
Abstract
The color performances of disperse dye washing-free printing have tight connections with the solubility parameters of polymer binders. Based on the solubility parameter theory, ethylhexyl acrylate (EHA) and methyl methacrylate (MMA) were selected as monomers. A series of polyacrylate (PA) binders were prepared by mini-emulsion polymerization. The effects of the mixed emulsifiers and the EHA-MMA mass ratios on PA properties were investigated. Results showed that PA emulsion remained more stable, the particle size and distribution were smaller, and the film possessed better tensile performances at the mass ratio of sodium lauryl sulfate (SDS):fatty alcohol polyoxyethylene ether (O-10):propylene oxide propyl alkyl phenyl polyether ammonium sulfate (V-20S) of 1.5:1:1 at 6 wt %. The larger solubility parameter differences between monomers and disperse dyes could improve color yield of the washing-free printed polyester fabric to a greater extent. At the mass ratio of EHA and MMA of 11:9 (55 wt % EHA), PA achieved the best mechanical and washing-free printing properties and surpassed the commercial binders.
The traditional disperse printing on polyester fabric needs reduction-cleaning and washing procedures to remove the unfixed dyes, residual thickeners and chemical auxiliaries, which involves high water consumption and large pollutant discharge. 1 With the “energy-saving, emission-reduction, low-carbon” themes of the times, it is vital to develop environment-friendly auxiliaries and a clearer production technology.1,2
In view of the non-washing of pigment printing and the sublimation dyeing of disperse dye (DD), DD washing-free printing technology emerges. Using DD instead of pigment, a similar short process (printing, drying and baking) to pigment printing is adopted. In baking, DD migrates, diffuses and fixes into polyester fiber. The unfixed dyes are encapsulated into the binder film. This can result in high efficiency, energy saving and wastewater-zero discharge. 1 Printing binder is a vital component of washing-free printing paste. The stability and film mechanical and adhesion properties of binders as well as the migration of DD in binder film directly affect the color yield and color fastness of the printed fabric.
The dyeing of polyester with DD was considered as the formation of “solid solution”, namely DD diffuses by single molecule and dissolves into the pores of the amorphous region of polyester fiber.3–5 The dissolution behaviors of DD into polyester had close relations with the solubility parameters of both.6–8 The solubility parameter (δ) of DD (21.11–22.06 J0.5/cm1.5) was similar to that of polyester (21.90 J0.5/cm1.5).1,9,10 As a result, printing binder with δ close to δDD would also make DD dissolve into the binder film according to the solubility parameter similar principle.1 The dissolved DD in the binder film would result in color change and dissatisfactory color fastness in wearing. Consequently, it is crucial to develop a new binder in which DD would easily migrate and fix into polyester fiber as much as possible. So far, there have been few researches on the relationship between solubility parameter of polymers and color performances of the washing-free printed fabric.
The traditional polyacrylate (PA) printing binder was widely used in pigment printing due to its excellent film-forming ability.11,12 However, the traditional PA laid emphasis on the adhesion and encapsulation of pigments. 13 PA had a δPA in the range 18–23 J0.5/cm1.5. 14 The binder which had a δPA close to δDD would make the migration of DD difficult whereas the dissolution in the film was relatively easy, leading to bad color and crocking fastness. To solve the problem, the different monomers should be selected to study the relations between solubility parameters of binders and color of the printed fabric. PA can be prepared by emulsion or mini-emulsion polymerization. Mini-emulsion polymerization produced pre-emulsion with low size latex particles and good stability. An emulsifier is a key factor to ensure polymerization stability and improve emulsion stability. The conventional anion and nonion emulsifiers play the role in emulsifying and dispersing by physical adsorption-encapsulation onto the liquid drops.15,16 Accordingly, the disadvantages of the conventional emulsifiers include bad anti-acid/alkali/electrolyte resistance, easy demulsification, large dosage uses and so on. The polymerizable emulsifier could be employed to obtain the washing-free printing binder emulsion with excellent stability.
In this research, a series of PA emulsions were prepared by mini-emulsion polymerization. The effects of the mixed emulsifiers were investigated to obtain the stable PA emulsion. The solubility parameters of homopolymers were correlated to color yield of the printed polyester fabric. The optimum monomers were selected in polymerization for DD washing-free printing. The effects of monomers’ mass ratios were explored to achieve good washing-free printing performances on polyester fabric.
Experimental
Materials
2-Ethylhexyl acrylate (EHA), methyl methacrylate (MMA), ethyl acrylate (EA), butyl acrylate (BA), methyl acrylate (MA), styrene (St) and acrylic acid (AA) were purchased from Tianjin Kemio Chemical Reagent Co., Ltd. Hexadecane (HD) and methylol acrylamide (NMA) were provided by Aladdin Reagent Co., Ltd (China). Sodium lauryl sulfate (SDS), fatty alcohol polyoxyethylene ether (O-10) and propylene oxide propyl alkyl phenyl polyether ammonium sulfate (V-20S) were obtained from Shanghai Zhongcheng Fine Chemical Co., Ltd (China). Ammonium persulfate (APS) was supplied by Tianjin Yongda Chemical Reagent Co., Ltd (China). Calcium chloride was obtained from Hangzhou Gaojing Fine Chemical Co., Ltd (China). Commercial thickener PTF was purchased from Shanghai Yuhui Chemical Co., Ltd (China). Commercial binders PD-2 and BC-01 were purchased from Shandong Baoda New Material Co., Ltd (China).
C.I. Disperse Red 92 was provided by Zhejiang Lonsen Group Co., Ltd (China).
Polyester woven fabric with weight 156 g/m2, warp 28 threads/cm and weft 24 threads/cm was provided by Hangzhou Jinjing Textile Dyeing and Printing Co., Ltd (China).
Preparation of PA emulsion
PA emulsion was prepared by pre-emulsion semi-continuous mini-emulsion polymerization. 1 SDS, O-10, V-20S and NMA were dissolved in deionized water in a beaker. Also 40 g monomers, 0.6 g AA and 2.2 g HD were mixed together in another beaker. The solutions in the two beakers were mixed and emulsified for 30 min, followed by ultrasonic emulsification for 20 min.1 One-third of the mini-emulsion and APS solution were added into a four-neck flask equipped with a stirrer and a condensation tube.1 The mini-emulsion was heated to 78℃ until the appearance of blue light, and then heated to 80℃.1 The residual two-thirds mini-emulsion and APS solution were dropwise added into the four-neck flask within 2 h.1 After reaction for another 1 h, the emulsion was cooled down and the pH value was regulated to 7–8 by ammonia. 1 After filtration, PA emulsion was obtained.
Preparation of PA film
PA emulsion was put into the polyfluortetraethylene plate to solidify at room temperature, and then dried and baked as selected.1 Finally, the film was balanced at 20 ± 1℃ 65 ± 2% relative humidity for 24 h. 1
DD washing-free printing techniques on polyester fabric
The materials 10 g/kg dyestuff, 100 g/kg binder and 40 g/kg thickener were added into distilled water and stirred for 30 min to obtain the homogenized printing paste. The printing paste was applied to the polyester fabric with a laboratory printing machine (MINIMD/767, Zimmer, Austria) by using a flat screen 150-mesh and a magnetic-rod of diameter 10 mm at a printing speed 6 m/min at the magnetic force grade 3.1,16 The printed sample was dried at 80℃ for 5 min and baked at 190℃ for 3 min. 1
Measurements
Polymerization stability
After polymerization, gel and residuals in the reactor were collected together and dried at 110℃ up to the constant weight. Gelation content (GC) was obtained as follows

A certain amount of PA emulsion was weighed, and then a little inhibitor hydroquinone was added into PA emulsion. Drying was at 110℃ up to the constant weight. Monomer convention rate (CR) was calculated as follows

Emulsion stability
A 10-mL measure of PA emulsion was put into a centrifuge tube. Centrifugation was for 30 min at 3000 r/min. Then the emulsion was observed to see whether the delamination and precipitation phenomena of the emulsion appeared.
PA emulsion and 5 wt % CaCl2 solution at the mass ratios 5:1 were mixed and stirred uniformly. Then the mixture was observed over 48 h to see whether the precipitation phenomena of the mixture appeared.
Particle size analysis of emulsion
Particle size and distribution of PA emulsion were recorded by a dynamic light scattering autosizer (LB-550, Horiba, Japan) at 25℃.
Tensile tests
According to ASTM D638-2014 standard, breaking strength and elongation of PA films were tested by a universal material tester (SH2-3, Instron, USA).
Adhesion tests
According to ASTM D3359-2009 standard, adhesive forces of PA films were tested. The flaking conditions were evaluated by five grades.
Printing qualities of the washing-free printed polyester fabric
Color yield (K/S) of the printed polyester fabrics was measured via a color matching instrument (SF 600, Datacolor, USA).1
According to AATCC 8-2007 standard, dry/wet crocking fastness of the printed polyester fabric was determined by a crocking tester (680MD, UK).
Results and discussion
Emulsifying system
Emulsifiers ensure the success of mini-emulsion polymerization. The mass ratio and dosage of emulsifiers have a great impact on the polymerization stability, emulsion stability and the film tensile properties, which determine the printing performances of DD washing-free printed polyester fabric.
Effects of mass ratios of the mixed emulsifiers on emulsion properties
GC is a key indicator of polymerization stability. Agglomeration and demulsification of latex particles will form a gel, suggesting the worse stability. As seen in Figure 1, when the dosages of V-20S continually increased, GC increased remarkably and CR had a little increase and then declined. This demonstrated that the emulsifying ability of the mixed emulsifier system weakened as the addition of polymerizable emulsifier V-20S increased. The latex particles tended to agglomeration and demulsification, leading to the unstable polymerization. However, GC was lower and CR was higher at the mass ratio of SDS:O-10:V-20S of 1.5:1:1, which was the best. Moreover, the mixed emulsifier systems with different mass ratios showed excellent anti-electrolytic and anti-centrifugal properties except mass ratio 2:1:1 (Table 1).
Gelation content (GC) and conversion rate (CR) of polyacrylate in the polymerization under different emulsifier ratios at 6 wt %. Stability of polyacrylate emulsions under different emulsifier ratios at 6 wt % ↓ represents the appearance of precipitation or delamination. O means no precipitation or delamination.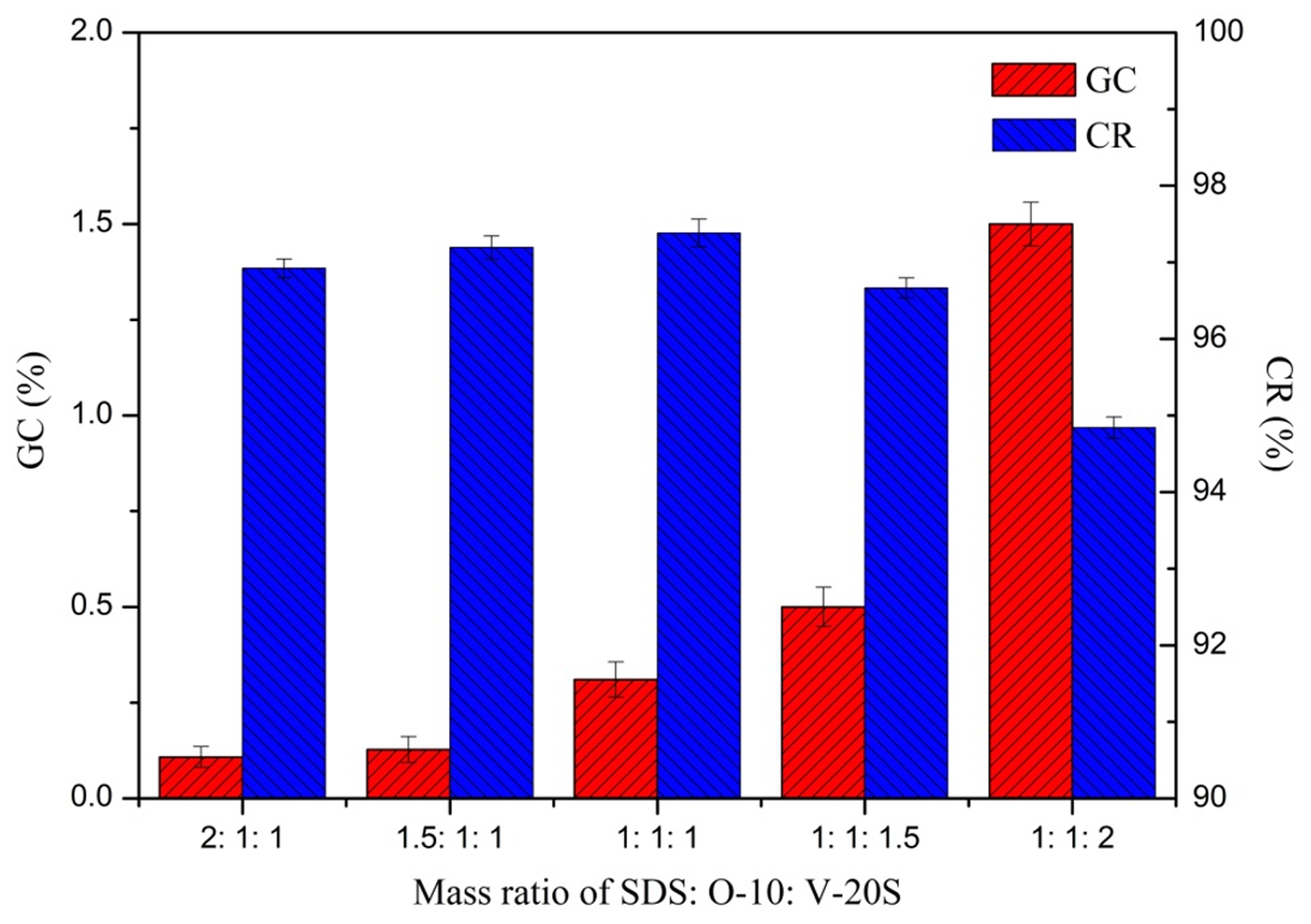
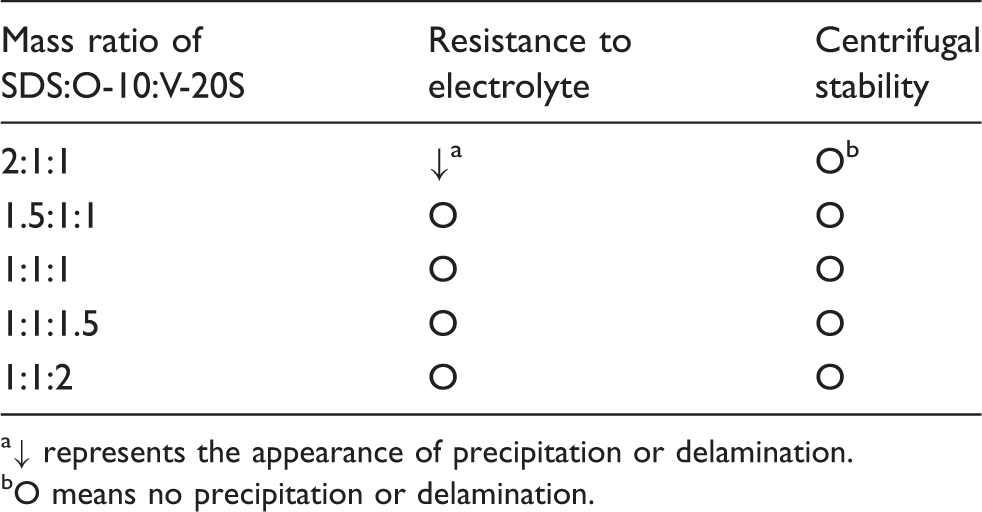
Figure 2 shows the particle size and distribution of PA emulsions under different emulsifier ratios. The addition of V-20S made the larger size of latex particles. It might be ascribed to the bad emulsifying ability of polymerizable emulsifier. With the increase of polymerizable emulsifier, polymerization ability decreased (Figure 1), latex particles grew and the distribution broadened.
Particle size and distribution of polyacrylate emulsions under different emulsifier ratios at 6 wt %.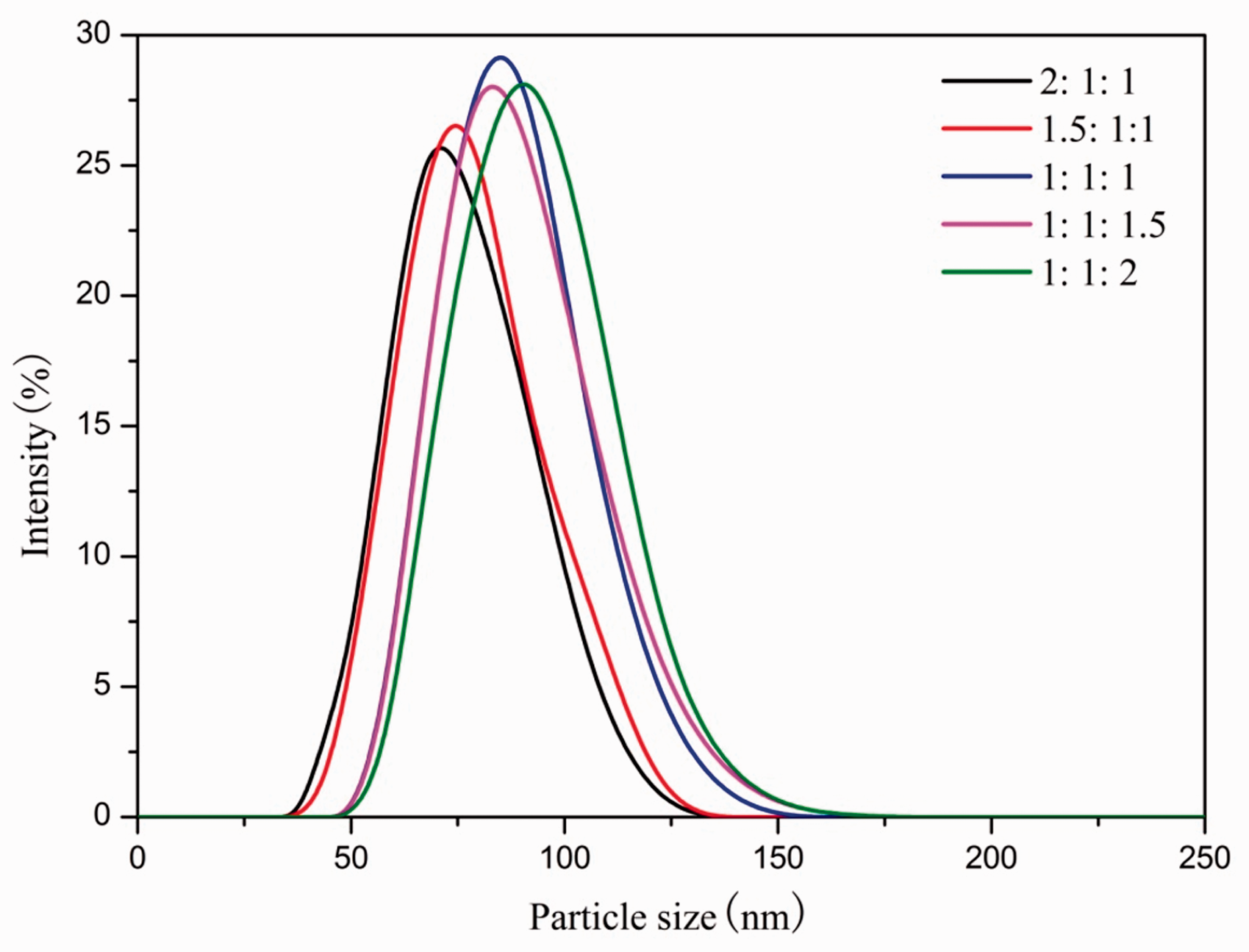
Tensile properties of polyacrylate films under different emulsifier ratios at 6 wt %
In summary, the mass ratios of SDS:O-10:V-20S of 1.5:1:1 should be selected.
Effects of dosage of emulsifiers on emulsion properties
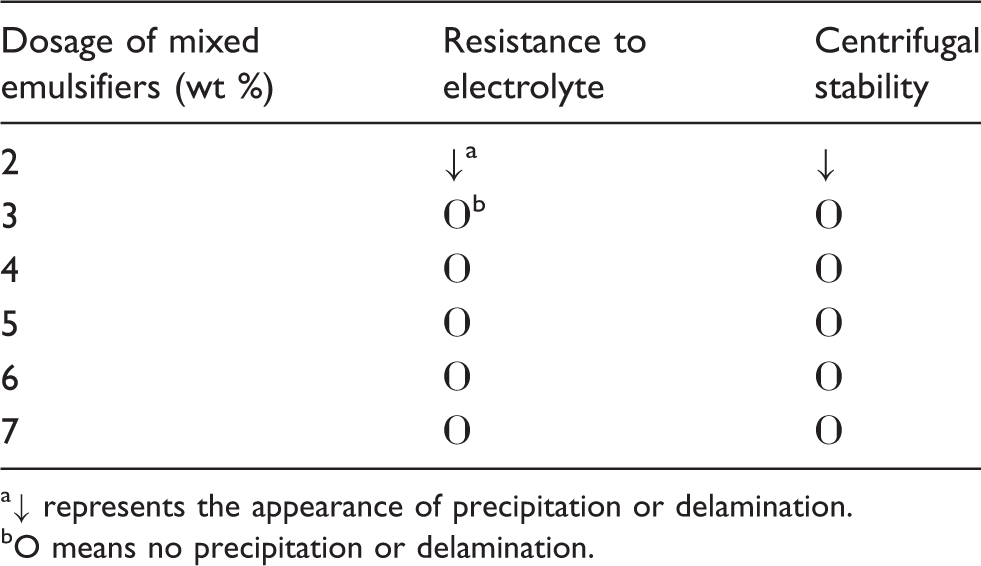
It is clearly observed from Figure 3 that GC reduced and CR had a slow increase as the dosages of mixed emulsifiers increased. At the dosage of mixed emulsifiers 6 wt %, the emulsion exhibited a lower GC value and a higher CR value, implying stable polymerization. Furthermore, anti-electrolytic and anti-centrifugal properties of PA emulsions were worse only at the dosages of mixed emulsifiers 2 wt % (Table 3). This illustrates that the greater addition of mixed emulsifiers could improve the stability of latex particles. When the dosages of the mixed emulsifiers were inadequate, the emulsifiers encapsulated around the latex particles were less, leading to bad stability of the emulsion.
Gelation content (GC) and conversion rate (CR) of polyacrylate in the polymerization under different emulsifier dosages at SDS:O-10:V-20S of 1.5:1:1. Stability of polyacrylate emulsions under different emulsifier dosages at SDS:O-10:V-20S of 1.5:1:1 ↓ represents the appearance of precipitation or delamination. O means no precipitation or delamination.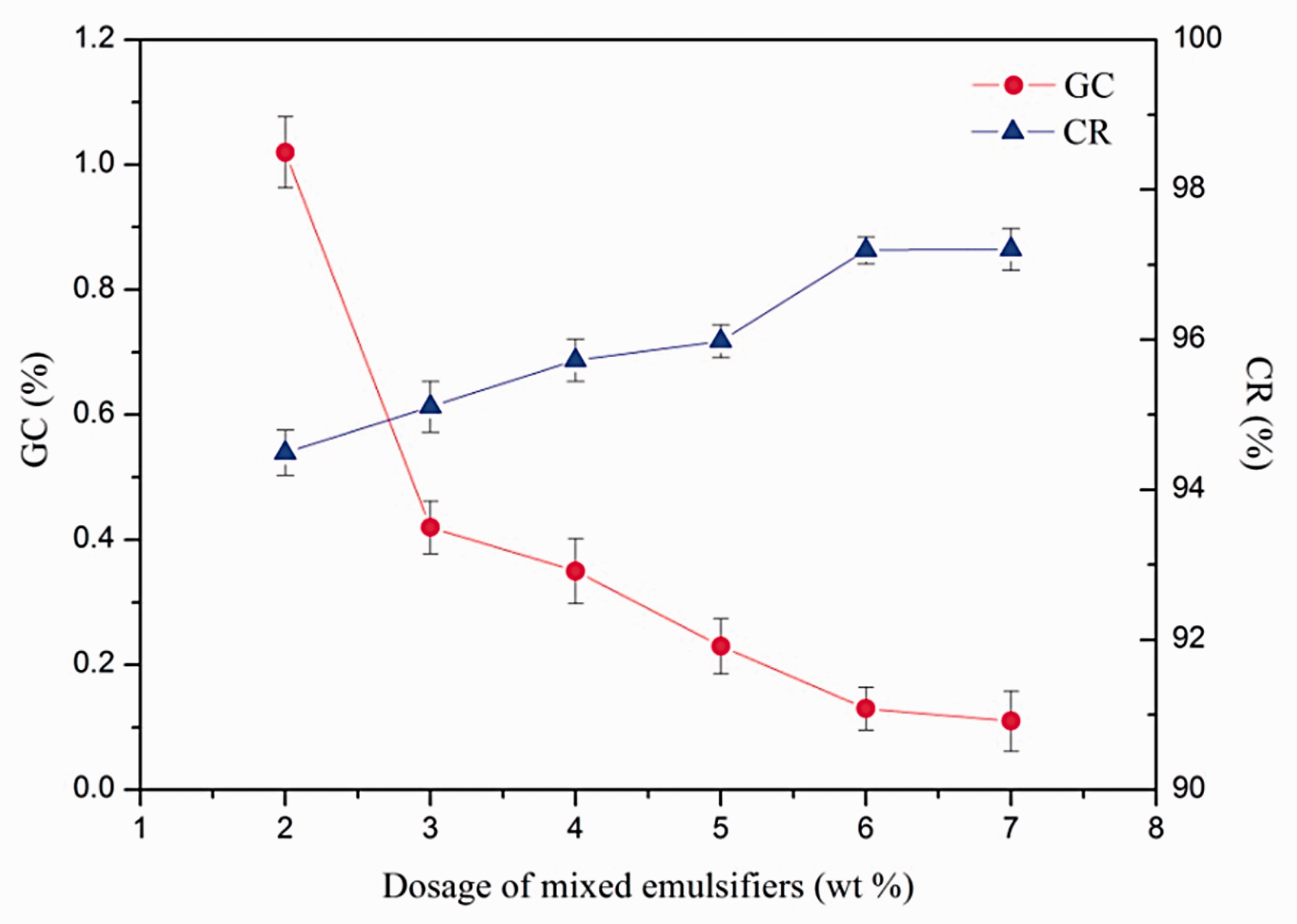
In addition, the particle size and distribution of PA emulsions under emulsifier dosages became smaller and narrower with the addition of mixed emulsifiers, as shown in Figure 4. The emulsifier contributed to the formation and stability of small liquid drops because of the emulsifying protection to the latex particles.
Particle size and distribution of polyacrylate emulsions under different emulsifier dosages at SDS:O-10:V-20S of 1.5:1:1.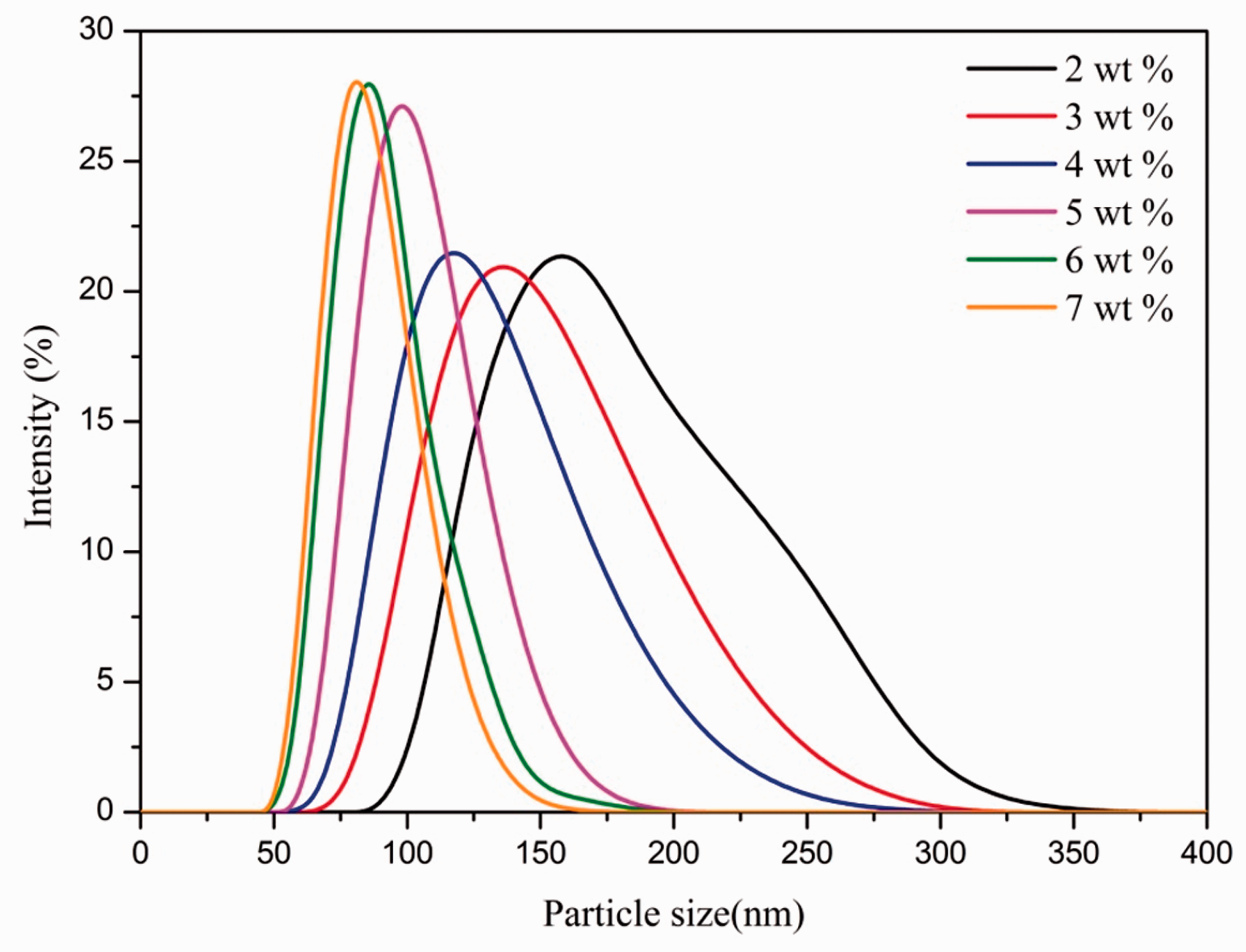
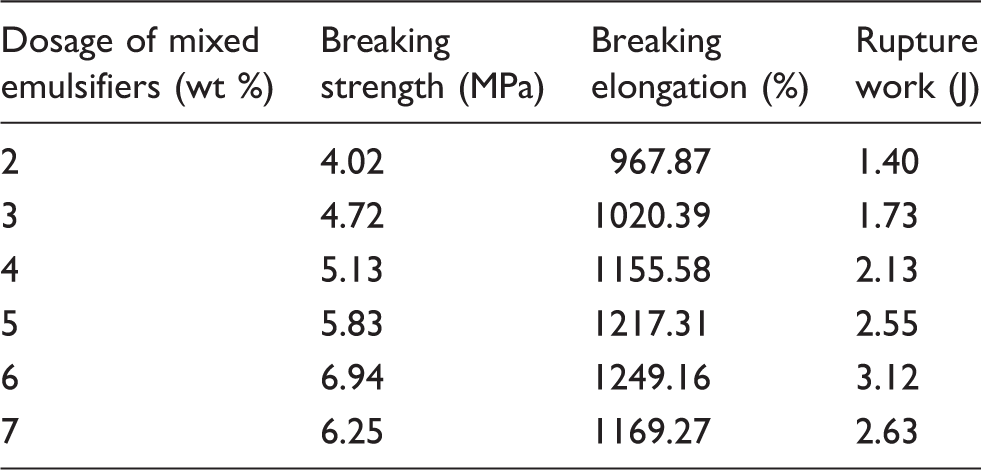
Tensile properties of polyacrylate films under different emulsifier dosages at SDS:O-10:V-20S of 1.5:1:1
In short, the dosage of mixed emulsifier at 6 wt % was the best selection.
Selection of acrylic monomers for DD washing-free printing
Effects of solubility parameters of acrylic homopolymers on color yield of the printed polyester fabric
The solubility parameters of polymers determine the compatibility between DDs and polymers. The solubility parameter (δ) of homopolymer was calculated via Hansen group-contribution method.17,18 Disperse red 92 could migrate, diffuse and fix into polyester fiber owing to the similar δ.
Color yield (K/S) was a key indicator of the surface color of the printed fabric. The higher K/S indicated that more DDs fixed in the polyester fiber and less residual dyes stayed in the binder film. Figure 5 shows the relations between color yield and solubility parameter. With the greater differences of solubility parameter (Δδ), the color yield of homopolymer binders showed the higher values. Polyacrylate isooctyl ester (PEHA) had the best color yield whereas Polystyrene (PSt) the worst. Those which possessed larger Δδ would have less affinity with DDs. In baking, the dyes were easy to migrate away from binder film and towards polyester fiber. It manifested that the monomers which had larger Δδ were more appropriate for washing-free printing.
Relations between color yield (K/S) of the printed polyester fabrics and solubility parameter differences of homopolymers with disperse dyes. Polyacrylate isooctyl ester, polybutyl acrylate, polyethyl acrylate, polymethyl methacrylate, polymethyl acrylate and polystyrene were abbreviated to PEHA, PBA, PEA, PMMA, PMA and Pst, respectively.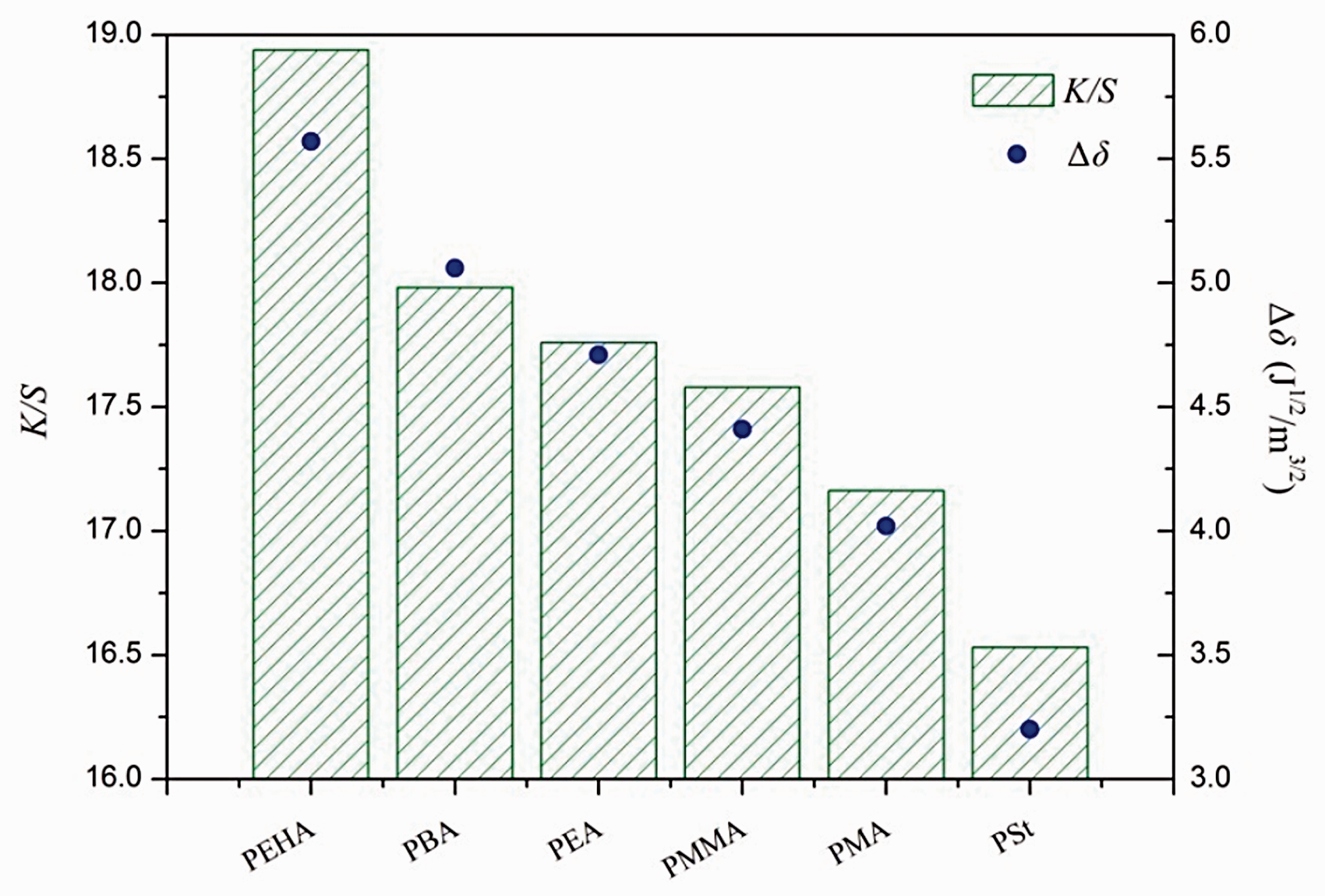
Effects of mass ratios of acrylic monomers on color yield of the printed polyester fabric
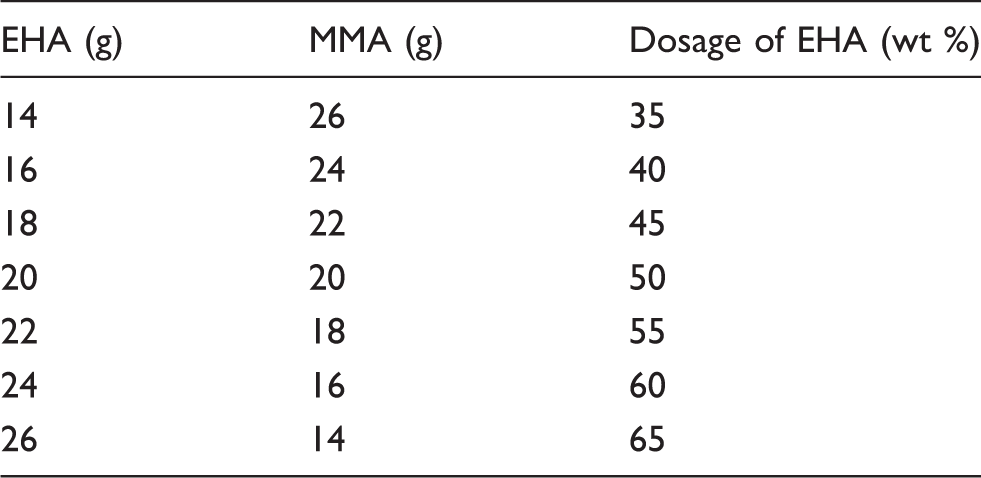
Mass ratios of ethylhexyl acrylate (EHA) and methyl methacrylate (MMA)
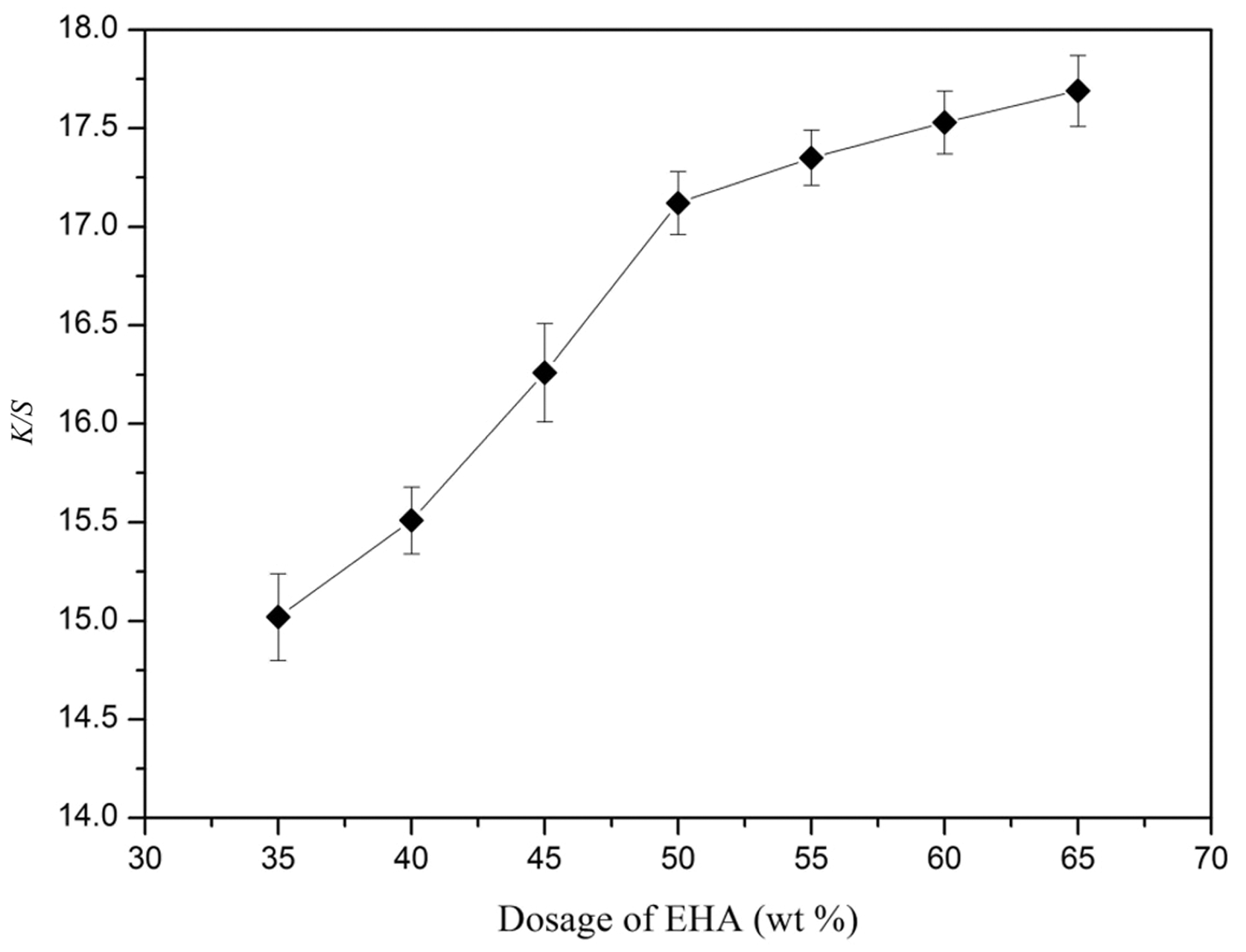
Color yield (K/S) of the printed polyester fabrics using polyacrylate under different dosages of ethylhexyl acrylate (EHA).
Effects of mass ratios of acrylic monomers on crocking fastness of the printed polyester fabric
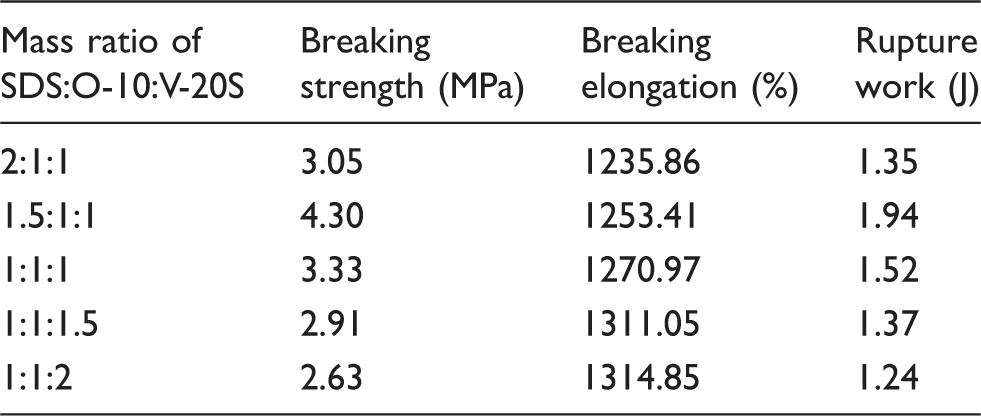
Crocking fastness of DD washing-free printing was associated with the mechanical properties of polymer binder film. The tensile properties of different PA films are displayed in Figure 7 and Table 6. When EHA dosages increased, the breaking strength decreased and breaking elongation increased little by little. EHA had a lower glass transition temperature than MMA, which was beneficial for the decrease of slippage space resistance among long molecular chains. When the mass ratio of EHA and MMA was 11:9 (55 wt % EHA), PA film exhibited the best mechanical properties.
Stress-strain curves of polyacrylate films under different dosages of ethylhexyl acrylate (EHA). Tensile properties, adhesivity of polyacrylate films and crocking fastness of the printed polyester fabrics using polyacrylate with different dosages of ethylhexyl acrylate (EHA)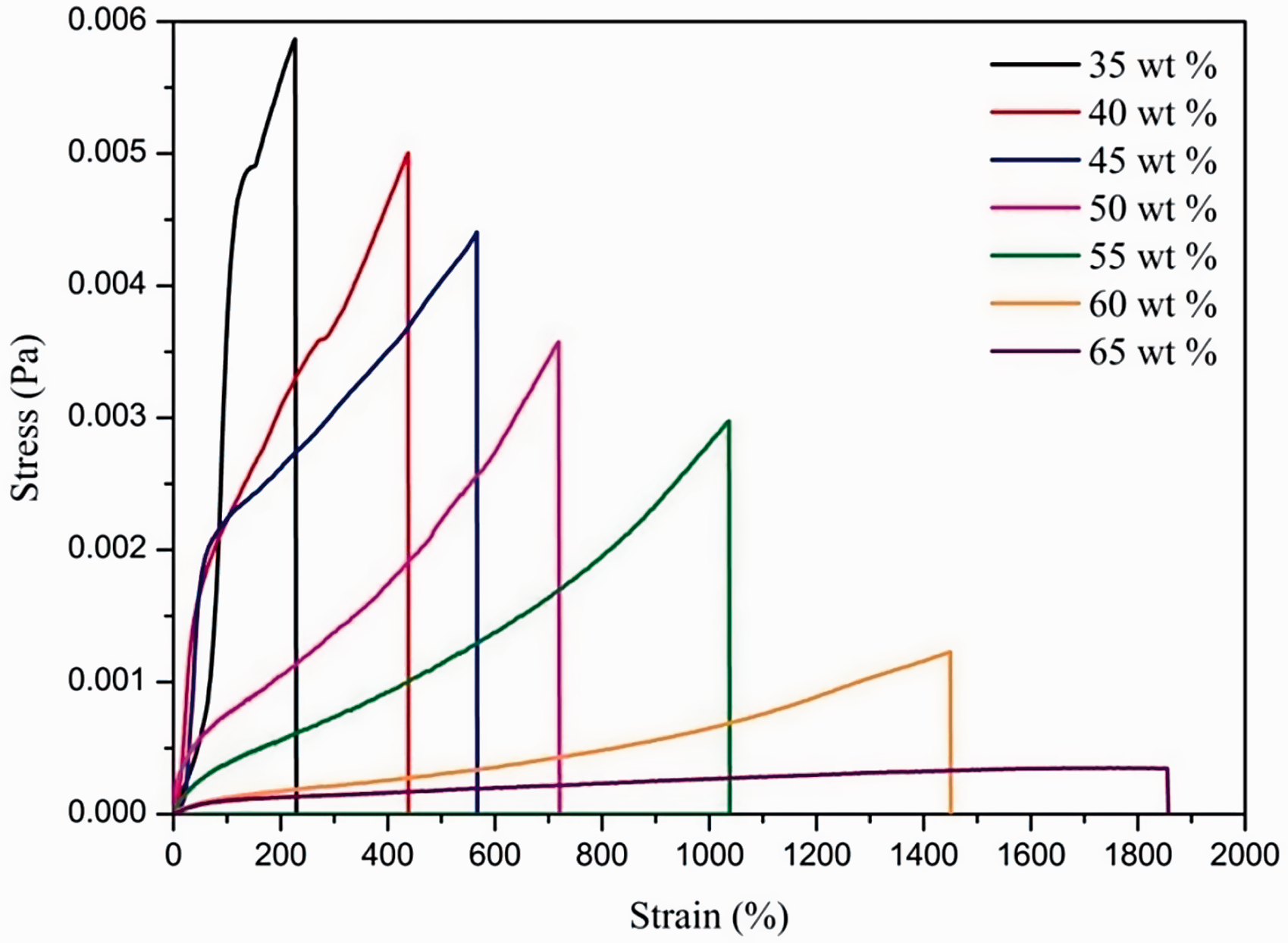
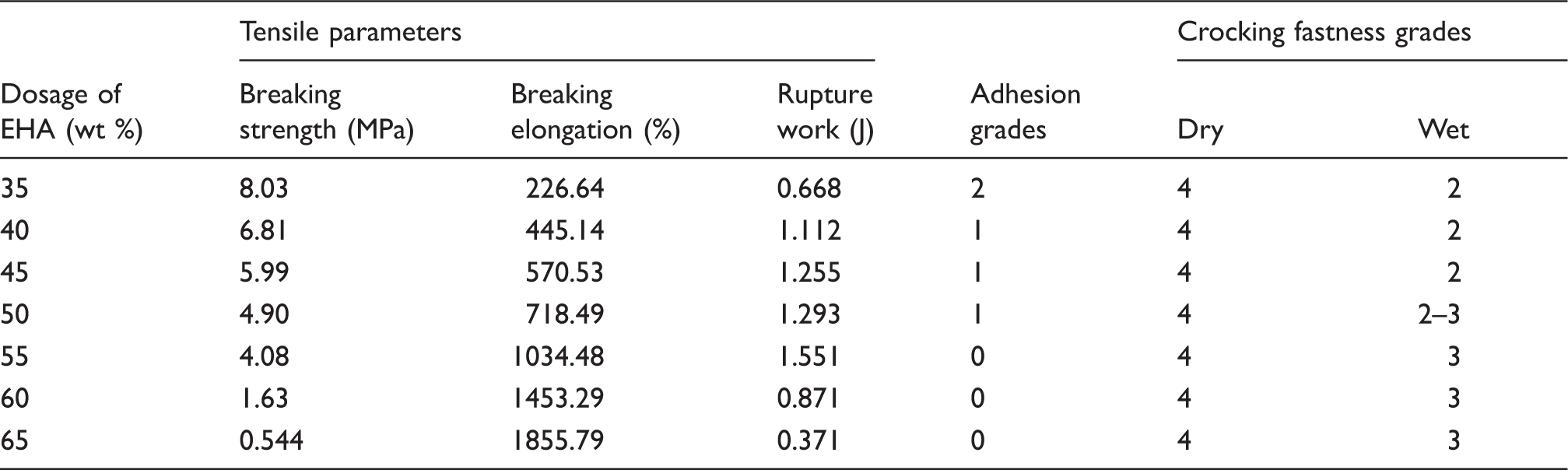
Meanwhile, printing binder should show good adhesion force onto the fabric as well as excellent film-forming properties. Table 6 gives the adhesivity of PA films with different dosages of EHA. With the increase of EHA content, the adhesivity of PA was enhanced. The adhesion grade of PA reached grade 0 at 55 wt % EHA, demonstrating superior adhesion without flaking.
It can be also drawn from Table 6 that the wet rubbing fastness of the printed polyester fabric reached grade 3 at 55 wt % EHA. This demonstrates the tight connections between crocking fastness and mechanical properties of polymer binder film. Washing-free printing binder should have proper strength and elongation as well as excellent adhesivity to avoid the departure of residual dyes out of film.
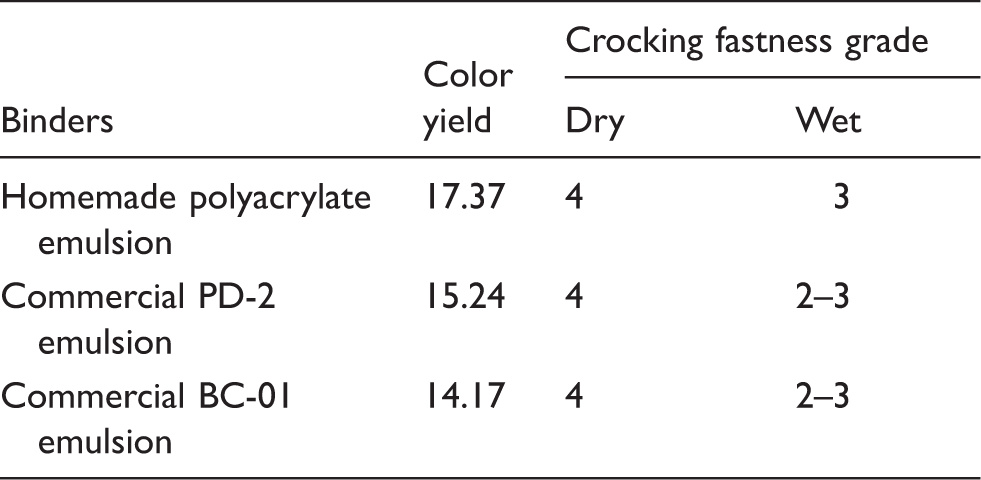
Washing-free printing performances of different binders on polyester fabric
Printing performances of the washing-free printed polyester fabric using different polymer emulsions
Conclusions
At the mass ratio of SDS, O-10 and V-20S 1.5:1:1 at 6 wt %, PA emulsion remained more stable, the particle size and distribution were smaller, and the film had better tensile properties. In DD washing-free printing, the larger differences of solubility parameters between monomers and DDs contributed to the improvement of color yield of the printed polyester fabric. EHA and MMA were selected as the optimum monomers. With the increase of EHA, color yield of the printed polyester fabric increased, the breaking strength of PA film reduced, the breaking elongation increased little by little, and the adhesivity of PA was enhanced. PA achieved the best mechanical and printing properties at EHA:MMA 11:9 (55 wt % EHA). The printing qualities of homemade PA surpassed those of commercial binders for DD washing-free printing of polyester.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by China Postdoctoral Science Foundation (No. 2017M621975), Key Research and Development Program of Science and Technology Department of Zhejiang Province (Number 2018C03004) and National Natural Science Foundation of China (Number 51703202).