
Abstract
A superhydrophobic aramid fabric with a novel self-cleaning ability and excellent chemical stability was prepared by the two-step coating technique using an easily available material system consisting of a polytetrafluoroethylene (PTFE) membrane, particles of PTFE and silica (SiO2). The chemical resistant layer was achieved through compounding aramid fabric with the PTFE membrane, for which the contact angle was varied from completely infiltrating to 130°. Then the PTFE-coated fabric was modified with PTFE and SiO2 particles to obtain the superhydrophobic layer. The hydrophobicity was significantly enhanced with a contact angle of 154° and rolling angle of 4° due to the role of low surface energy and rough micro/nano structures. Furthermore, the PTFE/SiO2-coated fabric eventually fabricated could withstand at least 300 cycles of abrasion and strong acid/alkaline attacks for 100 hours. In addition, the breathable performance and flexibility of the coated fabric were within our acceptable ranges. The simple but effective PTFE/SiO2-coated fabric may be useful for the development of individual protective clothing for emergency rescue applications.
The purpose of chemical protective clothing is to protect military, agricultural or medical personnel from the contamination of various harmful hazardous substances in military affairs, agricultural industrial accidents and emergency rescue activity.1–3 It is extremely complicated and dangerous when people are involved in rescue operations due to the human body being faced with the risks of damage or illness from various sizes of aerosols, hazardous agents and chemical liquids along with high temperature and heat radiation. Therefore, the chemical stability of the protective clothing depends on both the appropriate substrate fabric and structural design of the clothing ingredients. High-performance fibers, having exceptional mechanical, fire resistance and chemical stability, are frequently used for individual protective areas in the form of substrate fabric.1,4 Aramid is a potential substrate material due to its excellent mechanical properties, outstanding chemical inertness and thermal stability compared with other functional fibers.5,6 In addition, high-performance substrates with chemically durable polymeric coatings are often used in individual protective products. Therefore, polymer coating is a popular method to protect materials,7,8 such as poly phenylene sulfide (PPS), 9 polyurethane (PU), 6 poly vinylidene fluoride (PVDF), 10 polytetrafluoroethylene (PTFE), 11 etc., against the permeation and corrosion of hazardous liquids. Among various polymers used in anti-corrosion polymers, PTFE is an ideal material due to its excellent chemical stability and low surface tension below 25 mN/m, which is lower than that of water at 72.0 mN/m and oil at 30 mN/m.12–14 Qian et al. 9 prepared PPS/PTFE composite coating to evaluate the anti-scaling performance. Zhou et al. 11 fabricated durable fabric surfaces that could withstand physical abrasion, repeated washing and strong acid/base attacks using a polymer coating with PTFE particles, fluorinated alkyl silane (FAS) and fluorocarbon surfactant. However, the maximum contact angle of the pure PTFE membrane is only up to 130°. Therefore, in order to protect fabric from hazardous chemical corrosion, a superhydrophobic surface fabrication is strongly desired for facile control of surface wettability.
A smooth surface is defined as a superhydrophobic surface exhibiting a high contact angle (larger than 150°) and lower rolling angle (lower than 5°). The development of superhydrophobic textiles utilizing hierarchical micro-nano roughness or low surface energy has been considered as a method to solve the above-mentioned problems.15–17 According to Hare et al.'s 18 report, fluorinated and perfluorinated materials have been used in designing non-wetting surfaces due to having the lowest surface energy. For instance, a large number of low surface tension polymer membranes, such as acrylics, fluorinated polymers and siloxanes, have been synthesized and applied in superhydrophobic surfaces.14,19–22 On the other hand, superhydrophobicity can be further enhanced by hierarchical roughness on the substrate with nanoparticles (e.g., SiO2,16,23–25 TiO2, 26 ZnO27,28) through techniques such as chemical vapor deposition, 29 wet-chemical coating, 30 chemical bonds,31,32 etc. SiO2 nanoparticles have a large specific surface area and good dispersion performance. Aslanidou et al. 33 presented the fabrication of super-repellent and protective coatings on silk fabric through alkoxy silanes, organic fluoropolymer, silane quaternary ammonium salt and SiO2 nanoparticles. Park et al. 25 obtained a superhydrophobic PTFE membrane with a hexane-based solution containing poly-dimethylsiloxane (PDMS)-coated SiO2 nanoparticles, PDMS and a curing agent for respirator or protective clothing applications. Tak-Sing et al. 34 reported nano/microstructured substrates to lock in place the infused lubricating fluid with quick liquid repellences. These studies were obtained by the coexistence of a low surface energy material with a high degree of roughness in hierarchical micro/nanostructure. Based on the Cassie–Baxter state, an air gap formed at the interface of the coating and liquid, which is well known to enhance the surface non-wettability and self-cleaning properties.16,23–25 In the rescue environment, the combination of corrosion-resistant, thermally stable high-performance aramid fabric and chemically stable PTFE supply rescuers with reliable safety. The modification of the low surface energy SiO2 particles increase the hydrophobicity and self-cleaning effect of the fabric, allowing the harmful liquid to easily roll off the surface of the fabric.
In this work, a durable PTFE/SiO2-coated fabric with the functions of superhydrophobicity and rapid self-cleaning was fabricated using the two-step coating route. Fourier transform infrared spectroscopy (FTIR) and energy-dispersive X-ray spectroscopy (EDS) analysis were used to investigate the chemical composition and the changes of surface functionalities. X-ray photoelectron spectroscopy (XPS) and X-ray powder diffraction (XRD) tests were conducted for the accurate element analysis and phase structures. The chemical stability and abrasion resistance of the coated fabric were investigated by immersion in acid/alkaline solutions for 100 hours and different abrasion cycles. Furthermore, the breathability, flexibility and ultraviolet (UV) transmission performances of the coated fabric were examined to evaluate the wearing comfort. The durable and rapid self-cleaning fabric shows potential application in multifunctional protective textiles.
Experimental details
Materials and characterization
Aramid fabric (170 g/m2, 600 μm) was supplied by Tayho Co., Ltd, China; PTFE membrane (0.3 μm), PTFE dispersions (solid content 60%) and PTFE particles with the average particles size of 1–3 μm were purchased from DuPont Co., USA; the Penetrant JFC and KH550 cross-linker were provided by Dow Corning Co., USA; silica (SiO2) nanoparticles of 10 nm in mean diameter were obtained from Aladdin Chemical Regent Co., China. Acetone, sulfuric acid (98%) and NaOH were procured from Sinopharm Chemical Reagent Co., Ltd. Commercially available fabrics were cleaned with acetone and deionized water sequentially before use.
A Flex SEM 1000 scanning electron microscope was used to study surface morphology. The hydrophobicity was measured with an attention optical contact angle analyzer (DKSH Ltd, China). Contact angles were obtained at a room temperature measuring at least five different points of one sample. The UV transmittance of samples was analyzed by an UV visible near infrared spectrophotometer (U-4100 Hitachi, Japan). The chemical structure was characterized XPS (Escalab 250Xi, Thermo Fisher Scientific, USA). The crystalline structure of fabric samples was conducted with an XRD instrument (SAXSessmc2, Anton Paar, Austria) at room temperature. Abrasion properties were investigated through YG (B) 401E Fabric Leveling machine (Wenzhou Jigao Testing Instrument Co. Ltd, China). A load pressure of 12 KPa was employed, which is typically used for evaluating heavy duty upholstery usages. FTIR was employed using a Nicolet 5700 Fourier transform infrared spectrometer (Thermo Nicolet Co, USA) to examine the chemical composition of fabric samples. The breathable performance was carried out via investigating the air permeability and water vapor transmission rate of fabric samples. The air permeability was measured using an air permeability tester (YG461E, Wenzhou Fangyuan Instrument Co., Ltd) based on ASTM D 737:1996. The water vapor transmission rate was examined according to GB/T 12704.2-2009 part 2: water method. Fabric samples were immobilized on a tailored cup under a constant temperature of 38℃ and a relative humidity of 50%. The bending length of the fabric was tested by an automatic fabric stiffness tester (LFY-207, Shandong Textile Research Institute, China).
Pre-treatment
The original aramid fabric was pre-treated in order to remove impurities. NaOH and penetrant JFC (mass ratio 5:1) were added in deionized water with a decoction ratio of 20:1. Then the pre-treatment solution was obtained by placing in an oven that was set at 50℃, for 1 h. The aramid fabric was immersed in the solution and then placed to dry in an oven at 50℃ for 1 h after washing until the pH = 7.
Preparation of the coated fabric
The coated fabric was composed of two layers, a chemical resistant layer and a superhydrophobic layer. The brief procedure to prepare the coated fabric is schematically illustrated in Figure 1. The chemical resistance layer was achieved by compounding aramid fabric with the PTFE membrane under the condition of 180℃, 3 MPa and 10 min. After that, the PTFE-coated fabric was immersed in the mixture solution including PTFE particles, adhesive agents (1wt%: 100wt%) and KH550 coupling agents to improve the adhesion of the PTFE membrane surface to SiO2 for 3 min and dried in an oven at 60℃ for 1 h. Finally, the PTFE/SiO2-coated fabric was obtained by spraying a homogenous waterproof SiO2 (2 wt%) solution after 30 min ultrasonic stirring and then dried in an oven at 60℃ for 1 h.
The brief preparation procedure for polytetrafluoroethylene (PTFE)/SiO2-coated aramid fabric.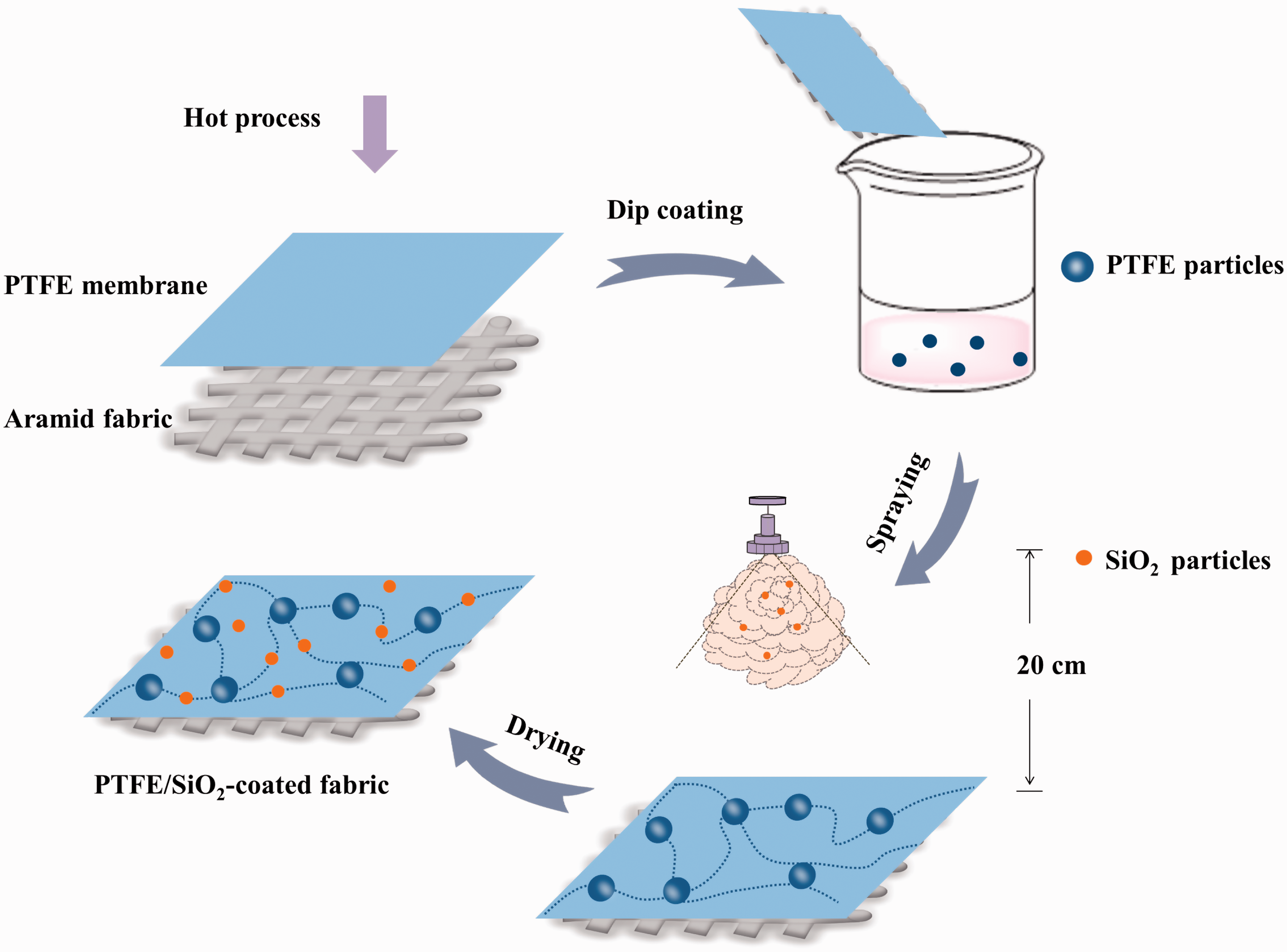
Results and discussion
Characterization
FTIR was used to investigate the chemical composition and the changes of surface functionalities, as shown in Figure 2. For the uncoated fabric, there were characteristic bands of the aramid fabric,35–37 such as C = O stretching, N-H bending, C-N stretching and aromatic ring stretching. Strong peaks with the absorption bands at 1650.2 cm−1 (C = O stretching vibration) and 1535.4 cm−1 (N-H bending vibration) were assigned to amide I and amide II, respectively. The peak with absorption bands at 1299.8 cm−1 corresponded to the stretching of C-N from amide III. The peak at 1245.8 cm−1 was probably attributed to the N-H coupling vibration of amide linkage. After the coating process, several characteristic absorption peaks were observed indicating the presence of some functional groups, such as C-F and O-Si-O, in the sample. Peaks at 1214.9 and 1153.2 cm−1 were known to be due to the C-F bonds of PTFE11,38 benefiting from the presence of PTFE coating. New peaks around 771.3 cm−1 were assigned to Si-O-Si stretching vibrations.39,40 The weak absorption band at 1454.0 cm−1 probably resulted from C-N stretching of the aramid fabric or the C-H stretching vibration.
41
These results confirmed that the introduction of the PTFE membrane and modification with SiO2 coating led to the formation of C-F and Si-O-Si bonds on the coating surface.
Fourier transform infrared spectroscopy analysis of the (a) uncoated, (b) polytetrafluoroethylene (PTFE)-coated fabric and (b) PTFE/SiO2-coated fabric.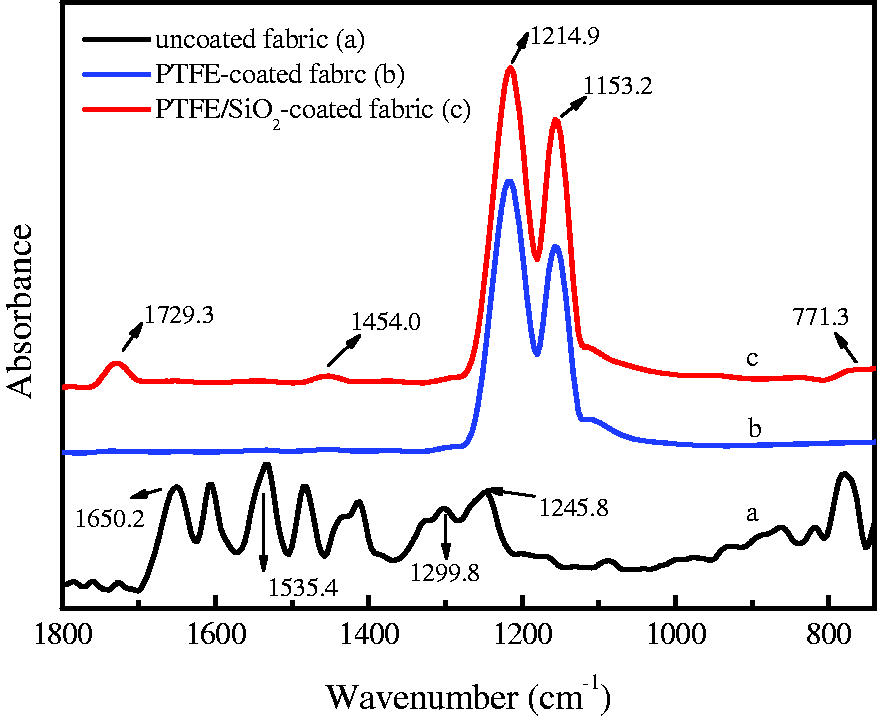
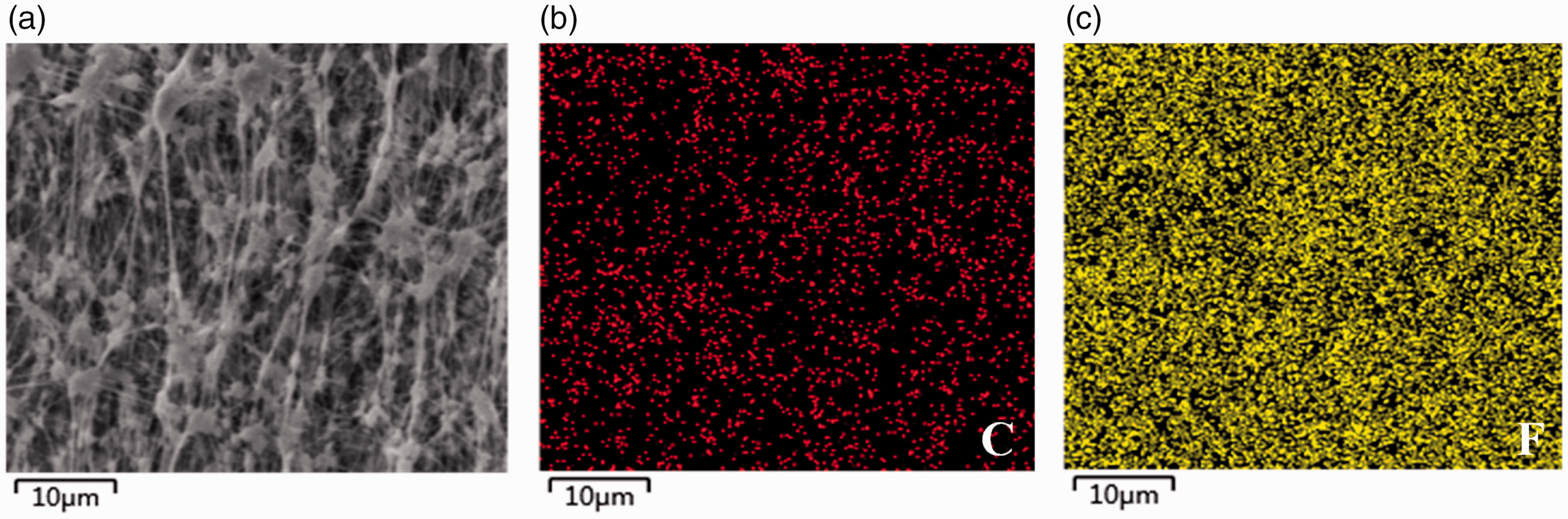
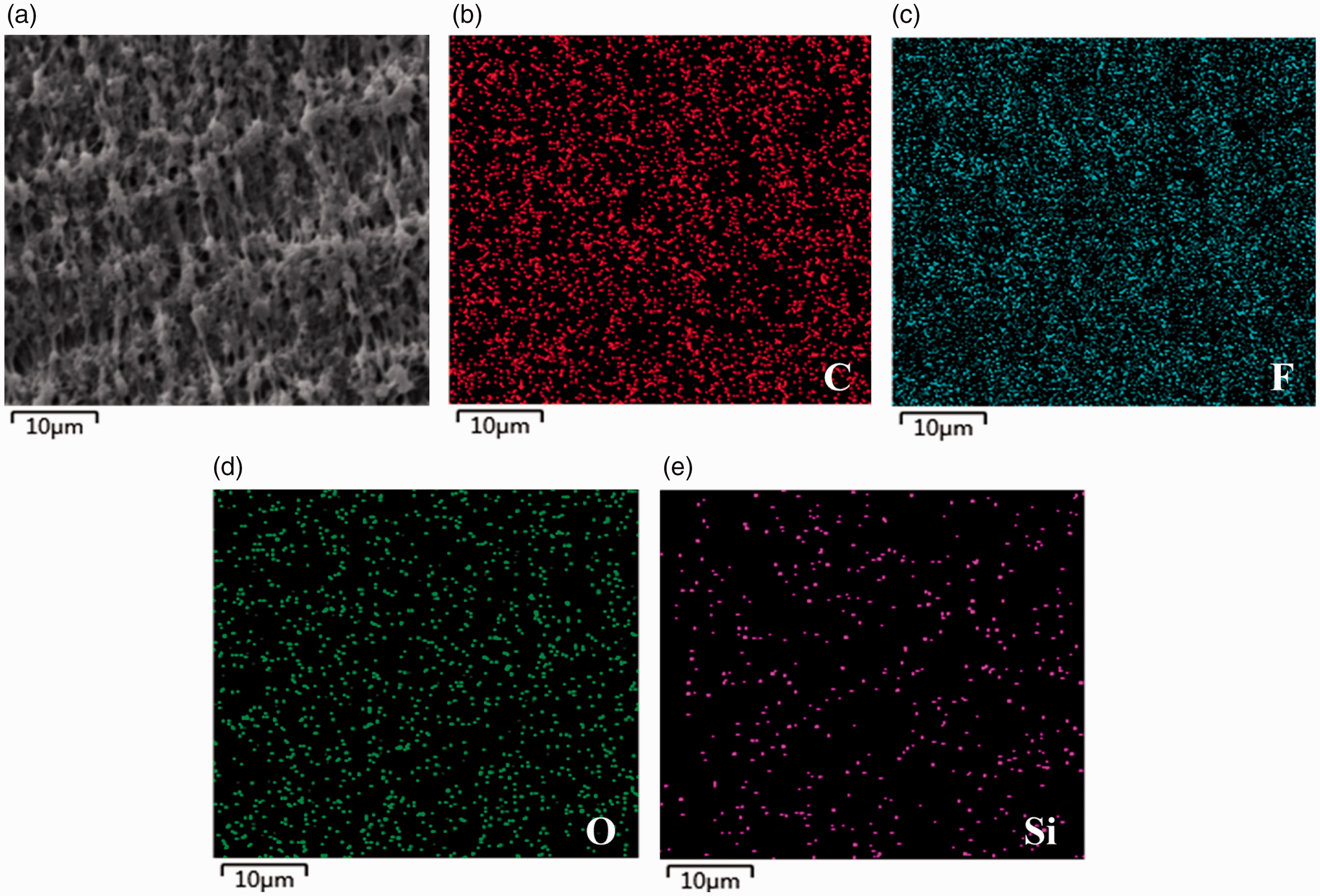
As indicated in Figures 3–5, EDS was utilized to further explore the chemical composition of uncoated and coated aramid fabric. For uncoated fabric, there were three elements, carbon (C), oxygen (O) and nitrogen (N), on the sample surface, as shown in Figure 3. According to Figure 4, when the aramid fabric was compounded with the PTFE membrane, O and N elements of the aramid fabric were not found on the surface of the coating. When the PTFE-coated fabric was modified by SiO2 and PTFE particles, new chemical compositions of O and Si were detected, implying that SiO2 particles were successfully encapsulated on the aramid fabric, as shown in Figure 5. Some holes and micro-sized protrusions were observed on the PTFE/SiO2 coating surface from the related scanning electron microscopy (SEM) images in Figure 5(a). The three-dimensional network structure could generate a favorable condition for superhydrophobicity.
The energy-dispersive X-ray spectroscopy mapping of the uncoated aramid fabric. The energy-dispersive X-ray spectroscopy mapping of the polytetrafluoroethylene-coated fabric. The energy-dispersive X-ray spectroscopy mapping of the polytetrafluoroethylene/SiO2-coatd fabric.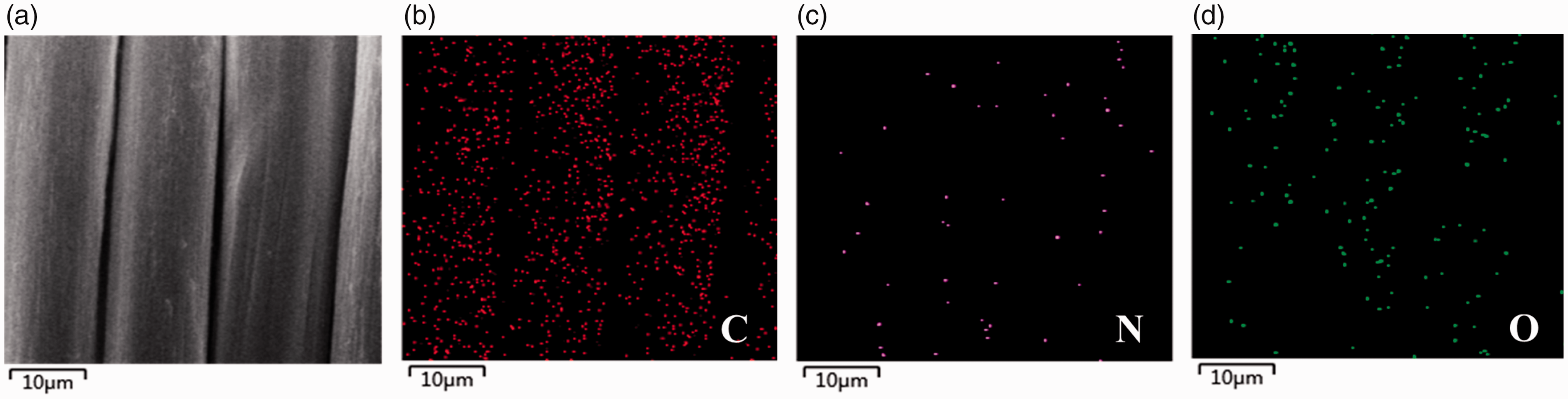
XPS and XRD tests were conducted for the accurate element analysis and phase structures, as shown in Figure 6. The elemental composition of the uncoated and coated fabric was investigated by XPS, as shown in Table 1 and Figure 6. The uncoated fabric included C, O, N elements with the atom percentages of 70.65%, 33.12% and 45.22%, respectively. In contrast, only C and F elements with the atom contributions of 33.12% and 66.88%, respectively, were found for the PTFE-coated fabric, indicating that the substrate aramid fabric was coated by PTFE completely. There were new concentrations of Si and O elements, from 0% to 15.98% and 35.89%, respectively, in the PTFE/SiO2-coated fabric surface due to the addition of SiO2 during the superhydrophobic modification. These results are in accordance with EDS and FTIR analysis. As shown in Figure 6(a), peaks at 687.0–689.0 eV in the F 1s spectrum were derived from the –CF2 and –CF3 groups in PTFE.
11
The major chemical states occurred at a binding energy of 102.0 eV assigned to Si 2p bonding of the Si-O groups in SiO2.
11
Figures 6(b)–(d) show changes in the C 1s spectrum before and after the coating process. Compared to the uncoated fabric, new peaks at 290.4 and 288.8 eV were associated with –CF3 and –CF2 from PTFE components. The existence of fluorinated alkyls on the coating surface facilitated the lower the surface energy. Therefore, the excellent liquid repellency of the coating resulted from both the low surface free energy and roughness formed by PTFE and SiO2 particles.
42
Figure 6(e) shows the XRD curves of the coated and uncoated fabric. For uncoated fabric, crystalline peaks of macromolecular chains from aramid fibers around 17.58° and 23.32° were observed
36
. We found a crystalline peak at 18.92° that benefited from PTFE
43
in the PTFE-coated fabric sample. The increased intensity of the crystalline peak and the relative translation of the amorphous area around 18.62° were contributed by the PTFE particles. A broader diffraction peak with the 2θ value of about 22.32° was due to SiO2 particles.
44
Combined with the results of SEM, FTIR, XPS and XRD, it was reasonable to demonstrate that PTFE and SiO2 were successfully coated on the surface of the aramid fabric.
(a) X-ray photoelectron spectra of the uncoated and coated fabric. (b) High resolution C 1s spectra of the uncoated fabric. (c) High resolution C 1s spectra of the polytetrafluoroethylene (PTFE)-coated fabric. (d) High resolution C 1s spectra of the PTFE/SiO2-coated fabric. (e) X-ray powder diffraction spectra for the uncoated and coated fabric. Elemental composition of the uncoated and coated fabric analyzed by X-ray photoelectron spectroscopy PTFE: polytetrafluoroethylene.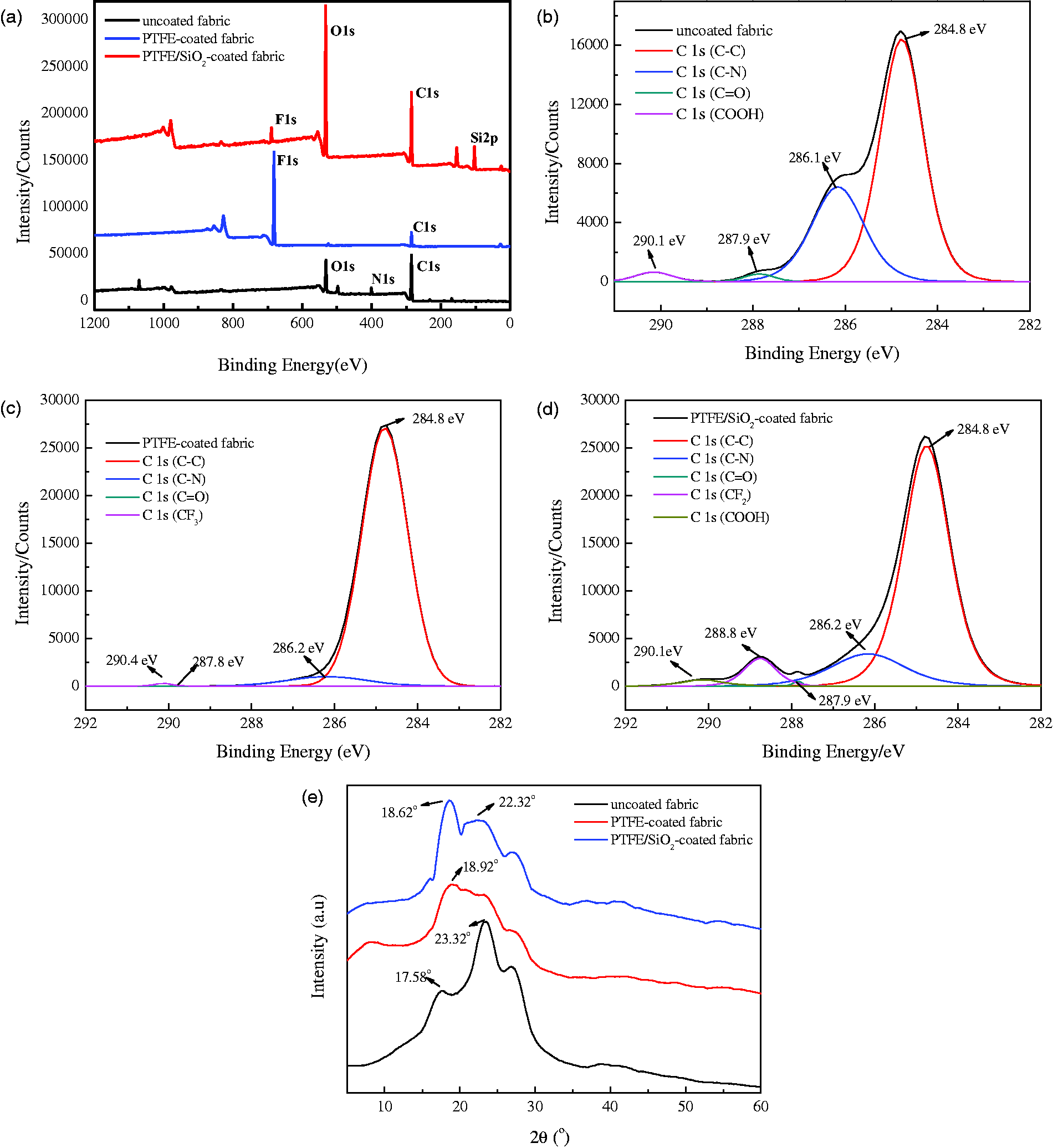

Chemical stability
The chemical stability is a crucial parameter for the determination of chemical protective fabric performances in industrial applications. To prove the chemical stability, liquid droplets of 5 μL of NaOH (40 wt%) and H2SO4 (98 wt%) were left on the coated fabric at room temperature for 1 h. Liquid corrosion and penetration properties were observed by SEM images. As shown in Figures 7(a) and (b), the uncoated aramid fabric exhibited a smooth surface even though it was corroded by NaOH (40 wt%) after 1 h. However, a porous membrane without visible single fibers was found after being corroded by H2SO4 (98 wt%), as shown in Figure 7(c). The amide groups were decomposed by strong acid, resulting in the formation of polar groups on the surface of the fiber.45,46 When the aramid fabric was compounded with the PTFE membrane, the holes eroded by acid were larger than those of alkali, proving the strong acid damaged PTFE membrane more than the strong alkali (Figure 8). There were no visible holes or corrosion on the surface of the coated fabric either in acid or alkali, proving the enhanced chemical stability. Based on the above characterization analysis, the facile coating benefiting from intrinsic chemically durable PTFE components could further endow the chemical resistance of the coated fabric.
11
It was more extensive for the fabric with the improved chemical stability in the field of individual protection.
(a) The uncoated aramid fabric. (b) The uncoated aramid fabric corroded by NaOH (40 wt%) after 1 h. (c) The uncoated aramid fabric corroded by H2SO4 (98 wt%) after 1 h. (a) The polytetrafluoroethylene (PTFE)-coated aramid fabric. (b) The PTFE-coated aramid fabric corroded by NaOH (40 wt%) after 1 h. (c) The PTFE-coated aramid fabric corroded by H2SO4 (98 wt%) after 1 h.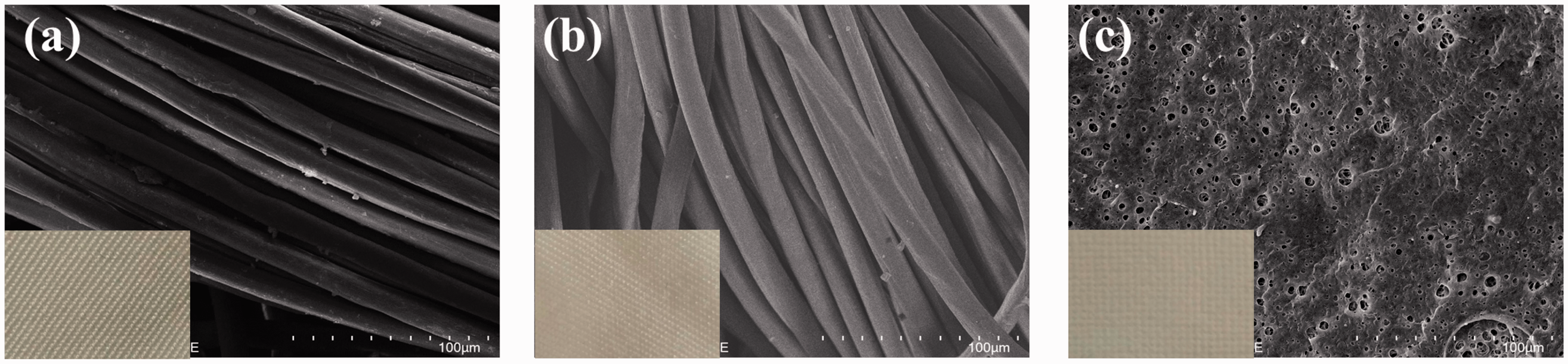
In order to further investigate the long-term chemical stability of the prepared superhydrophobic coated fabric, fabric samples were immersed in different solutions with pH = 1–14 for 100 h. It can be seen from Figure 9 that the weight loss rate for the uncoated aramid fabric and the PTFE/SiO2-coated fabric decreased and then increased with the changes from acid to alkaline. There was no obvious change in the neutral pH range for either uncoated or coated fabric obvious in the strong acid or alkali environments. For the PTFE/SiO2-coated fabric, the weight loss rate changed from 3.30% to 0% when the pH value increased from 1 to 7, and then increased to 5.39% when the pH value increased to 14. Under the same pH condition, the weight loss rate of the PTFE/SiO2-coated fabric was lower than that of the uncoated fabric, especially in a very high or a low pH solution. For example, when the pH was equal to 14, the weight loss of the PTFE/SiO2-coated fabric (5.39%) was reduced by 5.30% compared to the untreated fabric (10.69%). As proved in chemical composition analysis of the coated fabric, the fabric became more chemically stable after combination with PTFE/SiO2 coating, which provides excellent chemical inertness due to the absence of unsaturated bonds or functional groups that can be easily eliminated or reacted.14,47
Comparison of the weight loss rate at different pH values (after 100 h) for uncoated and polytetrafluoroethylene (PTFE)/SiO2-coated fabrics.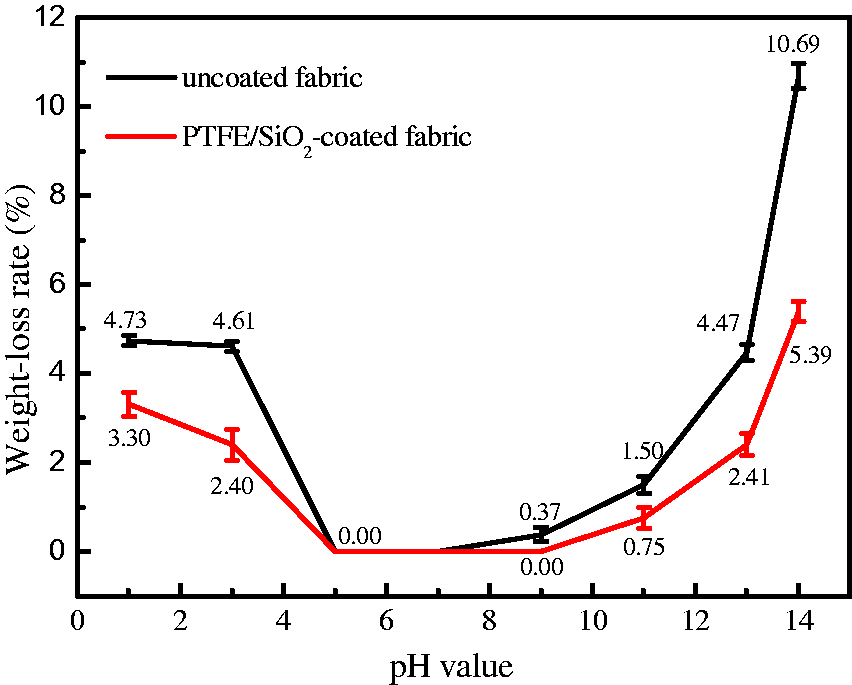
Superhydrophobicity and self-cleaning properties
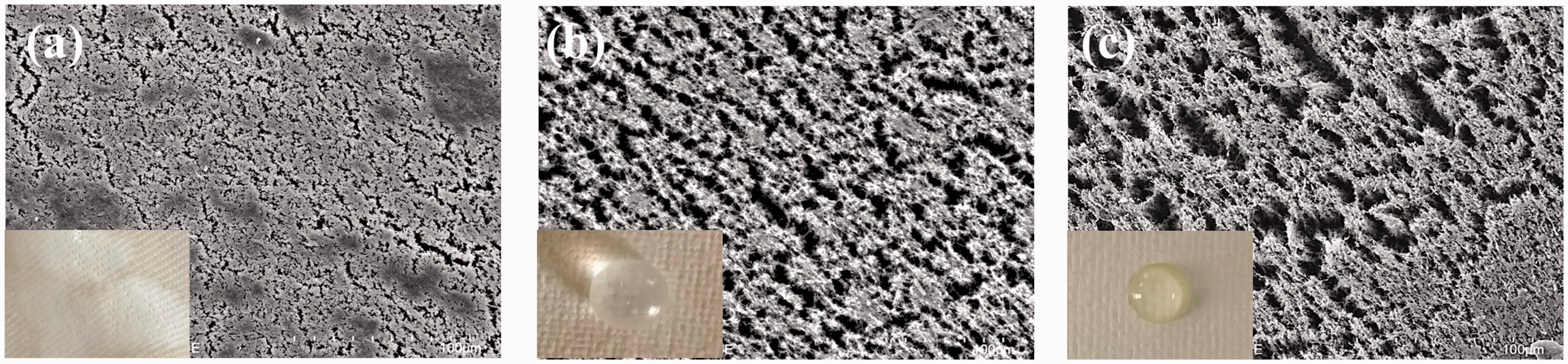
Along with chemical stability, the superhydrophobicity and self-cleaning properties play an important role in fabricating individual protective textiles. The superhydrophobicity along with related SEM images of uncoated and coated aramid fabric are presented in Figure 10. As shown in Figures 10(a) and (d), for the aramid fabric, the contact angle was 11° due to the abundant hydroxyl groups of aramid fibers, as expected. The PTFE-coated fabric showed an enhancing contact angle of 130° due to the low surface tension of the PTFE membrane, which is well known to obtain a good hydrophobicity with porous structures (Figures 10(b) and (e)). However, when the surface of the PTFE membrane was treated with PTFE and SiO2 particles, protruded roughness structures were formed on the surface according to Figure 10(f). A quasi-spherical shape of water drops on the coated fabric with a high contact angle of 154° was found (Figure 10(c)). Roughened surfaces have an air–solid interface that permeates throughout the morphology of the surface. Nano/microstructured substrates can be used to lock infused lubricating fluid.
48
By trapping these small-scale air pockets, the fractional coverage at the solid–liquid interface is greatly reduced and the hydrophobic properties are enhanced through reduced van der Waals forces.
49
Based on Wenzel's prediction, for the PTFE membrane, a hydrophobic surface with a contact angle of 90°, roughness could enhance hydrophobicity.
24
Therefore, rougher micro/nanostructures that SiO2 and PTFE particles assembled on the PTFE membrane surface could amplify hydrophobicity of the fabric. A quasi-spherical shape of water drops were observed on the PTFE/SiO2-coated fabric.
Contact angles (CAs) of the fabric and corresponding photographs of blue-colored water on the fabric surface: (a) the uncoated aramid fabric; (b) the polytetrafluoroethylene (PTFE)-coated fabric; (c) the PTFE/SiO2-coated fabric. Scanning electron microscopy images of (d) the uncoated aramid fabric, (e) the PTFE-coated fabric and (f) the PTFE/SiO2-coated fabric. (Color online only.)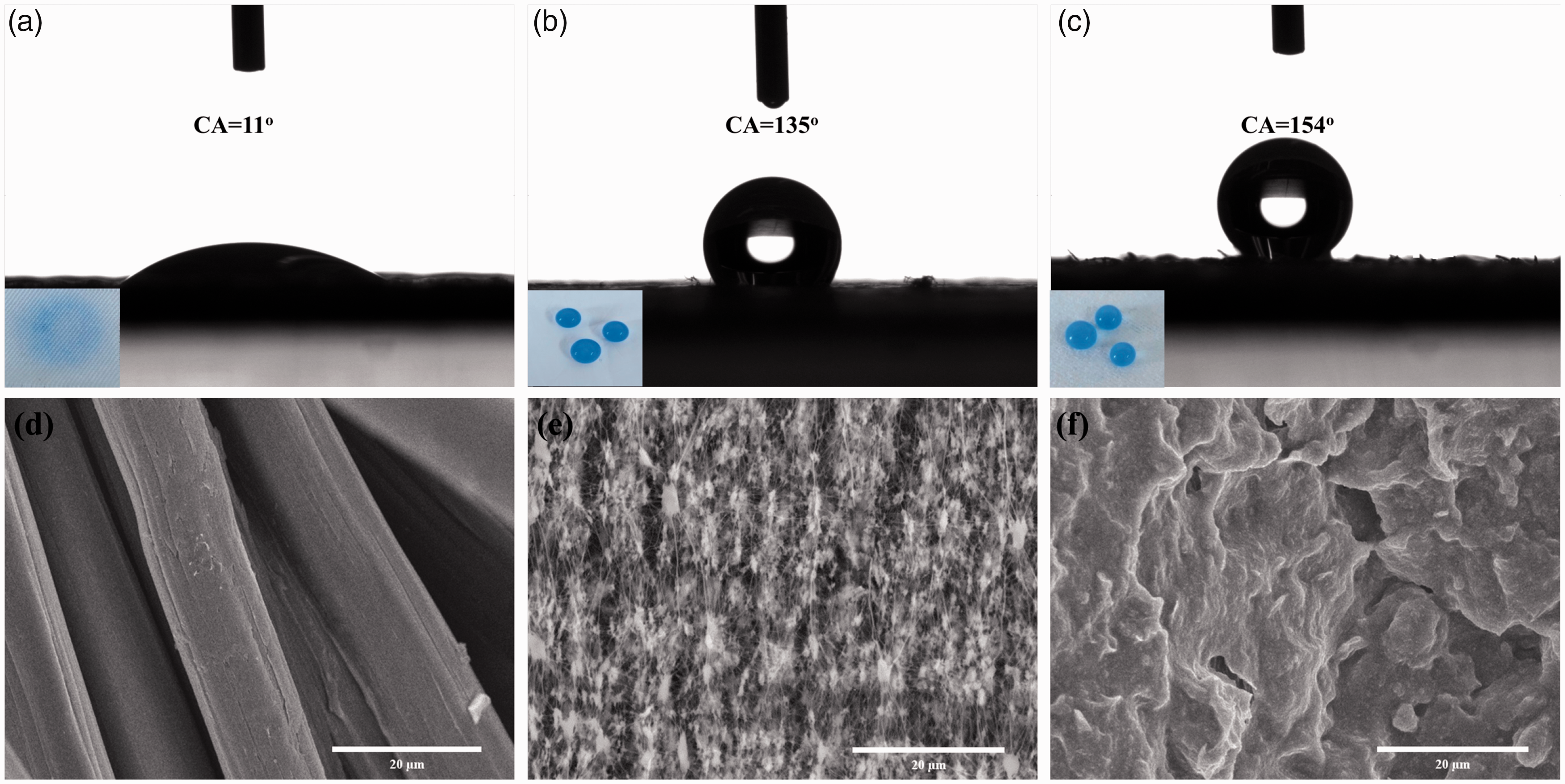
The dynamic wettability of the fabric samples were also measured at room temperature. From Figure 11(a), the PTFE membrane showed a higher water contact angle of approximately 130°, proving the reports of Hare et al.
18
that fluorinated and perfluorinated materials have the lowest surface tension among various surface functional groups. After superhydrophobic modification, the wettability of the PTFE/SiO2-coated fabric was enhanced significantly such that water droplets completely left without wetting or contaminating the coating surface. The roughened structure caused by particles of PTFE and SiO2 amplified the natural tendency of the substrate surface (Figure 11(b)).
Comparison of dynamic wettability. PTFE: polytetrafluoroethylene.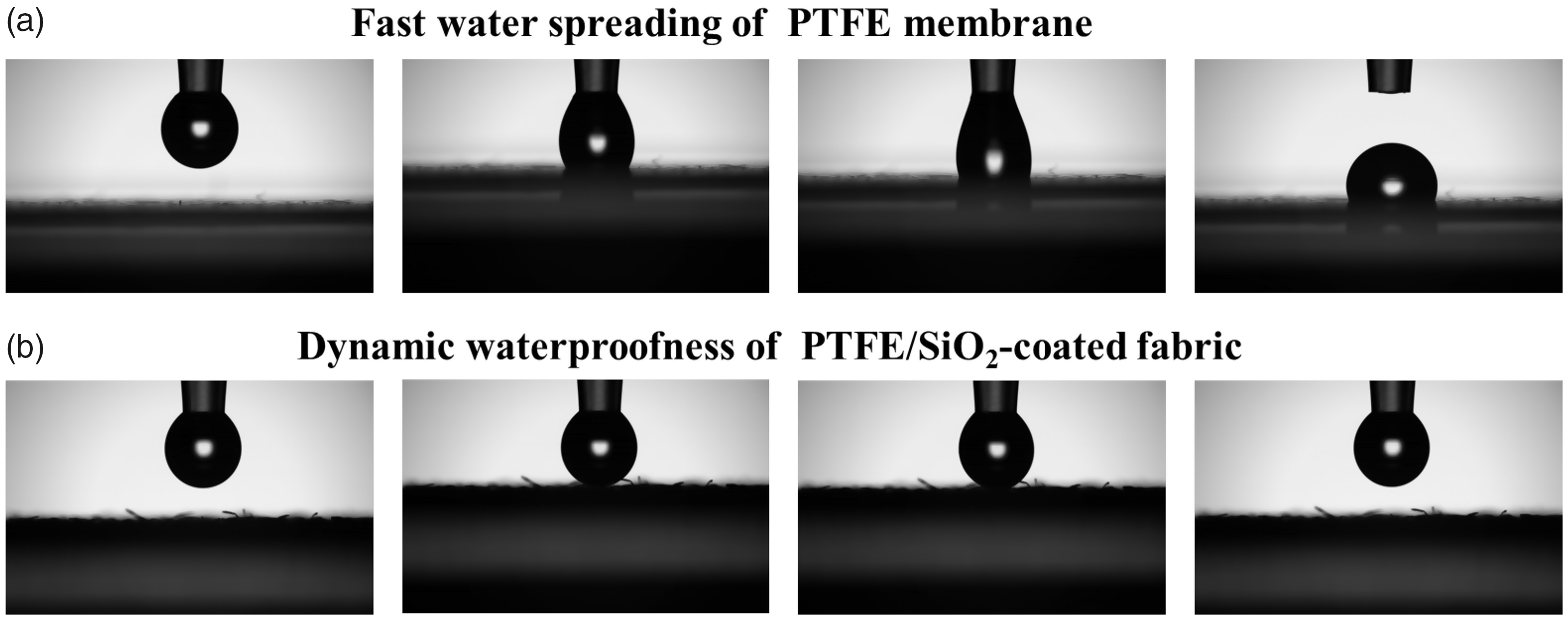
It is also necessary to possess an excellent self-cleaning function for protective clothing in order to obtain better liquid repellent performances. Figure 12 shows the surface self-cleaning effect of the PTFE/SiO2-coated fabric finally obtained. The rolling pattern of the water droplet on the fabric sample is at a rolling angle of 30°. The chalk powder on the sample surface was immediately removed by water droplets without any stain, and droplets could not be captured by the superhydrophobic surface. A micro/nano rough network structure caused by PTFE/SiO2 established a hydrophobic surface exhibiting low attraction force to the water drops. Therefore, PTFE/SiO2 coating could protect the fabric from the external environment via letting dirt roll off under a small force with water droplets.
Self-cleaning ability of the polytetrafluoroethylene/SiO2-coated fabric (the rolling pattern of water droplets at a 30o rolling angle (RA)).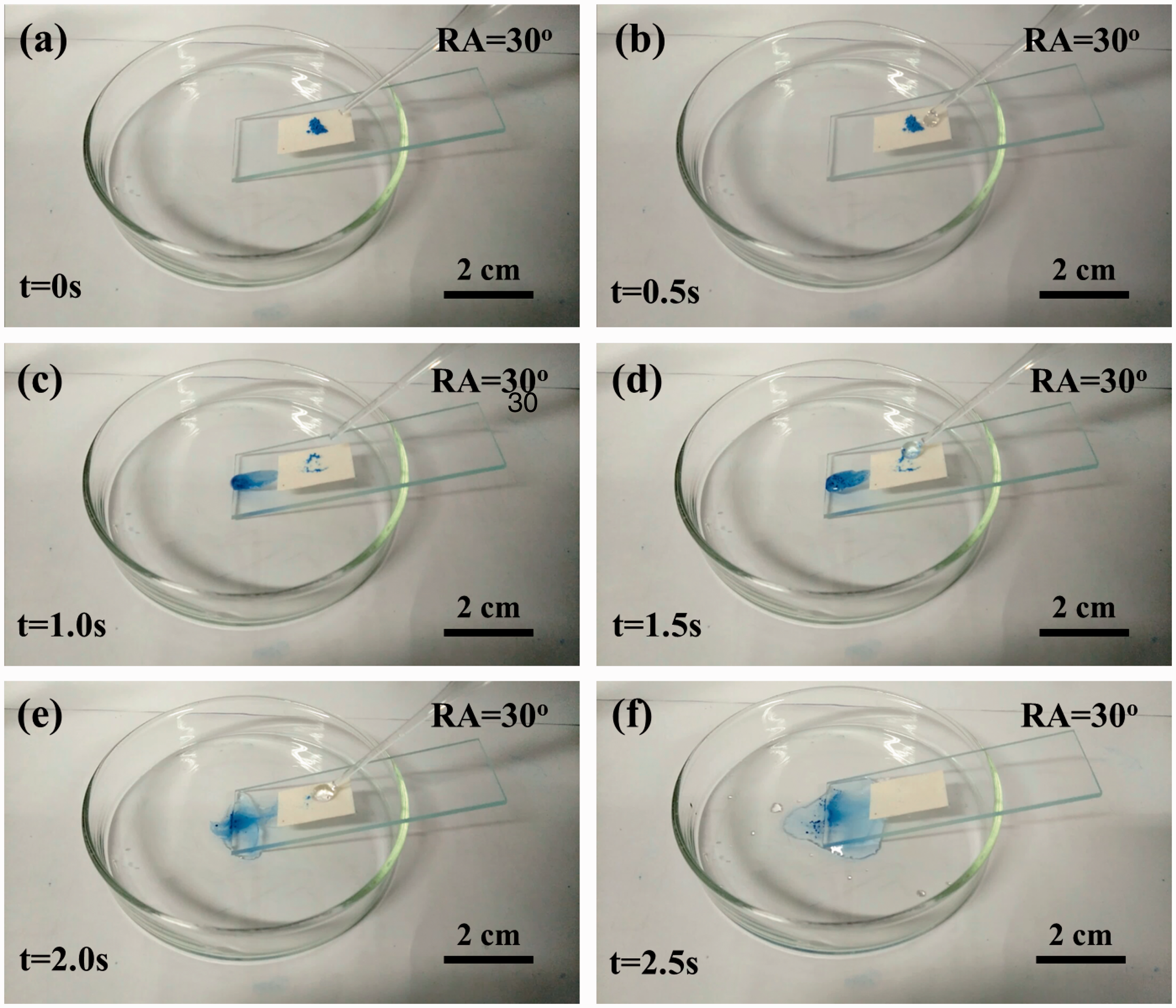
Breathable performance
The breathable performance, including water vapor transmission and air permeability, will directly affect the wearing comfort of the clothing. The air permeability of uncoated and coated fabric is summarized in Figure 13. The air permeability of uncoated aramid fabric was about 312 mm/s, while the PTFE-coated and PTFE/SiO2-coated fabric was only 7 mm/s. This result indicated that the coating process resulted in blocking gaps of the coated fabric. On the other hand, it is necessary to block the flow of poisonous gas, although low air permeability is not conducive to the breathability of the fabric.
The air permeability for uncoated and coated aramid fabric. PTFE: polytetrafluoroethylene.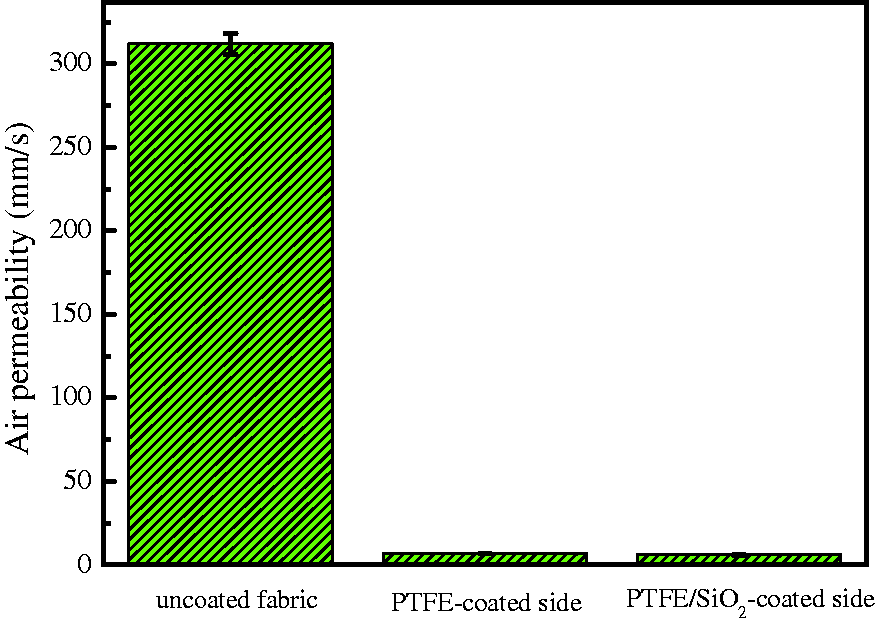
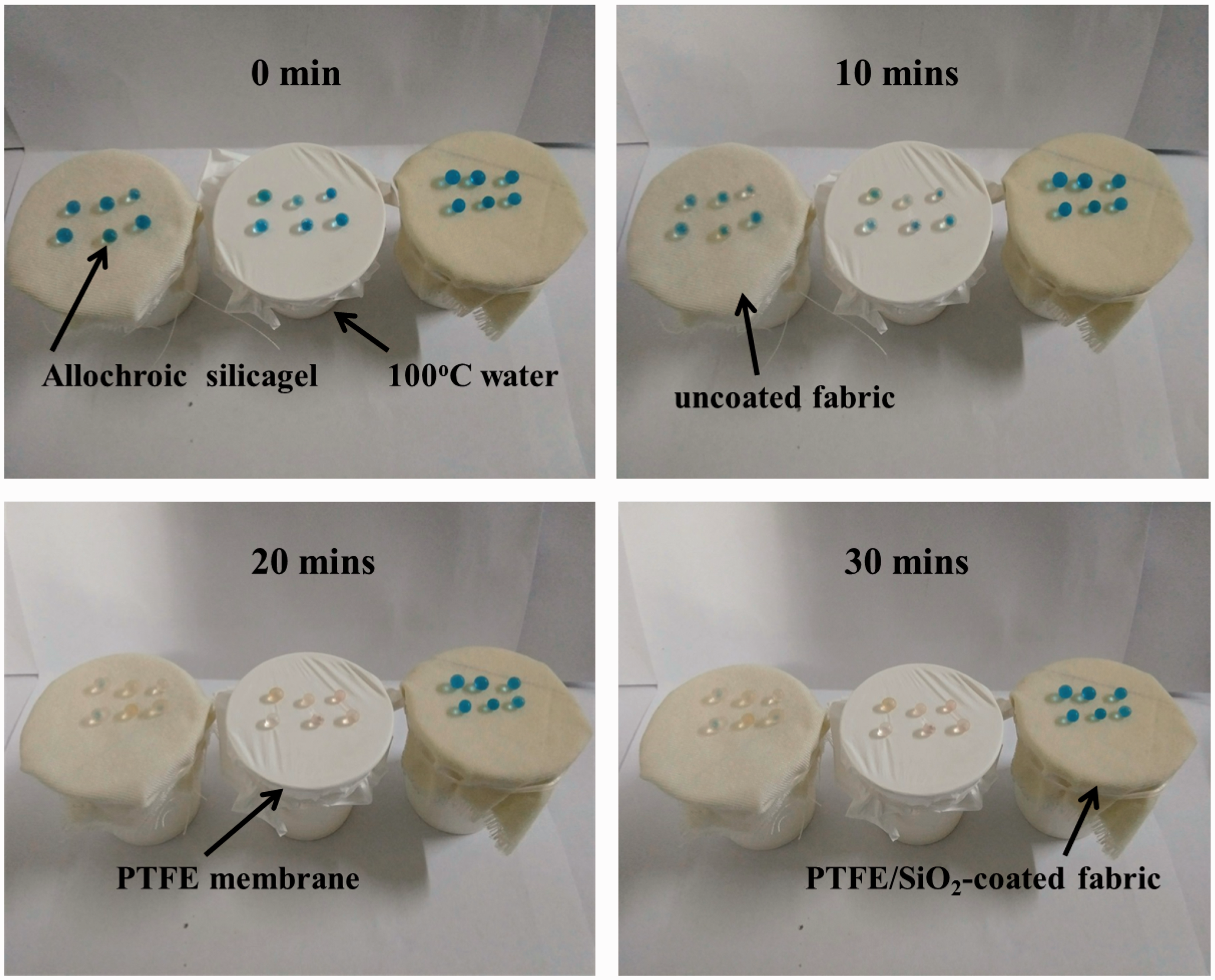
Figure 14 presents the accumulative water vapor transmission of uncoated and coated aramid fabric. Both sides of the coated fabric showed a lower water vapor transmission rate, lower than 50 g/(m2·h), while the uncoated fabric was 250 g/(m2·h). In addition, we investigated the waterproofness of the coated and uncoated fabric through observing changes of colored silicones.
50
As shown in Figure 15, the hydrophilic characteristics of the aramid fabric and the PTFE porous membrane structure led to inconspicuous allochroic silicone after 10 min. However, allochroic silicagels on the surface of the PTFE/SiO2-coated fabric began to fade after 30 min. The result was similar to that seen for the air permeability test due to the coating process. The poor breathability was able to protect people from a certain extent of toxic and hazardous gases, although it was a little uncomfortable. Unlike everyday clothing, the obtained coated fabric is applied to chemical protective clothing for rescue operators, and would be worn only for a few hours at a time. Therefore, less breathability is acceptable in these circumstances.
(a) Water vapor transmission and (b) water vapor transmission rate of the uncoated and coated aramid fabric. PTFE: polytetrafluoroethylene. Comparison tests demonstrating the waterproof/breathable performance of the original aramid fabric (left), polytetrafluoroethylene (PTFE) membrane (middle) and PTFE/SiO2-coated (right) fabric.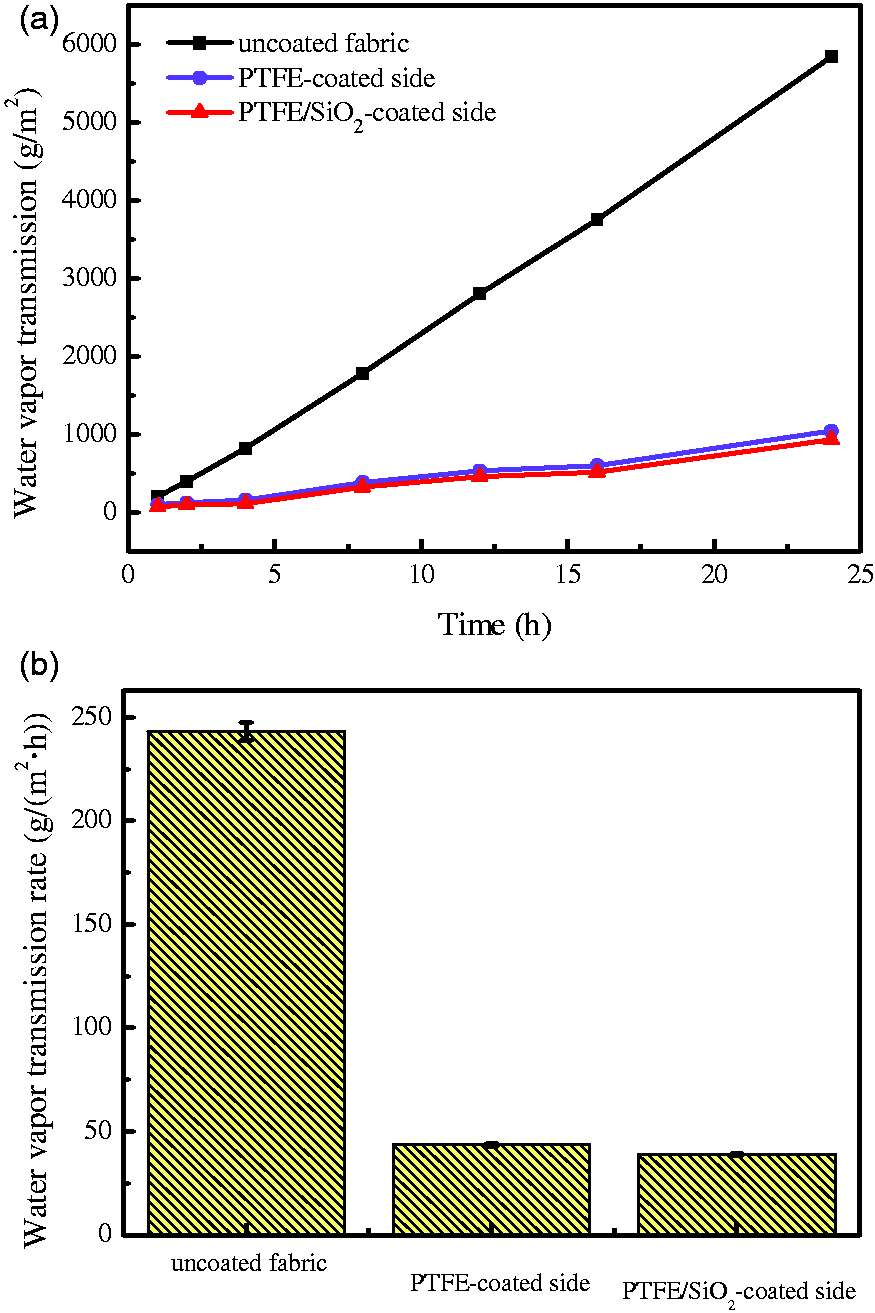
Flexibility
For fabric, the flexibility of samples should take into consideration wearing comfort. From this point of view, we investigated the bending length of the fabric before and after coating process. Compared to the uncoated aramid fabric, the bending length of PTFE/SiO2-coated fabric increased from 1.96 to 3.47 cm, as shown in Figure 16(a). However, it was found from Figures 16(b) and (c) that the PTFE/SiO2-coated fabric could be bent and folded freely. Therefore, the flexibility result was within the acceptable range.
(a) Bending length of uncoated and coated aramid fabrics and (b)–(d) photographs showing the flexibility of the fabric that can be folded or bent before and after coating. PTFE: polytetrafluoroethylene.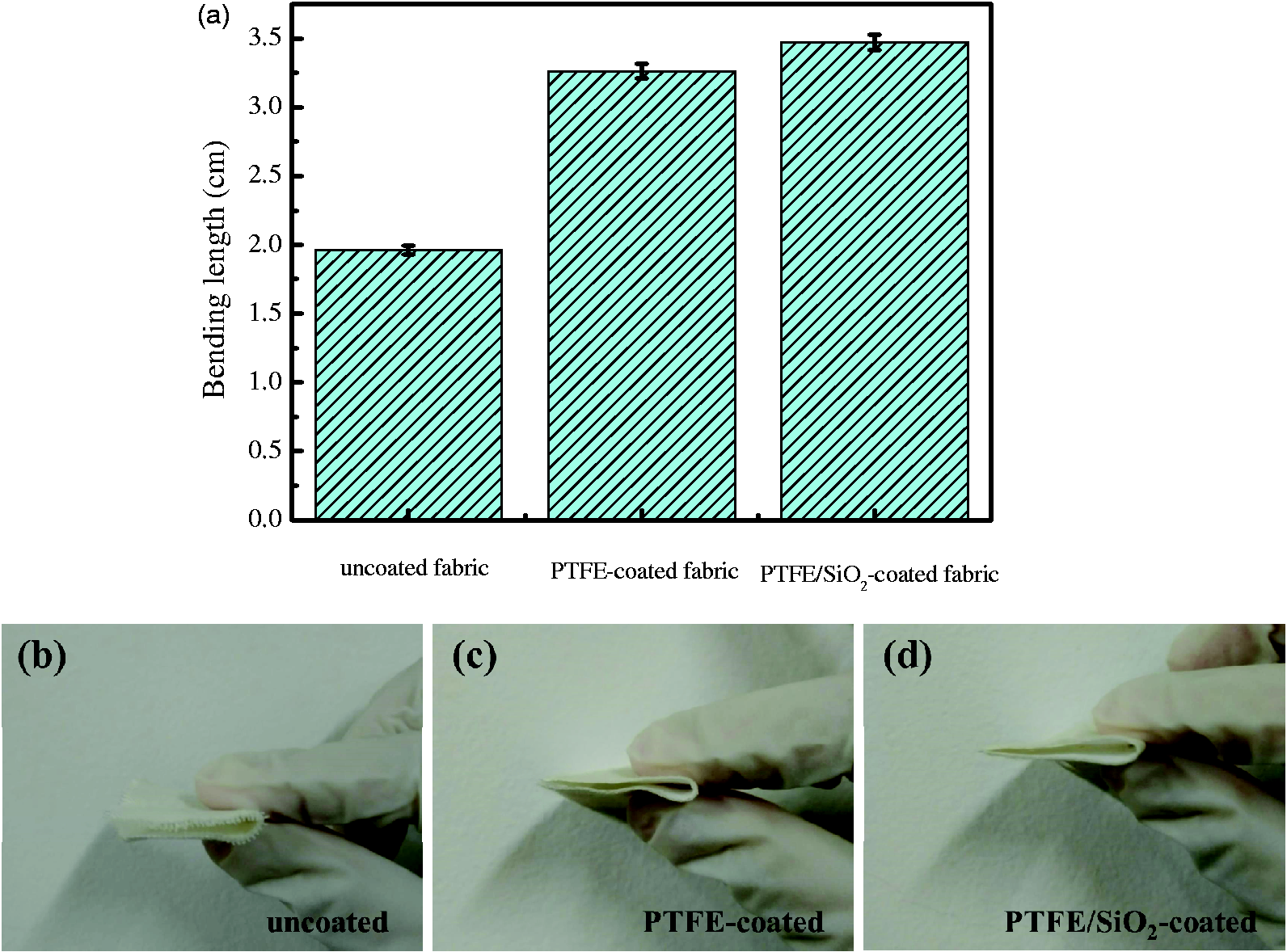
Abrasion durability
As we all know, abrasion durability is also an important requirement for protective textiles during practical applications. Figure 17 indicates the effect of increased abrasion cycles on the contact angles and rolling angles of the PTFE/SiO2-coated fabric. Contrary to the rolling angle, the contact angle of the coated fabric corresponded to 154.46° and decreased to 139.67° after 200 cycles, then increased to 151.67° for 300 cycles and, subsequently, there were no large changes with a slow downward trend during the further increasing abrasion cycles. After 600 cycles of friction, the contact angle was 144.12°, decreased by 6.68% compared with that of the untreated sample. The result was largely related to the morphological structure of PTFE and SiO2 particles formed on the fabric surface, which are shown in Figure 18.
Abrasion resistance performances of the polytetrafluoroethylene/SiO2-coated fabric. Scanning electron microscopy images of polytetrafluoroethylene/SiO2-coated fabric: (a) 0 abrasion cycles; (b) 200 abrasion cycles; (c) 300 abrasion cycles; (d) 400 abrasion cycles.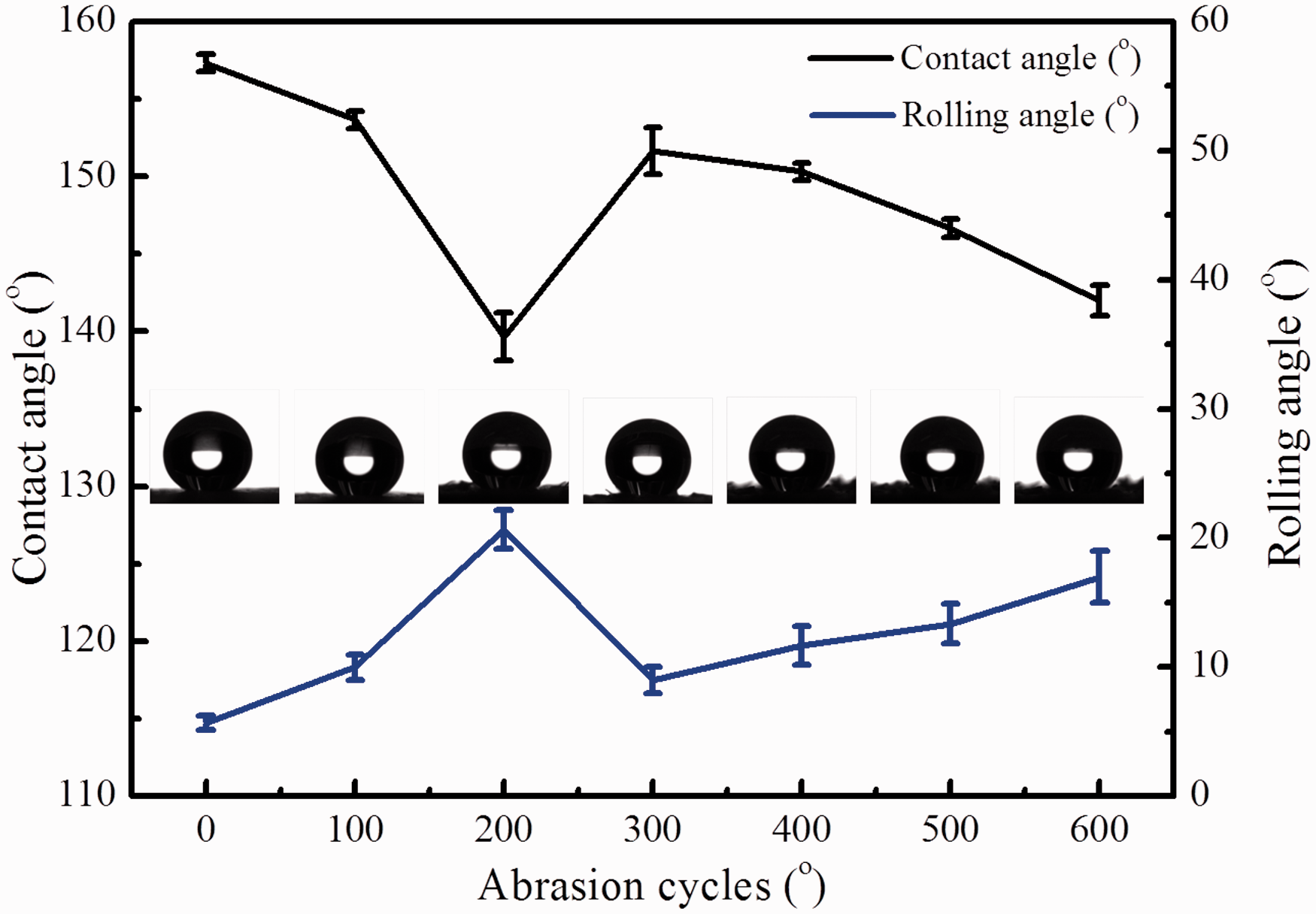

For the PTFE/SiO2-coated fabric, the contact angle and rolling angle were 154.46° and 4.57°, respectively, which benefited from the roughness micro/nanostructure of SiO2 and PTFE particles (Figure 18(a)). As shown in Figure 18(b), when the number of abrasion cycles was 100, the random aggregation of micro-powders on the fabric surface were destroyed, resulting in a corresponding decrease of the contact angle and increase of the rolling angle. Furthermore, when the number of abrasion cycles was equal to 300, the nanoparticles formed a new relatively stable rough micro/nanostructure, contributing to the restorability of the hydrophobicity with a high contact angle of 152.32° and a low rolling angle of 9.11°, as can be seen in Figure 18(c). However, the continuing abrasion cycles could destroy the roughness, again resulting in a decrease of the contact angle and an increase of the rolling angle, as shown in Figure 18(d). Consequently, the coated fabric still had a high contact angle of 142.33° in which the rolling angle was 17.65° after 600 cycles of abrasion and water droplets still took a spherical shape on the sample. In addition, there were no holes or damage caused by mechanical friction on the surface of the fabric. From a wettability perspective, these results demonstrated the good abrasion durability and hydrophobicity of the as-prepared coated surface.
UV transparency
Transparency is also an important feature required for many domestic and industrial coating applications. The UV transmittance of uncoated and coated fabric is shown in Figure 19 (the wavelength is 240–800 nm). When coated with the PTFE membrane, the UV transmittance decreased immediately because the membrane with a certain thickness could block gaps of the original aramid fabric.
51
There was an increasing transparency when the PTFE side was modified with PTFE and SiO2 particles. As SiO2 is the mostly commonly used low index film in many types of multilayer interference coatings,
52
some works reported that the UV transmittance could be enhanced by introducing a SiO2 layer between the substrate and film because of a porous structure with low refractive index.53,54 Therefore, the three-dimensional rough network structure formed by PTFE and SiO2 particles on the PTFE-coated fabric was able to allow the light through easily.
23
However, the surface roughness also could reduce the surface refractive index, contributing to light scattering.
23
Thus, the total UV transmittance of PTFE/SiO2-coated fabric (7984.61 nm2) decreased by 2.82% compared with the uncoated fabric (8216.34 nm2).
(a) Ultraviolet transmission of the uncoated and coated fabric and (b) the corresponding curve integral area. PTFE: polytetrafluoroethylene.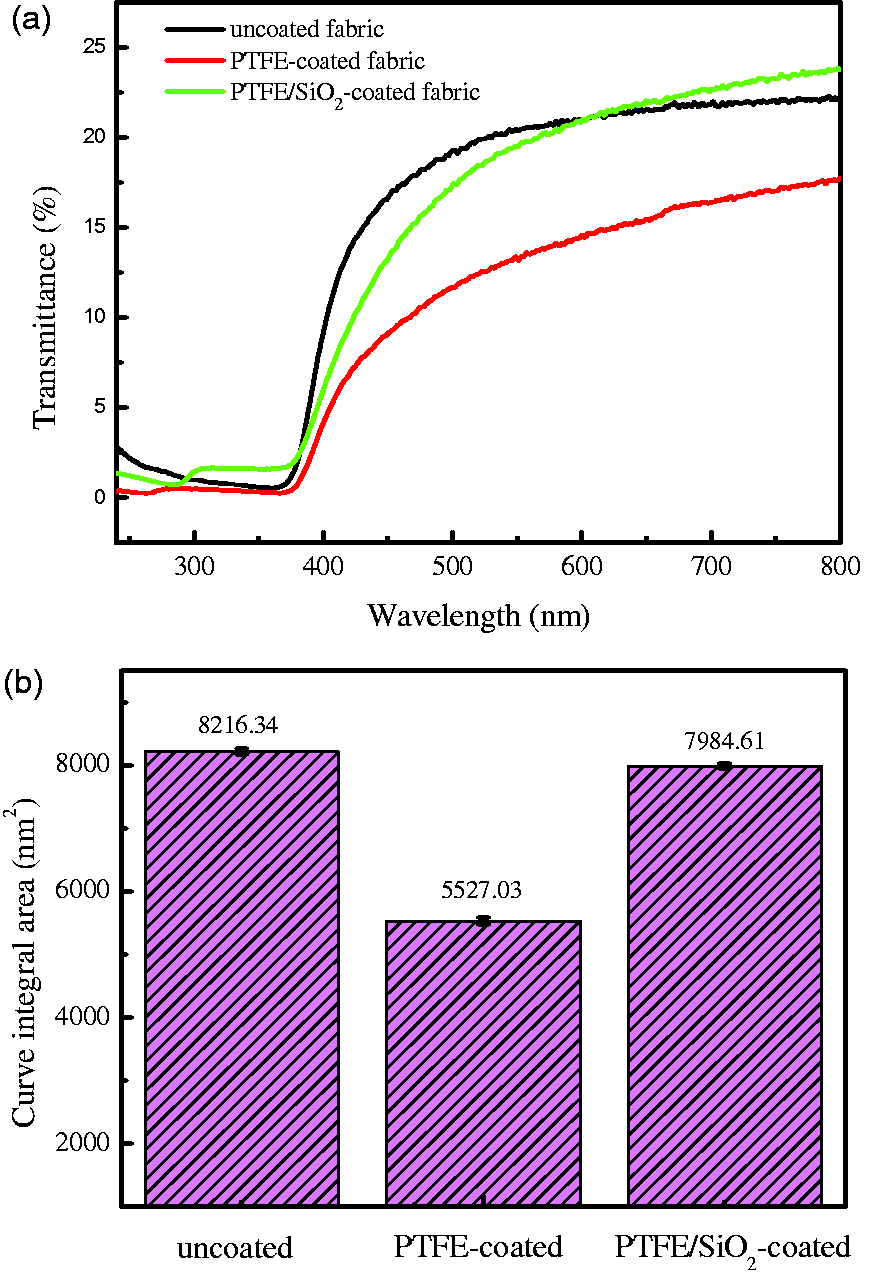
Conclusion
The fabrication of chemical stable, superhydrophobic and self-cleaning fabric was realized by the two-step coating process. The chemical resistant ability was achieved through the hot-pressing method, which compounded aramid fabric with a PTFE membrane. The superhydrophobicity and excellent self-cleaning ability with the contact angle 154° and rolling angle 4° were obtained via the combination of enhanced roughness and low surface energy derived from PTFE and SiO2 particles. In addition, the obtained coated fabric exhibited long-term stability against strong acid/base solutions for 100 h and 300 abrasion cycles, maintaining superhydrophobicity. The obtained coated fabric also could withstand H2SO4 (98 wt%) and NaOH (40 wt%) droplets that were titrated on its surface for up to 1 h. The air permeability, UV transmittance and flexibility were acceptable for the coated fabric. This fabric, obtained by a time-saving and valid method, has a promising future in realizing the industrialization of individual protective textiles for chemical protection.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (Grant No. 2016YFC0802802).