hydrophilic fibers, such as cotton, generate considerable sorption heat, such that the entering saturated steam could become superheated during the early stage. 25 The condensed water inside the cotton fabric and the generated sorption heat both make the fabric easier to iron. In contrast, hydrophobic fibers, such as nylon or polyester, with very low or no water absorbency will show very little such effect.
In addition to the heat and water absorption, the fabrics are flattened by the compression of the iron. Under the action of high heat and humidity, the physical properties of the fabric become particularly susceptible to mechanical deformation. By the iron weight, an external force along the preferential direction is exerted to facilitate the process of wrinkle removal. The general effect of compression on fabric properties or, more rigorously, the compressive behavior of the fabrics in the thickness direction, has been a general research topic of many studies.26–31 There are also several investigations of fabric compression specifically in the context of ironing.3,25,32,33
Although at the end of the ironing process the three-phase fabric system (solid fibers, steam vapor and liquid water droplets) is in thermodynamic equilibrium, a theoretical analysis of the entire process is still lacking. Researches on fabric behaviors are still too sporadic for use in such Modella modeling effort. At the macro scale, the linear elastic Peirce’s model 34 is the classical theory most widely used, although there are some coefficients in the theory to be determined using experimental data measured via cantilever bending and other simple tests, as suggested by Peirce himself. 34 There are many other experimental efforts 35 in studying the fabric mechanics (see examples below). It was observed that an increase in the elasticity of fibers can carry through to the yarns and finally to the fabric, 36 although the transition mechanism is by no means simple, and not thoroughly understood. Wrinkle recovery analysis of woven cotton fabric with wet steam was carried out by Wu et al. 37 They reported, however, that after ironing they found no significant correlations between the fabric basic parameters and its smoothness appearance. The wrinkle recovery rates can be improved by about 6–21% with the effect of temperature during ironing. In addition, no significant correlation was shown between the after-ironing smoothness appearance and the wrinkle recovery rates. Pierlot et al. 38 have demonstrated through their research that for the fabric surface state, the ability of fabrics to recover from creasing is more important than their ability to resist creasing. Given the critical role that the inter- and intra-yarn friction play in determining the fabric mechanical properties, mathematical approaches based on the friction model also have been developed, albeit in a rough form.39,40
More recently, vertical mini cloth steamers, as shown in Figures 1(a) and (b), have been developed for quickly removing garment wrinkles without pressure from a heavy iron, consequently known as vertical pressure-free ironing.41–43 The new steamers are easier to set up and hence beneficial to today’s fast pace in daily life. They relax rather than flatten the fabrics as in normal ironing, and hence are gentler on clothing and more applicable to delicate fabrics, such as silk. A logical question about pressure-free ironing is what factors and to what extent these factors influence the ironing effect. One of the features for pressure-free ironing is the injection of steam toward the fabric during the ironing process. Apparently, cloth ironing with steam as discussed above is a complex physical process with steam generation and condensation, water absorption by fabrics as porous media and the caused changes in the physical and surface properties of fabric during the process. A thorough literature review suggests that little work has been carried out on fabric response during the new pressure-free ironing. In fact, there is barely any public information available on the effects of heat, moisture, ironing time and cooling wind for fabric vertical steam ironing. To start with, the objectives of the present work are as follows: to identify the main influence factors for pressure-free ironing and to establish an empirical equation for the significant factors identified. In this way, initial necessary information can be gained about the process so as to lay a foundation for more substantial future work, including computer simulation. On a more practical side, there have been many variations of commercial pressure-free ironing machines. Our research discoveries can provide clues in optimizing the machine designs.
(a) A prototype of a fabric vertical steam ironing machine. (b) Configuration of the experimental set-up.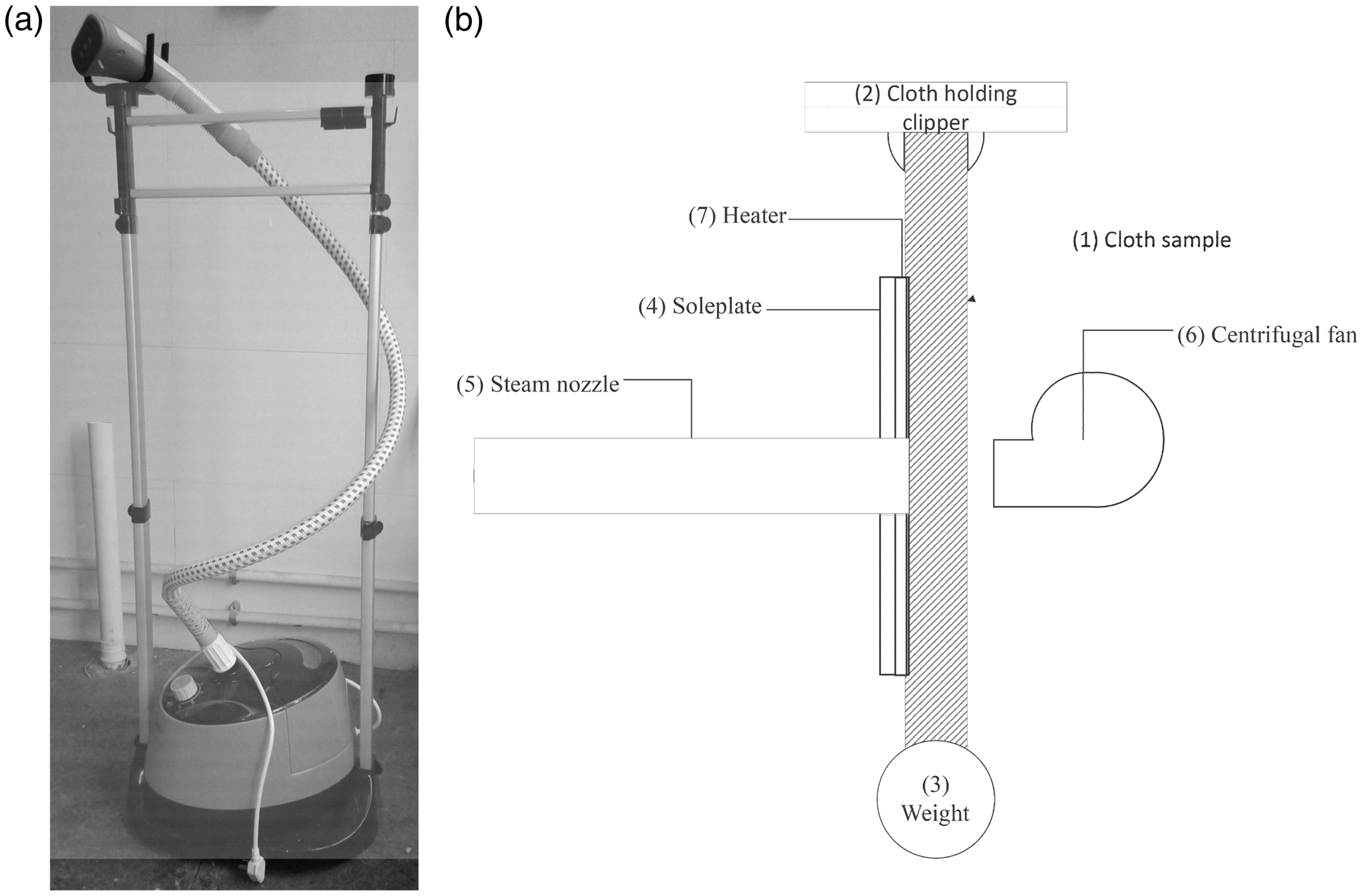
Test method and experiments
All the sample preparation and tests described below are conducted in the standard atmospheric environment (temperature: 20℃ ± 2℃, RH: 65% ± 2%), unless specified otherwise.
Sample preparation
Fabric parameters

Sample wrinkle generation
To evaluate the wrinkle remove effect by the pressure-free vertical ironing platform, three repeats with identical wrinkle states are required in each test run. In any fabric wrinkle study, one of the most fundamental challenges is to produce samples with specified, repeatable wrinkle and surface smoothness for evaluation/comparison.3,33,37 The procedures described below are adopted to generate wrinkles as close as possible within the three replicas.
Each sample is first soaked with water to soften the fabric
2
and then pleated along the warp direction into a 30 mm multi-layered strap to form long sharp vertical creases, shown in Figure 2(a), used to test the ability of eliminating harsh wrinkles during ironing. Then both ends of the strap are held on a torsional dynamometer, twisted three turns and kept stable for 10 minutes to generate the random wrinkles in Figure 2(b), in order to simulate the real wrinkles formed in daily wearing. Figure 2(c) shows the final appearance of the sample, a superimposed result of both Figures 2(a) and (b). The samples are then released open and left to dry. All prepared samples must be used within 48 hours, or the samples have to be re-prepared.
(a), (b), (c) Different wrinkles formed by the in-lab standard. (d) Sample surface sensory evaluation.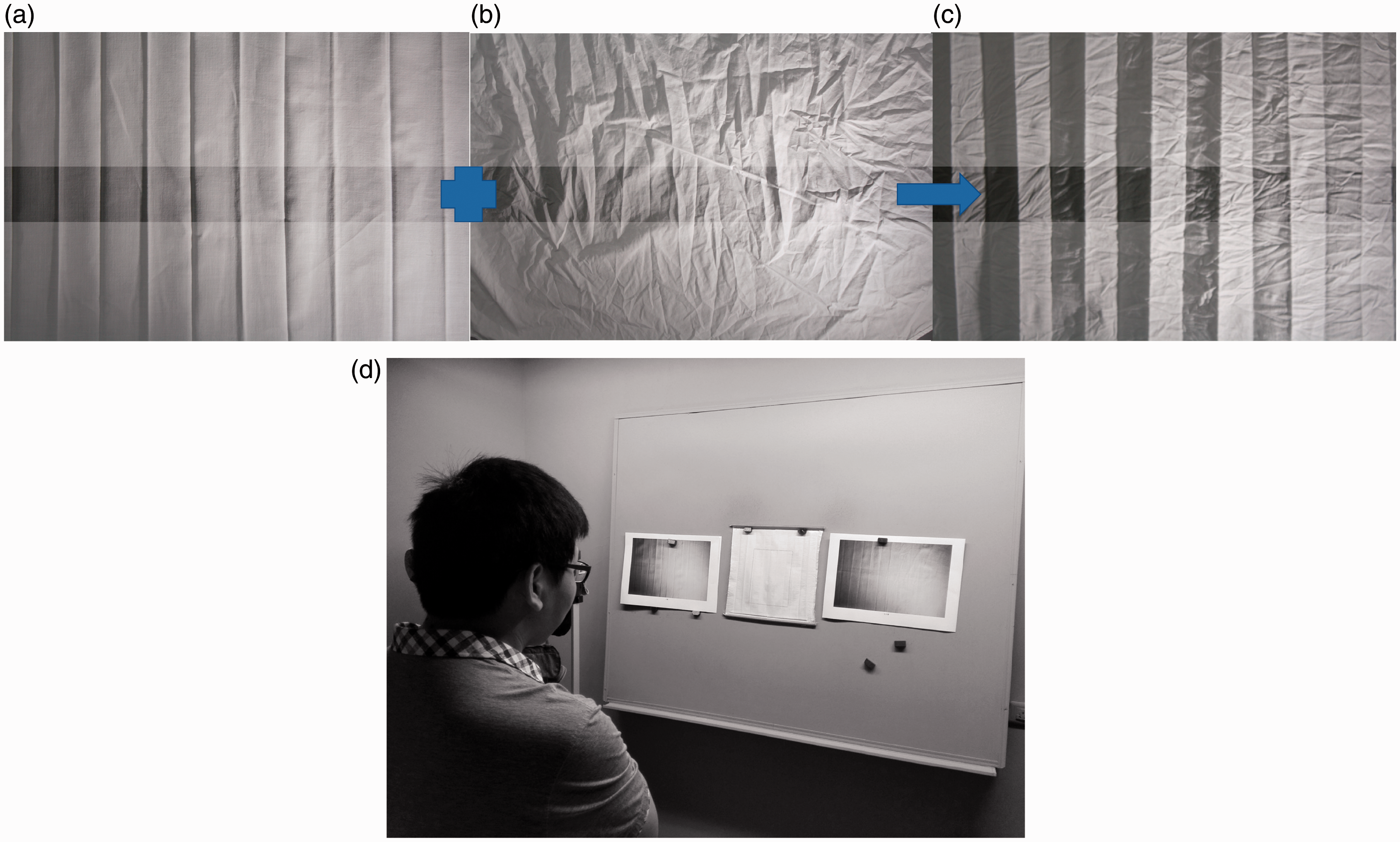
Sample ironing by the new vertical steamer
As shown in Figure 1(b), the schematic demonstrates how a typical pressure-free iron works. The cloth sample (1) is held vertically between a clipper (2) and a weight (3). The soleplate (4) is heated to 100–170℃ by a heater (7) to provide the sample with a prescribed ironing temperature.33,44 A steam nozzle (5), attached tightly to but thermally insulated with the soleplate, supplies the steam during ironing. A centrifugal fan (6) is located at the back of the fabric to cool it down after the ironing process is completed. During each test run, the assembled steam nozzle and soleplate (4 + 5) sweep the sample from the top to the bottom, spraying steam and heating the fabric. The set-up is such that the contact pressure between soleplate and the fabric is sufficiently small so as to be negligible, that is, pressure-free ironing.
A custom-built mechanism was then used to automate the operations at prescribed levels of the treatment factors: the steam amount (SA) controlled by a calibrated valve; the soleplate temperature (ST) adjusted by a control box; the iron sweeping speed (IS) and the cool wind amount (WA), also adjustable individually as detailed previously in the study by Liang et al. 33 The whole system is a custom revised prototype including all the necessary parts for testing the commercial clothes steamer performance with adjustable factors.
Experiment design
We have four important and influencing factors, each with low, medium and high levels. So we have to decide on the number of total tests with different combinations to reflect comprehensively the significance of each and each pair of the controlling factors on the final result of ironing – the fabric appearance. This is a typical problem for DOE (design of experiments), according to which the most conventional way to screen the factors is the full factorial experiment design. In our case, three treatment levels of low, medium and high are coded as 1, 2 and 3, each with four treatment factors (SA, ST, IS and WA). The total number of tests N of required treatment combinations for a full factorial design is calculated in Equation (1), where 
However, it takes about 2 hours to complete one such test, or more than 3 months to finish all 243, which is not practical or bearable. Actually, this large number of runs results from the interaction effects between the controlling factors. However, another way to design the experiments is to confound all these interactions as “new” main effects. Such designs are called saturated designs45,46 and JMP is a software developed by the SAS Institute47,48 based on this principle. Using this method, the number of tests N can be calculated as
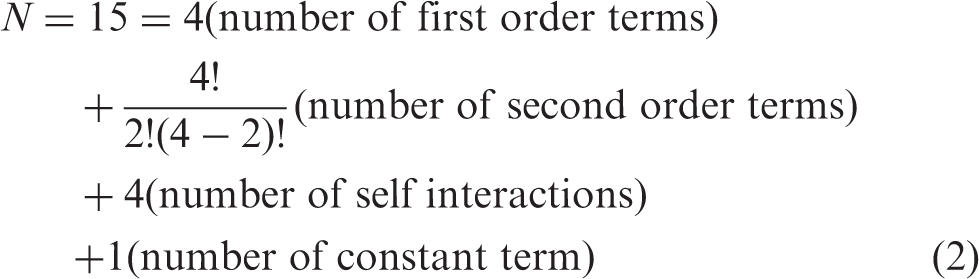
This new approach allows us to test all four factors’ main and interactive effects with a mere 15 runs.
Results from design of experiments
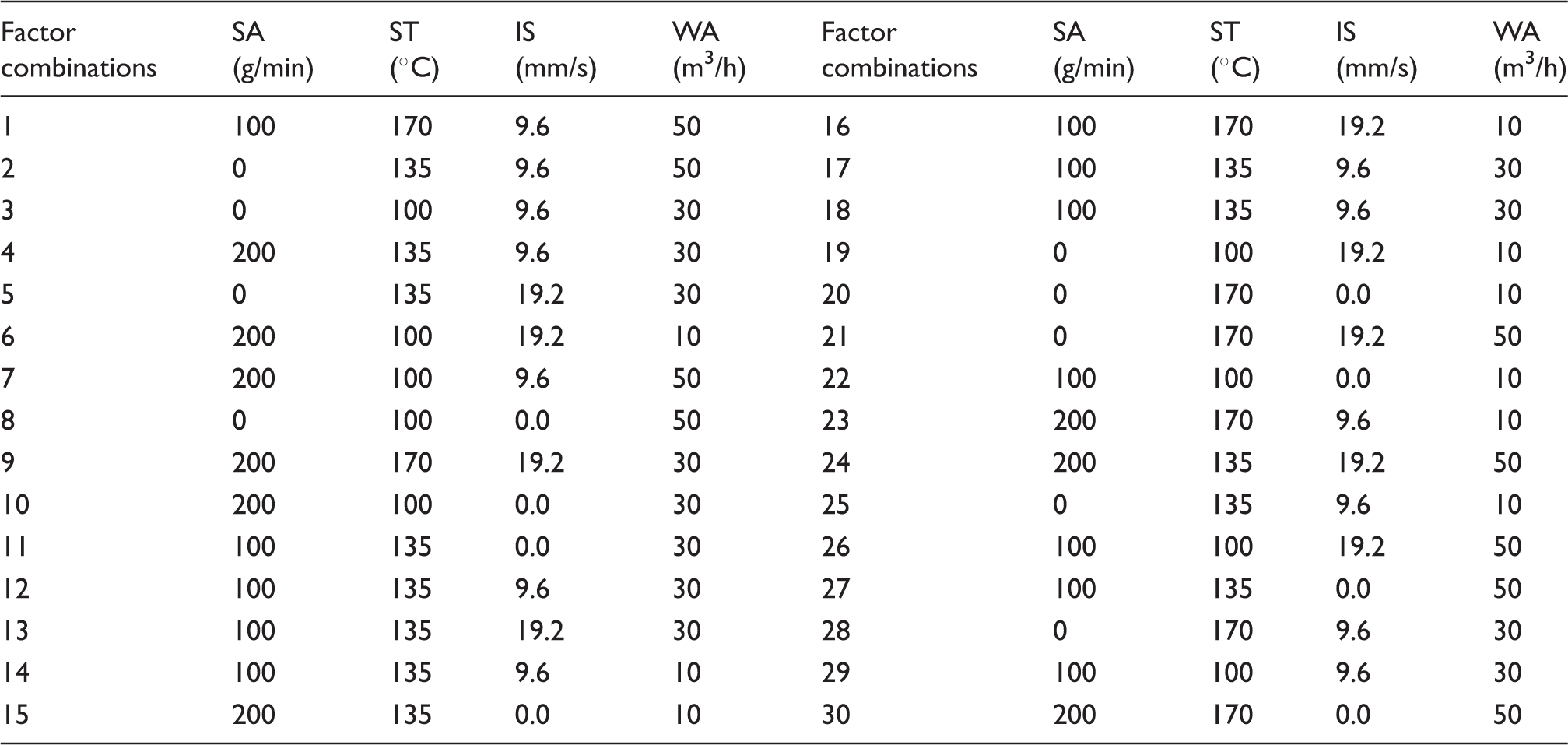
SA: steam amount; ST: soleplate temperature; WA: wind amount; IS: iron sweeping speed.
The sample surface wrinkling evaluation
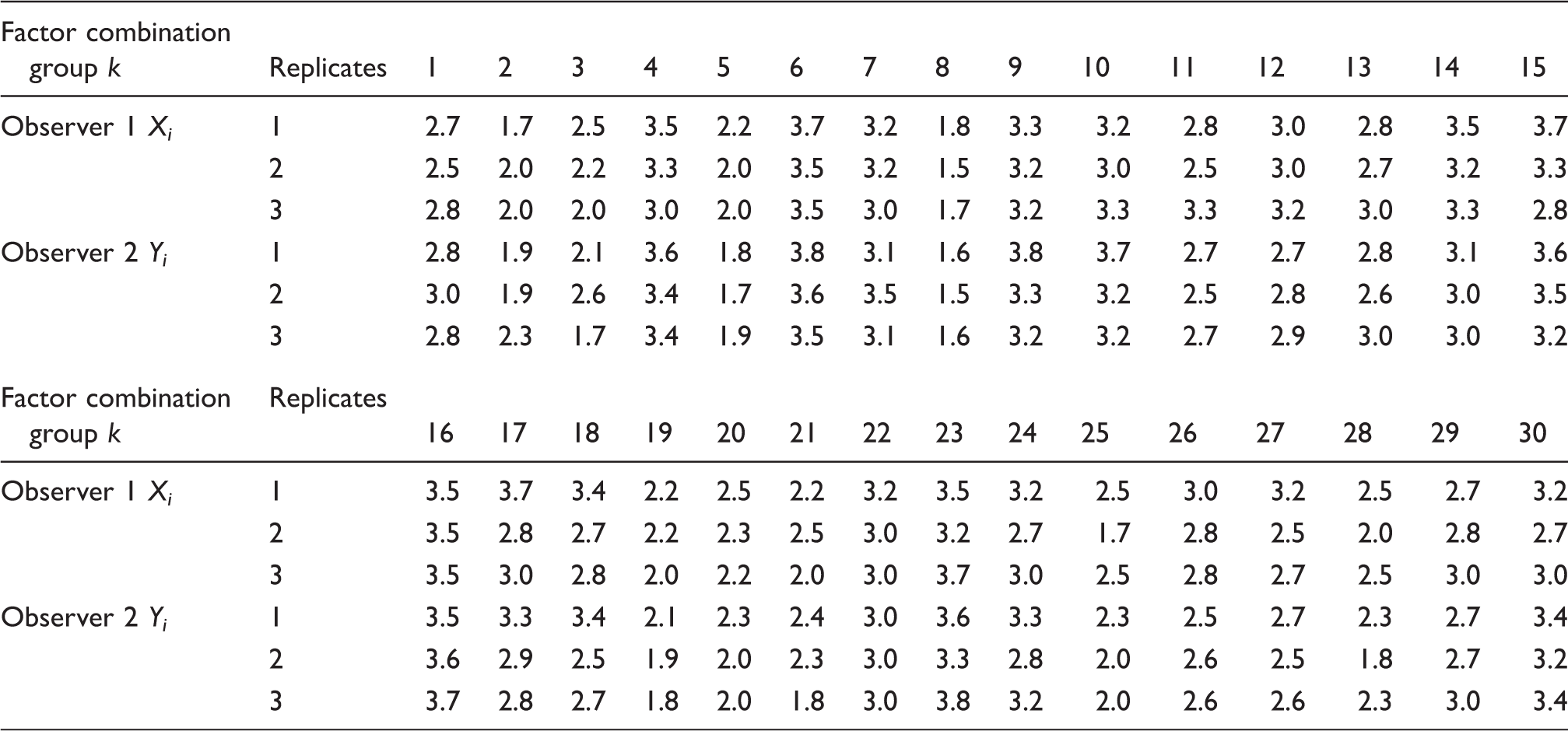
Two observers (college students, one male and one female) were trained to conduct the visual evaluation by giving an overall score based on the smoothness level of the surface appearance of finished samples. Each test of 30 is run at three repeats, and the resulted fabric surface is evaluated by the two observers, as shown in Figure 2(d) in the standard environment following the in-lab standard with reference to AATCC test method 124-2010, which has been used in the previous research of Liang et al.33,50
Results from sensory evaluation
Results and discussion
Effects of influencing factors individually and in pairs
Firstly, to check for any significant inconsistence between the two observers, a Q–Q plot was used. A Q–Q plot is a plot of the quantiles of two distributions against each other,
51
where the scores given by the two observers are plotted along each coordinate axis as in Figure 3(a). The points in the Q–Q plot approximately lie on the line y = x, meaning there is no significant difference between them, and the results of the two observers can be combined.
(a) Q–Q plot between the two observers. (b) tk bar chart of different factors. (c) Comparison between the sensory and predicted results. SA: steam amount; ST: soleplate temperature; WA: wind amount; IS: iron sweeping speed.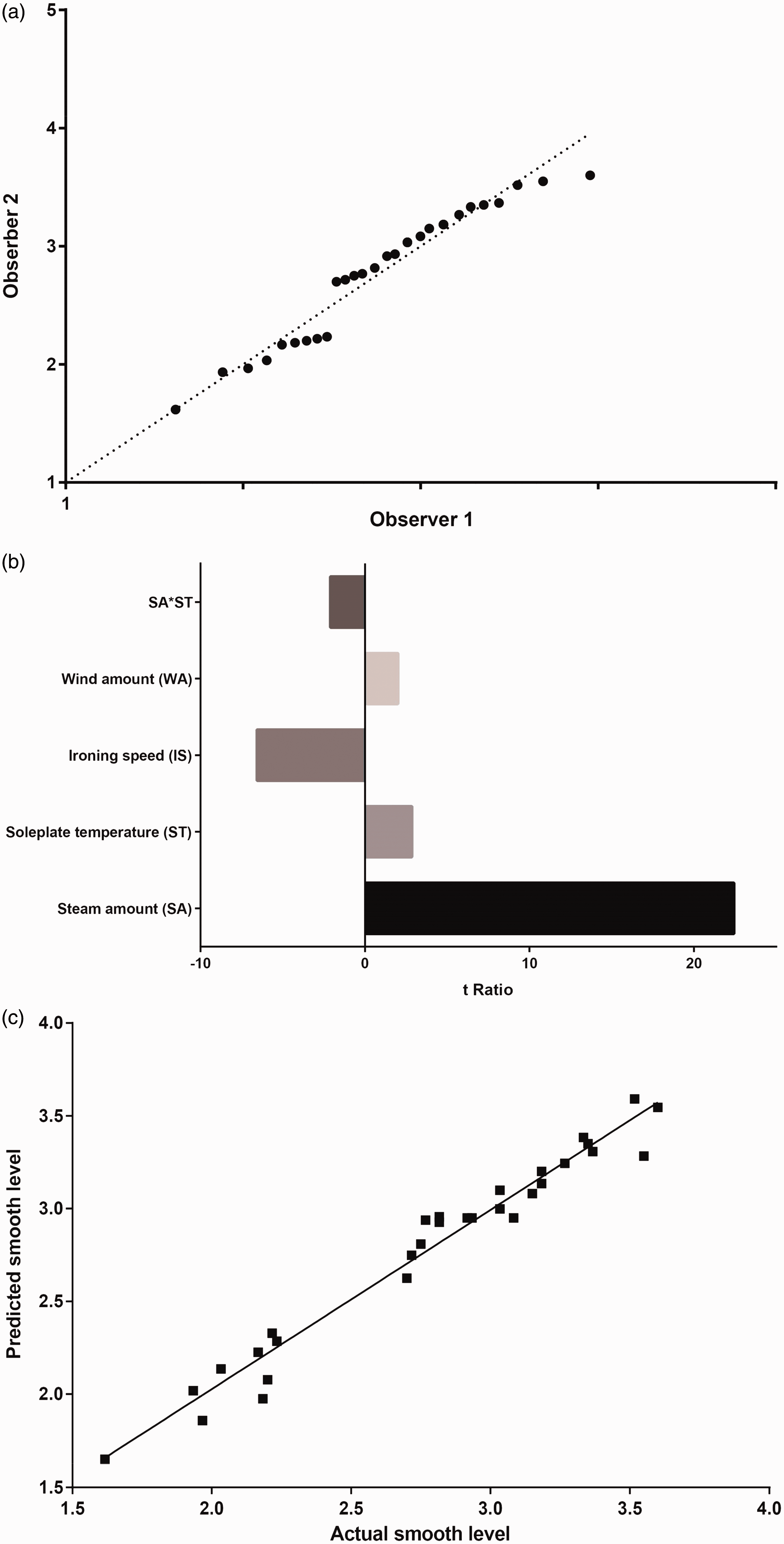
It is shown in Table 2 that the total of 30 runs are the results from the experiment design to contain the contributions of all four influencing factors on the sample surface smoothness, including the SA, the ST, the IS and the cool WA. We can divide the data in Table 2 into subgroups, where within each one only one of the four factors is allowed to have an adjusted value during the ironing process, that is, each subgroup represents the contribution of only one particular factor. Then to further analyze the impact of each factor, the Student’s t- statistic
52
is used here. For each subgroup k (k = 1, 2,…,4), the arithmetic average score 


Results for model fitting
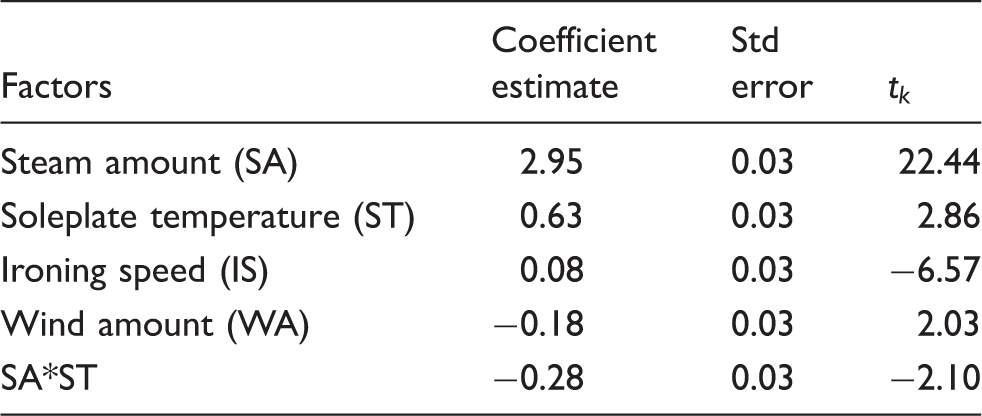
Looking at the positive tk, the SA shows the largest value of 22.44, followed by the ST (2.86) and the cool WA (2.03). In other words, within the ranges discussed in this study, higher SA and greater ST will improve, individually or jointly, the ironing effect; yet, increasing the SA is much more effective. The weaker impact of the ST is likely the result of lacking close contact between the sample and the soleplate during ironing, as there is no active compression to hold them together. The sample cool down time, as controlled by the cool WA, will also have some effect on the result – the higher the WA, the sooner the sample returns to a more stable ambient temperature. The IS has an expectedly negative effect with tk at –6.57.
If we only consider the direct influences of the four individual factors, there is a large unaccounted error in our preliminary fit model: the calculated mean square error is 0.2 or, in other words, there is a 20% variance that cannot be explained. This variance is potentially attributed to the possible cross-coupling effect between the factors. However, given the large number of second-order terms, we start with the six possible pairs: SA*ST, SA*IS, SA*WA, ST*IS, ST*WA, IS*WA.
Next, as the cool WA is the last finishing step of the ironing process, it is negligible for the WA to have interactions with other factors, meaning that the pairs SA*WA, ST*WA, IS*WA can be excluded. Furthermore, the IS is controlled by an independent electronic unit that is a part physically isolated from the rest of the system. 33 Thus, SA*IS and ST*IS are also ruled out. The only interaction left of the six possible pairs is between the SA and ST (SA*ST). Our calculation revealed that the joint factor SA*ST has a negative t value, −2.1, comparable in magnitude to the t value for the cool WA (2.03). The performance of the final model is discussed in the section: The regression model. However, the physics of the coupling factor SA*ST are a little perplexing in the beginning, for it is clear in Figure 1(b) that all four factors, namely the SA, the ST, the IS and the cool WA, are controlled individually and, hence, are all independent system variables without any influence on one another. However, the existence of the SA*ST factor demonstrates that even originally independent variables in a system, when acting simultaneously, can jointly influence the outcome, that is, even independent variables can help each other to impact the result.
The heat of the soleplate (ST) enables the fibers in the fabric to absorb less water, making the fabric swell and decreasing the Tg2; the negative t = −2.1 for the SA*ST factor means that to equip the machine with both steam and a heated soleplate is counter-productive. The water from the SA is to wet the fibers, but is prematurely evaporated by the hot soleplate (ST). The SA alone offers both heat and water that the ironing process requires. This suggests that the temperature of the soleplate should not be high; and in a new design, the soleplate can even be removed.
Although the results so far are not sufficient yet to establish a governing equation for the vertical steamer involving all the factors, they can still lead to some highly informative conclusions to guide new experimental design, or even lead to more rigorous theoretical analysis.
Fiber property changes caused by the environment and the impact on fabric
As mentioned previously, a fabric is in fact a three-phase system (solid fibers, steam vapor and liquid water droplets) constantly trying to reach a heat–vapor–liquid equilibrium during the ironing process. Fabric properties are, hence, a function of all the affecting environment and process parameters, including temperature, RH and mechanical actions exerted. In fact, these impacts will alter the properties of all the phases in a fabric, not just the fibers, leading to changes in the corresponding fabric properties, as analyzed by Pan et al.54,55 In many fields, the statistical physics of establishing connections between a macro-system and its constituents has usually been a challenge. It is therefore beyond the scope of this report to discuss the issue in detail. Instead, we will just focus on the environment influences on the properties of the constituent fibers. Again, such a change in fiber properties along with changes in air and moisture properties can more or less transit to the yarns and finally to the fabric.
The physical properties of fibers show significant changes at different temperatures,
56
because of the heat sensitivity relating to the viscoelasticity of the materials, characterized by the glass transition temperature Tg of the fibers. According to the time–temperature equivalence principle in polymers, the modulus of fibers at any given time t is closely related to its temperature T, that is, to the SA and ST, as described by Gu and Sun
57
and Hearle
58
as

Another way to examine the environmental impact on fiber properties is to consider the fiber size change. The bending stiffness IB of fibers, assuming a circular cross-sectional area, can be calculated as follows
57

The regression model
To fully utilize the results obtained so far, the regression fit model in Equation (8) is established, as detailed in Table 4. The fitting process was done using the JMP software base on the least squares regression method.
48
In Equation (8), 
Randomly selected five cases

SA: steam amount; ST: soleplate temperature; WA: wind amount; IS: iron sweeping speed.
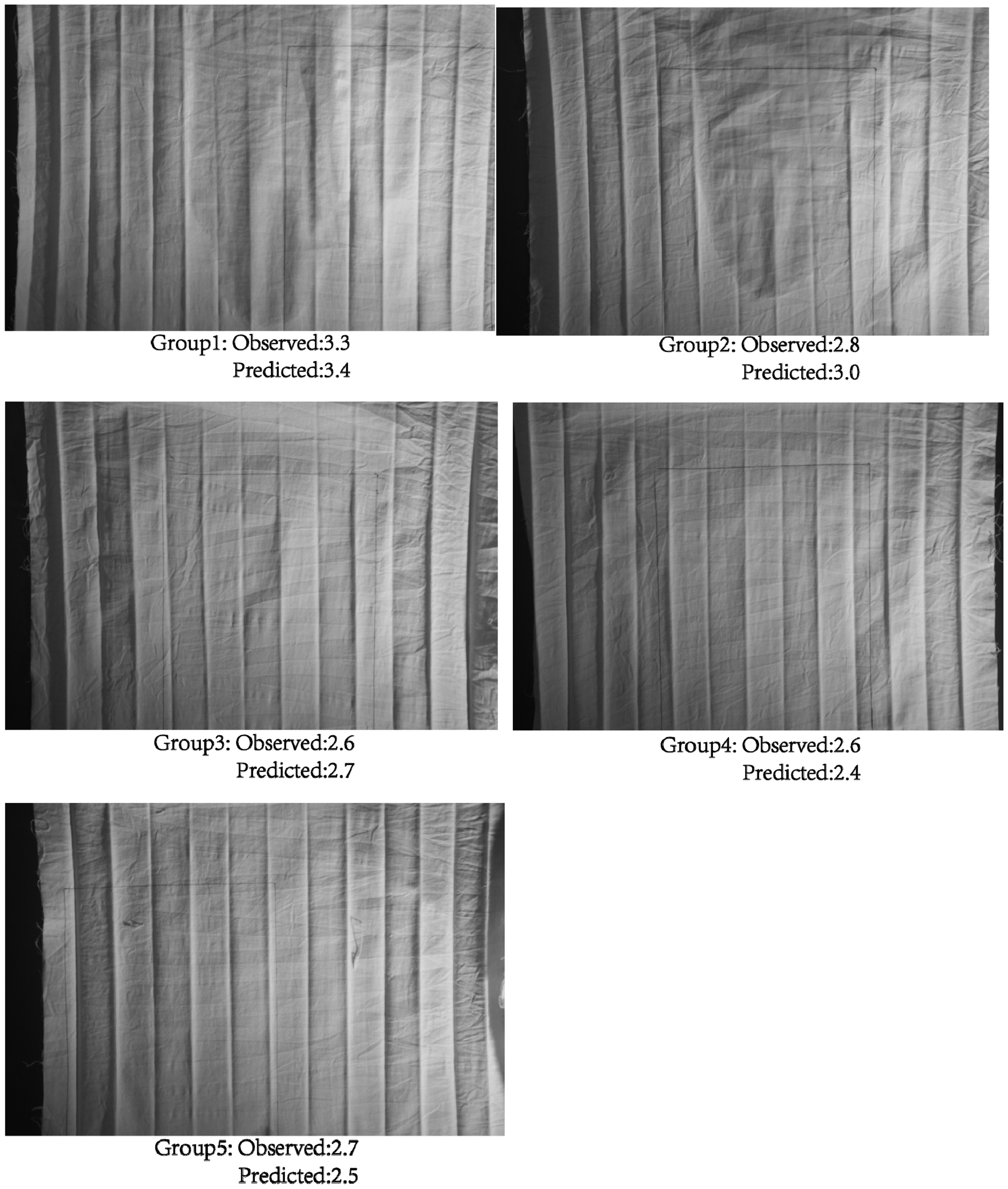
Results for the five randomly selected cases.
Conclusions
In this study, a thorough investigation of the pressure-free vertical cloth ironing process was conducted for the first time. Our results show that the SA and ironing speed (IS) are the two major factors in determining the smooth level of finished fabrics, whereas the ST, cooling wind WA and the interaction between steam and soleplate SA*ST have a minor effect on the fabric appearance. Also, having a heated soleplate is counter-productive and it should be removed or kept cool in future designs. The difference between the sensory and predicted data is quite small, indicating the applicability of the fit model. During the analysis, it is also demonstrated that even originally independent variables, when acting simultaneously, can jointly influence the outcome.
The discoveries can be used to guide the improvement of vertical steamer ironing facilities, especially the household vertical steamer ironing apparatus. Further investigations, including the hardware (orifice and nozzle) influence, constitutive modeling of the heat transfer between the fabric and high-speed steam, are needed.
Footnotes
Acknowledgements
The authors would like to thank Midea© Consumer Electronic Manufacturing Co., Ltd for pushing forward the pressure-free ironing research, by offering sample machines and nozzles. We are also grateful to the electronics engineers of Midea© for providing technical support to this research.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Liang S. T. would like to acknowledge the financial support from CSC, China for his visit to UC Davis where the manuscript is completed and his gratitude for financial support from Donghua University Institute for Nonlinear Sciences (231-08-0001), the Fundamental Research Funds for the Central Universities (17D310702), and National Natural Science Foundation of China for providing funding support to this research through project 71373041.